
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Janusz Górny
Dobieranie maszyn i urządzeń przemysłowych oraz
transportowych 812[02].Z1.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Igor Lange
mgr inż. Robert Wanic
Opracowanie redakcyjne:
mgr Janusz Górny
Konsultacja:
mgr inż. Danuta Pawełczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[02].Z1.01
„Dobieranie maszyn i urządzeń przemysłowych oraz transportowych”, zawartego
w
modułowym programie nauczania dla zawodu operator maszyn i urządzeń
metalurgicznych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Elementy procesu produkcyjnego
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
15
4.1.3. Ćwiczenia
16
4.1.4. Sprawdzian postępów
17
4.2.
Klasyfikacja maszyn i urządzeń przemysłowych
18
4.2.1. Materiał nauczania
18
4.2.2. Pytania sprawdzające
22
4.2.3. Ćwiczenia
23
4.2.4. Sprawdzian postępów
24
4.3.
Napędy hydrauliczne i pneumatyczne maszyn i urządzeń
25
4.3.1. Materiał nauczania
25
4.3.2. Pytania sprawdzające
43
4.3.3. Ćwiczenia
43
4.3.4. Sprawdzian postępów
45
4.4.
Transport wewnętrzny i magazynowanie materiałów
46
4.4.1. Materiał nauczania
46
4.4.2. Pytania sprawdzające
72
4.4.3. Ćwiczenia
72
4.4.4. Sprawdzian postępów
75
5.
Sprawdzian osiągnięć
76
6.
Literatura
82

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu dobierania maszyn
i urządzeń przemysłowych oraz transportowych.
W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, które pozwolą Ci stwierdzić czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań testowych,
–
literaturę uzupełniającą
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy, instrukcji przeciwpożarowych i zasad ochrony środowiska
naturalnego, wynikających z charakteru wykonywanych prac. Przepisy te poznasz podczas
trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
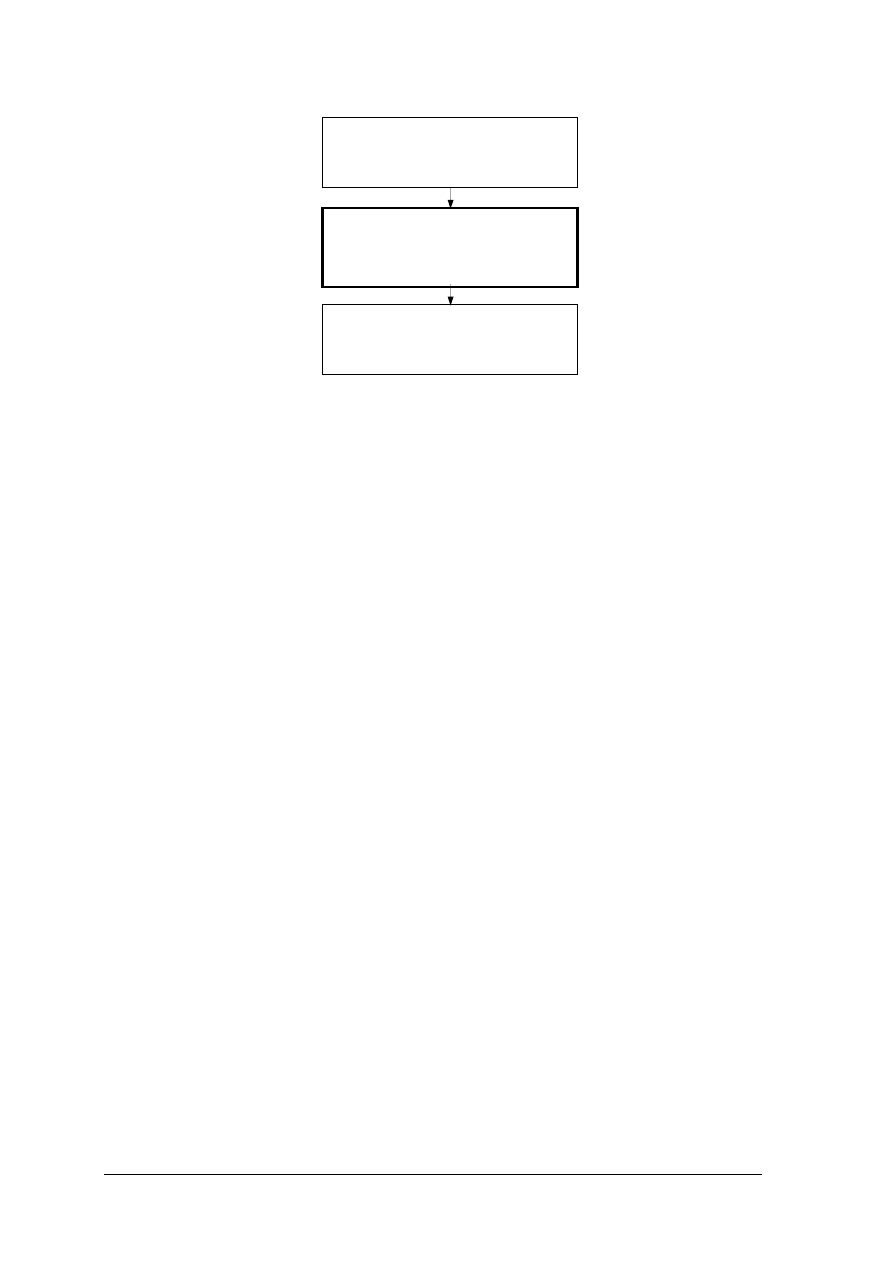
Schemat układu jednostek modułowych
812[02].Z1
Eksploatacja maszyn i urządzeń
w procesach metalurgicznych
812[02].Z1.01
Dobieranie maszyn i urządzeń
przemysłowych oraz
transportowych
812[02].Z1.02
Użytkowanie i obsługiwanie maszyn
i urządzeń

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−−−−
przestrzegać zasady bezpiecznej pracy, przewidywać zagrożenia i zapobiegać im,
−−−−
posługiwać się dokumentacją techniczną,
−−−−
stosować materiały konstrukcyjne,
−−−−
rozpoznawać elementy maszyn i mechanizmów,
−−−−
analizować układy elektryczne i automatyki przemysłowej,
−−−−
stosować jednostki układu SI,
−−−−
korzystać z różnych źródeł informacji,
−−−−
selekcjonować, porządkować i przechowywać informacje,
−−−−
interpretować związki wyrażone za pomocą wzorów, wykresów, schematów, diagramów,
tabel,
−−−−
użytkować komputer,
−−−−
pracować w grupie,
−−−−
organizować stanowisko pracy zgodnie z wymogami ergonomii.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−−−−
scharakteryzować proces produkcyjny i technologiczny,
−−−−
dokonać klasyfikacji maszyn i urządzeń przemysłowych,
−−−−
scharakteryzować zespół, podzespół i mechanizm maszyny,
−−−−
wyjaśnić budowę i zasadę działania układów pneumatycznych i hydraulicznych,
−−−−
rozróżnić elementy napędów hydraulicznych i pneumatycznych,
−−−−
wyjaśnić budowę i zasadę pracy pomp hydraulicznych,
−−−−
dobrać urządzenie techniczne do tłoczenia powietrza i cieczy,
−−−−
sklasyfikować i scharakteryzować sprężarki,
−−−−
zastosować sprężarkę w instalacjach sprężonego powietrza,
−−−−
sklasyfikować wentylatory,
−−−−
wyjaśnić budowę wentylatorów osiowych i promieniowych,
−−−−
określić parametry wentylatora,
−−−−
dobrać wentylator do instalacji wentylacyjnej,
−−−−
określić wykorzystanie sprężarek i wentylatorów w procesach metalurgicznych,
−−−−
sklasyfikować urządzenia do transportu wewnętrznego,
−−−−
scharakteryzować podstawowe typy magazynów,
−−−−
sklasyfikować dźwignice,
−−−−
określić cechy dźwignic wg PN,
−−−−
rozróżnić elementy dźwignic,
−−−−
sklasyfikować dźwigniki i określić ich zastosowanie,
−−−−
rozróżnić rodzaje cięgników i wskazać zastosowanie,
−−−−
sklasyfikować suwnice wg PN,
−−−−
rozróżnić elementy i podstawowe zespoły suwnic,
−−−−
sklasyfikować przenośniki, objaśnić ich budowę i zastosowanie,
−−−−
scharakteryzować uprawnienia zawodowe do obsługi urządzeń transportu wewnętrznego,
−−−−
wskazać instytucje nadzorujące prace urządzeń transportu wewnętrznego,
−−−−
skorzystać z dokumentacji technicznej, Polskich Norm oraz katalogów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Elementy procesu produkcyjnego
4.1.1. Materiał nauczania
Proces produkcji – uporządkowany ciąg działań prowadzących do wytworzenia produktu.
Proces produkcji dzielimy na:
−−−−
operacje technologiczne – następuje tutaj zmiana właściwości fizycznych, chemicznych
biologicznych oraz psychicznych, skutkiem tych działań jest nowy kształt przedmiotu,
lepsze właściwości oraz nowe umiejętności,
−−−−
operacje
kontrolne
–
sprawdzenie
poprawności
wykonywanych
operacji
technologicznych w porównaniu z przyjętymi wzorcami, normami, operacje kontrolne
przeprowadzane są po to by uniknąć strat, braków i odstępstw od norm,
−−−−
operacje transportowe – pojawiają się w momencie, gdy przedmiot przemieszczany jest
z jednego miejsca na drugie,
−−−−
operacje magazynowania i składowania – przedmiot jest w stanie „bezczynności”,
oczekuje na dalsze operacje lub jest przekazywany klientowi,
−−−−
operacje wspierające – czynności dodatkowe np. zakonserwowanie przedmiotu,
segregowanie, pakowanie.
Cykl produkcyjny – odcinek czasu między pobraniem surowca do produkcji, zebraniem
danych do realizacji zamówienia, a przekazaniem wyrobu do magazynu lub do klienta.
Skrócenie tego cyklu przejawia się w uwolnieniu środków kapitałowych zamrożonych
w zapasach magazynowych i zapasach powstających miedzy operacjami.
Formy organizacji produkcji
Stacjonarna – jest to taka organizacja pracy, przy której należy alokować środki pracy
oraz pracowników wokół położonego przedmiotu lub kiedy przemieszczenie tego przedmiotu
jest małe, występują tu zadania na:
−
niskim poziomie technicznym charakteryzujące się:
1.
prostą organizacją,
2.
różnorodnymi umiejętnościami pracowników,
3.
szybką realizacją zadań i szybkim przyrostem wartości dodanej,
4.
łatwą do opanowania różnorodnością zadań,
5.
łatwym dostosowaniem zadań do potrzeb klienta,
6.
niskim wykorzystaniem wyposażenia.
−
wysokim poziomie technicznym, gdzie cechami sterowania przedsięwzięciem są:
1.
jasno sformułowane cele,
2.
uzgodnienie kwantyfikowalnych wyników do uzyskania w określonych przedziałach
czasu,
3.
istnienie zespołu zarządzającego przedsięwzięciem, który posiada uprawnienia
decyzyjne.
Niepotokowa – podział procesu na poszczególne operacje oraz wykonywanie każdej
operacji na całej partii wyrobów.
Cechy charakterystyczne to:
−−−−
długi okres oczekiwania na następną operację,
−−−−
trudność organizacyjna,
−−−−
możliwość niesprawnego przepływu prac,
−−−−
powolny przyrost wartości dodanej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Cele form niepotokowych:
−
skoncentrować kwalifikacje,
−
osiągnąć wysokie wykorzystanie maszyn i urządzeń.
Potokowa – zadania wykonywane w sposób ciągły, progresywny bez przerw związanych
z okresami oczekiwania bezczynności, czas poszczególnych operacji powinien mieć
jednakową długość.
Cele produkcji potokowej:
−−−−
ulepszony przepływ materiału i przebieg prac,
−−−−
niższe kwalifikacje ludzi,
−−−−
szybszy przyrost wartości dodanej i szybsze tempo realizacji prac.
Procesy produkcyjne dzielimy jeszcze ze względu na powtarzalność i wielkość produkcji
są to:
−−−−
projekt,
−−−−
produkcja jednostkowa,
−−−−
produkcja seryjna,
−−−−
produkcja masowa.
Struktura procesu produkcji – układ faz procesu i wykonywanych operacji, wyróżnia się
dwa układy strukturalne:
−−−−
struktura funkcjonalna – przepływ produktów odbywa się po różnych drogach, dzięki
temu otrzymuje się wysoką elastyczność związaną z szerokością asortymentu produktu,
ponadto uzyskuje się dobre wykorzystanie wyposażenia produkcyjnego, głównymi
wadami tej struktury jest trudność w planowaniu i sterowaniu oraz wolne tempo realizacji
prac.
−−−−
struktura przedmiotowa – przepływ przedmiotów z góry zdeterminowany, nowy produkt
nie jest poddawany innym czynnością niż te, które występują w procesach, zaletami jest
szybki przepływ przedmiotu, niewielki cykl produkcyjny, łatwa kontrola, mały zakres
wewnętrznego transportu minimalne zapasy.
Czynniki wpływające na wybór formy organizacji systemu produkcyjnego to:
−−−−
wymagany poziom kwalifikacji pracowników
−−−−
uzależnienie od specyfikacji wyposażenia produkcyjnego.
Systemy produkcyjne
Technologia grupowa (GT) – polega na grupowaniu komórek lub stanowisk roboczych
w celu przetwarzania rodzin podobnych wyrobów. Zaletą tego systemu jest skrócenie czasu
w procesach przygotowawczo – zakończeniowych, wzbogacenie treści pracy oraz
zwiększenie autonomii wewnątrz grup pracowników.
Kod produktu zawiera charakterystyczne cechy np. kształt, wymiary oraz techniki
wytwarzania. Poprzez identyfikowanie podobnych cech produktów można łączyć zasoby do
powstawania poszczególnych rodzin produktów w gniazda produkcyjne, które obejmują cały
proces powstania produktu. Polega on na tym, iż maszyny i urządzenia grupuję się pod kątem
określonych zadań, jednak są one od siebie niezależne i wykonują pracę w obrębie
specjalizacji przedmiotowej. Wspólnie z gniazdami łączy się pracę grup autonomicznych – są
to pracownicy, którzy funkcjonują według zasad samodzielności oraz niezależności.
Zalety tego systemu to:
−−−−
skrócony cykl produkcyjny,
−−−−
uproszczenie planowania i sterowania,
−−−−
zmniejszenie poziomu zapasów,
−−−−
zwiększenie efektywności maszyn i urządzeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Metody planowania i sterowania produkcją (MRP – Manufacturing Resource Planning)
1) sterowanie produkcją dokładnie na czas,
Poszukiwanie sposobów maksymalizacji wydajności i efektywności działania, jest to
filozofia eliminacji marnotrawstwa, a więc wszystkiego, co generuje koszty. Bardzo duży
nacisk kładziony jest na przygotowanie pracowników, jednocześnie podkreślana jest
konieczność utrzymania dyscypliny i odpowiedzialności. Istotą jest system bezpośredniego
zamówienia. Liczebność serii produkcyjnych jest mała a stan zapasów ograniczony do
minimum.
Korzyści związane z tą metoda to:
−−−−
redukcja czasu zamówienia,
−−−−
ograniczenie nadprodukcji,
−−−−
zmniejszenie przepływu dokumentów,
−−−−
możliwość realizacji częstszych dostaw,
−−−−
zwiększenie asortymentu produktów.
2) planowanie zapotrzebowania materiałowego oraz planowanie zasobów produkcyjnych,
Metody związane z maksymalizacją zdolności produkcyjnych oraz minimalizacja stanów
zapasów w różnych miejscach ich powstawania.
Występują trzy główne poziomy MRP II:
−−−−
podsystem gromadzenia i przetwarzania informacji,
−−−−
podsystem ewidencjonowania przepływów materiałowych oraz stopnia wykorzystania
zasobów,
−−−−
podsystem wspomagania decyzji, w skład, którego wchodzą moduły wspomagające
użytkownika w podejmowaniu decyzji.
Wprowadzenie systemu MRP II:
−−−−
obniża poziom zapasów wyrobów gotowych,
−−−−
ułatwia planowanie nowych produktów,
−−−−
wyznacza terminy realizacji zamówienia wraz z lepszą kontrolą przebiegu produkcji
−−−−
skraca czas realizacji zamówienia.
Model MRP II w stosunku do MRP został rozbudowany o planowanie zdolności
produkcyjnych oraz o elementy związane z procesem sprzedaży i wspierające podejmowanie
decyzji na szczeblach strategicznego zarządzania produkcją. Poza materiałami związanymi
bezpośrednio z produkcją, MRP II uwzględnia także materiały pomocnicze, zasoby ludzkie,
pieniądze, czas, środki trwałe i inne.
Planowanie i optymalizacja procesu produkcyjnego
Metoda ta opiera się na zidentyfikowaniu miejsc, które ograniczają przepływ strumieni
materiałowych tzw. „wąskich gardeł”. „Gardła” te determinują pozostały potencjał
wydłużając cykl produkcyjny, wpływając na przepustowość całego systemu. Identyfikacja
miejsc ograniczających przepływ strumieni wykorzystanie zdolności produkcyjnych może
być zoptymalizowane i tym samym może nastąpić zmniejszenie czasu realizacji zleceń
i przepływu materiałów.
Sterowanie zorientowane na optymalne obciążenie stanowisk pracy
Metoda ta zakłada, iż przy niewielkiej redukcji zapasów możliwa jest redukcja czasu
przebiegu procesu. Ideą jest, dozowanie obciążenia, by na wszystkich stanowiskach osiągnąć
jednakowe relacje średniego stanu zapasu. Proces ten przebiega w trzech etapach:
−−−−
ustalenie terminu wykonania zleceń oraz podział zleceń na pilne i mniej pilne,
−−−−
określenie prawdopodobieństwa, z jakim zlecenia znajdą się na danym stanowisku,
−−−−
weryfikacja uregulowanych zleceń przez konfrontowanie skumulowanego obciążenia
i ograniczeń w możliwościach obciążenia każdego stanowiska.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Proces technologiczny i jego dokumenty
1.
Proces technologiczny – główna część procesu produkcyjnego, w której następuje
obróbka części oraz montaż części w zespoły i wyrób.
Rozróżnia się:
−−−−
procesy technologiczne obróbki,
−−−−
procesy technologiczne montażu,
−−−−
procesy obróbkowo – montażowe.
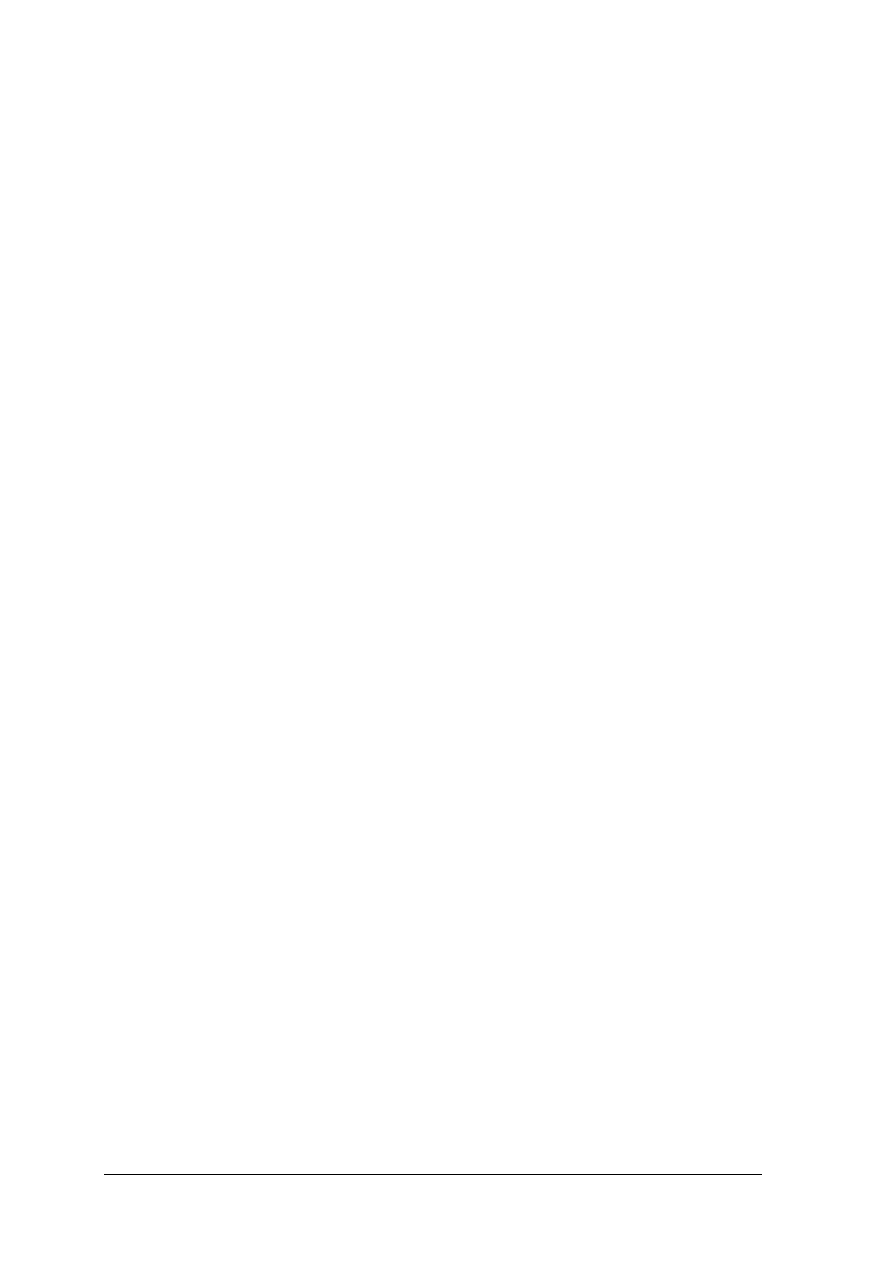
2.
Struktura procesu technologicznego:
Operacja 1 Operacja 2 Operacja 3 ......... Operacja n
Ustawienie 1 Ustawienie 2 Ustawienie 3 ......... Ustawienie n
Pozycja 1 Pozycja 2 Pozycja 3 ......... Pozycja n
Zabieg 1 Zabieg 2 Zabieg 3 ......... Zabieg n
Przejście 1 Przejście 2 Przejście 3 Przejście n
−
Operacja – część procesu technologicznego wykonywana na jednym stanowisku
roboczym przez jednego pracownika (lub grupę pracowników) na jednym przedmiocie
(lub grupie przedmiotów) bez przerw na inną pracę.
−
Ustawienie (zamocowanie) – unieruchomienie w ustalonym położeniu części z siłą
potrzebną do wykonania danej operacji.
−
Pozycja – każde z możliwych położeń części (lub kilku jednocześnie obrabianych części)
względem zespołów roboczych obrabiarki, przy jednym zamocowaniu w uchwycie
z urządzeniem podziałowym lub na stole obrotowym.
−
Zabieg – część operacji, której cechy zależne są od rodzaju obróbki:
a) w obróbce skrawaniem:
−
zabieg prosty – część operacji odnosząca się do obróbki jednej powierzchni, jednym
narzędziem przy stałych (niezmiennych) parametrach obróbki,
−
zabieg złożony – część operacji odnosząca się do obróbki zespołu powierzchni
jednym narzędziem, wykonującym ruchy posuwowe według określonego programu
(np. obróbka kopiowa) lub do obróbki zespołu powierzchni zespołem narzędzi o
sprzężonych ruchach posuwowych przy stałym nastawieniu parametrów skrawania
(np. obróbka wałka stopniowanego jednocześnie kilkoma nożami w suporcie
przednim tokarki wielonożowej),
b)
w obróbce plastycznej – to np. podstawowa czynność w procesie tłoczenia, wykonywana
z użyciem jednego przyrządu bez zmiany narzędzia, w której zachodzi tylko jedna
zmiana kształtu tłoczonego przedmiotu,
Proces technologiczny
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
c)
w obróbce cieplnej – to część operacji, wykonywanej przy stałych parametrach
(temperatura, prędkość nagrzewania, prędkość chłodzenia),
d)
w obróbce wykańczającej – to część operacji wykonywana przy stałych parametrach
zależnych od metody obróbki (np. powlekanie galwaniczne),
e)
w montażu – to część operacji, w której dołącza się do określonego zespołu jednakowe
części lub zespoły (np. przykręcanie jednakowymi śrubami pokrywy do korpusu skrzyni
biegów).
−
Przejście – część zabiegu, w której następuje zdjęcie jednej warstwy materiału za pomocą
jednego lub kilku narzędzi przy określonym posuwie.
Operacja, zabieg i przejście to czynności główne procesu technologicznego, ustawienie
i pozycja to czynności pomocnicze.
Cykl produkcji – okres obejmujący realizację procesu produkcyjnego. W ramach cyklu
produkcyjnego poszczególnym częściom składowym procesu produkcyjnego odpowiadają
właściwe im czasy wykonania.
Cykl jest to więc suma czasu trwania poszczególnych operacji i czasu przerw pomiędzy nimi.
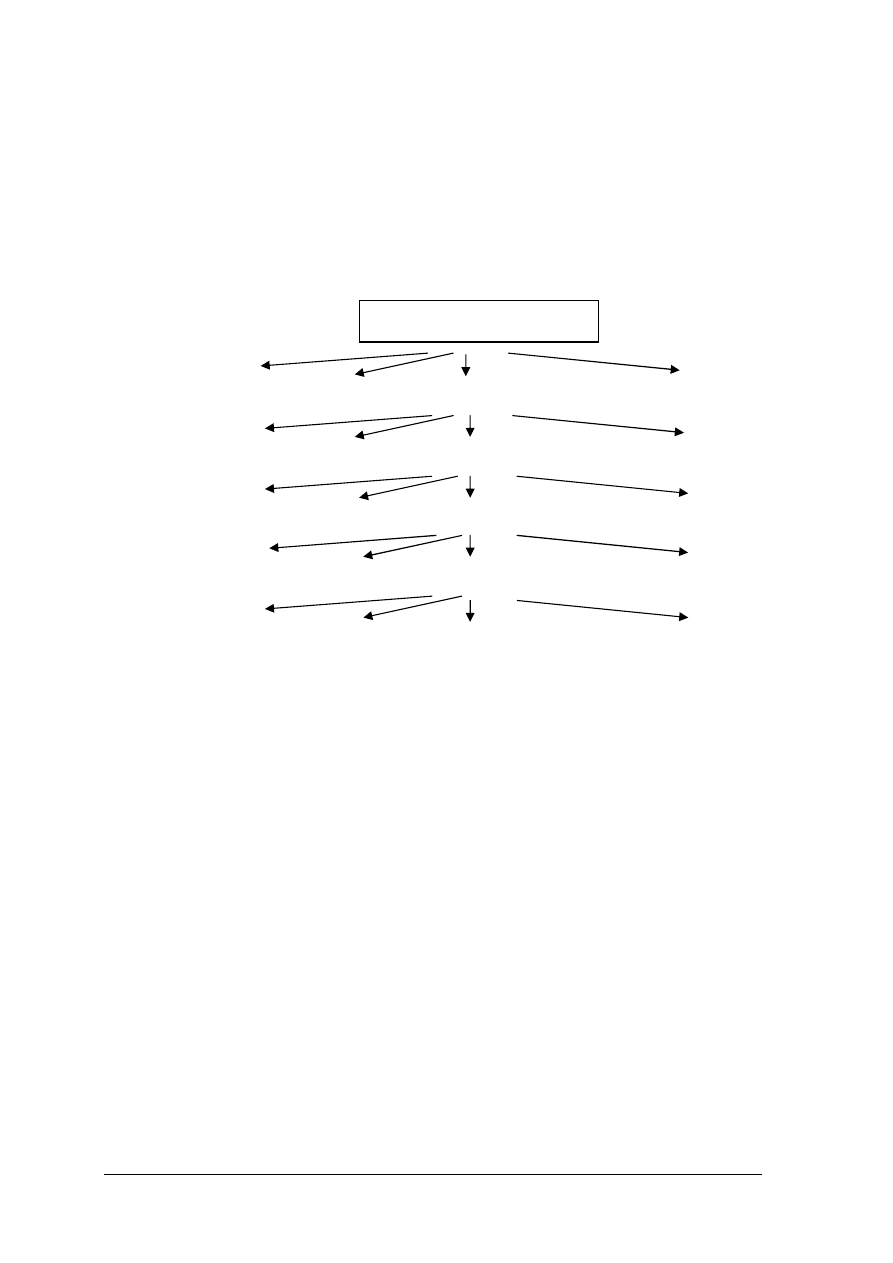
Czas realizacji procesu produkcyjnego
‒ czynności pomocnicze
‒ operacje procesu technologicznego
‒ czas przerw w realizacji procesu
Rys. 1.
Graficzna interpretacja cyklu produkcyjnego
Takt produkcji – to okres upływający pomiędzy wyprodukowaniem dwóch kolejnych
gotowych wyrobów.
Techniczna norma czasu t
n
– czas niezbędny do wykonania n jednostek przedmiotów
prawidłowych pod względem jakości.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Wyznacza się ją ze wzoru:
[ ]
min
j
pz
n
t
n
T
t
⋅
+
=
gdzie:
T
pz
– czas przygotowawczo-zakończeniowy,
t
n
– ilość jednostek przedmiotów,
t
j
– czas jednostkowy
Głównym składnikiem czasu jednostkowego jest czas główny t
g
inaczej zwany czasem
obróbki.
Obliczamy go z zależności:
[ ]
min
p
n
l
l
l
p
n
L
t
w
d
g
⋅
+
+
=
⋅
=
gdzie:
L – droga pracy narzędzia [mm],
l
d
– długość dobiegu narzędzia [mm],
l – długość obrabianej powierzchni [mm],
l
w
– długość wybiegu narzędzia [mm],
p – posuw [mm/obr],
n
–
prędkość
obrotowa
przedmiotu
obrabianego lub narzędzia [obr/min]
Normę czasu można obliczyć, dobrać z normatywów lub określić na podstawie
chronometrażu (ręczny pomiar czasu).
1.
Opracowanie technologiczne procesu obróbki – polega na ustaleniu kolejności operacji,
zabiegów, ustawień, pozycji i przejść potrzebnych do wykonania danego przedmiotu,
uszeregowanie ich w określonej kolejności i ustalenie czasu trwania każdej czynności.
Opracowanie to wykonuje się na podstawie analizy obróbki (analiza rysunku
technicznego, sposobu obróbki, ustalenie narzędzi skrawających i kontrolnych, sposobu
ustawienia, itp.).
2.
Dokumentacja techniczna produkowanego wyrobu – zbiór wszystkich dokumentów
niezbędnych do jego wykonania, prawidłowego pod względem jakości. W skład
dokumentacji technicznej wchodzi:
a)
dokumentacja konstrukcyjna (rysunki złożeniowe, wykonawcze, montażowe, wykaz
części, warunki odbioru technicznego (WOT), dokumentacja techniczno – ruchowa
(DTR), warunki eksploatacji i inne),
b)
dokumentacja technologiczna – zbiór dokumentów technologicznych określających
proces technologiczny produkowanego wyrobu i potrzebne do tego środki
technologiczne takie jak:
−
karta technologiczna,
−
instrukcja technologiczna (karta instrukcyjna obróbki i montażu),
−
wykaz pomocy warsztatowych (uchwytów, narzędzi do obróbki i montażu),
−
karta normowania czasu,
−
karta normowania materiału,
−
rysunki materiałów wyjściowych i półfabrykatów (surówek),
−
rysunki pomocy specjalnych, i inne.
Zakres dokumentacji zarówno konstrukcyjnej jak i technologicznej, zależy od wielkości
produkcji (jednostkowa, małoseryjna, wielkoseryjna, masowa) i im większa produkcja tym
jest bardziej szczegółowa.
3.
Karty instrukcyjne i technologiczne. W produkcji jednostkowej stosuje się karty
technologiczne uproszczone, natomiast w produkcji wielkoseryjnej i masowej stosuje się
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
pełną
dokumentację
technologiczną
z
kartami
technologicznymi
i
kartami
instrukcyjnymi.
Karta technologiczna
Wyrób:
Nazwa części:
Symbol, nr rys.,nr poz.:
Nr zlecenia:
Gatunek, stan mat.:
Sztuk/wyrób:
Sztuk na zlecenie:
Indeks
materiałowy:
Postać, wymiary materiału:
Netto kg/szt.:
Materiał kg/zlecenie:
Nr
op
era
Wydział
Stanowisko
OPIS OPERACJI
Oprzyrządowanie
t
pz
t
j
t
Opracował:
Normował:
Sprawdził:
Arkusz: Ilość
ark./kpl.:
Rys. 2.
Przykład karty technologicznej
Procesy technologiczne mogą być różnie zaprojektowane. Zależy to od szeregu
czynników, z których najważniejsze to wyposażenie danego zakładu w maszyny, urządzenia,
narzędzia oraz wielkość produkcji. Proces technologiczny musi być tak zaprojektowany, aby
była możliwa jego realizacja w warunkach danego zakładu. Nie można projektować bez
uwzględnienia posiadanych rodzajów maszyn i urządzeń produkcyjnych. Można oczywiście
pewien zakres prac zlecić innemu wykonawcy, jednak zlecenie zbyt dużego zakresu prac
może spowodować nieopłacalność.
Kolejnym czynnikiem jest rodzaj produkcji. Inny powinien być proces tej samej części
dla produkcji jednostkowej, małoseryjnej, seryjnej czy wielkoseryjnej. W produkcji
jednostkowej bardzo często nie opłaca się opracowywać procesów technologicznych lub
opracowuje się tylko karty technologiczne. Części wykonuje się na podstawie rysunków
wykonawczych. W produkcji małoseryjnej często wystarczy opracować kartę technologiczną
oraz instrukcje obróbki do niektórych operacji. Określenie rodzaju produkcji zależy od liczby
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
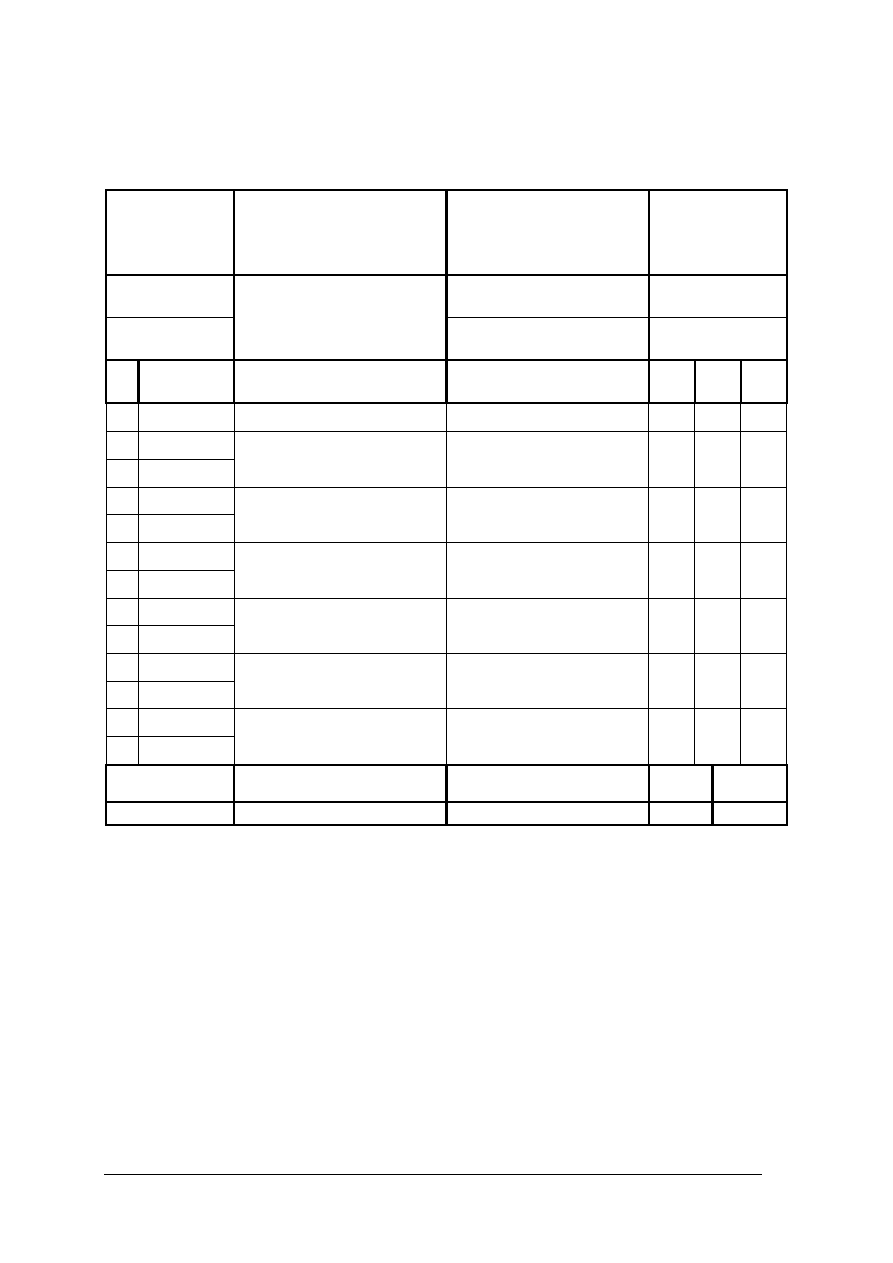
szt. w serii oraz wielkości wyrobu. Orientacyjne ilości wyrobów w danym rodzaju produkcji
i o określonym ciężarze przedstawia tabela 1.
Tabela 1. Zależność rodzaju produkcji od wielkości serii [8]
Ilość wyrobów w serii
Rodzaj produkcji
Wyroby lekkie
Wyroby
ś
redniociężkie
Wyroby ciężkie
jednostkowa
15–50
5–15
0–5
małoseryjna
50–500
15–250
5–50
seryjna
500–5000
250–500
50–250
wielkoseryjna
5000–50 000
500–5000
250–1000
masowa
Ponad 50000
Ponad 5000
Ponad 1000
Każdy rodzaj produkcji charakteryzuje się różnymi cechami mającymi bardzo istotny
wpływ na proces technologiczny. W produkcji jednostkowej koszt przygotowania produkcji
jest niski (nie opracowuje się obszernej dokumentacji, nie wytwarza się specjalnych
uchwytów, przyrządów, narzędzi, operacje wykonuje się na obrabiarkach uniwersalnych),
natomiast koszt jednostkowy będzie wysoki (z uwagi na jednostkowy czas wykonania).
W produkcji seryjnej koszt przygotowania produkcji będzie wysoki, natomiast koszt
jednostkowy będzie niski (z uwagi na oprzyrządowanie specjalne i specjalne obrabiarki czas
jednostkowy będzie bardzo krótki).
Dobór półfabrykatu (materiału wejściowego, surówki)
Przed przystąpieniem do opracowania procesu technologicznego technolog musi ustalić
rodzaj półfabrykatu, z którego będzie wykonywany wyrób. Półfabrykaty możemy podzielić
na:
−
wyroby
walcowane:
pręty
okrągłe,
kwadratowe,
sześciokątne,
płaskowniki,
kształtowniki, blachy, rury, druty. Wybierając materiał walcowany musimy zapoznać się
z programami produkcji lub normami, w których podane będą wymiary, tolerancje
wykonania. Ponadto musimy uwzględnić wielkość naddatków. Czyli wymiar
półfabrykatu musi być odpowiednio większy niż wymiar wyrobu gotowego,
−
wyroby spawane: pospawane różnego rodzaju pręty, kształtowniki, blachy, stanowiące
jedną całość. Wyroby spawane dobiera się w przypadku skomplikowanych kształtów
i w produkcji jednostkowej. Ponadto wtedy, gdy w procesie obróbki wystąpiłyby duże
straty materiału. np. wałek z tarczą o dużej średnicy,
−
wyroby ciągnione, szlifowane: pręty, płaskowniki, rury o dokładnych wymiarach
i gładkiej powierzchni. Tego typu półfabrykaty stosujemy, gdy zależy nam
na ograniczeniu operacji obróbki skrawaniem. Półfabrykaty te mają wysoką dokładność
wymiarów i kształtu i dlatego nie musimy ich obrabiać lub obróbka jest prosta,
−
odkuwki: półfabrykaty ukształtowane w procesie kucia swobodnego i matrycowego.
Odkuwki wybiera się przy produkcji seryjnej i wielkoseryjnej. Odkuwki matrycowe
charakteryzują się dużą dokładnością wymiarów. Odkuwki swobodne są wykonywane
z dokładnością znacznie mniejszą. Bardzo istotne są koszty wytworzenia odkuwek.
W przypadku małej ich liczby tańsze będą odkuwki swobodne, gdyż nie potrzeba
wykonywać drogich matryc. Natomiast w produkcji wielkoseryjnej opłaca się wykonać
matrycę. Koszt jednostkowy w takim przypadku będzie niższy z uwagi na mniejszy czas
jednostkowy oraz na niższe koszty obróbki skrawaniem (mniejsze są naddatki
na skrawanie),
−
odlewy: półfabrykaty uzyskane w procesie odlewania: w piasku, kokilach,
ciśnieniowego. Odlewy mogą być wykonywane z żeliwa, staliwa, brązów, mosiądzów,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
stopów aluminium, magnezu itp. Odlewy stosuje się na wyroby o skomplikowanych
kształtach oraz wtedy, gdy niemożliwe jest wykonanie ich z innych półfabrykatów.
Ponadto istotne mogą być własności żeliwa, które posiada własności tłumienia drgań,
−
tworzywa sztuczne: półfabrykaty w postaci płyt, rur, prętów oraz wypraski. Tworzywa
sztuczne stosuje się, gdy warunki pracy wyrobu tego wymagają. Ponadto stosuje się je na
wyroby o skomplikowanych kształtach. Tworzywa posiadają dużą odporność na korozję,
są lekkie oraz posiadają inne, specyficzne własności,
−
wyroby wykrawane i wytłaczane z blachy: uzyskane w procesie obróbki plastycznej na
zimno (wykrawania, wytłaczania). Półfabrykaty tego rodzaju stosuje się raczej
w produkcji masowej lub w przypadku, gdy konstrukcja wyrobu narzuca taki typ
półfabrykatu, np. półfabrykat w postaci miseczki z blachy.
−
Półfabrykaty często dobierane są przez konstruktora (w przypadku odkuwek i odlewów
często konstruktor wykonuje ich rysunki) i technolog może jedynie zaproponować pewne
zmiany. Jeżeli konstruktor nie narzuci półfabrykatu, technolog musi sam dokonać
wyboru.
Na dobór półfabrykatów wpływają następujące czynniki:
−
wielkość produkcji,
−
koszt wyrobu,
−
materiał wyrobu,
−
kształt wyrobu.
Dla produkcji seryjnej raczej dobieramy odkuwki i odlewy zamiast półfabrykatów
spawanych czy wyrobów walcowanych (jednak na wał posiadający w miarę regularny kształt
dobrym półfabrykatem będzie pręt okrągły). W przypadku produkcji jednostkowej
wybieramy raczej wyroby walcowane, blachy, półfabrykaty spawane.
Materiał wyrobu – jeżeli materiałem wyrobu będzie żeliwo, to wybieramy odlew (może
to być, np. odlewany z żeliwa wałek). Jeżeli materiałem będzie brąz to wybieramy odlew,
tuleję, wałek z brązu.
Koszt wyrobu – na koszt wyrobu wpływa wielkość serii, rodzaj półfabrykatu, prostota
konstrukcji wyrobu. Odkuwki i odlewy są drogie, lecz obniżają koszty procesu
technologicznego. Materiały walcowane są tańsze, lecz proces technologiczny może być
drogi. Należy więc przeprowadzić kalkulację (obliczyć koszt jednostkowy dla różnych
wariantów półfabrykatu) i wybrać rozwiązanie optymalne.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co nazywamy procesem produkcyjnym?
2.
Jakie czynności składają się na proces produkcyjny?
3.
Co nazywamy procesem technologicznym?
4.
Jaka jest struktura procesu technologicznego?
5.
Co to jest operacja?
6.
Co to jest zamocowanie?
7.
Co to jest zabieg?
8.
Jakie czynniki wpływają na projekt procesu technologicznego?
9.
Jakie występują rodzaje produkcji?
10.
Jakie mogą być rodzaje półfabrykatów?
11.
Czym charakteryzują się wyroby walcowane?
12.
Czym charakteryzują się odkuwki?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.1.3. Ćwiczenia
Ćwiczenie 1
Określ rodzaj produkcji do przedstawionych zleceń.
Nazwa zlecenia:
Rodzaj produkcji
Wykonanie wałka do przekładni zębatej
Wykonanie 10 odkuwek
Wykonanie 200 kół zębatych wg rysunku
Wykonanie 10 000 żeliwnych korpusów wg rysunku
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
przeanalizować tabelę 1 poradnika,
2)
określić rodzaj produkcji i wypełnić tabelę,
3)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dobierz półfabrykat do wykonania poszczególnych elementów i uzasadnij wybór.
Przyjmij, że zakład produkcyjny jest doskonale wyposażony w obrabiarki uniwersalne,
specjalne, specjalistyczne, narzędzia, przyrządy i urządzenia pomocnicze.
Nazwa zlecenia:
Rodzaj
półfabrykatu
Uzasadnienie wyrobu
Wykonanie wałka do przekładni
zębatej
Wykonanie 10 odkuwek
Wykonanie200 kół zębatych wg
rysunku
Wykonanie
10
000
ż
eliwnych
korpusów wg rysunku
Wykonanie wałka do przekładni
zębatej
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
przeanalizować informację zawartymi w poradniku dla ucznia,
2)
określić rodzaj produkcji i wypełnić tabelę,
3)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować proces produkcyjny?
2)
scharakteryzować proces technologiczny?
3)
sklasyfikować dokumentację procesu technologicznego?
4)
wyjaśnić pojęcie operacji?
5)
wyjaśnić pojęcie zabiegu?
6)
podać definicję zamocowania?
7)
określić rodzaje produkcji?
8)
dobrać materiał wyjściowy do wykonania części maszyny?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2
Klasyfikacja maszyn i urządzeń przemysłowych
4.2.1. Materiał nauczania
Klasyfikacja maszyn
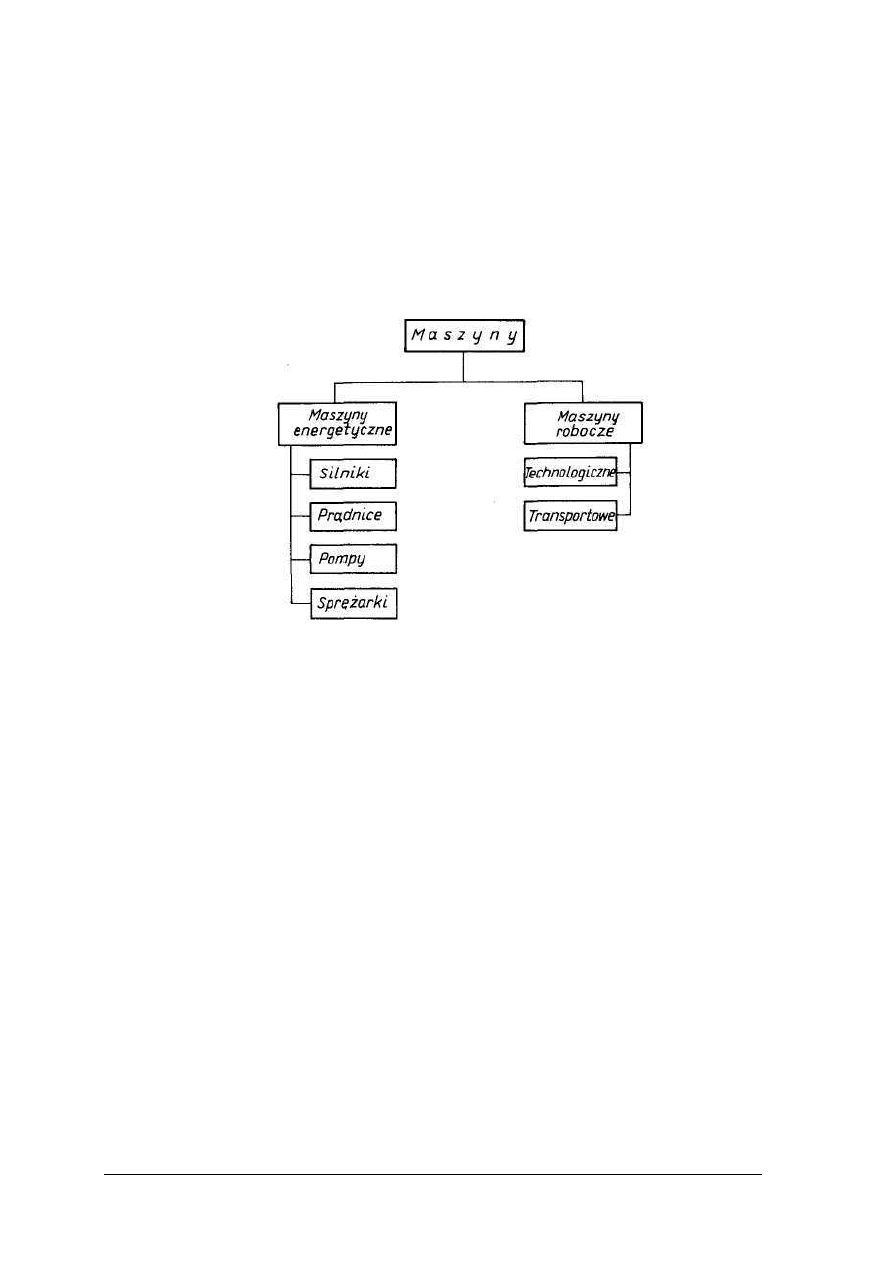
Maszyna jest urządzeniem do przetwarzania jednej postaci energii w inną w celu
ułatwienia człowiekowi pracy fizycznej lub umysłowej. Dzięki maszynie praca człowieka
staje się wielokrotnie wydajniejsza i bardziej ekonomiczna. Ujmując najogólniej rozróżnia się
maszyny energetyczne i maszyny robocze (rys. 3).
Rys. 3.Ogólna klasyfikacja maszyn [3, s. 11]
Do maszyn energetycznych zalicza się: silniki, prądnice elektryczne, pompy, sprężarki.
Silniki są to maszyny pobierające energię z zewnętrznego źródła (energię chemiczną paliw,
elektryczną itd.) w celu jej przetworzenia na energię mechaniczną potrzebną do napędu
innych maszyn (maszyn roboczych).
Zależnie od postaci dostarczanej energii silniki dzieli się na: wodne, wiatrowe, cieplne,
elektryczne itd. W silnikach wodnych (np. w turbinach wodnych) energia płynącej wody jest
przetwarzana na pracę mechaniczną. Silniki wiatrowe (np. wiatraki) wykorzystują w tym celu
energię ruchu powietrza. Wśród silników cieplnych rozróżnia się silniki o spalaniu
zewnętrznym (tłokowe silniki parowe i turbiny parowe) oraz o spalaniu wewnętrznym (silniki
spalinowe). Silniki cieplne wykorzystują energię cieplną otrzymywaną w procesie spalania
paliw konwencjonalnych lub wyzwoloną wskutek reakcji jądrowej. Bywają też silniki cieplne
wykorzystujące energię słoneczną, cieplną czerpaną z głębi Ziemi itp. Silniki elektryczne
przetwarzają energię elektryczną w energię mechaniczną. Pozostałe maszyny energetyczne
wytwarzają z energii mechanicznej inne rodzaje energii: prądnice
−
energię elektryczną,
pompy i sprężarki
−
energię ciśnienia.
Maszyny robocze pobierają od silników energię mechaniczną w celu przetwarzania jej na
pracę użyteczną, potrzebną do pokonania oporu użytecznego. Opór ten może być związany ze
zmianą kształtu i wymiarów ciała lub jego położenia.
Maszyny robocze dzieli się więc na: technologiczne i transportowe. W maszynach
technologicznych (tzn. w obrabiarkach, maszynach górniczych, rolniczych itp.) pokonanie
oporu użytecznego ma na celu przede wszystkim wytworzenie produktu gotowego lub
półfabrykatu. Maszyny transportowe służą do zmiany położenia ciał stałych, cieczy i gazów.
Do tej grupy maszyn zalicza się środki transportu bliskiego (np. dźwignice, przenośniki),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
ś
rodki transportu dalekiego (samochody, samoloty, tabor kolejowy, okręty) oraz środki
transportu materiałów sypkich, cieczy i gazów (pompy, wentylatory, dmuchawy itp.).
Podział maszyn na robocze i energetyczne nie zawsze jest więc jednoznaczny. Pompy
i sprężarki, zależnie od spełnianych funkcji, bywają zaliczane do maszyn energetycznych lub
roboczych (np. pompy służące do transportu cieczy).
Maszyną nazywamy
−−−−
zespół sprzężonych części lub elementów składowych, z których przynajmniej jedno jest
ruchome, wraz z odpowiednimi elementami uruchamiającymi, obwodami sterowania,
zasilania, połączonych wspólnie w celu określonego zastosowania, w szczególności do
przetwarzania, obróbki, przemieszczania lub pakowania materiałów, np. wiertarki,
szlifierki, pistolety na gwoździe, wózki widłowe, śmieciarki, koparki, spychacze, żurawie
przeładunkowe, prasy drukarskie, kosiarki do trawy, obrabiarki do metalu i drewna,
wtryskarki do tworzyw sztucznych, maszyny budowlane i rolnicze, wózki widłowe,
przenośniki taśmowe itp.;
−−−−
zespół maszyn, które w celu osiągnięcia wspólnego efektu końcowego zostały zestawione
i są sterowane w taki sposób, aby działały jako zintegrowana całość, np. linie montażowe
dla sprzętu gospodarstwa domowego, linie produkcyjne do produkcji papieru, instalacje
zrobotyzowane, zautomatyzowane warsztaty itp.;
−−−−
wymienne wyposażenie modyfikujące funkcje maszyny, które jest wprowadzane do
obrotu z przeznaczeniem do zamontowania przez operatora do maszyny lub szeregu
różnych maszyn, o ile wyposażenie to nie stanowi części zamiennej lub narzędzia, np.
chwytak do przeładunku złomu itp.
Przepisy określające wymagania dla maszyn obejmują wszystkie zagrożenia, jakie mogą
stwarzać maszyny (zagrożenia natury elektrycznej, mechanicznej, zagrożenia termiczne,
wynikające z wywoływanych wibracji czy stwarzanego hałasu oraz promieniowania)
Oznaczenia i informacje zamieszczane na maszynie i do niej dołączane:
−−−−
Oznakowanie CE powinno być umieszczone bezpośrednio na maszynie oraz w instrukcji
obsługi dołączonej do maszyny. Oznakowanie to powinno być widoczne (nie może mieć
mniej niż 5 mm wysokości) i czytelne (musi być łatwo dostępne) i nie dające się łatwo
usunąć.
−−−−
Nazwa i adres producenta, oznaczenie serii lub typu maszyny oraz numer fabryczny
(jeżeli stosuje się numery fabryczne), rok budowy. Informacje te powinny zostać
umieszczone na maszynie w takiej formie, aby łatwe było odczytanie przez użytkownika
ich treści oraz w taki sposób, aby przy normalnym użytkowaniu maszyny nie było
możliwe lub było mało prawdopodobne uszkodzenie lub usunięcie tych oznaczeń.
Informacje te, oprócz numeru fabrycznego, powinny znaleźć się też w instrukcji obsługi
maszyny. W przypadku adresu, jeżeli rozmiary maszyny nie pozwalają na umieszczenie
na niej pełnych danych adresowych, można ograniczyć się do podania informacji
niezbędnych do skontaktowania się z producentem drogą pocztową. Maszyny
przeznaczone do użytkowania w Polsce powinny posiadać oznakowanie w języku
polskim.
−−−−
Instrukcja obsługi maszyny powinna zawierać przede wszystkim informacje dotyczące
adresu importera, serwisu oraz opisu przewidywanego zastosowania maszyny, a także
informacje o stanowisku lub stanowiskach roboczych, które może zajmować operator
maszyny. Ponadto powinna zawierać informacje o bezpiecznym przekazywaniu maszyny
do eksploatacji, informacje na temat użytkowania, przemieszczania maszyny z podaniem
jej masy i masy części maszyny (jeżeli mają one być transportowane osobno), montażu
i jej demontażu, regulacji, konserwacji, obsługi i napraw. W koniecznych przypadkach
powinny się w niej znajdować także informacje o niedopuszczalnych sposobach

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
użytkowania maszyny, wskazówki szkoleniowe, podstawowe charakterystyki narzędzi,
które mogą być stosowane w maszynie. Instrukcja obsługi dla maszyn użytkowanych
w Polsce powinna być napisana w języku polskim
Dokumentacja techniczno-ruchowa maszyn i urządzeń
Dokumentacja techniczno-ruchowa (DTR), zwana również paszportem maszynowym,
jest opracowywana dla każdego urządzenia lub maszyny i powinna zawierać:
−−−−
charakterystykę techniczną i dane ewidencyjne,
−−−−
rysunek złożeniowy,
−−−−
wykaz wyposażenia normalnego i specjalnego,
−−−−
schematy kinematyczne, elektryczne i pneumatyczne.
−−−−
schemat funkcjonowania,
−−−−
instrukcję użytkowania,
−−−−
instrukcję obsługi,
−−−−
instrukcję konserwacji i smarowania,
−−−−
instrukcję bhp,
−−−−
normatywy remontowe,
−−−−
wykaz części zamiennych,
−−−−
wykaz faktycznie posiadanego wyposażenia,
−−−−
wykaz załączonych rysunków,
−−−−
wykaz części zapasowych.
Dla niektórych maszyn i urządzeń jest bardzo obszerna i zawiera:
−−−−
dane ewidencyjne,
−−−−
spis rysunków,
−−−−
opis techniczny z określeniem wielkości charakterystycznych maszyny lub urządzenia
i wykazem wyposażenia normalnego i specjalnego,
−−−−
opis sposobu transportowania maszyny lub urządzenia ilustrowany rysunkami
wskazującymi miejsca założenia lin podczas transportu suwnicą,
−−−−
opis ustawienia i fundamentowania maszyny lub urządzenia na stanowisku pracy wraz
z rysunkiem fundamentu,
−−−−
opis przyłączenia maszyny lub urządzenia do sieci elektrycznej oraz jej uziemienia lub
zerowania,
−−−−
opis sposobu czyszczenia maszyny lub urządzenia przed uruchomieniem,
−−−−
instrukcję smarowania,
−−−−
opis przeznaczenia (wraz z rysunkiem) poszczególnych dźwigni, korb, pokręteł,
wyłączników,
−−−−
opis sposobu uruchomienia maszyny lub urządzenia,
−−−−
szczegółowy opis eksploatacji maszyny lub urządzenia,
−−−−
schemat elektryczny ideowy i montażowy wraz z opisem,
−−−−
schemat kinematyczny maszyny lub urządzenia,
−−−−
opis poszczególnych zespołów i mechanizmów maszyny lub urządzenia wraz
z rysunkami zestawieniowymi poszczególnych zespołów,
−−−−
opis wyposażenia normalnego i specjalnego wraz z uwagami dotyczącymi jego
użytkowania,
−−−−
opis regulacji i usuwania usterek w poszczególnych zespołach i mechanizmach maszyny
lub urządzenia,
−−−−
określenie cyklu naprawczego oraz uwagi dotyczące konserwacji, przeglądów, remontu
bieżącego, remontu średniego i remontu głównego oraz odbioru technicznego po

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
remontach,
−−−−
katalog części zamiennych,
−−−−
karty pomiarów dokładności maszyny lub urządzenia.
W przedsiębiorstwie, które zakupiło urządzenie lub maszynę, dokumentację DTR
otrzymuje dział głównego mechanika. Jeżeli nie zawiera ona oddzielnie wykonanych
instrukcji smarowania i obsługi, to dział głównego mechanika powinien opracować takie
instrukcje na podstawie DTR i umieścić je na stanowisku pracy. Dział głównego mechanika
opracowuje na podstawie DTR kartę maszynową, która zawiera:
−−−−
dane ewidencyjne, czyli nazwę maszyny, typ, nr fabryczny, nr inwentarzowy, rok
budowy, rok ustawienia i miejsce ustawienia,
−−−−
wielkości charakterystyczne maszyny,
−−−−
rysunek lub zdjęcie maszyny,
−−−−
wymiary zewnętrzne maszyny i jej masę,
−−−−
dane dotyczące napędu,
−−−−
dane dotyczące wyposażenia normalnego i specjalnego,
−−−−
dane eksploatacyjne maszyny.
Na podstawie DTR i karty maszynowej dział głównego mechanika opracowuje również
kartę remontów maszyny, w której ustala się cykl remontowy oraz plan przeglądów
i remontów. W niektórych zakładach stosuje się jedną kartę, która zawiera zarówno dane
dotyczące maszyny, jak i dane dotyczące remontów.
Zasady bezpiecznego użytkowania maszyn
Istotnym czynnikiem wpływającym na jakość i wydajność pracy jest bezpieczeństwo
i higiena pracy. Stworzenie bezpiecznych, higienicznych warunków pracy jest obowiązkiem
pracodawcy. Operator (bezpośredni użytkownik) maszyny musi przestrzegać w pełni
ustanowionych w tym zakresie przepisów. Przepisy takie określa się najczęściej w sposób
zwięzły w formie instrukcji. Mogą to być instrukcje BHP, dotyczące wszystkich
pracowników przedsiębiorstwa, a także dotyczące użytkowania konkretnych maszyn
i urządzeń, tzw. instrukcje stanowiskowe przeznaczone dla operatorów.
Instrukcja BHP użytkowania młota sprężarkowego – przykład instrukcji stanowiskowej.
Uwagi ogólne
Do samodzielnej pracy może być dopuszczony pracownik, który ma:
−−−−
ukończone 18 lat,
−−−−
przygotowanie zawodowe potwierdzone właściwym dokumentem,
−−−−
dobry stan zdrowia potwierdzony świadectwem lekarskim.
Do pracy pracownik powinien przystąpić wypoczęty, trzeźwy, ubrany w odzież roboczą
bez luźnych i zwisających elementów, rękawy kurtki (kombinezonu) powinny być opięte
wokół nadgarstków lub podwinięte, włosy przykryte beretem, czapką lub chustą.
Podstawowe czynności przed rozpoczęciem pracy
Pracownik powinien:
−−−−
zapoznać się dokładnie z dokumentacją wykonawczą,
−−−−
zaplanować kolejność wykonywania niezbędnych czynności,
−−−−
przygotować niezbędne narzędzia, pomoce warsztatowe, potrzebne ochrony osobiste.
Czynności przed uruchomieniem młota sprężarkowego:
Pracownik powinien:
−−−−
sprawdzić stan techniczny, a przede wszystkim skontrolować czy osłony i zabezpieczenia
są sprawne, ekrany ochronne dostatecznie przezroczyste,
−−−−
uruchomić maszynę na biegu jałowym i sprawdzić prawidłowość działania

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
poszczególnych elementów.
Czynności po zakończeniu pracy
Pracownik powinien:
−−−−
odłożyć obrobione przedmioty na wyznaczone miejsce (tzw. odkładcze),
−−−−
wyłączyć dopływ energii elektrycznej do maszyny roboczej,
−−−−
uporządkować stanowisko pracy, narzędzia, sprzęt ochronny i pomocniczy.
Uwaga końcowa
W razie wątpliwości dotyczących zachowania warunków bezpieczeństwa podczas
wykonywania powierzonej pracy, pracownik ma prawo ją przerwać i zwrócić się do
przełożonego o wyjaśnienie sytuacji.
Ocena ryzyka zawodowego
Ważnym elementem oceny bezpiecznego użytkowania maszyn jest ocena ryzyka
zawodowego na określonym stanowisku pracy. W związku z tym opracowuje się
dokumentację, która obejmuje:
1)
przygotowanie do oceny stanowiska pracy:
−−−−
ustalenie wymagań ogólnych dla pomieszczenia, stanowiska pracy i pracownika,
−−−−
identyfikację zagrożeń i stosowanych środków ochrony;
2)
opracowanie karty pomiaru ryzyka zawodowego:
−−−−
szacowanie sumarycznej kategorii ryzyka w zależności od spełnienia wymagań
ogólnych i stosowanych środków ochrony,
−−−−
porównanie sumarycznej kategorii ryzyka ustalonej przez pracodawcę z kategorią
określoną przez ekspertów;
3)
opracowanie dokumentacji programu naprawczego:
−−−−
opracowanie planu działań korygujących i zapobiegawczych,
−−−−
zapoznanie pracowników z wynikami oceny,
−−−−
ustalenie daty następnej oceny.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co nazywamy maszyną?
2.
Jakie oznaczenia powinny znajdować się na maszynie?
3.
Jakie informacje powinny być dołączone do maszyny?
4.
Co nazywamy paszportem maszyny
5.
Jakie są zadania dokumentacji techniczno-ruchowej urządzenia.
6.
Jakie informacje zawiera dokumentacja techniczno-ruchowa?
7.
Gdzie powinna się znajdować dokumentacja techniczno-ruchowa w przedsiębiorstwie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.2.3. Ćwiczenia
Ćwiczenie 1
Otrzymałeś listę maszyn stosowanych w niedużym zakładzie metalurgicznym.
Zaklasyfikuj te maszyny i urządzenia do odpowiednich grup.
Rodzaj maszyny
Nazwa maszyny
Silniki
Prądnice
pompy
Maszyny energetyczne
sprężarki
technologiczne
Maszyny robocze
transportowe
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
określić rodzaje maszyn występujących w zakładzie,
1)
sklasyfikować maszyny,
1)
zapisać nazwy i oznaczenia maszyn w odpowiednich polach tabeli,
1)
ocenić poprawność wykonania ćwiczenia,
1)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
informacje o parku maszynowym zakładu,
—
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Określ w maszynach metalurgicznych zadania występujących zespołów, podzespołów
i części na podstawie Dokumentacji Techniczno-Ruchowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
zorganizować stanowisko pracy,
1)
dokonać analizy Dokumentacji Techniczno-Ruchowej,
1)
wykonać notatki,
1)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
Dokumentacja Techniczno Ruchowa,
—
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
korzystać z dokumentacji techniczno-ruchowej wybranego maszyny
lub urządzenia metalurgicznego?
2)
określić zadania zespołów podzespołów i części maszyn
metalurgicznych?
3)
sklasyfikować maszyny i urządzenia?
4)
określić zakres obowiązków głównego mechanika?
5)
zastosować informacje zawarte w instrukcji stanowiskowej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.3.
Napędy hydrauliczne i pneumatyczne maszyn i urządzeń
4.3.1. Materiał nauczania
Napędy pneumatyczne
W napędzie pneumatycznym, źródłem energii mechanicznej jest silnik pneumatyczny.
Napęd pneumatyczny jest zasilany z centralnego układu sprężonego powietrza, ze zbiornika
gazu (butli gazowej) lub bezpośrednio ze sprężarki. Sprężony gaz jest doprowadzany do
silnika pneumatycznego, gdzie w rezultacie rozprężania uzyskuje się energię mechaniczną.
Napędy pneumatyczne charakteryzują się wieloma zaletami:
−−−−
prostotą budowy,
−−−−
niskim kosztem wykonania,
−−−−
niezawodnością działania,
−−−−
dużą trwałością,
−−−−
łatwością obsługi i sterowania,
−−−−
elastycznością w dostosowywaniu do warunków pracy,
−−−−
małym kosztem konserwacji i remontów,
−−−−
łatwością rozruchu.
Istotną wadą napędów pneumatycznych jest duża zależność prędkości narzędzia od
obciążenia, co ma związek ze ściśliwością gazu. Problemowi temu przeciwdziała się poprzez
zastosowanie zaworów redukcyjnych, utrzymujących w układzie stałe ciśnienie lub poprzez
stosowanie układów neumo-hydraulicznych.
Wśród napędów pneumatycznych wyróżnia się:
−−−−
napędy elektropneumatyczne, w których silnik elektryczny napędza sprężarkę,
a sprężony przez nią gaz napędza silnik pneumatyczny i narzędzie,
−−−−
napędy pneumo – hydrauliczne, w których silnik pneumatyczny, najczęściej zasilany
z układu centralnego, napędza pompę cieczową, a pompowana przez nią ciecz napędza
silnik hydrauliczny i narzędzie,
−−−−
napędy elektro – pneumo – hydrauliczne, w których sprężony gaz ze sprężarki
napędzanej silnikiem elektrycznym jest podawany do silnika pneumatycznego, który
z kolei napędza silnik hydrauliczny i narzędzie.
W napędach pneumatycznych energia sprężonego powietrza (lub innego gazu np.:
dwutlenku węgla, azotu, argonu) jest wykorzystywana do wprowadzenia w ruch części
maszyny.
Maszyny i urządzenia z napędem pneumatycznym są stosowane w celu uzyskania energii
do wywarcia nacisku, przesuwu mechanizmów, wywołania ruchu obrotowego w:
−−−−
obrabiarkach,
−−−−
urządzeniach transportowych podajników, podnośników itp.,
−−−−
układach hamulców pneumatycznych w kolejnictwie i innych środkach transportu,
−−−−
mechanizmach poruszania drzwi, okien, zasuw,
−−−−
napędach zaworów i zasuw w przemyśle chemicznym i spożywczym,
−−−−
napędach wyłączników na stacjach wysokiego napięcia,
−−−−
napędach narzędzi ręcznych (wirujących i udarowych),
−−−−
elementach sterujących i pomiarowych.
Napędy pneumatyczne są stosowane w:
−−−−
młotach pneumatycznych,
−−−−
dźwignicach,
−−−−
szlifierkach,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
−−−−
pilnikarkach,
−−−−
wiertarkach,
−−−−
pistoletach natryskowych.
Napędy pneumatyczne często są stosowane w miejscach, w których stosowanie innych
napędów stanowi zagrożenie wybuchem, np. kopalniach, a także w miejscach o dużej
wilgotności, a nawet pod wodą.
W zakładach przemysłowych najczęściej stosowanym źródłem sprężonego gazu jest
zakładowa instalacja sprężonego powietrza. W instalacji takiej utrzymywane jest ciśnienie
0,4–1 MPa. W niektórych przypadkach energia do silnika pneumatycznego jest generowana
przez podciśnienie.
Maszyny i urządzenia z napędem pneumatycznym są wyposażone w silniki
pneumatyczne, w których wyróżnia się dwa podstawowe rodzaje ruchu: posuwisto-zwrotny
(udarowy) i obrotowy (rotacyjny). Odrębnym rodzajem silnika pneumatycznego jest turbina
pneumatyczna. W każdym z tych przypadków może być stosowane smarowanie
automatyczne lub ręczne.
Urządzenia z napędem pneumatycznym pozwalają na uzyskanie prędkości obrotowej
narzędzia do 15 000 obr/min, rotacyjne od 6 000 do 30 000 obr/min, a w przypadku turbin
pneumatycznych są osiągane prędkości do 150 000 obr/min. W przypadku narzędzi
pneumatycznych o ruchu posuwisto zwrotnym prędkość liniowa narzędzia dochodzi do
400 m/min.
Pneumatyczny silnik tłokowy, jednostronnego lub dwustronnego działania, stanowi
odwrócenie spalinowego silnika tłokowego. Podawane do cylindra sprężone powietrze
wywołuje ruch tłoka. Pneumatyczne silniki tłokowe są stosowane zarówno do napędu
narzędzi o ruchu posuwisto zwrotnym (rys. 4) jak i obrotowym. Mogą one stanowić część
narzędzia pneumatycznego lub wydzielonej maszyny, którą można zastosować do napędu
różnych narzędzi. Tego typu silniki pneumatyczne są czasami nazywane cylindrami
pneumatycznymi. Pneumatyczne silniki tłokowe stosowane jako napęd narzędzi o ruchu
obrotowym są wielocylindrowe, najczęściej o widlastorzędowym układzie cylindrów
i wyposażone w mechanizm korbowy. W przypadku silników jednocylindrowych są
stosowane specjalne mechanizmy umożliwiające uzyskanie wstępnego ruchu obrotowego
narzędzia.
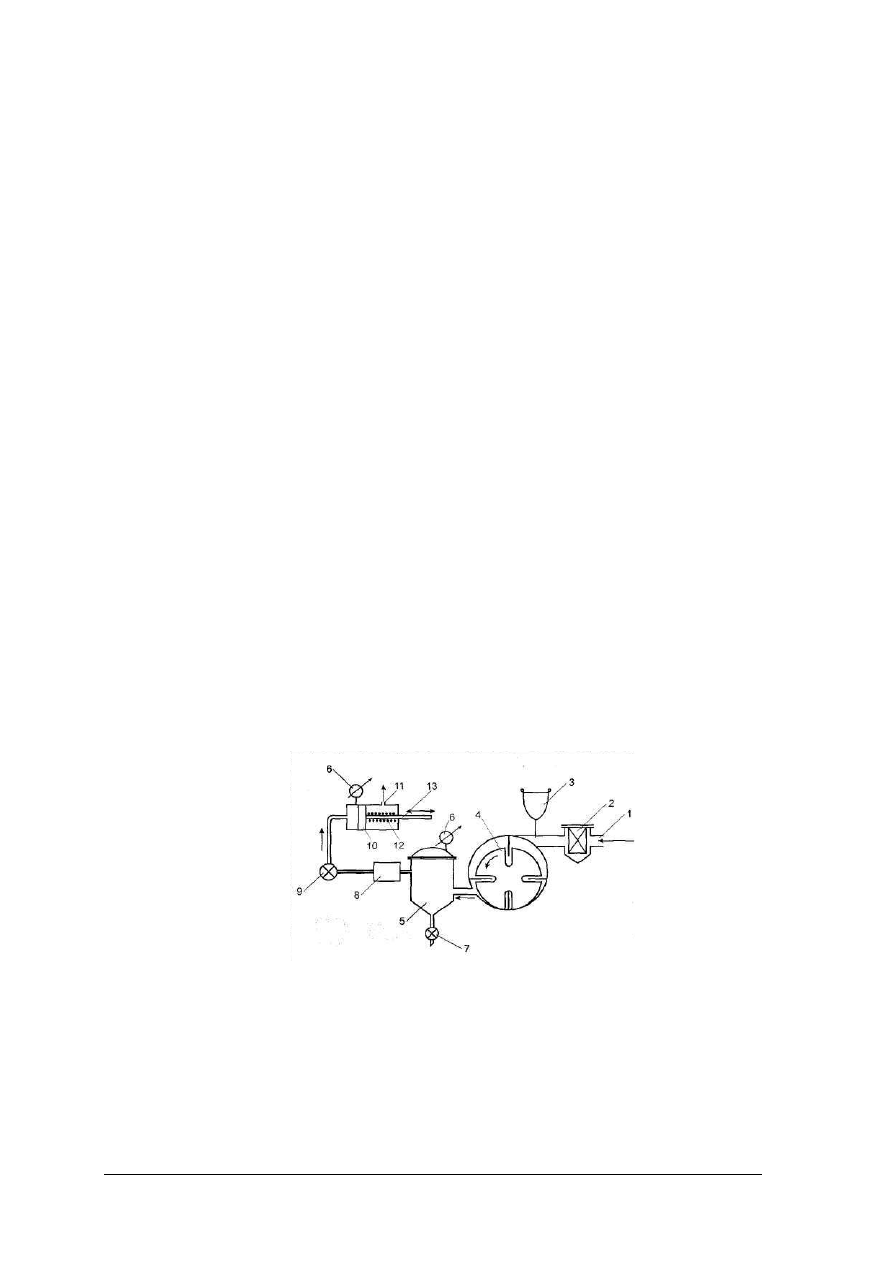
Rys. 4.
Schemat przemysłowego układu pneumatycznego z tłokiem zawracanym sprężyną: 1 –
wlot powietrza, 2 – filtr, 3 – wkraplacz oleju, 4 – sprężarka, 5 – zbiornik sprężonego
powietrza, 6 – manometr, 7– zawór odstojnika, 8 – reduktor ciśnienia, 9– rozdzielacz
(zawór rozrządu), 10 – pneumatyczny silnik tłokowy, 11 – wylot powietrza, 12 – sprężyna
zapewniająca powrót tłoka, 13 – narzędzie [3, s. 315]
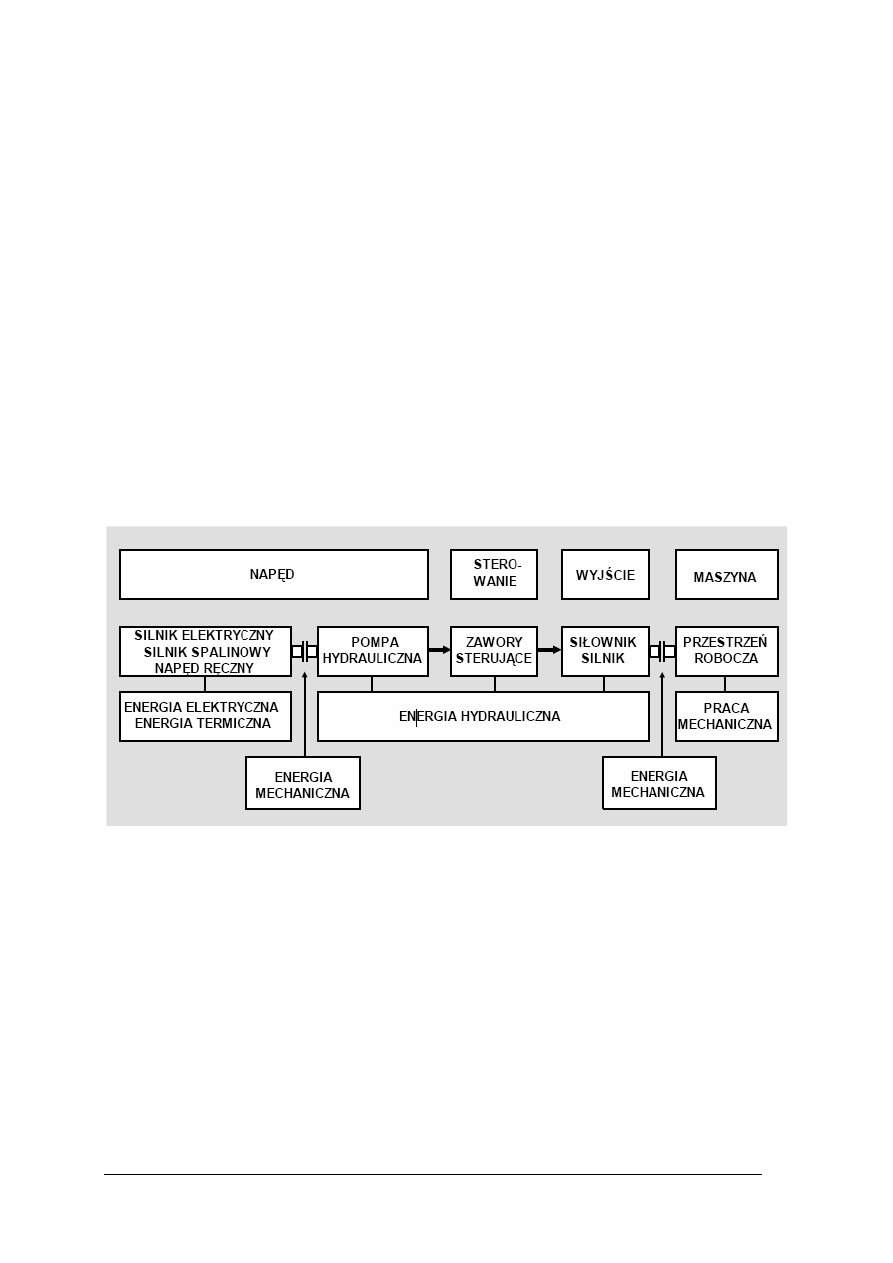
Napędy hydrauliczne
Napędy hydrauliczne są to urządzenia służące do przekazywania energii mechanicznej
z miejsca wytworzenia do urządzenia napędzanego. W napędach tych czynnikiem
przenoszącym energię jest ciecz. Zasada działania napędu hydraulicznego jest oparta na
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
prawie Pascala, mówiącym o równomiernym rozchodzeniu się ciśnieniu w cieczy.
W zależności od sposobu przenoszenia ruchu rozróżnia się napędy:
−−−−
Hydrostatyczne, których działania opiera się wykorzystaniu przede wszystkim energii
ciśnienia cieczy.
−−−−
Hydrokinetyczne, których działanie opiera się na wykorzystaniu energii kinetycznej
cieczy.
W zależności od rodzaju przenoszonego ruchu wyróżnia się napędy o ruchu obrotowym
i postępowym. W napędach hydraulicznych może tez następować zmiana ruchu obrotowego
na postępowy.
Skład właściwego napędu hydraulicznego:
−−−−
Pompy, zamieniające dostarczoną przez silnik energię mechaniczną na energię
hydrauliczną. W napędach hydrostatycznych stosuje się pompy wyporowe,
a w hydrokinetycznych wirowe.
−−−−
Silniki hydrauliczne lub siłowniki – zamieniające dostarczoną przez pompy energię
hydrauliczną z powrotem na mechaniczną.
−−−−
Zawory sterujące przepływem czynnika energii w układzie napędu hydraulicznego.
Oprócz wymienionych urządzeń podstawowych w napędzie hydraulicznym niezbędne są
również elementy pomocnicze: przewody łączące, zbiorniki, filtry, akumulatory hydrauliczne,
chłodnice lub podgrzewacze, przyrządy do pomiaru ciśnienia. Układy hydrauliczne są
stosowane jako układy napędowe, a także jako układy sterujące (rys. 10).
Rys. 5.
Blokowy schemat działania napędu hydraulicznego [ 10]
Do zalet napędów hydraulicznych należą:
−−−−
możliwość uzyskania bardzo dużych sił przy małych rozmiarach urządzeń,
−−−−
możliwość uzyskania bezstopniowej zmiany prędkości ruchu,
−−−−
użycie małych sił do sterowania pracą ciężkich maszyn,
−−−−
możliwość zdalnego sterowania,
−−−−
możliwość zastosowania mechanizacji i automatyzacji ruchów,
−−−−
duża trwałość elementów układów hydraulicznych oraz łatwość ich wymiany.
Wady:
−−−−
trudności związane z uszczelnieniem elementów ruchowych,
−−−−
duże straty energii na pokonywanie oporów przepływu
W ogólnym bilansie przeważają zalety
Nośnikami energii w napędach hydrostatycznych są ciecze robocze (czynniki robocze lub
obiegowe). Obecnie stosuje się dwa rodzaje cieczy:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
−−−−
oleje mineralne: spreparowane z produktów destylacji ropy naftowej. Ich stosowanie jest
ograniczone przez zagrożenia środowiskowe, których mogą być przyczyną. Najczęściej
występują w postaci emulsji i oleju w wodzie lub wody w oleju
−−−−
roztwory glikoli w wodzie, a także bezwodne ciecze syntetyczne.
W napędach hydrostatycznych stosuje się sterowanie prędkości. Sterowanie prędkością
obrotową polega na zmianie wydajności pompy, zmianie oporów przepływu cieczy
w instalacjach i zmianie jednostkowej chłonności silnika lub zmianie powierzchni czynnej
tłoka siłownika.
Napęd hydrokinetyczny
Pompa i turbina są usytuowane we wspólnej obudowie. Pompa napędzana silnikiem
zasysa ciecz ze zbiornika i przetacza ją do dyfuzora, nadaje jej energie kinetyczną.
W dyfuzorze pompy energia kinetyczna cieczy zostaje zamieniona na ciśnienie, po czym
przepływa rura tłoczną do turbiny. W dyfuzorze turbiny energia ciśnienia cieczy zostaje
ponownie zamieniona na energię kinetyczną zmuszając wirnik turbiny do obrotu. Ciecz traci
energie, której kosztem wirnik wykonuje prace mechaniczną, napędzając za pomocą wału
urządzenia robocze. Po opuszczeniu turbiny ciecz wraca do zbiornika rurą odpływową.
Dobierając odpowiednie wymiary wirnika pompy i turbiny można uzyskać odpowiednie
przełożenie momentu i prędkości obrotowej. Napęd hydrokinetyczny będzie wówczas
pracował jako przekładnia hydrokinetyczna. Jeżeli wymiary obu wirników są takie same to
układ pracuje jako sprzęgło hydrokinetyczne, nie zmieniając momentu obrotowego.
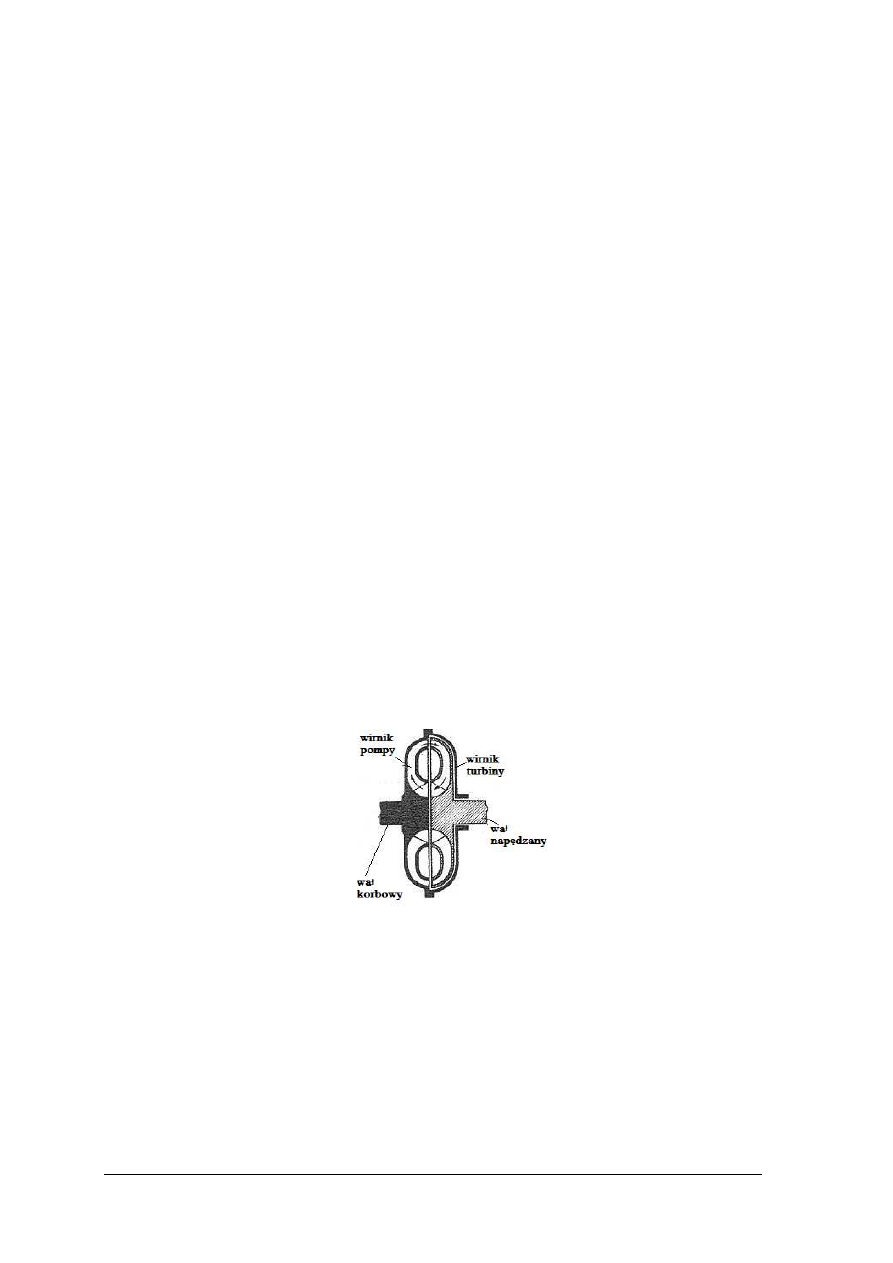
Sprzęgła hydrokinetyczne
W sprzęgłach tych do przenoszenia napędu wykorzystuje się bezwładność cieczy
zmuszonej do krążenia w odpowiedni sposób (rys. 6). W części napędzanej (pompie)
przepływ cieczy ulega przyspieszeniu a w turbinie opóźnieniu. Przy małej prędkości
obrotowej wirnika pompy wirnik turbiny jest nieruchomy. W miarę wzrostu prędkości
obrotowej wirnika pompy, wirnik turbiny zaczyna się obracać i przy znamionowej
szybkobieżności silnika wiruje już bez poślizgu. Sprawności jest równa stosunkowi prędkości
obrotowych wirnika turbiny do wirnika pompy.
Rys. 6.
Sprzęgło hydrokinetyczne [14]
Przekładnie hydrokinetyczne
Zbudowane są podobnie do sprzęgieł, z tą różnica, że tutaj zastosowany jest trzeci
wirnik– kierownica. Miedzy wirnikami ciecz krąży podobnie jak w sprzęgle, jednak w tym
przypadku łopatki nieruchomej kierownicy odpowiednio odchylają strumienie cieczy
wypływające z pomiędzy łopatek turbiny. Istotną cechą jest zwiększenie przełożenia
dynamicznego w miarę zmniejszania się przełożenia kinematycznego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Pompy
Pompy są to urządzenia służące do podnoszenia cieczy z poziomu niższego na wyższy
lub do przetłaczania cieczy z obszaru o ciśnieniu niższym do obszaru o ciśnieniu wyższym.
Pompa stanowi maszynę hydrauliczną bierną, która przenosi energię mechaniczną –
pobieraną ze źródła zewnętrznego – na ciecz przez nią przepływającą. Pod względem
energetycznym pompy stanowią więc odwrócenie silników wodnych, które przetwarzają
energię wody na pracę mechaniczną. Pompom tłokowym odpowiadają silniki wodne tłokowe,
a pompom wirowym – reakcyjne turbiny wodne.
Oprócz wymienionych wyżej pomp istnieje pewna grupa maszyn wodnych, które mogą
pracować okresowo jako pompy lub silniki (turbiny) wodne. Są to tzw. maszyny wodne
odwracalne lub pompoturbiny.
W zależności od sposobu przemieszczania cieczy z przestrzeni ssawnej do przestrzeni
tłocznej pompy dzieli się na wyporowe i wirowe.
Rodzaje i zastosowania pomp
Pompy wyporowe. Działanie pomp wyporowych polega na przetłaczaniu określonej
dawki cieczy z przestrzeni ssawnej do przestrzeni tłocznej za pośrednictwem ruchomego
elementu roboczego. Elementem roboczym – wykonującym ruch postępowo-zwrotny,
obrotowy lub złożony (przesunięcie i obrót) – może być tłok, nurnik, wirnik itd.
Charakterystyczną cechą takich pomp jest dawkowanie przetłaczanej cieczy. Wymuszany
przez nie ruch cieczy nie jest więc ciągły, lecz przerywany.
W zależności od rodzaju ruchu elementu roboczego pompy wyporowe można podzielić
na:
−−−−
Pompy wyporowe o ruchu postępowo-zwrotnym organu roboczego. Organem roboczym
jest w tym przypadku tłok, nurnik lub przepona (membrana).
−−−−
Pompy wyporowe o ruchu obrotowo-zwrotnym organu roboczego, którym jest tłok
skrzydełkowy.
−−−−
Pompy wyporowe o ruchu obrotowym organu roboczego (tzw. pompy rotacyjne), którym
może być tłok, koło zębate lub wirnik (rotor) śrubowy.
−−−−
Pompy wyporowe o ruchu obiegowym organu roboczego.
−
Pompy wyporowe o ruchu oscylacyjno-obrotowym (precesyjnym) organu roboczego.
−
Pompy wirowe.
Działanie pompy wirowej polega na przemieszczaniu cieczy w sposób ciągły. Organem
roboczym jest osadzony na wale wirnik, obracający się z dużą prędkością obrotową.
Wirnik jest wyposażony w łopatki, za pomocą których energia pobierana z silnika
przenosi się na ciecz i powoduje jej przepływ. Przejawem wzrostu energii cieczy jest wzrost
jej ciśnienia i prędkości.
W zależności od sposobu przemiany energii pompy wirowe dzieli się na skrętne
i krążeniowe.
W pompie wirowej skrętnej obracający się wirnik o odpowiednio ukształtowanych
łopatkach powoduje przepływ cieczy ze strony ssawnej do strony tłocznej. W zależności od
kierunku przepływu cieczy przez wirnik rozróżnia się pompy wirowe skrętne: odśrodkowe,
helikoidalne, diagonalne, śmigłowe, odwracalne.
Pompy wirowe odśrodkowe są to pompy o promieniowym wypływie cieczy z wirnika
łopatkowego. Wypływ ten jest spowodowany działaniem siły odśrodkowej na cząstki
płynącej cieczy. Rozróżnia się pompy odśrodkowe o wymuszonym przepływie przez kanały
międzyłopatkowe (pompy odśrodkowe jedno i wielostopniowe) i pompy o przepływie
swobodnym.
Pompy helikoidalne charakteryzują się ukośnym przepływem cieczy przez wirnik.
Pompy te mają kierownicę bezłopatkową i spiralny lub cylindryczny kanał zbiorczy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Budowane są jako jedno lub dwustopniowe.
Pompy diagonalne są to pompy o przepływie promieniowo-osiowym, z wirnikiem
wyposażonym w kilka łopatek. Dalszy przepływ cieczy po wypływie z wirnika odbywa się
w kierunku osiowym.
Pompy śmigłowe są to pompy o osiowym przepływie przez wirnik. Wirnik może mieć
stałe lub nastawne łopatki. Kierownica łopatkowa może być umieszczona przed lub za
wirnikiem.
Pompy odwracalne są to maszyny wodne wirowe, które mogą pracować jako turbiny
wodne lub jako pompy wirowe.
W przypadku pompy wirowej krążeniowej przepływ (krążenie) cieczy w obrębie wirnika
lub tylko na jego obwodzie jest proporcjonalny do momentu przekazywanego wirnikowi
przez obracający się wał. Rozróżnia się pompy krążeniowe: z bocznymi kanałami, peryferalne
i z pierścieniem wodnym.
Pompy mają liczne i różnorodne zastosowania. Powszechnie znane są pompy do
pompowania wody, stosowane w zakładach wodociągowych i kanalizacyjnych, w gospodarce
cieplnej, w elektrowniach wodnych, w rolnictwie do nawadniania i odwadniania terenów,
w służbie przeciwpożarowej. Pompy są też niezbędne w procesie wydobywania ropy naftowej
i jej przetłaczania rurociągami na większe lub mniejsze odległości. Liczne są też ich
zastosowania w budownictwie – w pracach ziemnych, do pompowania wody z piaskiem
i ciekłego betonu.
W niektórych gałęziach przemysłu pompy służą do transportu różnych czynników
ciekłych oraz mieszanin ciał stałych i cieczy (np. transport buraków cukrowych i wysłodków
w przemyśle cukrowniczym). Pompy są też stosowane do transportu miazgi drzewnej oraz
masy papierowej w przemyśle papierniczym. W przemyśle spożywczym pompy są używane
do pompowania soków owocowych, syropów i zacierów.
Niektóre pompy są przystosowane do transportu cieczy żrących (często o wysokiej
temperaturze i bardzo wysokim ciśnieniu) w przemyśle chemicznym.
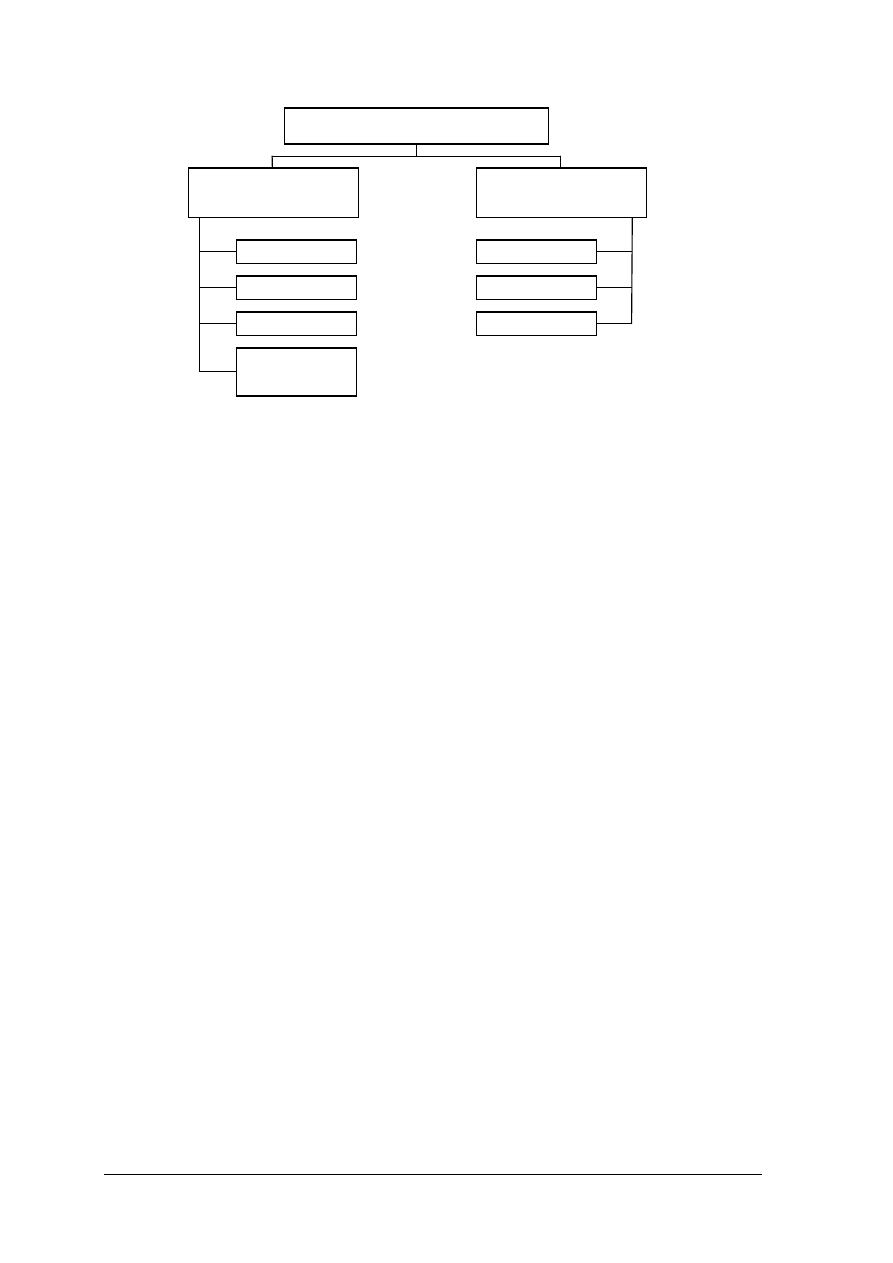
Klasyfikacja sprężarek
Sprężarka jest to maszyna robocza do sprężania i przetłaczania czynników gazowych
(najczęściej powietrza). Jako maszyna robocza sprężarka nie wytwarza energii, lecz ją pobiera
od silnika, w który musi być wyposażona.
Sprężarki mogą pracować jako samodzielne jednostki lub mogą wchodzić w skład
bardziej złożonych urządzeń, takich jak chłodziarki, silniki cieplne, kotły parowe, itp.
Wielkości charakteryzujące sprężarkę to: wytwarzane ciśnienie, wydajność (tj. strumień
objętości lub masy), sprawność, natężenie hałasu oraz cechy konstrukcyjne i eksploatacyjne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 7.
Klasyfikacja sprężarek wg zasady działania
Ze względu na wartość wytwarzanego przyrostu ciśnienia gazu maszyny sprężające
można podzielić na:
sprężarki – przyrost ciśnienia 0,2–200 MPa,
dmuchawy – przyrost ciśnienia 15–200 kPa,
wentylatory – przyrost ciśnienia od 15 kPa,
pompy próżniowe, wytwarzające podciśnienie.
W zależności od zasady działania rozróżnia się sprężarki objętościowe (wyporowe)
i przepływowe (wirowe) (rys. 7).
W sprężarkach objętościowych proces sprężania odbywa się w sposób pulsacyjny,
a ciśnienie wzrasta na skutek zmniejszenia objętości czynnika roboczego.
Sprężarki przepływowe sprężają czynnik roboczy w sposób ciągły, pod wpływem ruchu
obrotowego wirnika z odpowiednio ukształtowanymi łopatkami.
W przypadku sprężania do wysokiego ciśnienia dużych ilości gazu stosuje się szeregowe
układy sprężarkowe, np. ze wstępnym sprężaniem w sprężarkach przepływowych
i ostatecznym – w sprężarkach objętościowych.
Sprężarki wyporowe
Zasada działania sprężarek wyporowych polega na zassaniu gazu wskutek powiększenia
objętości komory roboczej, a następnie na sprężeniu go w wyniku zmniejszenia się objętości
komory, i dalej – wyparciu do urządzeń odbiorczych. Sprężenie gazu jest wywołane za
pomocą elementu roboczego, którym może być tłok lub wirnik z łopatkami. W związku z tym
rozróżniamy sprężarki tłokowe wyporowe i rotacyjne.
Sprężarki tłokowe
W sprężarce tłokowej sprężanie czynnika roboczego następuje na skutek
postępowo-zwrotnego ruchu tłoka w cylindrze. Tłok jest napędzany silnikiem za
pośrednictwem mechanizmu korbowego (rys. 54). W głowicy cylindra znajdują się dwa
zawory, otwierające się samoczynnie pod wpływem różnicy ciśnienia, a zamykające się pod
działaniem sprężyn.
Sprężarki
Objętościowe (wyporowe)
Przepływowe (wirowe)
Rotacyjne
Tłokowe
Membranowe
Bezkorbowe
silnikosprężarki
Osiowe
Diagonalne
Promieniowe
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 8.
Schemat sprężarki tłokowej (1 – cylinder, 2 – tłok, 3 – zawór ssawny, 4 – zwór tłoczny) [14]
W czasie jednego cyklu pracy sprężarki tłok wykonuje dwa suwy: suw ssania i suw
sprężania.
Rozwiązania konstrukcyjne sprężarek tłokowych.
W zależności od liczby stopni sprężania sprężarki tłokowe można podzielić na
jednostopniowe i wielostopniowe. Sprężanie (dowolnego stopnia) może odbywać się
w jednym lub kilku cylindrach.
Rozróżnia się sprężarki tłokowe jednostronnego lub dwustronnego działania oraz
różnicowe. W sprężarkach jednostronnego działania tłok spręża gaz tylko po jednej stronie,
w sprężarkach zaś dwustronnego działania – po obu swoich stronach. W sprężarce różnicowej
tłok ma kilka różnych średnic.
Podobnie jak silniki spalinowe, sprężarki mogą być chłodzone powietrzem lub wodą.
W przypadku sprężarki chłodzonej powietrzem przepływ powietrza chłodzącego,
omywającego użebrowany cylinder, wymusza wentylator umieszczony na wale sprężarki.
Zaletą sprężarek chłodzonych powietrzem jest możliwość pracy w temperaturze
otoczenia niższej niż 0°C, natomiast chłodzenie wodą zapewnia lepszą wymianę ciepła.
W sprężarkach chłodzonych wodą korpusy cylindrów i głowice mają odpowiednie
kanały, którymi przepływa chłodząca je woda. W sprężarkach wielostopniowych instaluje się
ponadto chłodnice międzystopniowe.
Sprężarki tłokowe mogą być smarowane olejem, lecz są też sprężarki bezsmarowe,
w których gładź cylindrowa nie musi być smarowana.
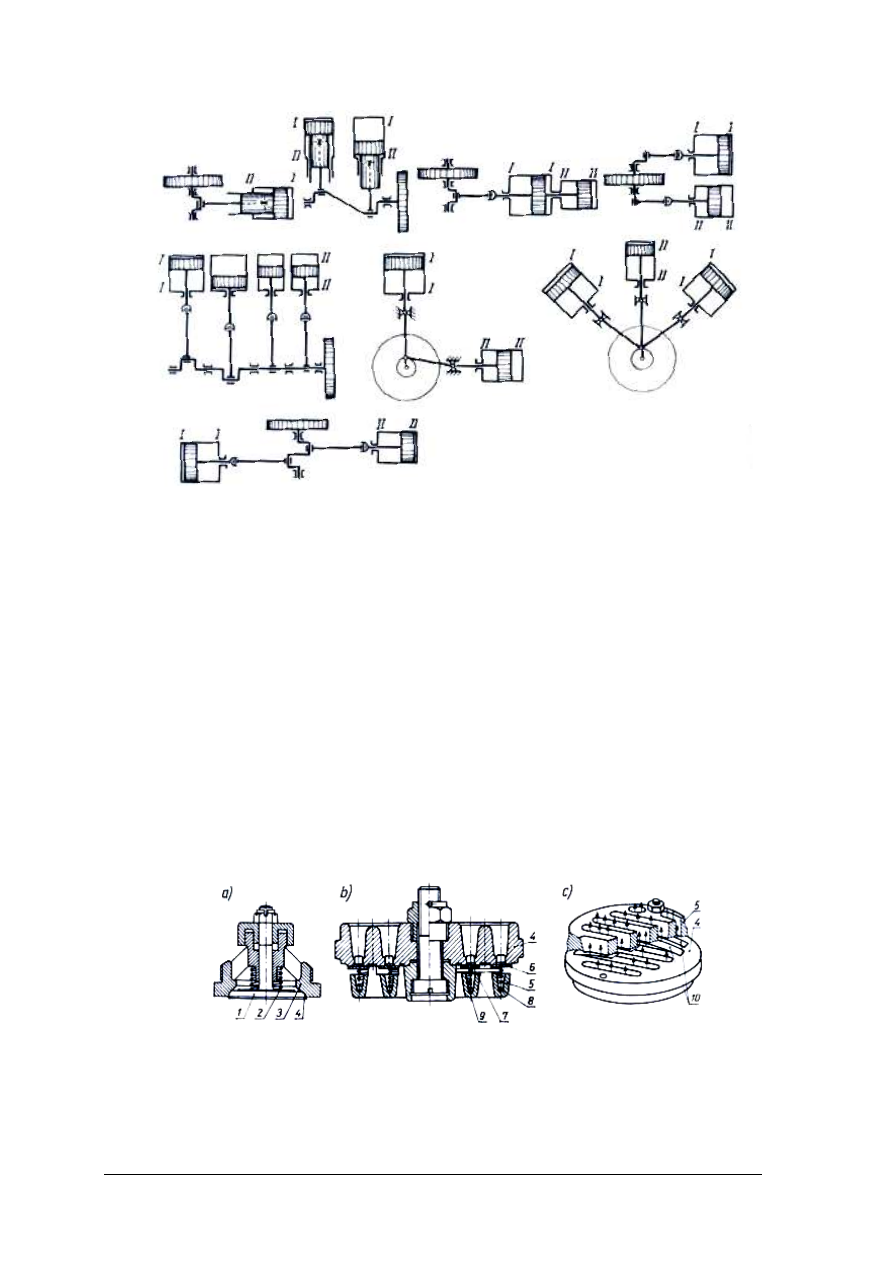
Rozwiązanie konstrukcyjne sprężarki tłokowej w dużej mierze zależy od liczby
cylindrów i ich układu. W małych i dużych sprężarkach szybkobieżnych stosowane są
cylindry stojące albo układy widlaste W (rzadziej V) o promieniowym ustawieniu osi
cylindrów. W sprężarkach średnich i dużych wolnobieżnych stosuje się układ L lub cylindry
leżące. Przykłady układów cylindrów dwustopniowych sprężarek tłokowych pokazano na
rys. 9. Na rysunku tym przedstawiono też przykłady układów korbowych wodzikowych
i bezwodnikowych. Te ostatnie są podobne do układów korbowych stosowanych w silnikach
spalinowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 9. Układy cylindrów dwustopniowych sprężarek tłokowych (I i II – pierwszy i drugi stopień
sprężania) [14]
Główne zespoły sprężarki tłokowej to: kadłub (nazywany skrzynią korbową), głowica,
układ korbowy i układ zaworowy. Konstrukcja większości elementów sprężarek – cylindrów,
wałów korbowych, korbowodów, łożysk, a w pewnej mierze też tłoków i głowic – jest
podobna do konstrukcji analogicznych elementów silników spalinowych. Odmienną budowę
mają przede wszystkim zawory.
W sprężarkach prawie wyłącznie stosuje się zawory samoczynne. Zamykają się one
i otwierają na skutek różnicy ciśnienia po obu stronach zaworu. Najczęściej spotyka się zwory
grzybkowe, pierścieniowo–płytkowe oraz listwowe. Zawory grzybkowe (rys. 10 a) ze
względu na dużą masę są stosowane jedynie w nielicznych wolnobieżnych sprężarkach
o układzie poziomym.
Najczęściej są stosowane zawory pierścieniowo–płytkowe (z 1, 2 lub 3 pierścieniami).
W zaworze dwupierścieniowym ssawnym (rys. 10 b) płytki zamykające 6 i 7 są dociskane do
gniazda sprężynami walcowymi 8 i 9, umieszczonymi między gniazdem a zderzakiem.
Rys. 10. Zawory sprężarek: a) grzybkowy, b) pierścieniowo–płytkowy, c) listwowy (1 – grzybek,
2 – sprężyna odciążająca, 3 – korpus, 4 – gniazdo, 5 – zderzak, 6 i 7 – płytki zamykające
(zwieradła), 8 i 9 – sprężyny walcowe, 10 – listwy) [14]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Gniazdo 4 bezsprężynowego zaworu listwowego (rys. 59c) ma kilka podłużnych
szczelin, przez które przepływa gaz. Szczeliny te przykrywają zwieradła w postaci cienkich
sprężystych listew 10, wyginających się pod ciśnieniem gazu.
W zależności od przeznaczenia sprężarki mogą być stacjonarne – ustawiane na
fundamencie – lub przewoźne (zamontowane na wózku przewoźnym).
Sprężarki rotacyjne
W sprężarkach rotacyjnych element roboczy wykonuje ruch obrotowy. Elementem tym
może być wirnik wyposażony w łopatki, ale mogą to być też wirujące tłoki lub śruby.
Obracając się elementy te tworzą wraz z obudową szereg komór o zmieniającej się cyklicznie
objętości. Po stronie ssawnej objętość tych komór się zwiększa, a po stronie tłocznej –
zmniejsza, co powoduje zasysane, sprężanie i wytłaczanie czynnika gazowego. Podobnie jak
w sprężarkach tłokowych, procesy te nie zachodzą w sposób ciągły, lecz dawkami.
Brak dużych mas wykonujących ruch postępowo–zwrotny sprawia, iż sprężarki rotacyjne
mogą być napędzane bezpośrednio przez szybkobieżny silnik elektryczny lub spalinowy.
Sprężarki takie mają prosta budowę (brak zaworów ssawnych i tłocznych), są lekkie, a więc
nie wymagają dużych ciężkich fundamentów, nie są drogie, a ponadto niskie są też koszty ich
eksploatacji. Wady sprężarek rotacyjnych to przede wszystkim niskie ciśnienie tłoczenia (w
sprężarkach dwustopniowych do 1 MPa) oraz większe straty mechaniczne niż w sprężarkach
tłokowych.
Spośród wielu odmian sprężarek rotacyjnych najbardziej znane są sprężarki: łopatkowe,
z wirującym pierścieniem wodnym, z wirującymi tłokami (krzywkowe) oraz śrubowe.
Najszersze zastosowanie znalazły sprężarki łopatkowe.
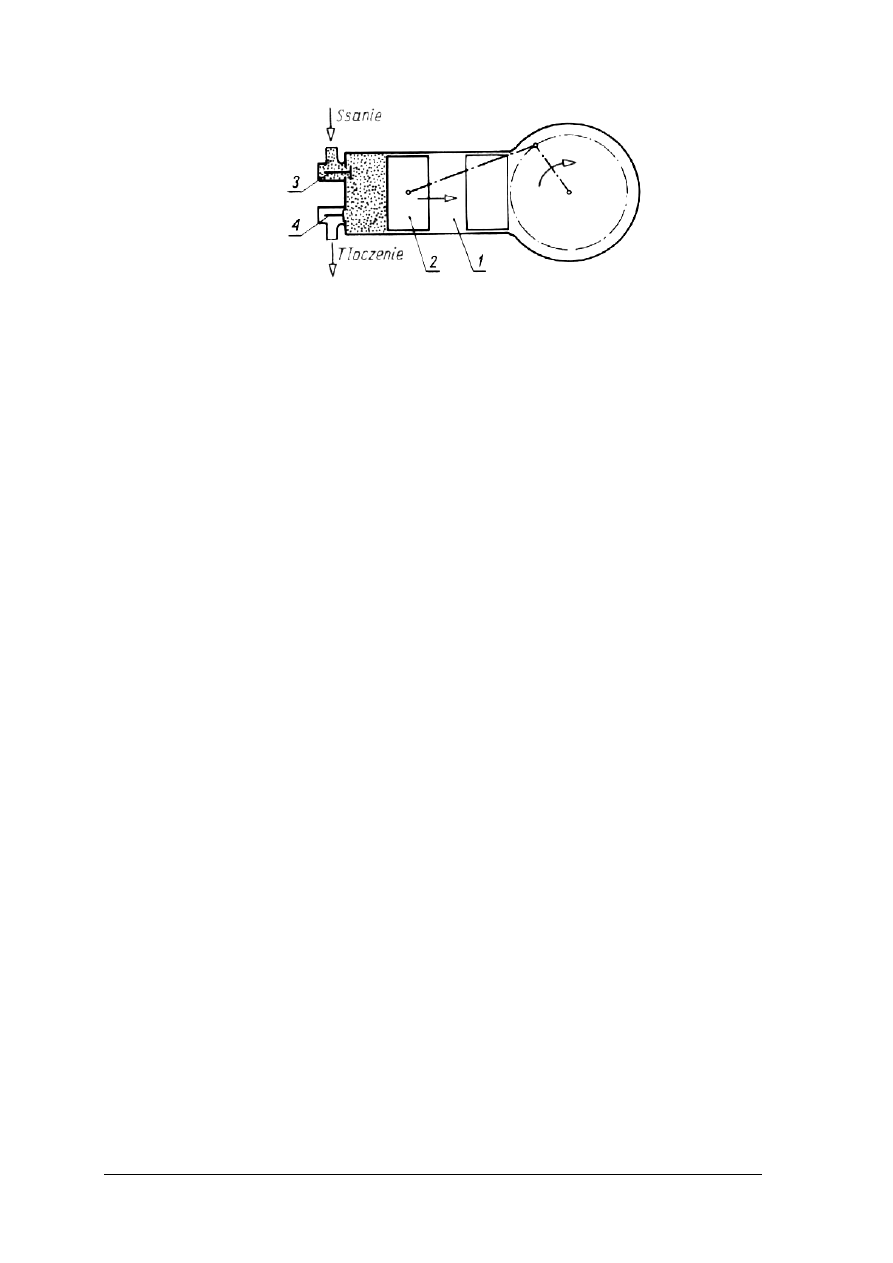
Sprężarka łopatkowa
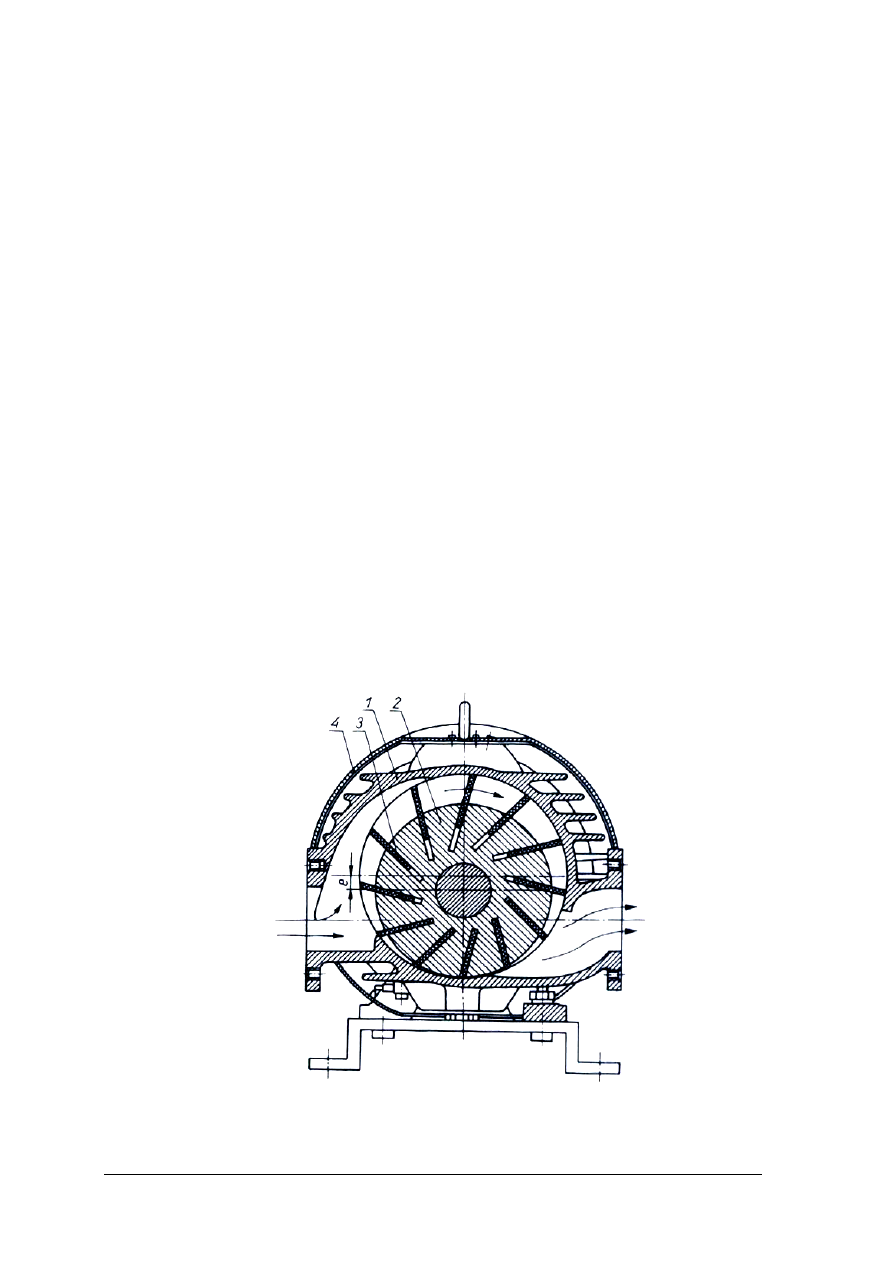
Wirnik 2 takiej sprężarki (rys. 11) obraca się mimośrodowo w cylindrze 1. Płaskie łopatki
3 mogą się przesuwać w rowkach wirnika. Użebrowany cylinder jest chłodzony powietrzem
za pomocą wentylatora osadzonego na przedniej końcówce wału wirnika. Łopatki wirnika
dzielą przestrzeń gazową na komory, w których odbywa się sprężanie.
Rys. 11. Przekrój poprzeczny sprężarki łopatkowej KR–2 produkcji krajowej: 1 – cylinder,
2 – mimośrodowy wirnik, 3 – ruchome łopatki, 4 – osłona [14]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
W czasie pracy ruchome łopatki są dociskane do gładzi cylindra siła dośrodkową.
Stalowe łopatki wymagają smarowania, by zmniejszyć ich tarcie o gładź cylindra. W małych
sprężarkach łopatki są wykonane z grafitu z domieszką ołowiu lub ze stopu łożyskowego.
Wydajność sprężarek łopatkowych Q = 0,008–1,5 [m
3
/s].
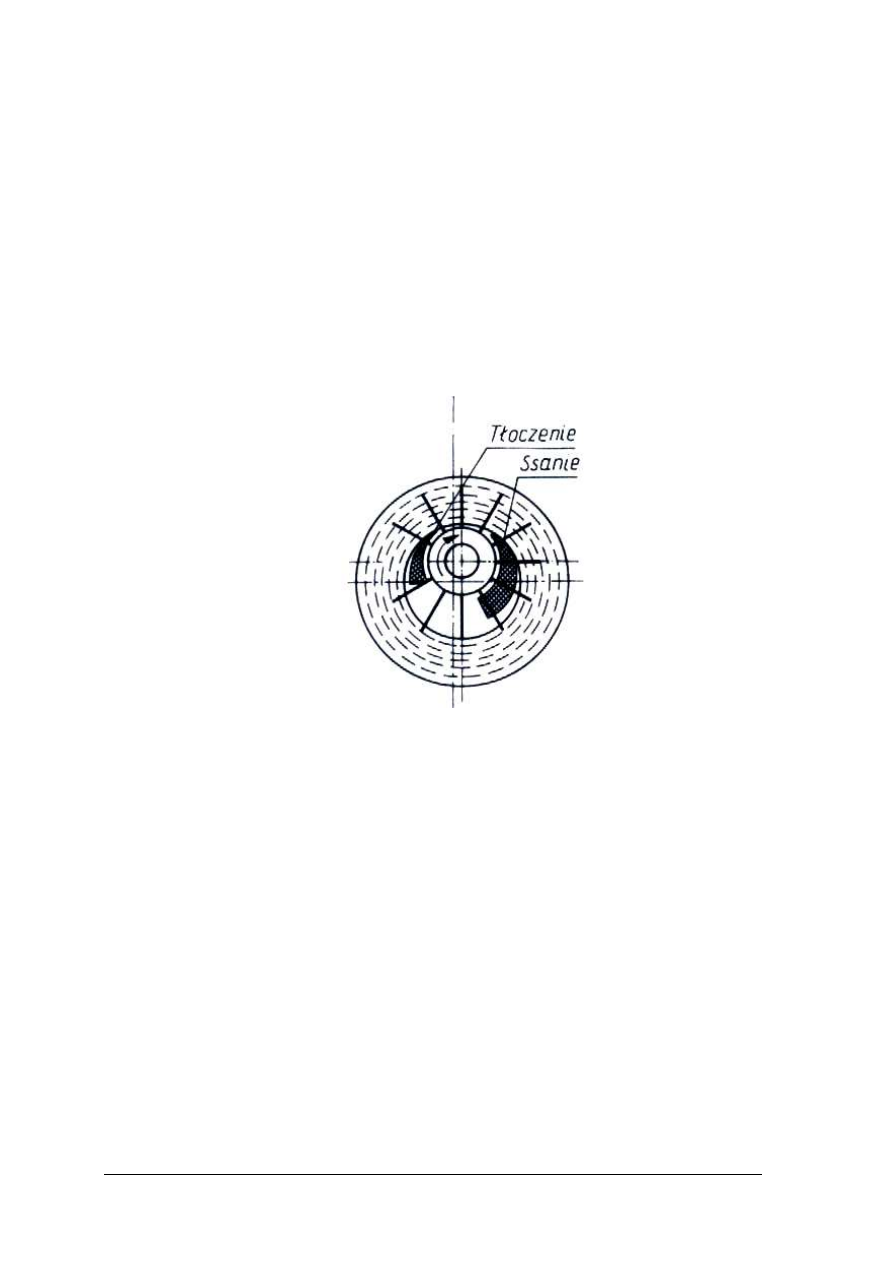
Sprężarka z pierścieniem wodnym
Sprężarka z pierścieniem wodnym jest podobna do sprężarki łopatkowej z tą różnicą, że
jej kadłub jest częściowo wypełniony wodą. Ruch obrotowy wirnika powoduje odrzucenie
wody na ścianki kadłuba i wytworzenie uszczelniającego pierścienia wodnego. Powierzchnia
wewnętrzna tego pierścienia odgrywa rolę cylindra.
Jeżeli wirnik z zamocowanymi na jego obwodzie łopatkami (rys. 12) umieści się
mimośrodowo w okrągłym kadłubie, to między pierścieniem wodnym a piastą wirnika
powstaną komory o sierpowych przekrojach poprzecznych. Do komór doprowadza się gaz
pod niskim ciśnieniem, a odprowadza się z nich gaz sprężony. Omówiony schemat ilustruje
budowę sprężarki pojedynczego działania (jednokomorowej).
Rys. 12. Schemat sprężarki z pierścieniem wodnym pojedynczego działania [14]
W przypadku sprężarki podwójnego działania (dwukomorowej) okrągły wirnik
umieszczony jest w eliptycznym kadłubie. Wirnik taki dzieli przestrzeń cylindra na dwie
komory pracujące równolegle.
Sprężarki z pierścieniem wodnym mają wydajność
1
≤
v
Q
[m
3
/s], a ich spręż
≤
v
4.
Sprężarki z pierścieniem wodnym mają ograniczone zastosowanie z powodu dużej
wilgotności sprężonego przez nie gazu.
Sprężarki z wirującymi tłokami (krzywkowe)
Organem czynnym takiej sprężarki jest wirnik (lub dwa wirniki) roboczy wyposażony
w tłoki o kształtach krzywek. Wirniki – roboczy i pomocniczy (bierny) – obracające się
w przeciwnych kierunkach, są napędzane za pośrednictwem tej samej przekładni zębatej
umieszczonej na zewnątrz kadłuba sprężarki. Kształty tłoków i cylindra są tak dobrane, że
podczas obrotu tłoki pozostają w stałym styku z gładzią cylindra.
Spośród wielu odmian sprężarek z wirującymi tłokami najbardziej rozpowszechniły się
sprężarki typu Roots (rys. 13). W obudowie 1 takiej sprężarki są umieszczone dwa
przeciwbieżne obracające się wirniki 2. Każdy wirnik może mieć dwa lub trzy tłoki. Między
tłokami a obudową tworzą się komory, których objętość zwiększa się po stronie ssania,
a zmniejsza po stronie tłoczenia. Pulsujące działanie sprężarki powoduje dość przykry hałas,
co stanowi poważna jej wadę. Dawniej były one często stosowane jako dmuchawy
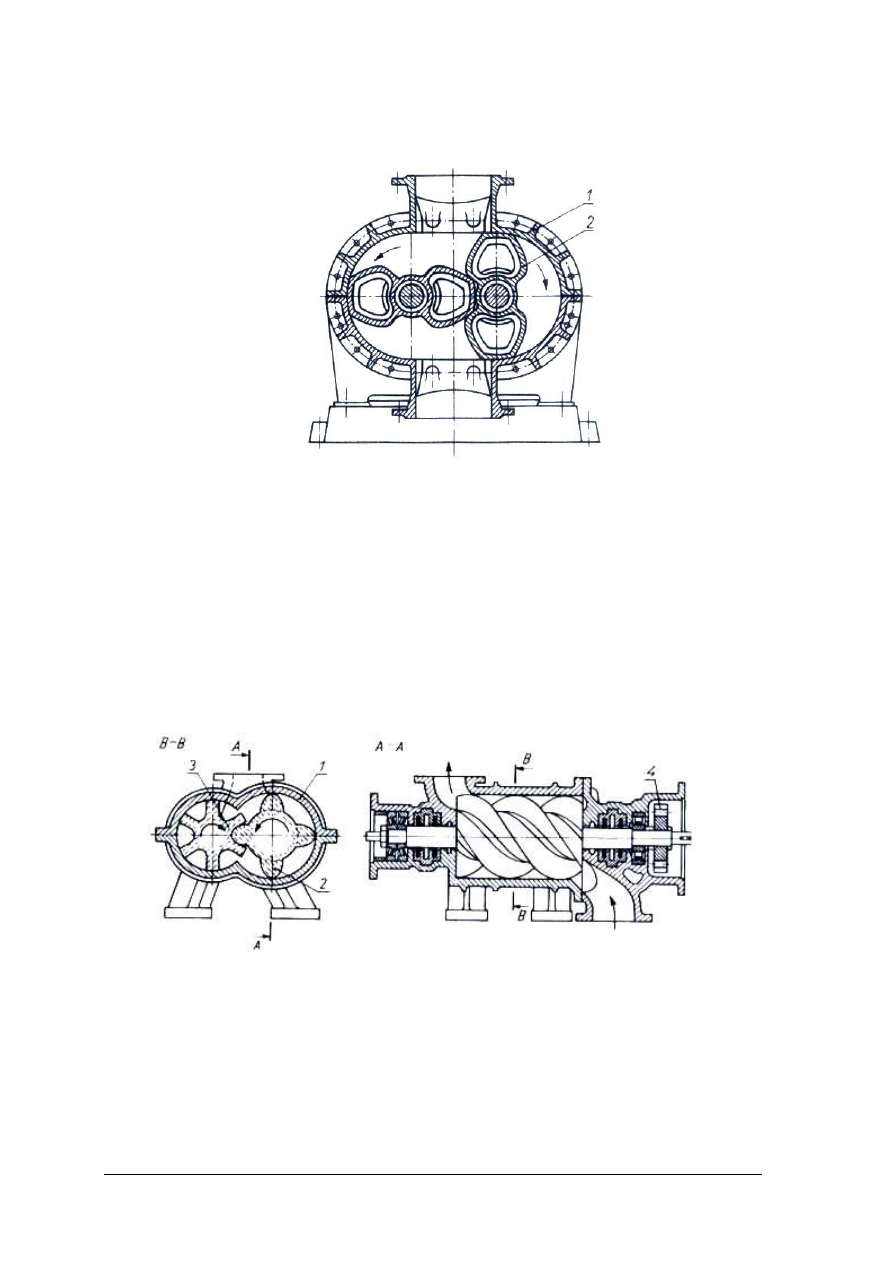
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
w hutnictwie oraz do przepłukiwania i doładowywania silników spalinowych. Obecnie
w silnikach spalinowych nie są już stosowane ze względu na hałaśliwą pracę.
Rys. 13. Schemat sprężarki krzywkowej typu Roots (1 – kadłub, 2 – wirnik) [14]
Główne zalety sprężarek z wirującymi tłokami to duża trwałość, zwarta konstrukcja
i dostarczanie niezaolejonego gazu. Sprężarki takie osiągają wydajność nawet do 6000
[m3/h]. Najczęściej są stosowane jako sprężarki o niskim sprężu (v = 1,2–14). Prędkość
obrotowa tłoków zawiera się w granicach 300–9500 [obr/min].
Sprężarki śrubowe
Sprężarki śrubowe (rys. 14) są to sprężarki wyporowe, których dwa wirniki w kształcie
ś
rub obracają się w odpowiednio ukształtowanym kadłubie. Wirniki wzajemnie się zazębiają,
obracając się w przeciwnych kierunkach. Wirnik napędzający może mieć dwa lub cztery
zwoje śrubowe.
Rys. 14. Schemat sprężarki śrubowej: 1 – kadłub, 2 wirnik napędzający, 3 – wirnik napędzany,
4 – przekładnia zębata sprzęgająca wrzeciona [14]
Sprężarki
ś
rubowe
mają
bardzo
zróżnicowaną
wydajność
objętościową
(Q
v
= 250–18000 [m
3
/h]) i dużą rozpiętość sprężu (v = 2,5–4,0). Mogą też pracować jako
ssawy i wytwarzać próżnię do 80%. Współczynnik wydajności λ = 0,7–0,9.
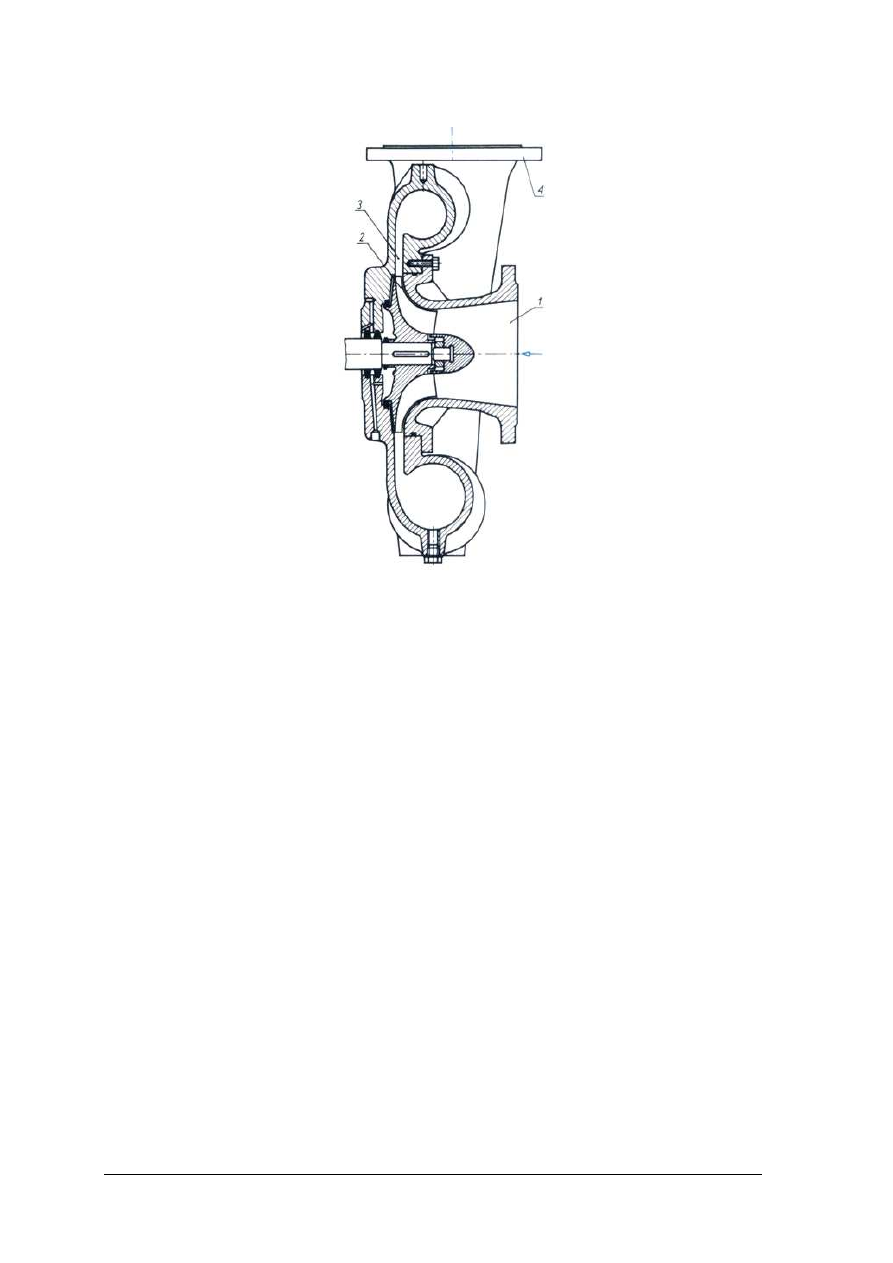
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Sprężarki wirowe (przepływowe)
Rys. 15. Sprężarka promieniowa jednostopniowa (1 – króciec wlotowy, 2 – wirnik, 3 – dyfuzor,
4 – króciec tłoczny) [14]
Sprężarki wirowe dzieli się na osiowe, promieniowe (rys. 15) i osiowo–promieniowe. Są
one budowane jako jedno– i wielostopniowe. Liczbę stopni sprężarki określa liczba
wirujących wieńców łopatkowych.
W zależności od prędkości gazu rozróżnia się sprężarki wirowe naddźwiękowe
i poddźwiękowe. Te pierwsze są stosowane w lotnictwie, pozostałe, tj. poddźwiękowe, mają
bardzo szerokie zastosowanie.
Przyjmuje się, że w teoretycznej sprężarce wirnikowej, podobnie jak w sprężarkach
tłokowych, krzywa sprężania jest adiabatą. Ponieważ w przypadku sprężarki teoretycznej nie
uwzględnia się strat, więc zachodząca w niej przemiana adiabatyczna jest przemianą
odwracalną, tzn. izentropową.
Sprężarki wirowe dostarczają dużych ilości sprężonego gazu, lecz uzyskiwany w nich
przyrost ciśnienia jest stosunkowo niewielki. Dlatego można przyjąć, że proces sprężania
w rzeczywistej sprężarce odbywa się adiabatycznie. Jednak ze względu na występujące straty
(ciepło tarcia wydzielające się w sprężarce) przemiana ta nie jest odwracalna i może być
traktowana jako przemiana politropowa.
Typowe rozwiązania konstrukcyjne
Sprężarka osiowa (rys. 16) składa się z następujących podstawowych elementów
przepływowych: króćca wlotowego 1, kompletu stopni, w skład którego wchodzą wirujące
wieńce łopatkowe 5 (zamocowane na wirniku) i nieruchome wieńce łopatkowe 2 (osadzone
w kadłubie), dyfuzora 3 oraz króćca wylotowego 4.
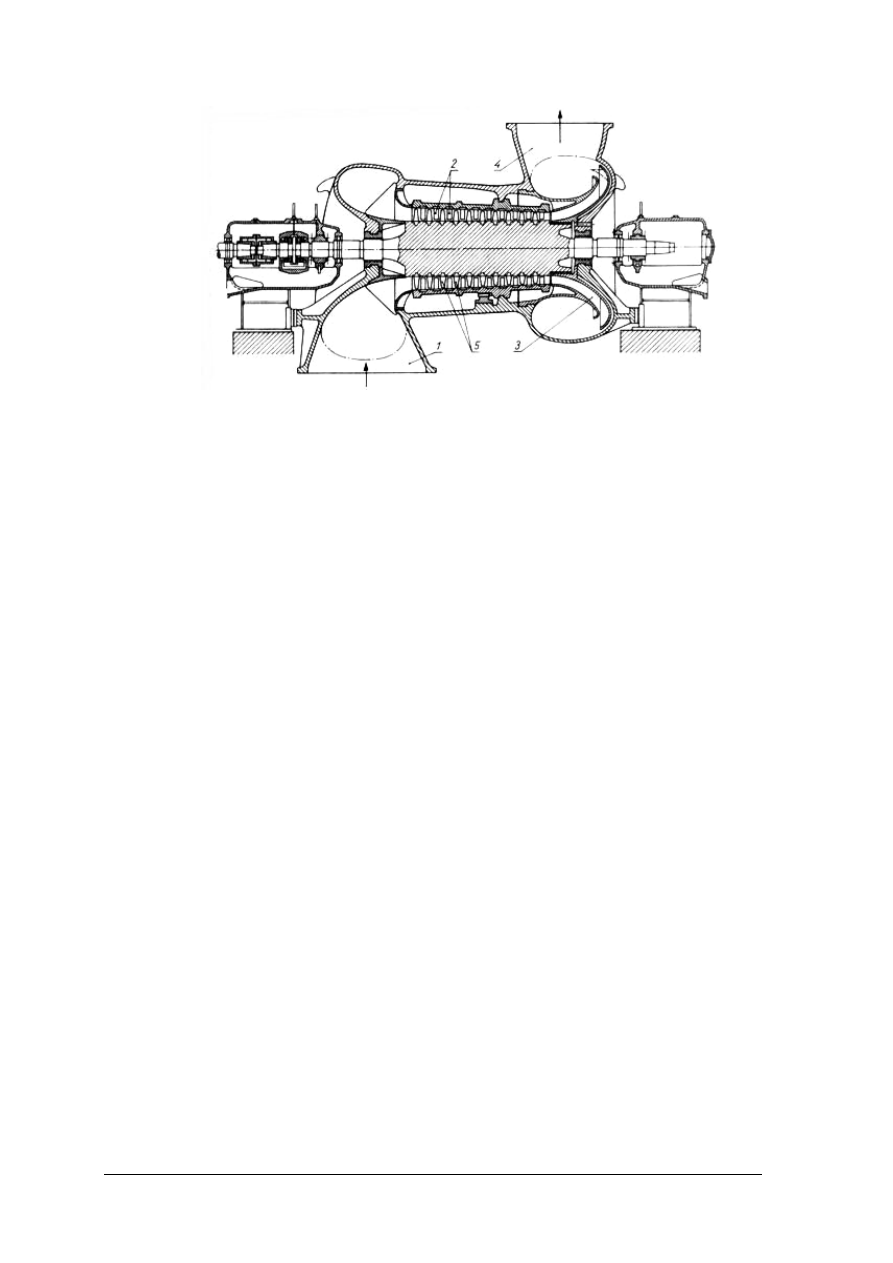
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 16.
Schemat sprężarki osiowej: 1 – króciec wlotowy, 2 – nieruchome wieńce łopatkowe
(kierownicze), 3 – dyfuzor, 4 – króciec wylotowy, 5 – wirujące wieńce łopatkowe [14]
Wirnik sprężarki osiowej może mieć konstrukcję bębnową (jak na rys. 16) lub może się
składać z oddzielnych tarcz zamocowanych na jednym wale.
W zależności od zastosowania sprężarki osiowe są budowane o bardzo zróżnicowanej
wydajności objętościowej (Q
v
= 10–200 [m3/s]) i różnym sprężu (v = 1,13–12,0). Ich
prędkość obrotowa jest bardzo duża i dochodzi do 30000 [obr/min].
W sprężarkach osiowych na ogół nie stosuje się chłodzenia gazu w czasie sprężania. Są
one stosowane głównie w lotniczych silnikach turbospalinowych, w przemysłowych
i energetycznych turbinach gazowych oraz w hutnictwie.
Zalety sprężarek osiowych to duża sprawność w znamionowych warunkach pracy oraz
duża wydajność przy stosunkowo małych wymiarach. Główną ich wadę stanowi mniejszy
spręż uzyskiwany w jednym stopniu, w porównaniu ze sprężem jednego stopnia sprężarki
promieniowej. Stąd konieczność budowania sprężarek o dużej liczbie stopni.
Sprężarka promieniowa
Sprężarkę promieniową jednostopniową przedstawia rys. 17. W jej skład wchodzą
następujące elementy przepływowe: króciec wlotowy 1, koło wirnikowe 2 z łopatkami,
dyfuzor bezłopatkowy 3, kolektor zbiorczy 4 i króciec wylotowy 5. Sprężarka ta jest
napędzana za pośrednictwem przekładni przyspieszającej 6 i jest wyposażona w pompę
oleju 7. Dla uzyskania większego stopnia sprężania są budowane sprężarki wielostopniowe
(do 12 stopni), z wirnikami połączonymi szeregowo. Sprężarka wielostopniowa jest
wyposażona w chłodnice międzystopniowe.
Wielostopniowe sprężarki promieniowe są budowane jako jednowałowe lub
wielowałowe. W sprężarkach jednowałowych wszystkie koła wirnikowe pracują z jednakową
prędkością, w sprężarkach wielowatowych zaś prędkości obrotowe kół wirnikowych mogą
być różne.
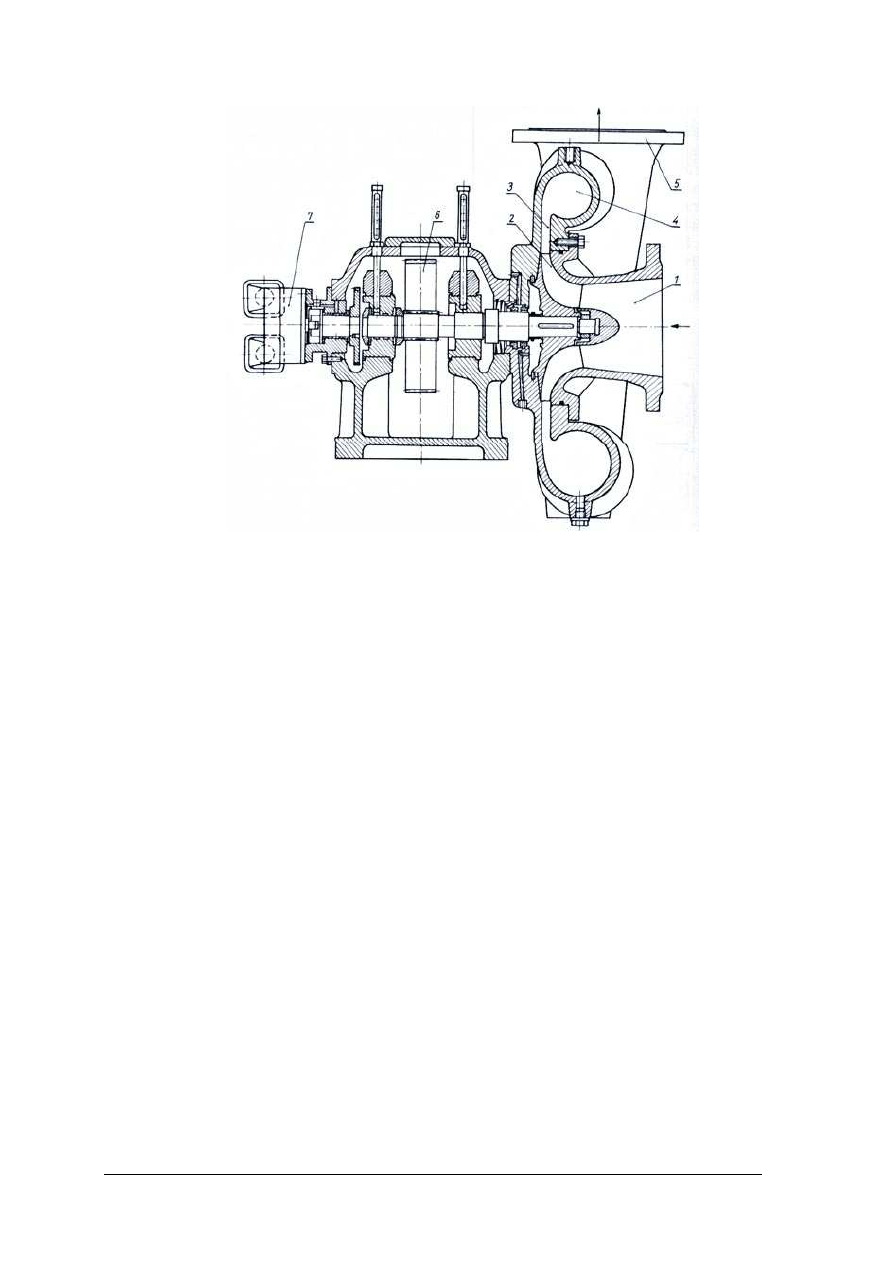
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rys. 17. Jednostopniowa sprężarka promieniowa: (1 – króciec wlotowy, 2 – koła wirnikowe,
3 – dyfuzor bezłopatkowy, 4 – kolektor zbiorczy, 5 – króciec wylotowy, 6 – przekładnia
przyspieszająca,
7 – pompa oleju) [14]
Sprężarki promieniowe są budowane o wydajności Q
v
= 1,2–30 [m
3
/s] oraz sprężu v =
1,13–12,0. Sprężarki promieniowe pracują w dużym zakresie prędkości obrotowej (n =
3000–30000 [obr/min]).
Największa zaletą sprężarek wirowych promieniowych jest duży spręż uzyskiwany
w jednym stopniu. Poza tym sprężarki te cechuje wysoka sprawność w znamionowych
warunkach pracy.
Wentylator jest sprężarką, w której przyrost ciśnienia statycznego gazu jest minimalny
(nie przekracza 13kPa), a cała energia gazu jest zawarta w jej składowej kinetycznej. Zgodnie
z – polskimi normami wentylatory dzielą się ze względu na kierunek głównego przepływu
czynnika na:
−
osiowe,
−
promieniowe,
−
diagonalne,
−
poprzeczne.
Ze względu na cechy konstrukcyjne wentylatory dzielą się na:
1) osiowe:
−
ś
migłowe,
−
normalne,
−
przeciwbieżne,
2) promieniowe:
−
normalne,
−
bębnowe,
−
poprzeczne,
3) osiowo-akcyjne,
4) diagonalne.
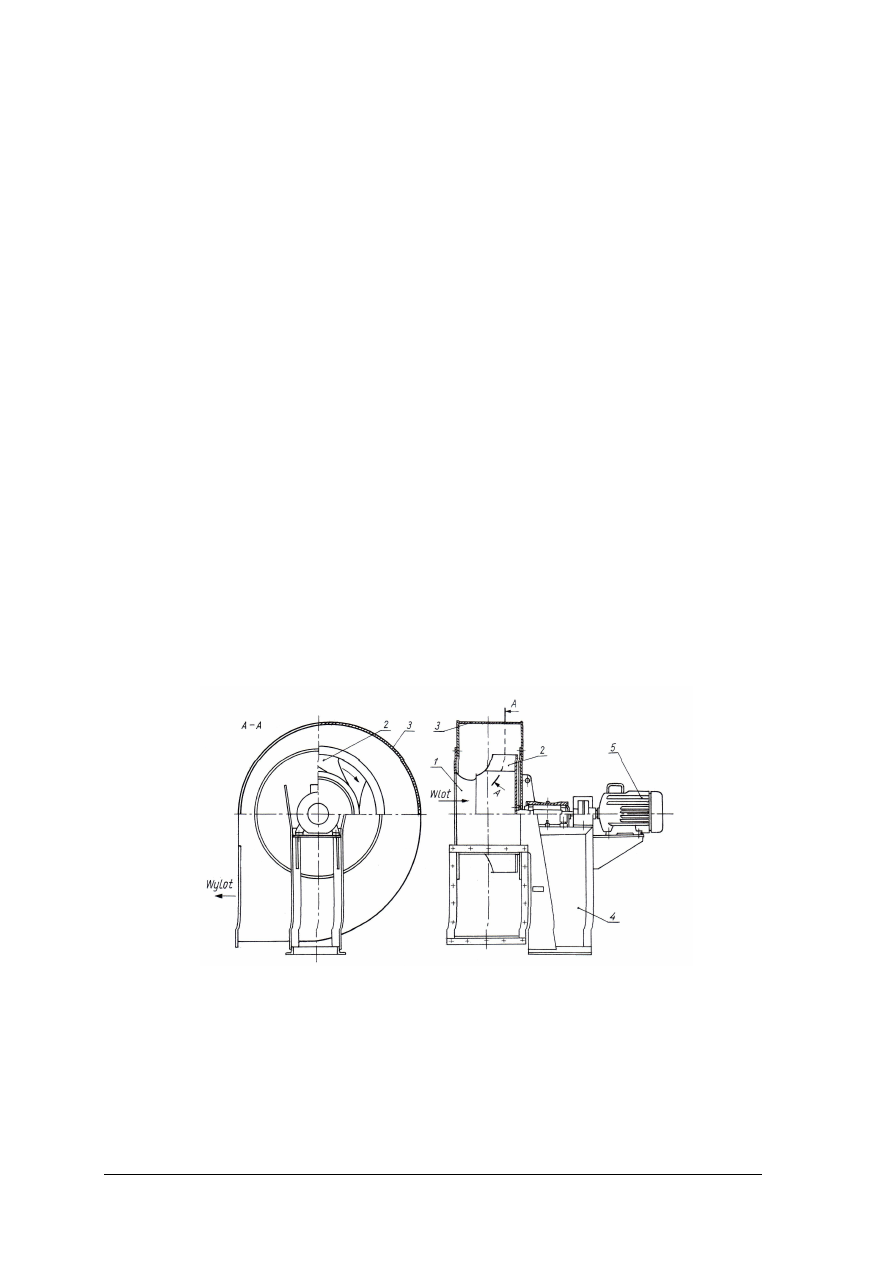
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Wentylator śmigłowy – popularny typ wentylatora osiowego Składa się łopatkowego
wirnika przypominającego śmigło. Małe wentylatory śmigłowe nie wymagają korpusu a ich
łopatki mogą być wykonane nawet z miękkiej gumy.
Wentylatory śmigłowe produkuje się w różnych wielkościach od miniaturowych do
zastosowań domowych do olbrzymich o średnicach przekraczających 15 metrów.
Wentylatory śmigłowe znajdują zastosowanie w instalacja wentylacyjnych oraz do
wentylowania mieszkań. Wielkie wentylatory śmigłowe stosowane są chłodnicach
kominowych elektrowni cieplnych.
Wentylator osiowy normalny – najbardziej typowa konstrukcja wentylatora osiowego
W konstrukcji przypomina dmuchawę lub sprężarkę osiową. Odmienna konstrukcja
kierownicy lub jej całkowity brak powoduje większy, niż w tamtych urządzeniach, udział
energii kinetycznej w całkowitej energii gazu.
Wentylatory
osiowe
znajdują
zastosowanie
w
instalacja
wentylacyjnych,
klimatyzacyjnych, odpylających i innych aplikacjach przemysłowych.
Wentylator osiowy przeciwbieżny – jest zdwojonym wentylatorem osiowym, w którym
dwa wirniki ustawione szeregowo, obracają się w przeciwnych kierunkach. Wentylatory tego
typu charakteryzują się brakiem zawirowań gazu, nie muszą więc być wyposażone
w kierownicę.
Pojedynczy wirnik tego typu wentylatora przypomina zastosowany ten który stosowany
jest w sprężarkach osiowych. Wentylatory osiowe przeciwbieżne produkuje się w różnych
wielkościach. Wentylatory osiowe przeciwbieżne znajdują zastosowanie w instalacjach
wentylacyjnych okrętów i kopalni.
Wentylator promieniowy (rys. 18) normalny – najbardziej typowa konstrukcja
wentylatora promieniowego.
W konstrukcji przypomina dmuchawę lub sprężarkę promieniową. Odmienna
konstrukcja kierownicy lub jej całkowity brak powoduje większy, niż w tamtych
urządzeniach, udział energii kinetycznej w całkowitej energii gazu.
Rys. 18.
Schemat wentylatora promieniowego: 1 – wlot, 2 – wirnik promieniowy, 3 – obudowa
spiralna, 4 – rama montażowa, 5 – silnik napędowy (elektryczny) [3, s. 282]
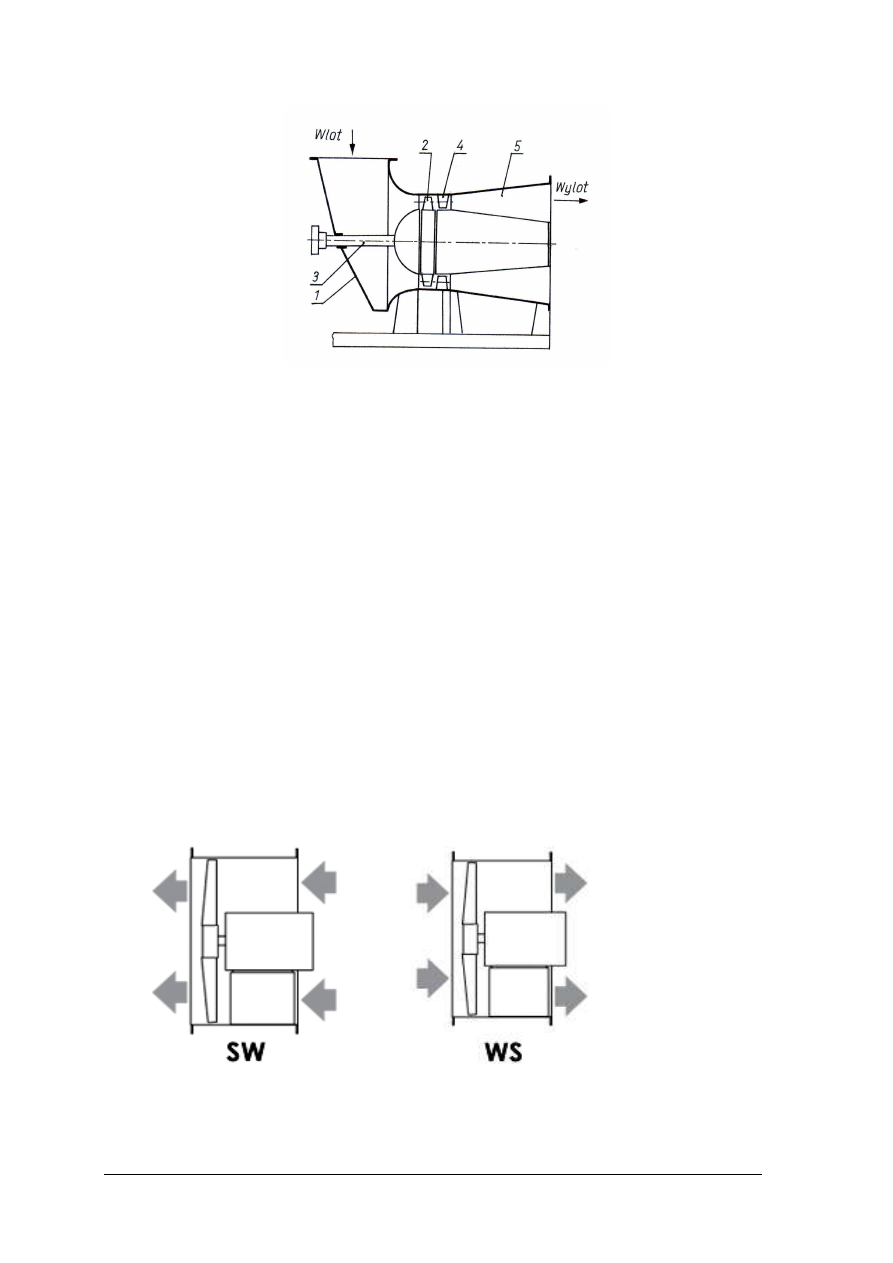
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 19. Schemat wentylatora osiowego jednostopniowego (typu Mustang) z regulacją za
pomocą nastawnych łopatek wirnika: 1 – kadłub, 2 – wirnik, 3 – wał wirnika,
4 – kierownica, 5 – dyfuzor [3, s. 281]
Wentylator promieniowy bębnowy – wentylator o dużej szerokości wirnika. Szerokość
wirnika w tego typu wentylatorach jest zwykle dwukrotnie większa od jego średnicy.
Uzyskuje się w ten sposób wysoką wydajność przy relatywnie małych gabarytach. Jest to
okupione niską sprawnością. Wentylatory bębnowe stosuje się instalacjach wentylacyjnych
i grzewczych.
Wentylator poprzeczny – wentylator w którym powietrze przepływa w poprzek wirnika.
Wpływa do niego w obszarze ssawnym, przepływa przez jego wnętrze i zostaje wyrzucone
w obszarze tłocznym. Powietrze przez wirnik przepływa dwukrotnie i dwukrotnie jest
przyśpieszane. Wentylatory poprzeczne stosuje się do chłodzenia urządzeń. Ze względu na
jego specyficzną konstrukcję chłodzone urządzenie może być umieszczone wewnątrz wirnika,
co znacznie podwyższa efektywność chłodzenia.
Wentylator diagonalny – wentylator o konstrukcji zbliżonej do pompy diagonalnej.
Wentylatory diagonalne produkuje w różnych wielkościach. Wentylatory diagonalne stosuje
się w instalacjach wentylacyjnych oraz urządzeniach technologicznych.
Biorąc pod uwagę kierunek przepływu powietrza, wentylatory mogą być wykonane
w 2 wersjach:
−−−−
FD – powietrze przepływa od silnika przez wirnik,
−−−−
ID – kierunek przepływu to: wirnik – silnik.
Standardowo wentylatory produkowane są w wersji: FD.
Rys. 20. Przykłady wentylatorów: SW – wywiewny, WS – nawiewny[13]
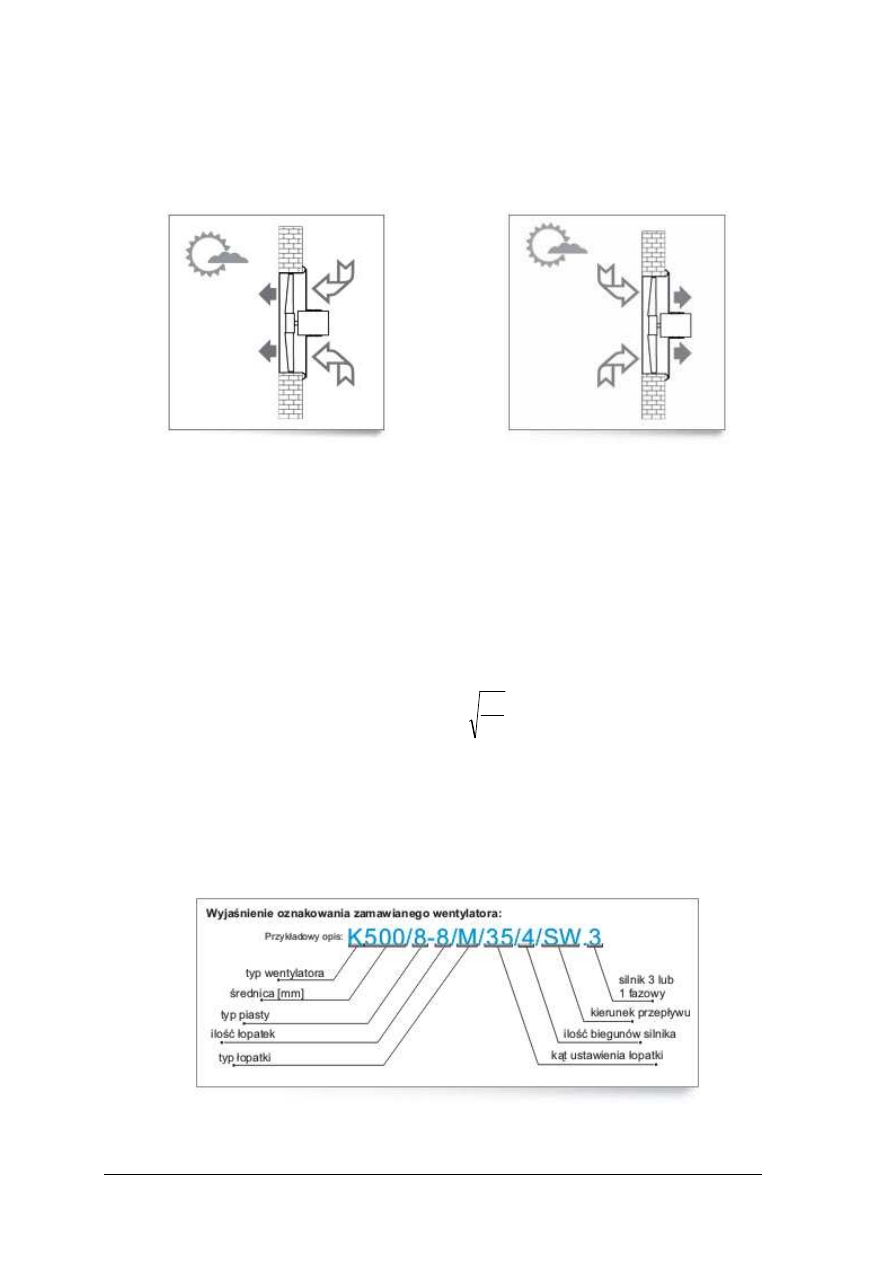
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Wentylatory ścienne typu S oraz WS dostępne są w dwóch wersjach: wywiewnej (W) lub
nawiewnej (N). Wersja wywiewna (rys. 21) to rozwiązanie gdzie powietrze wyciągane jest
z pomieszczenia na zewnątrz. Przepływ powietrza siatka – wirnik.
Wersja nawiewna (rys. 22) to rozwiązanie gdzie powietrze tłoczone jest do wnętrza
pomieszczenia. Przepływ powietrza wirnik – siatka.
Rys. 21. Wentylator wersja wywiewna W [13]
Rys. 22. Wentylator wersja nawiewna N [13]
Wydajność, zwana także strumieniem gazu, określa ilość czynnika przetłaczanego
w jednostce czasu. Można ją mierzyć w kg/s, wtedy jest obojętne, w którym przekroju kanału
wentylatora pomiar wydajności jest dokonywany, ale na ogół przyjęło się w wentylatorach
określanie wydajności w m
3
/s, bo dzięki temu wszelkie pozycje bilansu energii odniesione do
jednostki objętości mają miano ciśnienia N/m
3
, a całość obliczeń zyskuje na przejrzystości.
Gdy spiętrzenia są małe i czynnik można uważać za nieścisły, to wtedy staje się obojętne,
gdzie mierzy się wydajność.
Jednak nie zawsze to przybliżenie jest dopuszczalne i dlatego umówiono się, że
wydajność wentylatora Q m
3
/s odnosi się do przekroju jego otworu wlotowego.
Wydajność wentylatora należy obliczyć według wzoru:
ρ
εα
p
d
C
Q
∆
=
2
C – stała kryzy,
ε
– współczynnik rozprężania; przy niewielkich różnicach ciśnień można przyjąć ε =1,
α
– liczba przepływu,
d – średnica otworu zwężki [m],
∆
p – spadek ciśnienia na zwężce [N/m
2
],
ρ
–gęstość przetłaczanego powietrza [kg/m
3
].
Wyjaśnienie (rys. 23) oznakowania wentylatora:
Rys. 23. Przykład oznakowania zamawianego wentylatora [13]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie są zadania napędów pneumatycznych?
2.
Jakie są napędów hydraulicznych?
3.
Jak klasyfikuje się pompy?
4.
Jakie jest zastosowanie pomp wyporowych?
5.
Jak klasyfikuje się sprężarki?
6.
Jakie jest zastosowanie sprężarek objętościowych tłokowych?
7.
Jak klasyfikuje się wentylatory i dmuchawy?
8.
Jakie jest zastosowanie wentylatorów i dmuchaw?
4.3.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj na podstawie schematu rodzaj napędu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
zorganizować stanowisko pracy,
2)
dokonać analizy schematu,
3)
zapisać wyniki w zeszycie,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
schematy napędów pneumatycznych i hydraulicznych,
—
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dobierz pompę wyporową do określonych warunków pracy na podstawie danych
technicznych zawartych w DTR lub w katalogach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
zorganizować stanowisko pracy,
2)
dokonać analizy danych zawartych w katalogach,
3)
zapisać wyniki w zeszycie,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
Dokumentacja Techniczno-Ruchowa,
—
katalogi pomp,
—
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Dobierz sprężarkę do określonych warunków pracy na podstawie danych technicznych
zawartych w DTR lub w katalogach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
zorganizować stanowisko pracy,
2)
dokonać analizy danych zawartych w katalogach, Dokumentacji Techniczno-Ruchowej,
3)
zapisać wyniki w zeszycie,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
Dokumentacja Techniczno-Ruchowa,
—
katalogi sprężarek,
—
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Dobierz wentylator do określonych warunków pracy na podstawie danych technicznych
zawartych w DTR lub w katalogach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
zorganizować stanowisko pracy,
2)
dokonać analizy danych zawartych w katalogach, Dokumentacji Techniczno-Ruchowej,
3)
zapisać wyniki w zeszycie,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
Dokumentacja Techniczno-Ruchowa,
—
katalogi wentylatorów,
—
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 5
Określ zasady działania pomp różnych typów. Połącz linią typ pompy z jej opisem.
Pompy wirowe odśrodkowe
pompy
o
osiowym
przepływie cieczy przez
wirnik
Pompy helikoidalne
pompy o promieniowym
wypływie
cieczy
przez
wirnik
Pompy diagonalne
pompy
o
przepływie
promieniowo-osiowym
cieczy przez wirnik

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Pompy śmigłowe
pompy
o
ukośnym
przepływem cieczy przez
wirnik
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
określić wypływy cieczy w różnych typach pomp,
2)
dobrać nazwy pomp do rodzaju wypływu cieczy,
3)
zapisać wyniki w zeszycie,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
katalogi pomp,
—
literatura z rozdziału 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić podstawowe cechy układu pneumatycznego?
2)
określić podstawowe cechy układu hydraulicznego?
3)
rozróżnić podstawowe typy sprężarek?
4)
określić podstawowe typy wentylatorów?
5)
rozróżnić podstawowe typy pomp?
6)
określić zastosowanie sprężarek objętościowych tłokowych?
7)
okreslić zastosowanie wentylatorów osiowych?
8)
określić zastosowanie pomp?
9)
rozróżnić czynności obsługowe sprężarki?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.4.
Transport wewnętrzny i magazynowanie materiałów
4.4.1. Materiał nauczania
Techniczne transportu wewnętrznego aktywnie wpływają na szybkość przemieszczania
towarów a jednocześnie zapewniają stopień ochrony przed uszkodzeniem i utratą wartości
użytkowych. Środki transportu wewnętrznego maja bardzo ważny wpływ na przebieg
procesów produkcyjnych.
W zakładzie pracy mechaniczny transport wewnętrzny jest dzielony na:
1)
transport składowo – magazynowy,
2) transport produkcyjny, który można dodatkowo podzielić na:
–
transport międzywydziałowy,
–
transport wewnątrzwydziałowy,
–
transport stanowiskowy,
–
transport międzystanowiskowy.
Jest on realizowany przez środki transportu o ruchu:
–
przerywanym (np. dźwigi, dźwignice, wózki jezdniowe, wózki szynowe),
–
ciągłym (np. przenośniki, pompy z rurociągami, sprężarki, wentylatory, dmuchawy).
Ś
rodki transportu można również podzielić w zależności od kierunku przemieszczania
ładunku na przeznaczone do:
–
transportu pionowego,
–
transportu poziomego,
–
transportu mieszanego.
Z uwagi na duże zagrożenie dla pracowników środkami transportu, stosowanymi
w zakładzie, należy ściśle przestrzegać obowiązujących w tym zakresie przepisów oraz zasad
bezpieczeństwa i higieny pracy.
Podstawowe zasady bezpieczeństwa przy obsłudze urządzeń transportowych:
–
dobry stan techniczny urządzenia, potwierdzony odpowiednim wpisem do dokumentacji
eksploatacyjnej urządzenia,
–
dobry stan techniczny nawierzchni, po której poruszają się urządzenia transportowe,
–
odpowiednie przeszkolenie zawodowe pracowników obsługujących urządzenia
transportowe oraz odpowiednie uprawnienia, jeżeli są wymagane,
–
stosowanie tylko atestowanych materiałów do elementów wyposażenia urządzeń do
transportu pionowego, takich jak: łańcuchy, liny, haki, bębny, krążki,
–
odpowiednie oświetlenie terenu obsługiwanego przez urządzenie transportowe,
–
sprawna sygnalizacja.
Dźwignice to grupa urządzeń dźwigowo-transportowych, służących do przemieszczania
pionowego/poziomego ładunków, na niewielkie odległości, w ruchu przerywanym.
Dźwignice stanowią liczną grupę środków transportu bliskiego, a ich eksploatacja wymaga
odpowiednich kwalifikacji.
Podstawowymi elementami składowymi dźwignic są: konstrukcja nośna oraz mechanizm
napędowy służący do podnoszenia (przesuwania) materiału (ładunku) oraz przejazdu
dźwignic. W zależności od konstrukcji oraz sposobu przemieszczania materiału dźwignice
dzieli się na: dźwigniki, cięgniki, dźwigi, wyciągi, suwnice, układnice, żurawie, podesty oraz
dźwignice linotorowe.
Przenośniki są to środki transportu bliskiego o ograniczonym zasięgu i ruchu ciągłym,
służące do przemieszczania materiałów w stanie sypkim luzem lub w postaci ładunków
jednostkowych wzdłuż ściśle określonej trasy. Nie wykonują one ruchów jałowych, dlatego
są ekonomiczniejsze od dźwignic. Są napędzane silnikami elektrycznymi a w wyjątkowych
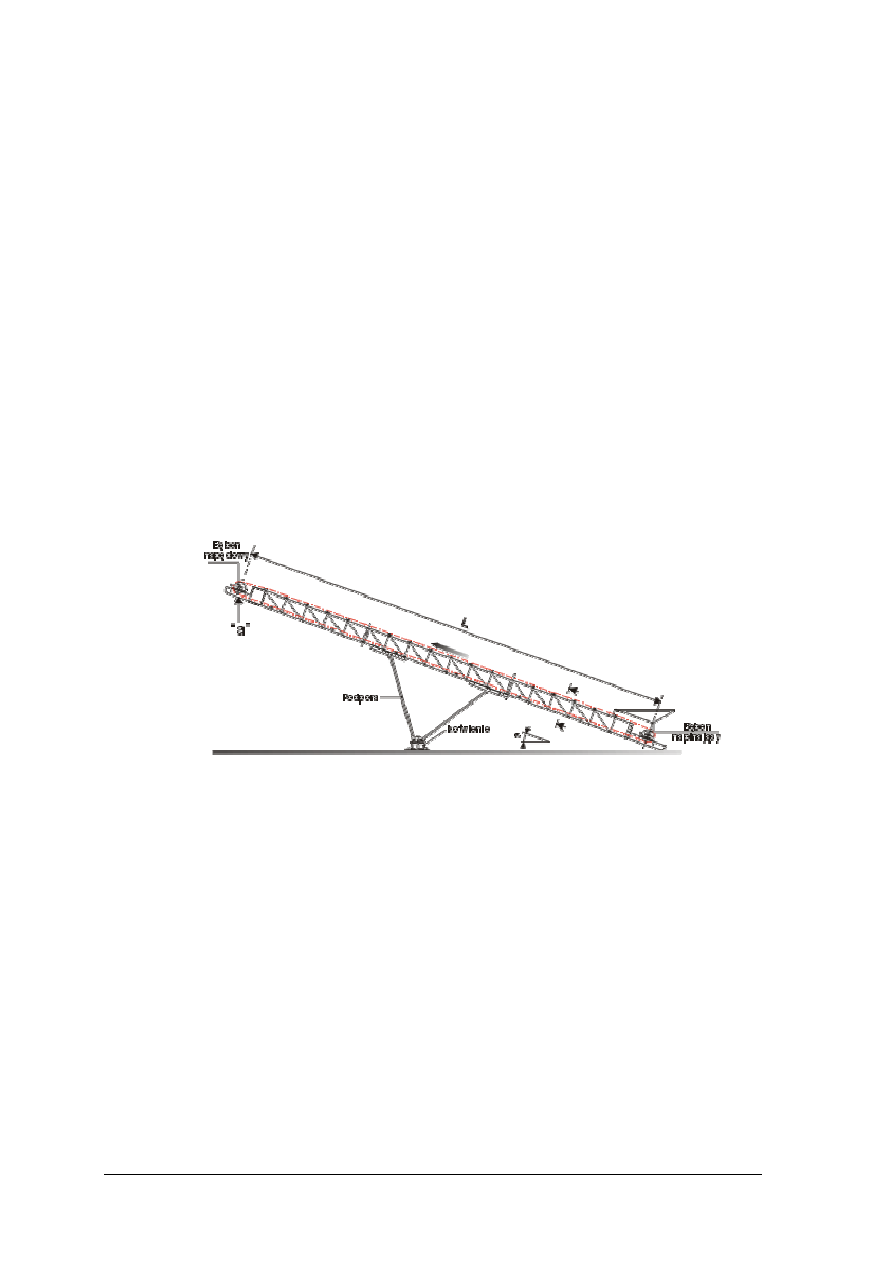
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
sytuacjach spalinowymi. W górnictwie stosuje się także napędy pneumatyczne i hydrauliczne.
Przenośniki możemy podzielić na:
−
cięgnowe (taśmowe, kubełkowe, podwieszone),
−
bezcięgnowe (impulsowe, grawitacyjne, wałkowe),
−
z ośrodkiem pośredniczącym,
Przenośniki cięgnowe są to urządzenia transportu ciągłego przemieszczające materiały
luzem lub ładunki jednostkowe za pomocą cięgna. Rozróżniamy pięć typów przenośników
cięgnowych:
−
taśmowe,
−
podwieszone,
−
członowe,
−
kubełkowe,
−
zabierakowe.
Przenośniki taśmowe stanowią największą pod względem zapotrzebowania grupę
przenośników. Stosowane są do prac przeładunkowo-transportowych w magazynach na
składowiskach i w ciągach technologicznych. W przenośnikach tych siłę obwodową
(pociągową) na bębnie napędowym uzyskuje się przez odpowiednie napięcie taśmy (rys. 24).
Taśmy elastyczne wykonuje się z kilku warstw gumy lub tworzyw poliestrowych na osnowie
przekładek tekstylnych albo linek stalowych. Stosuje się również taśmy specjalne
(z powierzchnią żeberkową, z obrzeżami, żaroodporne, olejoodporne itp.), a także taśmy
metalowe nieelastyczne lite i siatkowe.
Rys. 24. Budowa przenośnika taśmowego [9]
Przenośniki podwieszone (rys. 25) są jednym z najbardziej rozpowszechnionych środków
transportu wewnątrzzakładowego stosowany w produkcji wielkoseryjnej i masowej.
Przemieszczają one ładunki lub pojemniki zawieszone bez – pośrednio na rolkach łańcucha
pociągowego lub wózkach przesuwanych po oddzielnym torze za pomocą zaczepów
(popychaczy) zamocowanych do łańcucha. Przenośniki podwieszone jedno – i dwutorowe
stosuje się w procesach technologicznych (obróbka cieplna, wytrawianie, malowanie itp.)
oraz w transporcie międzyoperacyjnym i międzywydziałowym.
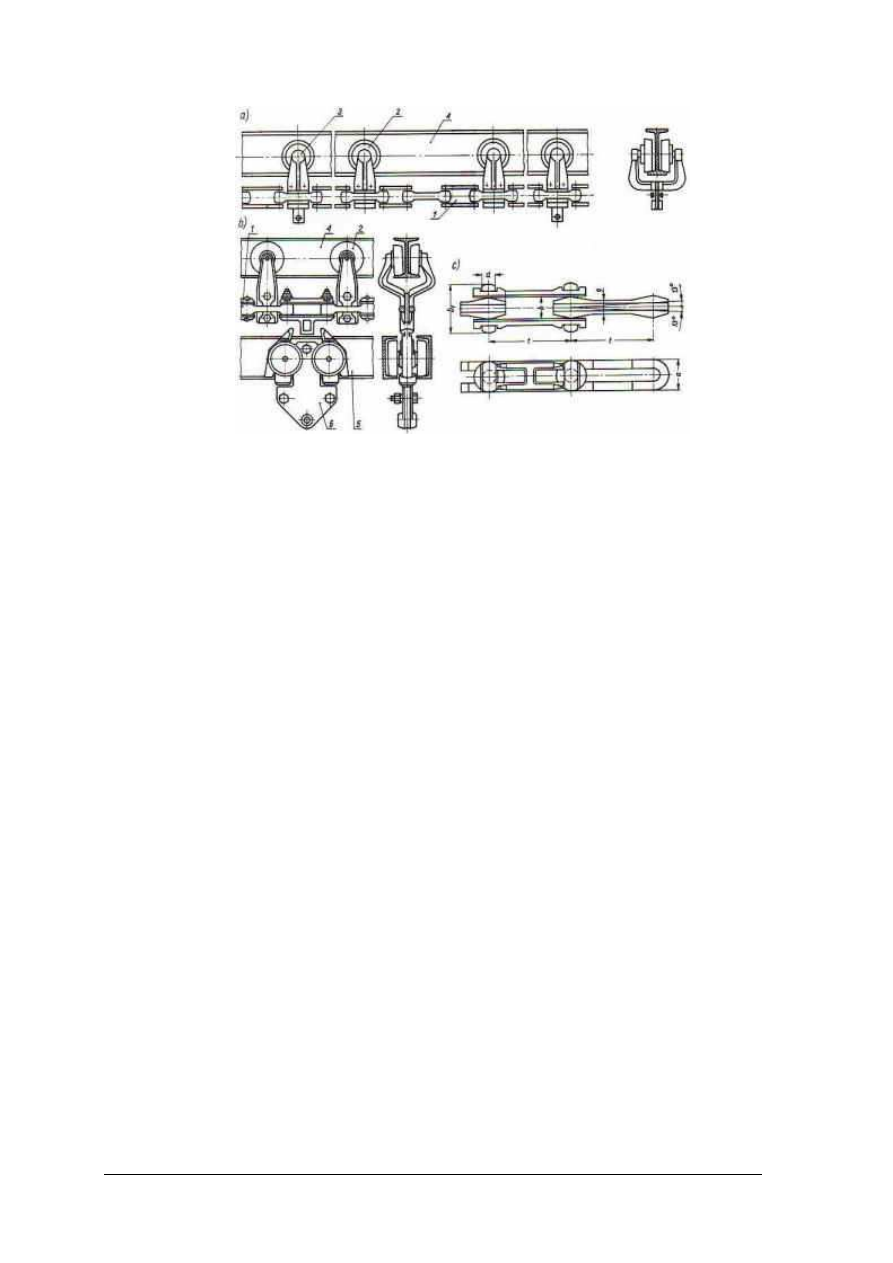
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Rys. 25.
Przenośniki podwieszone: a) jednotorowy b) dwutorowy c) łańcuch pociągowy
rozbieralny 1 – łańcuch pociągowy 2 – rolka jezdna łańcucha 3 – rolka jezdna
łańcucha dostosowana do zawieszenia ładunku 4 – tor jezdny łańcucha 5 – tor
jezdny wózków nośnych 6 – wózek nośny [9]
Przenośniki członowe są drugą grupą przenośników pod względem częstości stosowania.
Przemieszczają one materiał luzem lub w postaci ładunków na odpowiednio ukształtowanych
członach, połączonych w jeden obwód pojedynczym lub podwójnym cięgnem (zwykle
łańcuchowanym). Spośród licznych odmian przenośników członowych duże zastosowanie
znajdują przenośniki płytowe i korytowe. Dzięki małej prędkości i odpowiedniej konstrukcji
mogą być wykorzystywane w procesach technologicznych (suszenie, chłodzenie, sortowanie
itp.). Przenośniki płytowe znajdują szczególne zastosowanie do wybierania surowca
materiałów budowlanych spod zasobników i podawania do kruszarek i innych urządzeń
transportowych.
Przenośniki kubełkowe (rys. 26) są to urządzenia stosowane do transportu z jednego
poziomu na inny (wyższy) materiałów luzem w odpowiednich naczyniach zwanych
kubełkami zamocowanych do cięgna taśmowego lub łańcuchowego, przewijającego się przez
bębny lub koła łańcuchowe. Stosowane są dwa typy przenośników kubełkowych prostych,
różniące się zasadą działania:
−
przenośniki kubełkowe szybkobieżne, w których napełnianie kubełków następuje przez
zaczerpywanie materiału z dna obudowy, a opróżnianie przez otwór wylotowy w głowicy
pod działaniem sił odśrodkowych,
−
przenośniki kubełkowe wolnobieżne, w których napełnianie odbywa się przez
nasypywanie, a opróżnianie – pod działaniem siły grawitacji.
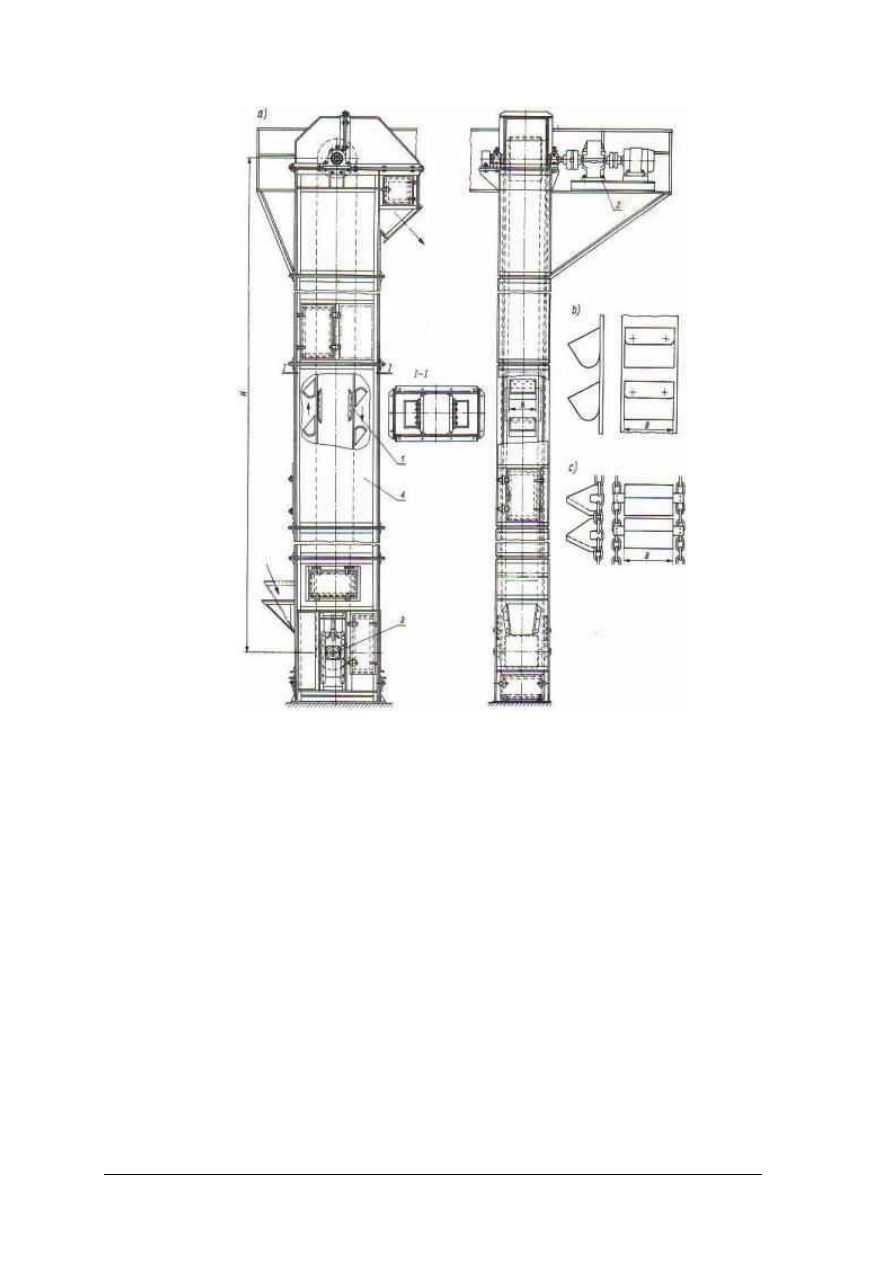
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Rys. 26.
Przenośnik kubełkowy prosty: a) widok ogólny b) cięgno taśmowe przenośnika
odśrodkowego c) cięgno taśmowe przenośnika grawitacyjnego 1 – cięgno
pędne z kubełkami 2 – napęd i mechanizm napędowy 3 – mechanizm
napinający 4 – obudowa blaszana [9]
Przenośniki zabierakowe (rys. 27) – w tym przypadku materiał nie jest transportowany na
cięgnie, lecz przesuwany po nieruchomej bieżni przez zabieraki przymocowane do cięgna.
Wyróżnia się dwa typy przenośników zabierakowych: – przenośniki zgarniakowe z rynną
otwartą – przenośniki zgrzebłowe z rynną o przekroju zamkniętym, w której przemieszczanie
materiału odbywa się na zasadzie tarcia między cząsteczkowego w warstwie wypełniającej
cały przekrój, przesuwanej przez odpowiednio ukształtowane zgrzebła łańcucha. Znajdują
zastosowanie w zakładach hutniczych w procesie wzbogacania kopalin. Do transportu
ładunków jednostkowych służą przenośniki zaczepowe podłogowe, przemieszczające ładunki
bezpośrednio lub na wózkach wzdłuż wyznaczonego toru.
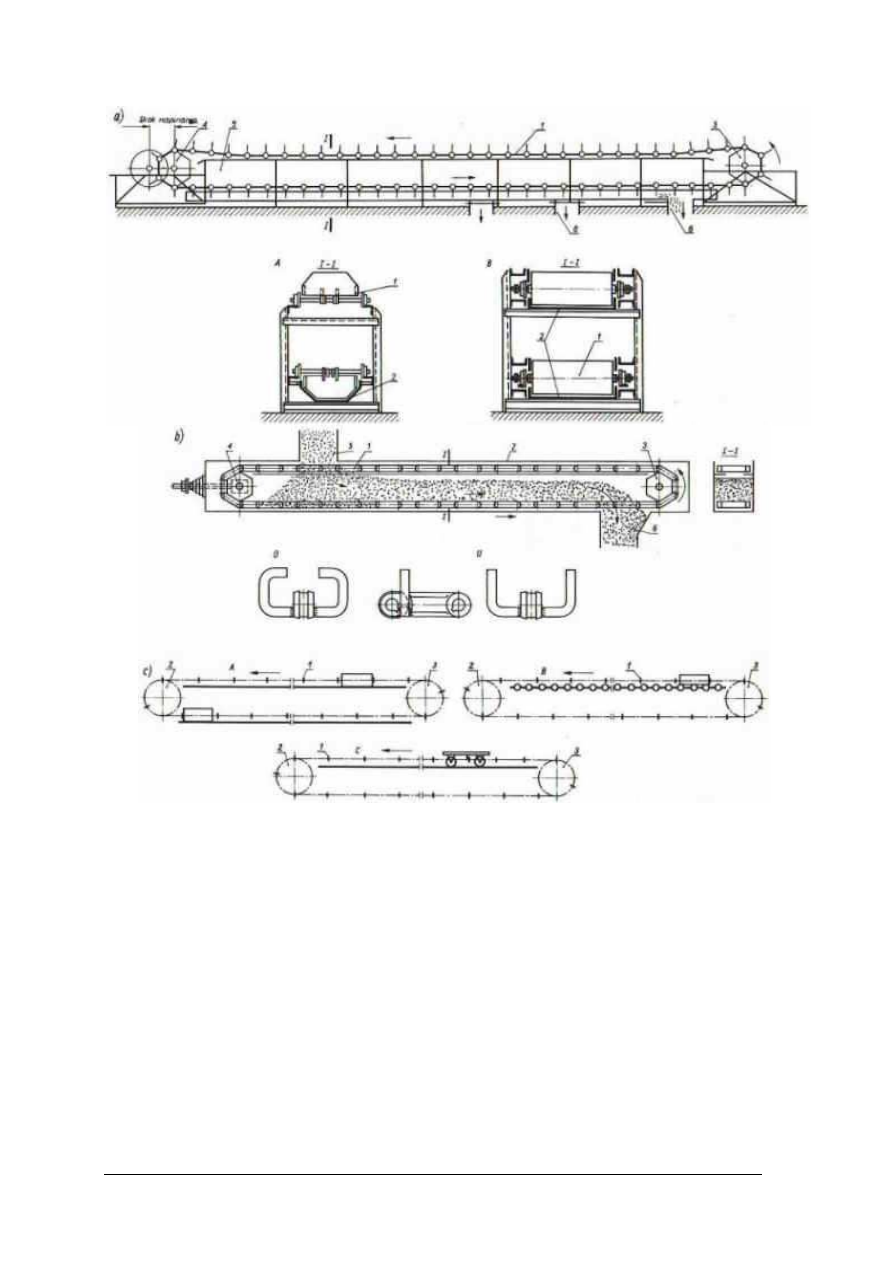
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Rys. 27. Przenośniki zabierakowe: a) zgarniakowy A – z zgarniakami jednostronnymi
B – z zag. dwustronnymi b) zgrzebłowy ze zgrzebłami typu "O" i "U"
c) zaczepowe podłogowe A – ślizgowy B – rolkowy C – wózkowy 1 – cięgno
z zabierakami 2 – rynna 3 – mechanizm napędowy 4 – mechanizm napinający
5 – otwór zasypowy 6 – otwór odprowadzający [9]
Przenośniki bezcięgnowe są to przenośniki przemieszczające materiały luzem(czasem
pojedyncze ładunki) bez użycia cięgien, lecz za pomocą innego organu mechanicznego,
impulsów, wstrząsów lub grawitacji.
Przenośniki impulsowe i grawitacyjne są to jedne z najprostszych środków transportu,
działające pod wpływem grawitacji. Nalezą do nich przenośniki nienapedzane:
−
wałkowe,
−
krążkowe,
−
kulowe,
−
zsuwnie(ślizgi).
Stosuję się je w magazynach, miejscach przeładunku, transporcie międzyoperacyjnym,
przy montażu, do przemieszczania ładunków jednostkowych.
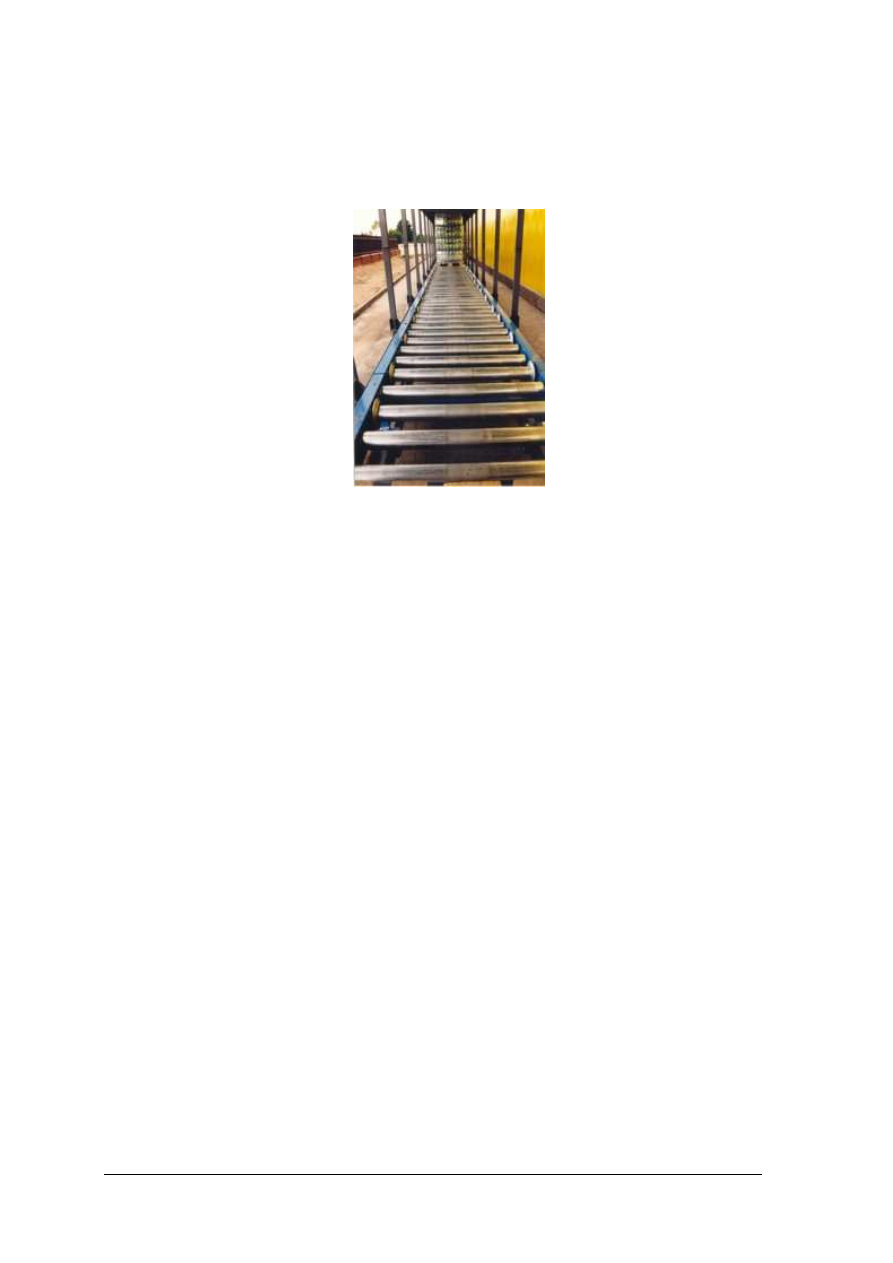
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Przenośniki wałkowe i krążkowe napędzane są to urządzenia służące do przemieszczania
w płaszczyźnie poziomej ładunków jednostkowych pod działaniem siły tarcia po bieżni z
wałków (rys. 28) lub krążków napędzanych indywidualnie lub grupowo. Stosuje się je w
procesach technologicznych głównie w hutnictwie, odlewnictwie.
Rys. 28. Przenośnik wałkowy [12]
Dźwigniki nalezą do najprostszych dźwignic. Służą do przemieszczania pionowego
(czasem również poziomego) ładunków na niewielką wysokość i odległość za pośrednictwem
sztywnych elementów – śrub, zębatek oraz tłoków hydraulicznych lub pneumatycznych.
Dźwigniki zwykle budowane są na przy wykorzystaniu mechanizmu zębatkowego lub
ś
rubowego napędzanego ręcznie lub jako podnośniki wykorzystujące napęd hydrauliczny lub
pneumatyczny. Stąd podział na dźwigniki:
−
zębatkowe,
−
ś
rubowe,
−
tłokowe,
−
dźwigniowe.
Dźwigniki śrubowe i zębatkowe napędzane ręcznie stosuje się przy pracach
montażowych do podnoszenia ładunków o masie do 25 t na wysokość do 400 mm.(rys. 29)
W kolejnictwie stosowane są dźwigniki śrubowe z napędem silnikowym, mogące podnosić
ładunki o większej masie (dźwigniki typu Beckera). Dźwigniki tłokowe z napędem ręcznym
lub silnikowym stosuje się do podnoszenia mas rzędu do 500 t na wysokość 200–1600 mm.
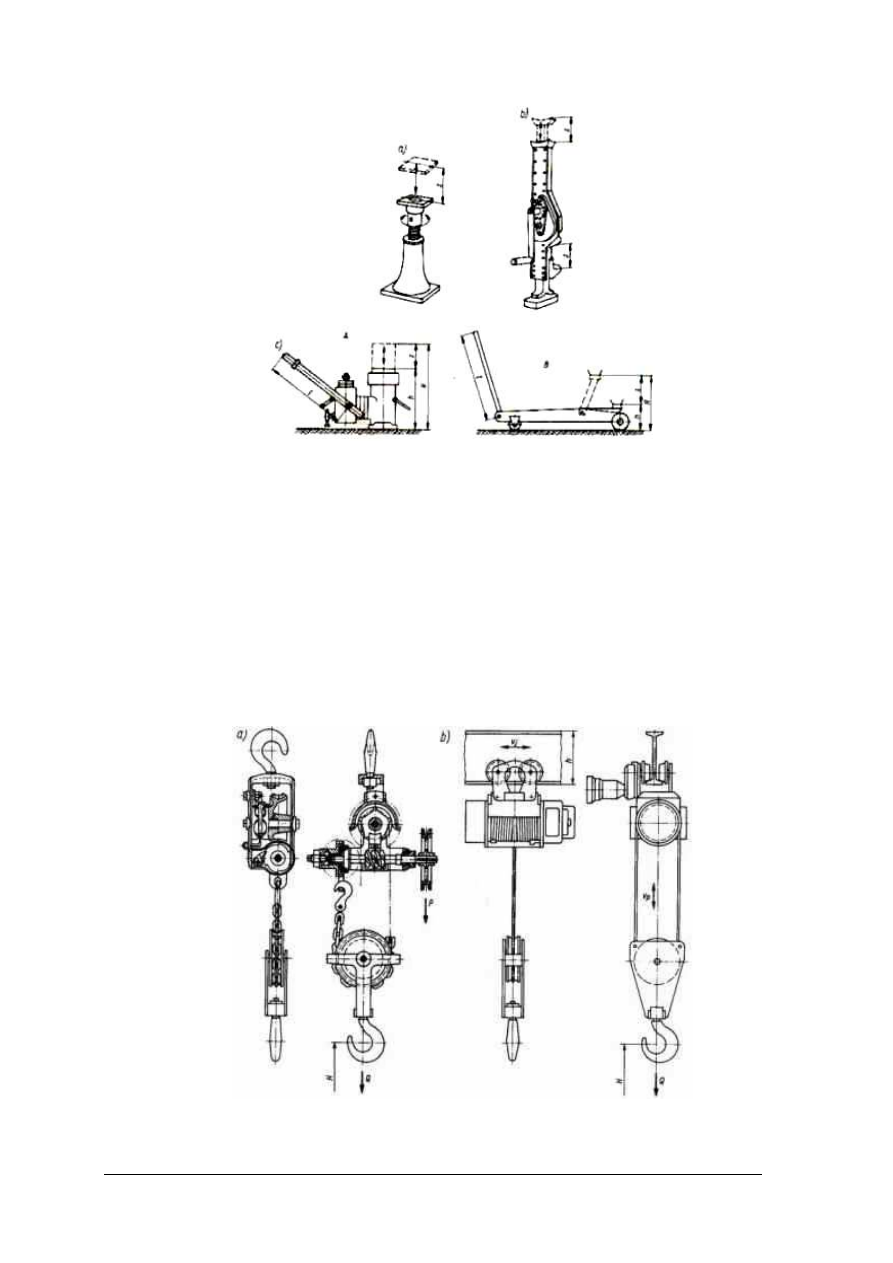
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Rys. 29. Dźwigniki: a) śrubowy b)zębatkowy c)tłokowy hydrauliczny samochodowy [9]
Cięgniki tworzą drugą grupę dźwignic prostych. Służą do przeciągania lub podnoszenia
ładunków za pomocą cięgien linowych bądź łańcuchowych z zastosowaniem odpowiednich
zaczepów. Wciągniki stosuje się do prac montażowych, do obsługi maszyn i pieców, do
przeładunku na rampach i w magazynach oraz jako wyposażenie suwnic. Dotyczy to
zwłaszcza wciągników z napędem elektrycznym, wyposażonych w koła jezdne,
umożliwiające przemieszczanie wzdłuż belki nośnej suwnicy. Wartości charakterystycznych
wielkości wciągników ustala PN – 85/M – 45480, a wymagania techniczne PN – 91/M –
45481. Wciągarki stojakowe kozłowe i przyścienne (rys. 31) napędzane ręczną korbą stosuje
się przy pomocniczych pracach montażowych i remontowych(rys. 30 a). Szerszy zakres
zastosowania znajdują wciągarki stojakowe stałe, wózkowe napędzane silnikami
elektrycznymi, sterowane bezpośrednio lub zdalnie (rys.30 b). Często stanowią one
wyposażenie suwnic i żurawi.
Rys. 30. Wciągniki: a) łańcuchowy ślimakowy stały z napędem ręcznym, b) linowy
przejezdny z napędem elektrycznym [9]
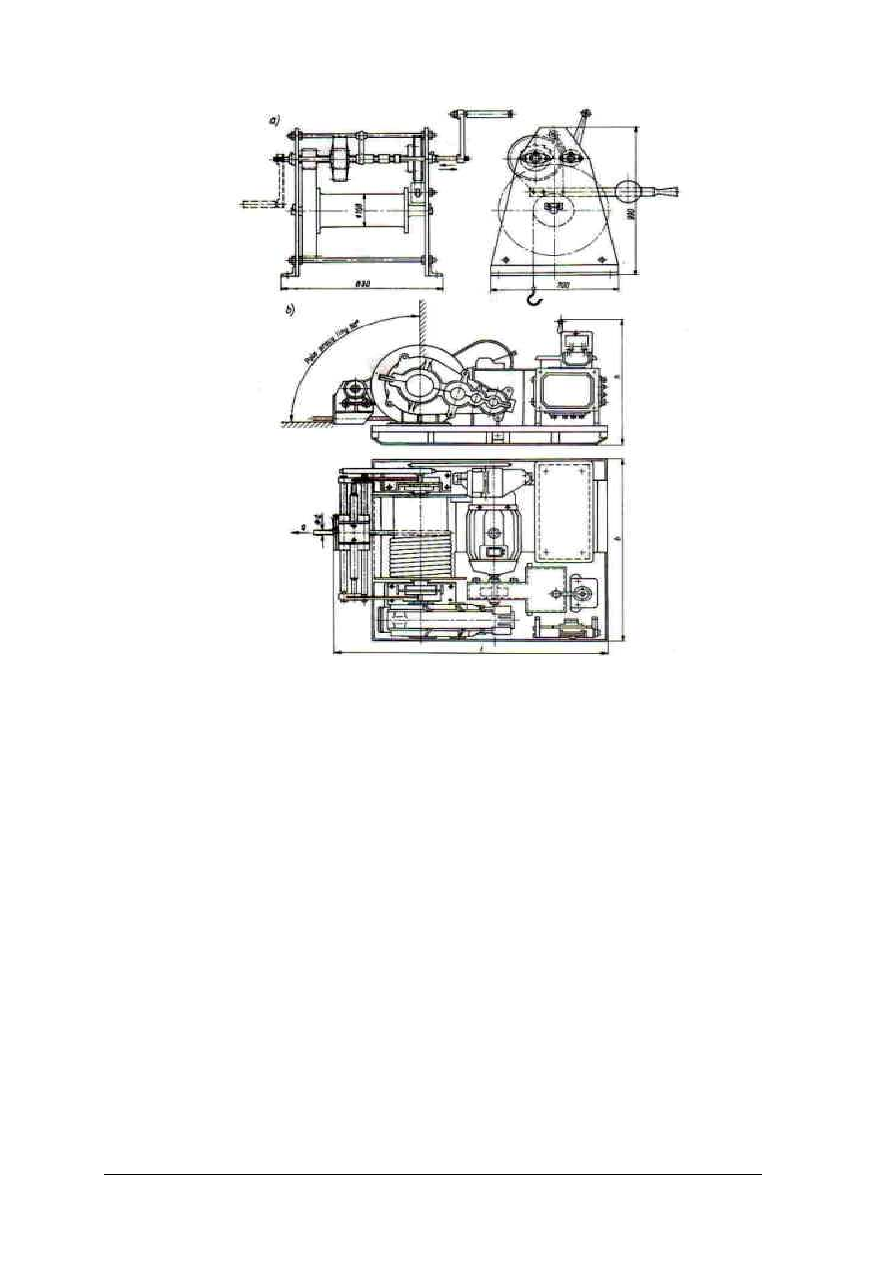
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Rys. 31.
Wciągarki: a) stojakowa kozłowa z nap. ręcznym typu WK – 1,5 b) stojakowa stała
z nap. elektromechanicznym typu WEM [9]
Dźwigi lub wyciągi elektryczne stosuje się do pionowego przemieszczania ładunków
(towarów lub ludzi) w kabinach lub na pomostach wzdłuż prowadnic pionowych (czasem
pochylonych pod dużym kątem). Parametry dźwigów ustala PN – 84/M – 45001. Dźwigi
szybowe wykonuje się z maszynownią górna (umieszczoną nad szybem), dolną lub boczną
oraz wyposaża w układy sterowania przestawne – umożliwiające sprowadzenie pustej kabiny
na każdy przystanek oraz podawanie z kabiny dyspozycji jazdy na dowolny przystanek,
zbiorcze – umożliwiające zabieranie pasażerów na przystankach, grupowo-zbiorcze
i grupowo-rozdzielcze. (rys. 32).
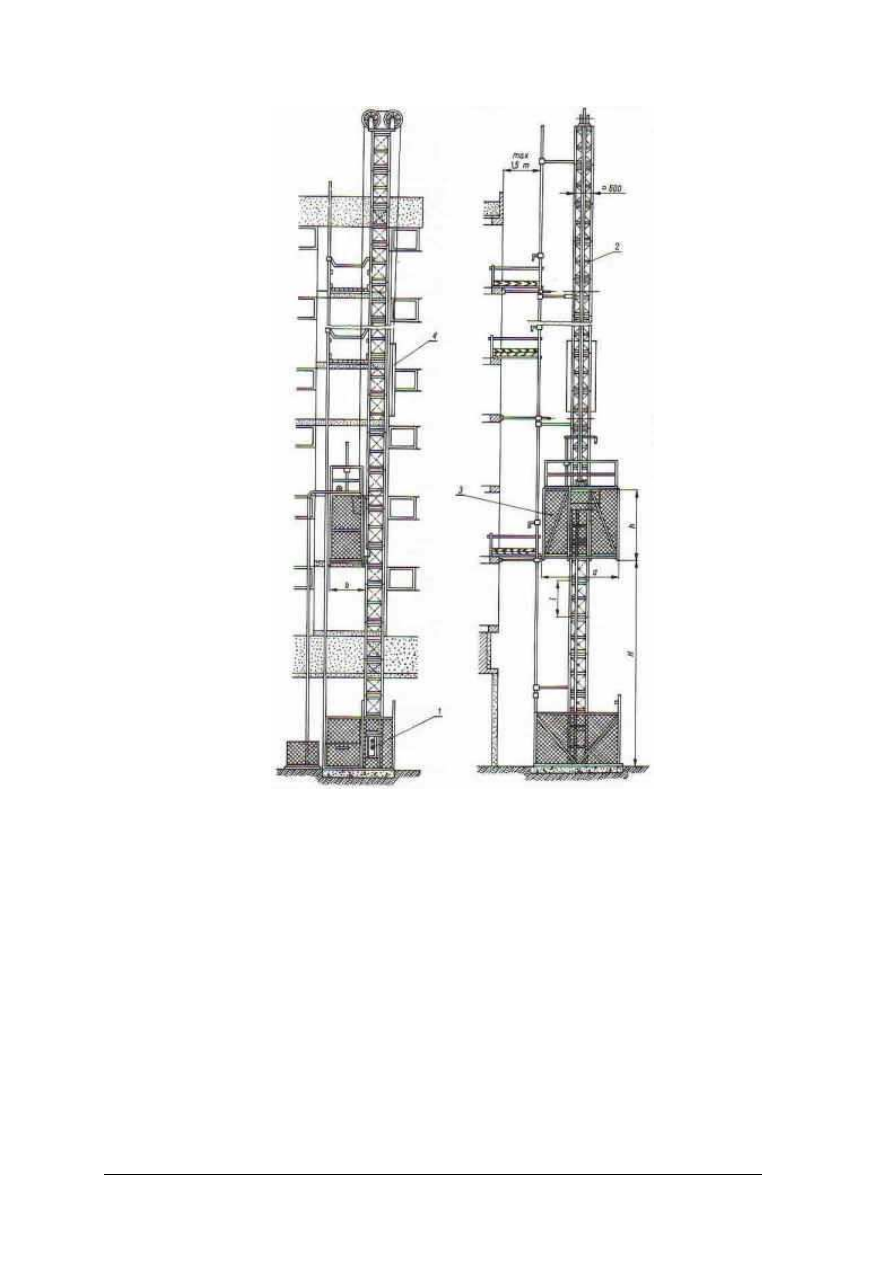
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Rys. 32. Dźwig (wyciąg masztowy przyścienny typu Gniezno; 1 – podstawa masztu z napędem,
2 – maszt złożony z segmentów, 3 – platforma (kabina) ładunkowa 4 – przeciwciężar
(przeciwwaga) [9]
Suwnice stanowią one jedną z głównych grup dźwignic o szerokim zakresie
zastosowania. Stosowane do obsługi hal produkcyjnych, magazynów i otwartych składowisk
oraz do obsługi procesów technologicznych. Najczęściej są stosowane suwnice pomostowe.
Zależnie od przeznaczenia rozróżnia się suwnice hutnicze, odlewnicze, magazynowe itp.
wyposażone w haki i zawiesia lub odpowiednie chwytaki, uchwyty, widły do sterowania itp.
Do obsługi otwartych terenów stosuje się suwnice bramowe lub półbramowe oraz mostowe
(rozpiętość 80m), które w celu zwiększenia operatywności wyposaża się żuraw podwieszony
albo przenośnik taśmowy. Co raz większe zastosowanie znajdują suwnice kontenerowe
(rys. 33) umożliwiające przeładunek wielkich kontenerów, sterowane ręcznie lub
automatycznie. Konstrukcję nośną mostów suwnicowych wykonuje się w postaci:
−
jednego lub dwóch dźwigarów spawanych z kształtowników walcowych, które stosuje się
do podnoszenia mas rzędu 10 t przy rozpiętości 14 m,
−
kratownicy z kształtowników walcowych lub z rur,
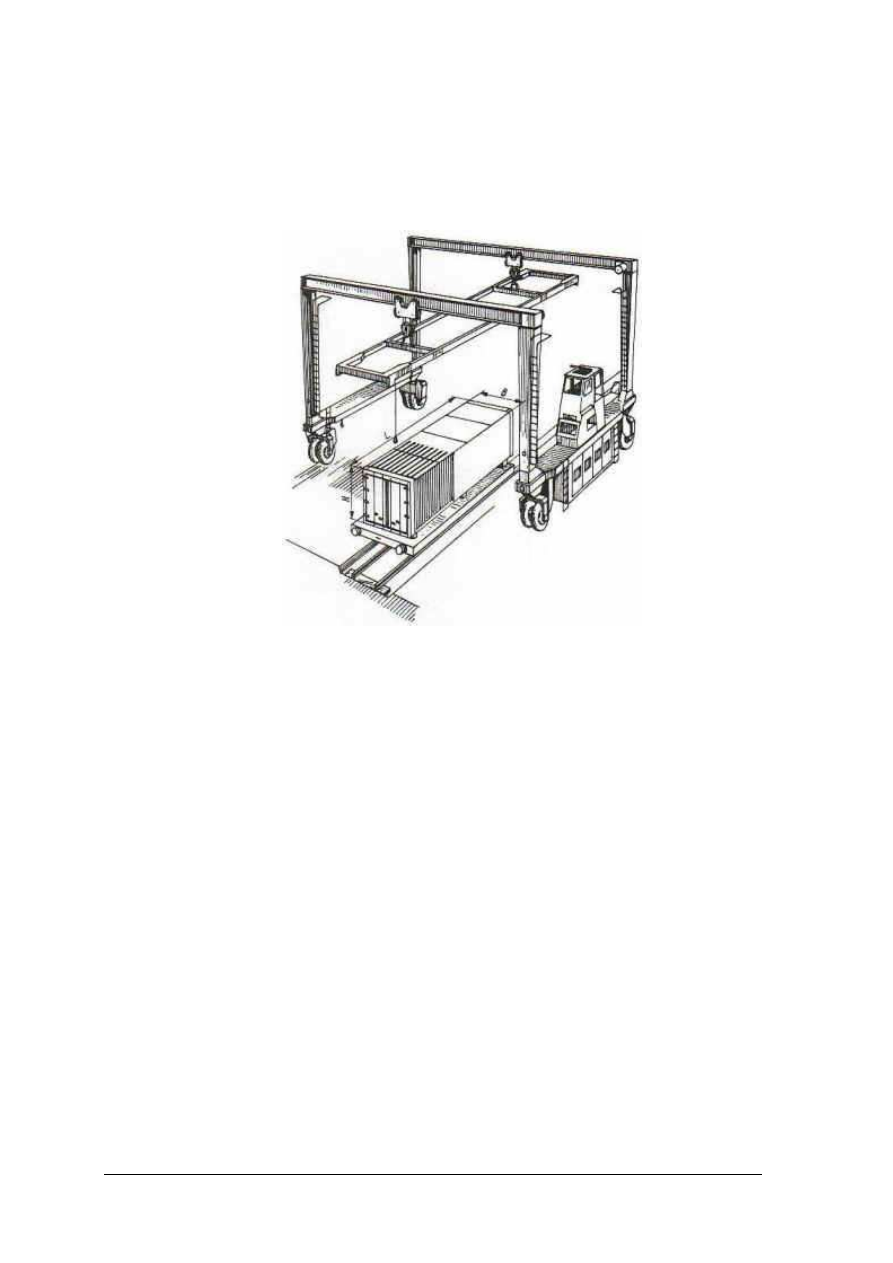
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
−
blachownicy jedno lub dwuśrodnikowej albo o przekroju trójkątnym bądź też układu
ramowego i sprężonego.
Kształt dźwigara zależy od przebiegu momentów zginających przy zachowaniu stosunku
wysokości h do rozpiętości L w zakresie 1/12 do 1/32. Czołownice (poprzecznice), w których
są osadzone koła jezdne, ze względów transportowych i montażowych wykonuje się zwykle
z dwóch części, które po ustawieniu na torze łączy się śrubami.
Rys. 33. Suwnica kontenerowa jezdniowa [9]
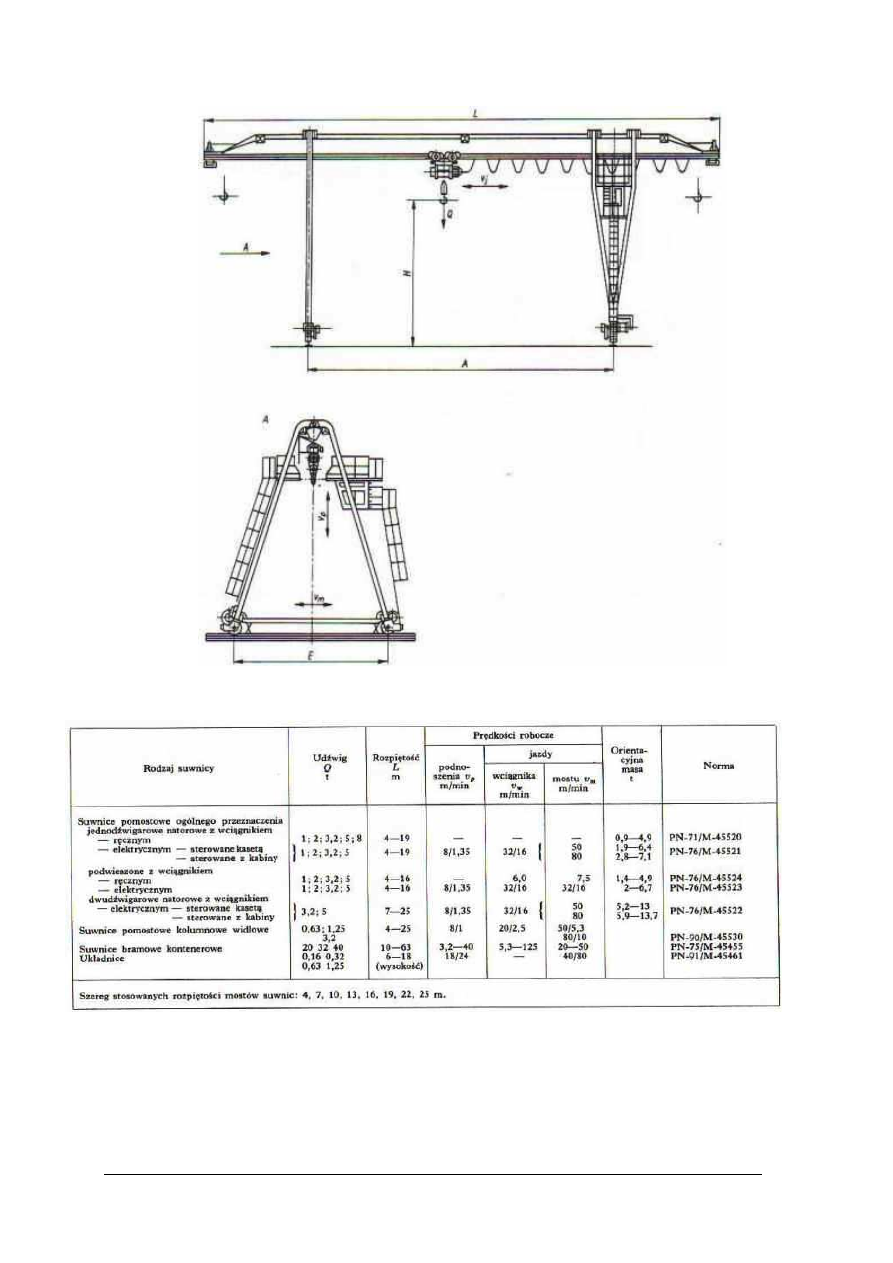
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Rys. 34. Suwnica bramowa natorowa typu SB [9]
Tabela 1. Podstawowe dane suwnic [9]
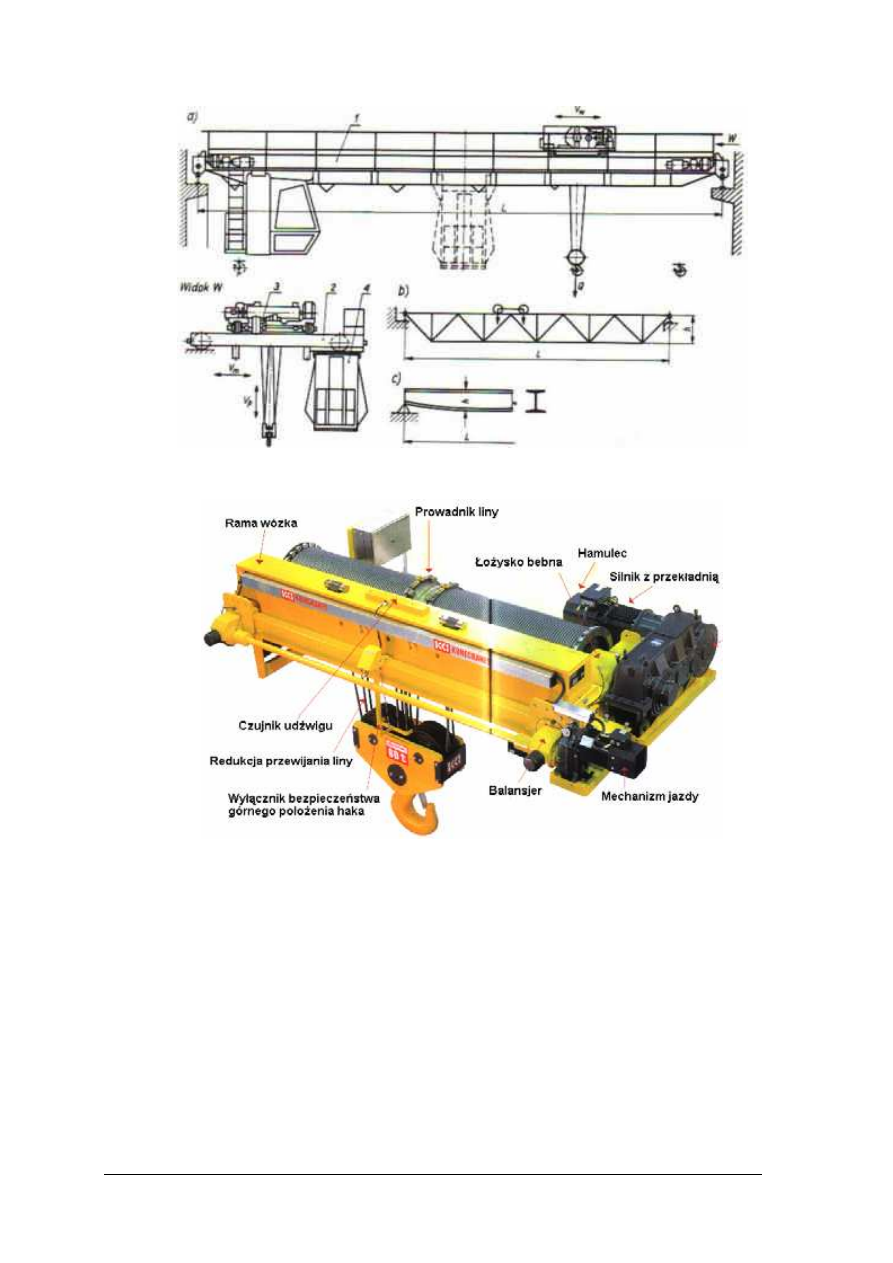
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Rys. 35.
Suwnice pomostowe natorowe: a) blachownicowa podparta b) kratownicowa
podwieszona c) dźwigar jednoblokowy; 1 – most 2 – czołownice 3 – wciąnik (lub
wciągarka) przejezdny 4 – kabina operatora [9]
Rys. 36. Podstawowe podzespoły suwnicy dwudźwigarowej natorowej [12]
Układnice w magazynach i składach znajdują zastosowanie układnice ramowe i słupowe,
przejezdne po szynach lub podwieszone, o udźwigu 160 do 630 kg. Służą one do obsługi
regałów o dużej wysokości.
ś
urawie stanowią pod względem częstotliwości zastosowania druga po suwnicach grupę
dźwignic. Obsługują one przestrzeń w kształcie walca o wysokości podnoszenia i promieniu
równym wysięgowi. Najprostsze żurawie stałe to żurawiki okienne i przyścienne ze stałym
wysięgnikiem o niepełnym obrocie i z wciągarką umieszczoną na konstrukcji wsporczej.
Stosuje się je do pomocniczych prac na budowach. Stałe żurawie wolnostojące zwykle
pełnoobrotowe, wykonuje się z wysięgiem stałym lub zmiennym, uzyskiwanym przez
wychylenie wysięgnika za pomocą układu linowego albo przez zastosowanie wózków
wodzakowych, przejezdnych wzdłuż poziomego wysięgnika. Utrzymują się w równowadze
za pomocą odciągów linowych lub kratowych. Stosuje się je do robót budowlanych w wersji
przyściennej i szybowej samowznoszącej.
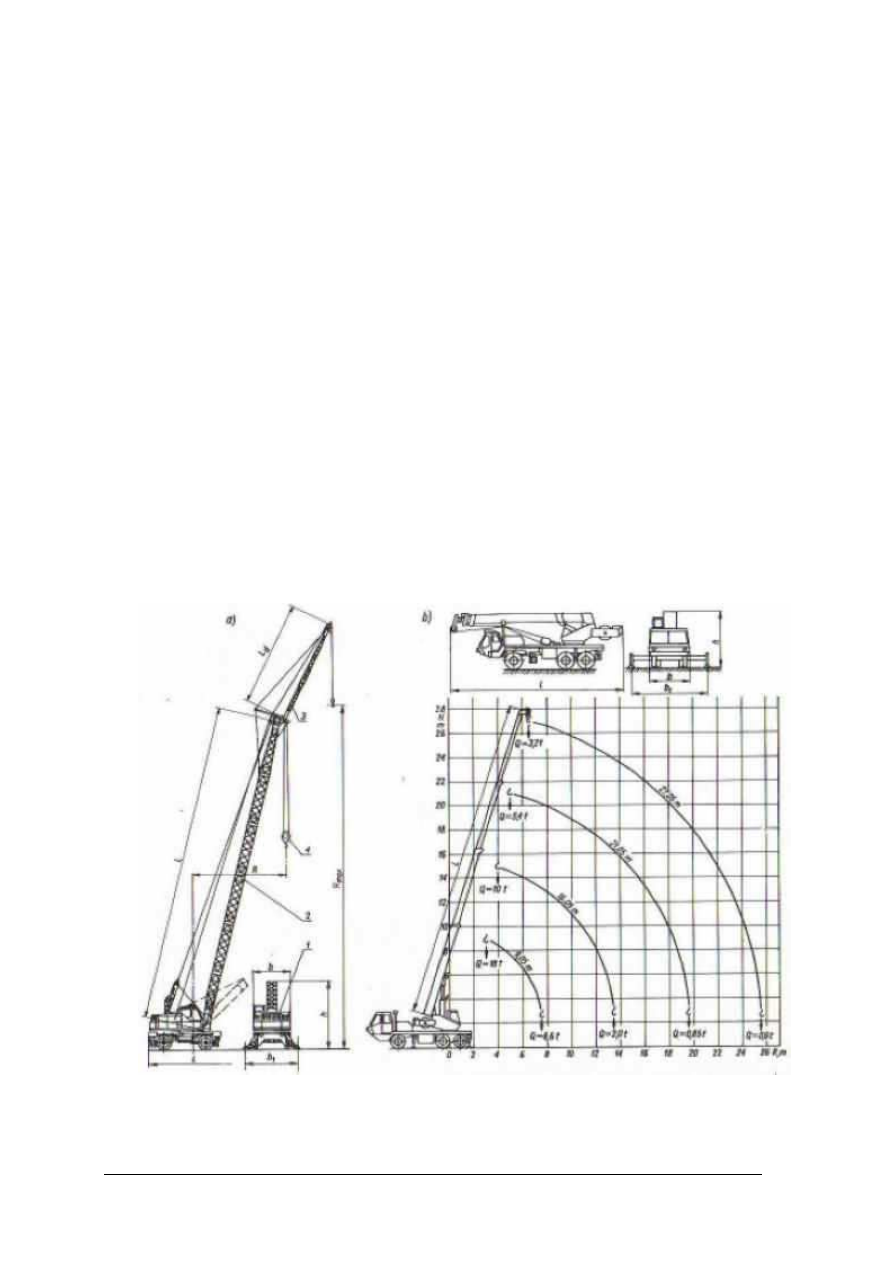
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Odmianami tego typu żurawi są:
−
ż
urawie obracające się na kołach osadzonych w ramie nośnej lub po wieńcu utworzonym
z wałków obrotowych,
−
ż
urawie portowe, zwykle wypadowe, o udźwigu 8–20 t i wysięgu 40 m,
−
ż
urawie kontenerowe, wyposażone w osprzęt do przeładunku kontenerów.
ś
urawie stałe wykonuje się w postaci ustrojów kratownicowych, spawanych
z kształtowników lub rur stalowych albo też z wierzą w postaci rury o odpowiedniej średnicy.
Wyposażenie w kabinę sterowniczą, przesuwną wzdłuż wierzy, umożliwia dogodną obsługę.
Stosuje się także sterowanie zdalne. Większe zastosowanie, zwłaszcza w budownictwie,
znajdują żurawie torowe(dwuszynowe). Buduje się je, podobnie jak żurawie stałe. Odmianę
ż
urawi szynowych stanowią żurawie kolejowe o udźwigu do 160 t, służące głównie do
usuwania skutków awarii na kolei. Do napędu żurawi stałych i szynowych stosuje się
zazwyczaj układy z silnikami elektrycznymi prądu stałego, które zapewniają dużą
elastyczność i płynność ruchów. Coraz większe zastosowanie znajdują żurawie jezdniowe
(rys. 37) a wśród nich:
−
ż
urawiki warsztatowe o udźwigu 500–1000 kg i wysięgu do 3 m, wyposażone w stały lub
obrotowy słup i wysięgnik z typowym wciągnikiem przejezdnym, napędzane ręcznie,
elektrycznie, pneumatycznie i spalinowo. Przemieszczane ręcznie przez przeciąganie lub
od własnego silnika.
−
ż
urawie budowlane składane o udźwigu do 0,6 t, pełnoobrotowe, z mechanicznym
napędem podnoszenia i zmiany wysięgu, dostosowane do transportu ręcznego lub za
ciągnikiem.
−
ż
urawie samojezdne, montowane na podwoziu własnym lub samochodowym.
Rys. 37. śurawie samojezdne: a) z wysięgnikiem kratownicowym typu POLAK ZK 161,
b) z wysięgnikiem teleskopowym typu HYDROS T – 181 [9]
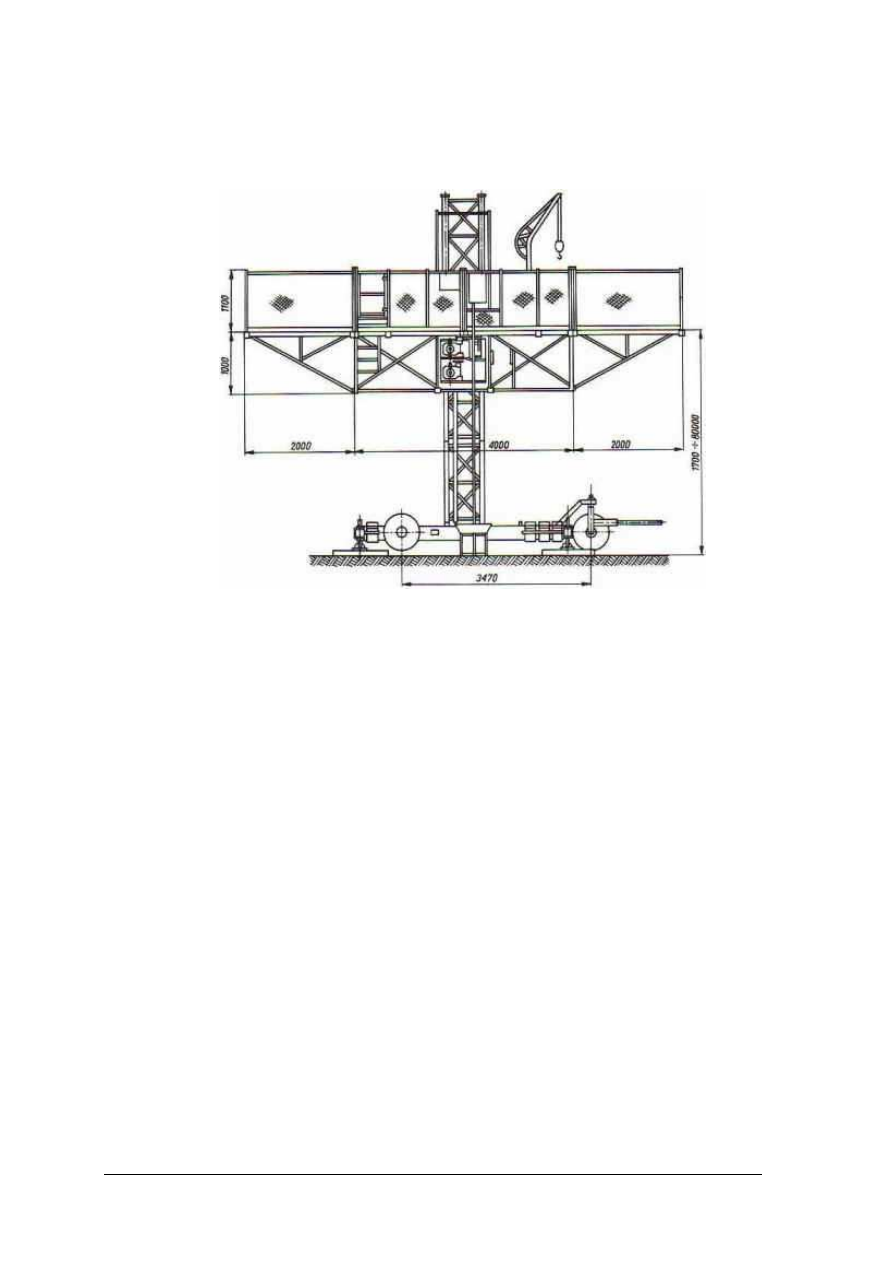
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Podesty robocze są to pomosty i rusztowania służące do wykonywania prac
wykończeniowych ma prostych ścianach budynków (rys. 38), na których istnieje możliwość
zawieszenia (podesty wiszące) lub do wszelkich robót konserwacyjnych do 16 m wysokości
(robocze podesty przesuwne).
Rys. 38. Ruchomy podest przesuwny mechaniczny typu MPR 600/35 [9]
Dźwignice linotorowe są prostą odmianą kolejek linowych, służących do transportu
materiałów syp – kich w pojemnikach lub ładunków jednostkowych za pomocą wodzaka
przemieszczającego się po linie nośnej lub nośno – ciągnącej, rozpiętej między dwiema
podporami rozstawionymi w odległości 100–600 m. Stosuje się je na budowach obiektów
przemysłowych w warunkach, w których transport innymi środkami jest niemożliwy (np.
w trudno dostępnym terenie górskim).
Podstawowe elementy mechanizmów dźwignicowych
Elementy do podnoszenia i przemieszczania ładunków są to:
−
haki,
−
zawiesia,
−
uchwyty i chwytaki.
Haki służą do zawieszania ładunków bezpośrednio lub za pośrednictwem odpowiednio
ukształtowanych uch oraz pętli linowych albo łańcuchowych (rys. 39). Do podnoszenia
ładunków o wysokiej temperaturze stosuje się haki płytowe jednorożne złożone z kilku pasów
blach odpowiednio ukształtowanych, między którymi szczeliny wypełnia się czasem
wkładkami azbestowymi. Stosuje się również haki w kształcie pałąków – uszaki. W celu
umożliwienia obracania się haka z obciążeniem, zawieszonego bezpośrednio na linie, stosuje
się tzw. sprzęgi a w przypadku układów wielolinowych zblocza. Do zawieszania ładunków na
haku stosuje się:
−
wiązania, pętle lub zawiesia cięgnowe (rys. 40) i chwytno-zaczepowe,
−
uchwyty kleszczowe, elektromagnetyczne, używane w stalowniach, walcowniach do
przenoszenia materiałów ferromgnetycznych, oraz uchwyty pneumatyczne, służące do
transportu materiałów płytowych za pomocą ssawek przykładanych do ich powierzchni,
−
chwytaki dwu – lub wielołupinowe do transportu materiałów sypkich luzem,
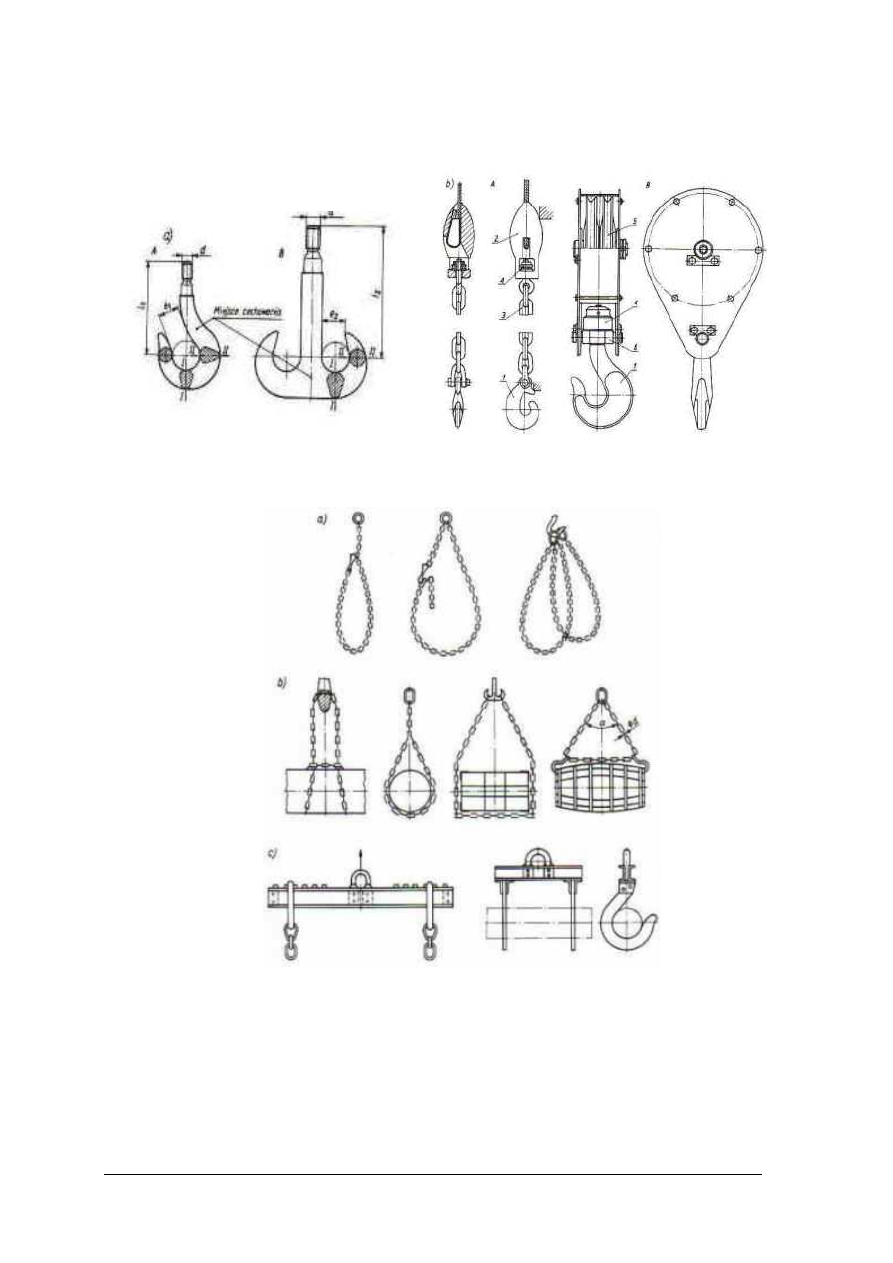
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
W celu ułatwienia nabierania materiału krawędzie łupin chwytaków wyposaża się
w pazury lub szczęki wymienne ze stali manganowej, odpornej na ścieranie.
Rys. 39.
Haki dźwignicowe (po lewej): a) konstrukcja haka b) sposoby zamocowania haka
A – w sprzęgu, B – w zbloczu; 1 – hak, 2 – obciażnik, 3 – odcinek łańcucha,
4 – zawieszenie haka, 5 – krążki linowe, 6 – trawersa [9]
Rys. 40. Sposoby zawieszenia ładunku na haku (po lewej): a) i b) za pomocą zawiesi cięgnowych
łańcuchowych c) zawiesi zaczepowych [9]
Cięgna
W dźwignicach stosuje się liny włókienne (zwykle konopne), częściej stalowe oraz
łańcuchy rys. 41, 42). Liny konopne stosuje się do ręcznych wciągarek, wielokrążków i do
wiązania łańcuchów. Mają one małą wytrzymałość na rozciąganie (rzędu 40 do 140 MPa), są
mało odporne na wilgoć i łatwo się przecierają. Smołowanie i natłuszczanie częściowo
uodparnia je na wilgoć ale zmniejsza wytrzymałość o 10 do 15%.
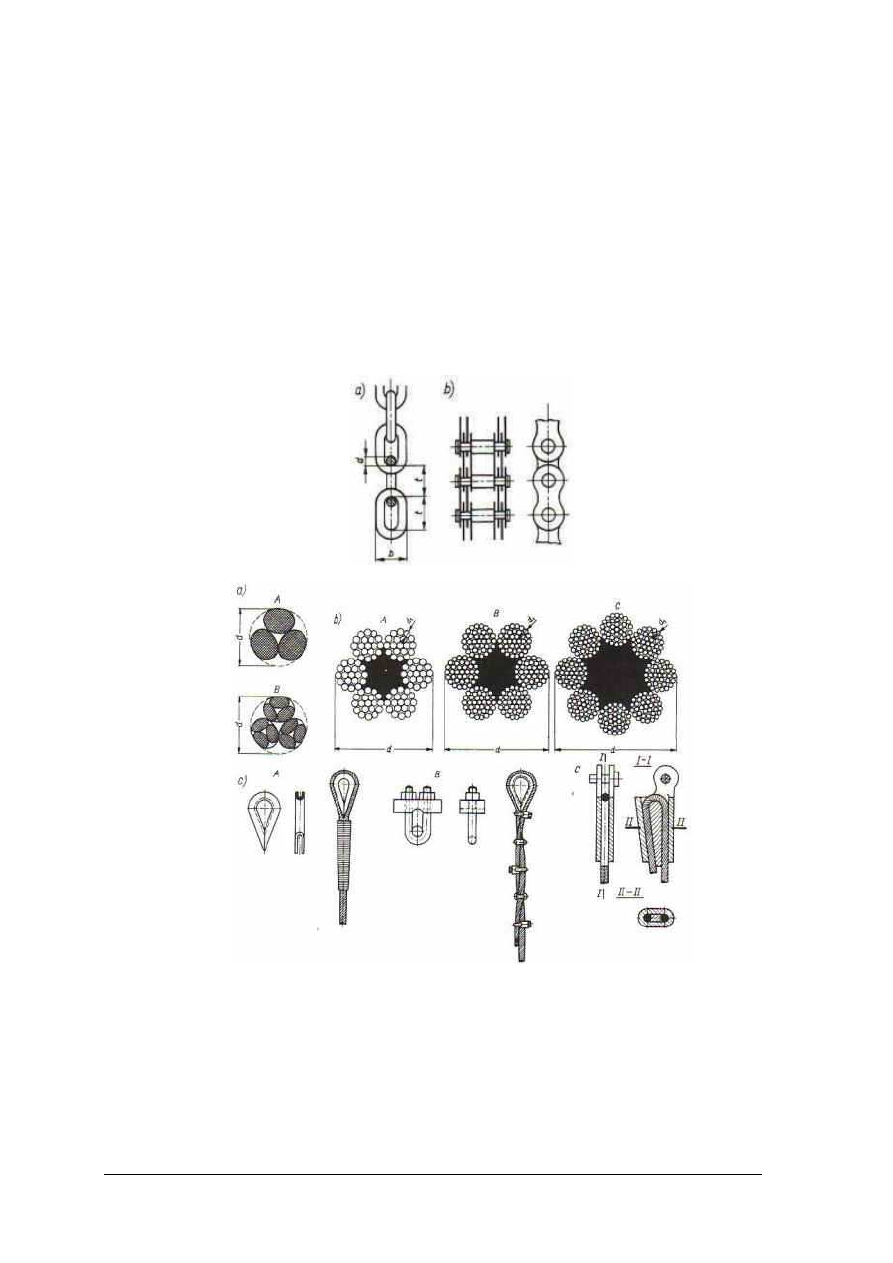
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Powszechnie stosuje się liny stalowe. Wykonuje się je z drutów stalowych o średnicy 0,5
do 2 mm i wytrzymałości 1400 do 2000 MPa, których wiązki skręca się w żyły, te zaś,
skręcone wokół rdzenia stalowego lub konopnego, tworzą linę współzwitą lub przeciwzwitą.
Liny łączy się przez splatanie na długości równej co najmniej 800 średnic w przypadku lin
przeciwzwitych i 1000 średnic przy linach współzwitych albo przez zaprasowywanie
w specjalnych tulejkach. Końcówki lin zamocowuje się zazwyczaj za pomocą kausz
(sercówek) i splecenie wolnego końca lub za pomocą klina i łączenia zaciskami. Łańcuchy
stalowe ogniwowe techniczne kalibrowane i spawane lub zgrzewane stosuje się jako cięgna
nośne przy udźwigu 150 t i prędkości podnoszenia do 0,75 m/s oraz jako cięgna służące do
przemieszczania i podnoszenia ładunków przy napędzie ręcznym. Przy udźwigu rzędu 15 do
30 t i prędkości do 0,5 m/s stosuje się łańcuchy sworzniowo-płytkowe, pewniejsze w pracy od
łańcuchów ogniwowych lecz znacznie cięższe i droższe. Wykonuje się je ze stali
o wytrzymałosci 500 do 600 MPa.
Rys. 41. Łańcuchy stosowane w dźwignicach: a) techniczny ogniwowy b) sworzniowy płytkowy [9]
Rys. 42. Liny stosowane w dźwignicach: a) przekrój liny konopnej b) przekrój liny stalowej,
c) sposoby zamocowania liny A – w sercówce ze splecieniem końca, B – w sercówce
z zast. docisków, C – za pomocą klina [9]
Zasady bezpieczeństwa podczas obsługi dźwignic
Przewody ślizgowe dźwignic, zawieszone bezpośrednio nad terenem pracy, powinny
znajdować się na wysokości, co najmniej 3,5 m. Przy używaniu dźwignic sterowanych
z poziomu podłogi, obsługujący musi mieć pozostawione wolne przejście do swobodnego
poruszania się i manewrowania dźwignicą.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Nie wolno pracować dźwignicami, których przewody elektryczne mają uszkodzoną
izolację.
Miejsca pracy przy dźwignicach powinny być dobrze oświetlone. Osoby obsługujące
dźwignice muszą mieć odpowiednie umiejętności i kwalifikacje, potwierdzone egzaminem
i świadectwami. Przy pracy na dwie zmiany, na każdą zmianę powinien być wyznaczony
dźwigowy. Do obowiązków dźwignicowego należy czuwanie, aby pod podnoszonym,
zawieszonym lub opuszczanym ładunkiem nie znajdowali się ludzie. Nie wolno
przemieszczać ładunków nad ludźmi oraz nad kabinami pojazdów. Przy mechanicznym
załadunku kierowca obowiązany jest opuścić kabinę i stanąć poza zasięgiem dźwignicy. Jeśli
droga przemieszczania ładunku jest zastawiona jakimiś przedmiotami lub znajdują się na niej
ludzie, należy dźwignice zatrzymać. Dźwignicowy ma obowiązek ostrzegać ludzi
znajdujących się na drodze przemieszczania ładunku. Bezwzględnie zabronione jest
przemieszczanie ładunków o masie przekraczającej dopuszczalny udźwig dźwignicy. Nie
wolno podnosić ładunków przymarzniętych i zagłębionych w ziemi.
Mas ładunku nie wolno określa „na oko”, gdyż może to być przyczyną awarii dźwignicy
i w konsekwencji ciężkiego wypadku. Pracownicy obsługujący dźwignicę obowiązani są znać
i stosować ustalony przypisami system sygnałów. Służą one do porozumiewania się
dźwignicowego z pracownikami podwieszającymi i zdejmującymi zawiesia z haka. Sygnały
te
powinny
być
jednoznacznie
rozumiane
przez
wszystkich
pracowników.
Niezależnie od tego większe dźwignice muszą być wyposażone z sygnalizację akustyczną,
a także i optyczną.
Budowle magazynowe
Magazyny są konstrukcjami przeznaczonymi do przechowywania dóbr materialnych,
uwzględniającymi w maksymalnym stopniu podatność magazynową zapasów. Budowle te
cechuje duża różnorodność, wynika ona z różnorodnego ich zastosowania:
−
czasu magazynowania materiałów
−
rodzaju towarów i ich podatności magazynowej
−
rotacji zapasów w magazynie
−
mechanizacji i automatyzacji
Rodzaje magazynów
Magazyny otwarte służą do magazynowania produktów odpornych na działanie
czynników atmosferycznych. Przeważnie są to place, odpowiednio przygotowane do
magazynowania określonych towarów. W tego rodzaju magazynach przechowywane są
materiały pochodzenia mineralnego, wyroby stalowe i żeliwne, drewno itp.
Najważniejszym elementem placów składowych są nawierzchnie. Rodzaj nawierzchni
decyduje o magazynowanych materiałach a także o rodzaju transportu wewnętrznego.
Największe zniszczenia na powierzchnie wywierają siły skupione. Ma to miejsce między
innymi przy stosowaniu wózków widłowych. Odpowiednie to tego typu wymogów są
nawierzchnie betonowe wylewane, jak i nawierzchnie prefabrykowane specjalne. Budowle
magazynowe stosuje się do przechowywania wyrobów sztukowych, nie opakowanych
(odlewy, wyroby hutnicze o dużych przekrojach)
Wśród otwartych budowli magazynowych występują następujące rodzaje:
−
place składowe o nawierzchni z gruntu rodzimego (nie ulepszonej) lub nawiezionego
gruntu ulepszonego mechanicznie bądź chemicznie
−
składowiska o nawierzchni twardej nie ulepszonej (pylącej) lub ulepszonej (niepylącej),
której grubość wynosi ponad 12 cm
Magazyny półotwarte to takie, które posiadają dach i przynajmniej jedną ze ścian. Mogą
tworzyć konstrukcję stałą lub też mogą być ustawiane z elementów przenośnych. Taki
magazyn zabezpiecza materiały przed bezpośrednim wpływem warunków atmosferycznych.
Elementy konstrukcyjne wiaty, tzn. słupy oraz konstrukcja i obudowa dachu muszą być

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
wykonane z materiałów ognioodpornych. Wśród półotwartych budowli magazynowych,
wykorzystywanych do składowania blach, rozróżnia się:
−
wiaty – obiekty, których zadaniem jest ochrona składowanych zapasów głównie przed
opadami atmosferycznymi
−
zasieki – przegrody wybudowane w postaci pionowych, pełnych lub ażurowych ścian
oporowych dla składowanych zapasów, którymi najczęściej są materiały sypkie
Magazyny zamknięte posiadają pełną budowę ścian, drzwi, podłogę. Jest to najliczniejsza
grupa magazynów. Najprostsze z nich nie posiadają żadnego wyposażenia. W takim
magazynie można przechowywać nawozy sztuczne, cement, gwoździe, druty.[1, str. 79]
Zamknięte obiekty budowlane, posiadają wydzielone pomieszczenia, które przeznaczone są
do składowania różnorodnych zapasów w odpowiednio do tego celu przystosowanych
warunkach. Budynki tego typu wykonane są z konstrukcji żelbetonowej i stalowej z obudową
wykonaną z różnych materiałów umożliwiających osiągnięcie wymaganej ochrony
termicznej, wilgotności a także przed zanieczyszczonym powietrzem z zewnątrz. Takie
magazyny wyposażone są w pełen zakres instalacji, tj.
−
instalacje oświetleniowe i energetyczne
−
instalacje klimatyzacyjne umożliwiające utrzymywanie wymaganych parametrów
mikroklimatu przestrzeni magazynowej
−
instalacje centralnego ogrzewania
−
instalacje wodno – kanalizacyjne
−
instalacje przeciwpożarowe
Magazyny
wysokiego
składowania
są
to
magazyny
zmechanizowane
lub
zautomatyzowane. Ich wysokość jest dość znaczna. Przekracza 7,2 m. Najczęściej są
wyposażone w zautomatyzowane manipulatory sterowane komputerowo. Należy zaznaczyć,
ż
e koszty takiego magazynu są dość wysokie i blisko pięciokrotnie wyższe od kosztu budowy
i wyposażenia magazynu niskiego składowania. Wewnątrz magazynu między słupami
ustawione są regały paletowe przeznaczone do wysokiego składowania jednostek
ładunkowych. Zastosowanie dźwigarów o dużych rozpiętościach umożliwia wykonanie hali o
dużym rozstawie słupów dostosowanych do optymalnego ustawienia rzędów regałów oraz
korytarzy międzyregałowych dla urządzeń piętrzących.
Wyposażenie magazynu
Do wyposażenia magazynu należą:
a)
urządzenia do składowania:
–
regały różnych typów (stałe, przesuwne, szufladowe),
–
stojaki, służące do składowania różnych materiałów np. kątowników, blach,
–
wieszaki – stałe, przenośne do zawieszania np. zwojów drutu, lin,
–
palety – stosowane także jako jednostki ładunkowe,
–
inne, o specjalnej konstrukcji i przystosowane do składowania np. butli z gazami
technicznymi, beczek, bębnów,
b)
urządzenia transportowe:
–
wózki jezdniowe ręczne,
–
wózki jezdniowe z napędem silnikowym (sztaplarki, wózki platformowe),
–
przenośniki do transportu pionowego, poziomego (np. przenośniki taśmowe,
ś
limakowe, redlery, elewatory),
–
ładowarki – stosowane do transportu materiałów sypkich,
–
dźwignice,
c)
wyposażenie pomocnicze:
–
przyrządy pomiarowe (wagi, miary, suwmiarki, mikrometry, termometry),
–
inne przyrządy pomocnicze (pokrowce, taśmy, pasy, drabinki),
–
narzędzia pomocnicze (młotki, obcęgi, przecinaki).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Urządzenia do przewożenia ciężarów
Do transportu wewnętrznego w magazynie do składowania blach i innych elementów
metalowych obok wózków naładownych lub zwanych inaczej wózkami platformowymi
ręcznymi wykorzystuje się przede wszystkim wózki podnośnikowe ręczne lub elektryczne
a także wózki widłowe uniwersalne. Znajdują tutaj wykorzystanie z tego względu, że towar
składowany w takich magazynach jest ciężki i duży, co utrudnia korzystanie z samych
wózków platformowych.
Wózki platformowe są to najprostsze wózki (rys. 43, 44). Ich konstrukcja nie pozwala na
samoczynne pobranie ładunku. Ładowanie odbywa się ręcznie. Stanowią one najbardziej
uniwersalne urządzenia do transportu wewnętrznego. Można wśród wyróżnić:
−
Jedno – i dwukołowe
−
Trzy – czterokołowe o jednej ścianie bocznej
−
O jednej lub kilku platformach ładunkowych
Rys.43. Wózek czterokołowy [12]
Rys. 44. Wózek dwukołowy [12]
Wózki unoszące są urządzeniami do unoszenia i przemieszczania jednostek ładunkowych
przy ich rozładunku środków transportu zewnętrznego oraz przewozu wewnątrz
magazynowego. Tego typu wózki mają hydrauliczny mechanizm podnoszenia wideł na
wysokość 200 mm. Umożliwia to podniesienie towaru z podłogi a następnie jego
przewiezienie. Nośności wózków unoszących są dostosowane do masy jednostek
ładunkowych znormalizowanych (6,0 kN; 12,0 kN; 20,0 kN; 25,0 kN)
Wózki widłowe najbardziej uniwersalnym typem są wózki podnośnikowe czołowe.
Urządzenia są wyposażone w maszty teleskopowe zamocowane w części czołowej wózka. Do
takiego masztu przymocowana jest płyta czołowa wideł, która jest przystosowana do
zakładania wideł uniwersalnych, a także innych typów osprzętu pomocniczego do chwytania,
unoszenia, obracania ładunków o różnorodnych kształtach. Wózki przeznaczone do pracy
w wąskich korytarzach charakteryzuje to, że mogą pracować w ustawieniu wzdłużnym co
wpływa na zmniejszenie szerokości korytarza roboczego.
Dzięki stosunkowo prostemu zabiegowi, jakim jest zainstalowanie przystawki na widłach
wózka, funkcjonalność i użyteczność tych pożytecznych urządzeń, służących przede
wszystkim do transportu wewnętrznego, może zostać znacznie rozszerzona. Większość
adapterów jest tak skonstruowana, aby ich montaż na wózku odbywał się błyskawicznie, bez
dodatkowych zbędnych czynności. Bazą do osadzenia tych urządzeń na wózkach są zwykle
widły, w jakie te wózki są standardowo wyposażone. Jeżeli któryś z elementów roboczych
przystawki musi być poruszany w czasie wykonywania operacji, wówczas wykorzystywana
jest do tego celu hydraulika zewnętrzna wózka. Bywa, że adapter mocowany jest po
zdemontowaniu wideł bezpośrednio na korpusie sztaplarki. Oczywiście montowany osprzęt
roboczy będzie musiał być odpowiednio dobrany do udźwigu danego wózka.
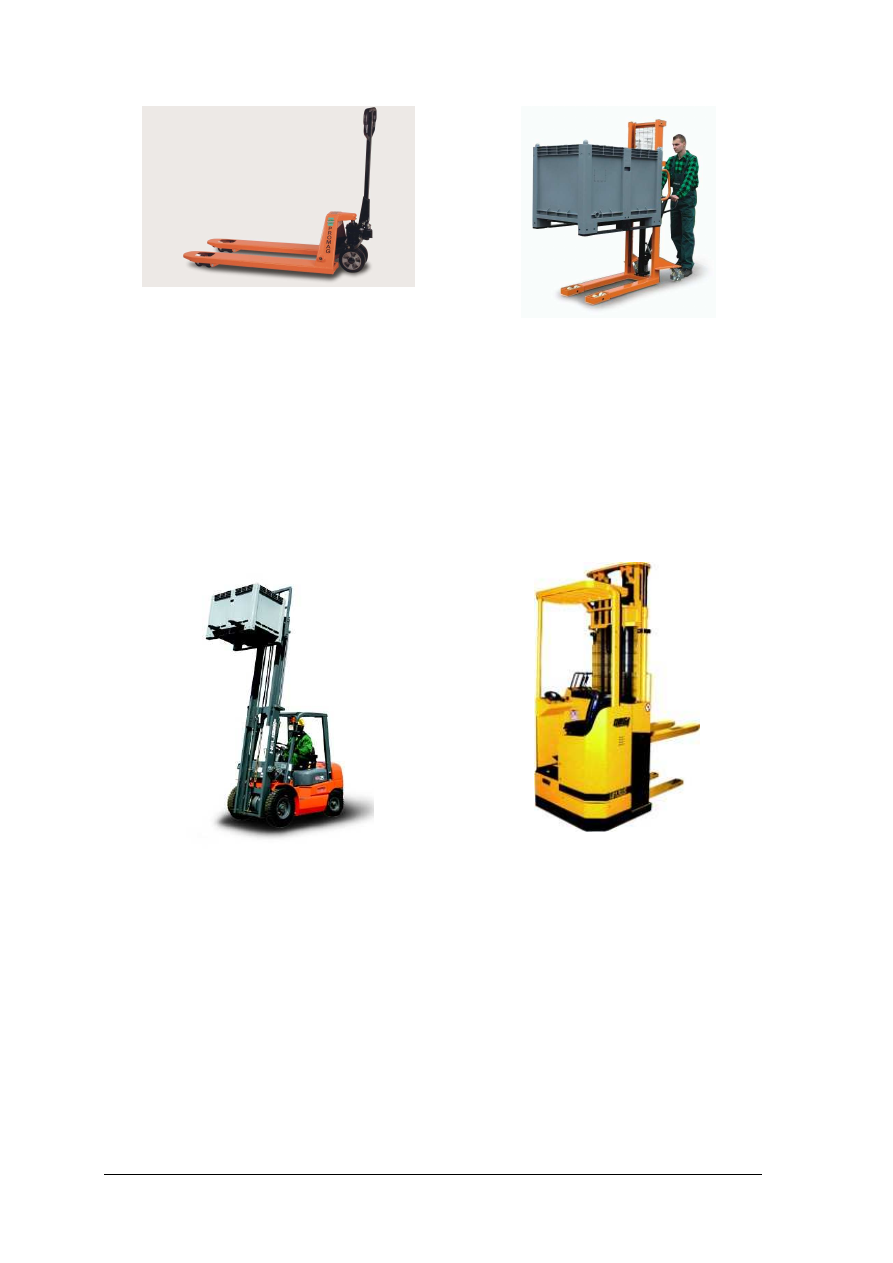
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Rys. 45. Wózek paletowy [12]
Rys. 46. Wózek podnośnikowy [12]
Zasady transportu wózkami ręcznymi
Wszystkie wózki muszą być w dobrym stanie technicznym, kompletne oraz codziennie
przed rozpoczęciem pracy sprawdzane. Wózki używane na pochyleniach powinny być
wyposażone w sprawnie działające hamulce. Wózki dwukołowe muszą być zaopatrzone
w urządzenia do unieruchamiania kół w czasie, gdy wraz z ładunkiem są pochylone,
w ochraniacze dłoni na rękojeściach oraz w szelki ułatwiające transport ciężkich ładunków.
Koła wózków powinny być osadzone na łożyskach tocznych i ogumione. Masa wózka nie
powinna przekraczać 150 kg. Wskazane jest, aby na wózkach umieszczony był napis
określający ich nośność.
Rys. 47. Wózek widłowy czołowy spalinowy [12]
Rys. 48. Wózek wysokiego składowania [12]
Transport wózkami jezdniowymi z napędem
Wózki te powinny mieć stanowisko kierowcy zabezpieczone: osłonami chroniącymi
przed urazami w razie kolizji oraz umożliwiającymi szybkie opuszczenie wózka.
Powierzchnia pomostu przeznaczonego dla kierowcy wózka musi mieć powierzchnię
zabezpieczającą przed poślizgnięciem się. Wózek powinien być wyposażony w sprawnie
działający sygnał dźwiękowy, światła przednie oraz światła tylne, w tym hamowania „stop”.
Wyłącznik prądu w wózkach elektrycznych powinien być sprzężony z hamulcem, aby po
włączeniu hamulca następowało jednoczesne wyłączenie prądu. W wózkach z silnikami
spalinowymi wylot rury wydechowej musi być umieszczony tak, aby spaliny nie zagrażały
kierowcy. (rys. 47, 48)
Przy transporcie wózkami należy przestrzegać następujących, podstawowych zasad:
—
kierowca wózka musi mieć odpowiednie, potwierdzone świadectwami kwalifikacje,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
—
wszystkie wózki powinny być w dobrym stanie technicznym,
—
nie wolno obciążać wózka ponad jego nośność,
—
ładunek nie może wystawać poza obrys pojazdu ani przesłaniać pola widzenia,
—
przedmioty cięższe powinny być ładowane niżej,
—
na platformach ładunkowych ani widłach wózków nie wolno przewozić ludzi,
—
przetaczane wózki ręczne należy pchać z boku lub z tyłu przy narożnikach,
—
zabronione jest używanie wózków z silnikami spalinowymi w magazynach paliw
i materiałów łatwopalnych oraz używanie w pomieszczeniach wózków spalinowych
napędzanych benzyną etylizowaną,
—
nie wolno gwałtownie hamować obciążonego wózka,
—
ciśnienie w oponach powinno być zgodne z instrukcją
—
nie należy używać wózków w pomieszczeniach niedostatecznie oświetlonych,
—
nie można podnosić ładunku na jednym zębie wideł,
—
nie można wchodzić lub schodzić z wózka w czasie jazdy,
—
podczas załadunku wózek powinien być ustawiony poziomo,
—
nie można jeździć z ładunkiem podniesionym na widłach do góry,
—
nie wolno podtrzymywać bezpośrednio rękami ładunku podczas transportu,
—
nie można wjeżdżać wózkiem z napędem na pochylnie o nachyleniu większym niż jest to
dozwolone w jego dokumentacji techniczno – ruchowej,
—
pozostawianie wózka bez zabezpieczenia go przed uruchomieniem przez osoby
postronne,
—
oddalanie się kierowcy od wózka, jeśli silnik jego pracuje lub ładunek jest podniesiony,
—
pozostawianie wózka na drogach komunikacyjnych oraz zatrzymywanie na zjazdach
i pochylniach, przebywanie lub przechodzenie ludzi pod podniesionym ładunkiem.
Rodzaje transportu ręcznego
Transport ręczny dzielimy na:
−
transport ręczny bezpośredni,
−
transport ręczny przy użyciu sprzętu pomocniczego i narzędzi pomocniczych,
−
transport zmechanizowany o napędzie ręcznym.
Wszystkie te rodzaje transportu mogą być wykonywane przez pojedynczych
pracowników lub przez grupę pracowników, stąd podział na transport indywidualny
i zespołowy. Poniżej zostaną przedstawione podstawowe ręczne urządzenia służące do
podnoszenia, przenoszenia i przewożenia ciężarów.
Urządzenia do podnoszenia ciężarów
Dla ułatwienia podnoszenia ciężarów stosuje się szereg urządzeń pomocniczych, jak:
−
różnego rodzaju krążki i wielokrążki,
−
wciągniki, wciągarki (rys. 49, 50),
−
dźwigniki ręczne (lewary, podnośniki),
−
dźwignie,
−
suwnice pomostowe z napędem ręcznym,
−
ż
urawie z napędem ręcznym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
Rys. 49. Wciągarka bramowa [12]
Rys. 50. Wciągarka łańcuchowa [12]
Urządzenia do przenoszenia ciężarów
Stosowanie sprzętu pomocniczego przy ręcznym przenoszeniu ciężarów pozwala na
usprawnienie tej czynności. Używa się do tych celów różnego rodzaju drążków, dźwigaczy,
kleszczy samozaciskowych (do szyn), uchwytów szczękowych (rys.51, 52).
Rys. 51. Ręczny uchwyt kleszczowy do dłużyc
[1, s. 665]
Rys. 52. Ręczny uchwyt szczękowy do blach
[1, s. 665]
Przykład dokumentacji magazynowej
Przyjmowanie towarów to faza procesu magazynowego, w której następuje
przejmowanie towarów od dostawcy według określonych zasad dostawy. Przebieg procesu
rozpoczyna się od odbioru i przyjęcia.
Wydawanie towarów jest to faza procesu magazynowego, w której następuje przekazanie
odbiorcy oferowanych asortymentów towarowych zgodnie z zamówieniem. Obowiązują tutaj
podobne zasady jak przy przyjmowaniu towarów do magazynu Przykładowy dokument
będący podstawa do wydania magazynu przedstawia rysunek 53 i 54.
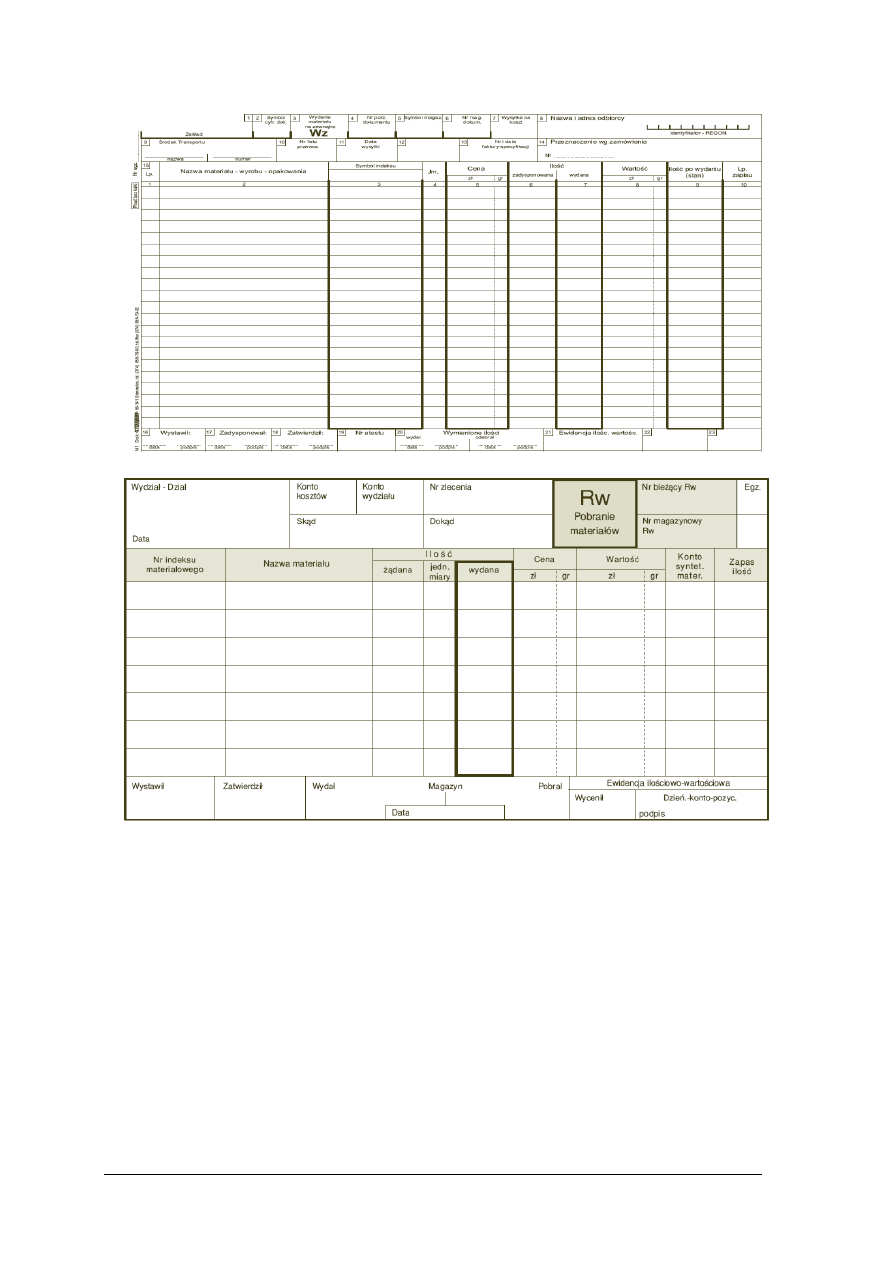
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
Rys. 53. Dokument wydania materiału na zewnątrz [12]
Rys. 54. Dokument pobranie materiałów [12]
Podstawowe zasady bezpieczeństwa przy pracy z urządzeniami magazynowymi
Materiały i inne przedmioty powinny być magazynowane w pomieszczeniach i miejscach
do tego przeznaczonych. Pomieszczenia magazynowe powinny spełniać wymagania
bezpieczeństwa, stosownie do rodzaju i właściwości składowanych w nich materiałów.
Przy składowaniu materiałów należy:
−
określić dla każdego rodzaju składowanego materiału miejsce, sposób i dopuszczalną
wysokość składowania,
−
zapewnić, aby masa składowanego ładunku nie przekraczała dopuszczalnego obciążenia
urządzeń przeznaczonych do składowania (regałów, podestów),
−
zapewnić, aby masa składowanego ładunku, łącznie z masą urządzeń przeznaczonych do
jego składowania i transportu, nie przekraczała dopuszczalnego obciążenia podłóg
i stropów, na których odbywa się składowanie, wywiesić czytelne informacje
o dopuszczalnym obciążeniu podłóg stropów i urządzeń przeznaczonych do składowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
Regały, stojaki
Regały powinny mieć odpowiednio wytrzymałą i stabilną konstrukcję oraz
zabezpieczenia przed ich przewróceniem się. Szerokość odstępów między regałami powinna
być odpowiednia do stosowanych środków transportu oraz powinna umożliwiać bezpieczne
operowa nie tymi środkami i ładunkami. Sposób układania materiałów na regałach i ich
zdejmowania nie może stwarzać zagrożeń dla bezpieczeństwa pracowników. Przedmioty
łatwo tłukące się, niebezpieczne substancje i preparaty chemiczne oraz materiały
o największej masie powinny być składowane na najniższych półkach regałów. Przedmioty,
których wymiary, kształt i masa decydują o ich indywidualnym sposobie składowania,
powinny być ustawiane lub układane stabilnie, z uwzględnieniem położenia ich środka
ciężkości, tak aby zapobiec ich wywróceniu się lub spadnięciu.
Regały wspornikowe (rys. 55):
−
Regał przeznaczony jest do składowania towarów, których długość przekracza dostępne
długości belek w innych systemach regałów.
−
System umożliwia dostęp do wszystkich artykułów na każdym poziomie.
Rys. 55. Regały wspornikowe [12]
Palety, pojemniki magazynowo-transportowe
Przy składowaniu materiałów w stosach należy zapewnić:
−
stateczność stosów poprzez składowanie na wysokość uzależnioną od rodzaju materiału
(ich wymiarów, masy, kształtu) oraz wytrzymałości opakowań,
−
wiązanie między warstwami,
−
układanie stosów tak, aby środek ciężkości przedmiotów składowanych pozostawał
wewnątrz obrysu stosów,
−
zachowanie odległości między stosami, umożliwiającej bezpieczne układanie
i przemieszczanie materiałów.
Rys. 56. Pojemnik transportowo-magazynowy zamknięty lub otwierany
[12]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
Składowanie drobnowymiarowych elementów metalowych
Drobnowymiarowe elementy metalowe należy przechowywać w pojemnikach
ustawionych (rys. 56) na półkach regałów, z zachowaniem podziału na rodzaje i gatunki
materiałów.
Sposoby przechowywania i transportu wybranych elementów metalowych
Konserwacja wyrobów w trakcie w trakcie przechowywania w magazynie polega na
wykonaniu w określonym czasie czynności i zabiegów na tych wyrobach w celu
zachowania ich właściwości jakościowych, ilościowych i handlowych. Najbardziej
powszechne zabiegi konserwacyjne to usuwanie ognisk korozji i zabezpieczanie
zagrożonych powierzchni wyrobów metalowych. Mogą być wykonywane przez
pracowników magazynowych, przy użyciu prostych uniwersalnych narzędzi. Natomiast
zabiegi konserwacyjne złożone, wymagają przeprowadzenia badań i pomiarów przy użyciu
odpowiedniego sprzętu przy czym powinny być przeprowadzone przez wykwalifikowanych
pracowników.
Wyroby płaskie, walcowane na zimno, ocynkowane elektrolitycznie.
Podczas transportu na ocynkowanych powierzchniach mogą pojawić się ciemne punkty
będące wynikiem tarcia. Na ogół pogarszają one tylko wygląd. Zmniejszenie tarcia
uzyskuje się poprzez oliwienie wyrobów. Należy jednak podejmować następujące środki
ostrożności: mocne opakowanie, układane na płasko, brak miejscowych obciążeń.
Natomiast, wilgoć, a szczególnie kondensacja wody między arkuszami, zwojami kręgu lub
innymi przylegającymi do siebie częściami wykonanymi z elektrolitycznie ocynkowanych
wyrobów płaskich może poprowadzić do tworzenia się matowoszarawych osadów. Dla
ostrożności wyroby te należy transportować i przechowywać w stanie suchym,
zabezpieczając je przed wilgocią.
Liny stalowe. Liny powinny być dostarczone w kręgach lub szpulach według uznania
wytwórcy. Lina podczas transportu powinna być zabezpieczona przed wilgocią, pyłem
i zanieczyszczeniami.
Blachy z metali nieżelaznych. Przechowywane muszą być przede wszystkim
w budynku suchym i ogrzewanym. Powinny leżeć na podkładzie większym podkładzie
aniżeli wymiar blachy. Blachy do grubości do 0,8 mm należy układać w regałach
poziomych w stosy, dowolnie wysoko, przedzielając je drewnianymi podkładkami. Blachy
powyżej 0,8 mm można składować w pozycji pionowej w specjalnie przygotowanych do
tego regałach (stojakach). Muszą mieć one jednak specjalne drewniane oparcia. Pochylenie
przechowywanych arkuszy powinno wynosić 75
°
w stosunku do podłogi. Podczas układania
blach należy uważać, aby nie dochodziło do ciągnięcia. Może to spowodować głębokie
zadrapania przy zetknięciu z materiałem twardym. Szczególnie należy uważać na blachy
z aluminium i jego stopów. Jeżeli pomieszczenie nie jest dostatecznie suche, blachy należy
smarować olejem antykorozyjnym, olejem silnikowym, bądź olejem silikonowym lub
olejem wazelinowym. Niedopuszczalne jest przechowywanie w sąsiedztwie metali
nieżelaznych związków chemicznych. Jeżeli chodzi o transport to przy przeniesieniu skrzyń
z blachą do pomieszczenia składowanego, rozpakować ją można dopiero gdy nabierze
temperaturę otoczenia. Blachy powinno podnosić dwóch ludzi w celu uniknięcia
powstawania zagnieceń, załamań i zadrapań. Po wyjęciu, każdą blachę powinno się
starannie wytrzeć szmatką, aby usunąć wilgoć. Papierowe przekładki znajdujące się między
blachami należy usunąć. Pomieszczenie w którym materiał jest przechowywany trzeba
utrzymywać w stałej temperaturze.
Druty z metali nieżelaznych. Zalecenia są podobne jak w blachach z metali
nieżelaznych. Mianowicie pomieszczenie, w którym są magazynowane musi być suche
i ogrzewane. Podłoga, albo miejsce przechowywania powinna być drewniana. Kręgi drutu
należy przechowywać owinięte w papier, układając je na półkach lub podkładkach

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
drewnianych poziomo jeden na drugim, piętrząc do wysokości 2,2 m. i przestrzegając
zasady jednorodności grup w tym stosie. Drut o średnicy 1 mm nawinięty na szpulkach
drewnianych można układać na półkach. Kręgów drutu nie należy przetaczać bowiem
można uszkodzić jego powierzchnie. Również zalecenia tyczące się rozładunku są podobne.
Należy odczekać aż kręgi uzyskają temperaturę otoczenia, jeżeli są wilgotne trzeba je
osuszyć. Dla odróżnienia gatunku znaczyć kręgi (lub całe stosy) barwnym pasem. Druty
ciągnione grube i bardzo grube (od 3 mm wzwyż) składować należy blisko miejsc
wydawania na mocnych podkładach drewnianych. Krążki drutów układać rzędami
w warstwach do wysokości nie większej niż 120 cm. W pierwszych warstwach rzędów,
krążki oprzeć skośno jeden na drugim, tak aby połowa powierzchni krążka leżała na krążku
poprzednim. Ostatni krążek w każdym rzędzie ustawić w pozycji pionowej, tak aby w jego
ś
rodek wcisnąć pierwszy krąg następnej warstwy. Druty cienkie, nawinięte na szpule
przechowywać w nieuszkodzonym opakowaniu na półkach. Każda szpula powinna być
zaopatrzona w nalepkę podającą pełne lub skrócone oznaczenie drutu. Druty ocynkowane,
biało żarzone i polerowane układać na drewnianych półkach krążkami jeden na drugim,
słupek nie może zawierać więcej niż 10 krążków. Należy trzymać je w stałej temperaturze
z dala od kwasów i ługów. Trzeba zwracać uwagę, aby szpule nie spadały na podłogę, gdyż
kołnierze szpul mogą się obluzować lub odpaść a wtedy druty najcieńsze nie dadzą się
owinąć. Drutów z połyskiem w żadnym wypadku nie należy układać na ziemi lub
betonowej podłodze, gdyż wapno i cement powodują korozję lub matowienie powierzchni.
Wyroby umieszczone wysoko na półkach trzeba układać w sposób wykluczający możliwość
zsuwania się. Pracownik rozładowujący towar powinien mieć rękawice. Przed przyjęciem
do magazynu tego typu towar musi być przetarty z wilgoci. Ogniska rdzy można usunąć
używając, zależnie od gatunku drutu, szczotki stalowej, papieru ściernego lub papieru
ś
ciernego nawilżonego olejem. Druty ocynkowane, biało żarzone i polerowane powinny być
przechowywane w temp. 18–20
°
.
Kształtowniki aluminiowe Przechowywać w zależności od wielkości na podkładach
drewnianych lub na regałach. Wszelkiego rodzaju kształtowniki łączyć w wiązki
przynajmniej w trzech miejscach. Do tego celu można wykorzystać drut stalowy na
dwuwarstwowej podkładce papieru a następnie owinąć dwiema warstwami papieru
krepowego. Ciężar takiej wiązki nie powinien przekraczać 160 kg. Wszystkie te elementy
powinny być przechowywane w temperaturze około 10 stopni. tego typu elementy należy
szczególnie strzec przed wilgocią.
Kształtowniki miedziane. Przechowywać w zależności od wymiarów i wagi na
podkładach drewnianych i regałach. Kształtowniki o przekroju do 500 mm
2
łączyć w wiązki
i przewiązywać w dwóch lub trzech miejscach drutem na dwuwarstwowej podkładce z
papieru. Kształtowniki o przekroju powyżej 500 mm
2
przechowywać luzem bez
opakowania. Ciężar jednej wiązki nie powinien przekraczać 80 kg.
Kształtowniki z mosiądzu. Przechowywać wiązki nie przekraczające 80 kg na
podkładkach drewnianych lub regałach. O przekroju 5 cm
2
przechowywać w wiązkach
wiązanych miękkim drutem na papierowej podkładce. Nie mogą znajdować się w obecności
kwasów i zasad.
Pręty z metali nieżelaznych. Magazynować według gatunków i rozmiarów w pozycji
pionowej lub poziomej. Używa się do tego specjalnych przegród metalowych,
wytrzymałych na znaczne ciężary i zabezpieczone belkami drewnianymi w miejscach styku
z prętami. Długie i cienkie pręty, których nie można ustawić pionowo, należy układać
poziomo w specjalnych stojakach, na deskach lub w długich skrzyniach drewnianych. Druty
również trzeba przechowywać z dala od związków chemicznych, utrzymywać stałą
temperaturę. Unikać podczas rozładunku przesuwania. Powoduje to uszkodzenia. Przed
złożeniem do magazynu odczekać aż pręty zrównają się z temperaturą pomieszczenia.
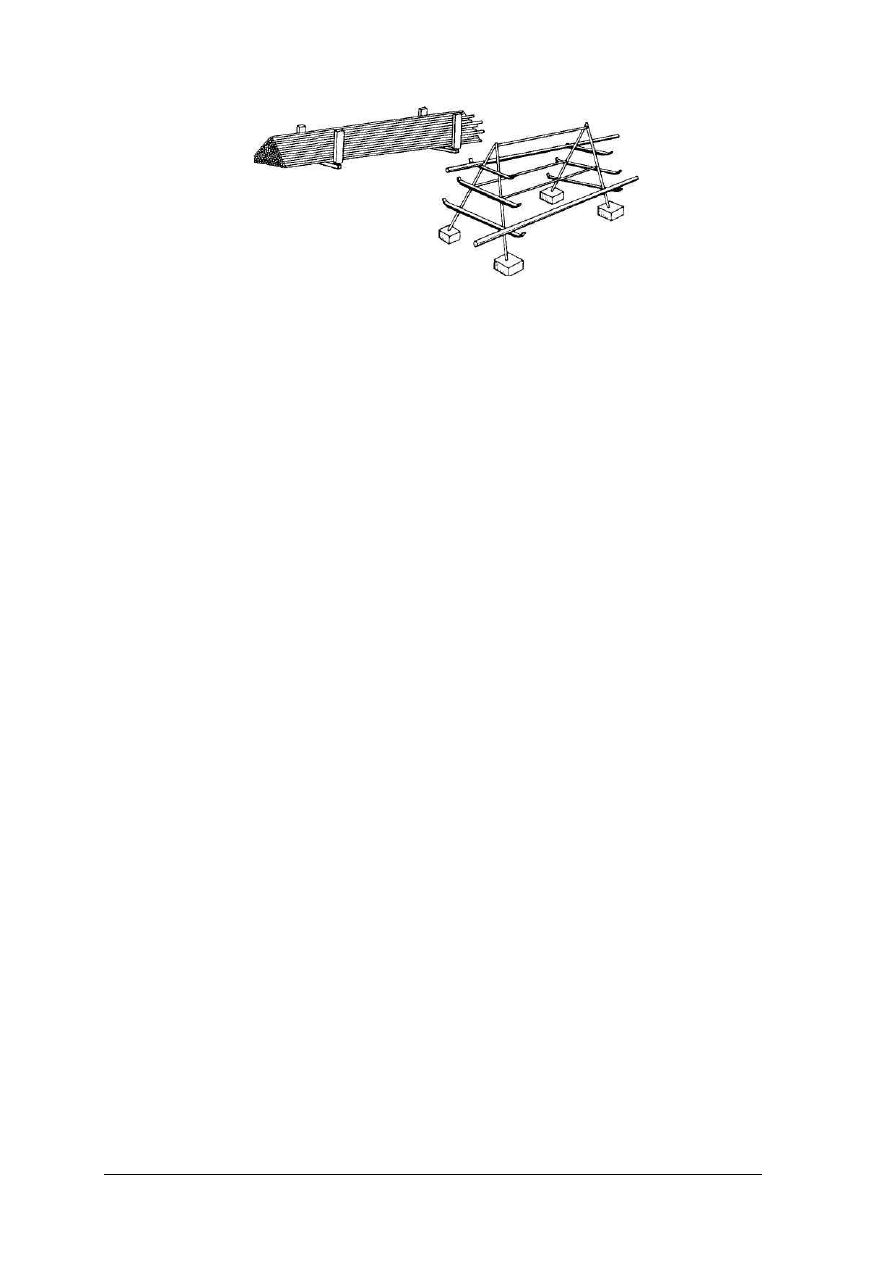
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
Rys. 57. Składowanie długich wyrobów stalowych [1, s. 632]
Wyroby stalowe powinny być układane na podkładach rozstawionych co ok. 2 m, między
palami zabezpieczającymi przed osuwaniem, wbitymi w grunt lub na kozłach stalowych.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
W jaki sposób można podzielić środki transportu dźwignicowego?
2.
Jakie są środki transportu zmechanizowanego?
3.
Jakie znasz rodzaje suwnic?
4.
Jakie są podstawowe wymagania bhp przy transporcie ręcznym?
5.
Jakie są środki transportu ręcznego?
6.
Jakie są zasady bezpieczeństwa przy obsłudze urządzeń transportowych?
7.
Jakich zasad bezpieczeństwa należy przestrzegać podczas obsługi urządzeń
magazynowych?
8.
Jakie jest podstawowe wyposażenie magazynu?
9.
Jak należy składować wyroby hutnicze mało gabarytowe?
10.
W jaki sposób należy składować wyroby metalowe o dużej masie i wymiarach?
11.
W jakiej kolejności powinien być prowadzony rozładunek stosów?
4.4.3. Ćwiczenia
Ćwiczenie 1
Z magazynu należy dostarczyć na stanowisko pracy 5 zestawów prętów stalowych.
Stanowisko kowalskie usytuowane jest w odległości ok. 40 m od magazynu. Pręty są
zapakowane w zestawy o masie 50 kg i długości 2 m. Dokonaj doboru środków transportu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
przeanalizować polecenie ćwiczenia,
2)
zapoznać się ze środkami transportu ręcznego,
3)
wybrać odpowiedni środek transportu ręcznego i uzasadnić swój wybór,
4)
omówić zasady bezpiecznego transportu ręcznego wybranym środkiem transportu,
5)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
charakterystyki środków transportu ręcznego i mechanicznego,
—
przepisy dotyczące zasad bezpiecznej pracy z zastosowaniem środków transportu
ręcznego i mechanicznego,
—
literatura z rozdziału 6 poradnika dla ucznia.
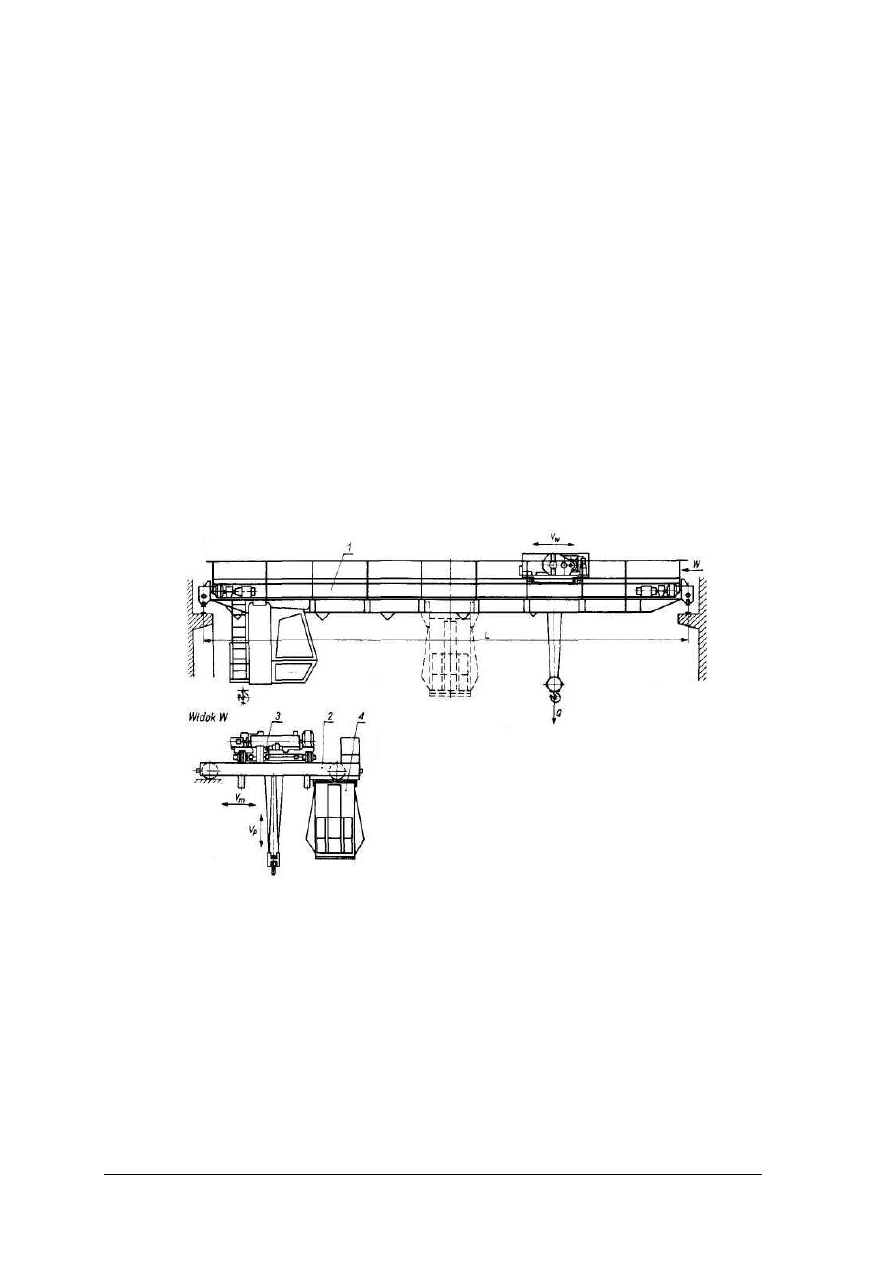
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
Ćwiczenie 2
Ze składowiska materiałów należy dostarczyć na stanowisko montażowe 100 kg
nakrętek. Stanowisko montażowe jest usytuowane w odległości ok. 40 m od magazynu.
Dokonaj doboru środków transportu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
przeanalizować środki transportu ręcznego i mechanicznego,
2)
wybrać środek transportu i uzasadnić swój wybór,
3)
omówić zasady bezpiecznego transportu wybranym środkiem transportu
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
charakterystyki środków transportu wewnątrz zakładowego,
—
przepisy dotyczące zasad bezpiecznej pracy z zastosowaniem środków transportu,
—
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Rozpoznaj rodzaj prezentowanej suwnicy oraz elementy jej budowy wskazane na
rysunku
Rysunek do ćwiczenia 3 [9]
Rysunek przedstawia
suwnicę:…………………………………………………………………………………………
1………………………………………………………………………………………….
2……………………………………………………………………………………….
3………………………………………………………………………………….………
4………………………………………………………………………………………….
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
rozpoznać prezentowaną suwnicę.
1)
rozpoznać elementy suwnicy oznaczone numerami,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
1)
zapisać nazwę suwnicy i nazwy rozpoznanych elementów we wskazanych miejscach,
1)
zaprezentować wyniki ćwiczenia,
1)
ocenić poprawność wyników ćwiczenia.
Wyposażenie stanowiska pracy:
—
Dokumentacja Techniczno-Ruchowa suwnicy,
—
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Do magazynu dostarczono:
—
pręty stalowe,
—
rury stalowe,
—
ś
ruby M8,
—
nakrętki M8.
Ustal miejsce składowania tych materiałów i wyrobów hutniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
przeanalizować opisy miejsc składowania materiałów i wyrobów hutniczych.
1)
wskazać, gdzie należy przechowywać poszczególne materiały, biorąc pod uwagę ich
cechy techniczne,
1)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
opisy miejsc składowania materiałów metalowych oraz wykazy materiałów metalowych
z określeniem miejsc ich składowania,
—
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 5
Do magazynu dostarczono odkuwki. Ustal miejsce składowania tych materiałów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia, powinieneś:
1)
przeanalizować opisy miejsc składowania materiałów i wyrobów hutniczych.
2)
wskazać, gdzie należy przechowywać poszczególne materiały, biorąc pod uwagę ich
cechy techniczne,
3)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
—
opisy miejsc składowania materiałów metalowych oraz wykazy materiałów metalowych
z określeniem miejsc ich składowania,
—
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować urządzenia do ręcznego transportu materiałów?
2)
dobrać środki transportu ręcznego?
3)
scharakteryzować środki transportu mechanicznego?
4)
rozróżnić środki transportu zmechanizowanego?
5)
dobrać środki transportu zmechanizowanego?
6)
określić
zasady
bezpiecznej
pracy
przy
transporcie
zmechanizowanym?
7)
opisać
zasady
bezpieczeństwa
podczas
obsługi
urządzeń
magazynowych?
8)
wymienić podstawowe wyposażenie magazynu?
9)
wymienić zasady przechowywania i magazynowania wyrobów
hutniczych?
10)
wymienić zasady składowania rur stalowych?
11)
wymienić zasady składowania drobnowymiarowych elementów
metalowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8.
Na rozwiązanie testu masz 30 minut.
Powodzenia!
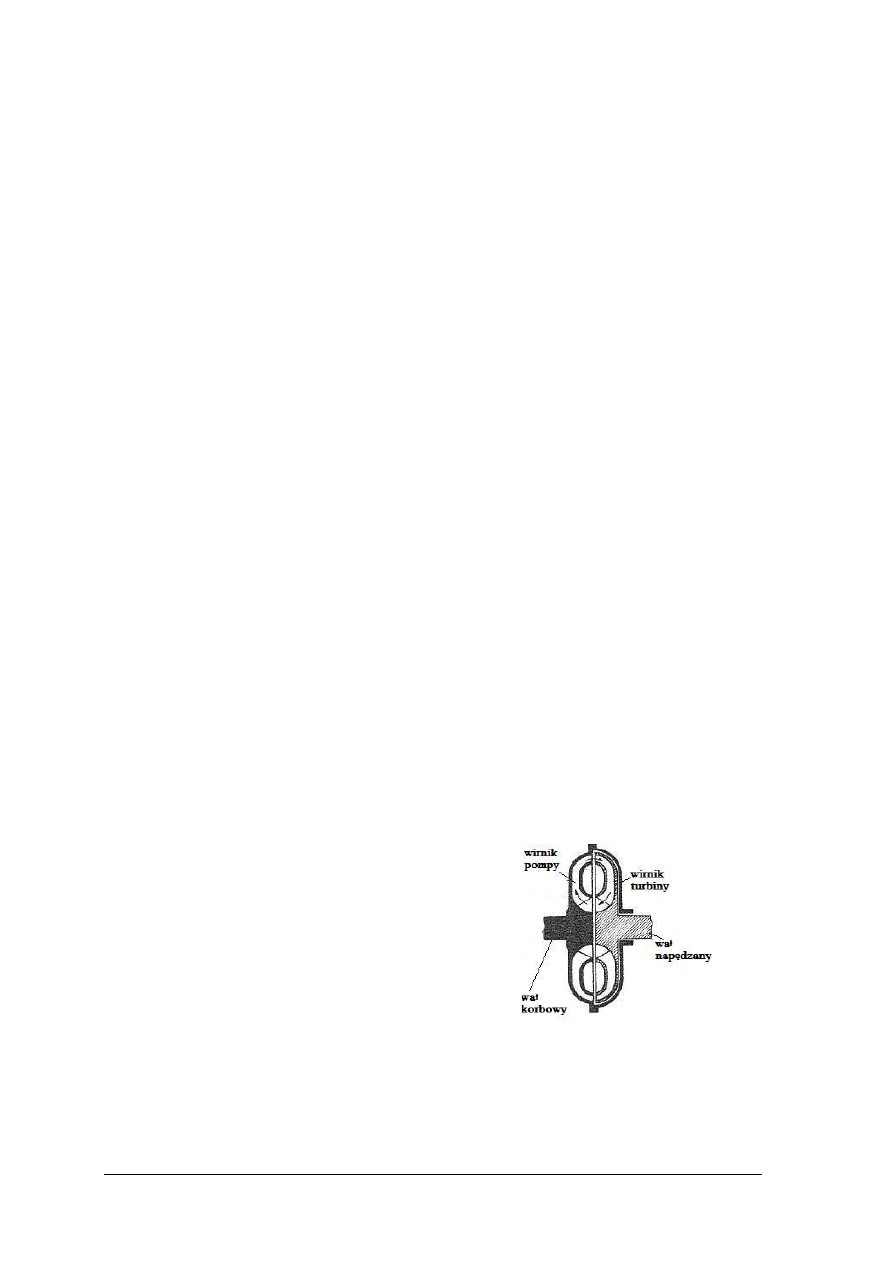
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
ZESTAW ZADAŃ TESTOWYCH
1. Procesem produkcyjnym nazywamy
a)
uporządkowany ciąg działań prowadzący do wytworzenia produktu.
b)
przypadkowy proces który prowadzi do wytworzenia produktu.
c)
nieuporządkowany ciąg działań prowadzący do wytworzenia produktu.
d)
przypadkowy ciąg działań, który prowadzi do wytworzenia produktu.
2. Proces technologiczny jest:
a)
pomocniczą częścią procesu produkcyjnego.
b)
główną częścią procesu produkcyjnego.
c)
oddzielną częścią realizowaną niezależnie od procesu produkcyjnego.
d)
efektem wielu procesów produkcyjnych.
3. Techniczną normę czasu wyznaczamy za pomocą wzoru
a)
j
pz
n
t
n
T
f
⋅
+
=
.
b)
j
pz
n
t
n
T
t
⋅
+
=
.
c)
j
pz
n
t
T
t
⋅
+
=
φ
.
d)
0
0
t
n
T
t
n
⋅
+
=
.
4. Fałszywe jest zdanie
a)
oznakowanie CE powinno być umieszczone bezpośrednio na maszynie.
b)
oznakowanie CE powinno być umieszczone w instrukcji obsługi dołączonej do
maszyny.
c)
oznakowanie CE powinno być widoczne i czytelne.
d)
oznakowanie CE powinno mieć 3 mm wysokości.
5. Dokumentacja Techniczno-Ruchowa nie zawiera
a)
wykazu części zapasowych.
b)
rysunków złożeniowych.
c)
schematów kinematycznych.
d)
rysunków wykonawczych.
6. Rysunek przedstawia
a)
sprężarkę promieniową.
b)
wentylator diagonalny
c)
sprzęgło hydrokinetyczne.
d)
pompę łopatkową.
7. Wentylator jest sprężarką w której
a)
przyrost ciśnienia statycznego jest maksymalny
b)
przyrost ciśnienia statycznego jest minimalny.
c)
nie ma przyrostu ciśnienia.
d)
ciśnienie na wejściu jest znacznie większe od ciśnienia na wyjściu
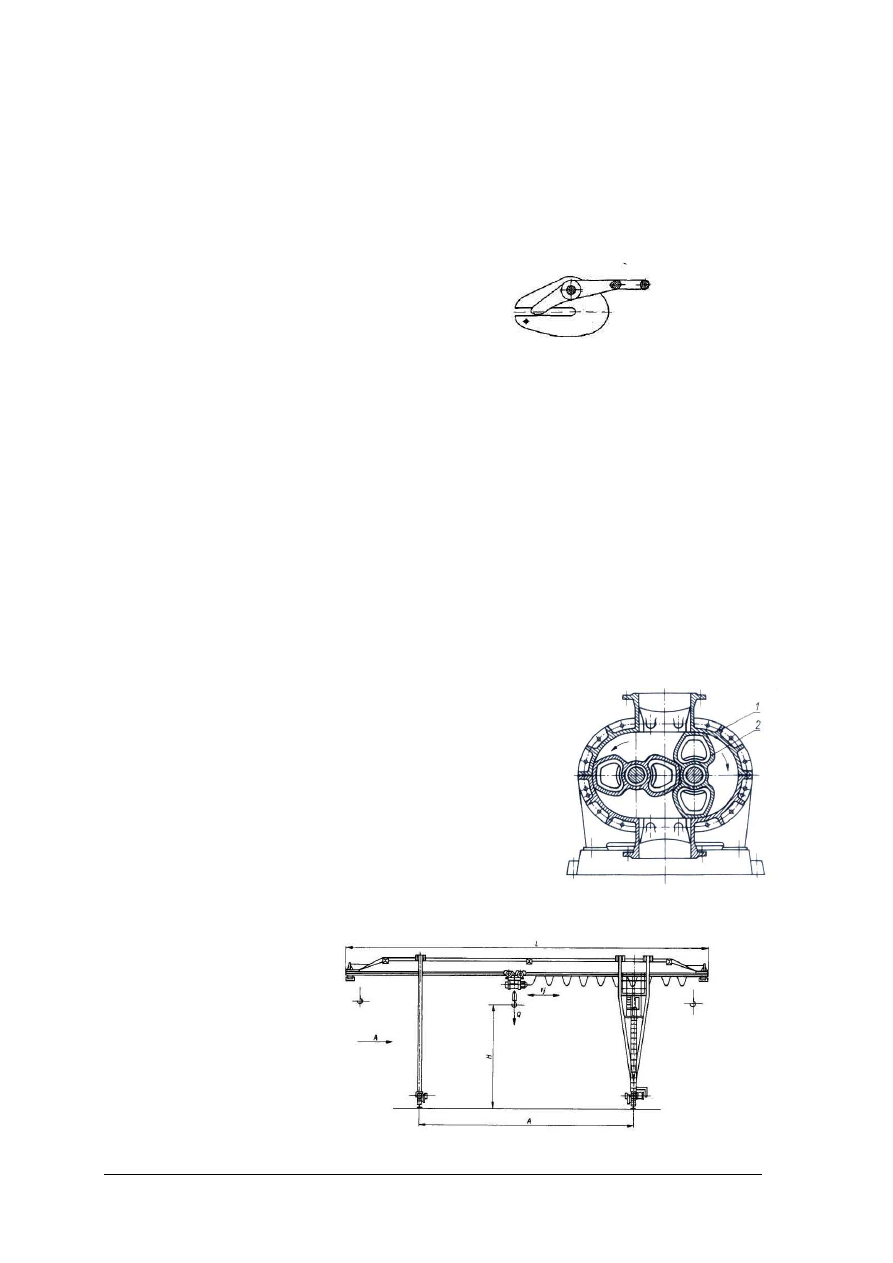
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
78
8. Do budowli magazynowych zamkniętych nie należy
a)
silos.
b)
zasobnik.
c)
ogrodzone składowisko.
d)
budynek jedno lub wielo kondygnacyjny.
9.
Rysunek przedstawia ręczny uchwyt szczękowy
a)
do blach.
b)
do rur.
c)
do teowników.
d)
do ceowników.
10. W napędach elektropneumo-hydraulicznych
a)
silnik elektryczny napędza sprężarkę, a sprężony przez nią gaz napędza silnik
pneumatyczny i narzędzie.
b)
silnik pneumatyczny, najczęściej zasilany z układu centralnego, napędza pompę
cieczową, a pompowana przez nią ciecz napędza silnik hydrauliczny i narzędzie.
c)
sprężony gaz ze sprężarki napędzanej silnikiem elektrycznym jest podawany do
silnika pneumatycznego, który z kolei napędza silnik hydrauliczny i narzędzie.
d)
sprężona ciecz jest doprowadzana do silnika hydraulicznego który napędza silnik
pneumatyczny i narzędzie.
11. Maszyną energetyczną jest
a)
suwnica pomostowa.
b)
młot hydrauliczny.
c)
pompa helikoidalna
d)
produkcji prasa hydrauliczna.
12. Na rysunku przedstawiony jest sprężarka
a)
tłokowa
b)
ś
rubowa
c)
krzywkowa
d)
łopatkowa.
13. Przedstawione na rysunku urządzenie transportowe to
a)
układnica.
b)
suwnica bramowa.
c)
suwnica
kontenerowa.
d)
ż
uraw.
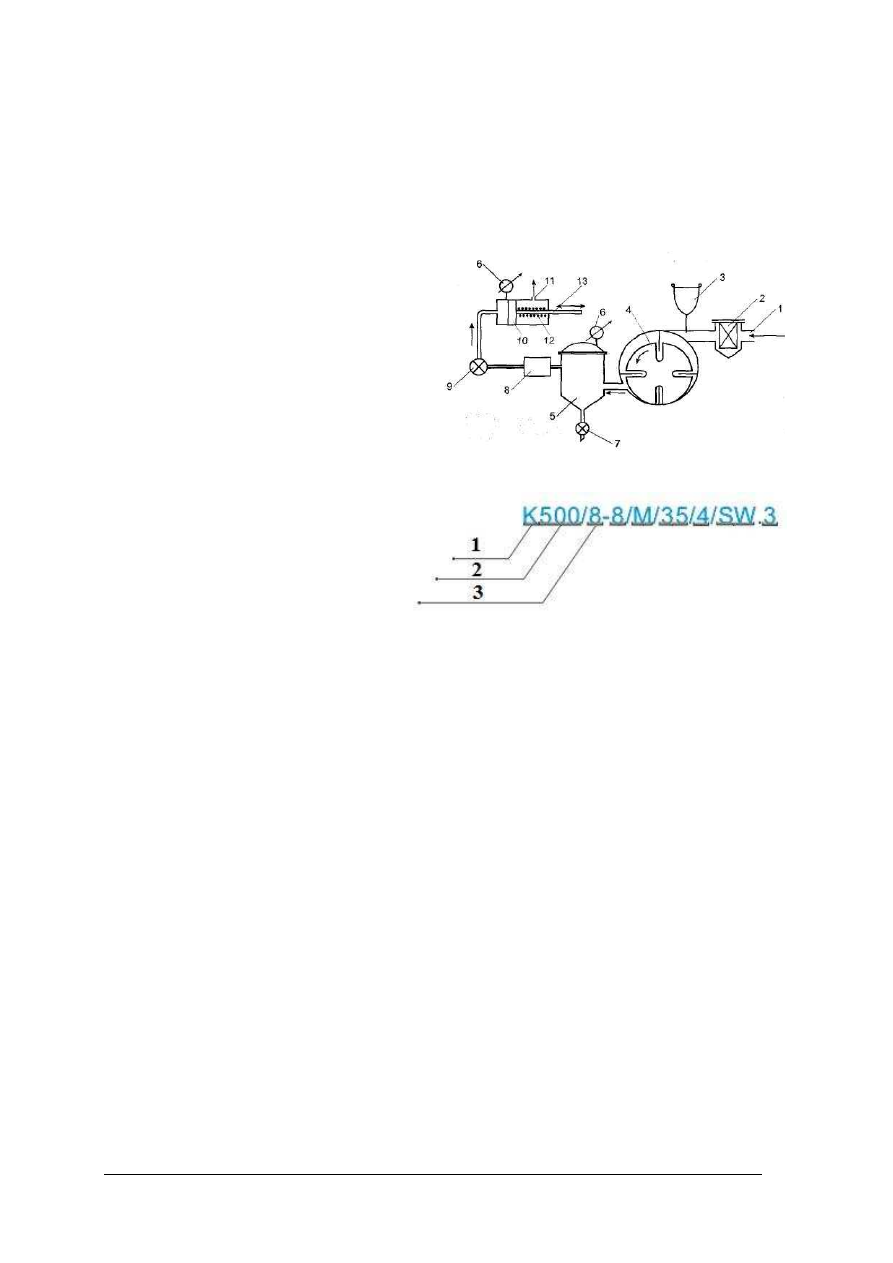
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
79
14. W skład właściwego napędu hydraulicznego nie wchodzą
a)
pompy.
b)
silniki hydrauliczne.
c)
zawory sterujące.
d)
przekładnie mechaniczne
15. Na rysunku przedstawiono schemat przemysłowego układu
a)
neumo-hydraulicznego.
b)
elektrycznego.
c)
hydraulicznego.
d)
pneumatycznego.
16. W oznaczeniach wentylatora, kolejne numery oznaczają
a)
1 – typ wentylatora, 2 –
ś
rednica w mm, 3 – typ piasty.
b)
1 – typ łopatek, 2 – średnica
w mm, 3 – typ piasty.
c)
1 – typ piasty, 2 – średnica
w mm, 3 – typ wentylatora.
d)
1 – kierunek przepływu, 2 –
ś
rednica w mm, 3 – typ piasty.
17. Regały wspornikowe przeznaczone są dla
a)
materiałów sypkich.
b)
materiałów których długość nie przekracza dostępnych długości belek w innych
systemach.
c)
materiałów których długość przekracza dostępne długości belek w innych systemach.
d)
cieczy drobnowymiarowych elementów metalowych.
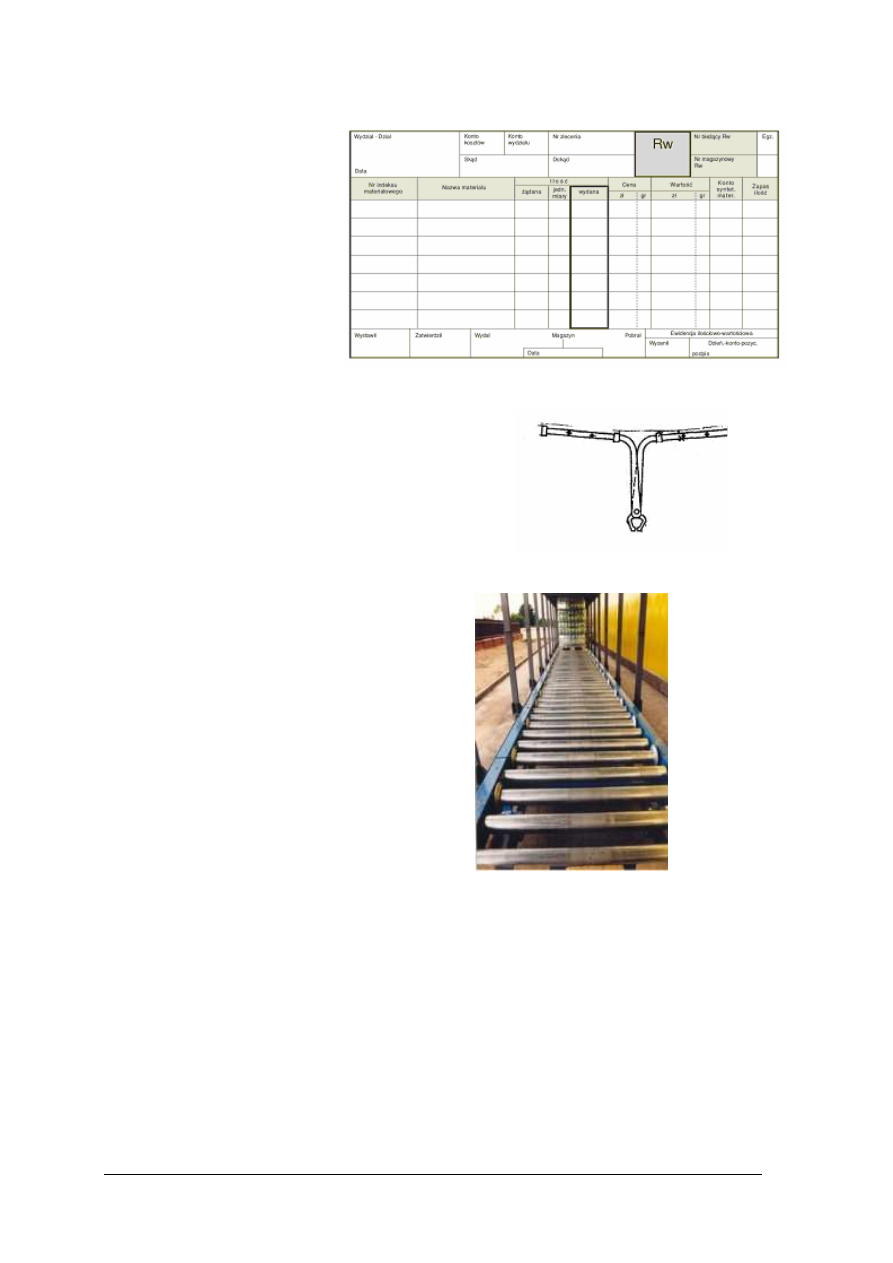
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
80
18. Przedstawiona dokumentacja dotyczy
a)
wydania materiału na
zewnątrz.
b)
pobrania materiału.
c)
przyjęcia materiału do
magazynu
d)
przekazania materiału
między wydziałami.
19. Narzędzie przedstawione na rysunku to
a)
kleszcze samozaciskowe do szyn.
b)
dźwigacz do rur.
c)
ręczny uchwyt szczękowy do blach.
d)
ręczny uchwyt kleszczowy do dłużyc.
20. Na rysunku przedstawiono przenośnik
a)
taśmowy.
b)
wałkowy.
c)
łańcuchowy.
d)
pneumatyczny.
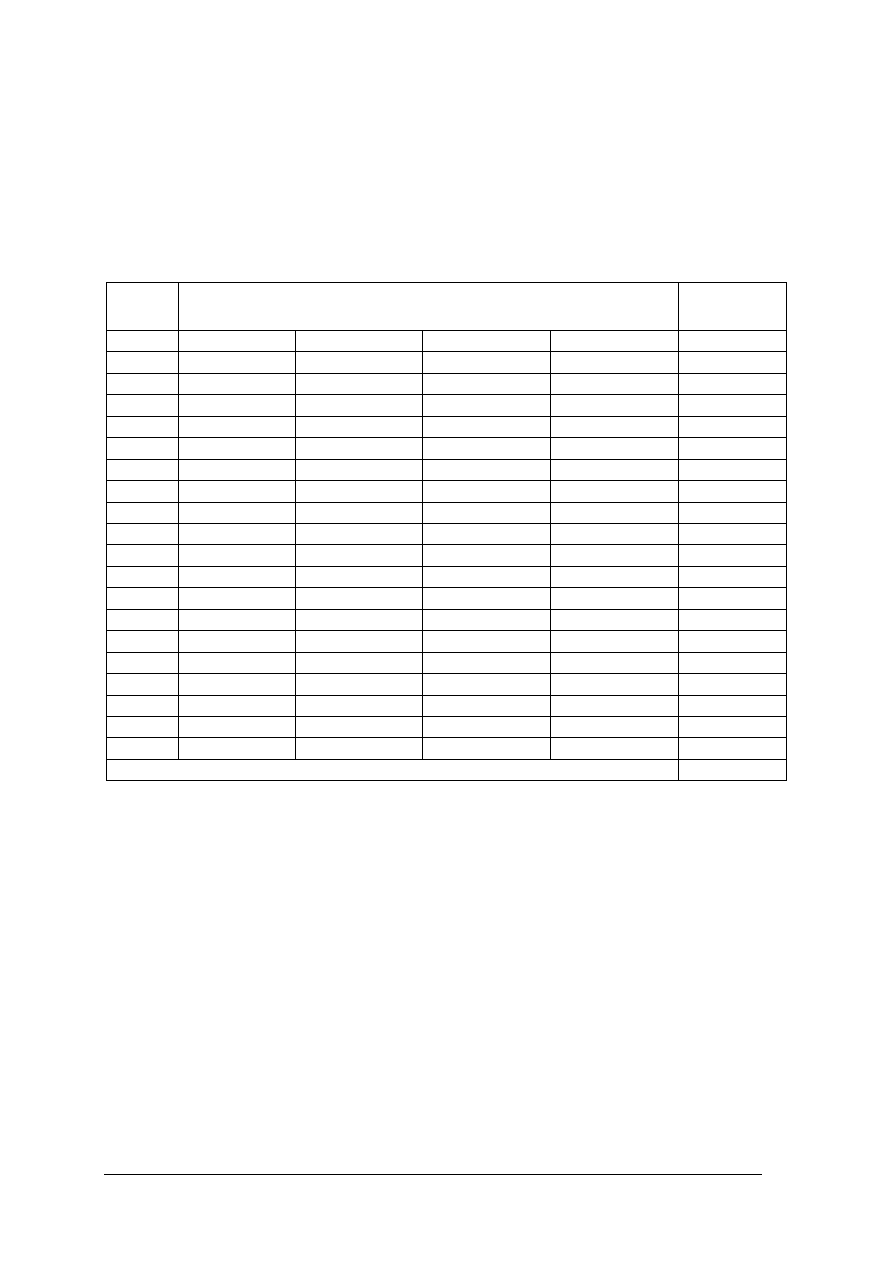
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
81
KARTA ODPOWIEDZI
Imię i nazwisko …………………………………………………….
Dobieranie maszyn i urządzeń przemysłowych oraz transportowych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
82
6. LITERATURA
1.
Gołembska E.: Kompendium wiedzy o logistyce. PWN, Poznań 2002
2.
Górecki A.: Technologia ogólna. WSiP, Warszawa 2000
3.
Kijewski J.: Maszynoznawstwo. WSiP, Warszawa 1993
4.
Kowalewski S., Dąbrowski A., Dąbrowski M.: Zagrożenia mechaniczne. Centralny
Instytut Ochrony Pracy, Warszawa 1997
5.
Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1997
6.
Rączkowski B.: BHP w praktyce. ODiDK, Gdańsk 2005
7.
www.bagra.pl
8.
www.boc.com.pl
9.
www.dzwignice.republika.pl
10.
www.hip.agh.edu.pl
11.
mfiles.ae.krakow.pl
12.
www.promag.pl
13.
www.wentech.pl
14.
zwm.pb.bialystok.pl
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen metalurgicznych 812[02] z1 01 u
operator maszyn i urzadzen metalurgicznych 812[02] z1 01 n
operator maszyn i urzadzen metalurgicznych 812[02] z1 02 u
operator maszyn i urzadzen metalurgicznych 812[02] z1 02 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 01 n
operator maszyn i urzadzen metalurgicznych 812[02] o1 01 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 01 u
operator maszyn i urzadzen metalurgicznych 812[02] o1 01 n
operator maszyn i urzadzen metalurgicznych 812[02] z1 02 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 01 n
operator maszyn i urzadzen metalurgicznych 812[02] o1 01 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 01 u
operator maszyn i urzadzen metalurgicznych 812[02] z1 02 u
operator maszyn i urzadzen metalurgicznych 812[02] o1 02 n
operator maszyn i urzadzen metalurgicznych 812[02] o1 02 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 02 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 04 n
więcej podobnych podstron