„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Andrzej Sadowski
Organizowanie i wyposażenie lakierni 714[03].Z1.09
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Krzysztof Lenkiewicz
mgr inż. Tadeusz Ługowski
Opracowanie redakcyjne:
mgr inż. Andrzej Sadowski
Konsultacja:
mgr Zenon Pietkiewicz
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 714[03].Z1.09:
,,Organizowanie i wyposażenie lakierni”, zawartej w modułowym programie nauczania
dla zawodu lakiernika.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
4
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Proces produkcyjny lakierowania. Zagospodarowanie i eksploatacja
lakierni
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające
15
4.1.3. Ćwiczenia
15
4.1.4. Sprawdzian postępów
16
4.2. Procesy i struktura technologiczna. Zagospodarowanie i wyposażenie
lakierni
18
4.2.1. Materiał nauczania
18
4.2.2. Pytania sprawdzające
24
4.2.3. Ćwiczenia
25
4.2.4. Sprawdzian postępów
26
4.3. Dokumentacja technologiczna lakierni
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające
34
4.3.3. Ćwiczenia
34
4.3.4. Sprawdzian postępów
35
4.4. Organizacja stanowiska roboczego. Przechowywanie oraz rozmieszczenie
narzędzi i materiałów
37
4.4.1. Materiał nauczania
37
4.4.2. Pytania sprawdzające
42
4.4.3. Ćwiczenia
42
4.4.4. Sprawdzian postępów
43
4.5. Zastosowanie maszyn i urządzeń transportowych w lakierniach
44
4.5.1. Materiał nauczania
44
4.5.2. Pytania sprawdzające
45
4.5.3. Ćwiczenia
45
4.5.4. Sprawdzian postępów
45
4.6. Normowanie pracy
46
4.6.1. Materiał nauczania
46
4.6.2. Pytania sprawdzające
49
4.6.3. Ćwiczenia
49
4.6.4. Sprawdzian postępów
51
4.7. Stosowanie automatów i komputerów. Automaty lakiernicze - źródło
oszczędności materiałów i ochrony środowiska
52
4.7.1. Materiał nauczania
52
4.7.2. Pytania sprawdzające
53
4.7.3. Ćwiczenia
54
4.7.4. Sprawdzian postępów
54
4.8. Przepisy niezbędne do uruchomienia lakierni. Ochrona środowiska
55
4.8.1. Materiał nauczania
55
4.8.2. Pytania sprawdzające
56
4.8.3. Ćwiczenia
56
4.8.4. Sprawdzian postępów
57

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
4.9. Wentylacja ogólna i stanowiskowa. Zabezpieczenie przeciwpożarowe.
Urządzenia gaśnicze.
58
4.9.1. Materiał nauczania
58
4.9.2. Pytania sprawdzające
59
4.9.3. Ćwiczenia
59
4.9.4. Sprawdzian postępów
60
4.10. Dokumentacja technologiczno-ruchowa /DTR/ maszyn
61
4.10.1. Materiał nauczania
61
4.10.2. Pytania sprawdzające
63
4.10.3. Ćwiczenia
63
4.10.4. Sprawdzian postępów
64
5. Sprawdzian osiągnięć
65
6. Literatura
71

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o organizacji i wyposażeniu
lakierni przemysłowych i usługowych,. Poradnik zawiera również treści, które pomogą
w wykonaniu ćwiczeń i stosowaniu wiadomości i umiejętności w działaniu praktycznym.
Poradnik zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiadomości, które
powinieneś mieć opanowane, aby przystąpić do realizacji jednostki modułowej.
2. Cele kształcenia jednostki modułowej.
3. Materiał nauczania (rozdział 4) umożliwiający samodzielne przygotowanie się do
wykonania ćwiczeń i zaliczenia sprawdzianów. Jest to kompendium wiadomości
teoretycznych niezbędnych do opanowania treści jednostki modułowej. Rozdział ten
zawiera także:
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia,
−
ćwiczenia, opis ich wykonania wraz z wykazem materiałów, narzędzi i sprzętu
potrzebnych realizacji,
−
sprawdzian postępów pozwalający ocenić stopień opanowania materiału.
4. Sprawdzian osiągnięć, przykładowy zestaw zadań i pytań. Pozytywny wynik sprawdzianu
potwierdzi, że dobrze pracowałeś podczas lekcji i że nabrałeś wiedzy i umiejętności
z zakresu tej jednostki modułowej.
5. Literaturę uzupełniającą.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela
lub instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: Organizowanie i wyposażenie lakierni jest kończącą szkolenie. Jej
opanowanie przygotowuje Cię do ewentualnego prowadzenia w przyszłości samodzielnej
lakierni, a także pomoże Ci w zrozumieniu wielu procedur z zakresu bhp i ppoż.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminy, przepisy bezpieczeństwa
i higieny pracy oraz instrukcje przeciwpożarowe, wynikające z rodzaju wykonywanych prac.
Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
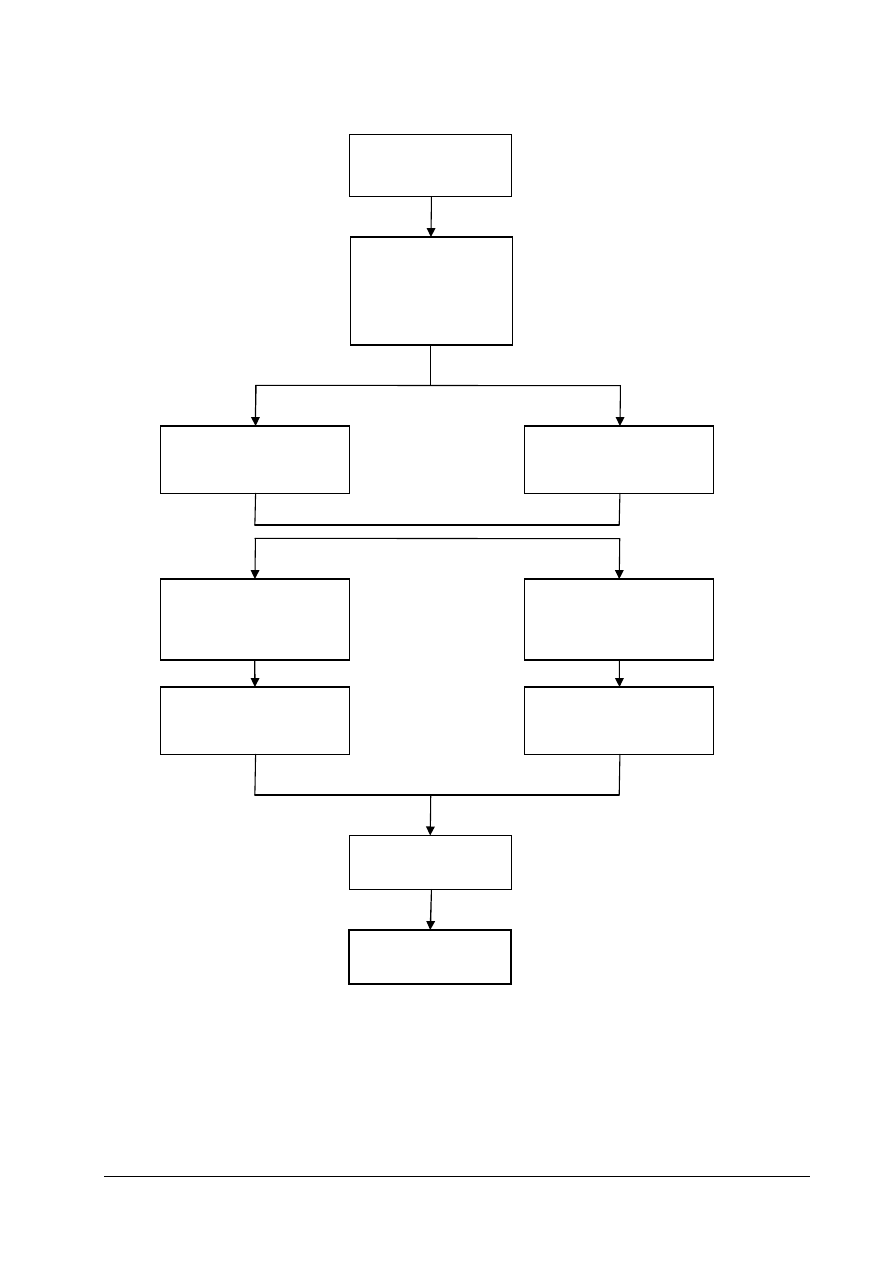
Schemat układu jednostek modułowych
714[03].Z1
Podstawowe technologie
lakiernicze
714[03].Z1.01
Stosowanie przepisów BHP
ochrony ppoż. i ochrony
środowiska przy
wykonywaniu prac
lakierniczych
714[03].Z1.02
Przygotowanie powierzchni
wyrobów do lakiernictwa
714[03].Z1.03
Nakładanie powłok lakierniczych
714[03].Z1.04
Wytwarzanie powłok malarsko-
lakierniczych na wyrobach
powszechnego użytku
714[03].Z1.06
Wykonywanie napraw i renowacji
pokryć lakierniczych
714[03].Z1.05
Znakowanie pokryć lakierniczych
714[03].Z1.07
Nanoszenie pokryć ochronnych i
ochronno-dekoracyjnych
714[03].Z1.08
Ocena jakości powłok
lakierniczych
714[03].Z1.09
Organizowanie i
wyposażanie lakierni

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
–
stosować podstawowe technologie lakiernicze,
–
organizować stanowisko pracy zgodnie z wymogami ergonomii, BHP i ppoż,
–
korzystać z różnych źródeł informacji,
–
rozróżniać materiały konstrukcyjne,
–
stosować podstawowe technologie mechaniczne,
–
pomiary warsztatowe i laboratoryjne,
–
posługiwać się dokumentacją techniczną,
–
eksploatować maszyn i urządzenia,
–
przygotować powierzchnie wyrobów do lakierowania,
–
stosować techniki nakładania warstw lakierniczych,
–
nakładać pokrycia lakierowe na nowe wyroby,
–
naprawiać i wykonywać renowację pokryć lakierowych
–
oceniać jakość pokryć lakierowych,
–
stosować pojęcia z zakresu układów sterowania i regulacji,
–
stosować technologię informacyjną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
–
scharakteryzować strukturę organizacyjną lakierni funkcjonującej w przemyśle i usługach,
–
zidentyfikować stanowiska pracy lakierni każdego typu,
–
zanalizować przepisy dotyczące organizacji i funkcjonowania lakierni,
–
określić procesy technologiczne występujące w lakierni,
–
sporządzać dokumentację technologiczną procesów lakierniczych,
–
określić procesy eksploatacji maszyn i urządzeń występujące w lakierni,
–
zorganizować i wyposażyć stanowiska robocze w lakierni,
–
stosować podstawowe zagadnienia z zakresu normowania pracy i potrafić ocenić i
skonstruować normę czasu trwania operacji lakierniczej,
–
posłużyć się dokumentacją techniczno – ruchową /DTR/ urządzeń,
–
posłużyć się dokumentacją procesów kontroli jakości,
–
przeglądać oferty oraz katalogi handlowe drukowane i internetowe producentów maszyn,
urządzeń lakierniczych, odzieży ochronnej, ochron osobistych,
–
skorzystać z przepisów,
–
skorzystać z literatury technicznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4.
MATERIAŁ NAUCZANIA
4.1. Proces produkcyjny lakierowania. Zagospodarowanie
i eksploatacja lakierni
4.1.1. Materiał nauczania
1. Proces produkcyjny w lakierni
Produkcja lakiernicza – to zespół skoordynowanych procesów, w których świadoma
i celowa działalność (praca) lakierników lub automatów lakierniczych, przy pomocy
określonych narzędzi przekształca wyroby (przedmioty pracy), nadając im pożądane pokrycia
lakierowe (o pożądanych właściwościach i cechach). W produkcji lakierniczej, podobnie jak
w każdej innej, wyróżnia się:
−
podstawową działalność lakierniczą – obejmującą bezpośrednie prace lakiernicze do
których oprócz wykonywania pokryć lakierowych również zalicza się projektowanie
pokryć, nadzór nad lakierowaniem, kontrola wykonanych prac;
−
działalność pomocniczą lakierowania – obejmująca takie procesy jak zaopatrzenie,
transport, magazynowanie, obsługa eksploatacyjna maszyn i urządzeń oraz narzędzi
lakierniczych.
W przemyśle lakierowanie wyrobów jest elementem składowym wykonania całego wyrobu.
Istnieją również rozwiązania, że lakiernia może być samodzielnym przedsiębiorstwem
produkcyjnym lub usługowym. Z produkcją lakierniczą lakierni jako samodzielnego
przedsiębiorstwa lub części przedsiębiorstwa produkcyjnego związane jest bezpośrednio
zagadnienie zarządzania /kierowania/ produkcją lakierniczą. Obejmuje ona: zarządzanie
materiałami lakierniczymi we wszystkich fazach prac lakierniczych, zarządzania zasobami
produkcji, tj. zdolnością produkcyjną maszyn, urządzeń i zatrudnionych w lakierni ludzi,
zarządzanie przemieszczaniem (przepływem) wyrobów (przedmiotów pracy lakierniczej),
zarządzanie przeglądami i konserwacjami maszyn i urządzeń lakierniczych.
Jeżeli wszystkie składowe przebiegu lakierowania zorganizowane są i wykonywane w ściśle
określony i powtarzalny sposób, to mówi się że istnieje system zarządzania produkcją
lakierniczą. Na system zarządzania produkcją lakierniczą składają się następujące grupy
czynności:
−
utrzymanie budynków i urządzeń lakierni na odpowiednim poziomie,
−
techniki prac lakierniczych, w tym projektowanie nowych metod pracy,
−
planowanie i sterowanie procesami lakierowania,
−
bezpośrednie
prace
lakiernicze,
w
tym
również
magazynowanie
materiałów,
magazynowanie wyrobów przed i po pracach lakierniczych,
−
organizacja pracy pracowników i maszyn,
−
kontrola jakości wykonywanych pokryć lakierowych na wyrobach.
Czynniki wpływające na produkcyjność lakierni - poza czynnikami zewnętrznymi,
z których najistotniejszy jest popyt (zapotrzebowanie, zamówienie) na lakierowane wyroby,
podstawowymi czynnikami wewnętrznymi determinującymi zdolność produkcyjną każdej
lakierni są:
a) w zakresie czynników produkcji lakierniczej: wielkość powierzchni lakierni, zainstalowane
maszyny i urządzenia lakiernicze – ich ilość i charakterystyki techniczne;
b) w zakresie struktury asortymentowej: program asortymentowy produkcji lakierniczej
(rodzaje wykonywanych warstw pokryć), stosowane materiały lakiernicze;

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
c) w zakresie organizacji produkcji lakierniczej: optymalne normy techniczne, optymalny czas
eksploatacji maszyn i urządzeń, optymalne wykorzystanie powierzchni lakierni, długość
serii lakierowanych wyrobów oraz poziom organizacji pracy.
Cały zespół wewnętrznych czynników decyduje o końcowych efektach ekonomicznych lakierni,
tj. o jej ekonomicznych wynikach. Miernikiem ekonomicznym organizacji lakierni jest koszt
jednostkowy wykonania pokrycia lakierowego na wyrobie.
Zdolność produkcyjna lakierni – w ustalaniu zdolności produkcyjnej lakierni istotnym
elementem jest sumaryczny czas pracy stanowisk produkcyjnych w lakierni. Czas pracy
wynikający z systemu pracy lakierni nazywa się nominalnym funduszem czasu pracy lakierni
lub nominalnym czasem pracy lakierni. Czas pracy lakierni pomniejszony o czas remontów,
konserwacji i czynności porządkowych nazywany jest efektywnym funduszem czasu pracy
lakierni lub efektywnym czasem pracy lakierni.
Zdolność produkcyjną lakierni szacuje się w ten sposób, że zgodnie z przebiegiem procesu
technologicznego określa się zdolność produkcyjną poszczególnych stanowisk pracy w lakierni
z uwzględnieniem wydajności używanych maszyn i urządzeń stanowiących wyposażenie
stanowisk. Zespół jednorodnych stanowisk pracy w lakierni nazywany jest gniazdem
produkcyjnym. Zdolność produkcyjna gniazda produkcyjnego jest sumą zdolności produkcyjnej
stanowisk w gnieździe. Natomiast zdolność produkcyjna całej lakierni nie zawsze jest prostą
sumą zdolności poszczególnych gniazd, ale czasami jest ograniczona zdolnością produkcyjną
gniazda podstawowego, tj. takiego, które decyduje o możliwościach produkcyjnych wszystkich
pozostałych gniazd i stanowisk. Miernikiem zdolności produkcyjnej lakierni jest najczęściej
ilość sztuk polakierowanych wyrobów na jednostkę czasu (zmianę produkcyjną, dzień lub
miesiąc) lub wartości produkcji w analogicznej jednostce czasu.
Niewykorzystana zdolność produkcyjna lakierni określana jest mianem rezerwy
produkcyjnej lakierni. Gniazdo ograniczające zdolność produkcyjną lakierni określane jest
pojęciem „wąskim gardłem” lub „wąskim ogniwem” lakierni. Sposobem likwidacji wąskiego
ogniwa ograniczającego zdolność produkcyjną lakierni jest jego modernizacja lub rozbudowa.
Warunki i metody humanizacji pracy w lakierni – w produkcji lakierni uczestniczą, jako
czynnik produkcyjny, pracownicy lakierni wraz z ich kwalifikacjami, wiedzą, umiejętnościami,
osobowością, hierarchią wartości i motywami działania. Potencjał produkcyjny tkwiący
z pracownikach lakierni jest częścią potencjału produkcyjnego lakierni i jakościowym
wymiarem potencjału pracy lakierni, w odróżnieniu od czasu pracy pracowników – który jest
ilościowym wymiarem potencjału pracy lakierni.
Zagadnieniem podstawowym w organizacji pracy lakierni jest prawidłowe wykorzystanie
czasu pracy pracowników lakierni, nazywane wydajnością pracy pracowników lakierni.
W zoptymalizowaniu efektywności pracy pracowników lakierni niezwykle istotną rolę
odgrywają takie zagadnienia jak:
−
ergonomia pracy – rozumiana jako dostosowanie narzędzi, maszyn i urządzeń w lakierni
do wymogów fizycznych i psychicznych pracujących w lakierni;
−
ochrona pracy – rozumiana jako zespół środków i metod kształtowania warunków pracy
zabezpieczających pracujących przed zagrożeniem zdrowia i życia;
−
bezpieczeństwo i higiena pracy – rozumiane jako minimum warunków i zasad jakie
zarządzający lakiernią oraz pracujący w niej zobowiązani są stworzyć dla uchronienia się
przed zagrożeniami ze strony urządzeń technicznych, procesów technologicznych, narzędzi,
używanych substancji, temperatury, hałasu, wibracji, oświetlenia, itp. szkodliwych
czynników.
Na ustrój każdego pracującego w lakierni człowieka oddziałują bezpośrednio materialne
warunki pracy, które wpływają na jego wydajność. Do materialnych warunków pracy w lakierni
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
zalicza się jako czynniki rzeczowe: pomieszczenia lakierni, przestrzenne zorganizowanie
stanowisk pracy, maszyny i urządzenia podstawowe i pomocnicze. Jako czynniki fizyczne:
mikroklimat w miejscach pracy w lakierni, oświetlenia stanowisk pracy, kolorystyka miejsc
pracy, hałas w miejscu pracy, drgania mechaniczne energia promienna, zapylenie powietrza,
porządek i estetyka miejsc pracy. Jako czynniki chemiczne - substancje szkodliwe dla zdrowia.
2. Organizacja procesu produkcyjnego w lakierni
Proces produkcyjny lakierni – to uporządkowany zespół niezbędnych działań (operacji
i czynności), których celem jest wytworzenie pokrycia lakierowego na wyrobie. Na bezpośredni
proces wytwórczy pokryć lakierowych na lakierowanych wyrobach składają się:
−
proces technologiczny lakierowania, rozumiany jako zbiór działań w czasie których
przedmiot lakierowania uzyskuje kolejne elementy pokrycia lakierowego;
−
proces transportowy, rozumiany jako zbiór przemieszczeń przedmiotu lakierowania,
narzędzi i materiałów lakierniczych w celu wykonania kolejnych składowych pokrycia
lakierowego wyrobu;
−
proces kontroli, rozumiany jako zbór działań mających na celu ustalenie jakości wykonania
poszczególnych składowych lub całego pokrycia lakierowego wyrobu;
−
proces magazynowania i składowania, rozumianych jako zbiór działań w celu
zabezpieczenia wyrobów przed lakierowaniem oraz po lakierowaniu.
Oprócz podstawowego procesu wytwórczego w lakierni występują również jako składowe
procesu produkcyjnego:
−
procesy pomocnicze, do których zalicza się utrzymanie maszyn i urządzeń lakierni,
−
procesy obsługowe, do których zalicza się utrzymanie czystości, zapewnienie warunków
bhp i ppoż, obsługa administracyjna.
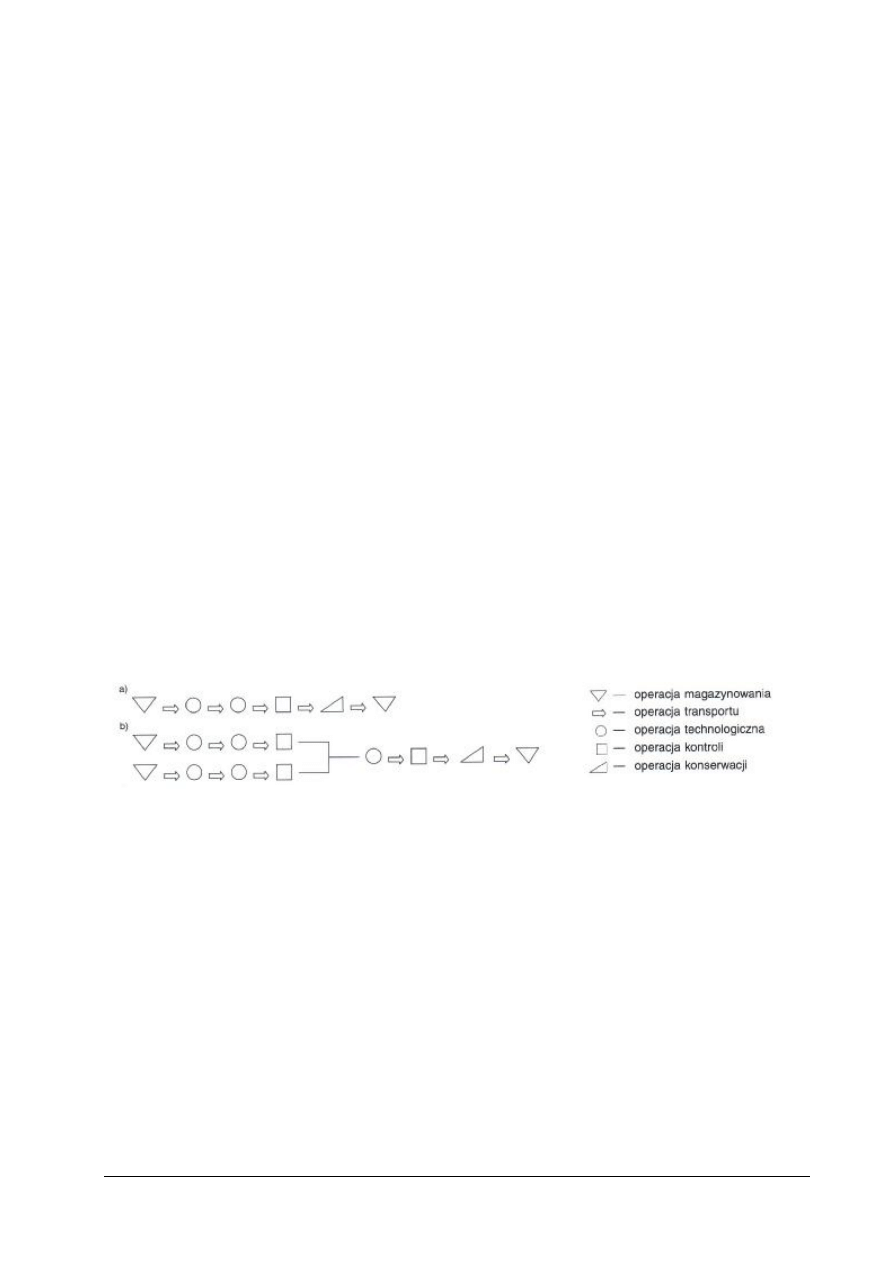
Na rysunku 1 pokazano w sposób schematyczny techniczny opis prostego i złożonego procesu
produkcyjnego:
Rys. 2. Schemat procesu produkcyjnego prostego (a) oraz złożonego (b) [8]
Produkcja jednostkowa - polega na niepowtarzalnym lub powtarzalnym w nieregularnych
i bliżej nieokreślonych odcinkach czasowych wytwarzaniu określonych rodzajów pokryć
lakierowych. Najczęściej występuje taki rodzaj produkcji w lakierniach usługowych.
Produkcja seryjna - polega na okresowym wytwarzaniu oznaczonej liczby (serii)
określonego rodzaju pokryć lakierowych. Seria produkcyjna /lakiernicza/ to zadysponowania do
wykonania liczba wyrobów z identycznym pokryciem lakierowym.
Produkcja masowa - polega na długotrwałym wytwarzaniu określonego rodzaju pokryć
lakierowych na tym samym wyrobie. W tego typie produkcji lakierniczej nie jest istotna liczba
polakierowanych wyrobów, ale ciągłość i długotrwałość wykonywania pokryć lakierowych tego
samego rodzaju na identycznym lub różnych wyrobach.
Formy organizacji produkcji lakierniczej - ze względu na sposób powiązania ze sobą
poszczególnych stanowisk roboczych w lakierni można wyodrębnić następujące formy
organizacyjne produkcji lakierniczej:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
−
produkcja niepotokowa (gniazdowa), gdy kierunek przemieszczania wyrobów poddanych
poszczególnym operacjom lakierowania jest zmienny i przedmiot lakierowania może być
dowolnie przemieszczany pomiędzy stanowiskami;
−
produkcja potokowa (linia technologiczna lakiernicza), gdy kierunek przemieszczania
wyrobów poddanych poszczególnym operacjom lakierowania pomiędzy stanowiskami jest
stały, stanowiska pracy są rozmieszczone wg technologicznej kolejności wykonywania
operacji.
Struktura technologiczna lakierni przemysłowej - w lakierniach produkcyjnych
/przemysłowych/ aktualnie dominują układy potokowe z wymuszonym rytmem pracy oraz
mechanicznymi
urządzeniami
transportowymi
przedmiotów
lakierowania
w
postaci
przenośników. Schemat organizacyjny małej i dużej lakierni w fabryce produkcyjnej pokazano
na rys. 3–4:
Rys. 3. Schemat małej lakierni przemysłowej [13]. 1) mieszarki materiałów lakierniczych, 2) stanowisko
laboratoryjne, 3) szafa na dokumentację, 4) tor przebiegu podnośnika podwieszonego, 5) wanna do
czyszczenia chemicznego, 6) urządzenie do odtłuszczania, 7) kabiny do gruntowania, 8) suszarki, 9) stoły
do kontroli i obróbki korekcyjnej, 10) kabiny lakierniczo- suszarnicze
Struktura technologiczna lakierni usługowej - w lakierniach usługowych, w tym głównie
motoryzacyjnych nastąpiło funkcjonalne połączenie lakierni z blacharnią oraz występowanie
tego typu zakładów jako zorganizowanej całości lub funkcjonalne połączenie lakierni, blacharni,
części mechanicznej, elektro-elektrycznej oraz diagnostycznej w jeden zakład obsługi i naprawy
pojazdów. Aktualnie dominują w tego typu zakładach układy gniazdowe z preferencją
wykonywania dużego spektrum prac na jednym stanowisku, bez zbędnego przemieszczania
przedmiotów lakierowania.
Gniazda/moduły prowadzenia prac lakierniczych - w usługowej lakierni motoryzacyjnej,
niezależnie czy jest ona samodzielna czy połączona funkcjonalnie z innym warsztatem, oprócz
pomieszczeń obsługi klientów, socjalnych i sanitarnych, wyodrębnić należy następujące
funkcjonalne gniazda/moduły prowadzenia prac lakierniczych:
1. stanowisko/a do demontażu i montażu wyposażenia oraz magazyn części zdemontowanych,
2. stanowisko/a do prowadzenia prac przygotowawczych,
3. komora lub kabina lakierniczo – suszarnicza,
4. sprężarkownia i instalacja sprężonego powietrza,
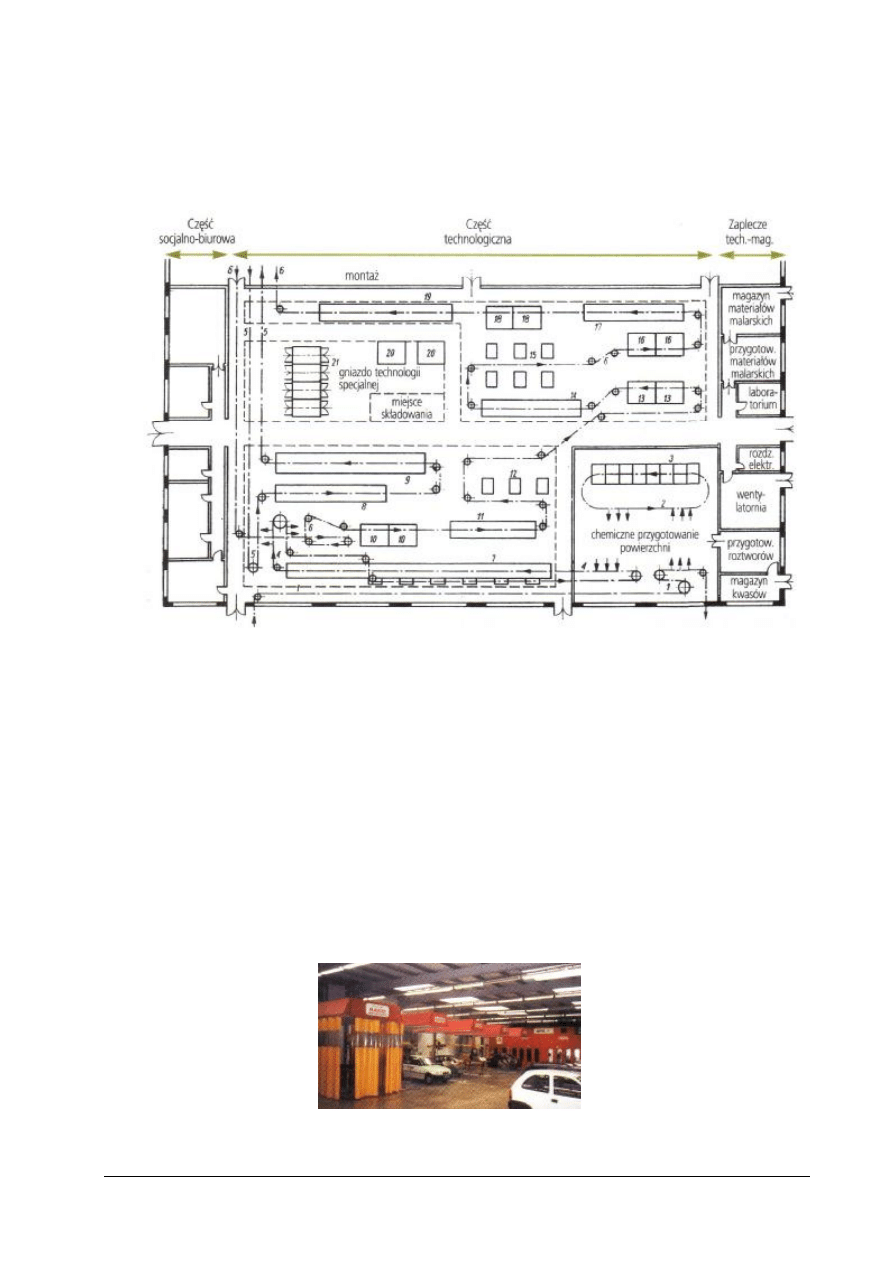
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
5. magazyn i mieszalnia materiałów lakierniczych i pomocniczych.
Układ tych gniazd powinien być funkcjonalny i aktualnie w procesach projektowania
i urządzania lakierni zmierza do utrzymania zdolności produkcyjnych lakierni przy
minimalizacji powierzchni obiektu.
Rys. 4. Schemat dużej lakierni przemysłowej [13] 1 – 2, 4-6, ) tor przebiegu podnośnika podwieszonego, 3) wanny
do czyszczenia chemicznego, 7) urządzenie do fosforanowania, 8) wanna zanurzeniowego nakładania
pokryć w procesie elektroforezy, 9) suszarka tunelowa, 10) kabiny do natrysku gruntów,
11, 14, 17) suszarka tunelowa promiennikowa, 12) stanowiska do kontroli i obróbki korekcyjnej,
13) kabiny do natrysku szpachli natryskowej, 15) stanowiska do kontroli i obróbki korekcyjnej szpachli,
16) kabiny lakiernicze I warstwy lakieru nawierzchniowego, 18) kabiny lakiernicze II warstwy lakieru
nawierzchniowego, 19) kabiny lakiernicze do korekt lakierowania, 20 suszarki przelotowe wyrobów po
korektach
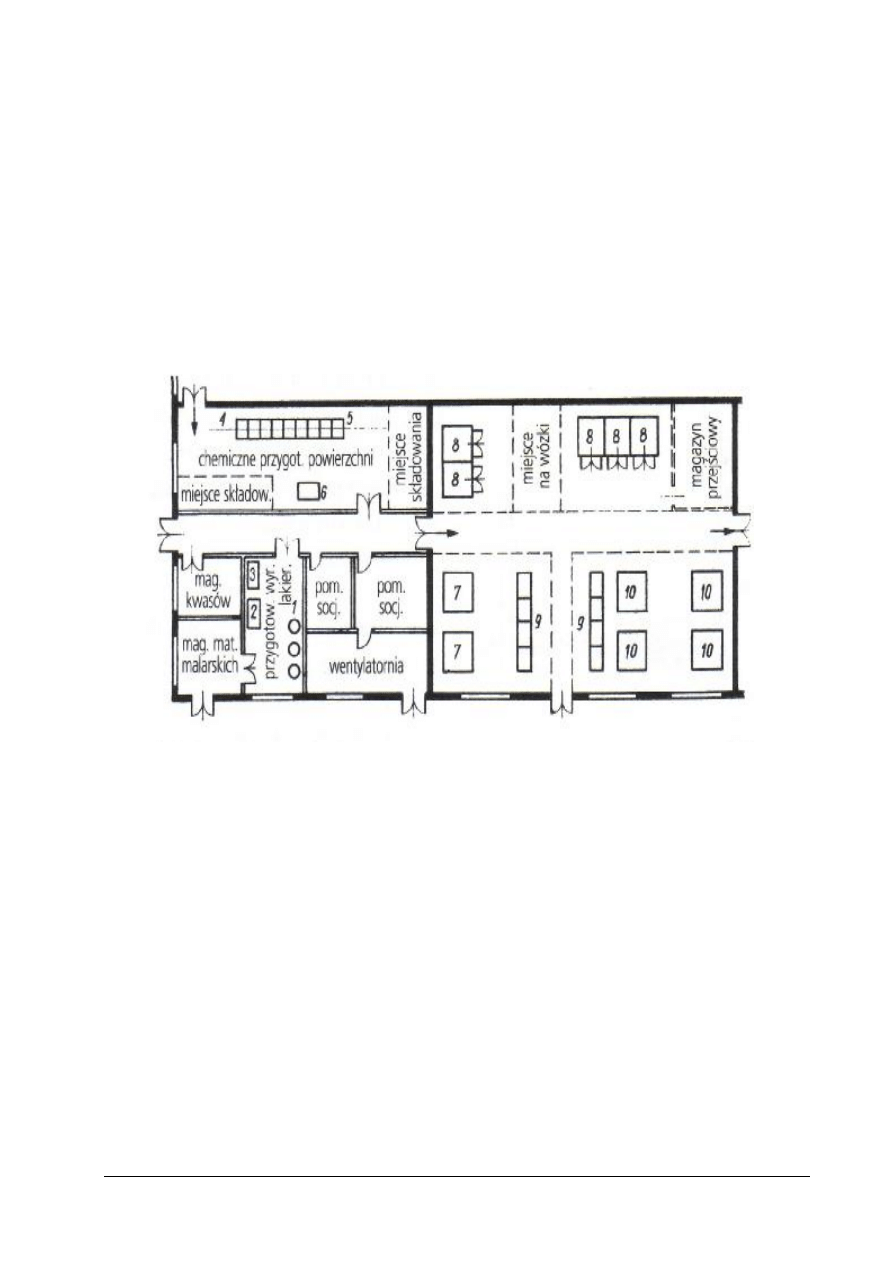
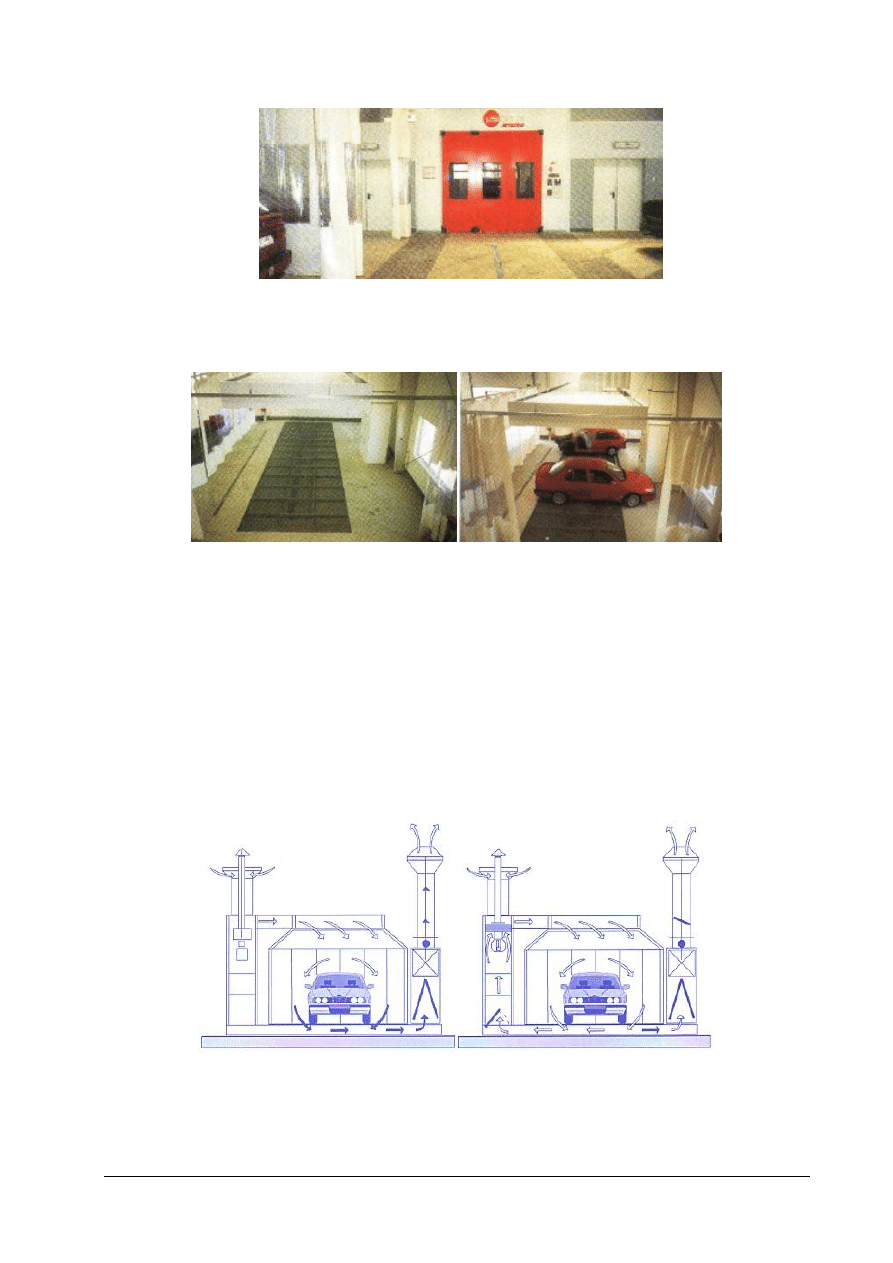
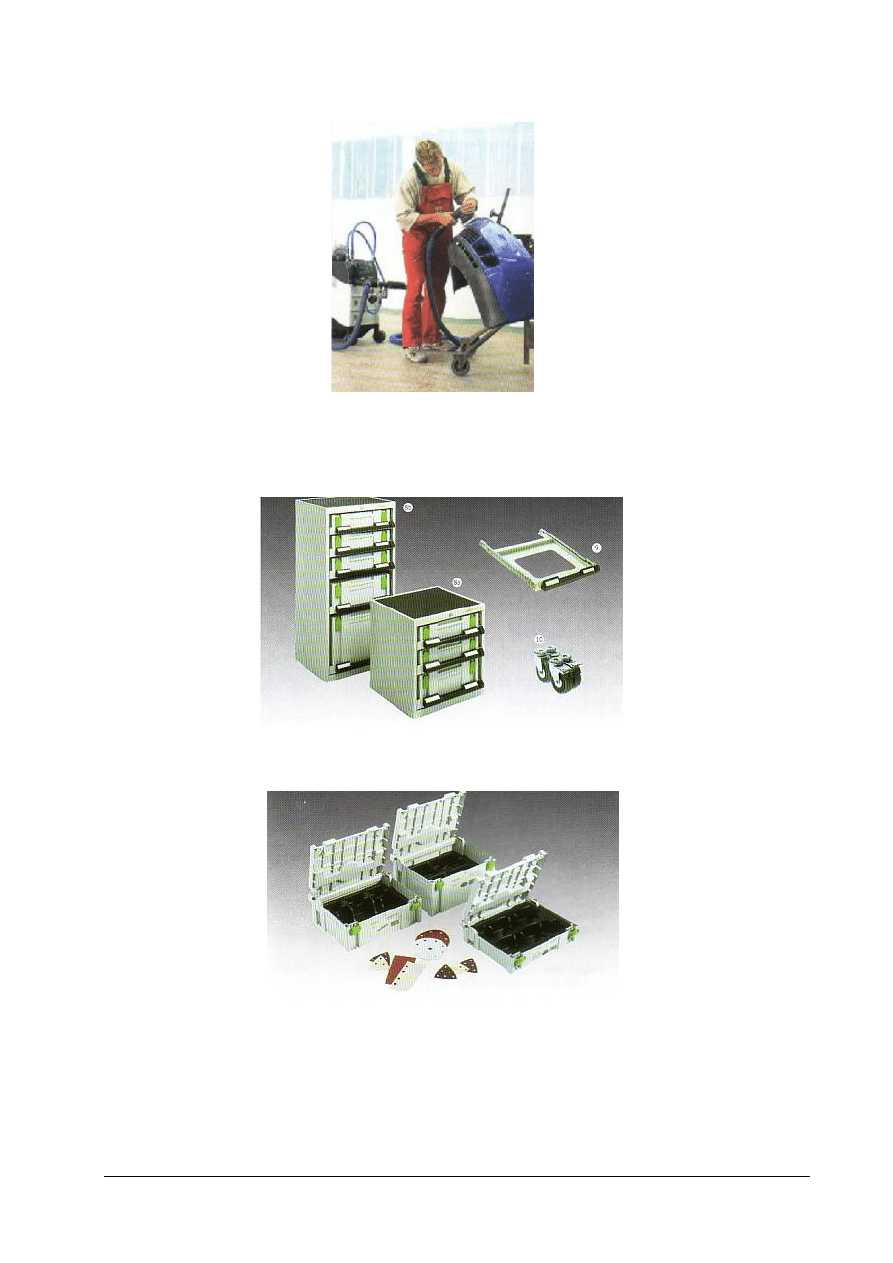
Stanowiska do prac przygotowawczych – zasadą staje się urządzanie w lakierniach
kilkustanowiskowego gniazda prac przygotowawczych i takie jego wyposażenie, aby na jednym
stanowisku mógł być prowadzony co najmniej następujący zakres prac: szlifowanie, oklejanie,
gruntowanie/podładowanie, wykańczanie, polerowanie. Ponieważ najczęściej jest to kilka
stanowisk, dlatego nazywa się modułem prac przygotowawczo – wykończeniowych.
Najczęściej usytuowany jest on obok kabiny lakierniczo-suszarniczej, w której z przyczyn
ekonomicznych wykonuje się tylko te prace, które nie mogą być wykonane w module
przygotowawczo –wykończeniowym.
Rys. 5. Usytuowanie samodzielnych gniazd prac przygotowawczych obok komory lakierniczo-suszarniczej
w lakierni samochodowej [Saico]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 6. Usytuowanie modułu prac przygotowawczych obok kabiny lakierniczo-suszarniczej w lakierni
samochodowej [19,5) UsiItalia]
Rys. 7–8. Organizacja i wykorzystanie modułu prac przygotowawczo-zakończeniowych usytuowanego obok kabiny
lakierniczo-suszarniczej w lakierni samochodowej [16,3, 15]
Kabiny lakierniczo – suszarnicze - powszechne jest stosowanie kabin z połączeniem
funkcji lakierowania i suszenia w lakierniach usługowych. Jest to wynik stosowania
obowiązujących przepisów ochrony zdrowia lakierników i przepisów ochrony środowiska.
Zadaniem kabin lakierniczo – suszarniczych jest zapewnienie: bezpiecznych warunków pracy
lakiernikowi, wymaganej ilości i czystości /bezpyłowości/ powietrza używanego podczas
lakierowania i suszenia, w krótkim czasie odpowiedniej wymaganej podczas lakierowania
i suszenia temperatury, ochrony przeciwpożarowej i przeciwwybuchowej podczas procesów
lakierowania i suszenia, odpowiedniego poziomu zanieczyszczeń i hałasów emitowanych do
środowiska przyrodniczego. Praca kabin lakierniczo suszarniczych składa się z dwóch cykli
roboczych: cyklu lakierowania /rys. 9/ oraz cyklu suszenia /rys 10/:
cykl lakierowania
cykl suszenia
Rys. 9–10. Cykle pracy kabiny lakierniczo-suszarniczej w lakierni samochodowej [19,5 Nova Verta]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Podczas cyklu lakierowania - cała ilość zasysanego z atmosfery powietrza przechodzi
przez filtr wstępny, jest podgrzewana do odpowiedniej temperatury, wtłaczana do komory przez
sufitowy filtr dokładnego oczyszczania, opływa przedmiot lakierowany i oczyszczona przez
filtry podłogowe jest przez kanał odciągowy wyemitowana na zewnątrz kabiny.
Podczas cyklu suszenia, ok. 80% powietrza jest recyrkulowana z powrotem do komory,
a tylko 20% zasysanego z atmosfery powietrza przechodzi przez filtr wstępny, jest podgrzewana
do odpowiedniej temperatury, wtłaczana do komory przez sufitowy filtr dokładnego
oczyszczania, opływa przedmiot lakierowany i oczyszczona przez filtry podłogowe jest przez
kanał odciągowy wyemitowana na zewnątrz kabiny.
Pomiędzy każdym cyklem oraz na zakończenie pracy komora jest automatycznie
wentylowana i wychładzana. Kabina składa się z trzech zasadniczych zespołów: agregatu
grzewczo-nawiewowego, komory, układu /agregatu/ filtrującego.
Kabina lakierniczo – suszarnicza jest tak zbudowana, że zapewnia odpowiednia temperaturę
pracy w cyklu /20–25
o
C – podczas lakierowania oraz 60–80
o
C – podczas suszenia, oraz
odpowiednią czystość i szybkość przepływu powietrza. Kabina spełnia wymogi bezpieczeństwa
pracy potwierdzone odpowiednimi certyfikatami w zakresie oświetlenia, bezpieczeństwa
przeciwpożarowego i bezpieczeństwa przeciwwybuchowego.
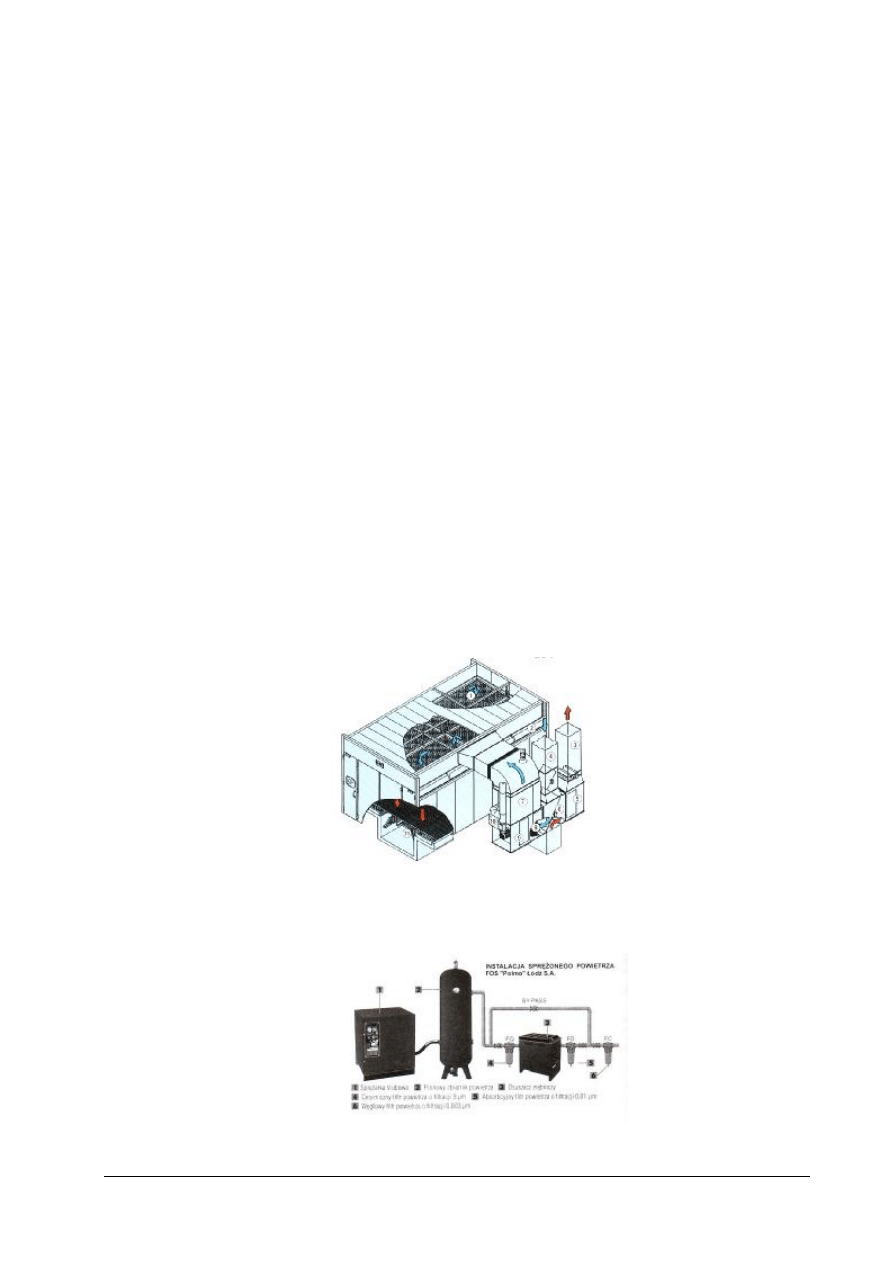
Sprężarkownia i instalacja sprężonego powietrza - stosowane technologie prowadzenia
prac lakierniczych wymagają dużych ilości sprężonego do odpowiedniego ciśnienia
i oczyszczonego powietrza. Powietrze w lakierniach jest wykorzystywane do napędu narzędzi
pneumatycznych,
oczyszczania
i
osuszania
powierzchni
obrabianych
przedmiotów,
rozprowadzania materiałów lakierniczych i konserwujących podczas ich aplikacji we wszystkich
technikach, zasilania suszarek do lakierów wodorozcieńczalnych. Sprężarki to maszyny używane
do wytwarzania i przetłaczania powietrza. Pomieszczenie, gdzie zainstalowana jest sprężarka
i urządzenia do osuszania, filtracji imagazynowania powietrza nazywa się sprężarkownią. Stąd
sprężone powietrze dostarczane jest do miejsc zapotrzebowania przy pomocy rurociągu, który
nazywany jest instalacją sprężonego powietrza.
Rys. 11. Schemat budowy kabiny lakierniczo-suszarniczej [19,5 Lutro]1). Filtr sufitowy, 2). Oświetlenie, 3). Kanał
/komin/ wylotowy powietrza, 4). Kanał dolotowy powietrza, 5). Wentylator, 6). Klapa wyboru trybu pracy,
7). Nagrzewnica powietrza, 8). Filtr wstępny powietrza dolotowego, 9). Wentylator powietrza, 10) Palnik
olejowy lub gazowy, 11). Filtry podłogowe
Rys. 12. Schemat budowy instalacji sprężonego powietrza [6]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Mieszalnia lakierów - małe lakiernie usługowe zamawiają potrzebne im materiały
lakiernicze w ogólnie dostępnych mieszalniach prowadzonych przez dystrybutorów lakierów
różnych producentów. Większe i duże lakiernie posiadają mieszalnie lakierów, które również
pełnią funkcję magazynów materiałów lakierniczych. Mieszalnia lakierów to wydzielone
pomieszczenie
służące
do
przygotowania
odpowiednich
do
potrzeb
ilościowych
i kolorystycznych porcji materiałów lakierniczych. Do niezbędnego wyposażenia mieszalni
zaliczyć należy: mieszalnik lakierów, służący do jednoczesnego mieszania mechanicznego wielu
pojemników z materiałem lakierniczym; precyzyjna waga lakiernicza, służąca do bardzo
dokładnego odważania masy składnika materiału lakierniczego; receptury, to zawarte na kartach,
mikrofilmach, w wersji elektronicznej składy masowe poszczególnych komponentów
materiałów lakierniczych wchodzących w gotowy produkt oraz inne przyrządy do pomiarów
parametrów materiałów lakierniczych, tj. kubki Forda, wiskozymetry itp.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki zakres prac zalicza się do podstawowej i pomocniczej działalności lakierniczej
w lakierniach przemysłowych?
2. Od jakich wewnętrznych czynników zależy zdolność produkcyjna lakierni przemysłowej?
3. Co to jest „wąskie ogniwo” lakierni?
4. Wymień składowe procesu produkcyjnego lakierowania w lakierni przemysłowej?
5. Jakie znasz rodzaje organizacji produkcji lakierniczej ?
6. Jakie formy organizacji produkcji lakierniczej w lakierniach przemysłowych i usługowych?
7. Jakie funkcjonalne gniazda prowadzenia prac lakierniczych można wyodrębnić w każdej
lakierni usługowej?
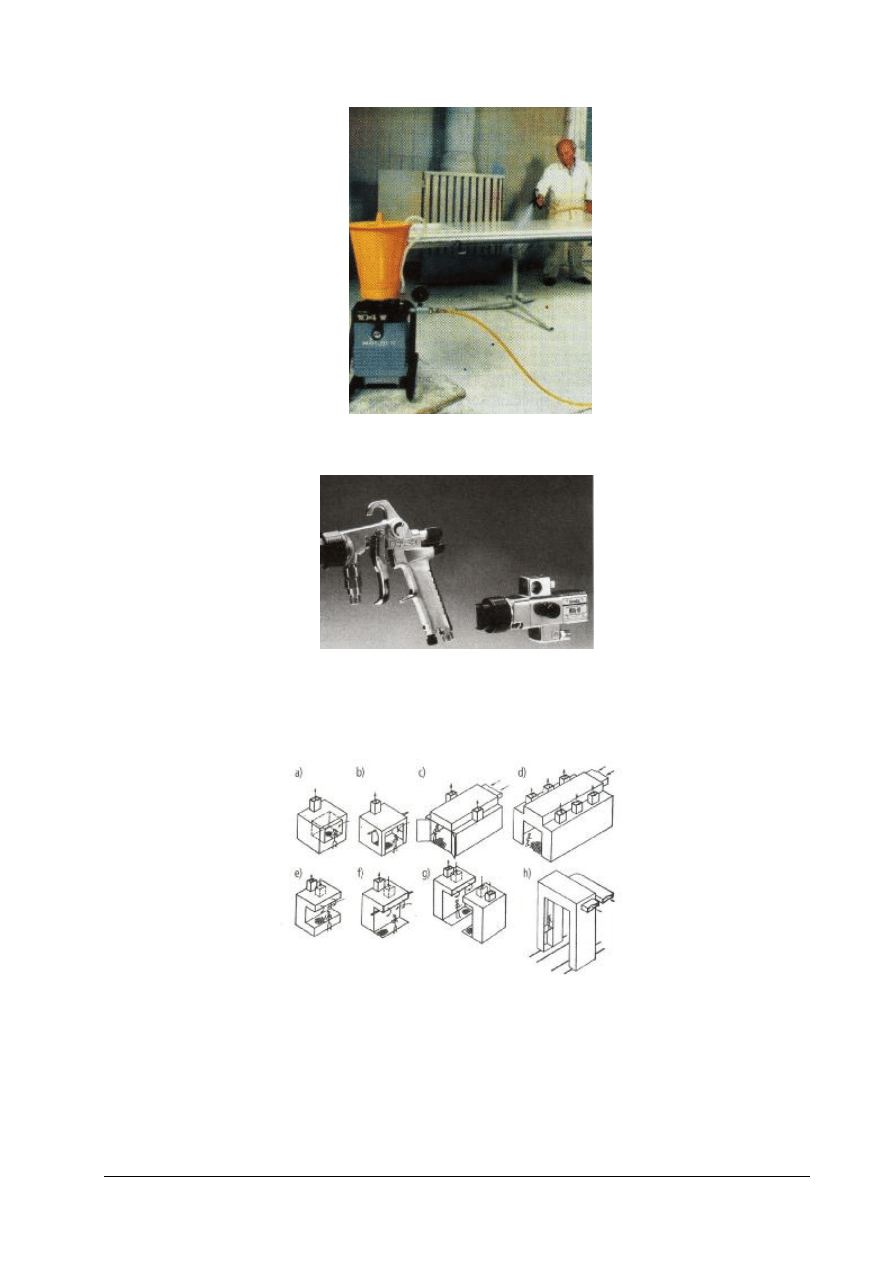
4.1.3. Ćwiczenia
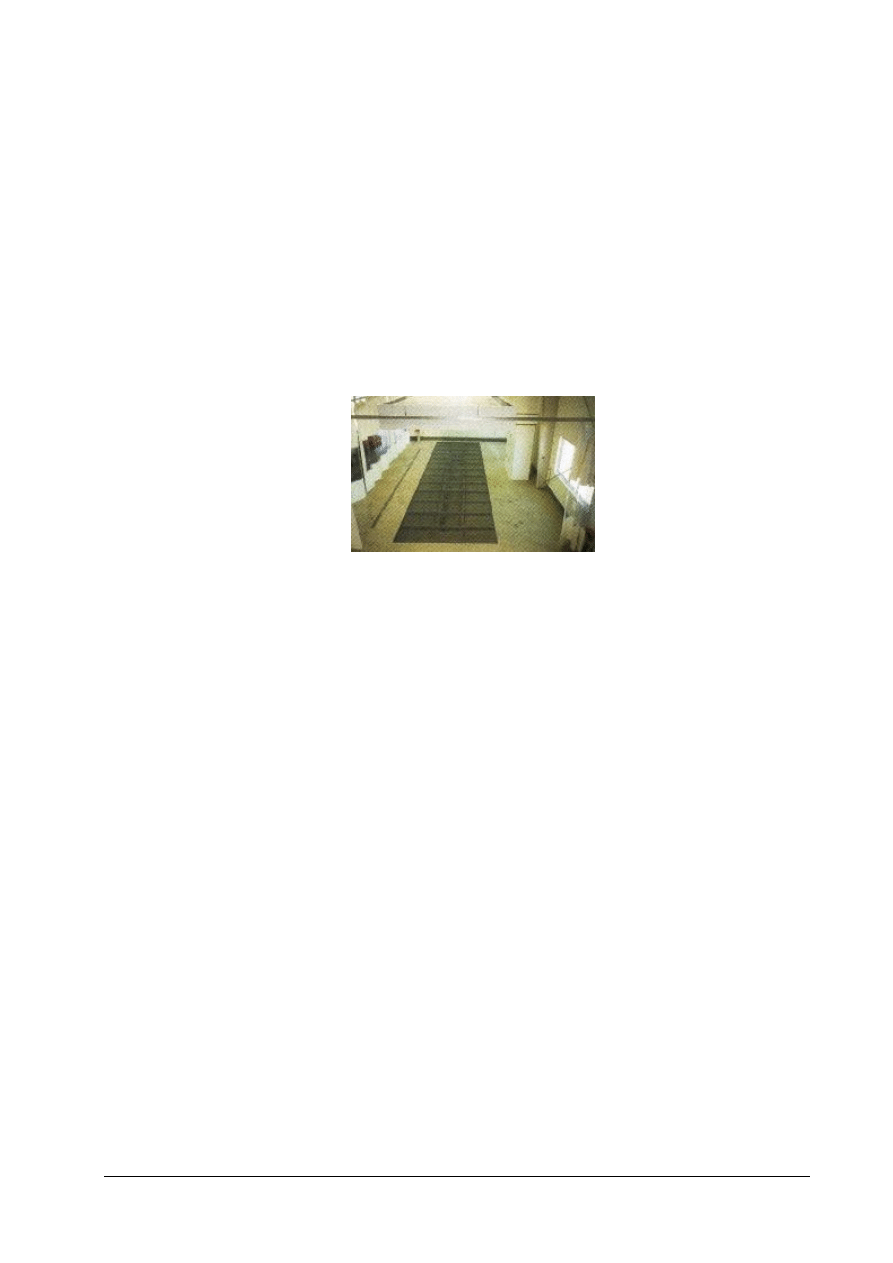
Ćwiczenie 1
Rozpoznać i opisać rodzaje urządzeń widocznych na poniższej fotografii oraz opisać prace
jakie mogą być wykonywane w lakierni przemysłowej przy pomocy tych urządzeń:
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zapoznać się z literaturą techniczną,
3) ustalić jaki fragment i jakiej lakierni pokazuje powyższa fotografia i opisać w jaki sposób
transportowane jest nadwozie samochodu na linii technologicznej lakierowania, której
fragment pokazuje fotografia,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4) wynotować jakie prace lakiernicze mogą być prowadzone na stanowiskach identycznych do
pokazanego na fotografii oraz opisać jakie instalacje są niezbędne do prowadzenia prac na
pokazanym stanowisku,
5) zaprezentować efekty swojej pracy oraz dokonać oceny poprawności wykonania ćwiczenia i
wymienić się uwagami z kolegami.
Wyposażenie stanowiska pracy:
–
zeszyt do ćwiczeń i długopis, literatura techniczna.
–
przybory kreślarskie.
Ćwiczenie 2
Określić i opisać rodzaje prac lakierniczych jakie mogą być wykonywane na stanowiskach
pokazanych na poniższej fotografii:
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z literaturą techniczną,
3) ustalić jaki fragment i jakiej lakierni pokazuje fotografia
4) wynotować jakie prace lakiernicze mogą być prowadzone na stanowisku pokazanym na
fotografii,
5) opisać jakie instalacje są niezbędne do prowadzenia prac na pokazanym stanowisku,
6) wykonać szkic rzutu poziomego lakierni usługowej z rozplanowaniem gniazd prowadzenia
prac lakierniczych i wskazaniem stanowiska pokazanego na fotografii,
7) zaprezentować efekty swojej pracy oraz dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
zeszyt do ćwiczeń i długopis, literatura techniczna.
−
przybory kreślarskie.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko pracy do wykonania ćwiczenia?
2) omówić co jest gniazdo produkcyjne i co to jest linia produkcyjna w lakierni?
3) wymienić stanowiska do prowadzenia prac lakierniczych w małej i dużej
lakierni przemysłowej ?
4) wymienić stanowiska do prowadzenia prac lakierniczych usługowej lakierni
samochodowej?
5) rozplanować funkcjonalne usytuowania stanowisk w małej lakierni
usługowej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
6) określić jakie czynniki z materialnych warunków pracy w lakierni wpływają
na wzrost lub spadek wydajności pracujących?
7) wymienić jakie prace w lakierni zalicza się do podstawowej działalności?
8) wymienić jakie prace w lakierni zalicza się do pomocniczej działalności?
9) rozróżnić składowe kabiny lakierniczo-suszarniczej?
10) rozróżnić składowe mieszalni lakierów w lakierni usługowej?
11) wymienić składowe instalacji sprężonego powietrza w lakierni usługowej?
12) zastosować zdobytą wiedzę w działaniu praktycznym?
13) wyciągać wnioski i poprawiać swoje błędy?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2. Procesy i struktura technologiczna. Zagospodarowanie
i wyposażenie lakierni
4.2.1. Materiał nauczania
Składowe procesów technologicznych w lakierniach
Fazy technologiczne lakierowania – to części procesu technologicznego lakierowania
o jednorodnym charakterze obróbki. Faza procesu lakierowania to część procesu składająca się
z zespołu operacji dających się połączyć w wyodrębnioną technologicznie całość. Różni się ona
metodami oddziaływania na lakierowany wyrób, stosowanymi środkami oraz ustaloną
organizacją pracy.
Operacja
technologiczna
–
jest
podstawową,
elementarną
jednostką
procesu
technologicznego lakierowania. Oznacza ona zespół czynności realizowanych na jednym
stanowisku, przez jednego wykonawcę indywidualnego lub grupowego, wykonywanych
równocześnie przy przedmiocie lakierowanym, bez przerw na jakąkolwiek inną pracę. Każda
operacja może być podzielona na jeszcze mniejsze składowe, tj.: zabiegi. Zabiegi to cześć
operacji technologicznej wykonywana przy jednym zamocowaniu przedmiotu lakierowania.
Czynności – część operacji która odnosi się do jednych i tych samych elementów, np. użytego
do wykonania narzędzia oraz ruchy robocze, najprostsze elementy składowe zabiegów. Podział
operacji technologicznej na mniejsze składowe wykorzystany jest praktycznie w normowaniu
pracy, które jest opisane w dalszej części materiału nauczania.
Składniki procesów lakiernictwa produkcyjnego - organizacja lakierni przemysłowej
zależy od technologicznego zakresu wykonywanych prac przy wyrobie. Z reguły powierzchnie
wyrobów metalowych przeznaczone do pokrycia materiałami lakierniczymi poddaje się
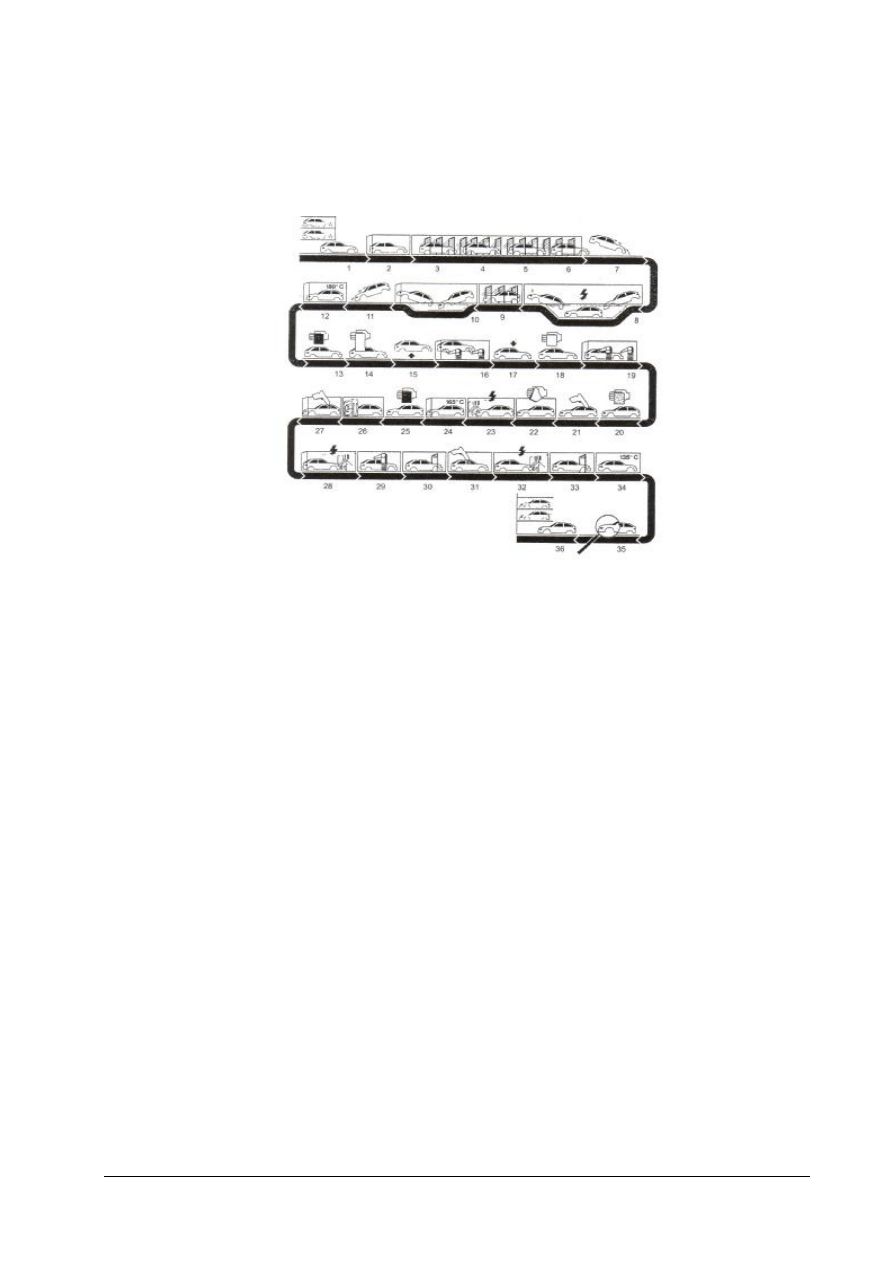
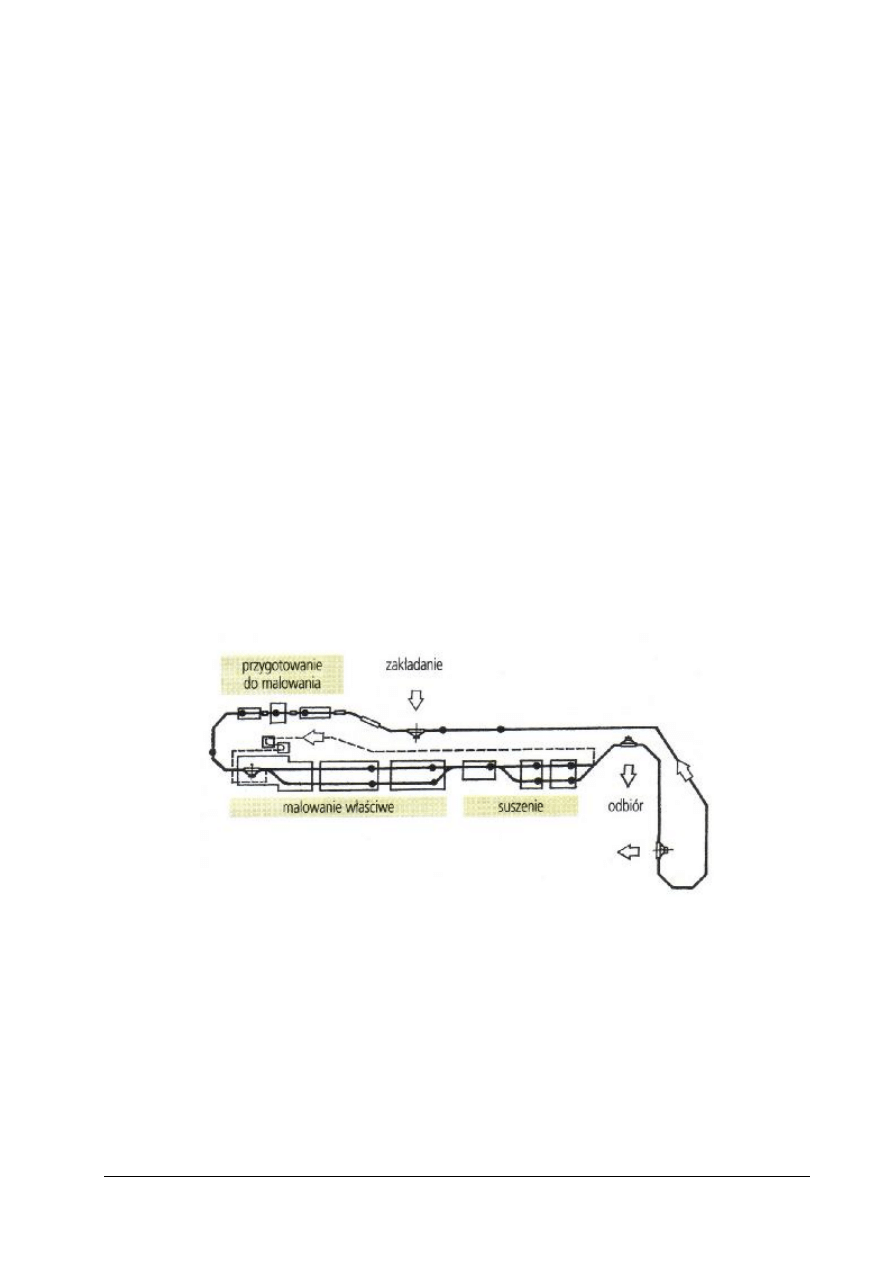
w lakierniach przemysłowych następującym procesom technologicznym /rys 12/:
a) przygotowania wyrobu do lakierowania. Składa się z operacji przygotowania
/oczyszczenie/ powierzchni jedną z metod mechanicznych /szlifowanie lub piaskowanie/
oraz metodą chemiczną /mycie i odtłuszczanie najczęściej metodą zanurzeniową /;
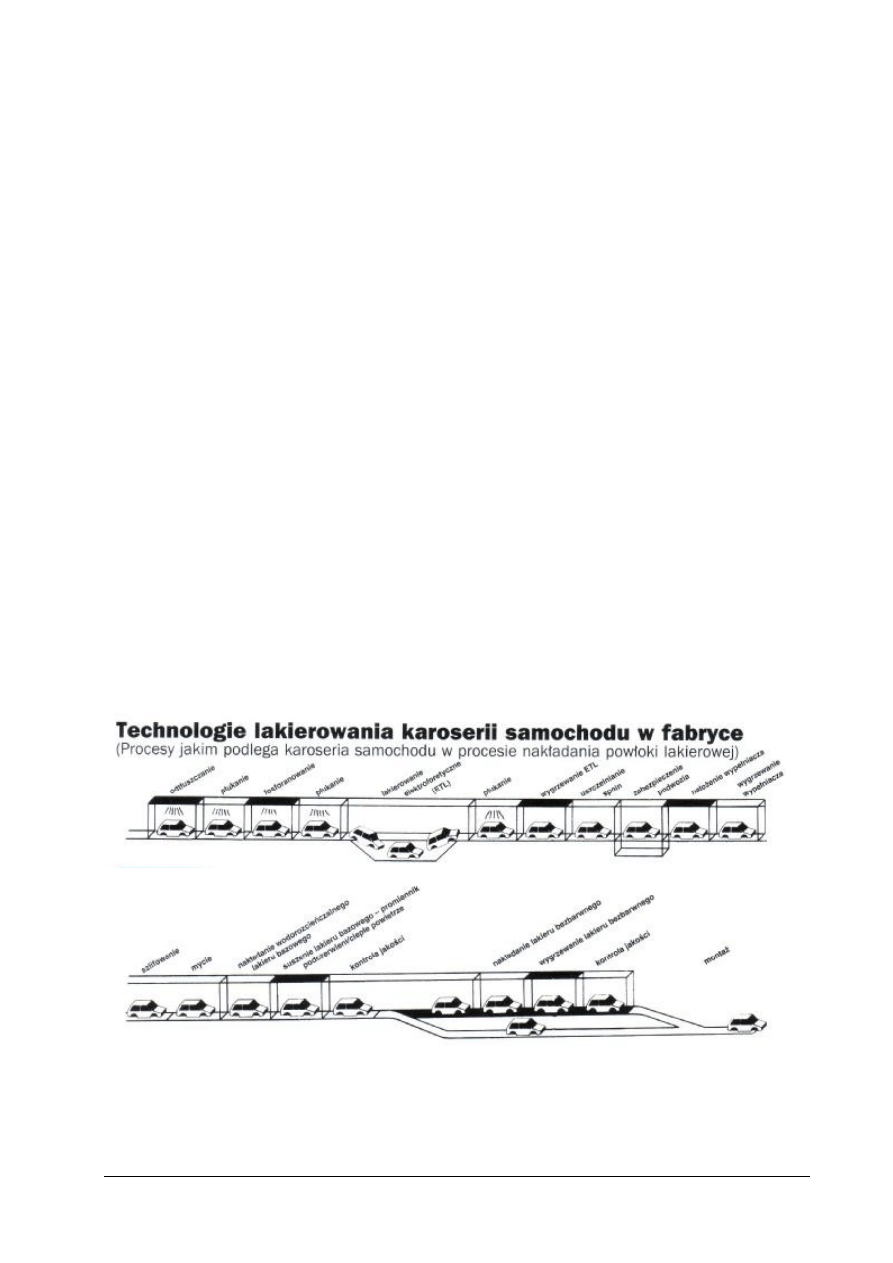
Rys. 13. Schemat technologii lakierowania nowych nadwozi samochodów osobowych [xx]
b) czyszczenia wyrobu z produktów obróbki mechanicznej i chemicznej. Składa się
z operacji: płukania w kąpieli usuwającej niepożądane związki, oraz ociekania i suszenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
przedmiotów lakierowania w tunelach z nadmuchem gorącego powietrza lub
z promiennikami podczerwieni;
c) nanoszenia warstwy antykorozyjnej i przyczepnościowej w procesie fosforanowania,
złożonej z operacji: zanurzeniowej kąpieli wyrobów przygotowywanych do lakierowania
w kwaśnych roztworach związków fosforowych, płukania natryskowego wyrobów
przygotowywanych do lakierowania, ociekania i suszenia przedmiotów lakierowania po
fosforanowaniu w suszarni;
d) nanoszenia warstwy gruntu w procesie elektroforetycznego gruntowania zanurzeniowego,
złożonego z następujących operacji: zanurzeniowej kąpieli wyrobów przygotowywanych do
lakierowania w naładowanym ładunkiem elektrycznym wodorozcieńczalnym roztworze
farby gruntującej, płukania natryskowego lub zanurzeniowego wyrobów gruntowanych
w zdemineralizowanej wodzie; suszenia przedmiotów lakierowania po gruntowaniu poprzez
odmuchiwanie sprężonym powietrzem z resztek wody i w kolejności suszenie w suszarni;
e) kontroli wykonania gruntowania w celu wykrycia i usunięcia wad. W zależności od
wyników kontroli wyroby kierowane są do: ponownego gruntowania – jeżeli stwierdzono
ubytki w powłoce gruntującej, szlifowania wykończeniowego – jeżeli stwierdzono nadmiary
gruntu na powierzchniach zewnętrznych wyrobów lub najczęściej wykonywania dalszych
czynności lakierniczych;
f) nanoszenia dodatkowych zabezpieczeń na niektórych wyrobach /np. nadwoziach
samochodów osobowych/ składających się z operacji: wykonania warstw mas
uszczelniających spoiny oraz wykonania warstw zabezpieczających zewnętrzne
i wewnętrzne powierzchnie wyrobów, położenia środków i elementów tłumiących drgania
oraz suszenia i utwardzania dodatkowych zabezpieczeń w suszarce;
g) nakładania warstw lakieru nawierzchniowego wg technologicznej kolejności
w następujących operacjach: nakładania warstw lakieru dekoracyjnego. Nakładanie każdej
z warstw pokrycia dekoracyjnego następuje w odrębnej fazie ciągu technologicznego
z zachowaniem międzyfazowego suszenia poszczególnych warstw oraz suszenia gotowych
wyrobów w suszarce.
Techniki przygotowania powierzchni w lakiernictwie produkcyjnym – operacje
przygotowania wyrobów do lakierowania w procesie produkcji przemysłowej wykonuje się
najczęściej łącznie w następujących technikach:
−
technikami mechanicznymi przy pomocy ręcznych narzędzi /rys 14/ lub metodami
strumieniowo-ciernymi /rys.15/:
Rys. 14. Ręczne narzędzia do przygotowania powierzchni wyrobów [katalog Festool]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
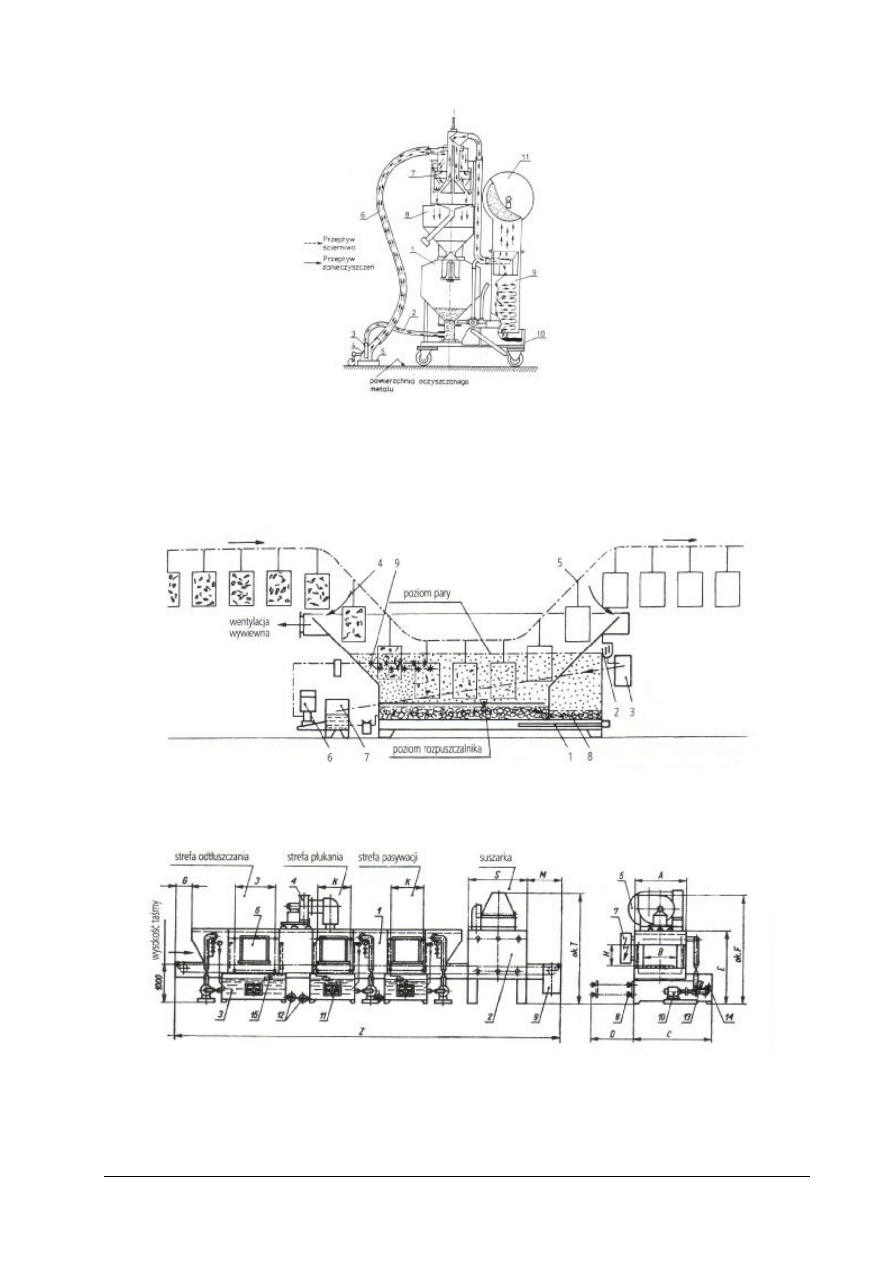
Rys. 15. Schemat czyszczarki strumieniowo-pneumatycznej z zamkniętym obiegiem czyściwa do przygotowania
powierzchni wyrobów [14]
−
technikami chemicznymi lub elektrochemicznymi;
Po operacjach czyszczenia powierzchni następuje mycie i osuszanie wyrobów w myjkach /rys
16/ lub całych agregatach /rys 17/:
Rys. 16. Myjka przelotowa w procesie przygotowania wyrobów do lakierowania [13]. 1). ogrzewanie,
2). chłodnica, 3). oddzielacz wody, 4). ssawy brzegowe, 5). przenośnik podwieszony, 6). pompa
natryskowa, 7). zbiornik, 8). destylator, 9). dysze natryskowe
Rys. 17. Przelotowa myjka trójzabiegowa w procesie przygotowania wyrobów do lakierowania [13]. 1). tunel
natrysku, 2). suszarka, 3). zbiornik, 4). wentylator wywiewny, 5). wentylator nadmuchowy, 6).właz
kontrolny, 7). szafka sterownicza, 8). nagrzewnica, 9). napęd przenośnika, 10). pompa natryskowa, 11).
właz cząstkowy, 12). spust, 13). sita frakcyjne, 14). przelew, 15). regulator poziomu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Techniki wykonywania pokryć w lakiernictwie produkcyjnym - operacje pokrycia
wyrobu materiałem lakierniczym w procesie produkcji przemysłowej wykonuje się jednej
z następujących technik:
1. techniką zanurzeniową /rys. 18/ – techniką tą pokrywa się drobne wyroby i wyroby
o skomplikowanych kształtach, warstwami materiałów lakierniczych, które nie muszą
posiadać pokrycia o dużych walorach estetycznych. Najczęściej technika ta stosowana jest
do nakładania warstw gruntowych i podkładowych.
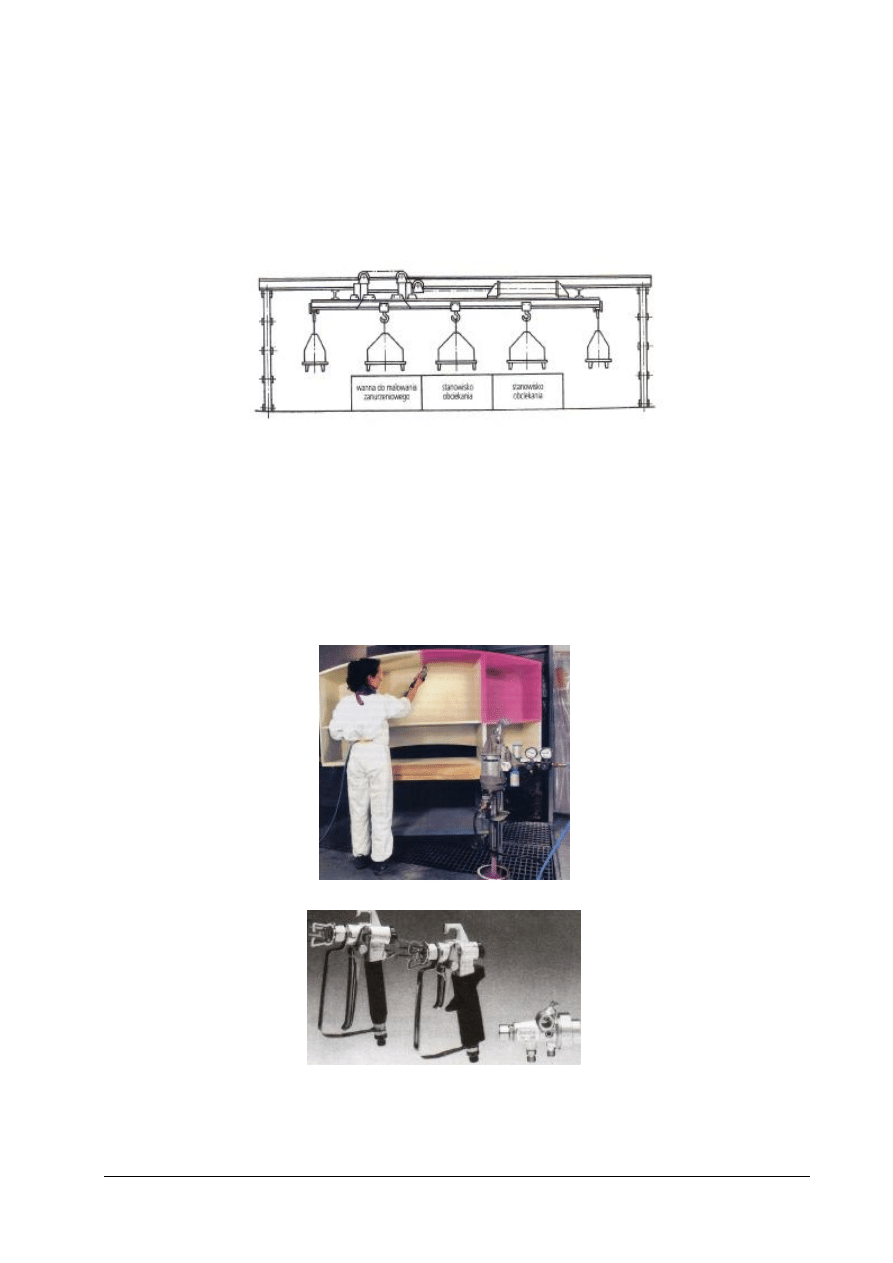
Rys. 18. Stanowisko do malowania zanurzeniowego z podwieszanym przenośnikiem wyrobów [13]
2. techniką natrysku pneumatycznego niskociśnieniowego /HVLP/, ręcznego /rys 19/ lub
automatycznego /rys 21/. Natrysk pneumatyczny zarówno ręczny jak i automatyczny
przeprowadza się w kabinach natryskowych wyposażonych w instalację przygotowującą
i doprowadzającą materiał lakierniczy oraz instalacje sprężonego powietrza, układ
wentylacyjny oraz układ oczyszczania i utylizacji ścieków. Niezwykle istotnym
zagadnieniem w procesie lakierowania natryskiem pneumatycznym jest odpowiedni dobór
pistoletów do natrysku ręcznego i automatycznego /rys 19/.
Rys. 19. Stanowisko do ręcznego natrysku pneumatycznego w kabinie natryskowej [19,1]
Rys. 20. Pistolety do ręcznego i automatycznego natrysku pneumatycznego w kabinie natryskowej [13]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
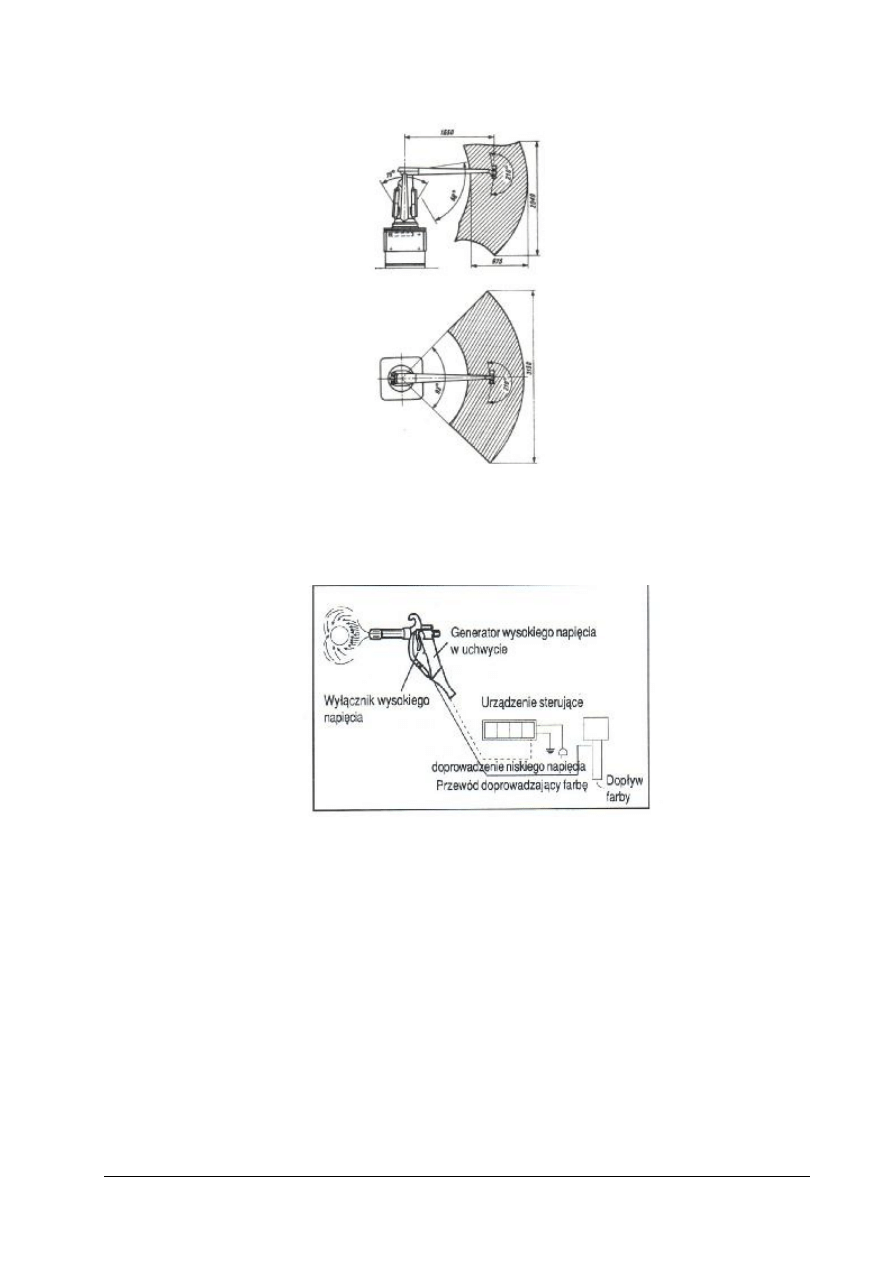
Rys. 21. Zakres ruchów roboczych automatu lakierniczego przy automatycznym natrysku pneumatycznym w
kabinie natryskowej [13]
Odmianą techniki natrysku pneumatycznego jest metoda wspomagania elektrostatycznego,
zarówno w technice ręcznej jak i automatycznej /rys 22/:
Rys. 22. Schemat wspomagania elektrostatycznego przy natrysku pneumatycznym [14]
3. techniką natrysku hydrodynamicznego ręcznego /rys 23/ lub automatycznego /por. rys.
20/. Materiał lakierniczy w tej technice jest podawany do pistoletu przez odpowiednią
pompę, gdzie następuje jego rozprężenie i rozpylenie. Natrysk hydrodynamiczny może być
również prowadzony ze wspomaganiem elektrostatycznym, podobnie jak pneumatyczny
/por. rys 22/. Do tej techniki stosowane są odpowiednie pistolety /rys 24/.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 23. Stanowisko do ręcznego natrysku hydrodynamicznego [19,1]
Rys. 24. Pistolety do ręcznego i automatycznego natrysku hydrodynamicznego [13]
W lakiernictwie produkcyjnym pokrycia lakierowe wykonuje się przeważnie w kabinach
natryskowych /rys. 25/:
Rys. 25. Rodzaje kabin do ręcznego i automatycznego natrysku pneumatycznego i hydrodynamicznego [13]. a), b.)
wnękowe, c). komorowa, d). tunelowa, e) f). cząstkowa jednostronna, g). cząstkowa dwustronna,
h) bramowa
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
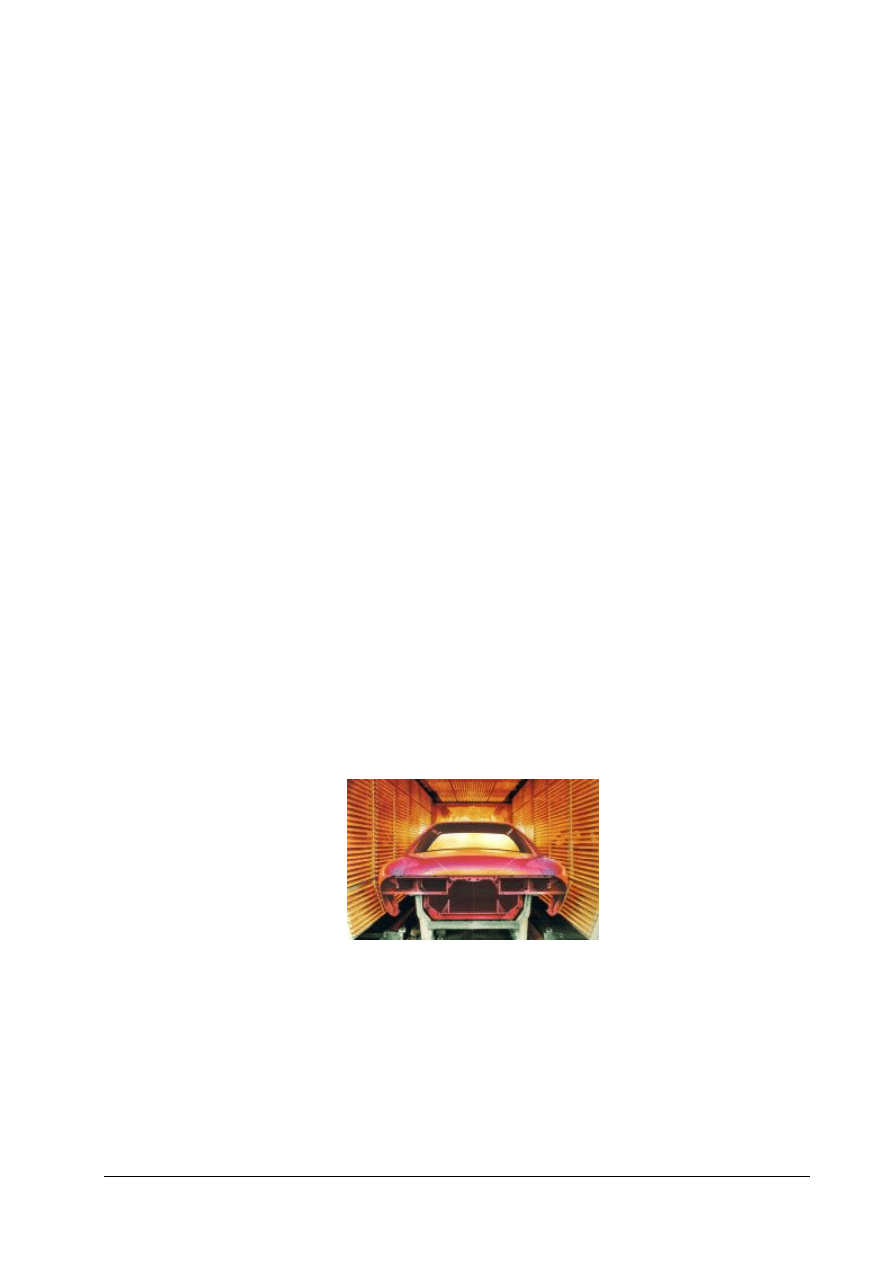
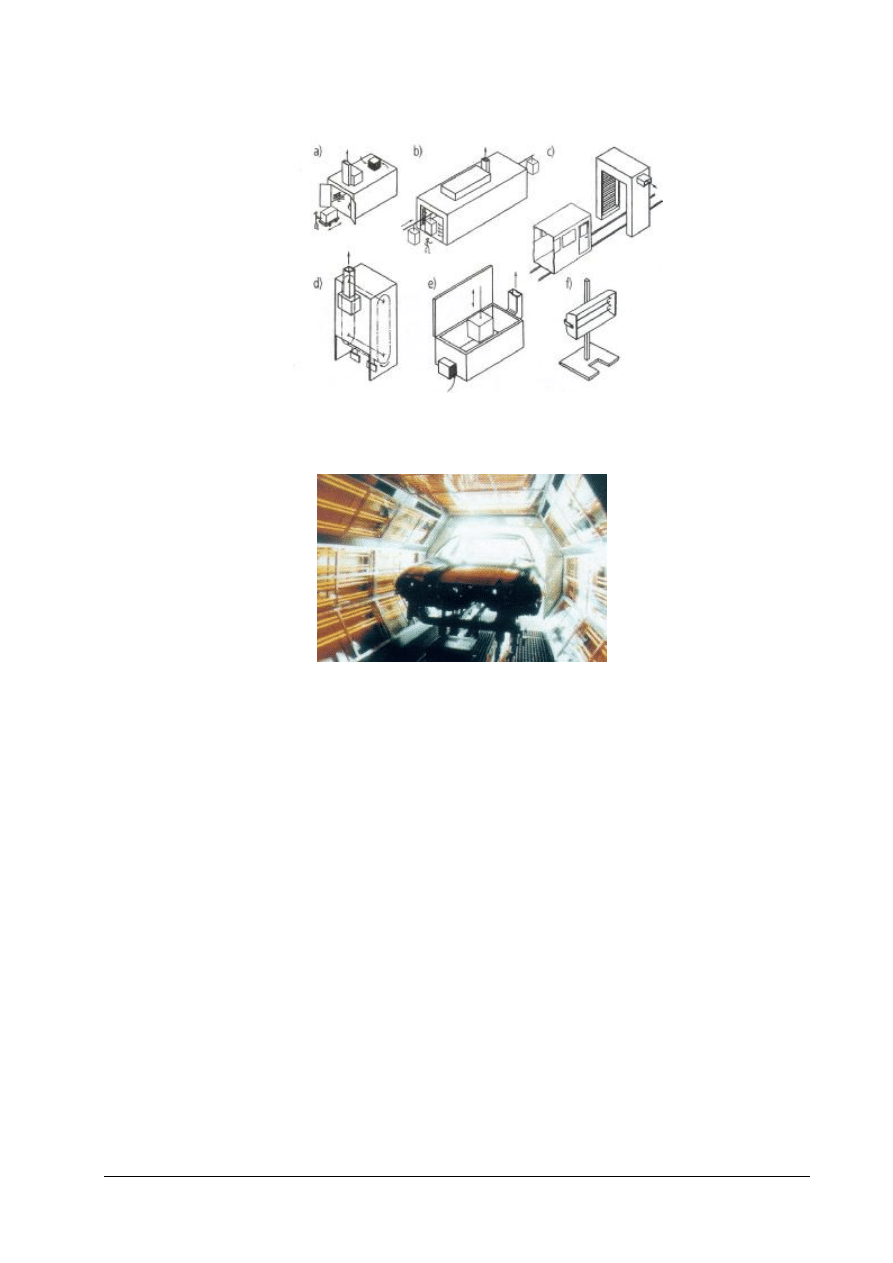
W lakiernictwie produkcyjnym pokrycia lakierowe suszy się w suszarkach /rys. 26/.
Rys. 26. Rodzaje suszarek do suszenia warstw pokrycia lakierowego na wyrobach [13] a). komorowa,
b). tunelowa, c) bramowa, d) wieżowa, e)wannowa, f) ekranowa
Rys. 27. Suszenie nadwozia samochodu osobowego w suszarce tunelowej promiennikowej [Omia]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie składowe tworzą proces technologiczny lakierowania i z czego składa się operacja
technologiczna ?
2. Z jakich operacji składa się przygotowanie wyrobu do lakierowania, a z jakich czyszczenie?
3. Z jakich operacji składa się nanoszenie warstwy antykorozyjnej, przyczepnościowej a jakich
gruntowanie?
4. Z jakich operacji składa się nakładanie warstw nawierzchniowych?
5. Jakimi metodami i narzędziami wykonuje się przygotowanie powierzchni wyrobów i mycie
wyrobów w lakierni przemysłowej?
6. Jakimi metodami i narzędziami wykonuje się nakładanie warstw pokryć w lakierni
przemysłowej?
7. Jakie rodzaje kabin stosowane są w lakiernictwie przemysłowym?
8. Jakie rodzaje suszarek stosowane są w lakiernictwie przemysłowym?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.2.3. Ćwiczenia
Ćwiczenie 1
Zinwentaryzuj i opisz fazy procesu technologicznego przemysłowego lakierowania nadwozi
samochodów osobowych pokazane na poniższym schemacie:
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zapoznać się ze składowymi procesu technologicznego lakierowania nowych nadwozi
samochodów osobowych,
3) znać technologie wykonywania poszczególnych faz procesu technologicznego lakierowania
nowych nadwozi w lakierniach przemysłowych oraz je prawidłowo nazwać,
4) zapisać wyniki ustaleń w zeszycie i zaprezentować efekty swojej pracy,
5) dokonać oceny poprawności wykonania ćwiczenia poprzez wymianę poglądów z kolegami
i nauczycielem.
Wyposażenie stanowiska pracy:
–
zeszyt do ćwiczeń i długopis,
–
literatura techniczna opisująca proces lakierowania przemysłowego nowych nadwozi
Ćwiczenie 2
Opisz operację zanurzeniowego nakładania gruntu kataforetycznego na wyroby lakierowane
w lakierni przemysłowej, której schemat został przedstawiony w rozdziale 4.1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zapoznać się z literaturą techniczną dotyczącą technologii lakierniczych w lakierniach
przemysłowych,
3) ustalić który fragment schematu i jakim opisany oznaczeniem przedstawia gruntowanie
kataforetyczne;

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4) opisać jakie czynności są przeprowadzane na stanowisku gruntowania kataforetycznego,
5) opisać jakie instalacje są niezbędne do prowadzenia prac na pokazanym stanowisku,
6) opisać jakie operacje są prowadzone na stanowisku gruntowania kataforetycznego
z podziałem na zabiegi, czynności i wykonywane ruchy przedmiotów lakierowania oraz
materiałów lakierniczych,
7) zapisać wyniki ustaleń i porównać z dokumentacją,
8) zaprezentować efekty swojej pracy,
9) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna,
−
zeszyt, długopis i literatura techniczna.
Ćwiczenie 3
Dobrać metody i narzędzia wykonania fazy nałożenia warstw 2- warstwowego pokrycia
dekoracyjnego na wyrobie metalowym na linii lakierniczej pokazanej rysunku, który został
przedstawiony w rozdziale 4.1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) zapoznać się z literaturą techniczną dotyczącą technologii lakierniczych w lakierniach
przemysłowych,
3) ustalić który fragment schematu i jakimi opisany oznaczeniami przedstawia fazy
lakierowania nawierzchniowego,
4) opisać
jakie
czynności
są
przeprowadzane
na
stanowiskach
lakierowania
nawierzchniowego,
5) opisać jakie instalacje są niezbędne do prowadzenia prac na pokazanych stanowiskach
lakierowania nawierzchniowego,
6) nazwać operacje prowadzone na stanowiskach lakierowania nawierzchniowego,
7) dobrać metody i narzędzia do wykonywania prac lakierowania nawierzchniowego na
zobrazowanej schematem linii lakierniczej,
8) opisać wyniki ustaleń i porównać z materiałem szkolenia i literaturą,
9) zaprezentować efekty swojej pracy,
10) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
dokumentacja techniczna lakierni przemysłowej,
–
zeszyt , długopis i literatura techniczna.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko pracy do wykonania ćwiczenia?
2) identyfikować fazy procesu technologicznego lakierowania na schematach?
3) nazwać operacje wykonywane na poszczególnych stanowiskach linii
technologicznej lakierowania?
4) określić składowe każdej wykonywanej operacji w poszczególnych fazach
lakierowania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
5) zidentyfikować i nazwać narzędzia i urządzenia oraz użyte materiały w
poszczególnych fazach procesu lakierowania na linii technologicznej i w
gniazdach prac lakierniczych ?
6) określić typy komór lakierniczych używanych w poszczególnych fazach
procesu lakierowania na liniach i w gniazdach lakierniczych?
7) określić typy komór suszarniczych używanych w poszczególnych fazach
procesu lakierowania na liniach i w gniazdach lakierniczych??
8) scharakteryzować i określić funkcje kabin używanych w małych lakierniach
usługowych?
9) stosować zdobytą wiedzę w działaniu praktycznym?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Dokumentacja technologiczna lakierni
4.3.1. Materiał nauczania
W każdym zakładzie produkcyjnym podczas procesu technicznego przygotowania produkcji
przygotowywana jest dokumentacja technologiczna produkcji, wg której mają przebiegać
procesy wykonania i obsługi produkcji. Te same zasady dotyczą lakierni przemysłowych jako
składowych zakładów produkcyjnych. W lakierniach tych produkcja lakiernicza zorganizowana
jest najczęściej w potok /linię/ produkcyjny z wymuszonym taktem pracy poszczególnych
stanowisk, co opisano w rozdziale 4.1.1 materiału nauczania.
Dokumentacja technologiczna wykonania wyrobu lakierowanego, w tym jej cześć dotycząca
lakierni przemysłowej, zawiera wszystkie informacje i zalecenia niezbędne do realizacji
procesów technologicznych lakierowania. Jest to więc zbiór dokumentów składający się
najczęściej z:
1) schematu przebiegu procesu lakierowania w lakierni przemysłowej. Przykładowy schemat
przebiegu procesów lakierowania zawarty jest w materiale szkoleniowym 4.2.1 niniejszego
modułu,
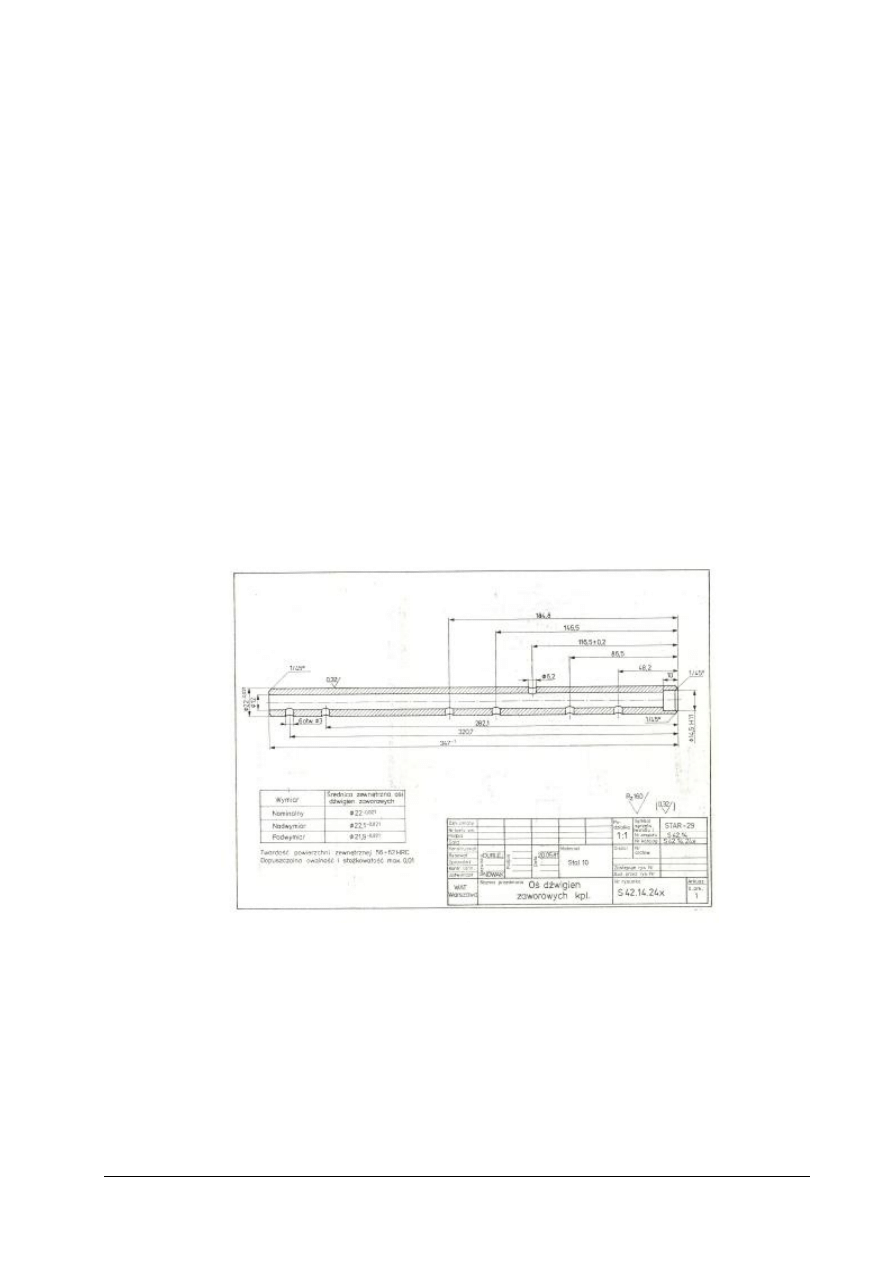
2) zestawu rysunków wykonawczych lakierowanych powierzchni wyrobu. Przykładowy
rysunek wykonawczy dla obróbki mechanicznej wyrobu zawarto na rys. 27. Przykładowy
układ warstw pokrycia lakierowego na elementach nadwozia samochodu powstałych
podczas lakierowania produkcyjnego pokazano na rysunkach 28–29:
Rys. 28. Rysunek wykonawczy osi dźwigienek zaworowych silnika S42 po regeneracji /WAT W-wa/
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
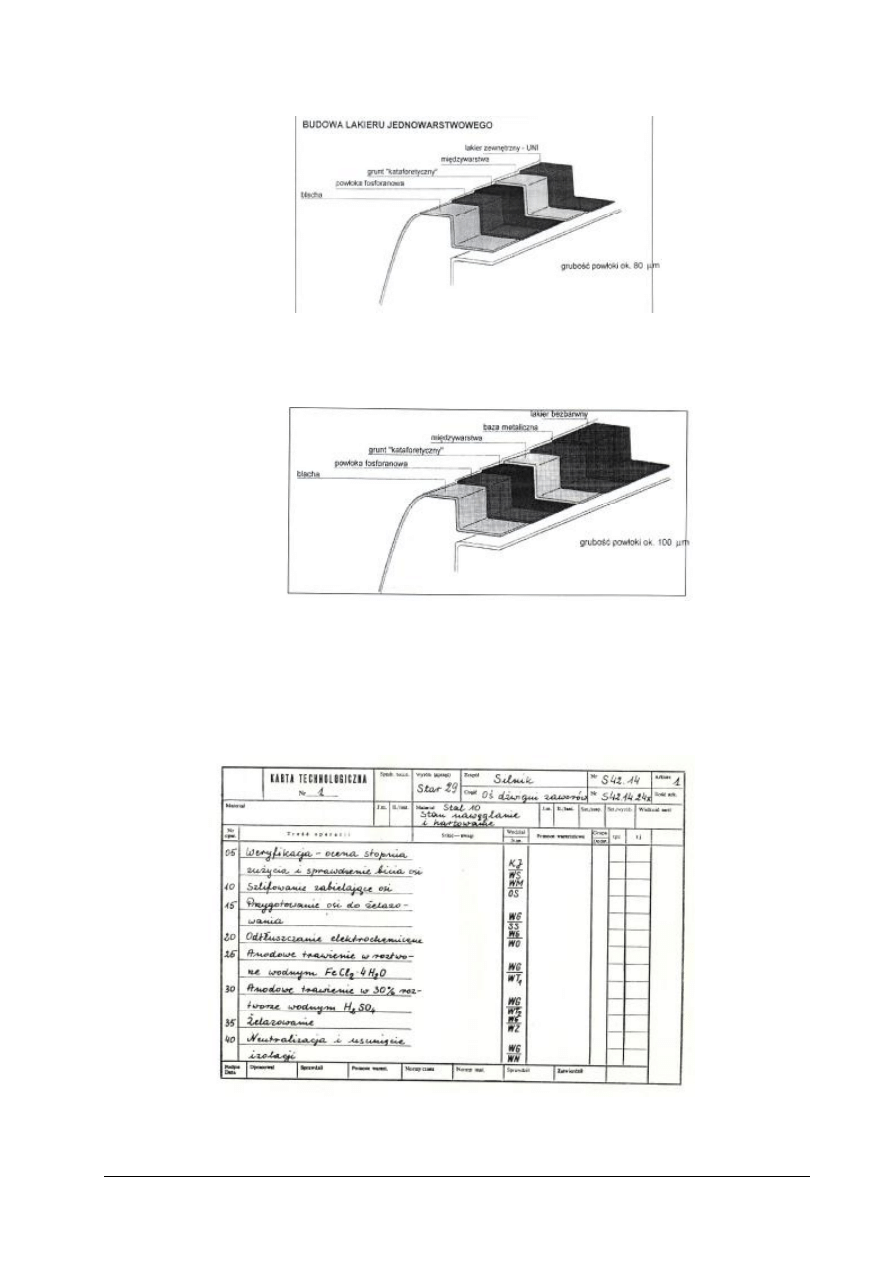
Rys. 29. Układ warstw pokrycia lakierowego elementów metalowych nowego nadwozia samochodu osobowego –
lakier dekoracyjny 1 warstwowy [wg VW]
Rys. 30. Układ warstw pokrycia lakierowego elementów metalowych nowego nadwozia samochodu osobowego –
lakier dekoracyjny 2 warstwowy [wg VW]
3) zestawu kart technologicznych dla wszystkich faz procesów wykonywanych w lakierni.
Zasady sporządzania kart dla procesów lakierniczych są identyczne jak dla procesów
produkcyjnych oraz naprawczych. Przykładową kartę technologiczną procesu wykonania
regeneracji /naprawy/ osi dźwigni zaworów silnika S 42 zawarto na rysunku 31:
Rys. 31. Karta technologiczna regeneracji osi dźwigienek zaworowych silnika S42 [WAT W-wa]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
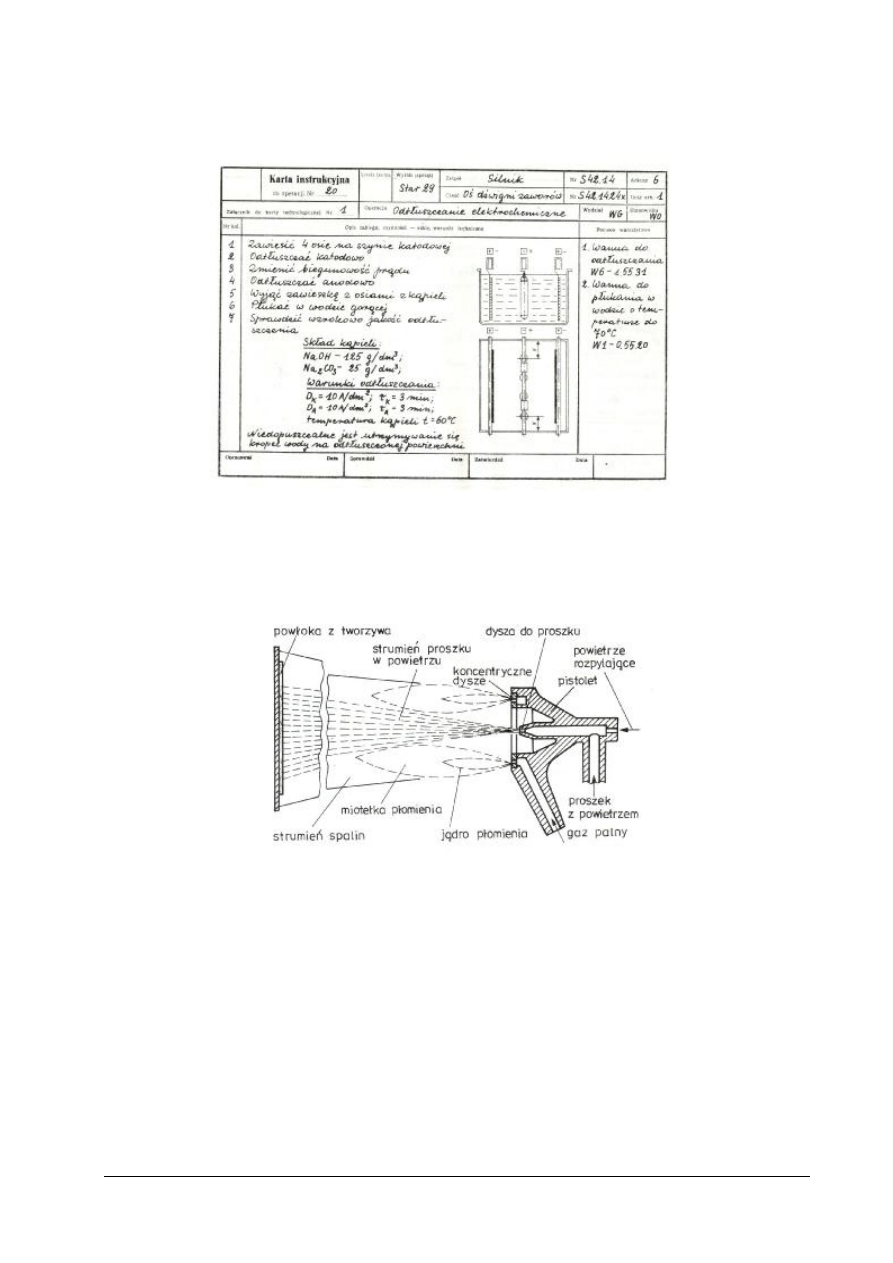
4) kart instrukcyjnych dla wszystkich operacji w lakierni. Przykładową kartę instrukcyjną
operacji odtłuszczania elektrochemicznego elementu zawarto rys. 32:
Rys. 32 Karta instrukcyjna operacji odtłuszczania osi dźwigienek zaworowych silnika S42 w procesie regeneracji
[WAT W-wa]
5) Schematów i instrukcji wykonania istotnych procesów technologicznych. Przykładowy
schemat natrysku proszków z tworzywa sztucznego na elementy metalowe w pojazdach
samochodowych i kolejowych zawiera rys. 33:
Rys. 33. Schemat procesu aplikacji pokrycia z tworzywa sztucznego na elemencie metalowym [wg PKP]
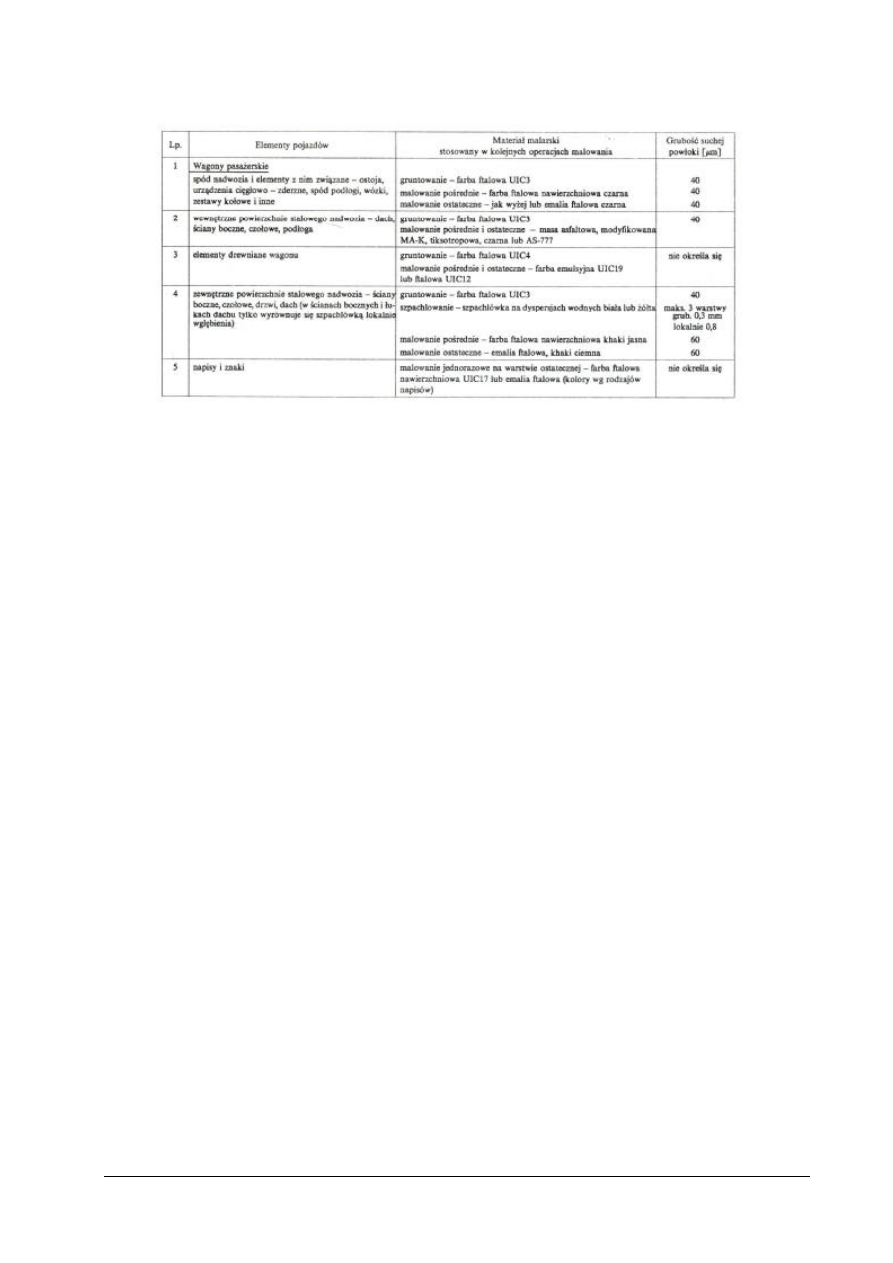
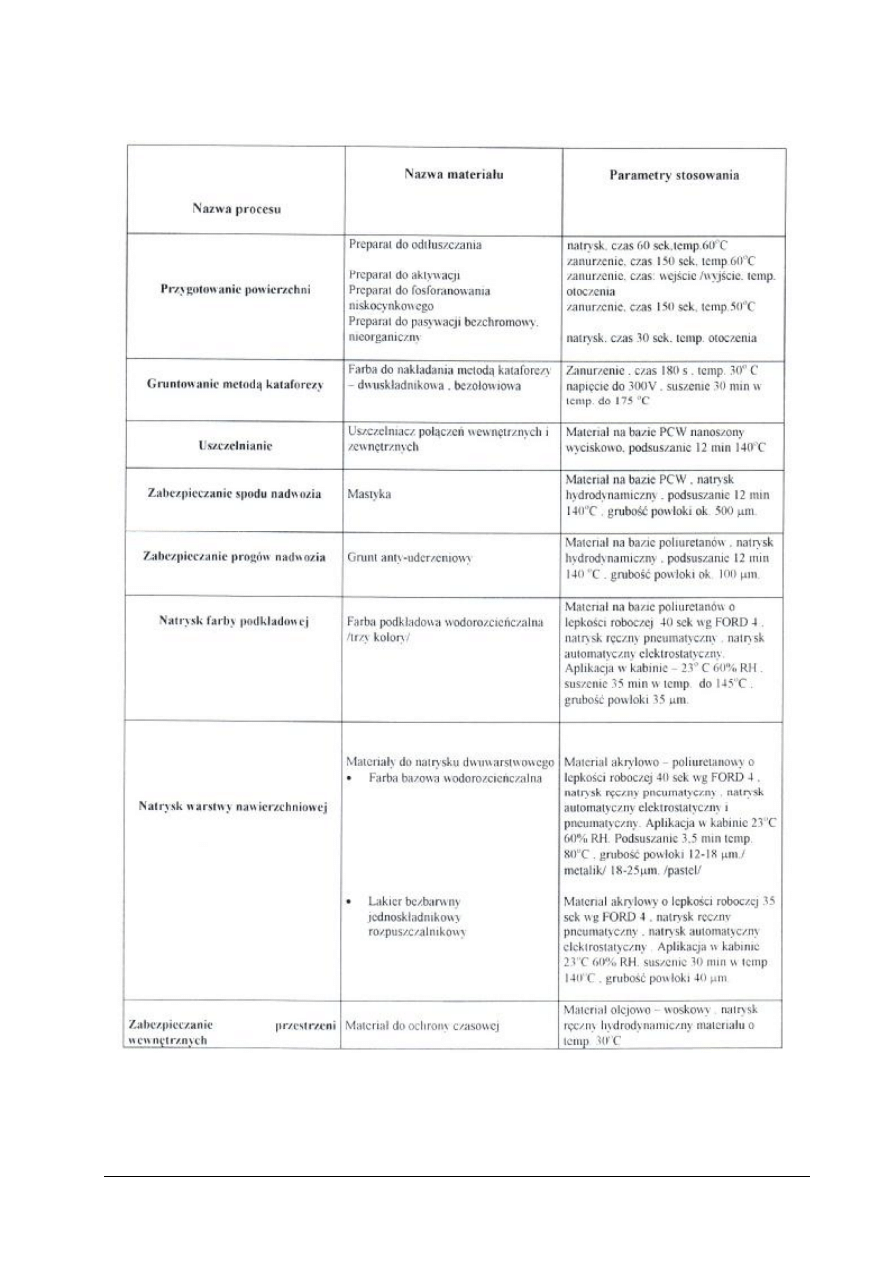
6) zestawienia stosowanych materiałów lakierniczych, norm ich zużycia oraz grubości
wykonanych pokryć. Przykładowe zestawienie materiałów lakierniczych do lakierowania
osobowych wagonów PKP w procesie remontu okresowego zawiera tabela 1. Przykładowe
zestawienie materiałów lakierniczych do lakierowania nadwozi samochodów osobowych
w procesie produkcji w Daewoo – FSO zawiera tabela 2.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Tabela 1. Zestaw materiałów lakierniczych do malowania wagonów podczas remontów /wg mat. PKP]
7)
zbioru norm wykorzystywanych w technologii i produkcji lakierniczej. Do zbioru tego jako
zalecanych wymagań zalicza się krajowe normy (polskie), oraz normy wdrażające normy
europejskie i międzynarodowe;
8) zbioru instrukcji stanowiskowych BHP i ppoż;
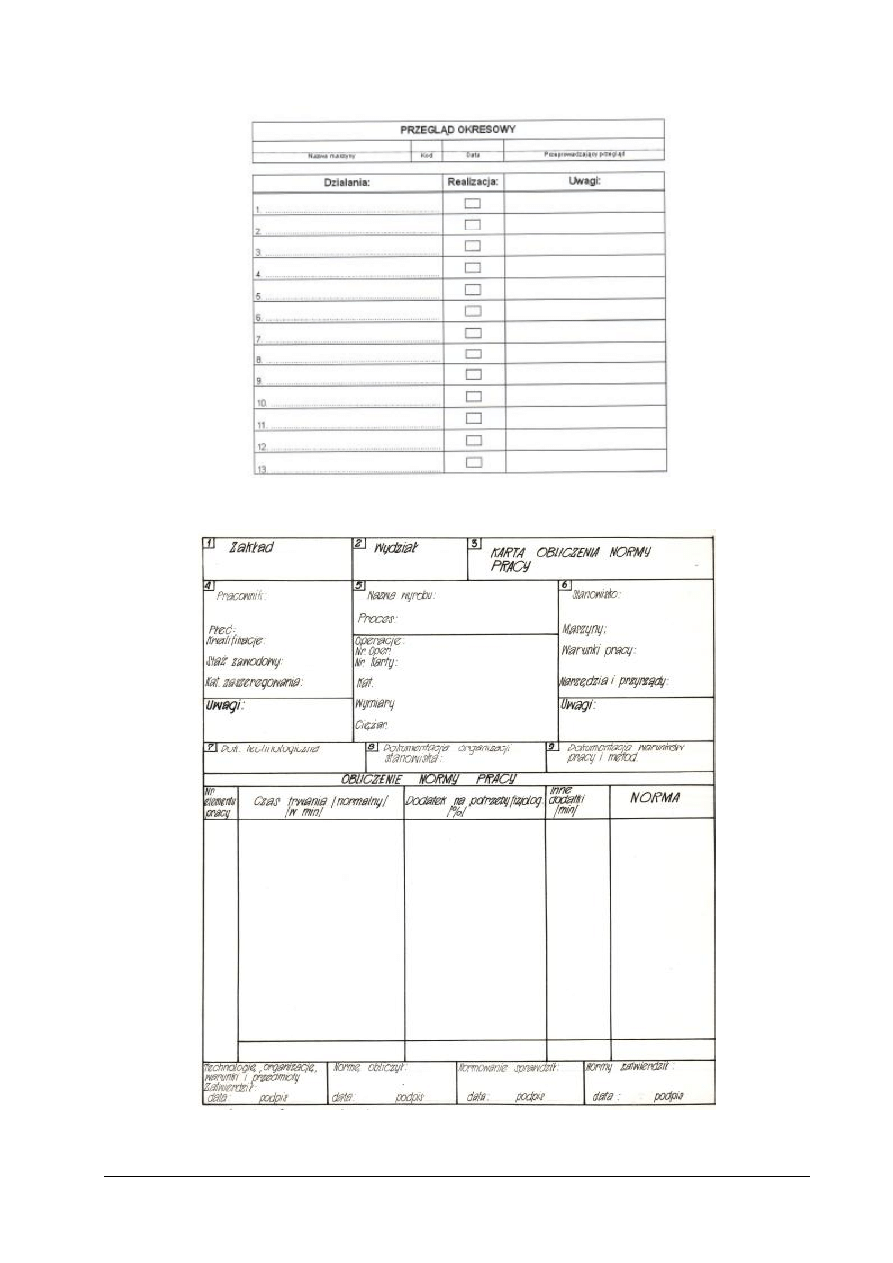
9) kompletu kart instruktażowych przeglądów oraz harmonogramów przeglądów okresowych
/miesięcznych i rocznych/ maszyn i urządzeń eksploatowanych w lakierni;
10) zestawienie normatywów czasów wykonania poszczególnych operacji lakierniczych wraz
z kartami kalkulacyjnymi norm czasów trwania operacji lakierniczych;
11) dokumentacji techniczno – ruchowych /DTR/ wszystkich maszyn, urządzeń i narzędzi
eksploatowanych w lakierni. Dokumentację techniczno – ruchową maszyny opisano
w rozdziale 4.5 oraz przykład takiej dokumentacji zawarto w załączniku 1 do poradnika dla
ucznia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Tabela 2. Zestawienie materiałów lakierniczych do wykonywania pokryć nowych nadwozi [wg Daewoo FSO]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 34. Karta instruktażowa przeglądu maszyny [9]
Rys. 35. Arkusz kalkulacyjny normy pracy w lakierni [opracowanie własne autora]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest schemat przebiegu procesu lakierowania w lakierni przemysłowej?
2. Z jakich warstw składa się pokrycie lakierowe nowego nadwozia polakierowanego lakierem
1 warstwowym?
3. Co zawiera karta technologiczna fazy procesu lakierowania?
4. Co zawiera karta instrukcyjna operacji?
5. Co zawiera zestawienie materiałów lakierniczych?
6. Jakie dokumenty stosowane są do planowania i wykonywania przeglądów okresowych
maszyn ?
7. Z jakich dokumentów składa się część dokumentacji technologicznej dotycząca
normatywów pracochłonności operacji?
8. Dokumentacja techniczno – ruchowa jakich maszyn i urządzeń stosowanych w lakierniach
powinna wchodzić w skład dokumentacji technologicznej lakierni?
9. Jakich przepisów bhp należy przestrzegać przy obsłudze maszyn?
4.3.3. Ćwiczenia
Ćwiczenie 1
Sporządzić instrukcję przeglądu technicznego szlifierki oscylacyjnej elektrycznej ręcznej wg
karty przeglądu okresowego. Wykonać przegląd wg skonstruowanej karty.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) wykonać w zeszycie wzór instrukcji przeglądu okresowego,
3) zaplanować:
– sprawdzenie stanu instalacji elektrycznej zewnętrznej szlifierki,
– sprawdzenie dokręcenie śrub mocujących elementy,
– sprawdzenie luzów łożysk,
– sprawdzenie stanu komutatora i szczotek silnika,
– sprawdzenie stanu mechanizmu oscylacyjnego,,
– sprawdzenie stanu uchwytów do mocowania części roboczych,
– niezbędne narzędzia i przymiary do wykonania przeglądu;
4) zaprezentować sporządzoną instrukcję przeglądu,
5) wykonać przegląd szlifierki wg sporządzonego planu,
6) ocenić poprawności wykonania ćwiczenia poprzez wskazanie układu który został pominięty
w instrukcji.
Wyposażenie stanowiska pracy:
–
szlifierka oscylacyjna elektryczna ręczna,
–
dokumentacja techniczna szlifierki,
–
zeszyt i długopis i literatura techniczna,
–
narzędzia monterskie,
–
przyrządy do pomiaru podstawowych wielkości mechanicznych i elektrycznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Ćwiczenie 2
Sporządzić kartę technologiczną fazy nakładania lakieru bezbarwnego w procesie
lakierowania nowych nadwozi samochodów osobowych opisanym schematem w materiale
nauczania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) wykonać w zeszycie wzór karty technologicznej wg rysunku z materiału nauczania,
3) zinwentaryzować operacje wykonywane w fazie nakładania lakieru bezbarwnego,
4) sporządzić kartę technologiczną,
5) zaprezentować sporządzoną kartę,
6) ocenić poprawności wykonania ćwiczenia poprzez porównanie sporządzonych kart
z kolegami.
Wyposażenie stanowiska pracy:
–
schemat procesu lakierowania z materiału nauczania,
–
zeszyt i długopis, literatura techniczna.
Ćwiczenie 3
Sporządzić kartę instrukcyjną operacji fosforanowania w procesie lakierowania nowych
nadwozi samochodów osobowych opisanej schematem z materiału nauczania. Wykorzystać
informacje zawarte w odpowiedniej tabeli.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) wykonać w zeszycie wzór karty instrukcyjne wg wzoru z materiału nauczania,
3) zinwentaryzować składowe operacji fosforanowania i ustalić rodzaj, przebieg i parametry
fosforanowania,
4) sporządzić kartę instrukcyjną operacji fosforanowania,
5) zaprezentować sporządzoną kartę,
6) ocenić poprawności wykonania ćwiczenia poprzez wymianę ustaleń z kolegami
i nauczycielem.
Wyposażenie stanowiska pracy:
–
schemat procesu lakierowania wg rys. z materiału nauczania,
–
zeszyt i długopis i literatura techniczna.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko pracy do wykonania ćwiczeń?
2) rozpoznawać składowe procesu lakierownia opisane na schematach
procesów?
3) czytać rysunek wykonawczy elementu maszyny?
4) sporządzić kartę technologiczną fazy procesu lakierowania?
5) sporządzić kartę instrukcyjną operacji?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
6) umieć rozróżniać i posługiwać się Polskimi Normami?
7) sporządzić wykaz materiałów lakierniczych w układzie stosowania w
poszczególnych fazach procesu lakierowania w lakierni?
8) sporządzić instrukcję przeglądu i posługiwać się dokumentacją
przeglądów maszyn?
9) zastosować zdobytą wiedzę z zakresu dokumentacji technologicznej w
praktycznym działaniu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.4. Organizacja stanowiska roboczego. Przechowywanie oraz
rozmieszczenie narzędzi i materiałów
4.4.1. Materiał nauczania
Stanowisko robocze
Stanowisko robocze w każdym zakładzie produkcyjnym lub usługowym, w tym w lakierni
to najmniejsza komórka organizacyjna wyposażona w odpowiednie maszyny, urządzenia
i narzędzia, obsługiwane przez odpowiednio wykwalifikowanych pracowników do wykonania
określonego zadania produkcyjnego. Stanowisko robocze powinno więc posiadać:
1) odpowiednie miejsce pracy(określona i wydzielona powierzchnię,
2) właściwą do wykonania pracy maszynę,
3) odpowiednie do obsłużenia maszyny przyrządy i narzędzia,
4) zaprojektowaną metodę wykonywania pracy(dokumentacje i instrukcje),
5) dobre warunki pracy i bhp,
6) wykwalifikowaną i sprawną obsługę.
Klasyfikacja stanowisk roboczych
Stanowiska robocze można sklasyfikować wg następujących kryteriów:
Ze względu na charakter pracy:
−
pracy ręcznej,
−
pracy zmechanizowanej,
−
pracy zautomatyzowanej.
Ze względu na liczbę maszyn roboczych:
−
jednomaszynowe,
−
wielomaszynowe,
Ze względu na ilość pracującej obsługi:
−
indywidualne,
−
brygadowe,
Ze względu na stabilizacje miejsca wykonywania prac:
−
stacjonarne,
−
ruchome.
Warunki pracy na stanowiskach roboczych
Do warunków pracy na stanowisku roboczym zalicza się:
−
odpowiednie oświetlenie: na stanowiskach prac przygotowawczych i wykończeniowych nie
mniej niż 750 lx/m
2
powierzchni, na stanowiskach do nakładania materiałów lakierniczych
nie mniej niż 300 lx/m
2
;
−
odpowiednią kolorystykę pomieszczeń i wyposażenia dobraną tak, aby była funkcjonalna
i nie kolidowała z barwami przyjętymi powszechnie na oznaczanie, np. czerwona –
sygnalizująca zakazy, urządzenia ppoż, , żółta – sygnalizującą ostrzeżenia przed
zagrożeniami, zielona – sygnalizującą miejsce przechowywania sprzętu pierwszej pomocy,
niebieska – informującą o prowadzonych pracach przeglądowych maszyn;
−
odpowiednią temperaturę – temperatura w pomieszczeniach pracy ludzi nie powinna być
niższa niż +14
o
C, w pomieszczeniach lakierniczych nie powinna być niższa niż +20
o
C, ze
względu na to, że większość procesów lakierniczych wymaga takich temperatur;
−
odpowiednią i sprawną wentylację, z uwagi na toksyczność większości stosowanych
materiałów i znaczne pylenie podczas wykonywania większości prac;
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
−
odpowiedni poziom hałasu, ze względu na stosowanie w lakierniach urządzeń będących
źródłem nadmiernego hałasu /natrysk pneumatyczny, praca urządzeń wysokoobrotowych
i wibracyjnych/ zachodzi potrzeba stosowania sprzętu chroniącego pracujących przed
hałasem, tj. wkładek, nauszników i hełmów;
−
dogodność i ergonomiczność obsługi maszyn i urządzeń;
−
dogodną komunikację i powiązania funkcjonalne stanowisk roboczych w lakierni;
−
wyposażenie stanowiska w osłony części maszyn zagrażające zdrowiu lub życiu obsługi;
−
wyposażenie pracowników w odzież ochronną i dodatkowe ochrony osobiste zgodne
z wymaganiami bhp,
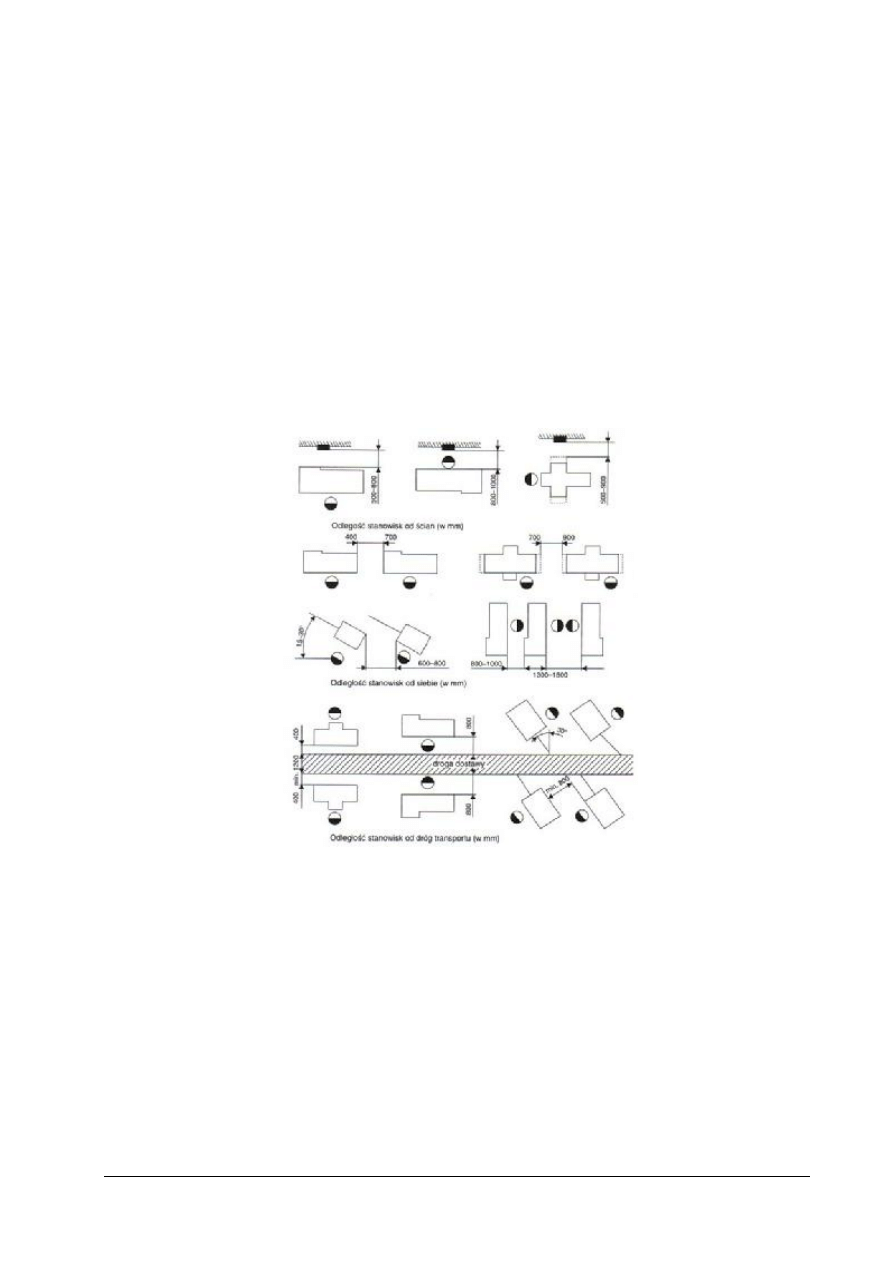
Rozmieszczenia stanowisk roboczych w lakierniach
Stanowiska robocze powinno posiadać stan i poziom techniczny wyposażenia
pozwalający na sprawne i bez zbędnego wysiłku wykonywanie przeznaczonych dla niego prac.
Prawidłowe umieszczenie stanowiska roboczego polega na wyznaczeniu mu stałego, ściśle
określonego miejsca. Zalecane sposoby usytuowania stanowisk roboczych pokazano na rys. 37:
Rys. 36. Zasady umieszczania stacjonarnych stanowisk roboczych w lakierni [8]
Rozmieszczenia narzędzi i materiałów w stanowiskach roboczych w lakierni -
prawidłowa organizacja każdego stanowiska roboczego w lakierni polega na stałym, ściśle
określonym miejscu umieszczenia narzędzi, materiałów i przedmiotów obróbki w taki sposób
aby:
– umożliwić wykonawcy pracy nabycie nawyków poprzez powtarzanie ruchów roboczych,
– ograniczyć zmęczenie i straty czasu poprzez eliminację zbędnych czynności i zbędnych
ruchów,
– ułatwić szybkie wykonanie pracy poprzez usytuowanie narzędzi i materiałów w stałym
ergonomicznie poprawnym miejscu;
– ułatwić wykonanie pracy poprzez prawidłowe zamocowanie przedmiotu obróbki
lakierniczej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
O ile zasady te są przestrzegane w lakierniach przemysłowych, zaprojektowanych i urządzonych
przez kwalifikowanych specjalistów technologii i organizacji pracy, o tyle niezbędna jest wiedza
z tego zakresu każdemu lakiernikowi, potencjalnemu inwestorowi w mały zakład lakierniczy
najczęściej lakiernictwa samochodowego.
Z funkcjonalnego i technologicznego przebiegu procesów lakierniczych wynika, że w części
technologicznej każdej lakierni usługowej branży motoryzacyjnej należy organizacyjnie
wydzielić i odpowiednio wyposażyć stanowiska:
−
do prac przygotowawczych,
−
do magazynowania i mieszania lakierów,
−
do aplikacji i suszenia warstw pokrycia lakierowego,
−
do prac wykończeniowych.
Stanowiska do prac przygotowawczych - powinny mieć powierzchnię dostosowaną do
przepustowości stanowiska do lakierowania, tj. z powodu wykonywania ok. 70 % prac
lakierniczych powierzchnię najczęściej 4-5 krotnie większą. Do niezbędnego wyposażenia
stacjonarnego tych stanowisk zaliczyć należy:
−
odpowiedni ogólny nawiew i wyciąg powietrza,
−
możliwość wydzielenia pojedynczych stanowisk kurtynami,
−
wydolne, zapewniające odpowiednia temperaturę ogrzewanie,
−
instalację energii elektrycznej do odpowiedniego oświetlenia ogólnego i stanowiskowego
i zasilania urządzeń;
−
instalacje sprężonego powietrza wydolną do zalania urządzeń z napędem pneumatycznym,
−
instalację stanowiskowego odciągu pyłów ze szlifierek – jako alternatywne mogą być
stosowane mobilne odkurzacze przemysłowe.
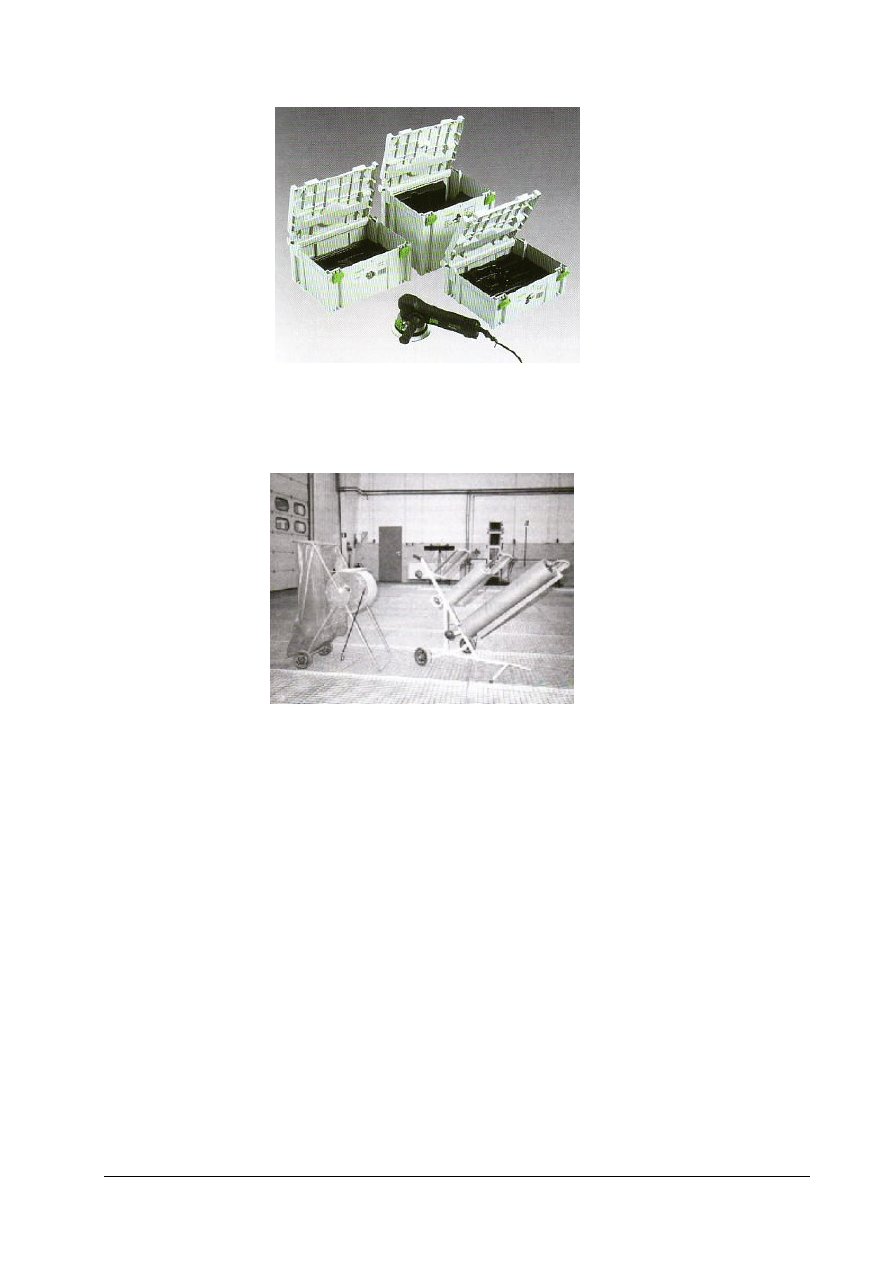
Oprócz tego w nowocześnie urządzonych stanowiskach prac przygotowawczych proponuje się
zastosować następujące mobilne wyposażenie stanowiskowe:
−
mobilne /przewoźne/ stojaki do mocowania obrabianych elementów /rys. 37-38/
Rys. 37. Zastosowanie mobilnych stojaków do mocowania przedmiotów obrabianych w lakierni [6]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 38 Zastosowanie mobilnego odkurzacza, mobilnego stojaka i szlifierki z odciągiem pyłów w lakierni [19,4]
−
mobilne szafki ze schowkami na szlifierki, narzędzia i materiały szlifierskie /rys.40-42/;
Rys. 39. Mobilna szafka ze schowkami na szlifierki, narzędzia i materiały szlifierskie w lakierni [19,4]
Rys. 40. Schowki na materiały szlifierskie do mobilnej szafki w lakierni [19,4)]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 41. Schowki na szlifierki i osprzęt do nich do mobilnej szafki w lakierni [19,4]
−
przewoźne stojaki i wózki do papierów i materiałów używanych podczas prac /rys 42/.
−
klocki szlifierskie i szlifierki z odciągami pyłów.
Rys. 42. Mobilne stojaki na papiery do oklejania i czyszczenia w lakierni [6]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. W co powinno posiadać dobrze zorganizowane stanowisko robocze?
2. Jakie warunki powinno spełniać oświetlenie stanowisk do prac przygotowawczych
i wykończeniowych?
3. Jaka temperatura powinna panować w pomieszczeniach lakierni i dlaczego?
4. W jakich odległościach od ścian powinny być stacjonarne stanowiska w lakierniach ?
5. Jaka powierzchnię powinny posiadać stanowiska do prac przygotowawczych w lakierniach
samochodowych ?
6. Co to jest mobilny odkurzacz w lakierni?
7. Do czego służy mobilny wózek?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.4.3. Ćwiczenia
Ćwiczenie 1
Opracować wykaz niezbędnego wyposażenia stacjonarnego i podręcznego oraz wykonać
szkic urządzenia stanowiska do magazynowania i mieszania lakierów w samochodowej lakierni
usługowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zinwentaryzować operacje wykonywane na tym stanowisku,
3) sporządzić wykaz niezbędnego wyposażenia do wykonania zinwentaryzowanych operacji,
4) ustalić wymiary niezbędnych urządzeń,
5) zaproponować w formie szkicu rozplanowanie minimalnego stanowiska do magazynowania
i mieszania lakierów,
6) przedyskutować z nauczycielem i kolegami wady i zalety wykonanej koncepcji urządzenia
i wyposażenia stanowiska.
Wyposażenie stanowiska pracy:
−
zeszyt i długopis,
−
literatura techniczna,
−
odstęp do ofert firm dostarczających systemy do mieszania i magazynowania lakierów.
Ćwiczenie 2
Opracować wykaz oraz opisać przeznaczenie urządzeń wykorzystywanych do suszenia
warstw rozpuszczalnikowych i wodorozcieńczalnych pokrycia lakierowego w samochodowej
lakierni usługowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zinwentaryzować operacje wykonywane na stanowisku do suszenia,
3) sporządzić wykaz urządzeń do suszenia stosowanych w lakierniach,
4) przeanalizować i opisać charakterystyki techniczne tych urządzeń,
5) zaproponować użycie następujących urządzeń:
−
kabina lakierniczo – suszarnicza,
−
promienniki podczerwieni, lampy UV,
−
dysze powietrzne,
6) przedyskutować z nauczycielem i kolegami wady i zalety wykonanej koncepcji użycia
poszczególnych urządzeń do suszenia.
Wyposażenie stanowiska pracy:
−
zeszyt i długopis,
−
literatura techniczna,
−
odstęp do ofert firm dostarczających systemy do suszenia lakierów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko pracy do wykonania ćwiczenia?
2) rozpoznawać rodzaje urządzeń do wykonywania prac na poszczególnych
stanowiskach?
3) ustalić zakres wykorzystania instalacji elektrycznej na poszczególnych
stanowiskach w lakierni?
4) ustalić zakres wykorzystania instalacji pneumatycznej na poszczególnych
stanowiskach w lakierni?
5) określić niezbędne wyposażenie stanowiska do prac przygotowawczych w
lakierni?
6) określić niezbędne wyposażenie stanowiska do magazynowania i mieszania
lakierów?
7) dobrać ekonomicznie urządzenie do suszenia poszczególnych warstw pokryć
lakierowych?
8) zaplanować urządzenie stanowisk roboczych w lakierni z przestrzeganiem
przepisów bhp i ppoż?
9) zastosować zdobytą wiedzę w praktycznym działaniu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.5. Zastosowanie
maszyn
i
urządzeń
transportowych
w lakierniach
4.5.1. Materiał nauczania
Proces transportowy, rozumiany jako zbiór przemieszczeń przedmiotu lakierowania,
narzędzi i materiałów lakierniczych w celu wykonania kolejnych składowych pokrycia
lakierowego wyrobu jest składową procesu produkcyjnego w każdej lakierni zarówno
przemysłowej jak i usługowej.
Z całej palety różnorodnych konstrukcyjnie środków służących do transportu bliskiego
stosowanych w przemyśle najpowszechniej w lakierniach przemysłowych stosowane są do
urządzenia do przenoszenia przedmiotów lakierowania i narzędzi w sposób stały, tj. przenośniki
różnego typu oraz dźwigniki różnego typu służące do przenoszenia przedmiotów lakierowania
i narzędzi w sposób przerywany.
Wśród przenośników stosowanych w dużych lakierniach przemysłowych dominują
przenośniki cięgnowe, w których transport odbywa się z wykorzystaniem cięgników,
tj. łańcuchów, lin, taśm i tym podobnych elementów. Wszystkie cięgniki w tego typu
przenośnikach posiadają: koła jezdne, napędowe lub nawrotowe, napęd silnikowy elektryczny
zblokowany z odpowiednimi przekładniami, Układy elektryczne przenośników wyposażone są
w układy częściowej lub pełnej automatyzacji sterowania pracujące wg zadanej prędkości ruchu,
opartej na czasochłonności procesów lakierniczych. Wykorzystanie przenośników w lakierniach
pokazano na wcześniejszych rysunkach w materiale nauczania.
Do transportu dużych elementów wykorzystywane są wózki najczęściej torowe, poruszające
się po torach podwieszanych lub podpartych.
Rys. 43. Schemat trasy przenośnika podwieszonego w lakierni przemysłowej do dwutorowego malowania dużych
elementów [13]
Przykłady dźwigników różnych typów stosowanych w lakierniach znaleźć można również
na rysunkach zamieszczonych w poprzednich rozdziałach programu nauczania.
W lakierniach małych zarówno przemysłowych jak i usługowych do transportu używa się
wózki jezdniowe ręczne oraz urządzenia jezdne stojaków, szafek, maszyn i urządzeń decydujące
o możliwości ich swobodnego przemieszczania zwanego mobilnością. Przykłady urządzeń
wykorzystywanych do łatwego przemieszczania w lakierni pokazano w poprzednim rozdziale
materiału nauczania. Innego rodzaju urządzeniami transportowymi w lakierniach są instalacje
sprężonego powietrza, instalacje do odprowadzania pyłów, instalacje do nadmuchu powietrza, itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Sprawne i bezpieczne użytkowanie urządzeń transportowych w lakierniach zależy
w główniej mierze od prawidłowej obsługi i konserwacji oraz okresowej kontroli stanu
technicznego. Wśród dokumentacji techniczno – ruchowych /DTR/ maszyn, urządzeń i narzędzi
eksploatowanych w lakierni znajdować się powinny dokumentacje techniczno-ruchowe maszyn
i urządzeń transportowych opisane w rozdziale 4,3 i 4.5 materiału nauczania.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz maszyny i urządzenia transportowe eksploatowane w dużej lakierni
przemysłowej, a jakie w małych lakierniach przemysłowych i usługowych?
2. Co to są mobilne urządzenia i elementy wyposażenia lakierni?
3. Co to jest przegląd techniczny urządzenia transportowego?
4. Jakich przepisów bhp należy przestrzegać przy obsłudze maszyn transportowych?
4.5.3. Ćwiczenia
Ćwiczenie 1
Opracować zakresy przeglądów technicznych maszyn i urządzeń transportowych
znajdujących się w wyposażeniu lakierni
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zinwentaryzować wszystkie urządzenia transportowe lakierni,
3) zapoznać się z ich konstrukcją i sposobem eksploatacji zawartym w dokumentacji
techniczno - ruchowej
4) opisać proces przeglądu technicznego każdego urządzenia transportowego,
5) zaprezentować efekty swojej pracy nauczycielowi,
6) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
wózek podwieszany do naprawy,
−
zestaw narzędzi monterskich i pomiarowych,
−
literatura techniczna,
−
zeszyt do ćwiczeń i długopis, przybory kreślarskie,
−
wykaz sprzętów do spawania w warsztatach szkolnych,
−
wykaz obrabiarek skrawających w warsztatach szkolnych.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko pracy do wykonania ćwiczenia?
2) rozpoznawać rodzaje eksploatowanych maszyn transportowych w lakierni
przemysłowej?
3) prawidłowo określić rodzaj użytych maszyn do transportu technologicznego?
4) posługiwać się dokumentacją techniczno ruchową maszyny?
5) opracować proces technologiczny przeglądu maszyny?
6) przestrzegać przepisów bhp w czasie pracy?
7) zastosować zdobytą wiedzę w praktycznym działaniu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.6. Normowanie pracy
4.6.1. Materiał nauczania
Normą pracy – nazywa się „miernik” pracy, wyrażający w określonych jednostkach
nakład pracy zużyty na wykonanie określonego zadania roboczego, w określonych warunkach
technicznych, ekonomicznych i organizacyjnych oraz uwzględniający wymagania stawiane
przez fizjologię, psychologię i socjologię pracy.
Miernikiem ilości pracy konkretnej jest czas trwania pracy ustalony w określonych
warunkach uwzględniających następujące czynniki:
−
wykorzystanie określonych środków i przedmiotów pracy,
−
zastosowanie ustalonej metody pracy,
−
jednoznacznie określone parametry jakościowe pracy,
−
konkretnie sprecyzowane kwalifikacje pracowników wykonującą pracę,
−
określone natężeniem wysiłku wykonawców pracy w określonych warunkach materialnego
środowiska pracy.
Normą czasu trwania operacji pracy – nazywa się czas wykonania określonej operacji
pracy ujęty w obiektywny i realny wzorzec do stosowania. Innymi znanymi i stosowanymi
odmianami norm pracy są następujące rodzaje norm:
−
norma wydajności – określa ilość wyrobów podaną w jednostkach wymiernych i ustaloną
do wykonania w założonej jednostce czasu; określonych warunkach techniczno-
organizacyjnych. Jest to odwrotność normy czasu;
−
norma obsługi - ustala ekonomicznie uzasadnioną ilość urządzeń przydzielonych do
obsługi jednemu pracownikowi lub zespołowi pracowników;.
−
norma obsady – określa, wielkość zespołu pracowników przydzielonych na stałe do obsługi
jednego lub kilku urządzeń, lub wykonania określonej ilości pracy w konkretnych
warunkach techniczno – organizacyjnych.
Z powyższych określeń wynika, że norma pracy jest pochodną wielu czynników, które
nazywa się czynnikami obiektywnymi norm (niezależnymi od pracownika) lub czynniki
subiektywnymi norm (charakteryzującymi pracownika). Do czynników obiektywnych norm
zalicza się: warunki materialnego środowiska pracy, środki pracy, przedmioty pracy, metody
pracy, parametry produktów. Do czynników subiektywnych norm należą: kwalifikacje
zawodowe pracowników, rozumiane jako wiedza, umiejętności praktyczne, doświadczenie
zawodowe i odpowiednia wprawa oraz kwalifikacje moralne oznaczone sumiennością,
starannością, troskliwością, zapobiegliwością oraz chęcią do pracy oraz natężenie wysiłku
i tempa pracy.
Normy realne, bazujące na wydajności przeciętnego pracownika i uwzględniające
wszystkie przedstawione wyżej czynniki mogą stanowić właściwy wzorzec – normę czasu
trwania operacji pracy. Ustalenie takiej normy wykonuje się w procesie postępowania
badawczego, projektowego i analitycznego w toku, którego wnika się w istotę procesu pracy,
analizuje czynniki wymagające jego pracochłonności oraz możliwości ich skrócenia drogą
zmiany techniki, technologii, organizacji lub zastosowanych metod pracy. Nieuwzględnianie
tych wymagań w procesie normowania jest najczęstszą przyczyną ustalania norm
nieodpowiednich. Normy realne muszą spełniać co najmniej następujące funkcje: być
miernikiem ilości świadczonej pracy, organizować pracę w określony sposób, polepszać
organizację pracy.
Normy pracy, aby spełniały swoje funkcje powinny być ustalone dopiero po wdrożeniu
właściwych warunków i metod pracy. Ustalenie norm jest jakby ostatnim etapem analizy
i racjonalizacji systemu pracy. Badanie pracy podczas którego ustala się normy, to jedna z metod

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
zarządzania, oparta na technikach opisu metod pracy i mierzeniu jej składników. Głównym
zadaniem badania pracy jest właśnie ustalenia norm jest jej pracochłonności dla celów
planistycznych lub rozliczeniowych. Racjonalizację procesu pracy osiąga się to przez
wyeliminowanie zbędnych dróg robotników, materiałów i dokumentacji, ulepszanie sposobu
wykonywania pracy, wykrycie, zmniejszanie lub wyeliminowanie czasu nieużytecznego, tak aby
ustalanie normy czasu odbyło się dla konkretnej operacji obejmujących jej rzeczywistą
pracochłonność.
Pracochłonność operacji lub wyrobu – oznacza ilość rzeczywiście poświęconego czasu
pracy na wykonanie operacji lub wykonanie wyrobu. Czas ten składa się z:
−
pracochłonności bazowej, oznaczającej minimum czasu niezbędnego na wykonanie
operacji,
−
pracochłonności dodatkowej – spowodowanej niedoskonała konstrukcją wyrobu lub
warunkami technicznymi,
−
pracochłonności dodatkowej – spowodowanej niedoskonałością zastosowanych metod
wykonywania pracy.
Całkowity czas zużyty na wykonanie operacji lub wyrobu - w określonych warunkach
obejmuje oprócz rzeczywistej pracochłonności poświeconej na wykonanie operacji lub wyrobu,
pracochłonność dodatkową – nazywaną czasem traconym. Przyczyny strat czasu, tj.
pracochłonności dodatkowej zużytej na wykonanie operacji mogą być po stronie kierownictwa
zakładu /zły stan maszyny, niewłaściwie dobrane narzędzie, złe warunki pracy,
nietechnologicznie i nieergonomicznie zorganizowane stanowisko pracy/ jak i pracownika
/niedbalstwo, brak dyscypliny, braki i niedoróbki/.
Dokumentacja badania pracy do celów ustalenia norm pracy składa się z dokumentacji
rejestracji przebiegu prac złożonych z jednej /lub z kilku/ następujących kart przebiegu procesu
pracy ustalonego w wyniku obserwacji bezpośredniej, fotografii lub filmu. Wzór karty pomiaru
przebiegu i pracochłonności wykonania operacji /wyrobu stanowi rys. 44.
Pomiary czasu trwania elementów pracy przeprowadza się przy pomocy techniki
chronometrażu, tj. metody ustalania czasu poszczególnych elementów składowych określonej
pracy /operacji lub wyrobu/, wykonywanych w określonych warunkach na podstawie przyjętej
większej liczby pomiarów. Przyrządami używanymi do pomiarów chronometrażowych są
stopery. Pomierzone czasy zapisuje się w kartach pomiaru pracochłonności.
Pomiary odległości przemieszczeń – w elementach pracy stanowiących transport lub
przemieszczenie materiałów, części, wyrobów lub pracowników ustala się na podstawie
pomiarów odległości rzeczywistych przemieszczeń. Pomiaru dokonuje się przy pomocy
przyrządów pomiarowych /najczęściej kółka pomiarowego/ z dokładnością do 0,5 m. Otrzymane
odległości rejestruje się w kolumnie kartach pomiaru pracochłonności.
Ustalenie norm pracy - normę czasu trwania pracy ustala się dla zinwentaryzowanego
/udokumentowanego/ procesu pracy i obejmuje ona:
−
rzeczywiste czasy trwania elementów składowych procesu pracy, które nazywa się
normalnymi czasami elementów pracy lub normalnym czasem wykonania pracy,
−
czasy przerw – dodatków do czasu normalnego, wynikających z:
−
czasów przerw w pracy wynikających z procesu technologicznego. Są czasy przerw
w pracy pracownika lub maszyny wynikające z oczekiwania na wykonanie pracy przez
maszynę lub innego pracownika;
−
czasów przerw w pracy wynikających z potrzeb fizjologicznych pracowników. Są to
czasy przerw przeznaczonych na odpoczynek podczas pracy lub zaspokojenia potrzeb
osobistych, takich jak posiłek, zaspokojenie pragnienia, wyjście do ubikacji;
−
czasów przerw w pracy przyczyn specjalnych. Są to przypadki wystąpienia w procesie
pracy czynności, które nie stanowią składowy procesu pracy, ale są dla procesu pracy istotne
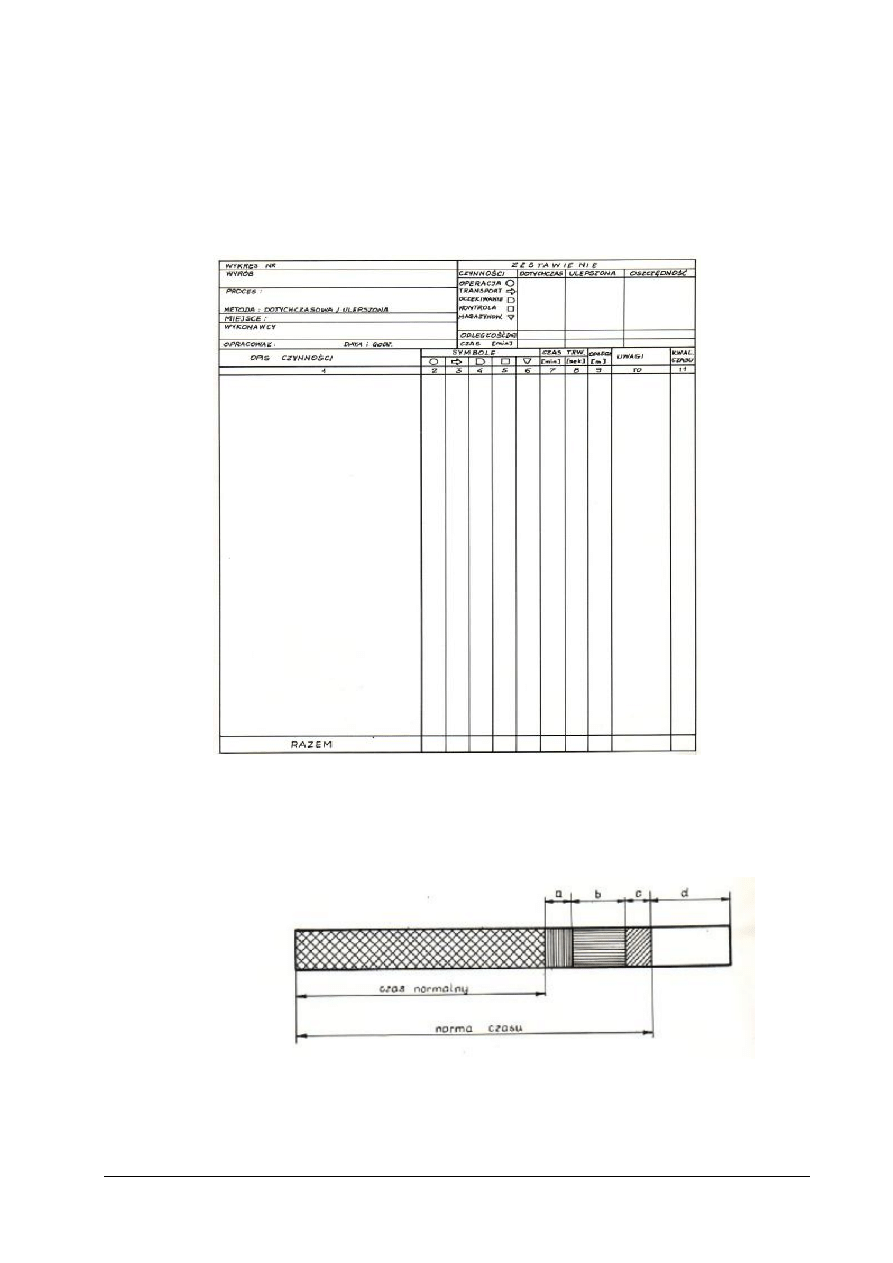
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
z powodu właściwego wykonania pracy i nieopłacalne jest ustalanie czasu trwania tych
przerw. Wówczas do normy przyznaje się w kilkuprocentowy dodatek czasu na pokrycie
czasu tych przerw;
−
dodatek z racji występujących przeszkód w pracy.
Przeszkody usprawiedliwiające tego
typu dodatek występują najczęściej w sytuacjach, gdy jeden pracownik obsługuje dwie lub
więcej maszyn i zajmuje się jedną , a pozostałe są w tym czasie nieczynne;
Rys. 44. Karta pomiaru pracochłonności [opracowanie własne]
Struktura normy pracy – normą pracy, normą czasu pracy lub czasem niezbędnie
potrzebnym na wykonanie procesu pracy nazywa się sumę czasu normalnego procesu pracy oraz
wszystkich dodatków czasowych wynikających z warunków pracy. Strukturę normy czasu
trwania pracy przedstawia rys.45.
Rys. 45. Struktura normy pracy a) dodatek czasu z przyczyn technologicznych, b) dodatek czasu na odpoczynek,
c) dodatki specjalne, d) dodatek zabezpieczający zarobki, [opracowanie własne]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest norma pracy?
2. Jakie znasz czynniki wpływające na czas pracy?
3. Jakie znasz rodzaje norm pracy?
4. Wymień czynniki obiektywne i subiektywne norm pracy?
5. Jakie elementy składowe wchodzą w pracochłonność wyrobu /operacji?
6. Jakie znasz składniki pracochłonności dodatkowej w ustalaniu pracochłonności
wyrobu/operacji ?
7. Jakie znasz przyczyny czasu traconego w ustalaniu pracochłonności wyrobu/operacji ?
8. Wymień strukturę normy pracy?
4.6.3. Ćwiczenia
Ćwiczenie 1
Przeprowadzić w grupach 2 osobowych lakierowanie /jedna osoba/ oraz badanie i pomiary
czasów
trwania
operacji
/2
osoby/
wykonania
pokrycia
dekoracyjnego
lakieru
jednowarstwowego na przygotowanym do wykonania pokrycia błotniku przednim samochodu
osobowego . Ustalić czas wykonania operacji lakierowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zamontować przygotowany do lakierowania błotnik na stojaku,
3) sprawdzić stan przygotowania błotnika,
4) przygotować lakier do wykonania pokrycia w mieszalni,
5) wybrać i przygotować do wykonania pokrycia pistolet,
6) wykonać lakierowanie błotnika i suszenie lakieru,
7) wykonać mycie i konserwację pistoletu,
8) ustalić składowe procesu, opisać je w karcie pomiarów,
9) pomierzyć czasy trwania składowych lakierowania,
10) pomierzyć odległości przemieszczania,
11) zaprezentować efekty swojej pracy,
12) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
błotnik przygotowany do lakierowania,
−
karta pomiarów,
−
stoper i przyrząd do pomiaru odległości,
−
literatura techniczna i zeszyt do ćwiczeń i długopis.
Ćwiczenie 2
Przeprowadzić w grupie 3-osobowej /w której odbywało się lakierowanie i badanie oraz
pomiary czasów trwania operacji/ analizę wyników badania. Ustalić składniki, które zaliczyć
można do czasów straconych wykonania pokrycia dekoracyjnego lakieru jednowarstwowego.
Opracować przebieg wykonania operacji lakierowania po usprawnieniu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) ustalić składowe usprawnionego procesu lakierowania, opisać je w karcie pomiarów,
3) sprawdzić poprawność technologiczną
4) przedyskutować efekty swojej pracy,
5) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
karta pomiarów,
−
literatura techniczna, zeszyt do ćwiczeń i długopis.
Ćwiczenie 3
Przeprowadzić w grupach 3 osobowych lakierowanie /jedna osoba/ oraz badanie i pomiary
czasów trwania operacji /2 osoby/ pokrycia dekoracyjnego lakieru jednowarstwowego na
przygotowanym do wykonania pokrycia błotniku przednim samochodu osobowego wg
zoptymalizowanego procesu w ćwiczeniu 2 . Ustalić czas wykonania operacji lakierowania.
Ustalić normę czasu lakierowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) ubrać odzież ochronną,
3) zamontować przygotowany do lakierowania błotnik na stojaku,
4) sprawdzić stan przygotowania błotnika,
5) przygotować lakier do wykonania pokrycia w mieszalni,
6) wybrać i przygotować do wykonania pokrycia pistolet,
7) wykonać lakierowanie,
8) wykonać suszenie lakieru,
9) wykonać mycie i konserwację pistoletu,
10) pomierzyć czasy trwania składowych lakierowania,
11) pomierzyć rzeczywiste odległości przemieszczania,
12) zaprezentować efekty swojej pracy,
13) dokonać oceny poprawności wykonania ćwiczenia.
14) Ustalić łączny czas trwania lakierowania,
15) Ustalić normą pracy lakierowania.
Wyposażenie stanowiska pracy:
−
błotnik przygotowany do lakierowania,
−
karta pomiarów,
−
stoper i przyrząd do pomiaru odległości,
−
literatura techniczna, zeszyt do ćwiczeń i długopis.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko pracy do wykonania ćwiczenia?
2) opisać przebieg procesu lakierniczego?
3) przeprowadzić pomiary przemieszczania pracownika, materiału i narzędzi
podczas pracy?
4) przeprowadzić chronometraż trwania składowych procesu pracy?
5) przeprowadzić analizę wykonywanych czynności ze wskazaniem czynności
zbędnych
6) optymalizować przebieg pracy?
7) przestrzegać przepisów bhp w czasie pracy?
8) zastosować zdobytą wiedzę w praktycznym działaniu?
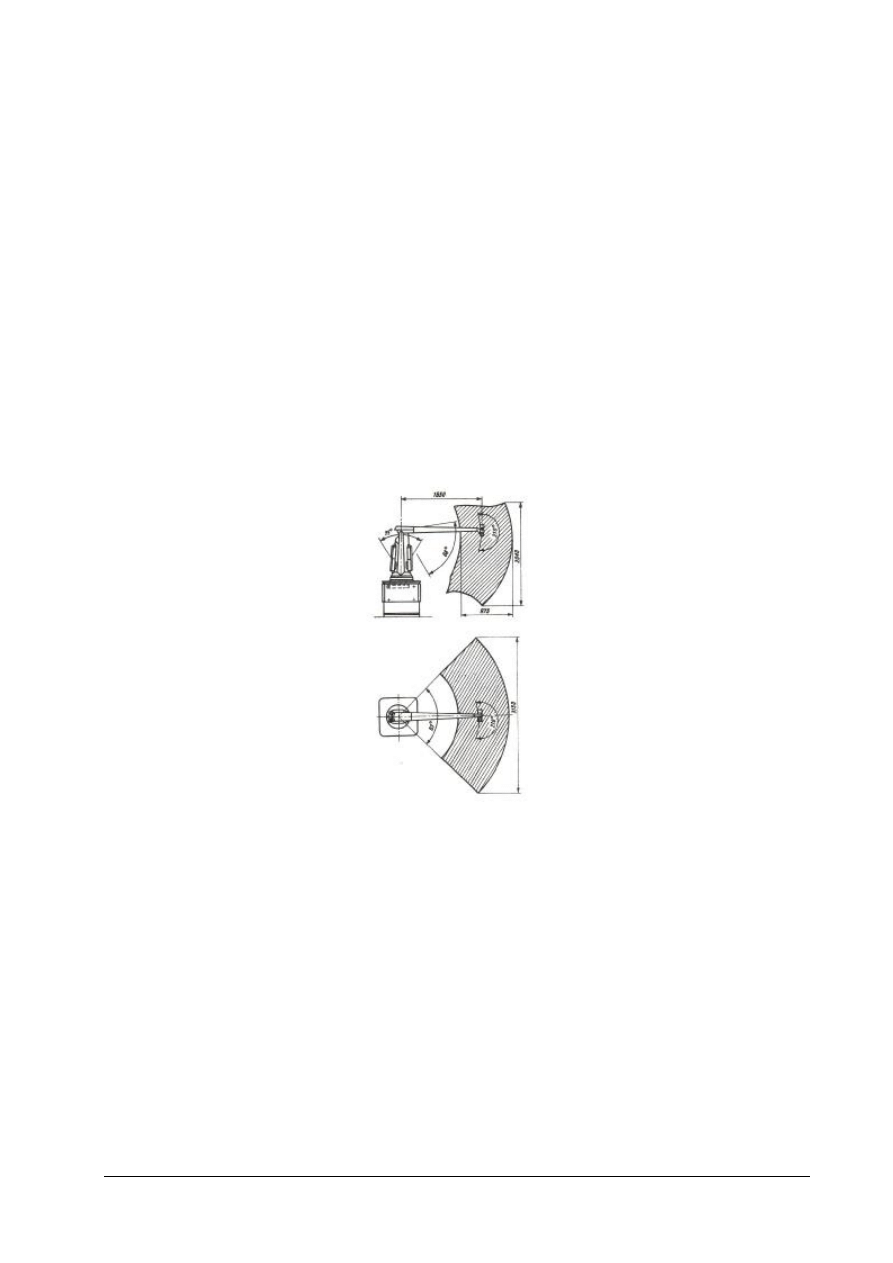
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.7. Stosowanie automatów i komputerów. Automaty lakiernicze -
źródło oszczędności materiałów i ochrony środowiska
4.7.1. Materiał nauczania
Stosowanie urządzeń bezobsługowych i automatów lakierniczych - lakierniach
przemysłowych do nakładania pokryć lakierowych nie stosuje się już technik natrysku
pneumatycznego typowych technik natrysku hydrodynamicznego. Pracę ludzka z powodzeniem
zastępują urządzenia bezobsługowe w tym również automaty lakiernicze. Urządzenia
bezobsługowe i automaty lakiernicze pracują wg ściśle określonych programów sterujących,
mają zasięg natrysku zbliżony lub nawet większy od zasięgu rąk lakiernika, co pokazano na rys.
46. Natrysk automatyczny przeprowadza się również w kabinach natryskowych wyposażonych
w instalację przygotowującą i doprowadzającą materiał lakierniczy oraz sprężone powietrze.
Urządzeniom tym w przeciwieństwie do ludzi nie trzeba konstruować, aż tak sprawnego układu
wentylacyjnego kabin, a przy okazji osiąga się znaczne oszczędności w zużyciu materiałowe
lakierniczych i zmniejsza szkodliwe oddziaływanie lakierni na środowisko naturalne.
Rys. 46. Wygląd i zakres ruchów roboczych automatu lakierniczego [13]
Metody natrysku przy pomocy automatów
Zastosowanie automatycznych urządzeń i automatów lakierniczych zmieniło również metody
nakładania
pokryć
lakierowych,
z
tradycyjnych
natrysków
pneumatycznych
i hydrodynamicznych na:
−
natrysk metodą elektrostatyczną (ESTA) – polegającą na bardzo drobnym rozpyleniu
lakieru przez rotacyjne rozpylacze umieszczone w kabinach lakierniczych linii
technologicznych, wirujące z prędkościami 35 000 – 40 000 obrotów na minutę, Rozpylony
lakier przenoszony jest na malowane przedmioty w wyniku odpowiednio ukształtowanego
strumienia
sprężonego
powietrza
oraz
wspomagającym
działaniem
zjawisk
elektrostatycznych.
Cząsteczki
materiału
lakierniczego
ładowane są ładunkami
elektrostatycznymi. W lakierni również wytwarza się pole magnetyczne w ten sposób, że
lakierowane przedmioty są jednym biegunem, a otaczający je wieniec elektrod drugim.
Rozpylone cząsteczki materiału lakierniczego przemieszczając się w sposób wymuszony
osadzają się na lakierowanych przedmiotach. Zjawiska elektrostatyczne w głównej mierze
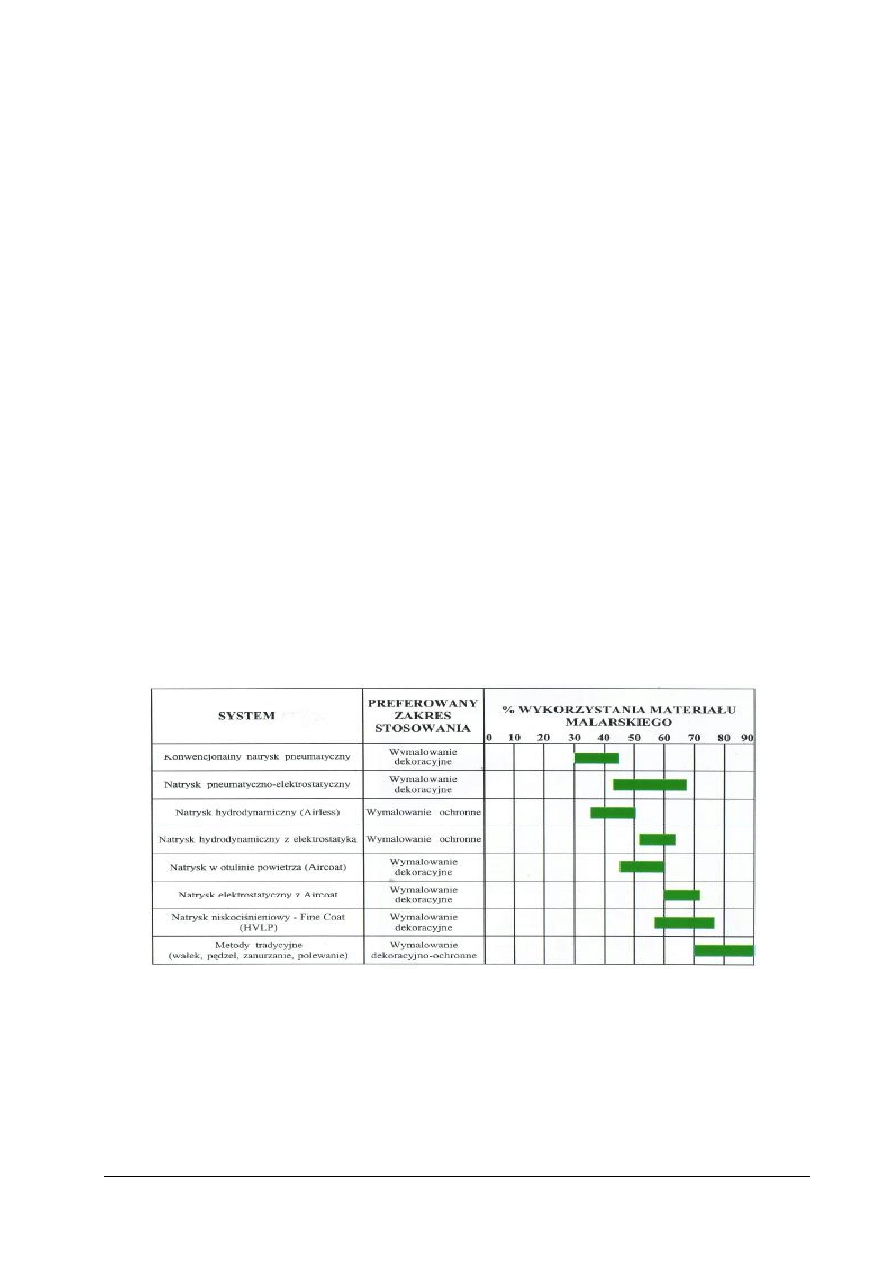
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
prowadzą do ograniczenia ilość zużywanych materiałów lakierniczych i przez to do
ochrony środowiska;
−
natrysk automatyczny – ramiona robocze automatów /robotów/ lakierniczych
zabudowanych w kabinach lakierniczych wyposaża się w pistolety do natrysku
automatycznego, których istota działania jest identyczna jak pistoletów ręcznych, ale
wygląd diametralnie odmienny. Natrysk automatyczny wspomagany jest również
działaniem zjawisk elektrostatycznych, które prowadzą do ograniczenia ilość zużywanych
materiałów lakierniczych i przez to do ochrony środowiska.
Stosowanie komputerów w procesach technologicznych lakierni przemysłowych - linia
technologiczna lakierowania przemysłowego, to skomplikowany układ maszyn i urządzeń
wymagający ścisłej koordynacji ruchów i zabiegów. Dotychczas stosowane mechanizmy
sterowania automatyki przemysłowej zastępowane są z powodzeniem elektroniką i sterowaniem
przy pomocy procesorów /komputerów/, które pracując w zintegrowanej sieci są w stanie nie
tylko sterować praca automatów na poszczególnych stanowiskach, ale również kontrolować
i koordynować cały proces technologiczny lakierowania.
Lakierowanie a ochrona środowiska - lakiernie przemysłowe i usługowe, to najwięksi
truciciele stanowiący poważne zagrożenie dla środowiska naturalnego z powodu powstających
w nich szkodliwych odpadów głownie gazowych i ciekłych. Zanieczyszczenia gazowe, to
głównie pyły szlifierskie oraz odparowywane rozpuszczalniki. Wśród zanieczyszczeń płynnych
przeważają płyny ze zmywania i rozpuszczalniki z mycia narzędzi lakierniczych. Ograniczenie
emisji rozpuszczalników w lakiernictwie dokonuje się głownie przez:
−
stosowanie produktów wodorozcieńczalnych w miejsce rozpuszczalnikowych,
−
zwiększenie zawartości cząstek stałych w materiałach lakierniczych,
−
ograniczenie ilości zużywanych materiałów osiągnięte przez zmianę technologii natrysków
tradycyjnych na automatyczne wspomagane zjawiskami elektrostatycznymi.
Tabela 3. Zależność stopnia wykorzystania materiału malarskiego od technik aplikacji [19,1)]
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie techniki aplikacji stosuje się w lakierniach przemysłowych?
2. Co to jat natrysk elektrostatyczny?
3. Na czym polega natrysk automatyczny?
4. Czym różnią się pistolety do natrysku ręcznego i automatycznego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
5. Jakie funkcje w lakierniach przemysłowych spełniają komputery?
6. Jakie substancje z lakierni zagrażają człowiekowi i środowisku naturalnemu?
7. W jaki sposób zmniejsza się ilość odpadów i zagrożenie środowiska naturalnego
w lakierniach?
8. Jakie techniki aplikacji materiałów lakierniczych w lakierniach przemysłowych ograniczają
ilość odpadów?
4.7.3. Ćwiczenia
Ćwiczenie 1
Wybierz z dostępnych ofert linię materiałów lakierniczych oraz metody i narzędzia do
aplikacji materiałów lakierniczych na elementach lakierowanych dekoracyjnie w małej lakierni
przemysłowej najbardziej przyjazną dla środowiska naturalnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) przeanalizować internetowe oferty linii materiałów lakierniczych różnych dostawców,
3) wybrać najmniej uciążliwą dla środowiska naturalnego,
4) dobrać metody wykonywania poszczególnych warstw pokrycia lakierowego na wyrobach,
5) dobrać narzędzia do wykonywania pokryć,
6) zaprezentować efekty swojej pracy nauczycielowi,
7) dokonać oceny poprawności wykonania pracy poprzez wymianę uwag z kolegami
i nauczycielem.
Wyposażenie stanowiska pracy:
−
dostęp do ofert materiałów lakierniczych różnych dostawców,
−
dostęp do katalogów narzędzi i urządzeń lakierniczych,
−
literatura techniczna,
−
zeszyt do ćwiczeń i długopis.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko pracy do wykonania ćwiczenia?
2) ocenić zagrożenie dla środowiska naturalnego ze strony materiałów
lakierniczych?
3) ocenić zagrożenie dla środowiska naturalnego ze strony metod aplikacji
materiałów lakierniczych?
4) dobrać spośród dostępnych linii materiałów lakierniczych najbardziej
przyjazne dla otoczenia?
5) opracować proces technologiczny lakierowania?
6) przestrzegać przepisów bhp w czasie pracy?
7) zastosować zdobytą wiedzę w praktycznym działaniu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.8. Przepisy niezbędne do uruchomienia lakierni. Ochrona
środowiska
4.8.1. Materiał nauczania
Podstawowe przepisy prawne
Każda nowo uruchamiana lakiernia przemysłowa i usługowa, niezależnie czy budowana jest
od nowa czy uruchamiana w adoptowanych pomieszczeniach jest nową inwestycją i powinna
być zaprojektowana i zbudowana wg obowiązujących w Polsce przepisów. Do podstawowych
przepisów prawnych związanych z budową, wyposażeniem i funkcjonowaniem lakierni zalicza
się:
1) Ustawa z 7 lipca 1994 roku – Prawo budowlane (Dz. U. nr 89/1994, poz. 414)
z późniejszymi zmianami. Ustawa między innymi zawiera przepisy jakim muszą
odpowiadać budynki lakierni;
2) Ustawa z dnia 27 marca 2003 r. o planowaniu i zagospodarowaniu przestrzennym (Dz. U. nr
80/2003, poz. 717) z późniejszymi zmianami. Ustawa ta zawiera przepisy o miejscu
w jakim może być zlokalizowany tego typu obiekt;
3) Ustawa z dnia 27 kwietnia 2001 r. – Prawo ochrony środowiska (Dz. U. nr 62/2001, poz.
627) z późniejszymi zmianami. Ustawa ta zawiera przepisy jakie musi spełniać tego typu
obiekt;
4) Ustawa z dnia 27 kwietnia 2001 r. o odpadach (Dz. U. nr 62/2001, poz. 628) z późniejszymi
zmianami. Ustawa ta zawiera przepisy określające rodzaje odpadów i sposoby ich utylizacji
między innymi w tego typu obiekcie;
5) Ustawa z dnia 27 lipca 2001 r. o wprowadzeniu ustawy Prawo ochrony środowiska, ustawy
o odpadach oraz zmianie niektórych ustaw (Dz. U. nr 100/2001, poz. 1085) z późniejszymi
zmianami.
6) Ustawa z dnia 18 lipca 2001 r. – Prawo wodne (Dz. U. nr 115/2001, poz. 1229)
z późniejszymi zmianami. Ustawa ta zawiera przepisy między innymi o warunkach jakim
powinny odpowiadać ścieki z lakierni ;
7) Ustawa z dnia 16 kwietnia 2004 r. – o ochronie przyrody (Dz. U. nr 92/2004, poz. 880)
z późniejszymi zmianami.
8) Ustawa z dnia 29 lipca 2005 r. – o zużytym sprzęcie elektrycznym i elektronicznym (Dz. U.
nr 180/2005, poz. 1495) z późniejszymi zmianami.
Przepisy regulujące przebieg procesu inwestycyjnego
Każda nowo uruchamiana lakiernia przemysłowa i usługowa, niezależnie czy budowana od
nowa czy uruchamiana w adoptowanych pomieszczeniach powinna być zrealizowana wg
przepisów Rozporządzenia Rady Ministrów z dnia 9 listopada 2004 r w spawie określenia
rodzajów przedsięwzięć mogących znacząco oddziaływać na środowisko oraz szczegółowych
kryteriów
związanych
z
kwalifikowaniem
przedsięwzięć
do
sporządzenia
raportu
o oddziaływaniu na środowisko (dz. U. nr 257/2004, poz. 2573) wraz z późniejszymi zmianami.
Zgodnie z przepisami „każda instalacja do powierzchniowej obróbki substancji, przedmiotów
lub produktów z wykorzystaniem rozpuszczalników o określonej w przepisach ilości lub
zlokalizowana w pobliżu obszaru Natura 2000”, a taką jest każda legalnie działająca lakiernia,
wymaga sporządzenia raportu o oddziaływaniu na środowisko i decyzji odpowiednich władz.
Zgodnie z przepisami każda lakiernia objęta jest standardami emisyjnymi pyłów i gazów
i wymaga uzyskania pozwolenia na wprowadzenie produkowanych pyłów i gazów do
środowiska sporządzenia raportu o oddziaływaniu na środowisko i decyzji odpowiednich władz.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Ważniejsze przepisy regulujące pozwolenia i zgłoszenia
Niezbędne pozwolenia i zgłoszenia prowadzonej działalności lakierni zawarte są
w następujących przepisach wykonawczych:
1) Rozporządzenia Ministra Środowiska z 27 września 2001 r. w sprawie katalogu odpadów
(Dz. U. nr 112/2001, poz. 1206);
2) Rozporządzenia Ministra Środowiska z 9 stycznia 2002 r. w sprawie wartości progowych
poziomów hałasów (Dz. U. nr 8/2002, poz. 81);
3) Rozporządzenia Ministra Środowiska z 6 czerwca 2002 r. w sprawie dopuszczalnych
poziomów niektórych substancji w powietrzu, alarmowych poziomów niektórych substancji
w powietrzu oraz marginesów tolerancji dla dopuszczalnych poziomów niektórych
substancji w powietrzu (Dz. U. nr 87/2002, poz. 796);
4) Rozporządzenia Ministra Środowiska z 26 lipca 2002 r. w sprawie rodzajów instalacji
mogących
powodować
znaczne
zanieczyszczenia
poszczególnych
elementów
przyrodniczych albo środowiska jako całości (Dz. U. nr 122/2002, poz. 1055);
5) Rozporządzenia Ministra Środowiska z 9 września 2002 r. w sprawie standardów jakości
gleby oraz standardów jakości ziemi (Dz. U. nr 165/2002, poz. 1359);
6) Rozporządzenia Ministra Środowiska z 8 lipca 2004 r. w sprawie warunków jakie należy
spełnić przy wprowadzaniu ścieków do wód lub do ziemi, oraz w sprawie substancji
szczególnie szkodliwych dla środowiska wodnego (Dz. U. nr 168/2004, poz. 1763);
7) Rozporządzenia Ministra Środowiska z 29 lipca 2004 r. w sprawie dopuszczalnych
poziomów hałasu w środowisku (Dz. U. nr 178/2004, poz. 1841);
Adresy internetowe gdzie należy szukać odpowiednich przepisów dotyczących lakierni
1) Sejm RP www.sejm.gov.pl
2) Ministerstwo Środowiska www.mos.gov.pl
3) Lokalizacje obszarów Natura 2000 www.natura2000.mos.gov.pl
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki przepis zawiera warunki, które musza spełniać budynki lakierni?
2. Jaki przepis reguluje lokalizację lakierni względem innych obiektów infrastruktury?
3. Jakie przepisy regulują warunki jakim musi odpowiadać lakiernia w zakresie środowiska
naturalnego?
4. Co to są odpady i jakie przepisy zawierają zalecenia odnośnie ich zagospodarowania?
5. Co to są ścieki i jakie przepisy regulują zagadnienie odprowadzania ścieków przez lakiernie?
6. W jakich przepisach zawarte są procedury postępowania z zużytym w lakierniach sprzętem
elektrycznym i elektronicznym?
7. Co to jest raport raportu o oddziaływaniu lakierni na środowisko?
8. Co to jest decyzja administracyjna?
9. Co to jest pozwolenie?
10. Gdzie szukać aktualnych przepisów dotyczących uruchomienia lub modernizacji lakierni?
4.8.3. Ćwiczenia
Ćwiczenie 1
Napisz wystąpienie do Państwowej Inspekcji Sanitarnej o pomiary składników szkodliwych
w lakierni zawartych w pomieszczeniach, wydalanych do atmosfery odprowadzanych ze
ściekami.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) wskazać w lakierni usługowej miejsca powstawania szkodliwych substancji emitowanych
do atmosfery i odprowadzanych ze ściekami,
3) napisać pisemne wystąpienie do Państwowej Inspekcji Sanitarnej o przeprowadzenie
pomiarów,
4) dokonać oceny poprawności wykonania ćwiczenia konsultacji z nauczycielem,
Wyposażenie stanowiska pracy:
−
literatura techniczna,
−
zeszyt do ćwiczeń i długopis,
Ćwiczenie 2
Napisz odwołanie do Państwowej Inspekcji Ochrony Środowiska o zawieszenie realizacji
decyzji o wstrzymaniu eksploatacji lakierni z powodu nieodpowiednich wyników pomiarów
składników szkodliwych w pomieszczeniach, wydalanych do atmosfery oraz odprowadzanych
ze ściekami.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) wskazać w lakierni usługowej miejsca powstawania szkodliwych substancji emitowanych
do atmosfery i odprowadzanych ze ściekami,
3) ustalić sposoby eliminacji szkodliwych substancji emitowanych do atmosfery
i odprowadzanych ze ściekami,
4) napisać pisemne odwołanie do Państwowej Inspekcji Ochrony Środowiska o wstrzymaniu
eksploatacji lakierni,
5) dokonać oceny poprawności wykonania ćwiczenia konsultacji z nauczycielem,
Wyposażenie stanowiska pracy:
−
literatura techniczna,
−
zeszyt do ćwiczeń i długopis,
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko pracy do wykonania ćwiczenia?
2) rozpoznawać rodzaje zagrożeń dla środowiska w funkcjonowaniu składników
lakierni?
3) znaleźć aktualnie obowiązujące obiekty i wyposażenie lakierni?
4) posługiwać się dostępnymi przepisami?
5) wskazać przepisy w zakresie ochrony środowiska obowiązujące lakiernie ?
6) opracować pisemne wystąpienia do urzędów w różnych sprawach?
7) zastosować zdobytą wiedzę w praktycznym działaniu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
4.9. Wentylacja
ogólna
i
stanowiskowa.
Zabezpieczenie
przeciwpożarowe. Urządzenia gaśnicze
4.9.1. Materiał nauczania
Bezpieczeństwo i higiena pracy
Przepisy dotyczące prawidłowego postępowania z materiałami lakierniczymi i narzędziami
pracy oraz prawidłowego zabezpieczenia warunków pracy i osobistego wyposażenia pracujących
– nazywane są potocznie przepisami bhp. Podstawowymi przepisami gdzie zawarte są
uregulowania prawne w tym zakresie to:
−
Ustawa – Kodeks Pracy z dnia 26 czerwca 1974 r. (Dz. U. nr 24, poz. 141) z późniejszymi
zmianami,
−
Rozporządzenie Ministra Pracy i Polityki Socjalnej z dnia 26 września 1997 r. w sprawie
ogólnych przepisów bezpieczeństwa i higieny pracy (Dz. U. nr 129, poz. 844).
Sposób wchłaniania toksycznych i szkodliwych substancji - szkodliwe dla człowieka
czynniki wchłaniane są poprzez drogi oddechowe, przewód pokarmowy, skórę.
Substancje toksyczne i szkodliwe - spośród materiałów używanych aktualnie w lakierniach
najbardziej szkodliwe dla zdrowia ludzkiego są rozpuszczalniki i rozcieńczalniki zawierające:
ksylen, toluen, cykloheksanom, etanol, butanol.
W pozostałych materiałach lakierniczych zawarte są również następujące składniki
szkodliwe dla zdrowia ludzkiego: pigmenty ołowiane, związki żywiczne, benzyna, benzen,
oktan metylu, biel cynkowa.
Podczas prac szlifierskich, polerskich i czyszczących powstają pyły jako zbiory cząstek
stałych substancji unoszących się w powietrzu. Wśród pyłów powstających w lakierniach
przeważają pyły drażniące, działające na różne części ciała, ale są również pyły pylicotwórcze
osadzające się na stałe w drogach oddechowych i płucach.
Podczas prac lakierniczych szkodliwym dla pracujących czynnikiem jest hałas wywoływany
przez pracujące maszyny i urządzenia.
Do jeszcze innych zagrożeń zaliczyć należy porażenie prądem elektrycznym,
napromieniowanie promieniami podczerwonymi, wibracje od narzędzi.
Przeciwdziałanie szkodliwym czynnikom - przeciwdziałać zatruciu środkami toksycznymi
oraz działaniu szkodliwemu pyłów można poprzez stosowanie: urządzeń wentylacyjnych,
opisanych w innych częściach materiału szkolenia, urządzeń odpylających opisanych w innych
częściach materiału szkolenia, środków ochrony osobistej, do których zalicza się: odzież,
obuwie, rękawice, okulary ochronne, maski, półmaski i aparaty oddechowe. Przeciwdziałać
działaniu szkodliwemu hałasu można poprzez stosowanie: wkładek przeciwhałasowych,
nauszników przeciwhałasowych, hełmów przeciwhałasowych.
Ochrona przeciwpożarowa w lakierniach - lakiernia jest zespołem pomieszczeń
o podwyższonym ryzyku pożaru lub nawet wybuchu tj. zjawisk niezamierzonych
i niekontrolowanych spalania lub wybuchu, gdyż materiały lakiernicze i pomocnicze zawierają
związki palne i w pewnych stężeniach wybuchowe. Aby doszło do pożaru lub wybuchu, musi
dojść do jednoczesnego kontaktu w czasie i przestrzeni materiału palnego ze źródłem zapłonu
i czynnikiem utleniającym. Zagadnienie ochrony przeciwpożarowej w lakierniach reguluje
Ustawa z dnia 24 sierpnia 1991 r o ochronie przeciwpożarowej (Dz. U. nr 81, poz. 351).
Aby nie dopuszczać do powstawania zagrożeń pożarem lub wybuchem lakiernie powinny
mieć co najmniej:
−
wydzieloną i odpowiednio wentylowaną mieszalnię materiałów lakierniczych,
−
wydzielone i odpowiednio wentylowane pomieszczenie lub urządzenie do mycia pistoletów
i innych narzędzi lakierniczych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
−
odpowiednie zabezpieczenie kabiny lakierniczej,
−
narzędzia o odpowiedniej ochronie przeciwwybuchowej.
Wyposażenie lakierni w urządzenia gaśnicze - lakiernia w zależności od powierzchni
i stopnia zagrożenia powinna być wyposażona w odpowiednie do tego sprawne i legalizowane
/z datami ważności/ urządzenia gaśnicze:
−
w dużych lakierniach przemysłowych:
−
instalacje centralne do podawania środków gaśniczych,
−
agregaty gaśnicze, w miejscach szczególnego występowania zagrożenia,
−
stanowiskowe gaśnice ręczne,
−
w małych lakierniach przemysłowych oraz usługowych:
−
agregaty gaśnicze, w miejscach szczególnego występowania zagrożenia,
−
stanowiskowe gaśnice ręczne, w następujących ilościach:
−
w każdym pomieszczeniu do 50 m
2
powierzchni – 2 gaśnice 12 kg,
−
w pomieszczeniach większych dodatkowo po 2 gaśnice 12 kg na każde rozpoczęte 200 m
2
powierzchni.
Zaleca się, aby pomieszczenia lakierni były wyposażone w agregaty i gaśnice proszkowe
ABC lub BC, które służą do gaszenia palących się rozpuszczalników. W razie braku gaśnic
proszkowych, z konieczności można użyć agregatów i gaśnic pianowych. A pożary na otwartej
przestrzeni można również gasić agregatami i gaśnicami pianowymi. Do gaszenia pożaru
urządzeń elektrycznych pod napięciem należy używać gaśnic proszkowych, tetrowych lub
śniegowych. Zabronione jest używanie gaśnic śniegowych.
4.9.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz przepisy bhp?
2. Jakie znasz przepisy ppoż?
3. Jakie czynniki szkodliwe dla zdrowia pracujących znajdują się w lakierniach?
4. Jakimi drogami dostają się do organizmu człowieka szkodliwe substancje?
5. W jaki sposób chroni się pracujących w lakierniach przed szkodliwymi związkami
chemicznymi?
6. W jaki sposób chroni się pracujących w lakierniach przed szkodliwymi pyłami?
7. Jakie inne szkodliwe zjawiska występować mogą w lakierniach i gdzie?
8. W jakich warunkach dochodzi do pożaru lub wybuchu?
9. Jakimi gaśnicami należy gasić pożary?
10. Jakie są zalecenia odnośnie prawidłowej ilości środków gaśniczych w lakierniach?
11. Jakimi środkami nie należy gasić palącej się instalacji pod napięciem?
12. Gdzie powinna się znajdować informacja o sprawności środka gaśniczego, np. ręcznej
gaśnicy?
4.9.3. Ćwiczenia
Ćwiczenie 1
Korzystając z odpowiedniego katalogu lub strony internetowej dobierz odzież ochronną
i środki ochrony osobistej dla lakiernika do pracy w małej lakierni usługowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozpoznać zagrożenia występujące w małej lakierni usługowej
2) zapoznać się z ofertą handlową odzieży ochronnej oraz ofertą handlową środków ochrony
osobistej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
3) dobrać odzież ochronna odpowiednią do prac w lakierni oraz sprzęt ochrony osobistej do
prac na stanowisku przygotowawczym do lakierowania,
4) zaprezentować efekty swojej pracy nauczycielowi,
5) wymienić się ustaleniami z kolegami.
Wyposażenie stanowiska pracy:
−
zeszyt i długopis oraz przepisy bhp,
−
dokumentacja techniczna maszyn i urządzeń pracujących w lakierni,
−
katalogi odzieży ochronnej i katalogi sprzętu ochrony osobistej.
Ćwiczenie 2
Zaplanuj wyposażenie w środki gaśnicze lakierni usługowej składającej się z następujących
pomieszczeń: pomieszczenia do prac przygotowawczych o powierzchni 220 m
2
, kabiny
lakierniczo – suszarniczej o pow. 25 m
2
, mieszalnika lakierów o powierzchni 12 m
2
,
sprężarkowi o powierzchni 9 m
2
, myjni o powierzchni 55 m
2
, magazynu o powierzchni 30 m
2,
pomieszczenia biurowego o powierzchni 15 m
2
, pomieszczenia socjalnego o powierzchni 51 m
2
.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wykonać szkic układu funkcjonalnego opisanej lakierni,
3) ustalić zagrożenia przeciwpożarowe w poszczególnych pomieszczeniach i zaplanować ilość
i rodzaj środków gaśniczych,
4) zaprezentować efekty swojej pracy oraz dokonać oceny poprawności wykonania ćwiczenia
w konsultacji z kolegami.
Wyposażenie stanowiska pracy:
−
zeszyt i długopis oraz literatura techniczna,
−
przepisy ppoż.
4.9.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko pracy do wykonania ćwiczenia?
2) wyszukać niezbędne przepisy bhp i ppoż?
3) rozpoznać zagrożenia istniejące na stanowiskach pracy?
4) ocenić przeznaczenie i jakość odzieży ochronnej?
5) dobrać ochrony osobiste do zagrożenia występującego na stanowisku pracy ?
6) dobrać gaśnice dla pomieszczeń lakierni zgodnie z przepisami?
7) rozróżniać rodzaje gaśnic?
8) umieć obsłużyć gaśnice?
9) zastosować zdobytą wiedzę w praktycznym działaniu?
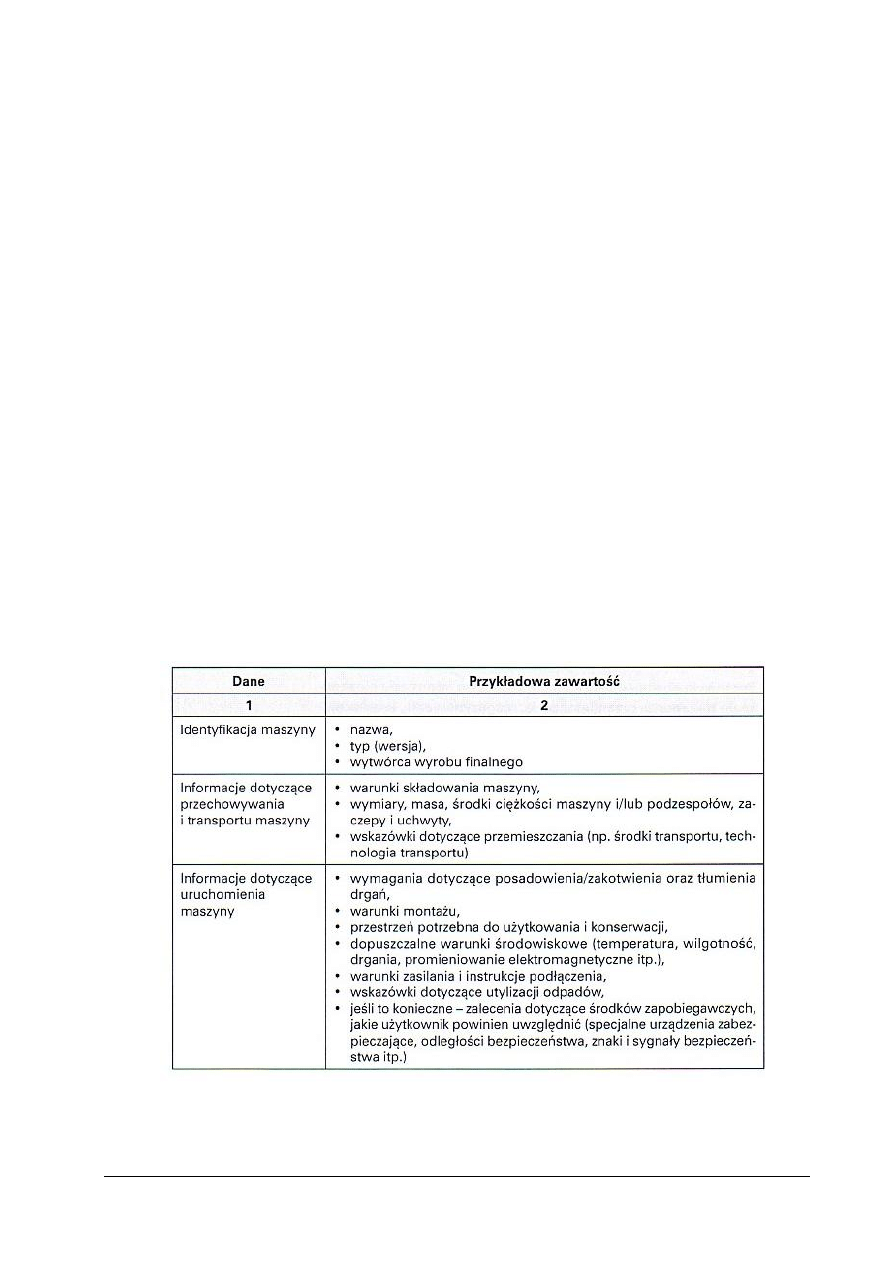
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
4.10. Dokumentacja technologiczno - ruchowa /DTR/ maszyn
4.10.1. Materiał nauczania
Definicja maszyny. Oznaczenia znakami „B” i „CE”
Maszyna - jest to zespół sprzężonych części lub elementów składowych, z których
przynajmniej jedna część lub element jest ruchomy, wraz z elementami uruchomiającymi,
obwodami sterowania i zasilania, połączonych wspólnie w celu określonego stosowania,
a w szczególności przetwarzania, obróbki, przemieszczania lub pakowania materiałów.
Wszystkie maszyny wyprodukowane do 1 maja 2004 r. stosowane w lakierniach powinny
posiadać znak bezpieczeństwa „B”, informujący, że zostało przeprowadzone badanie maszyny
na zgodność z polskimi przepisami i normami i stosowanie tej maszyny podczas pracy jest
bezpieczne.
Wszystkie maszyny pracujące w lakierniach wyprodukowane po 1 maja 2004 r. powinny
posiadać znak „CE” , którym wytwórca maszyny potwierdza, że jest to maszyna bezpieczna
w pracy i w obsłudze.
Dokumentacja maszyny
Zgodnie z dyrektywą maszynową UE nr 98/37/WE wdrożoną w Polsce Rozporządzeniem
Ministra Gospodarki z 2003 r zastąpionym Zarządzeniem z dnia 20 grudnia 2005 r w sprawie
zasadniczych wymagań dla maszyn i elementów bezpieczeństwa (Dz. U. nr 259, poz. 2170)
każda maszyna powinna posiadać dokumentację techniczno – ruchową, której forma i treść
powinny być zgodne z w/w przepisami.
Tabela 4. Zawartość dokumentacji techniczno – ruchowej maszyny [9]
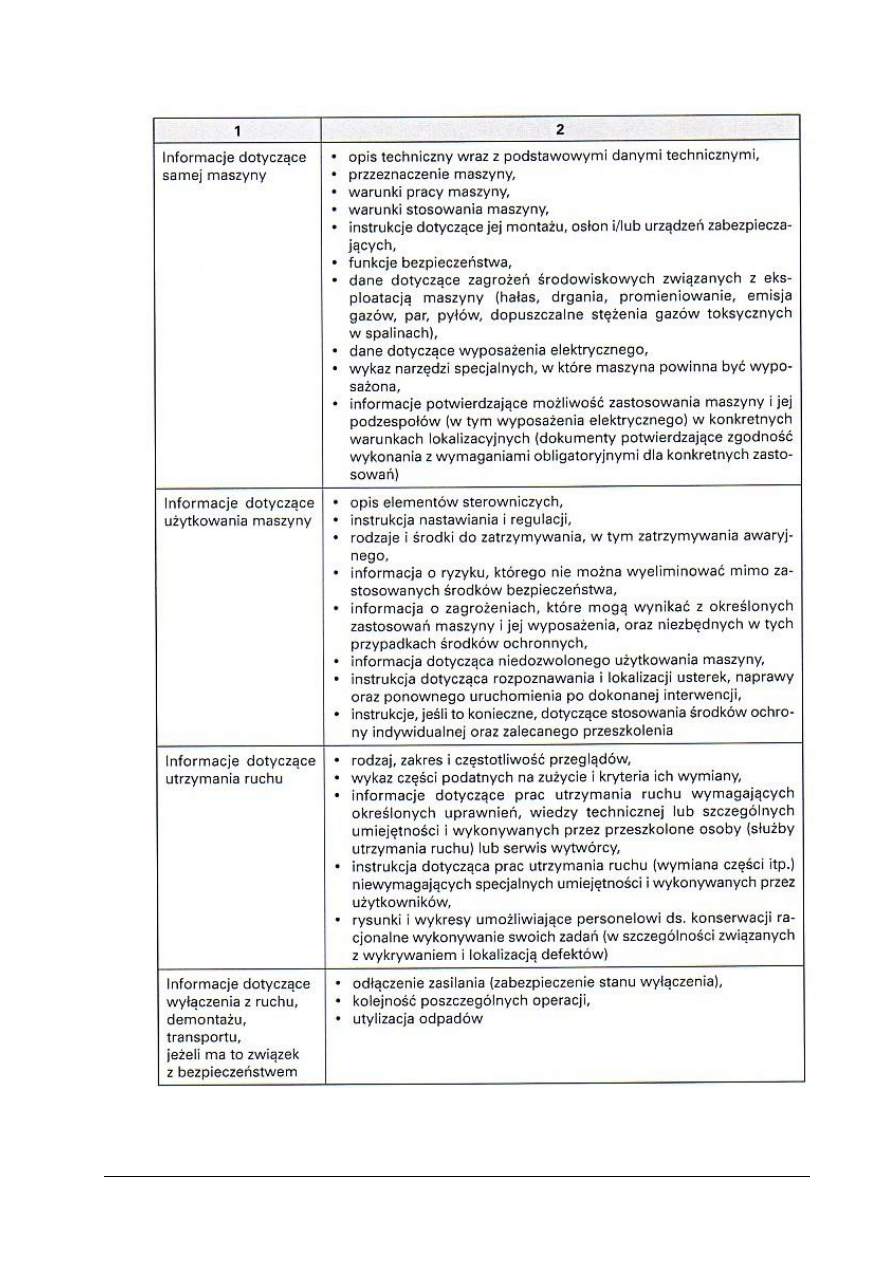
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
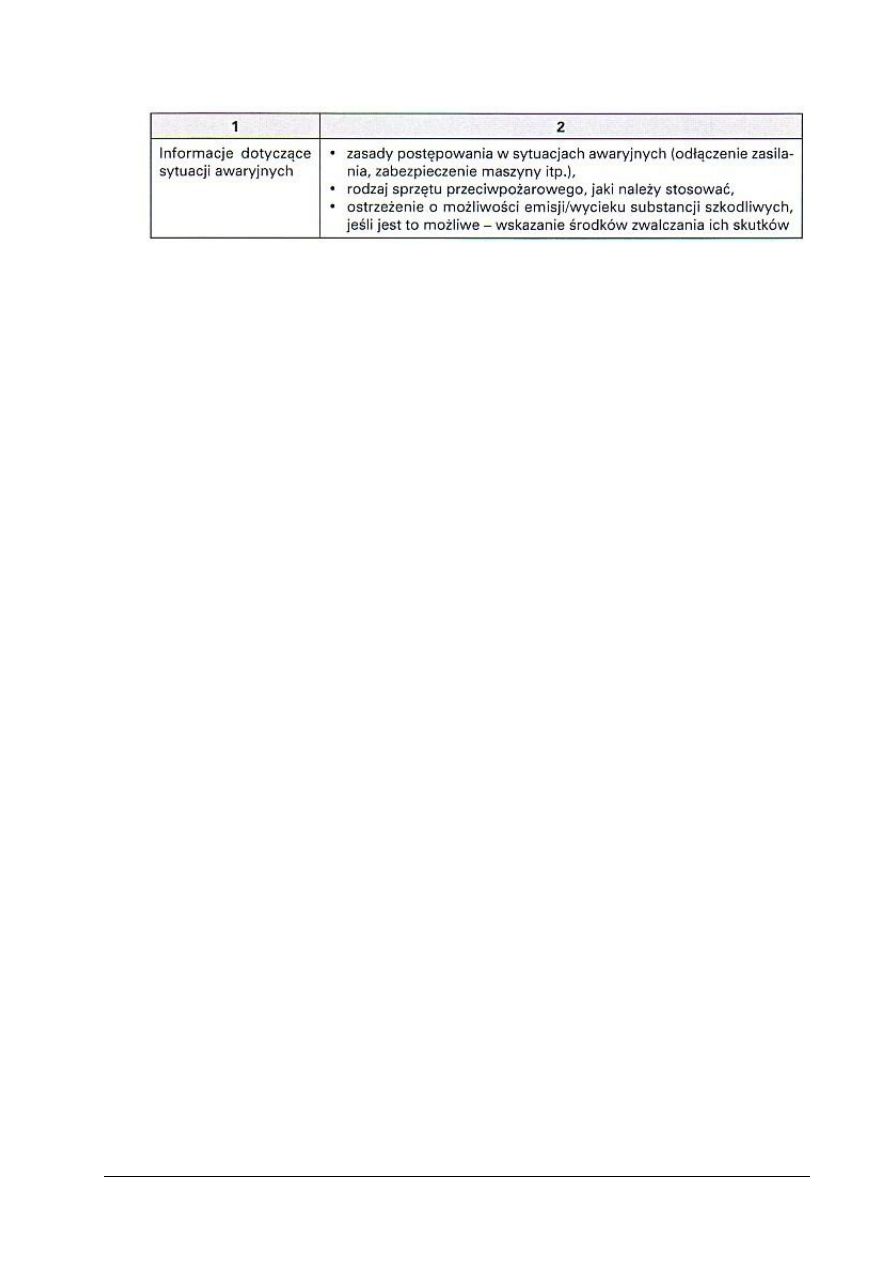
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
4.10.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest maszyna w rozumieniu przepisów UE?
2. Jakim przepisom podlegają maszyny w Polsce?
3. Jakimi oznaczeniami powinny być oznaczone maszyny użytkowane w lakierni?
4. Jakie jest znaczenie oznaczenia maszyny znakiem „B”?
5. Jakie jest znaczenie oznaczenia maszyny znakiem „CE”?
6. Co to jest dokumentacja techniczno – ruchowa maszyny?
4.10.3. Ćwiczenia
Ćwiczenie 1
Przeanalizować treść dyrektywy maszynowej UE nr 98/37/WE oraz wdrażającego ją
Rozporządzenia Ministra Gospodarki z dnia 20 grudnia 2005 r. w sprawie zasadniczych
wymagań dla maszyn i elementów bezpieczeństwa (Dz. U. nr 259, poz. 2170) i ustalić na ich
podstawie z jakich elementów powinna się składać DTR maszyny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią Dyrektywy UE nr 98/37/WE;
2) zapoznać się z treścią Rozporządzenia Ministra Gospodarki z dnia 20 grudnia 2005 r. w
sprawie zasadniczych wymagań dla maszyn i elementów bezpieczeństwa (Dz. U. nr 259,
poz. 2170);
3) ustalić z jakich elementów zgodnie z tymi przepisami powinna się składać DTR każdej
maszyny
4) ustalenia opisać w zeszycie do ćwiczeń,
5) zaprezentować efekty swojej pracy nauczycielowi,
6) dokonać oceny poprawności wykonania ćwiczenia poprzez wymianę poglądów z kolegami.
Wyposażenie stanowiska pracy:
−
Dyrektywa UE nr 98/37/WE oraz Rozporządzenie Ministra Gospodarki z dnia 20 grudnia
2005 r. w sprawie zasadniczych wymagań dla maszyn i elementów bezpieczeństwa (Dz. U.
nr 259, poz. 2170)
−
literatura techniczna dotycząca maszyn,
−
zeszyt do ćwiczeń i długopis.
Ćwiczenie 2
Przeanalizować dokumentację techniczno ruchową dowolnej szlifierki eksploatowanej
w lakierni szkolnej. Rozpoznać jej części składowe i porównać z wymaganiami Dyrektywy
Maszynowej UE i Rozporządzenia MG o których mowa w ćwiczeniu 1.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią Dyrektywy UE nr 98/37/WE;
2) zapoznać się z treścią Rozporządzenia Ministra Gospodarki z dnia 20 grudnia 2005 r.
w sprawie zasadniczych wymagań dla maszyn i elementów bezpieczeństwa (Dz. U. nr 259,
poz. 2170);
3) zapoznać się z treścią dokumentacji techniczno – ruchowej szlifierki;
4) ustalić czy zawartość DTR szlifierki jest zgodna z przepisami,
5) ustalenia opisać w zeszycie do ćwiczeń,
6) zaprezentować efekty swojej pracy nauczycielowi,
7) dokonać oceny poprawności wykonania ćwiczenia poprzez wymianę poglądów z kolegami.
Wyposażenie stanowiska pracy:
−
DTR szlifierki,
−
Dyrektywa UE nr 98/37/WE,
−
Rozporządzenie Ministra Gospodarki z dnia 20 grudnia 2005 r w sprawie zasadniczych
wymagań dla maszyn i elementów bezpieczeństwa (Dz. U. nr 259, poz. 2170)
−
literatura techniczna dotycząca maszyn,
−
zeszyt do ćwiczeń i długopis.
4.10.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) pozyskać niezbędne przepisy dotyczące maszyn?
2) analizować przepisy Dyrektywy maszynowej UE?
3) analizować przepisy Rozporządzenia Ministra Gospodarki w sprawie
zasadniczych wymagań dla maszyn i elementów bezpieczeństwa ?
4) posługiwać się dokumentacją techniczno – ruchową maszyny?
5) wykonać przegląd maszyny zgodnie z DTR ?
6) zinterpretować oznaczenia maszyn na tabliczkach fabrycznych?
7) opracować proces technologiczny naprawy maszyny zgodnie z DTR?
8) zastosować zdobytą wiedzę w praktycznym działaniu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań dotyczących techniki wytwarzania, obróbki, ręcznej, mechanicznej
i spajania metali oraz montażu. Zadania: 1, 2, 3, 5, 6, 8, 9, 10, 13, 16 są to zadania
wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa; zadania: 7 i 11 to zadania
z luką do uzupełnienia, w zadaniach: 4, 12, 19 i 20 należy udzielić krótkiej odpowiedzi,
zadanie 14, 15, 17, 18 to zadania rysunkowo opisowe.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
−
w zadaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź znakiem X
(w przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową),
−
w zadaniach z krótką odpowiedzią wpisz odpowiedź w wyznaczone pole,
−
w zadaniach do uzupełnienia wpisz brakujące wyrazy,
−
w zadaniu dotyczącym budowy maszyn, narysuj rysunek wyznaczonym polu.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie Ci wolny czas. Trudności mogą przysporzyć
Ci pytania: 15–20, gdyż są one na poziomie trudniejszym niż pozostałe.
8. Na rozwiązanie testu masz 90 minut.
Powodzenia
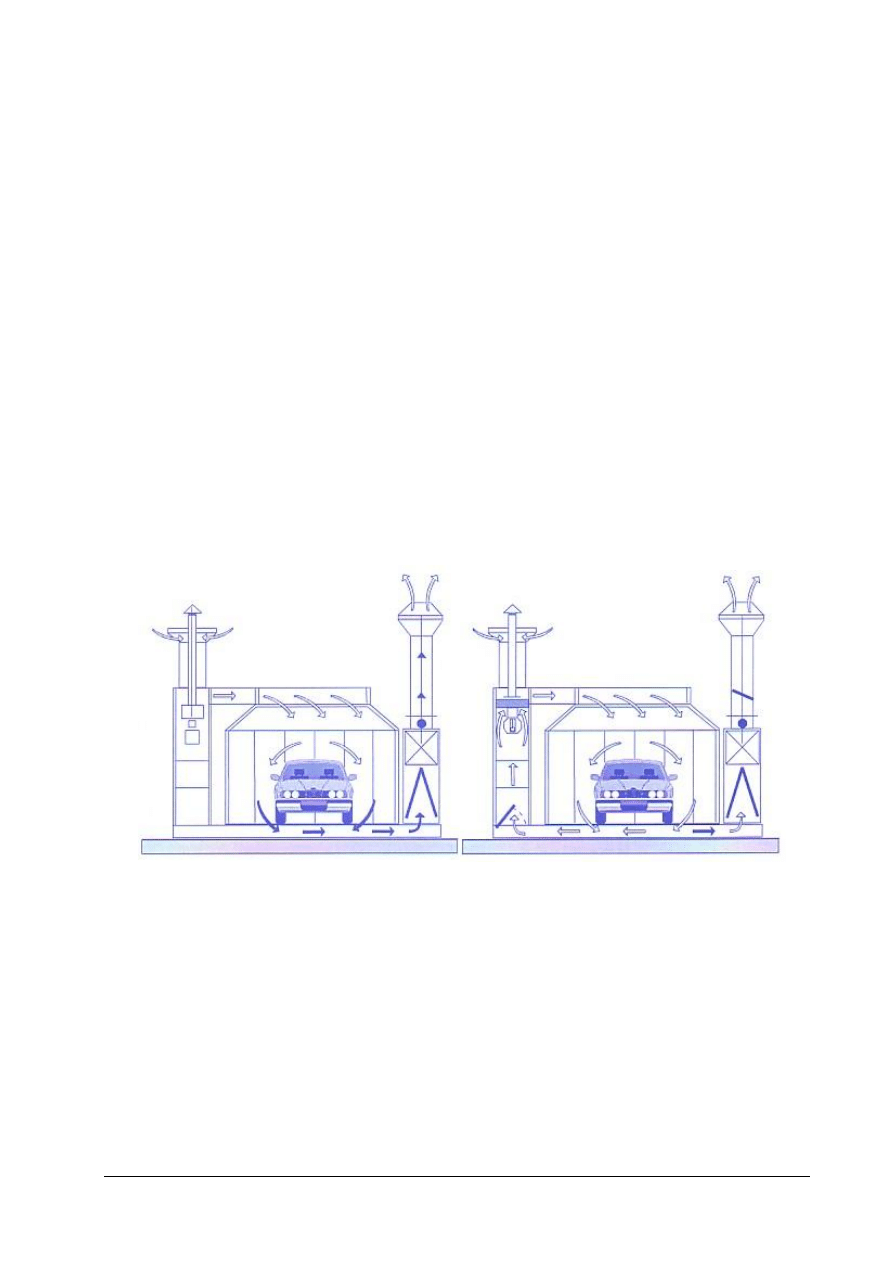
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
ZESTAW ZADAŃ TESTOWYCH 1
1. Do podstawowej działalności lakierniczej zaliczamy:
a) transport materiałów lakierniczych,
b) zaopatrzenie lakierni,
c) wykonywanie pokryć lakierowych,
d) przeglądy maszyn lakierniczych.
2. Miernikiem ekonomicznym organizacji lakierni jest:
a) koszt jednostkowy lakierowania wyrobu ,
b) koszt zakupu materiałów lakierniczych,
c) koszt wynagrodzenia lakierników,
d) koszt utrzymania lakierni.
3. Efektywnym czasem pracy lakierni nazywa się:
a) czas pracy lakierników,
b) sumaryczny czas pracy stanowisk w lakierni pomniejszony o czas remontów,
konserwacji i czynności porządkowych,
c) czas pracy urządzeń lakierni,
d) sumaryczny czas pracy stanowisk w lakierni .
4. Nazwij na podstawie poniższych schematów cykle pracy kabiny lakierniczo - suszarniczej:
a) …………………………………………………………………………….……………..
b) ……………………………………………………………………………………….…..
5. Podczas cyklu suszenia do komory kabiny lakierniczo-suszarniczej powraca następujący
procent /%/ ogrzanego recyrkulowanego powietrza:
a) do 80%,
b) do 20%,,
c) do 50 %,
d) nić nie powraca.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
6. Sprężarki to maszyny w lakierni służące do dostarczania powietrza pod ciśnieniem do:
a) wentylacji pomieszczeń,
b) napędu narzędzi pneumatycznych i rozprowadzania materiałów lakierniczych,
c) suszenia przedmiotów lakierowania,
d) napędu wentylatorów w biurze obsługi klientów.
7. Receptury, to zawarte na …………., ………….., lub w wersji …………… składy masowe
poszczególnych
…………………
materiałów
lakierniczych
chodzących
w gotowy…………..;
8. Czyszczarka strumieniowo-pneumatyczna służy w lakierni do:
a) przygotowania powierzchni wyrobu do lakierowania,
b) obróbki plastycznej szpachli,
c) mycia pistoletów lakierniczych,
d) do polerowania lakierów dekoracyjnych.
9. Przy natrysku hydrodynamicznym lakier do pistoletu podaje :
a) sprężone powietrze ,
b) pompa ciśnieniowa,
c) spływa grawitacyjnie,
d) jest wylewany z naczynia przez lakiernika.
10. Mobilny odkurzacz przemysłowy to:
a) odkurzacz, który sam odkurza pomieszczenia lakierni,
b) odkurzacz, który można łatwo przemieszczać,
c) jeździ po lakierni za lakiernikiem,
d) przywożony jest do lakierni na czas sprzątania.
11. W lakierniach przemysłowych do transportu ……………wyrobów używa się …………….
różnych typów, a do …………………. w sposób przerywany ……………… .
12. Podaj metody natrysku automatycznego stosowane w lakierniach przemysłowych :
a) …………………………………………………………………………………………...
b) …………………………………………………………………………………………...
13. Automaty lakiernicze w lakierniach wykorzystuje się najczęściej do:
a) szlifowania szpachli,
b) zanurzania przedmiotów lakierowania w wannach lakierniczych,
c) natrysku materiałów lakierniczych,
d) suszenia pokryć lakierowych.
14. Narysuj strukturę normy pracy i opisz jej składowe.
15. Narysuj układ warstw pokrycia lakierowego elementy metalowego lakierem 2 warstwowym
metalizowanym i opisz poszczególne warstwy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
16. Które z niżej wyszczególnionych urządzeń zamontowane są jako wyposażenie kabiny
lakierniczo – suszarniczej:
a) sprężarki,
b) wentylatory,
c) mieszalniki lakierów,
d) odkurzacze.
17. Narysuj mobilną szafkę ze schowkami i opisz przeznaczenie schowków.
18. Opisz stopień wykorzystania materiałów lakierniczych w różnych systemach lakierowania.
19. Opisz wykonywanie natrysku metodą elektrostatyczną:
………………………………………………………………………………………….……….…
……………………………………………………………………………………………….……
…………………………………………………………………………………………….………
………………………………………………………………………………………….…………
……………………………………………………………………………………….……………
……………………………………………………………………
20. Porównaj sprężarkę tłokową i śrubową, opisz różnice w ich budowie i zastosowaniu:
……………………………………………………………………………………….………….…
……………………………………………………………………………………………….……
…………………………………………………………………………………………….………
………………………………………………………………………………………….…………
……………………………………………………………………………………….……………
……………………………………………………………………
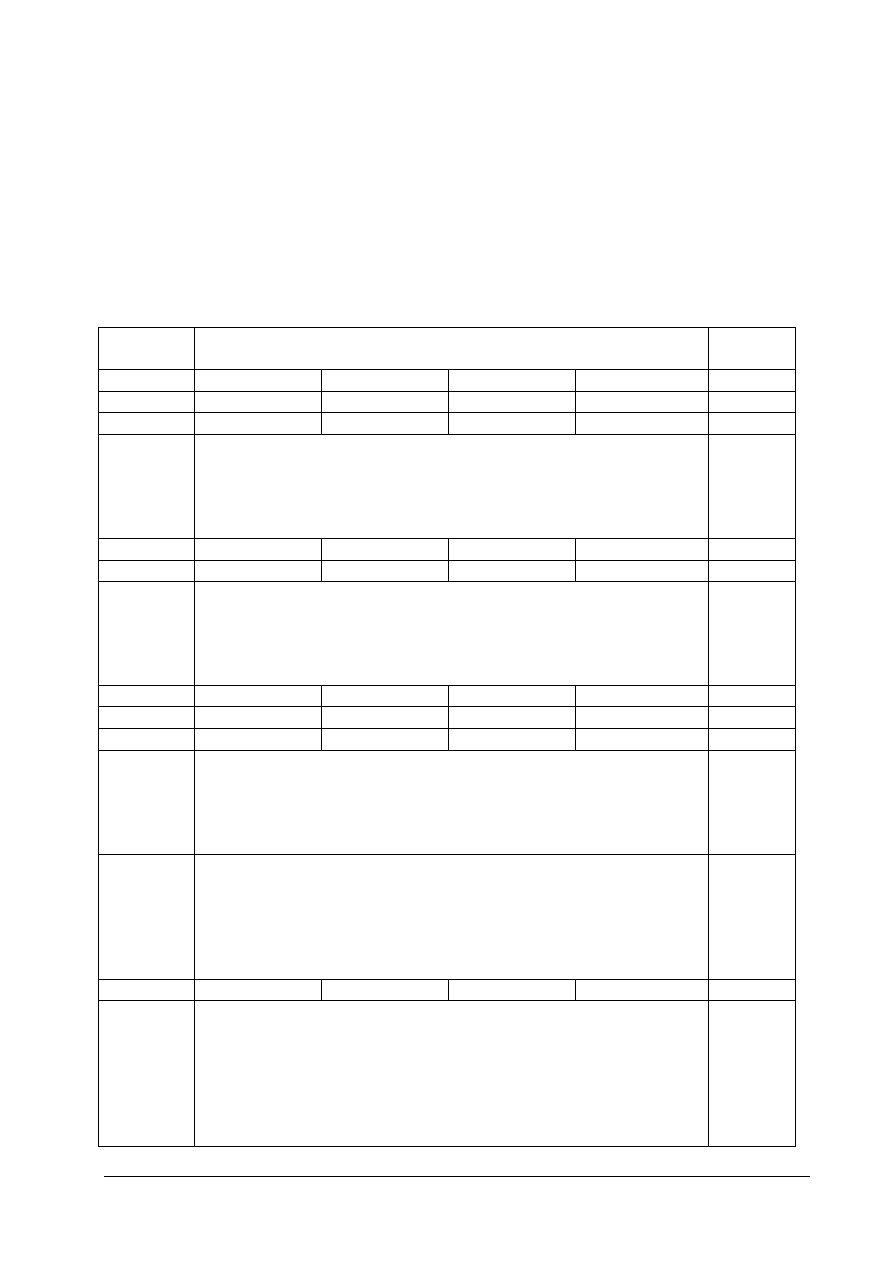
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
KARTA ODPOWIEDZI
Imię i nazwisko ………………………………………………………………………………...
Organizowanie i wyposażenie lakierni.
Zakreśl poprawną odpowiedź, wpisz brakujące części zdania lub wykonaj rysunek lub
opisz zagadnienie
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a) ……………………………………………………………….
b) ……………………………………………………………….
5.
a
b
c
d
6.
a
b
c
d
7.
8
a
b
c
d
9
a
b
c
d
10.
a
b
c
d
11.
12.
13.
a
b
c
d
14.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
15.
16.
a
b
c
d
17.
18.
19.
20.
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
6. LITERATURA
1. Buryk M.: Ochrona przeciwpożarowa w zapleczu technicznym motoryzacji. IWZW,
Warszawa 1984
2. Dobosz K.: Podstawy obróbki malarsko-lakierniczej metali. ZDDZ, Warszawa 1973
3. Francuz W. M., Sokołowski R.: Bezpieczeństwo i higiena pracy w rzemiośle. WSiP,
Warszawa 1996
4. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP, Warszawa
1998
5. Hansen A.: Bezpieczeństwo i higiena pracy. WSiP, Warszawa 1998
6. Jarząbek G., Neuman Zb.: Lakiernictwo samochodowe. SIMP-ZORPOT, Szczecin 2006
7. Kwiatkowski M.: Wprowadzenie do eksploatacji urządzeń technicznych. WSiP, Warszawa
1990
8. Pasternak K.: Zarys zarządzania produkcją. PTE, Warszawa 2005
9. Praca zbiorowa. Kontrola maszyn i urządzeń. Przeglądy, naprawy, dostosowanie do
wymogów. UDT i PIP, Poznań 2006
10. Praca zbiorowa. Korozja samochodów i jej zapobieganie. Poradnik. WNT, Warszawa, 1983
11. Praca zbiorowa. Ochrona przed korozją w pojazdach. PWR, Wrocław 1996
12. Praca zbiorowa. Ocena ryzyka zawodowego na stanowisku LAKIERNIK. ODiDK, Gdańsk.
2001
13. Praca zbiorowa. Mechanik pojazdów samochodowych, Techniczne podstawy zawodu,
cz. III. Technologie motoryzacyjne. Wrocław 1999
14. Zawadzki J.: Lakierowanie samochodów. WNT, Warszawa 1978
15. Zieliński Zygmunt: Dźwignice i urządzenia transportowe. WSiP, Warszawa 1961
16. Czasopisma techniczne:
−
Ochrona przed korozją,
−
Lakiernictwo Przemysłowe,
−
Lakiernik,
17. Informatory o kabinach, maszynach i urządzeniach lakierniczych:
−
Informator o produktach do wymalowań przemysłowych, Nobiles, Włocławek,
−
Informator o produktach do renowacji powłok z efektami, Nobiles, Włocławek,
−
Informator techniczno-handlowy. Urządzenia do nakładania powłok ochronnych.
Technozbyt, Łódź 1972 r.
−
Katalog branży motoryzacyjnej FESTOOL,
−
Katalogi kabin lakierniczo-suszarniczych SAICO, OMIA, USIITALIA, LUTRO, NOVA
VERTA,
−
Katalog wyposażenie lakierni ECOTEC
Wyszukiwarka
Podobne podstrony:
lakiernik 714[03] z1 09 n
lakiernik 714[03] z1 09 u
lakiernik 714[03] z1 04 n
lakiernik 714[03] z1 07 u
lakiernik 714[03] z1 08 n
lakiernik 714[03] z1 05 n
lakiernik 714[03] z1 06 n
lakiernik 714[03] z1 01 u
lakiernik 714[03] z1 07 n
lakiernik 714[03] z1 01 n
lakiernik 714[03] z1 02 n
lakiernik 714[03] z1 03 n
lakiernik 714[03] z1 03 u
lakiernik 714[03] z1 06 u
lakiernik 714[03] z1 04 n
więcej podobnych podstron