„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ryszard Łoin
Użytkowanie
i
obsługiwanie
maszyn
i
urządzeń
812[03].Z1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Ewa Pogorzelska
mgr inż. Marian Cymerys
Opracowanie redakcyjne:
mgr inż. Ryszard Łoin
Konsultacja:
dr inż. Bożena Zając
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[03].Z1.02
„Użytkowanie i obsługiwanie maszyn i urządzeń”, zawartego w programie nauczania dla
zawodu operator maszyn i urządzeń odlewniczych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawy eksploatacji maszyn i urządzeń
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
16
4.1.3. Ćwiczenia
16
4.1.4. Sprawdzian postępów
18
4.2. Użytkowanie, obsługa i diagnostyka maszyn i urządzeń
19
4.2.1. Materiał nauczania
19
4.2.2. Pytania sprawdzające
25
4.2.3. Ćwiczenia
25
4.2.4. Sprawdzian postępów
27
4.3. Wykonywanie remontów, napraw i regeneracji
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające
46
4.3.3. Ćwiczenia
46
4.3.4. Sprawdzian postępów
50
5. Sprawdzian osiągnięć ucznia
51
6. Literatura
55
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy dotyczącej użytkowania
i obsługiwania maszyn i urządzeń.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
Miejsce jednostki modułowej w strukturze modułu 812[03].Z1 „Eksploatacja maszyn
i urządzeń odlewniczych” jest wyeksponowane na schemacie zamieszczonym na stronie 4.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp
i instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Wiadomości
dotyczące przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska znajdziesz w jednostce modułowej 812[03].O1.01 „Przestrzeganie
wymagań bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony środowiska”.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
812[03].Z1
Eksploatacja maszyn
i urządzeń odlewniczych
812[03].Z1.01
Dobieranie maszyn
i urządzeń przemysłwych
oraz transportowych
812[03].Z1.02
Użytkowanie
i obsługiwanie maszyn
i urządzeń

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony środowiska i ochrony
przeciwpożarowej podczas wykonywania pracy,
−
organizować stanowisko pracy zgodnie z wymogami ergonomii,
−
czytać rysunki konstrukcyjne i technologiczne, dokumentację techniczno-ruchową oraz
instrukcje obsługi maszyn i urządzeń,
−
określać parametry maszyn i urządzeń elektrycznych na podstawie tabliczki znamionowej
oraz rozróżniać na schematach elementy obwodu elektrycznego,
−
rozpoznawać elementy i mechanizmy maszyn i urządzeń,
−
czytać i interpretować rysunki zespołów i podzespołów maszyn i urządzeń,
−
rozrózniać podstawowe materiały konstrukcyjne,
−
posługiwać się przyrządami pomiarowymi i dobierać je zgodnie z wymaganiami
dokumentacji,
−
wykonywać pomiary podstawowych wielkości geometrycznych i interpretować wyniki
pomiarów,
−
wykonywać podstawowe operacje z zakresu ręcznej i maszynowej obróbki wiórowej,
−
rozróżniać podstawowe elementy elektroniczne oraz podstawowe elementy układów
sterowania,
−
rozróżniać elementy układów automatyki przemysłowej oraz interpretować proste
schematy układów automatycznej regulacji,
−
dokonać klasyfikacji maszyn i urządzeń przemysłowych,
−
rozróżniać elementy napędów hydraulicznych i pneumatycznych,
−
rozróżniać urządzenia do transportu wewnętrznego,
−
korzystać z dokumentacji technicznej, PN, katalogów,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
wyjaśnić podstawowe pojęcia związane z eksploatacją maszyn i urządzeń,
–
rozróżnić
zjawiska
fizykochemiczne
towarzyszące
procesom
destrukcyjnym
w eksploatacji maszyn i urządzeń odlewniczych,
–
rozróżnić podstawowe rodzaje materiałów eksploatacyjnych,
–
dobrać materiały smarowe do elementów maszyn i urządzeń, zgodnie z DTR,
–
określić sposoby ochrony przed korozją,
–
dobrać środki ochrony przed korozją,
–
określić warunki techniczne użytkowania maszyn i urządzeń,
–
zastosować maszyny i urządzenia zgodnie z przeznaczeniem,
–
scharakteryzować podstawowe operacje i czynności montażowe,
–
dobrać narzędzia i przyrządy do wykonywania montażu i demontażu,
–
wykonać montaż typowych części maszyn,
–
wykonać demontaż typowych części maszyn,
–
scharakteryzować rodzaje obsługi i wykazać ich wpływ na prawidłową pracę maszyn
i urządzeń,
–
rozpoznać stan techniczny użytkowanych maszyn i urządzeń,
–
określić zakres przeglądu i naprawy maszyn i urządzeń na podstawie Dokumentacji
Techniczno-Ruchowej,
–
wykonać czynności związane z konserwacją maszyny (czyszczenie, smarowanie,
sprawdzanie stanu technicznego), zgodnie z Dokumentacją Techniczno-Ruchową,
–
dobrać narzędzia i przyrządy do wykonania naprawy,
–
wykonać drobne naprawy, wymianę części, regulację zespołów i całego urządzenia,
–
przeprowadzić próby po naprawie,
–
zastosować przepisy bezpieczeństwa i higieny pracy, Dozoru Technicznego, ochrony
przeciwpożarowej I ochrony środowiska podczas wykonywania pracy,
–
skorzystać z dokumentacji technicznej, Dokumentacji Techniczno- Ruchowej,
dokumentacji warsztatowej, norm, poradników.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Podstawy eksploatacji maszyn i urządzeń
4.1.1. Materiał nauczania
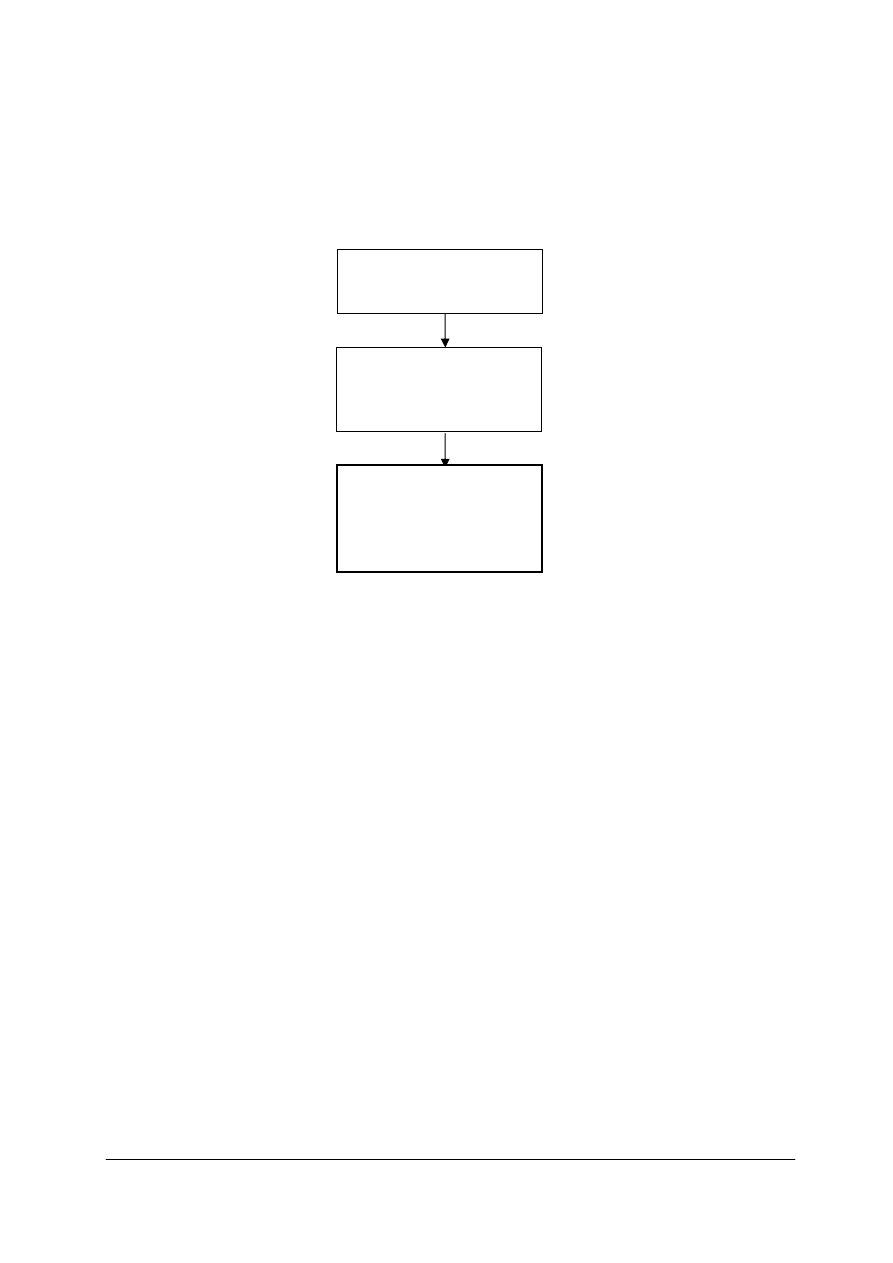
Eksploatacja to zespół celowych działań organizacyjno-technicznych i ekonomicznych
ludzi z obiektem technicznym oraz wzajemne relacje występujące pomiędzy nimi od chwili
przejęcia obiektu do wykorzystania zgodnie z przeznaczeniem, aż do jego likwidacji.
W procesie eksploatacji wyodrębnia się cztery rodzaje działań: użytkowanie, obsługiwanie,
zasilanie oraz zarządzanie – rysunek 1.
Rys. 1. Rodzaje działań w procesie eksploatacji [5, s. 11]
Użytkowanie to wykorzystanie obiektu technicznego zgodnie z jego przeznaczeniem
i właściwościami funkcjonalnymi.
Obsługiwanie to utrzymywanie obiektu w stanie zdatności oraz przywracanie mu
wymaganych właściwości funkcjonalnych dzięki przeglądom, regulacjom, konserwacji,
naprawom i remontom.
Zasilanie polega na dostarczaniu do obiektu materiałów (masy), energii oraz, zwłaszcza
w odniesieniu do urządzeń sterowanych numerycznie, informacji.
Zarządzanie to procesy planistyczno – decyzyjne (dotyczące planowania działań
i podejmowania decyzji) oraz sprawozdawczo – analityczne (dotyczące opracowania
sprawozdań i ich analizy).
Warunki pracy poszczególnych mechanizmów urządzeń są różne i zależą od: rodzaju
występującego tarcia, obciążenia ogólnego, temperatury części trących, obecności środowiska
agresywnego korozyjnie oraz jakości procesu eksploatacji. W czasie eksploatacji urządzeń
mechanicznych następuje pogorszenie się ich stanu technicznego i użyteczności w wyniku
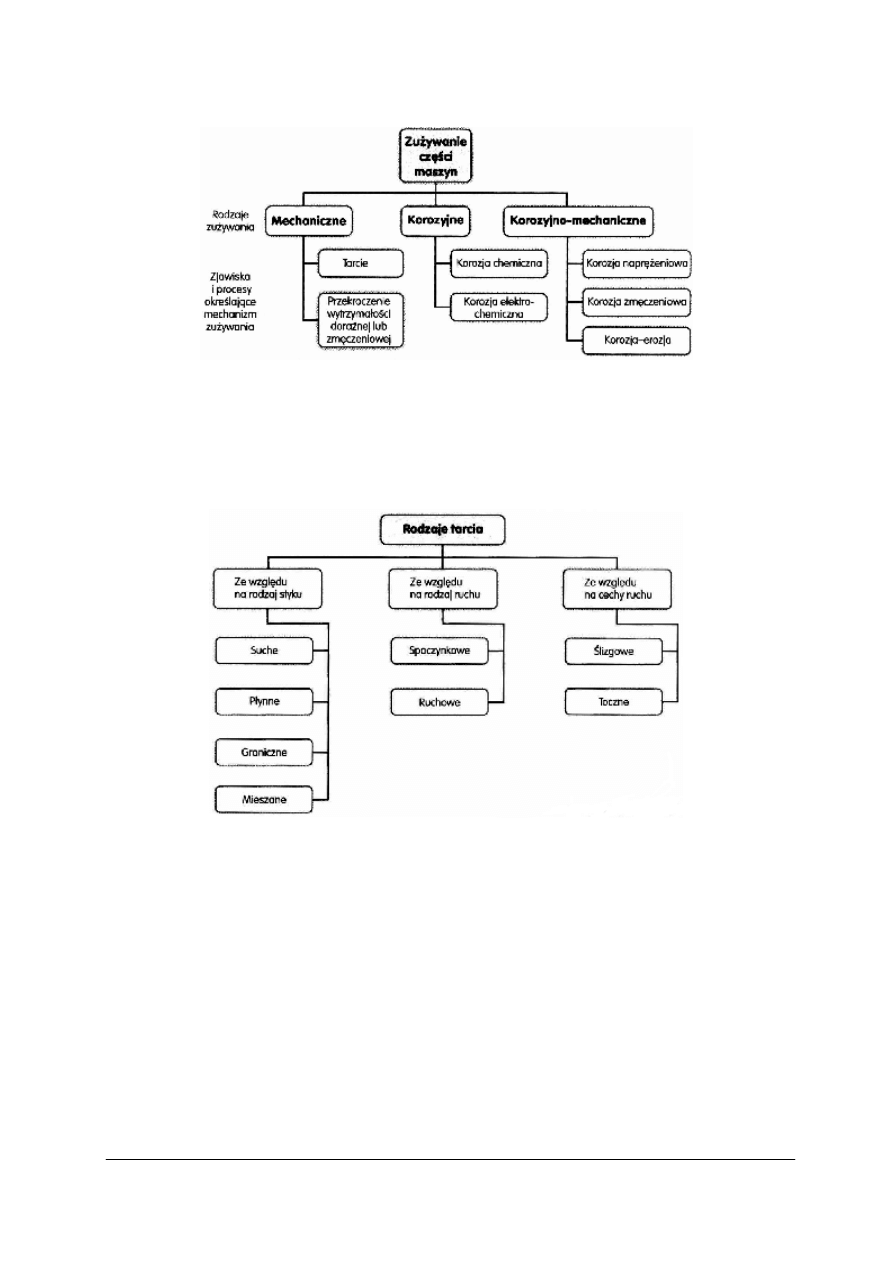
procesu zużywania. Rodzaje zużywania części maszyn przedstawia rysunek 2.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 2. Rodzaje zużywania części maszyn [5, s. 20]
W maszynach i urządzeniach tarcie występuje we wszystkich zespołach i mechanizmach
ruchowych. Może ono być pozytywne, a więc pożądane w takich zespołach jak np. sprzęgła
cierne lub negatywne, gdyż stwarza niepożądane opory ruchu, a przez to straty energii
i zużywanie się części współpracujących. Klasyfikację rodzajów tarcia przedstawia rysunek 3.
Rys. 3. Klasyfikacja rodzajów tarcia [5, s. 17]
Tarcie suche występuje wtedy, gdy między współpracującymi powierzchniami nie ma
żadnych ciał obcych, np. środka smarnego lub wody.
Tarcie płynne występuje wtedy, gdy powierzchnie tarcia są rozdzielone warstwą środka
smarnego w postaci smaru plastycznego, cieczy lub gazu. Tarcie płynne można uzyskać przez
smarowanie hydrostatyczne lub hydrodynamiczne, które zapewnia istnienie trwałej warstwy
smarnej. Zużywanie elementów maszyn podczas tarcia płynnego jest mniej intensywne niż
w przypadku innych rodzajów tarcia.
Tarcie graniczne powstaje wówczas, gdy powierzchnie trące są pokryte środkami
smarnymi zawierającymi substancje powierzchniowo czynne, które tworzą na powierzchni
elementów warstwy wyjątkowo odporne na duże naciski i trwale z nim połączone.
Tarciem mieszanym nazywa się zjawisko występowania różnych rodzajów tarcia
w strefie styku elementów trących, z wyodrębnionymi mikroobszarami styku (np. w jednym
mikroobszarze występuje tarcie suche, a w pozostałych tarcie graniczne lub płynne).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Tarcie spoczynkowe (statyczne) występuje wtedy, kiedy dwa ciała nie przemieszczają
się względem siebie i jest równe sile, jakiej należy użyć, aby wprowadzić w ruch jedno ciało
względem drugiego.
Tarcie ruchowe (kinetyczne) występuje wtedy, kiedy dwa ciała ślizgają się lub toczą po
sobie. W odróżnieniu od tarcia spoczynkowego, tarcie ruchowe zawsze wywołuje zużycie
elementów trących. Dzieli się je na toczne (potoczyste) oraz ślizgowe (posuwiste).
Tarcie toczne występuje np. w łożyskach tocznych, przekładniach zębatych oraz
w układzie koło – szyna.
Tarcie ślizgowe występuje przy postępowym, postępowo – zwrotnym, obrotowym,
obrotowo – zwrotnym ruchu względnym współpracujących elementów. Tarcie ślizgowe
występuje w większości urządzeń mechanicznych.
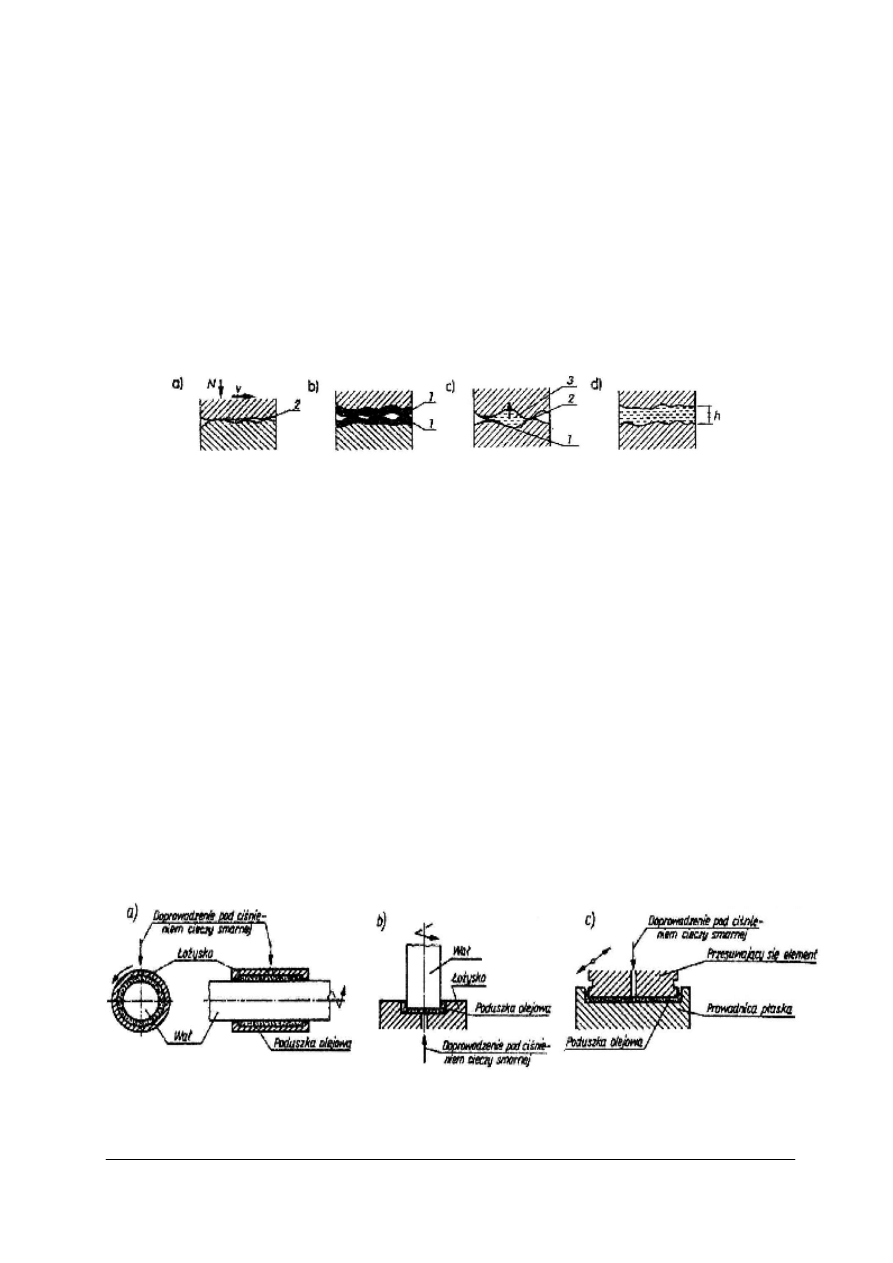
Rodzaje tarcia w obecności środków smarnych przestawiono na rysunku 4.
Rys. 4. Rodzaje tarcia w obecności środków smarnych: a) suche, b) graniczne, c) mieszane, d) płynne;
1 – warstwy graniczne, 2 – styk suchy, 3 – mikroklin smarowy, h – grubość filmu olejowego [5, s. 31]
Rodzaj tarcia wpływa na trwałość i niezawodność urządzeń mechanicznych. Podczas
eksploatacji ze względu na konieczność utrzymania dostatecznie dużej trwałości urządzeń
bardzo ważne jest dążenie do zmiany tarcia suchego na inne, najlepiej płynne. W tym celu
należy odpowiednio użytkować urządzenia mechaniczne oraz prawidłowo wykonywać
czynności smarownicze, stosując zalecane środki smarne.
Najkorzystniejsze warunki pracy występują wtedy, kiedy obie powierzchnie są w pełni
rozdzielone warstwą oleju, tzw. filmem olejowym, wówczas występuje tarcie płynne,
w którym opory ruchu są najmniejsze.
Smarowaniem nazywa się wprowadzenie substancji smarującej między powierzchnie
trące oraz związane z tym przekształcenie tarcia suchego w płynne lub mieszane.
W zależności od metody powstawania warstwy smarującej, rozróżnia się smarowanie:
–
hydrostatyczne, występuje wtedy, gdy dla uzyskania tarcia płynnego warstwa cieczy
smarnej jest dostarczana pod ciśnieniem do obszaru między współpracującymi
powierzchniami – rysunek 5,
–
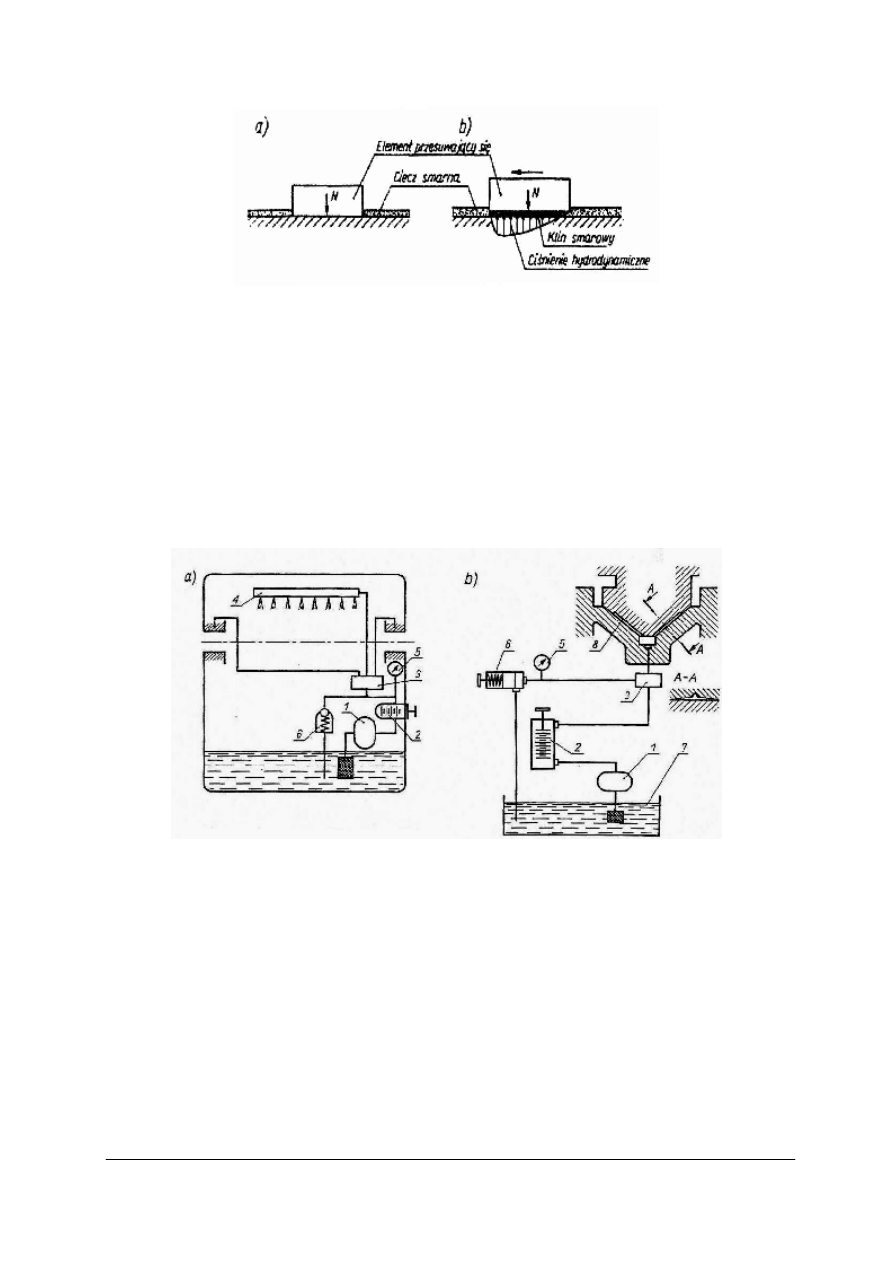
hydrodynamiczne, występuje wówczas, gdy dla uzyskania tarcia płynnego niezbędna
warstwa cieczy smarnej powstaje w wyniku ruchu względnego obu współpracujących
elementów – rysunek 6.
Rys. 5. Smarowanie hydrostatyczne: a) w łożysku ślizgowym promieniowym, b) w łożysku ślizgowym
osiowym, c) w prowadnicy płaskiej [5, s. 55]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 6. Powstawanie klina smarowego przy smarowaniu hydrodynamicznym: a) w stanie spoczynku,
b) w ruchu. N – obciążenie zewnętrzne działające na powierzchni styku [5, s. 55]
W maszynach i urządzeniach stosuje się dwa podstawowe układy smarowania:
indywidualny i centralny.
Przy smarowaniu indywidualnym każdy punkt smarowania ma swój własny zbiornik
napełniany okresowo.
Smarowanie centralne polega na tym, że wiele punktów smarowania jest zasilanych
ze wspólnego zbiornika.
Podstawowymi elementami układów smarowania są: smarownice, pompy, filtry, zawory
rozdzielające, zbiorniki, urządzenia kontrolne oraz przewody i złącza. Przykłady rodzajów
smarowania przedstawia rysunek 7.
Rys. 7. Rodzaje smarowania: a) z obiegiem oleju pod ciśnieniem, b) pod ciśnieniem prowadnic maszyny;
1 – pompa, 2 – filtr, 3 – rozdzielnica, 4 – rurka rozprowadzająca, 5 – manometr, 6 – zawór przelewowy,
7 – zbiornik, 8 – rowki smarowe [4, s. 349]
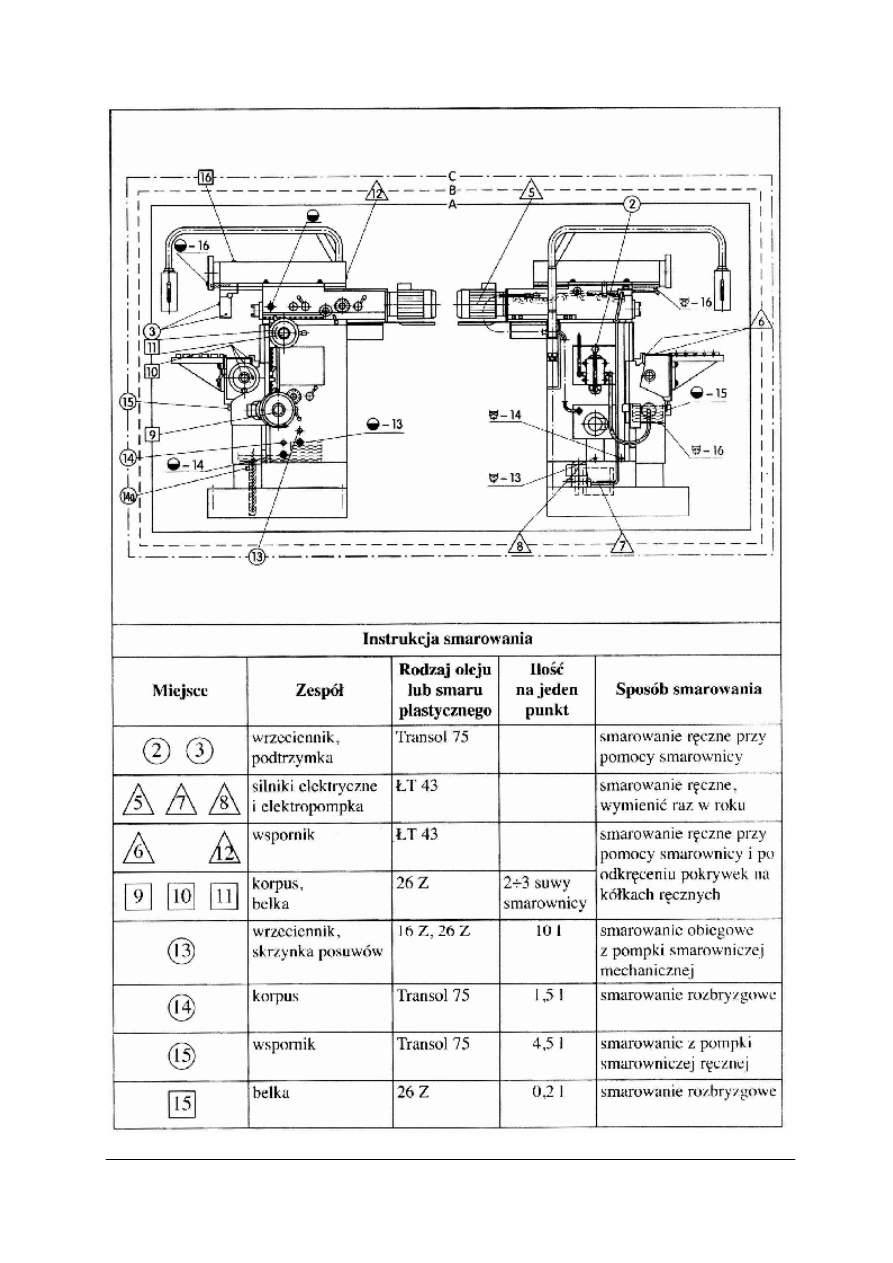
Smarowanie maszyn i urządzeń musi być wykonane według instrukcji smarowania, która
jest dołączana do dokumentacji techniczno-ruchowej każdej maszyny i urządzenia.
Przykładową instrukcję smarowania przedstawia rysunek 8.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 8. Instrukcja smarowania [5, s. 59]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Niszczenie mechaniczne powstaje nie tylko w wyniku tarcia, lecz również na skutek
odkształceń plastycznych i zmęczenia. Odkształcenia trwałe, powodujące uszkodzenia
elementów maszyn, powstają w wyniku działania obciążeń statycznych i dynamicznych,
których wartości przekraczają granicę sprężystości materiału. Powstają one również
po osiągnięciu przez materiał granicznej liczby cykli zmęczeniowych przy obciążeniach
zmiennych, których wartość nie przekracza granicy sprężystości materiału.
Niszczeniem zmęczeniowym materiału nazywa się zmiany występujące podczas
okresowo zmiennych odkształceń lub naprężeń, które powodują zmniejszenie wytrzymałości
i trwałości, a nawet całkowite zniszczenie. Najczęściej jest to awaryjny przypadek niszczenia
części maszyn.
Maszyny i urządzenia w okresie eksploatacji narażone są na niszczenie korozyjne
w wyniku korozji chemicznej w cieczach i gazach agresywnych oraz elektrochemicznej.
Korozji ulegają prawie wszystkie metale techniczne z wyjątkiem złota, srebra i platyny.
Korozja chemiczna to niszczenie metali w wyniku działania na nie suchych gazów lub
cieczy nieprzewodzących prądu elektrycznego. Warstwa korozyjna powstaje w wyniku
zaadsorbowania gazu, który następnie zostaje dysocjowany dzięki powinowactwu z metalem
lub wskutek podwyższenia temperatury. Nie napisał Pan o cieczach i reakcjach chemicznych
Korozja elektrochemiczna to niszczenie metalu wskutek zetknięcia się go z wodą lub
roztworem, które mogą stanowić elektrolit przewodzący prąd między lokalnymi ogniwami
znajdującymi się na powierzchni metalu. Tworzeniu się ogniw sprzyjają zanieczyszczenia
występujące w metalach oraz niejednorodność ich składu chemicznego i struktury.
Objawem zniszczenia korozyjnego może być rdzewienie, pękanie lub spadek
wytrzymałości mechanicznej albo ciągliwości metali. Ze względu na wygląd zewnętrzny
metali lub zmianę ich właściwości fizycznych, proces korozji można podzielić na grupy:
−
korozja równomierna obejmuje całą powierzchnię materiału,
−
korozja wżerowa występuje tylko w pewnych miejscach w postaci plam lub wżerów
często sięgających głęboko w materiał. Narażone są na nią metale, na które działa szybko
przepływająca ciecz, stąd nazywa się ją też korozją uderzeniową lub korozjo – erozją,
−
odcynkowanie (rodzaj korozji, któremu ulegają stopy cynku) i korozja selektywna
(parting),
−
korozja międzykrystaliczna, przebiegająca na granicy ziaren metalu, powoduje spadek
jego wytrzymałości i ciągliwości. Postępuje ona bardzo szybko, atakując głębiej
położone warstwy, co czasem jest przyczyną katastrofalnych zniszczeń. Korozja
międzykrystaliczna występuje często w nieprawidłowo obrabianej cieplnie stali
kwasoodpornej i duralowych stopach aluminium,
−
korozja
naprężeniowa,
spowodowana
jednoczesnym
działaniem
środowiska
korozyjnego i statycznych naprężeń rozciągających, następstwem jej są pęknięcia części
maszyn,
−
korozja zmęczeniowa jest wynikiem współdziałania korozji i zmiennych naprężeń
spowodowanych powstawaniem ostrych wżerów przechodzących w pęknięcia
wypełnione produktami korozji.
Odporność na korozję materiałów metalowych i wyrobów z nich wykonanych można
w znacznym stopniu zwiększyć poprzez: zmianę składu chemicznego materiałów na etapie
metalurgicznym, zmianę struktury i wyeliminowanie naprężeń wewnętrznych w wyniku
odpowiedniej obróbki cieplnej, zmianę stanu powierzchni, ochronę trwałą za pomocą różnych
powłok ochronnych, ochronę elektrochemiczną, stosowanie substancji opóźniających
i zatrzymujących proces korozji (inhibitory korozji), stosowanie ochrony czasowej z użyciem
różnych środków konserwujących, np. smarów, olejów itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Znajomość mechanizmu korozji i czynników wpływających na jej szybkość umożliwia
stosowanie różnorodnych metod zabezpieczających wyroby stalowe przed korodującym
działaniem środowiska. Do najważniejszych z nich należą:
–
ochrona elektrochemiczna: katodowa galwaniczna lub elektrolityczna, kombinowana,
–
powłoki ochronne metalowe: powłoki nakładane (utrzymują się na powierzchni metalu
siłami adhezji), powłoki wytwarzane na zasadzie dyfuzji metalu ochronnego w głąb
chronionego,
–
powłoki ochronne niemetalowe: powłoki wytwarzane na powierzchni metalu w wyniku
reakcji chemicznych lub elektrochemicznych (np. fosforowe, chromianowe), nakładane,
np. z tworzyw sztucznych,
–
powłoki ochronne organiczne w postaci farb, lakierów i emalii,
–
stosowanie substancji opóźniających i zatrzymujących korozję (inhibitory korozji),
–
ochrona czasowa: konserwacja za pomocą smarów i olejów, konserwacja bezsmarowa,
–
nowoczesne metody ochrony przed korozją, np.: natryskiwanie z użyciem pistoletu
plazmowego.
Całość zagadnień związanych z ochroną przed korozją opisuje rodzina norm PN/H-97080.
Zużywanie erozyjne jest to proces niszczenia warstwy wierzchniej elementów maszyn
polegający na powstawaniu ubytków materiału w wyniku oddziaływania cząstek ciał stałych,
cieczy i gazów o dużej energii kinetycznej lub prądu elektrycznego. Występuje przede
wszystkim w maszynach przepływowych i wynika z przemieszczania się z dużą prędkością
czynnika roboczego oraz w maszynach elektrycznych.
Użytkowane urządzenia mogą osiągać właściwą wydajność tylko wówczas, gdy ich
mechanizmy będą miały zapewnione warunki pracy zgodne z ich założeniem
i właściwościami konstrukcyjnymi. Przeciwdziałanie zużywaniu części maszyn polega na
właściwym doborze i stosowaniu materiałów eksploatacyjnych. Podczas eksploatacji należy
między innymi zapewnić:
–
ciągłość smarowania (utrzymania warunków tarcia płynnego), co zmniejsza opory ruchu,
–
ochronę przed korozją.
Do podstawowych materiałów eksploatacyjnych zaliczamy środki smarne: smary i oleje.
Racjonalne smarowanie, oprócz znacznego zmniejszenia intensywności tarcia i przedłużenia
trwałości maszyn, przyczynia się także do zwiększenia sprawności mechanicznej.
Spośród wielu funkcji środków smarnych należy wymienić przede wszystkim:
–
zmniejszenie oporów tarcia, co zmniejsza straty energii oraz zużycie urządzeń,
–
usuwanie zanieczyszczeń ze współpracujących powierzchni,
–
ochronę przed korozją,
–
odprowadzenie ciepła z obszaru tarcia,
–
amortyzację drgań i obciążeń uderzeniowych,
–
zmniejszanie luzów i skutków ich powiększania się w połączeniach ruchowych.
Środki smarne stosowane w eksploatacji urządzeń mechanicznych można podzielić
następująco:
–
ze względu na przeznaczenie:
–
płynne silnikowe (oleje silnikowe),
–
płynne przekładniowe (oleje przekładniowe),
–
płynne wrzecionowe (oleje wrzecionowe),
–
smary plastyczne do łożysk ślizgowych i tocznych,
–
środki smarne specjalne.
–
ze względu na konsystencję:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
–
płynne (ciecze, gazy), np. olej, powietrze,
–
smary plastyczne,
–
stałe, np. grafit, dwusiarczek molibdenu (M
o
S
2
).
–
ze względu na pochodzenie:
–
mineralne – otrzymywane z ropy naftowej,
–
organiczne – otrzymywane z tłuszczów organicznych, np. olej rzepakowy; ich wadą
jest to, że ulegają starzeniu, zaletą zaś biodegradowalność,
–
syntetyczne – otrzymywane w wyniku syntezy chemicznej.
Najkorzystniejsze warunki smarowania uzyskuje się dzięki środkom smarnym płynnym –
olejom. Stosuje się je do części silnie obciążonych, pracujących z dużą prędkością obrotową,
kiedy to wydzielają się znaczne ilości ciepła. W innych przypadkach, gdy nie można ze
względów konstrukcyjnych zastosować zamkniętej obudowy – stosuje się smary plastyczne.
Do smarów tych często dodaje się środki smarne stałe, tworzące na powierzchniach trących
cienkie warstwy odporne na duże naciski. Środki stałe są odporne na duże naciski, wysoką
temperaturę i są chemicznie stabilne. Do smarowania maszyn i urządzeń używa się różnych
gatunków olejów maszynowych i smarów stałych.
Oleje nisko krzepnące stosuje się do smarowania maszyn i urządzeń pracujących
w niskich temperaturach otoczenia. Pozostałe oleje mają temperaturę krzepnięcia +5
o
C
i mogą być stosowane w maszynach pracujących w temperaturze pokojowej.
Przykładowe rodzaje olejów maszynowych, smarów stałych wraz ich zastosowaniem:
–
olej maszynowy 8 – do smarowania lekko obciążonych łożysk ślizgowych i tocznych,
pracujących przy dużych prędkościach obrotowych,
–
olej maszynowy 10 – ma podobne zastosowanie jak olej maszynowy 8 oraz służy do
smarowania wrzecion o prędkości obrotowej 4000 do 7000 obr/min,
–
olej maszynowy 16 – do smarowania łożysk ślizgowych,
–
olej maszynowy 26 – do smarowania lekko obciążonych łożysk ślizgowych i przekładni
zębatych,
–
olej maszynowy 40 – do smarowania średnio obciążonych łożysk ślizgowych i tocznych
oraz przekładni zębatych i prowadnic,
–
olej maszynowy 65 – ma podobne zastosowanie jak olej maszynowy 40, lecz przy
większych obciążeniach i obciążeniach podwyższonej temperaturze,
–
olej maszynowy nisko krzepnący 4 Z (temperatura krzepnięcia –25
o
C) – do smarowania
łożysk ślizgowych i tocznych przy prędkości obrotowej ponad 800 obr/min,
–
olej maszynowy nisko krzepnący 10 Z (temperatura krzepnięcia –45
o
C) – do
smarowania lekko obciążonych szybkoobrotowych łożysk tocznych i ślizgowych oraz
wrzecion o prędkości obrotowej 4000÷7000 obr/min,
–
olej maszynowy nisko krzepnący 16 Z (temperatura krzepnięcia –30
o
C) – do
smarowania łożysk ślizgowych,
–
olej maszynowy nisko krzepnący 26 Z (temperatura krzepnięcia –25
o
C) – do
smarowania lekko obciążonych łożysk ślizgowych i przekładni zębatych,
–
olej maszynowy nisko krzepnący 40 Z (temperatura krzepnięcia –20
o
C) – do
smarowania średnio obciążonych łożysk ślizgowych oraz przekładni zębatych,
–
smar maszynowy 1 – do smarowania lekko obciążonych powierzchni ślizgowych
o temperaturze pracy do 50
o
C,
–
smar maszynowy 2 – do smarowania średnio obciążonych powierzchni ślizgowych
o temperaturze pracy do 60
o
C,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
–
smar maszynowy SŁG – 3 i SŁG – 4B – do smarowania silnie obciążonych łożysk
ślizgowych o temperaturze pracy do 140
o
C,
–
smary ŁT – 1, ŁT – 2, ŁT – 3, ŁT – 4S, ŁT – 5, ŁT – 1 – 13 – do smarowania łożysk
tocznych w zależności od obciążenia łożyska, temperatury i warunków jego pracy,
–
wazelina techniczna – stosowana jako uniwersalny smar ochronny do konserwacji
części metalowych,
–
grafit koloidalny – stosowany do smarowania silnie obciążonych mechanizmów
pracujących w bardzo wysokich temperaturach,
–
smary molibdenowe (zawierające dwusiarczek molibdenu) – stosowane w tych samych
warunkach co grafit.
Oleje i smary są przechowywane w beczkach i pojemnikach w magazynach olejów
i smarów. Wszędzie tam, gdzie są używane oleje i smary oraz gdzie się je przechowuje muszą
być ściśle przestrzegane przepisy przeciwpożarowe. Tam, gdzie ma się do czynienia
z materiałami łatwo palnymi nie można stosować otwartego ognia.
Kolejną grupę materiałów eksploatacyjnych stanowią materiały uszczelniające, które
stosuje się do uszczelniania połączeń łączonych ze sobą elementów, np. rur, głowic
cylindrów, pokryw zbiorników itp. Najczęściej stosowanymi szczeliwami są:
–
len i konopie,
–
kauczuk,
–
kauczuk sztuczny,
–
metale miękkie jak np.: ołów, miedź i mosiądz,
–
tektura,
–
minia ołowiana,
–
guma,
–
skóra.
Do izolacji przeciwwilgociowych i wodoszczelnych można wykorzystać wiele
materiałów nienasiąkliwych i nieprzepuszczających wody. Ogólnie materiały te można
podzielić na materiały bitumiczne, tworzywa sztuczne.
Wymienione materiały mają szczególne zastosowanie jako materiały budowlane, ale
niektóre z nich znalazły również zastosowanie w budowie maszyn. Obecnie najczęściej
stosuje się tworzywa sztuczne. Do najważniejszych tworzyw sztucznych stosowanych
w budowie maszyn zalicza się:
–
poliamidy,
–
polichlorek winylu,
–
poliformaldehydy,
–
policzterofluoretyleny.
Tłumienie drgań (między elementem wytwarzającym drgania a otoczeniem – np. innym
elementem) uzyskuje się przez zastosowanie przekładek np. gumowych, korkowych,
drewnianych. W mechanizmach o odpowiedzialnej pracy lub, gdy wytwarzane drgania mogą
spowodować uszkodzenie mechanizmu, stosuje się tłumiki drgań. Są to układy sprężynowo –
gumowe, sprężynowo – olejowe, gumowo – metalowe, sprężynowe, gumowe itp.
Jako materiały izolacji akustycznej stosuje się styropian, folię PCW (karbowaną), maty
i płyty z waty szklanej oraz wełny mineralnej.
Wyroby gumowe z zastosowaniem przekładek tkaninowych znalazły szerokie
zastosowanie w budowie maszyn. Są to różnego rodzaju taśmy przenośnikowe, pasy klinowe,
węże gumowe wzmocnione itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak klasyfikuje się i oznacza materiały eksploatacyjne?
2. Jakie informacje zawiera dokumentacja techniczno-ruchowa DTR?
3. Co nazywamy instrukcją smarowania?
4. Co nazywamy obsługiwaniem?
5. Na czym polega dobór środka smarującego?
6. W jakim celu przeprowadza się smarowanie?
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj wylosowane, oznaczone próbki materiałów eksploatacyjnych, określ ich
przeznaczenie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiały otrzymane od nauczyciela,
2) korzystać z pytań prowadzących zawartych w przewodnim tekście,
3) zebrać informacje dotyczące materiałów eksploatacyjnych,
4) zaplanować przebieg realizacji ćwiczenia,
5) rozpoznać próbki materiałów eksploatacyjnych,
6) określić przeznaczenie rozpoznanych materiałów,
7) wypełnić arkusz do ćwiczenia,
8) dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
–
próbki oznaczonych materiałów eksploatacyjnych,
–
formularz z pytaniami prowadzącymi,
–
arkusz do ćwiczeń,
–
przybory do pisania,
–
katalogi z materiałami eksploatacyjnymi,
–
wskazana możliwość dostępu do komputera i Internetu,
–
literatura z rozdziału 6.
Ćwiczenie 2
Na podstawie otrzymanej Dokumentacji Techniczno – Ruchowej mieszarko-nasypywarki
dobierz potrzebne materiały eksploatacyjne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać dokładnej analizy otrzymanej dokumentacji pod kątem stosowanych materiałów
eksploatacyjnych,
2) korzystać z pytań prowadzących zawartych w przewodnim tekście,
3) wypisać potrzebne materiały eksploatacyjne,
4) uszeregować je według ważności spełniania zadań,
5) dokonać oznaczenia tych materiałów,
6) dokonać prezentacji opracowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wyposażenie stanowiska pracy:
–
kompletna dokumentacja DTR mieszarko-nasypywarki,
–
formularz z pytaniami prowadzącymi,
–
przybory do pisania,
–
arkusz do ćwiczeń,
–
literatura z rozdziału 6.
Ćwiczenie 3
Na podstawie otrzymanej instrukcji smarowania (maszyny, urządzenia lub mechanizmu)
otrzymanej od nauczyciela określ, jakie należy zastosować rodzaje środków smarujących oraz
podaj sposoby smarowania i ilości środka smarującego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokładnie przeanalizować otrzymaną instrukcję smarowania,
2) korzystać z pytań prowadzących zawartych w przewodnim tekście,
3) wynotować jakie należy zastosować środki smarujące,
4) zapisać ilości środków smarujących,
5) podać sposoby smarowania,
6) wpisać uzyskane dane w arkusz ćwiczeń,
7) dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
–
instrukcja smarowania,
–
formularz z pytaniami prowadzącymi,
–
przybory do pisania,
–
arkusz do ćwiczeń,
–
literatura z rozdziału 6.
Ćwiczenie 4
Przeprowadź codzienne smarowanie punktów wskazanych w dokumentacji techniczno-
ruchowej maszyny będącej na wyposażeniu pracowni. Na podstawie otrzymanej DTR
(maszyny, urządzenia lub mechanizmu) określ, jakie należy zastosować rodzaje środków
smarujących i ustal ich ilość.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokładnie przeanalizować otrzymaną dokumentację techniczno-ruchową ze szczególnym
uwzględnieniem instrukcji smarowania,
2) wynotować jakie należy zastosować środki smarujące,
3) wynotować punkty podlegające smarowaniu,
4) ustalić ilości środków smarujących i sposób smarowania,
5) wykonać smarowanie stosując odpowiednie narzędzia i przyrządy,
6) zaprezentować efekty swojej pracy,
7) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Wyposażenie stanowiska pracy:
–
dokumentacja techniczno-ruchowa,
–
maszyna lub urządzenie do smarowania,
–
instrukcja smarowania,
–
środki smarujące,
–
narzędzia i przyrządy do smarowania,
–
przybory do pisania,
–
arkusz do ćwiczeń,
–
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić podstawowe pojęcia związane z eksploatacją maszyn?
o
o
2) rozróżnić zjawiska fizyko-chemiczne towarzyszące procesom
destrukcyjnym w eksploatacji maszyn i urządzeń odlewniczych?
o
o
3) określić sposoby ochrony przed korozją?
o
o
4) dobrać środek smarujący posługując się dokumentacją techniczno-ruchową
maszyny lub urządzenia?
o
o
5) dobrać oprzyrządowanie do smarowania zależnie od rodzaju środka
smarującego?
o
o
6) wykonać czynności smarowania posługując się dokumentacją
techniczno-ruchową?
o
o
7) określić sposób smarowania i ilość środka smarującego posługując się
dokumentacją techniczno-ruchową?
o
o
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2. Użytkowanie, obsługa i diagnostyka maszyn i urządzeń
4.2.1. Materiał nauczania
Użytkowanie maszyn i urządzeń jest to etap lub etapy eksploatacji, w czasie których
odbywa się praca sprawnej maszyny i urządzenia oraz bieżąca kontrola jej stanu
technicznego. O prawidłowym użytkowaniu maszyn decydują kwalifikacje pracowników.
Podczas użytkowania urządzenie mechaniczne może być obciążone normalnie, niedociążone
lub przeciążone. Przeciążenia powstają najczęściej wskutek błędów użytkowania maszyn.
Maszyny i urządzenia mogą pracować w sposób ciągły, z planowanymi przerwami lub
z wymuszonymi przestojami. Dla każdego urządzenia i jego elementów istnieje specyficzny
miernik ilości wykonanej pracy. Intensywność pracy całego urządzenia określa intensywność
użytkowania. Urządzenie może mieć ustanowione resursy, czyli ilość pracy, po której
wymaga ono określonego rodzaju obsługi technicznej lub musi być wymienione na nowe.
Resursy maszyn mogą się różnić jednostkami miary, np. czasem pracy. Wartość resursu
można zmieniać w pewnych granicach wprowadzając zmiany konstrukcyjne i technologiczne.
Prawidłowość użytkowania urządzeń mechanicznych można ocenić według następujących
kryteriów:
−
technicznych, określających poprawność funkcji, które mają spełniać, np. wydajność,
−
ekonomicznych, czyli interpretacji ekonomicznego znaczenia właściwości technicznych,
np. wydajność rzeczywista na jednostkę czasu pracy,
−
bezpieczeństwa, uwzględniających warunki bezpieczeństwa, ochrony środowiska,
higieny pracy itd., np. działanie wyłączników zabezpieczających.
Do pomiaru użytkowania stosuje się w praktyce różne miary. W zależności od typu
urządzenia może to być:
−
miara czasu, np. liczba godzin pracy urządzenia w motogodzinach,
−
miara masy, np. liczba kilogramów przemieszczonego ładunku,
−
miara liczebności, np. liczba cykli pracy wykonanych przez urządzenie,
−
miara kosztu, np. wyrobów wyprodukowanych w ciągu zmiany.
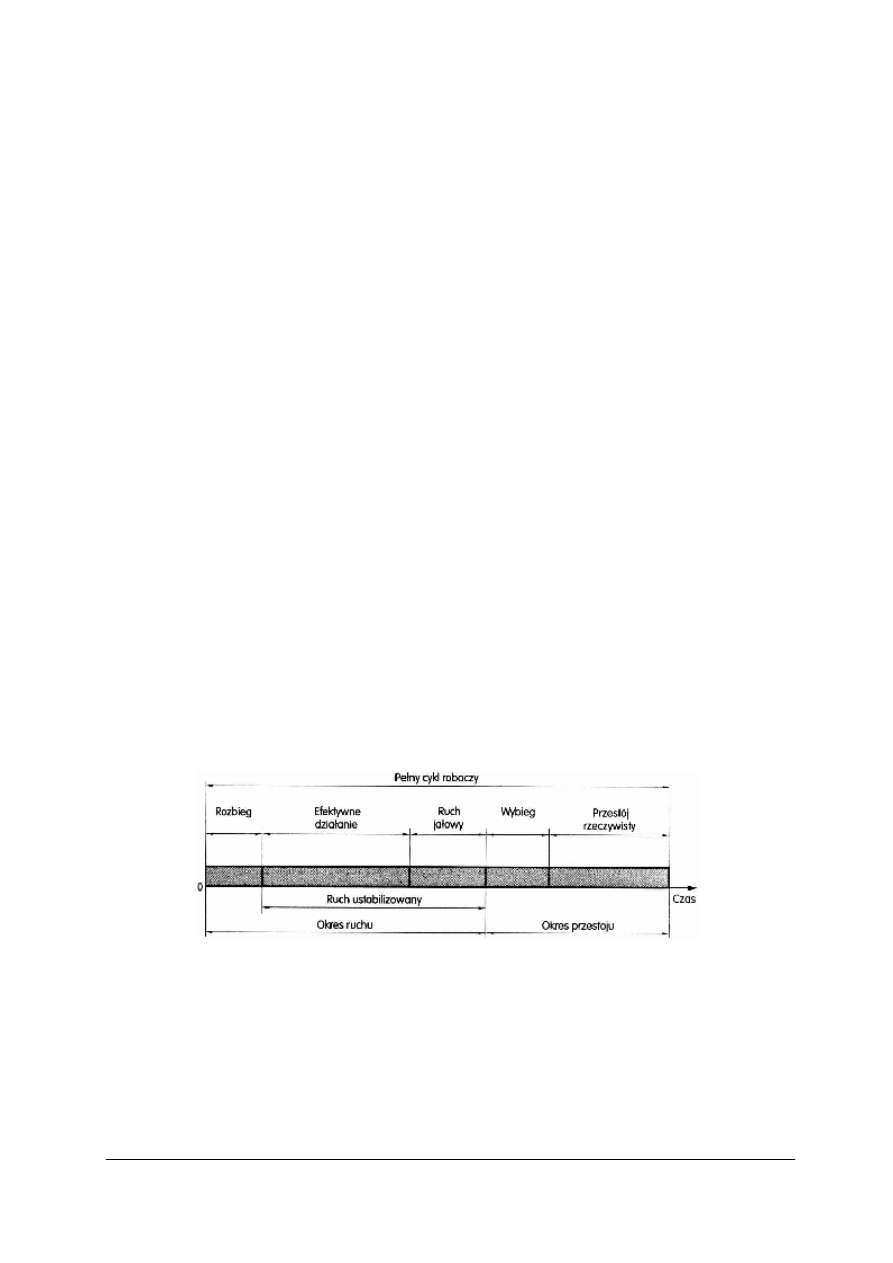
Bilans czasu użytkowania maszyny w cyklu roboczym przedstawia rysunek 9.
Rys. 9. Bilans czasu użytkowania maszyny w jej cyklu roboczym [5, s. 55]
Rozróżnia się dwa zasadnicze cykle pracy maszyn:
−
technologiczny, w trakcie którego organ roboczy urządzenia kolejno łączy się i rozłącza
z przedmiotem, na który oddziałuje, np. przemieszczanym ładunkiem,
−
roboczy, w trakcie którego uwzględnia się czas przestoju urządzenia związany z jego
odłączeniem od przedmiotu oddziaływania, np. zmiana oprzyrządowania.
Analizując cykle pracy urządzeń mechanicznych i ustalając udział charakterystycznych
okresów, można między innymi określić: wydajność urządzenia, współczynnik
wykorzystania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Podczas użytkowania urządzeń mechanicznych ważne jest uwzględnienie odpowiednich
parametrów pracy urządzenia. Są to głównie to głównie parametry fizyczne, np. obciążenie,
chronologiczne (czas rozpoczęcia, trwania i zakończenia pracy), a także technologiczne,
eksploatacyjne, ekonomiczne.
Bezpieczna i długotrwała praca urządzenia mechanicznego w szczególności zależy od
użytkowania obiektu w sposób i w zakresie ustalonym przez wytwórcę. Przede wszystkim
powinny być przestrzegane zapisy wynikające z dokumentacji techniczno-ruchowej DTR.
Dokumentacja techniczno-ruchowa nazywana również paszportem maszyny zawiera:
−
charakterystykę (parametry techniczne) i dane ewidencyjne,
−
rysunek zewnętrzny,
−
wykaz wyposażenia normalnego i specjalnego,
−
schematy kinematyczne, elektryczne oraz pneumatyczne,
−
schematy funkcjonowania,
−
instrukcję użytkowania,
−
instrukcję obsługi,
−
instrukcję konserwacji i smarowania,
−
instrukcję bhp,
−
normatywy remontowe,
−
wykaz części zamiennych,
−
wykaz części zapasowych,
−
wykaz faktycznie posiadanego wyposażenia,
−
wykaz załączonych rysunków.
Do obowiązków użytkownika danej maszyny lub urządzenia należą w szczególności te
czynności, które wytwórca w dokumentacji techniczno-ruchowej zaliczył do czynności
codziennej obsługi. Do tej grupy należą czynności sprawdzające: przed rozpoczęciem pracy,
w czasie pracy oraz po zakończeniu pracy i ocena stanu technicznego urządzenia.
Obsługiwanie to zespół czynności związanych z podtrzymywaniem lub przywracaniem
urządzeniu mechanicznemu jego zdolności użytkowej. W zależności od celu obsługi
rozróżnia się następujące rodzaje obsługi:
−
jednokrotną i wielokrotną,
−
techniczną,
−
organizacyjną.
Obsługę jednokrotną wykonuje się tylko raz, np. podczas wdrożenia urządzenia do
użytkowania. Obsługa wielokrotna to np. obsługa codzienna, remont itp. Obsługa techniczna
ma podtrzymać i odtworzyć stan zdolności urządzenia do wykonywania zadań. Obsługa
organizacyjna umożliwia wykorzystanie urządzenia zgodnie z jego przeznaczeniem oraz
towarzyszy przechowywaniu i transportowaniu.
Urządzenia mechaniczne mogą być naprawialne i nienaprawialne. Wymagane wartości
wielkości fizycznych opisujących ich stan można zachować w okresie użytkowania, aż do
osiągnięcia przez urządzenie stanu granicznego (zagrażającego utracie wydajności pracy
urządzenia). Każdemu rodzajowi maszyn i urządzeń można przyporządkować zbiór
charakterystycznych
rodzajów
obsługi,
które
wynikają
z
przyjętego
kryterium
klasyfikacyjnego, a może nim być: czas, krotność i okresowość występowania, cel obsługi
oraz stan techniczny obiektu. Uwzględniając powyższe kryteria oraz zakres obsługi można
wyróżnić jej następujące rodzaje:
−
codzienną OC,
−
okresową, nazywaną też obsługą techniczną OT,
−
gwarancyjną OG,
−
zabezpieczającą OZ,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
−
sezonową OS,
−
remont: bieżący RB, średni RS, główny (kapitalny) RK,
−
diagnostyczną OD,
−
transportowanie Tr,
−
magazynowanie Mg.
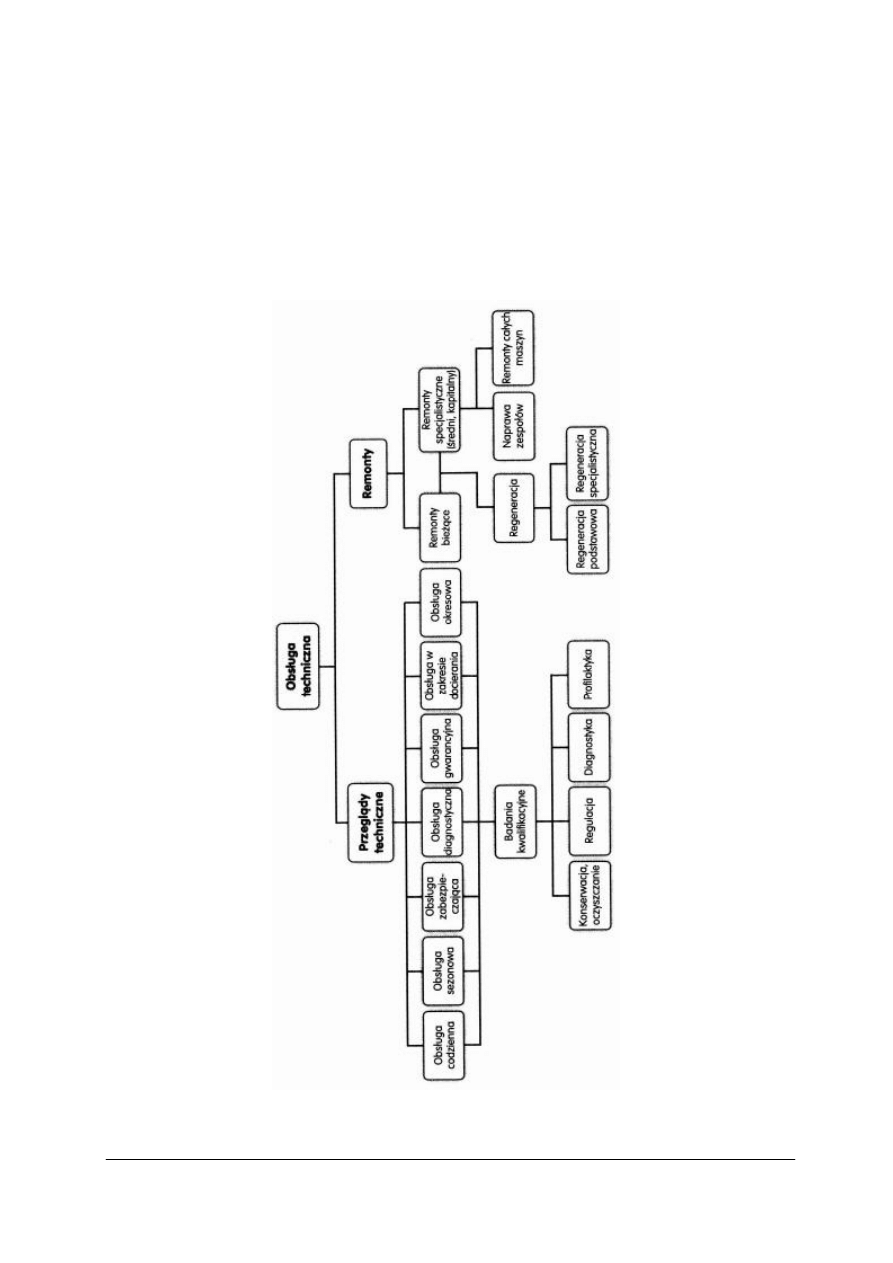
Podstawowe czynności obsługi technicznej, zalecane materiały eksploatacyjne są opisane
w dokumentacji techniczno-ruchowej. Przykładowy podział obsługi technicznej przedstawia
rysunek 10.
Rys. 10. Podział obsługi technicznej [5, s. 72]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Ze względu na stan techniczny maszyn i urządzeń rozróżnia się czynności:
−
odtwarzające sprawność eksploatacyjną – remont średni, remont główny,
−
odtwarzające zdatność – remont bieżący,
−
profilaktyczne – przeglądy techniczne,
−
inne czynności, np. codzienne, gwarancyjne, konserwacyjne.
Przegląd techniczny to podstawowa obsługa techniczna, która może przyjmować formę
obsługi codziennej, okresowej, itp. Celem przeglądu jest wykrycie i usunięcie niesprawności
i uszkodzeń za pomocą regulacji lub elementarnej naprawy. W ramach przeglądu wykonuje
się czynności obejmujące między innymi konserwację, regulację, diagnostykę itp.
Remont dotyczy jednoczesnej naprawy wszystkich zespołów w urządzeniu lub ich
wymiany. Wykonuje się go w celu usunięcia skutków zużywania się części maszyn, aby nie
dopuścić do nadmiernego ich zużycia. Terminy remontów są określone w planach
remontowych.
Naprawa
to
obsługa
umożliwiająca
przywrócenie
właściwości
użytkowych
uszkodzonym ogniwom lub pojedynczym zespołom urządzenia w wyniku regeneracji i/lub
wymiany zużytych części.
Obsługa codzienna maszyn i urządzeń obejmuje takie czynności jak sprawdzenie
czystości maszyny, smarowanie mechanizmów i połączeń oraz ich regulacja z określoną
częstotliwością, sprawdzenie osłon ochronnych i ogólnego bezpieczeństwa pracy itp.
Obsługa sezonowa maszyn i urządzeń obejmuje sprawdzenie stanu gotowości
technicznej, odnowienie uszkodzonych elementów i pokryć ochronnych, uzupełnienie
i zmianę środków smarnych w przypadku zmiany warunków pracy.
Obsługa zabezpieczająca to profilaktyka zapewniająca zdatność użytkową maszyn
i urządzeń przez planowane lub doraźne zabezpieczenie przed oddziaływaniem czynników
otoczenia i utrzymanie czystości.
Obsługa diagnostyczna jest to działalność, która ma określić aktualny stan techniczny
maszyny.
Obsługa gwarancyjna jest wykonywana przez autoryzowane firmy lub producenta i ma
zapewnić utrzymanie zdatności użytkowej w okresie gwarancyjnym.
Obsługa okresowa jest wykonywana cyklicznie, zgodnie z ustalonym harmonogramem,
po upływie określonego czasu pracy maszyny lub po osiągnięciu określonej innej miary
użytkowania. Obsługa okresowa polega na kontrolowaniu stanu technicznego maszyn
i usuwaniu zauważonych wad i usterek, ustaleniu stopnia zużycia części i mechanizmów oraz
sprawdzeniu, czy mechanizmy nie zostały nadmiernie rozregulowane.
Każde urządzenie techniczne przez cały czas znajduje się w pewnym określonym stanie,
który ulega zmianom na skutek oddziaływania na nie zewnętrznych i wewnętrznych
czynników wymuszających.
Z punktu widzenia eksploatacji proces taki prowadzi do spadku funkcjonalności poniżej
dopuszczalnej granicy. Zjawisku temu przeciwdziała proces obsługi, którego jednym z zadań
jest badanie stanu urządzenia.
Stan obiektu jest skutkiem jego przeszłości, a jego znajomość jest potrzebna do ustalenia
zachowania się obiektu obecnie i w przyszłości. Ocenie podlega stan techniczny oraz
eksploatacyjny.
Stan techniczny obiektu zmienia się nieustannie, co oznacza, że można wyróżnić
nieskończenie wiele jego stanów. W praktyce wystarczy wyróżnić dwa stany:
–
stan zdatności – kiedy obiekt działa poprawnie,
–
stan niezdatności – gdy obiekt nie może wykonywać założonych zadań.
Niekiedy wygodniej stosować podział na trzy stany:
–
zdatności (stan dobry),
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
–
częściowej zdatności (stan dopuszczalny, tolerowany),
–
niezdatności (stan niedopuszczalny).
Zmiany stanu technicznego obiektu są skutkiem rozmaitych procesów destrukcyjnych,
takich jak: starzenie, zużywanie zmęczeniowe, obciążenia udarowe itp., wywołujących
odkształcenia plastyczne i sprężyste, przepalenia, stopienia oraz utratę wewnętrznej spójności
tworzywa elementów obiektu. Zmiany wymiarów i przełomy powodują zmianę wzajemnego
położenia elementów, co z kolei jest przyczyną nieprawidłowości działania (niesprawności,
niewydolności, niezadziałania), wynikających z niewłaściwego przebiegu pracy i ruchów
roboczych.
Zmiany (odwracalne lub nieodwracalne) stanu technicznego obiektu można podzielić na:
–
krytyczne, zagrażające życiu i zdrowiu ludzi oraz środowisku naturalnemu,
–
graniczne, zagrażające utracie wydajności pracy obiektu,
–
dopuszczalne, zagrażające racjonalnemu sposobowi wykorzystania obiektu.
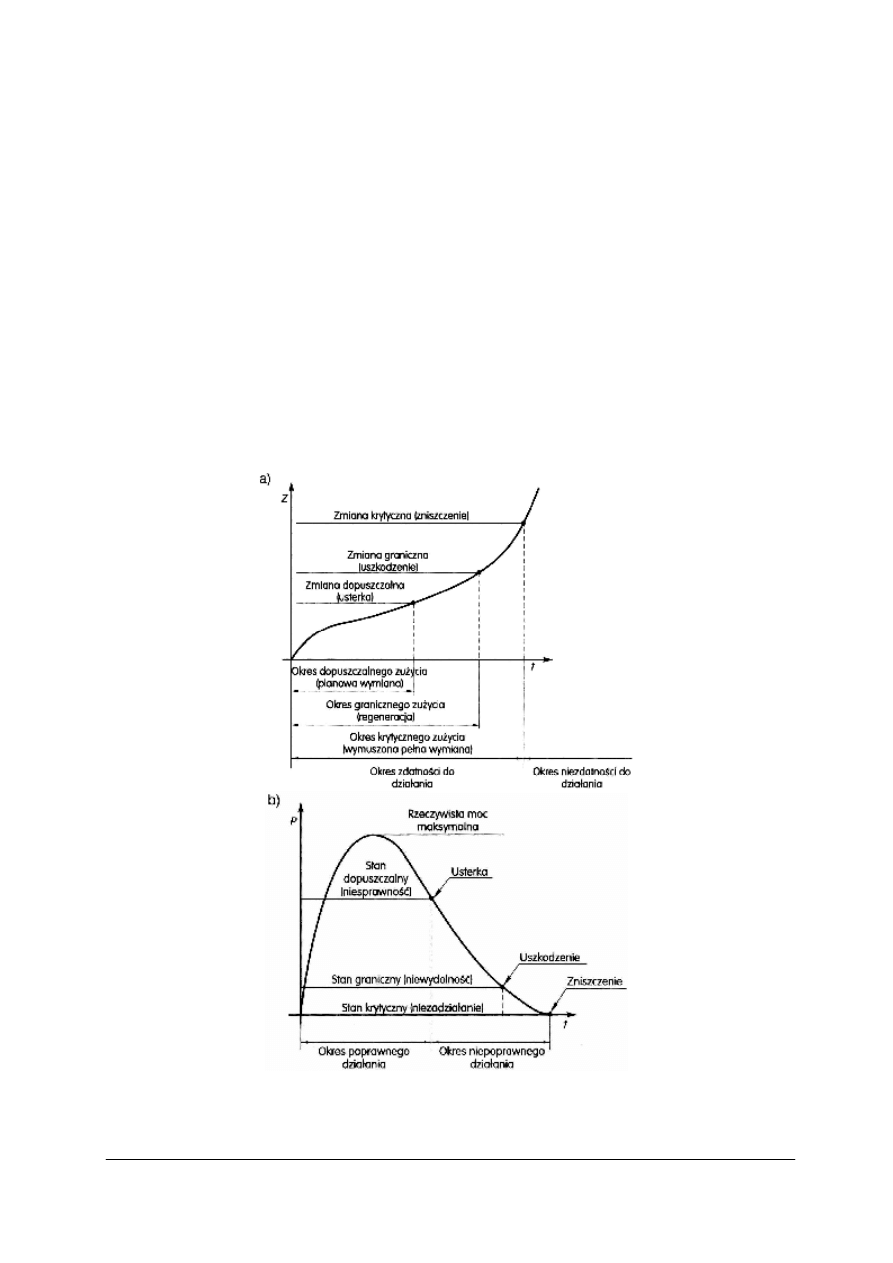
Zmiany wartości cech stanu technicznego wynikają przede wszystkim z dokonujących
się w obiekcie procesów destrukcyjnych, np. zużycia elementu w wyniku tarcia oraz
związanej z tym zmiany cech użytkowych – rysunek 11.
Rys. 11. Przebieg zmian zużycia elementu obiektu technicznego w czasie t (rysunek a)
oraz związane z tym zmiany mocy użytecznej P (rysunek b) [5, s. 34]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Stan eksploatacyjny obiektu technicznego określa to, co dzieje się z nim podczas
eksploatacji. Wyróżnia się następujące podstawowe stany eksploatacyjne:
–
użytkowania aktywnego,
–
przechowywania,
–
konserwacji długoterminowej,
–
konserwacji stałej,
–
przekazania,
–
remontu: głównego, średniego, bieżącego,
–
obsługi bieżącej,
–
likwidacji,
–
transportu.
Diagnostyka techniczna ma za zadanie określenie stanu maszyny lub urządzenia w celu
podjęcia decyzji, dotyczących dalszego postępowania z daną maszyną lub urządzeniem. Może
to być decyzja o jego użytkowaniu, o podjęciu przedsięwzięć profilaktycznych, naprawczych
itp. Obiektem badań diagnostycznych może być cały urządzenie, zespół, podzespół, para
kinematyczna.
Diagnoza może dotyczyć:
–
oceny stanu stwierdzonego,
–
prognozy rozwoju zmian stanu,
–
przyczyn rozwoju zmian stanu,
–
łącznie wszystkich wymienionych elementów.
Wyróżnia się następujące rodzaje badań diagnostycznych:
–
diagnozowanie stanu,
–
monitorowanie stanu (ciągłe diagnozowanie, dozorowanie),
–
generowanie stanów,
–
prognozowanie stanów.
Diagnozowanie to ustalenie stanu obiektu technicznego w chwili t
o
, w której jest
wykonywane badanie diagnostyczne.
Monitorowanie (diagnozowanie ciągłe, dozorowanie) jest bieżącą obserwacją stanu
obiektu. Dostarcza informacji o aktualnym stanie obiektu, a zwłaszcza o każdej zmianie stanu
z niewielką zwłoką.
Genezowanie to ustalanie przyczyn stanu w chwili t
g
poprzedzającego chwilę t
o
badania
obiektu (t
g
< t
o
). Inaczej mówiąc, jest to odtworzenie kolejności zaistniałych w przeszłości
stanów obiektu. Prawidłowa geneza może mieć decydujący wpływ na zmianę, np. przebiegu
procesu technologicznego wytwarzania lub remontu maszyny. Podstawą genezowania są:
–
diagnoza stanu obiektu w chwili t
o
,
–
znajomości przynajmniej niektórych różnych stanów obiektu poprzedzających chwile t
o
,
–
znajomości czynników wymuszających działających na obiekt oraz skali ich
oddziaływania poprzedzających chwile t
o
,
–
znajomość rozkładu prawdopodobieństw zmian stanów obiektu w rozpatrywanym
przedziale czasu Δt, poprzedzającym chwile t
o
.
Genezowanie jest szczególnie ważne podczas ustalania pierwotnych oraz wtórnych
uszkodzeń elementów maszyn. Wiarygodność genezy w dużym stopniu zależy od znajomości
stanów wcześniejszych.
Prognozowanie to wyznaczanie stanów przyszłych, następujących po chwili t
o
,
na podstawie:
–
diagnozy stanu obiektu w chwili t
o
,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
–
znajomości przynajmniej niektórych stanów obiektu poprzedzających chwilę t
o
,
–
znajomości rozkładów prawdopodobieństw oddziaływania na obiekt czynników
wymuszających w przedziale czasu (t
o
+ Δt),
–
znajomości rozkładów prawdopodobieństw zmian stanów maszyny w zależności
od rodzaju realizowanych zadań i oddziaływania otoczenia.
Prognoza jest tym bardziej wiarygodna, im dokładniejsze są informacje, na podstawie,
których została opracowana oraz im krótszy jest czas prognozowania.
Wymienione rodzaje badań diagnostycznych są ze sobą ściśle powiązane i każde z nich
stanowi element tzw. pełnej diagnozy.
Każdemu stanowi technicznemu eksploatowanego urządzenia odpowiada określony
sygnał drganiowo – akustyczny. Rozpoznanie sygnału wysyłanego przez badane urządzenie
i porównanie go z wzorcowym umożliwia określenie stanu technicznego urządzenia i jest
podstawą do podjęcia określonych decyzji eksploatacyjnych. Spośród możliwych rodzajów
diagnostyki maszyn (wizualnej, drganiowej, produktów zużycia, wskaźników sprawności,
emisji akustycznej) nadzór wibroakustyczny dostarcza najwięcej informacji niezbędnych do
oceny stanu technicznego urządzenia, bez potrzeby zatrzymywania jego ruchu. Nadzór ten
umożliwia także bezawaryjne wydłużanie czasu pracy urządzenia dzięki zamianie systemów
remontów z planowo – zapobiegawczego na system z nadzorem diagnostycznym.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie wyróżnia się stany obiektu?
2. Co określa pojęcie stan techniczny maszyny?
3. Co nazywamy konserwacją maszyn i urządzeń?
4. Jakie czynności wchodzą w zakres obsługi?
5. Jakie wyróżnia się rodzaje obsług?
6. Jaki dokument zawiera informacje dotyczące planowanej obsługi?
7. Co to jest przegląd techniczny?
8. Czego dotyczy diagnostyka techniczna?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na podstawie oględzin maszyny lub urządzenia przeznaczonego do remontu ustal
przyczyny stanu tego obiektu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać dokładnych oględzin obiektu,
2) ustalić kolejność zaistniałych w przeszłości stanów,
3) ustalić przyczyny tych stanów,
4) sporządzić opis rozpoznanych przyczyn,
5) dokonać prezentacji opracowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Wyposażenie stanowiska pracy:
−
maszyna lub urządzenie przeznaczone do remontu,
−
arkusz do ćwiczeń,
−
dokumentacja techniczno-ruchowa maszyny, urządzenia,
−
przybory do pisania,
−
literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj analizy wpływu stanu technicznego wybranej maszyny lub urządzenia na
przebieg realizowanego procesu technologicznego z użyciem tej maszyny lub urządzenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować zasadę działania wybranej maszyny lub urządzenia,
2) podać przykłady nieprawidłowego działania maszyny,
3) wyodrębnić zmiany stanu technicznego i zapisać je w tabeli,
4) przeanalizować każdą zmianę oddzielnie, ustalić jaki ma wpływ na przebieg procesu
technologicznego i zapisać w drugiej kolumnie tabeli,
5) określić, która z tych zmian jest efektem niewłaściwego użytkowania,
6) zaprezentować efekty swojej pracy,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
instrukcja tekstu przewodniego,
−
urządzenie lub maszyna,
−
przybory do pisania,
−
literatura z rozdziału 6.
Ćwiczenie 3
Oceń stan techniczny maszyny będącej na wyposażeniu pracowni.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi maszyny i instrukcją bhp,
2) przeanalizować dokumentację techniczno-ruchową maszyny,
3) zaplanować przebieg prac związanych z oceną stanu technicznego maszyny,
4) określić na podstawie dokumentacji parametry maszyny,
5) dobrać narzędzia i przyrządy do oceny stanu technicznego,
6) zorganizować stanowisko pracy,
7) przygotować maszynę do oględzin,
8) dokonać oględzin maszyny,
9) dokonać analizy otrzymanych wyników oględzin,
10) zakwalifikować zaobserwowane zmiany stanu technicznego,
11) zaprezentować efekty swojej pracy,
12) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
maszyna lub urządzenie będące na wyposażeniu pracowni,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
−
dokumentacja techniczno-ruchowa maszyny,
−
narzędzia i przyrządy do oceny stanu technicznego,
−
literatura z rozdziału 6.
Ćwiczenie 4
Wykonaj konserwację wskazanego przez nauczyciela urządzenia odlewniczego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się instrukcją bhp na stanowisku pracy,
2) przeanalizować dokumentację techniczno-ruchową wskazanego urządzenia,
3) dokonać oględzin stanu technicznego urządzenia,
4) zaplanować przebieg prac związanych z konserwacją,
5) dobrać materiały, narzędzia i przyrządy niezbędne do wykonania konserwacji,
6) zorganizować stanowisko pracy,
7) oczyścić miejsca podlegające konserwacji,
8) dokonać konserwacji zgodnie z przyjętym planem i wymaganiami DTR,
9) zaprezentować efekty swojej pracy,
10) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
maszyna lub urządzenie odlewnicze,
−
dokumentacja techniczno-ruchowa maszyny,
−
narzędzia, przyrządy i materiały do konserwacji,
−
formularz do ćwiczenia,
−
przybory do pisania,
−
literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować rodzaje obsługi?
o
o
2) określić warunki techniczne użytkowania maszyn i urządzeń?
o
o
3) rozpoznać stan techniczny użytkowanych maszyn i urządzeń?
o
o
4) określić zakres przeglądu technicznego na podstawie dokumentacji
techniczno-ruchowej maszyny lub urządzenia?
o
o
5) wykonać czynności związane z konserwacją maszyny zgodnie z jej
dokumentacją techniczno-ruchową?
o
o
6) określić zakres naprawy na podstawie dokumentacji techniczno-ruchowej? o
o
7) dokonać analizy wpływu stanu technicznego maszyny lub urządzenia na
jego pracę?
o
o

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Wykonywanie remontów, napraw i regeneracji
4.3.1. Materiał nauczania
Bezpieczeństwo i higiena pracy podczas remontów, napraw i regeneracji
Stanowiska remontowe powinny być zorganizowane w pomieszczeniach odpowiednio
przystosowanych, zapewniających bezpieczne i higieniczne warunki pracy. Podłogi
w pomieszczeniach muszą być płaskie, szczelne i nie śliskie, łatwe do oczyszczenia.
Oświetlenie w pracach remontowych powinno zapewniać dobrą widoczność na całym
stanowisku roboczym, zabezpieczać przed silnym blaskiem. W celu ograniczenia możliwości
wypadków w operacjach demontażowo-montażowych należy przestrzegać poniższych zasad:
−
rozmieszczać i składować elementy maszyn w sposób racjonalny, zwracając uwagę, aby:
−
nie przeciążać półek, stojaków i regałów,
−
elementy maszyn, zwłaszcza o dużych wymiarach były ustawiane na powierzchniach
równowagi stałej,
−
nie składować elementów w wysokie stosy,
−
należy zapewnić prawidłowe warunki odmocowywania i zamocowywania elementów
i zespołów przez:
−
stosowanie przyrządów o odpowiedniej sztywności,
−
mocowanie wielopunktowe,
−
nieużywanie przyrządów poza zakresem ich stosowalności,
−
zachowanie stateczności elementu bazowego maszyny lub dużego zespołu,
−
zabezpieczać osłonami ruchome części urządzeń i przyrządów lub posługiwać się nimi
z zachowaniem odpowiedniej ostrożności,
−
osłaniać mechanizmy sterowania oraz zespoły maszynowe podczas prób i docierania,
−
przestrzegać szczegółowych zasad przy wykonywaniu specjalnych czynności
demontażowo-montażowych, jak np. przy wykonywaniu połączeń skurczowych
i rozprężnych,
−
elementy instalacji elektrycznej znajdujące się bezpośrednio pod napięciem powinny być
uziemione,
−
narzędzia elektryczne powinny być specjalnie izolowane.
Proces technologiczny remontu maszyn i urządzeń
Istotnym elementem obsługi przywracającym maszynom i urządzeniom pierwotny stan są
ich remonty, naprawy a także regeneracja części.
Prawidłowo opracowana dokumentacja procesu technologicznego remontu jest
warunkiem procesu remontu. Podstawowym dokumentem jest karta technologiczna remontu
zawierająca spis wszystkich faz procesu. W odniesieniu do poszczególnych faz procesu
technologicznego opracowuje się odrębne dokumenty:
−
instrukcję mycia i czyszczenia zespołu,
−
kartę demontażu,
−
instrukcję czyszczenia części przed weryfikacją,
−
kartę technologiczną regeneracji wraz z kartami instrukcyjnymi regeneracji
zawierającymi szczegółowy opis poszczególnych operacji procesu regeneracji,
−
instrukcję mycia i czyszczenia przed montażem,
−
kartę technologiczną montażu wraz z kartami instrukcyjnymi montażu zawierającymi
szczegółowy opis poszczególnych operacji montażowych,
−
instrukcję kontroli,
−
instrukcję konserwacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Remont obiektu niezależnie od zakresu powinien przywrócić pierwotną lub zbliżoną do
pierwotnej dokładność i wydajność maszyny na ustalony okres. Zakres remontu ustala się na
podstawie oceny stanu zużycia. Do tego celu służą przedremontowe badania diagnostyczne.
Ostateczny zakres prac ustala się na podstawie szczegółowej weryfikacji części Remonty
w zależności od zakresu wykonywanych prac dzieli się na:
−
bieżące,
−
średnie,
−
główny (kapitalny).
Remont bieżący obejmuje wszystkie czynności wykonywane podczas bieżącej obsługi
oraz przy przeglądach i kontrolach dokładności. Może być połączony z całkowitym lub
częściowym demontażem. Koszt remontu bieżącego może dochodzić do 10% wartości nowej
maszyny.
Remont średni obejmuje naprawę kilku zespołów i przegląd pozostałych. Ten rodzaj
remontu powinien zapewnić prawidłową eksploatację obiektu do następnego remontu lub do
remontu głównego (kapitalnego). Koszt remontu średniego nie powinien przekraczać 30%
wartości nowej maszyny.
Remont główny (kapitalny) obejmuje naprawę wszystkich zespołów, tzn. wykonanie
prac demontażowo-remontowych i regeneracyjnych w szerokim zakresie. Jego celem jest
przywrócenie maszynie jej stanu pierwotnego. Koszt remontu głównego nie powinien
przekraczać 75% wartości odtworzeniowej maszyny. Podstawą zakwalifikowania maszyn
i urządzeń do remontu głównego są cykle remontowe i ich zakresy.
Cykl remontowy jest to czas lub ilość wykonanej pracy między dwoma remontami
głównymi. Struktura cyklu remontowego to układ obejmujący zakresy i powtarzalność
poszczególnych operacji i zabiegów, stanowiących pełny cykl remontowy maszyny.
Wyróżnia się dwa rodzaje struktur cyklu remontowego:
−
struktura cyklu 9-remontowego dla wszystkich obrabiarek skrawających,
−
struktura cyklu 6-remontowego np. dla pras hydraulicznych i mechanicznych.
Proces technologiczny remontu maszyn i urządzeń obejmuje czynności operacyjne
i pomocnicze, przeprowadzone w celu przywrócenia maszynom i urządzeniom niezbędnej
wartości użytkowej. Proces technologiczny wraz z czynnościami jego obsługi tworzy proces
remontowy. Ze względu na użyte sposoby, środki oraz organizację pracy wyodrębnia się
następujące fazy technologiczne remontu:
−
oczyszczanie,
−
demontaż,
−
weryfikacja,
−
naprawa,
−
regeneracja,
−
montaż,
−
badania i odbiór.
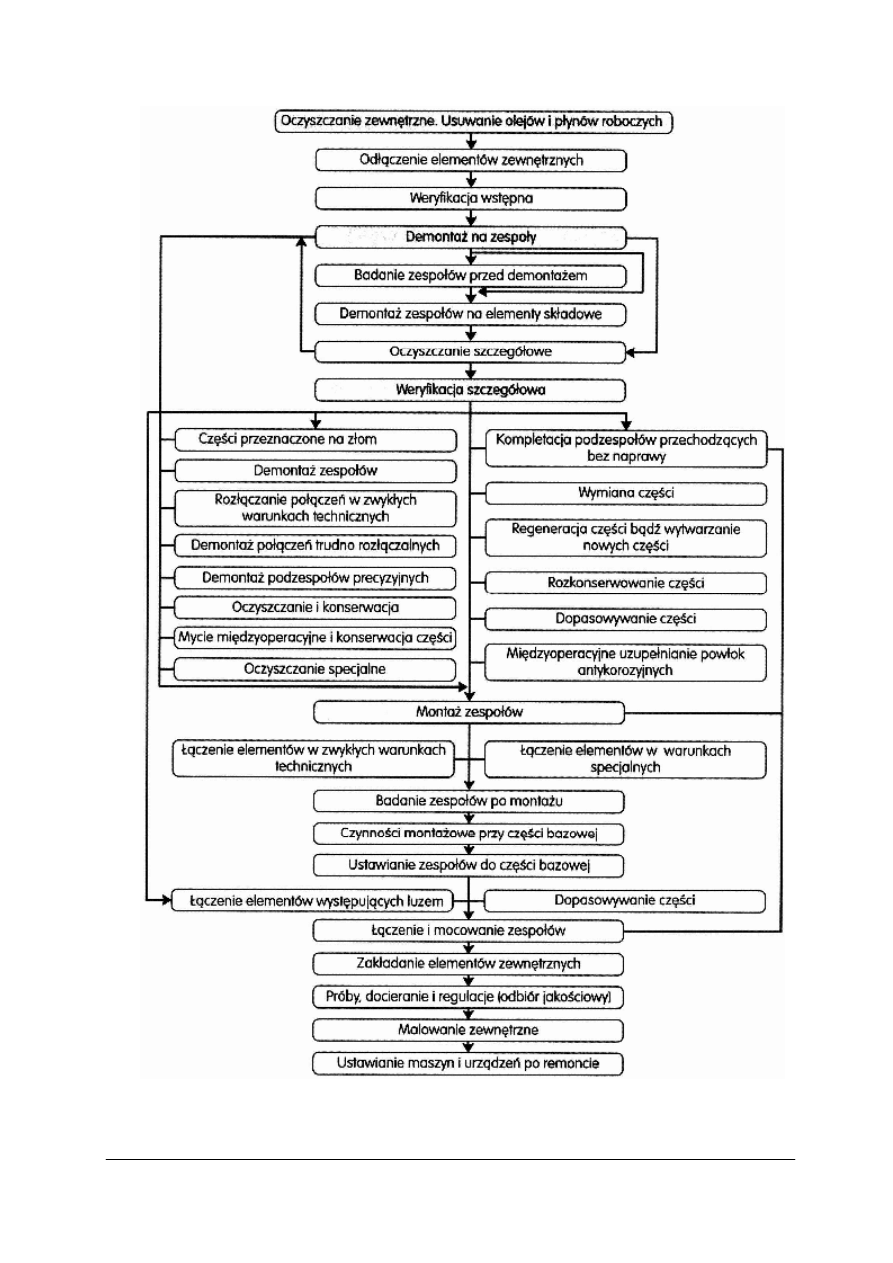
Schemat przebiegu remontu maszyny lub urządzenia przedstawia rysunek 12.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
.
Rys. 12. Schemat przebiegu remontu maszyny lub urządzenia [5, s. 88]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Oczyszczanie maszyn i urządzeń polega na usunięciu zgromadzonych na zewnętrznych
i wewnętrznych powierzchniach różnego rodzaju zanieczyszczeń. Oczyszczaniu podlegają
całe urządzenia i maszyny przed ich demontażem. Po demontażu następuje oczyszczenie
zespołów, podzespołów i poszczególnych części. Oczyszczanie jest wykonywane również
przed montażem. Środki chemiczne stosowane do mycia i oczyszczania elementów maszyn
remontowanych są gotowymi preparatami, których zastosowanie zależy od rodzaju materiału
i zanieczyszczeń. Do mycia elementów maszynowych używa się głównie wodnych
roztworów alkalicznych z dodatkiem związków powierzchniowo czynnych. Po myciu
w roztworach alkalicznych konieczne jest dokładne płukanie wodą, zanurzanie w roztworach
pasywujących i szybkie suszenie w celu zabezpieczenia oczyszczonych powierzchni przed
działaniem korozji. Inną grupą środków są roztwory emulsyjne mające zdolność
rozpuszczania zanieczyszczeń oraz ich zwilżanie i emulgowanie. Najważniejszą ich zaletą jest
brak niszczącego oddziaływania na powierzchnie metalowe. Ponadto do oczyszczania stosuje
się rozpuszczalniki i pary rozpuszczalników organicznych. Mycie i odtłuszczanie w parach
rozpuszczalników można stosować do wszystkich metali i innych materiałów, z wyjątkiem
niektórych rodzajów tworzyw sztucznych (co należy ustalić po przeprowadzeniu próby). Do
usuwania zanieczyszczeń zewnętrznych stosuje się wodę, mieszaninę parowo-wodną oraz
ciecze z dodatkiem środków chemicznych. Proces ten prowadzi się w urządzeniach
natryskowych lub zanurzeniowych. Ponadto oczyszczanie można przeprowadzić ręcznie
poprzez szczotkowanie, skrobanie, zdzieranie papierem ściernym lub wykorzystując do tego
celu narzędzia zmechanizowane oraz sposobem termicznym.
Demontaż to czynności związane z rozbiórką maszyn i urządzeń na zespoły, a zespołów
na części. Niektóre proste urządzenia i maszyny można rozłożyć bezpośrednio na części.
Przebieg demontażu zależy od jego zakresu. Ocenę zakresu prac demontażowych można
zasadniczo ustalić po oględzinach zewnętrznych maszyny i określeniu, na podstawie badań
przedremontowych, ogólnego stanu zużycia.
Demontaż wstępny obejmuje odłączenie od maszyny elementów łatwo dostępnych
i umieszczonych na zewnątrz. Podczas demontażu wstępnego są odłączane osłony, pokrywy,
zewnętrzne rurociągi, przewody hydrauliki siłowej, przewody elektryczne oraz łatwo
odłączalna aparatura kontrolno-pomiarowa.
Demontaż częściowy obejmuje odłączenie niektórych elementów, a także podzespołów
i zespołów ulegających szybkiemu zużyciu. Odłączone podzespoły i zespoły mogą być dalej
rozbierane na elementy składowe.
Demontaż podstawowy obejmuje odłączenie wszystkich zespołów i mechanizmów
w celu ukazania powierzchni z objawami zużycia lub uszkodzenia, wymagających
przeprowadzenia zabiegów remontowych.
Demontaż główny obejmuje odłączenie zespołów od części bazowej i wzajemnie od
siebie oraz ich odrębne przemieszczenie.
Demontaż szczegółowy polega na rozłączeniu połączeń w celu wydzielenia elementów
składowych.
Demontaż połączeń gwintowych
W czasie wykonywania czynności demontażowych należy dążyć do tego, aby części po
rozłączeniu miały powierzchnię i strukturę wewnętrzną taką samą jak przed ich rozłączeniem.
Podstawowe czynności poprzedzające demontaż to mycie i oczyszczanie zewnętrzne,
usuwanie oraz rozluźnianie połączeń środkami chemicznymi. W dalszej kolejności następuje
odkręcanie śrub, śrub dwustronnych, nakrętek oraz usuwanie przedmiotów uszkodzonych, np.
urwanych śrub.
Do wykręcenia śrub dwustronnych używa się specjalnych kluczy lub stosuje się dwie
nakrętki. Dociskając nakrętki do siebie można wykręcać śrubę z użyciem zwykłego klucza
płaskiego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
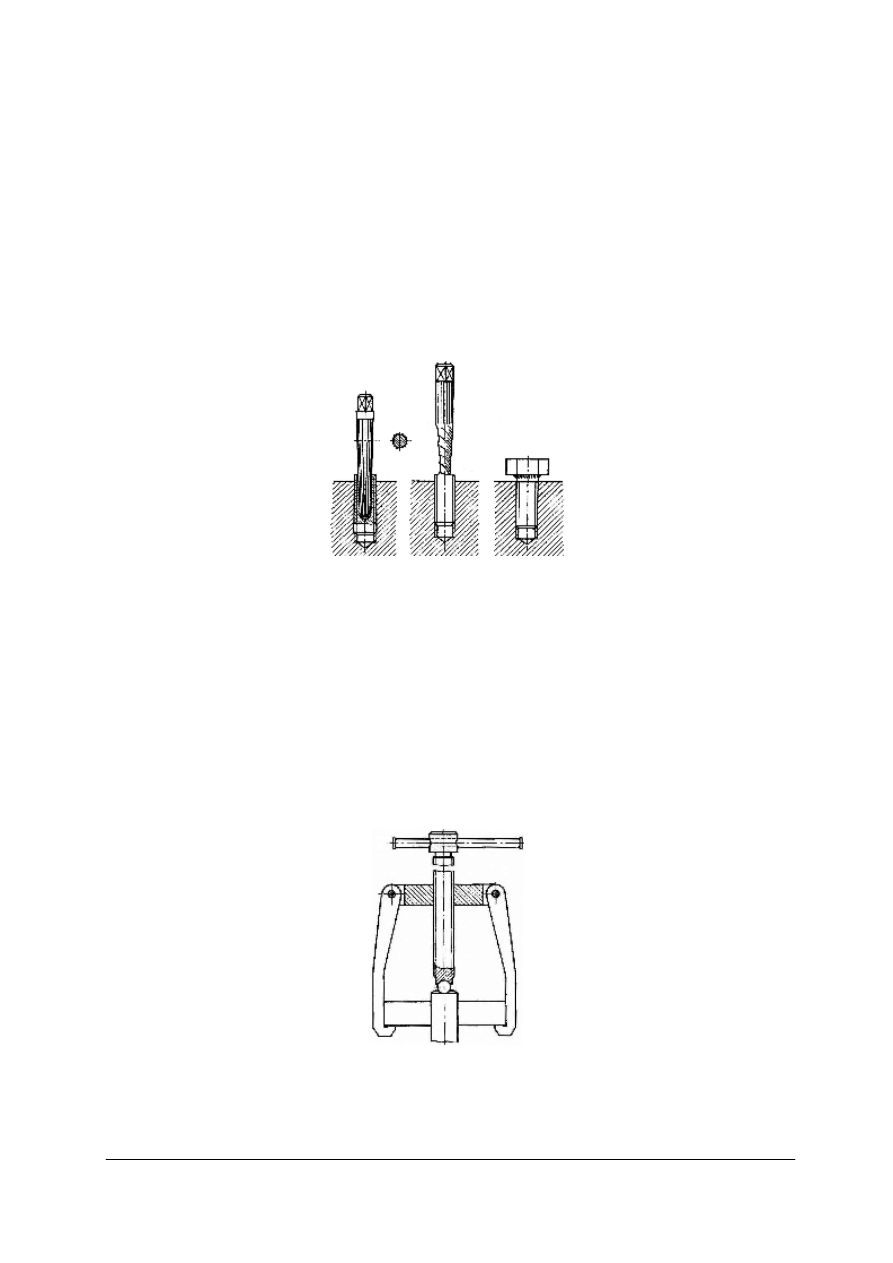
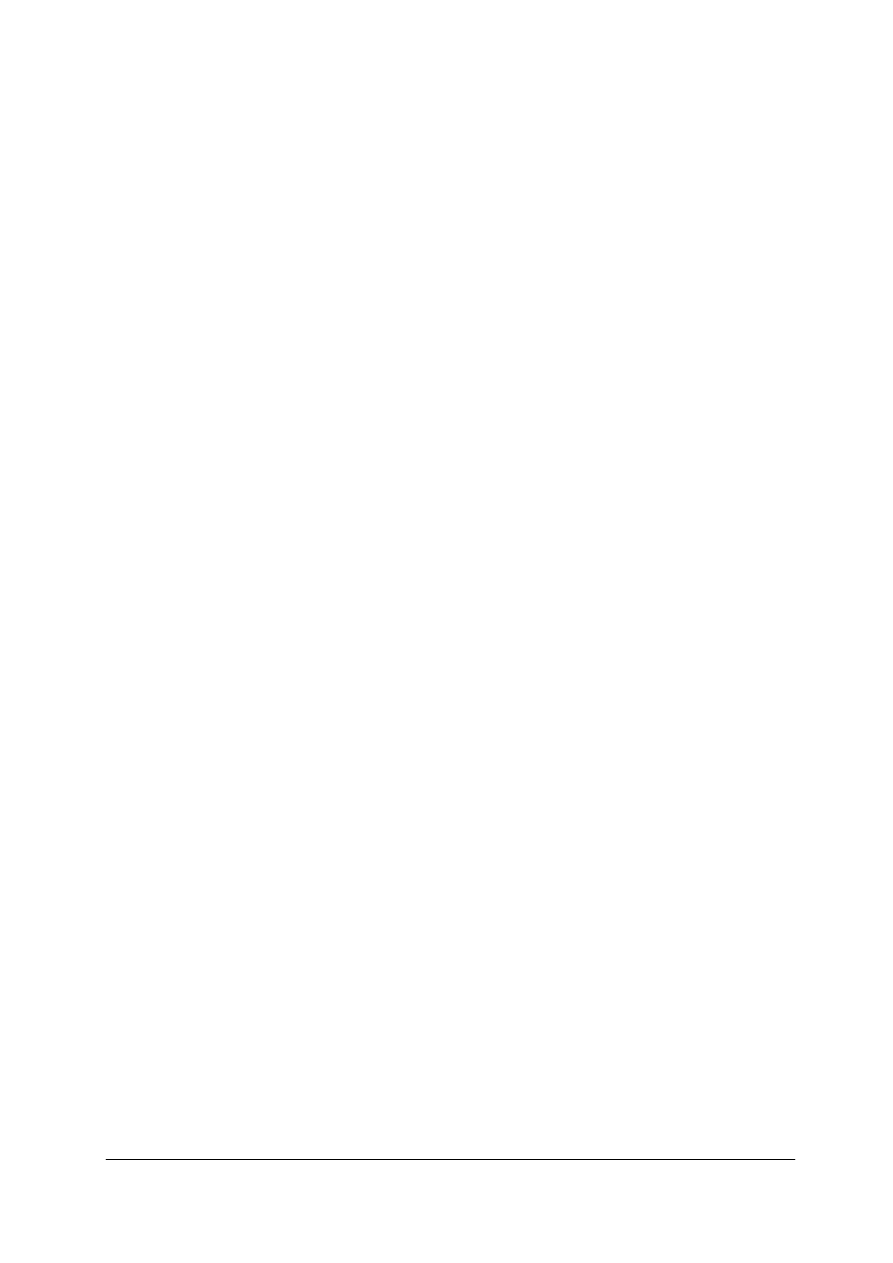
Niejednokrotnie w ramach demontażu śrub zachodzi konieczność usunięcia złamanych
śrub. Stosuje się przy tym między innymi następujące metody usuwania złamanych śrub
(rysunek 13):
−
w śrubie wierci się otwór, w który wbija się kołek w kształcie ostrosłupa ściętego
o podstawie kwadratowej lub kołek stożkowy uzębiony i pokręcając nim wykręca się
śrubę,
−
w śrubie wierci się otwór i wkręca w niego specjalne narzędzie stożkowe o gwincie
odwrotnym i dużym skoku. Po dokręceniu do oporu narzędzia i dalszym obracaniu
wykręca się śrubę z otworu,
−
w przypadku gdy złamana śruba wystaje z otworu można do niej przyspawać nakrętkę
i kluczem wykręcić śrubę.
Rys. 13. Przykładowe sposoby usuwania złamanych śrub dwustronnych [4, s. 138]
Demontaż połączeń wtłaczanych
Demontaż połączeń wtłaczanych polega na wysuwaniu, przy użyciu siły poosiowej,
elementu obejmowanego z elementu obejmującego, który podczas wykonywania tej
czynności jest w zasadzie nieruchomy lub odwrotnie. Wartość siły wytłaczania zależy od
wartości wcisku, większy wcisk – większa siła. Wzrost potrzebnej siły do wytłaczania
w zakresie odkształceń sprężystych, jakim podlegają nierówności powierzchni, jest
proporcjonalny do długości rozłączanych elementów. Połączenia wtłaczane w zależności od
wartości wcisku demontuje się ręcznie lub na prasach. Drobne elementy można demontować
ręcznie używając młotka i odpowiednich wybijaków. Stosowane są również różnego rodzaju
przyrządy służące do wytłaczania, np. śrubowy przestawiony na rysunku 14.
Rys. 14. Przyrząd śrubowy do demontażu połączeń wtłaczanych [1, s. 405]
Demontaż skurczowych i rozprężnych
Siła rozłączająca połączenia skurczowe i rozprężne, przy wszystkich warunkach takich
samych, jest znacznie (2÷3 razy) większa niż w przypadku połączeń wtłaczanych, zazwyczaj
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
dzięki większej wartości współczynnika tarcia. Wynika to między innymi z tego, że
w połączeniach skurczowych i rozprężnych mikronierówności powierzchni nie ulegają
wygładzeniu jak przy wtłaczaniu, lecz jak gdyby sczepiają się ze sobą.
Połączeń skurczowych i rozprężnych nie można na ogół rozłączyć bez uszkodzenia
części połączenia, nierówności powierzchni tych części są bowiem w tych połączeniach silnie
pozaczepiane o siebie, toteż w razie wytłaczania następuje tzw. zatarcie tych powierzchni.
W pewnych przypadkach jednak udaje się rozłączyć połączenia skurczowe przez szybkie
ogrzanie części zewnętrznej oraz ewentualnie jednoczesne oziębienie części wewnętrznej.
Demontaż połączeń kształtowych
W połączeniach kształtowych łączenie części współpracujących oraz ustalanie ich
wzajemnego położenia uzyskuje się przez odpowiednie ukształtowanie ich powierzchni
(w połączeniach bezpośrednich) lub zastosowanie dodatkowych łączników (w połączeniach
pośrednich). W połączeniach bezpośrednich na powierzchniach styku są wykonane występy
i wgłębienia, które po połączeniu elementów spełniają funkcję łącznika. Rozróżniamy
następujące rodzaje połączeń kształtowych: wpustowe, wielowypustowe, kołkowe,
sworzniowe, klinowe. Do ich demontażu należy podchodzić indywidualnie, w zależności od
rodzaju połączenia.
Demontaż połączeń wpustowych jest odwróceniem kolejności montażu, tzn. należy
najpierw demontować element osadzony na wale, następnie w przypadku wpustów
przykręcanych wykręcić wkręty i wyjąć wpust z rowka wpustowego.
Demontażu połączeń wielowypustowych spoczynkowych, dokonuje się za pomocą
specjalnych przyrządów lub na prasie. Demontaż połączeń ruchowych przeprowadza się
ręcznie lub przy zastosowaniu lekkich uderzeń narzędzia ręcznego.
Demontaż kołków polega na usunięciu kołka za pomocą wybijaka poprzez uderzenia
młotka lub za pomocą prasy. Jedynie demontaż kołków roznitowanych należy poprzedzić
spiłowaniem części roznitowanej i kołki te po demontażu nie nadają się do powtórnego
użycia.
Demontaż połączeń sworzniowych, przebiega w sposób zbliżony do połączeń
kołkowych. W przypadku stosowania pierścieni Seegera w połączeniach sworzniowych
podczas demontażu należy stosować specjalne kleszcze, do pierścieni zewnętrznych lub
wewnętrznych.
Demontaż połączeń klinowych w przypadku rowków klinowych otwartych polega na
usunięciu klina i zsunięciu elementu obejmującego z miejsca osadzenia w kierunku
zbieżności klina, natomiast w przypadku rowków zamkniętych należy najpierw zsunąć piastę
poprzez uderzenia młotkiem lub za pomocą prasy a następnie usunąć klin.
Demontaż łożysk ślizgowych niedzielonych rozpoczyna się od uwolnienia tulei od
zabezpieczeń, które zostały zastosowane w celu zapobieżeniu jej obracaniu się. Demontaż
dzielonych łożysk ślizgowych obejmuje następujące czynności: odkręcenie śrub
łożyskowych, zdjęcie górnej pokrywy, odłączenie panewek, odłączenie wału. Niekiedy
demontaż może obejmować wytopienie starego stopu łożyskowego.
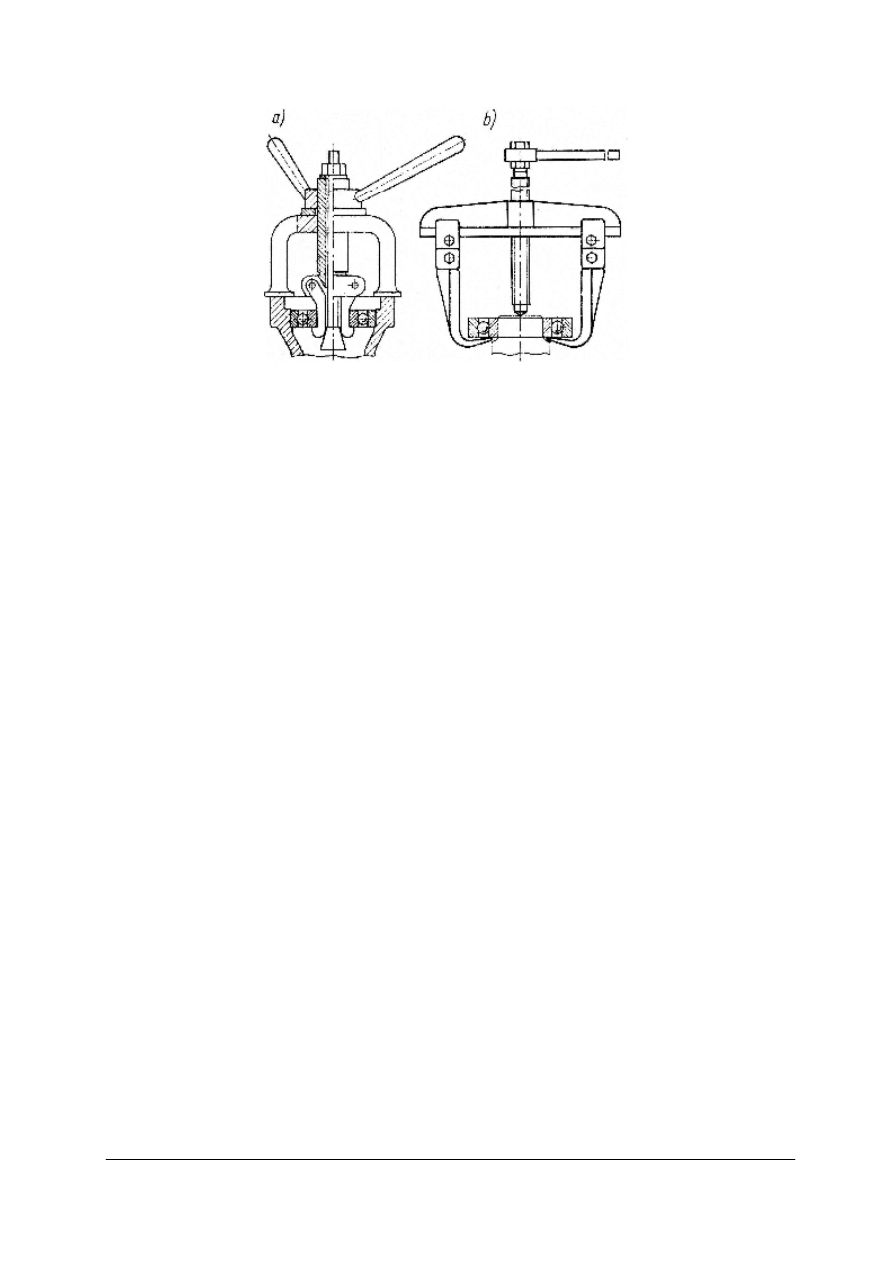
Demontażu łożysk tocznych dokonuje się najczęściej za pomocą ściągaczy. Jest wiele
rozwiązań konstrukcyjnych związanych z typem demontowanego łożyska oraz miejscem jego
osadzenia. Są ściągacze przeznaczone do demontażu łożysk osadzonych na wale, w oprawie
czy też na wale i w oprawie. Siła związana z demontażem powstaje w wyniku obracania
śruby ściągacza. Przykładowe rozwiązania konstrukcyjne ściągaczy przedstawiono na
rysunku 15.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 15. Ściągacze do łożysk tocznych: a) ściągacz z łapami rozsuwanymi, b) ściągacz z łapami przesuwanymi
[11, s. 70]
Do demontażu łożysk tocznych można posłużyć się także prasą. Należy wtedy dobrać
podparcie, tuleje i płyty gwarantujące prawidłowe przeniesienie sił w czasie demontażu tak,
aby łożysko nie uległo przekoszeniu względem wału czy oprawy. W procesie demontażu
hydraulicznego wykorzystujemy specjalne urządzenia hydrauliczne wykorzystujące zjawisko
powstania filmu olejowego, powstającego pomiędzy przesuwającymi się po sobie
powierzchniami dzięki wtłaczaniu oleju pod wysokim ciśnieniem. Zmniejsza to w sposób
bardzo znaczący siły tarcia powstające w trakcie demontażu.
Weryfikacja polega na rozpoznaniu, określeniu uszkodzeń i podjęciu decyzji co do
dalszego użytkowania zespołu lub części maszyny Weryfikacji podlegają wszystkie elementy
maszyny. Rozróżnia się weryfikację zespołów i części. Weryfikacja zespołów może się odbyć
przed demontażem lub po demontażu na oddzielnym stanowisku. Weryfikacja części polega
na określeniu ich zużycia oraz podjęciu decyzji co do ich dalszego użytkowania. Weryfikację
szczegółową przeprowadza się w czasie demontażu, mierząc elementy maszyny i porównując
uzyskane wyniki z dokumentacją konstrukcyjną. Ocenę badań wpisuje się w arkusz
weryfikacyjny części, podzespołu i zespołu w formie opisu stanu istniejącego i wykazu
czynności potrzebnych do usunięcia tego stanu. Na podstawie weryfikacji decyduje się
o wymianie elementu na nowy lub też o jego regeneracji. Rozpoznawanie zużycia i określenie
uszkodzeń maszyn i urządzeń odbywa się w następującej kolejności: maszyna
→
zespół
→
podzespół
→
część. W celu prawidłowego zakwalifikowania części (do dalszego użytkowania,
do regeneracji lub na złom) najczęściej przeprowadza się pomiary weryfikacyjne. Rozróżnia
się pomiary: stykowe, optyczne, pneumatyczne, interferencyjne. Do obiektywnej oceny
jakości materiałów i części maszyn wykorzystuje się badania nieniszczące: magnetyczne,
penetracyjne, ultradźwiękowe, rentgenowskie.
Naprawa zespołów obejmuje wszystkie czynności przywracające im własności
użytkowe. Zalicza się do nich: rozłączanie, czyszczenie, weryfikację części, diagnostykę
zespołu, naprawę i łączenie części.
Regeneracja części to przywracanie właściwości użytkowych częściom zużytym lub
uszkodzonym. Może to mieć charakter obróbki kompleksowej, w wyniku której przywraca
się częściom wymagany kształt, wymiary i właściwości umożliwiające dalsze ich
użytkowanie. W zależności od specyfiki odtwarzania kształtów i wymiarów części rozróżnia
się następujące metody regeneracji:
−
zamianę par skojarzonych przez selekcję części użytkowanych,
−
wymiarów remontowych,
−
elementów dodatkowych,
−
obróbki plastycznej,
−
nakładania powłok: metalowych, galwanicznych, z tworzyw sztucznych,
−
nakładania kompozytów metalożywicznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Zamiana par skojarzonych przez selekcję części użytkowanych polega nie na obróbce
części, lecz na ich selekcjonowaniu i ponownym kojarzeniu według wymiarów
rzeczywistych. Elementy użytkowane są dzielone na grupy selekcyjne z zachowaniem
pasowań nominalnych.
Stosowanie wymiarów remontowych polega na odtwarzaniu prawidłowych kształtów,
tego samego rodzaju pasowania oraz gładkości powierzchni przy jednoczesnej zmianie
wymiarów nominalnych we współpracującej parze roboczej, łączonej następnie z innymi
elementami maszyny. Wymiary remontowe nadaje się nowym częściom zamiennym oraz
częściom zdemontowanym. Zużytą powierzchnię roboczą poddaje się obróbce skrawaniem.
Do montażu przeznacza się tylko jedną część z dwóch współpracujących. Obowiązuje
w takim przypadku zasada odzyskiwania części droższej. Przy wykorzystaniu tej metody
mają zastosowanie wymiary remontowe znormalizowane lub swobodne.
Elementy dodatkowe stosowane w celu regeneracji elementów maszynowych mogą
kompensować zużycie części lub stanowić uzupełniające elementy połączeniowe. Metoda ta
polega na wprowadzeniu do współpracującej pary elementu dodatkowego. Najczęściej
elementami dodatkowymi są: tuleje, listwy, nakładki itd. Łączenie tych elementów
z powierzchnią części zasadniczej odbywa się z wykorzystaniem wcisku, spawania, klejenia,
gwintu.
Regeneracja części metodami obróbki plastycznej polega na wykorzystaniu właściwości
plastycznych metali. Powstające odkształcenia są trwałe, nie naruszają zwartości materiału
i nie zmieniają wymaganej trwałości. Wykorzystuje się do tego operacje spęczania,
roztłaczania, ściskania, rozciągania, prostowania itd.
Regenerację poprzez nakładanie powłok metalowych można wykonywać stosując
napawanie, spawanie, metalizowanie natryskowe i napylanie proszków metalowych.
Napawanie polega na nakładaniu powłok, wypełnieniu ubytków powierzchni zużytej oraz
łączeniu w miejscach nieciągłości materiału. Grubość warstwy napawanej zależy od zużycia
części i może wynosić 3
÷
6 mm. Proces napawania może być realizowany ręcznie,
półautomatycznie i automatycznie. Powstające odkształcenia spawalnicze zmieniają wymiary
części i mimowolnie wywołują powstawanie naprężeń i odkształceń spawalniczych. W celu
ograniczenia naprężeń i odkształceń spawalniczych stosuje się odpowiednie nagrzewanie
i chłodzenie elementu regenerowanego. W przypadku możliwości powstania dużych spiętrzeń
naprężeń w materiałach podatnych na pęknięcia np. kadłubach żeliwnych stosuje się
wyżarzanie odprężające. Etapem końcowym procesu regeneracji jest obróbka wykańczająca
skrawaniem.
Metalizacja natryskowa polega na nanoszeniu drobnych kropelek roztopionego metalu na
odpowiednio przygotowaną powierzchnię przedmiotu. Wykonuje się to za pomocą
specjalnego pistoletu do natryskiwania, który w zależności od sposobu topienia się drutu
może być gazowy, elektryczny i wysokiej częstotliwości.
Proces napylania metalowych proszków na zużyte elementy polega na nagrzaniu
pistoletem gazowym elementu regenerowanego do temperatury 350
÷
400
0
C i napyleniu go
proszkiem metalowym za pomocą tego samego pistoletu. Metodę tę stosuje się do różnego
rodzaju stali i metali nieżelaznych, z wyjątkiem stali azotowanej i stopów aluminium.
Regenerację części maszyn poprzez nakładanie powłok galwanicznych stosuje się
przeważnie do części o małych gabarytowych wykorzystując do tego celu metody prądowe:
chromowanie, niklowanie elektrolityczne, żelazowanie elektrolityczne oraz metody
bezprądowe, niklowanie chemiczne.
Nakładanie powłok z tworzyw sztucznych odbywa się w procesie: fluidyzacji, napylania
proszków lub bezciśnieniowego odlewania żywic.
Wybór metody regeneracji zależy od czynników charakteryzujących daną część maszyny
i jest uzależniony między innymi od: rodzaju elementu, rodzaju materiału, sposobu obróbki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
cieplnej i rodzaju obróbki powierzchni. Na wybór sposobu regeneracji wpływa: przyczepność
warstwy regenerowanej, trwałość i odporność warstwy na zużycie, wytrzymałość połączenia
regeneracyjnego. Regeneracji podlegają:
−
części złączne i powierzchnie łączenia,
−
wały, osie, sworznie i czopy obrotowe,
−
tuleje i łożyska ślizgowe,
−
ramy i kadłuby.
Montażem nazywa się całokształt wykonywanych w określonej kolejności operacji
ustalenia gotowych części we wzajemnym położeniu, łączenia i mocowania w celu
otrzymania podzespołów, zespołów lub mechanizmów, a następnie całej maszyny. Do
podstawowych operacji montażu zalicza się: wykonywanie połączeń spoczynkowych
nierozłącznych i rozłącznych, wykonywanie połączeń ruchowych, regulowanie luzów
i pomiary ustawcze, próby i badania.
Czystość części i zespołów jest warunkiem niezbędnym do osiągnięcia wymaganej
jakości montażu. Podczas montażu często wykonuje się wiele czynności uzupełniających jak:
piłowanie, skrobanie, docieranie, wiercenie, rozwiercanie, gwintowanie. W procesie montażu
wymagane jest stosowanie odpowiednich urządzeń, narzędzi i przyrządów montażowych.
W zależności od montowanych zespołów lub całej maszyny lub urządzenia przyrządy
montażowe dzieli się na:
−
ustalające, przeznaczone do wzajemnego ustalania części i zespołów,
−
mocujące, przeznaczone do mocowania montowanych części lub zespołów,
−
robocze, służące do obróbki wykańczającej podczas montażu,
−
pomiarowe i kontrolne, służące do sprawdzania prawidłowości montażu i gotowej
maszyny lub urządzenia.
Przyrządy używane do montażu dzieli się na uniwersalne i specjalne. Przyrządy specjalne są
projektowane dla danej operacji i dla określonego przedmiotu.
Montaż połączeń gwintowych wykonuje się przy pomocy ręcznych i mechanicznych
narzędzi montażowych. Niejednokrotnie podczas montażu połączeń gwintowych zachodzi
konieczność stosowania zacisku wstępnego, który jest stosowany podczas montażu w celu
zwiększenia trwałości zespołu lub mechanizmu. Realizowane jest to za pomocą kluczy
specjalnych do dociągania z kontrolowanym zaciskiem, które mogą być: graniczne
i dynamometryczne. Przy montażu śrub dwustronnych i oczkowych powinny być spełnione
następujące warunki technologiczne:
−
śrubę w kadłubie osadzać z pasowaniem wystarczająco ciasnym, aby przy odkręcaniu
nawet ciasno dopasowanej nakrętki śruba nie wykręcała się,
−
śruby ustalone z wciskiem na średnicy podziałowej dokręcać poniżej początku zbieżnego
wyjścia gwintu o kąt nieco większy od kąta potrzebnego do dociągnięcia nakrętki
nakręconej na tę śrubę,
−
zachować prostopadłość osi śruby do powierzchni części, w którą śruba jest wkręcona.
W przypadku wystąpienia błędów przy wkręcaniu śrub należy postępować wg
następujących zasad:
−
Jeżeli śruba po wkręceniu jest zgięta, to nie należy jej prostować, lecz ją wykręcić
i przeznaczyć na złom. Otwór w kadłubie należy przegwintować na większą średnicę
z wykorzystaniem na śrubę indywidualnie dorobioną, mającą drugi koniec
o średnicy normalnej.
−
Jeżeli długość wystająca śruby jest za duża, nie należy jej skracać, lecz wymienić śrubę
na nową.
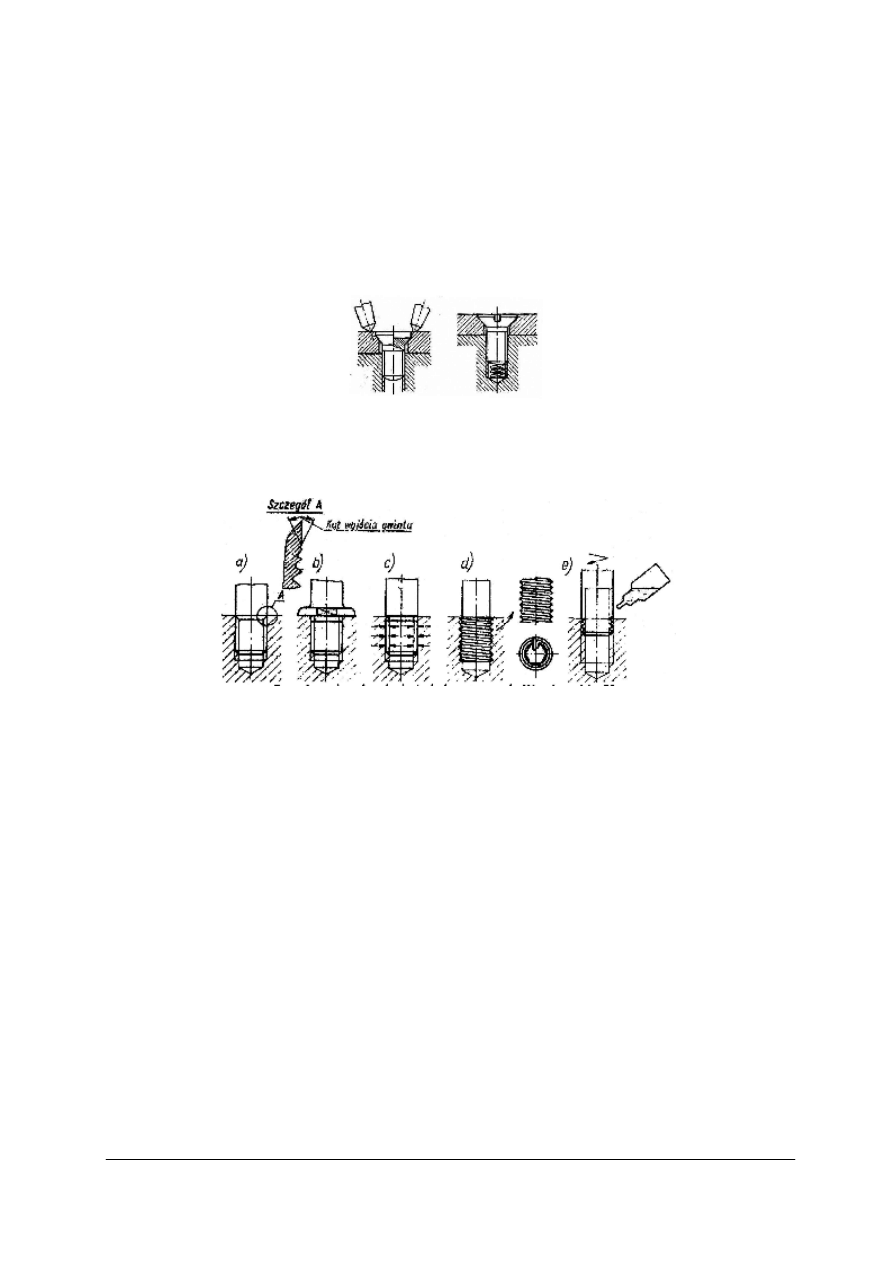
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
−
Jeżeli śruba po dociągnięciu wystaje na zbyt małą wysokość lub jest osadzona słabo,
należy ją wykręcić, otwór przegwintować i wkręcić inną śrubę o większej średnicy
podziałowej.
−
Jeżeli materiał u nasady śruby jest wybrzuszony należy płaszczyznę u nasady śruby
poprawić.
Połączenia gwintowe, które są poddawane wstrząsom, drganiom, zmianom temperatury
itp., należy zabezpieczyć przed samoczynnym odkręceniem. Sposoby zabezpieczania
połączeń gwintowych przedstawia rysunek 16.
Rys. 16. Zabezpieczenie wkrętów przed samoczynnym odkręcaniem [10, s. 311]
Śruby dwustronne, oczkowe należy w miejscach osadzenia unieruchamiać sposobami
podanymi na rysunku 17.
Rys. 17. Sposoby unieruchamiania śrub dwustronnych: a) przez zbieżne wyjście gwintu do powierzchni
walcowej śruby, b) przez zastosowanie kołnierza oporowego, c) zastosowanie wcisku na średnicy
podziałowej gwintu, d) za pomocą wstawki spiralnej, e) przez wkręcenie na klej [11, s. 83]
Montaż połączeń wtłaczanych przebiega w trzech fazach:
−
zorientowanie części,
−
wprowadzanie jednej części w drugą i początek wtłaczania,
−
wtłaczanie na zasadniczej długości.
Montaż połączeń wtłaczanych polega na tym, że do jednej z dwóch części, obejmowanej
lub obejmującej, przykłada się siłę poosiową powodującą wciśnięcie jednego elementu
w drugi. Wartość siły wtłaczania potrzebna do montażu połączeń wtłaczanych zależy przede
wszystkim od:
−
wartości wcisku,
−
współczynnika tarcia przy wtłaczaniu,
−
długości wtłaczania.
Wtłaczanie zależnie od rodzaju i wielkości elementów, wykonuje się za pomocą:
−
wbijaków,
−
trzpieni i oprawek montażowych,
−
pras ogólnego przeznaczenia,
−
pras specjalnych, tzn. przystosowanych do montażu określonego zespołu zarówno pod
względem potrzebnej siły do wtłaczania, jak i wymiarów gabarytowych tego zespołu.
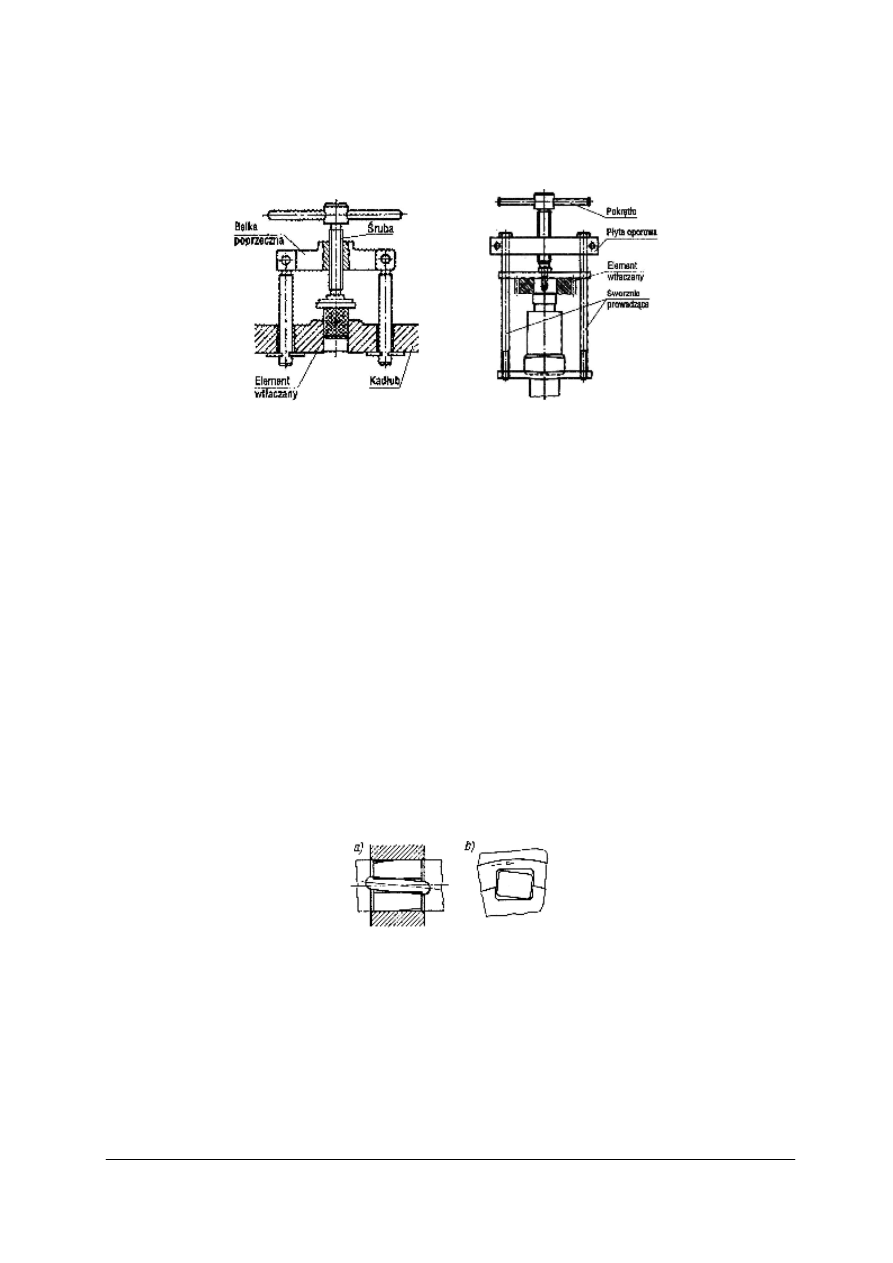
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Drobne elementy można wtłaczać ręcznie używając młotka i odpowiednich podkładek,
czasem z użyciem imadła, wkładając między szczęki łączone elementy i skręcając imadło.
Przykłady przyrządów służących do wtłaczania, np. śrubowe przestawiono na rysunku 18.
Rys. 18. Przyrządy śrubowe do wtłaczania [3, s. 252]
Montaż połączeń skurczowych i rozprężnych
Połączenia skurczowe uzyskuje się przez nagrzanie oprawy i wsunięcie czopa. Po
ostygnięciu i skurczeniu się oprawy powstaje potrzebny docisk.
Połączenia rozprężne otrzymuje się przez oziębianie czopa i wsunięcie w otwór oprawy.
Po wyrównaniu się temperatury między łączonymi częściami wytwarza się docisk
zapewniający skuteczne połączenie. Do najważniejszych czynności podczas wykonywania
połączeń skurczowych i rozprężnych należy określenie temperatury ogrzewania lub
oziębiania przyłączy, oraz wybór urządzeń do realizacji tego procesu.
Montaż połączeń kształtowych
Montaż połączeń wpustowych należy poprzedzić sprawdzeniem prawidłowości
wykonania rowka w czopie i piaście. Następnie osadza się wpust w rowku wału poprzez
lekkie uderzenia młotkiem miedzianym, wykorzystując do tego celu prasy lub specjalne
oprzyrządowanie. Szczególnej staranności wymaga sprawdzenie dokładności przylegania
wpustu do bocznych ścian rowka oraz wysokość wystawania wpustu.
Sprawdzenie dokładności przylegania ma na celu sprawdzenie położenia wpustu
względem osi rowka w czopie, w płaszczyźnie pionowej i poziomej. Zukosowanie lub
zwichrowanie wpustu w rowku, przedstawione na rysunku 19, jest jedną z głównych
przyczyn zgniecenia i zniszczenia wpustu lub rowka.
Rys. 19. Nieprawidłowe osadzenia wpustu: a) zukosowanie wpustu w rowku, b) zwichrowanie wpustu
[4, s. 147]
Należy również sprawdzić wysokość wystawania wpustu poza rowek wału na całej
długości wpustu, aby podczas montażu został zachowany luz w połączeniu z piastą.
W przypadku zastosowania w połączeniu dwóch wpustów przeciwległych sprawdza się
dodatkowo ich wzajemne położenie. Sposób sprawdzania zamontowanych wpustów
przedstawia rysunek 20.
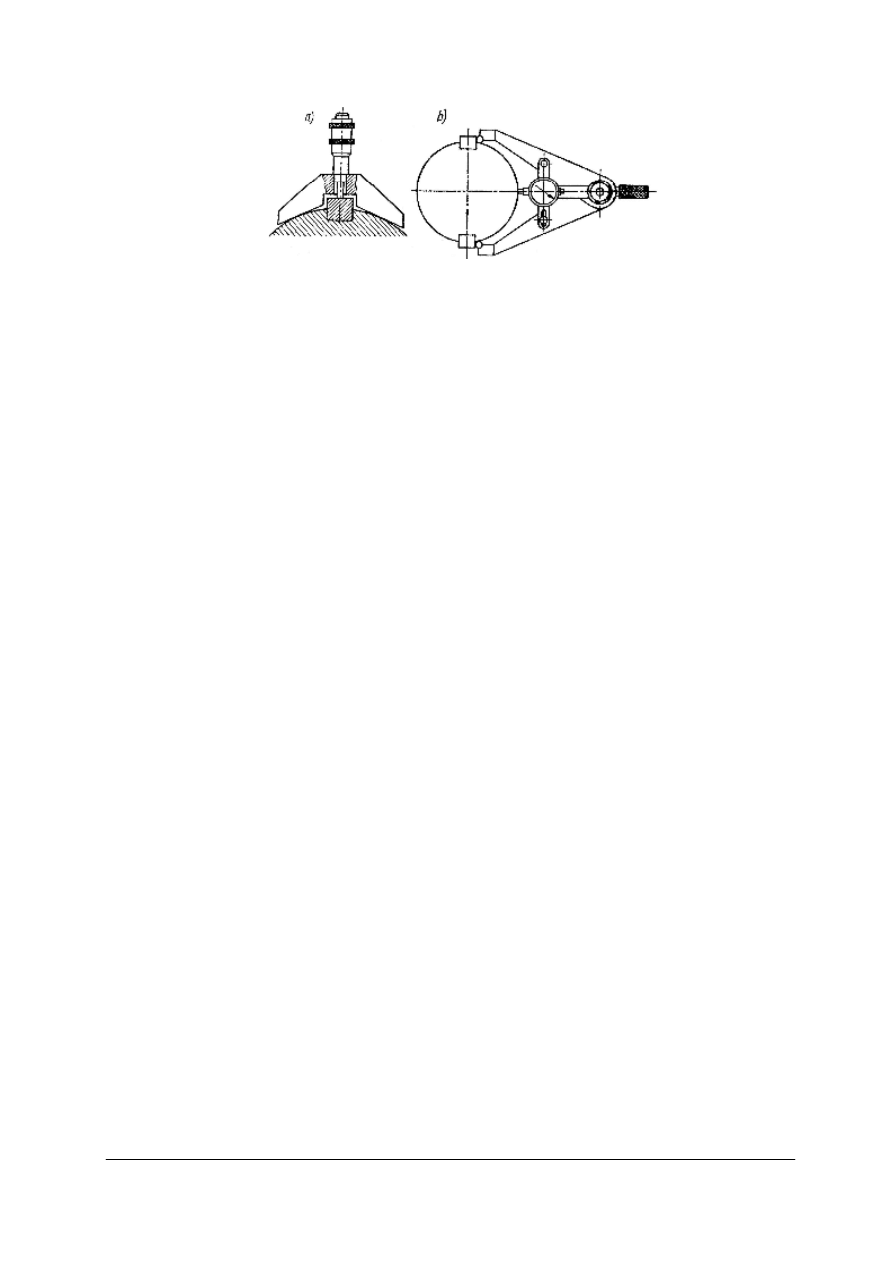
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rys. 20. Sprawdzanie zamontowanych wpustów: a) pomiar za pomocą przyrządu ze śrubą mikrometryczną,
b) sprawdzenie położenia wpustów [4, s. 148]
Wpusty otworowe po osadzeniu w rowku należy zamocować wkrętami. Przy montażu
wpustów czółenkowych należy zwrócić uwagę na to, aby górna powierzchnia wpustu była
równoległa do powierzchni czopa. Montując połączenie wpustowe przesuwne należy
sprawdzić, czy piasta przesuwa się swobodnie wzdłuż osi wałka.
Połączenia wielowypustowe są zaliczane do połączeń ruchowych i podobnie jak
połączenia wpustowe przenoszą moment obrotowy, a ponadto środkują piasty kół na czopach.
Ponadto połączenia te mogą przenosić większe obciążenia, gdyż naciski rozkładają się
równomiernie na wszystkie wypusty.
Przed rozpoczęciem właściwego montażu połączeń wielowypustowych należy wykonać
wiele czynności przygotowawczych, polegających na sprawdzeniu:
−
stanu chropowatości powierzchni wypustów czopa i wypustów piasty, powierzchnie
powinny być czyste bez uszkodzeń, zacięć, głębokich rys i innych uszkodzeń,
−
stan czystości i chropowatości krawędzi, ścięć i zaokrągleń u nasady wypustów, które
powinny być pozbawione zadziorów, zacięć i zagłębień.
Przebieg montażu jest uzależniony od rodzaju połączenia. Połączenia spoczynkowe,
zwłaszcza trudnorozłączne montuje się za pomocą specjalnych przyrządów lub na prasie, przy
ewentualnym wykorzystaniu podgrzewania piasty do temperatury 80÷120
0
C.
Montaż połączeń ruchowych przeprowadza się ręcznie lub przy zastosowaniu lekkich
uderzeń narzędzia ręcznego. Istotną częścią montażu połączeń wielowypustowych są
czynności kontrolne związane przede wszystkim z wzajemnym położeniem zmontowanych
elementów oraz ich współpracą.
Przy montażu połączeń spoczynkowych należy zwrócić uwagę na prostopadłe
zamontowanie piasty względem wału. Przy montażu połączeń ruchowych ponadto należy
zwrócić szczególną uwagę na pasowanie.
Kontrolę wzajemnego położenia elementów przeprowadza się po montażu, sprawdzając
bicie promieniowe i osiowe za pomocą czujników zegarowych – rysunek 21a. W połączeniu
ruchowym oprócz kontroli bicia sprawdza się warunki współpracy – rysunek 21b oraz
kołysanie – rysunek 21c. W prawidłowo zmontowanym zespole element z otworem powinien
dać się przesuwać łatwo, bez zacierania.
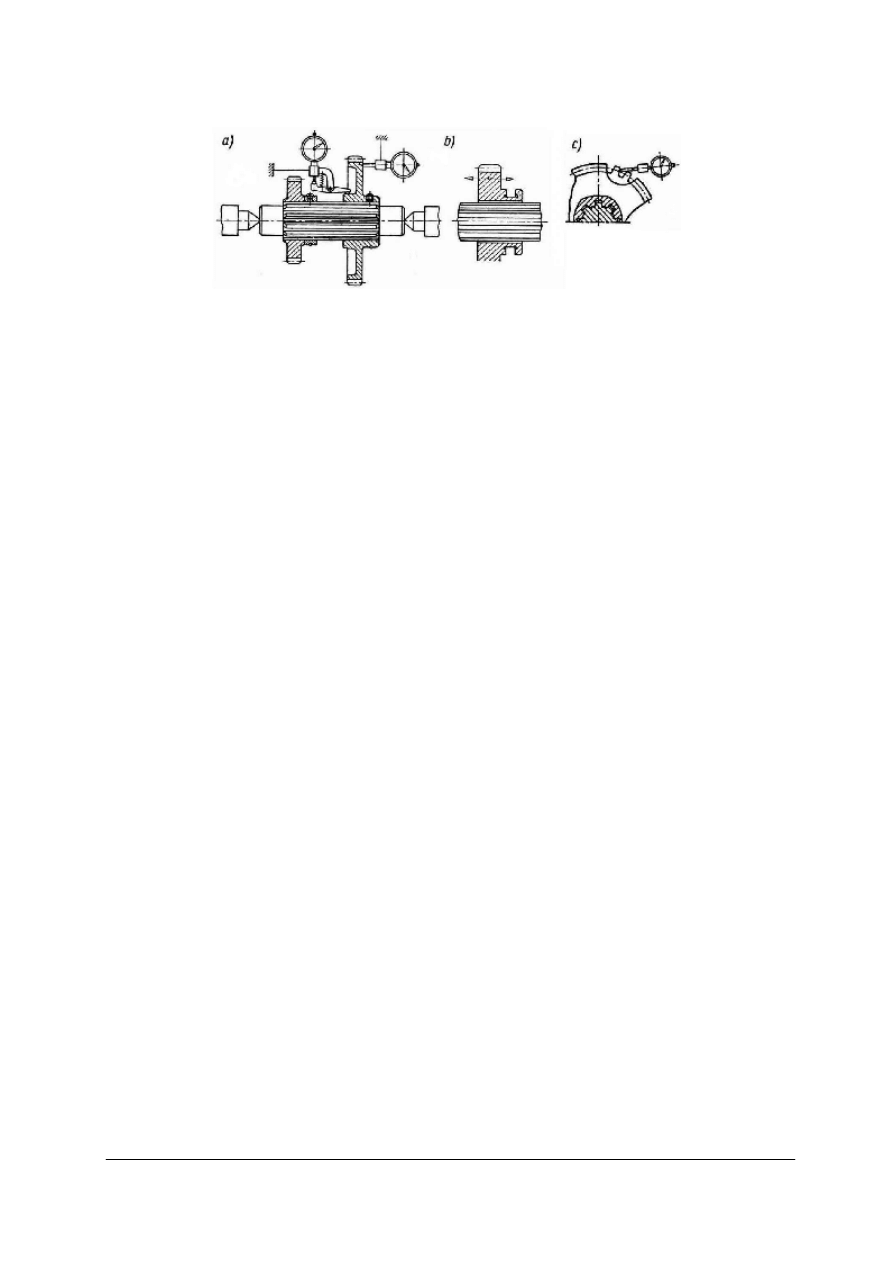
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 21. Sprawdzanie połączenia wielowypustowego: a) bicia promieniowego i osiowego, b) współpracy,
c) kołysania [4, s. 149]
Dopuszczalne wartości odchyłek bicia i kołysania nie powinny przekraczać wartości
dopuszczalnych podanych w warunkach technicznych montażu. Badając współpracę,
szczególną uwagę należy zwrócić na liczbę stykających się wypustów z wpustami otworu.
Największą uwagę podczas montażu połączeń kołkowych należy zwrócić na pasowanie
kołków walcowych. Otwory pod kołki walcowe należy wiercić i rozwiercać wspólnie
w łączonych elementach. Kołki osadza się uderzeniami młotka lub za pomocą prasy. Podczas
montażu kołków z karbami nie ma potrzeby rozwiercania otworów. Osadzenie kołków
kierujących wymaga dużej dokładności wykonania otworu i osadzenia kołka tak, aby
zapewnione było połączenie ruchowe. Niekiedy kołki po zmontowaniu są roznitowywane.
W czasie roznitowywania kołków należy uważać, aby nie uszkodzić łączonych części.
Połączenia sworzniowe są stosowane do połączeń przegubowych. Przenoszą one większe
obciążenia niż połączenia kołkowe oraz zawsze są zabezpieczane przed przesuwaniem się
wzdłuż ich osi za pomocą podkładek, zawleczek, pierścieni i kołków. Połączenia sworzniowe
mogą być połączeniami spoczynkowymi i ruchowymi. Jedną z najważniejszych czynności
w montażu połączeń sworzniowych mających charakter przegubów jest umiejscowienie
sworznia w jednym z elementów przez ciasne pasowanie lub zakołkowanie, przy
jednoczesnym pozostawieniu swobody ruchu w drugim elemencie. W przypadku stosowania
pierścieni Seegera do ustalania położenia sworzni należy stosować specjalne kleszcze, do
pierścieni zewnętrznych lub wewnętrznych.
Przed przystąpieniem do montażu połączeń klinowych należy sprawdzić prawidłowość
wykonania rowka w czopie i piaście. W przypadku rowków klinowych otwartych, po
osadzeniu piasty wbija się klin poprzez uderzenia młotkiem miedzianym. W przypadku
rowków zamkniętych należy najpierw osadzić klin, a następnie osadzać piastę poprzez
uderzenia młotkiem lub za pomocą prasy.
Montaż połączeń podatnych zawsze poprzedza sprawdzanie, czy wymiary i kształt
sprężyny są właściwe oraz czy nie mają pęknięć. W czasie montażu bardziej
odpowiedzialnych mechanizmów warunki techniczne z reguły nakazują dokonanie
sprawdzenia charakterystyki sprężyny. Dane dotyczące charakterystyki sprężyny są wtedy
zawarte w instrukcji montażu lub specjalnych tabelach. Montaż sprężyn jest trudny, ponieważ
najczęściej sprężyny montowane są w stanie odkształconym i trzeba przy ich osadzaniu
pokonać niekiedy znaczne siły.
Montaż połączeń gumowych i gumowo-metalowych
Przed przystąpieniem do montażu należy sprawdzić czy stosowany typ łącznika jest
zgodny z dokumentacją lub instrukcją montażu. W przypadku łączników gumowo-
metalowych należy sprawdzić dodatkowo, czy guma jest dobrze zwulkanizowana z częścią
metalową, a zwłaszcza czy nie ma naderwań. Łączniki płytkowe montuje się za pomocą śrub
lub nakrętek stosując odpowiednie podkładki. W przypadku, gdy śruba jest wkręcana
w łącznik, należy zwracać uwagę na długość śruby.
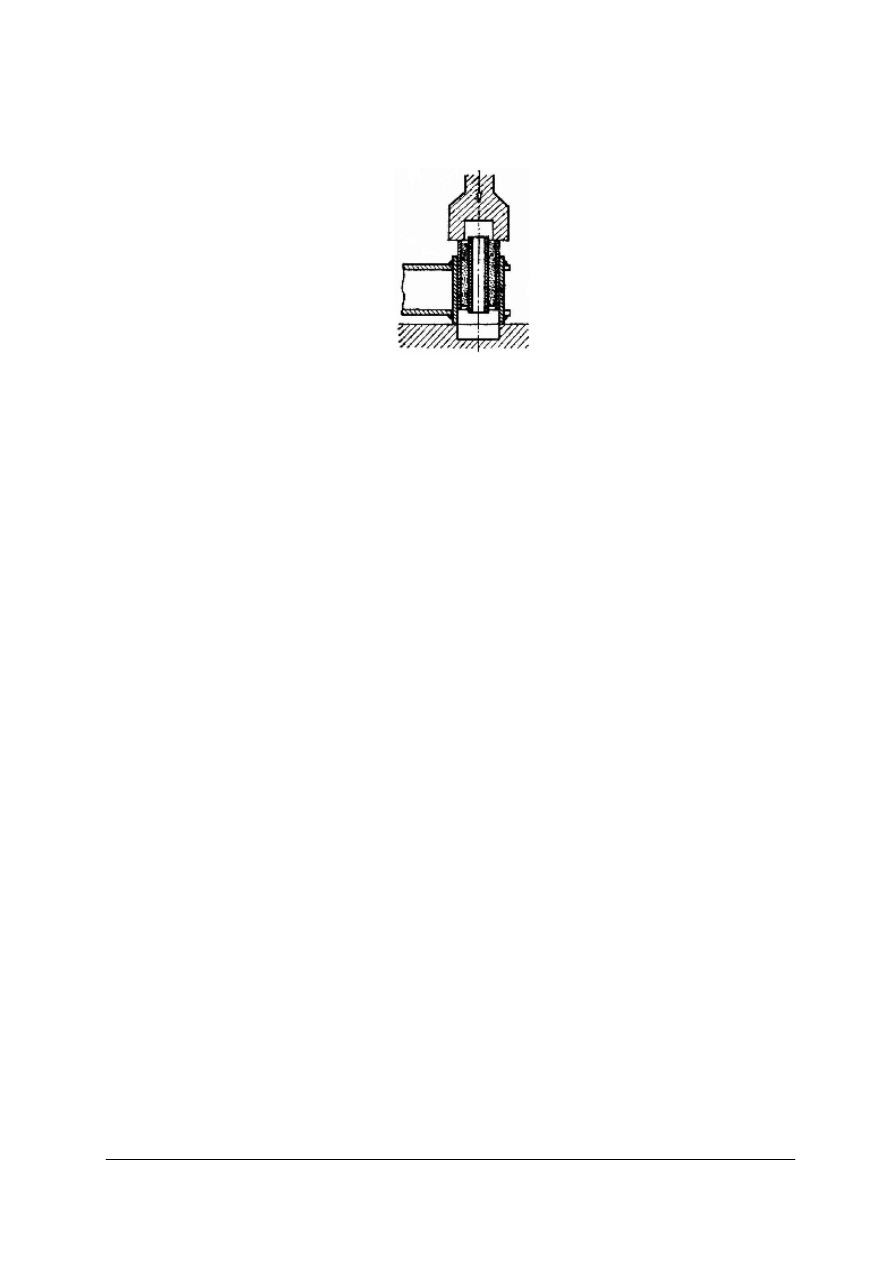
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Tuleje gumowo-metalowe montuje się za pomocą prasy, stosując odpowiednie tuleje, tak
aby nacisk został wywołany tylko na tuleję zewnętrzną łącznika – rysunek 22.
Rys. 22. Montaż tulei gumowo-metalowej [4, s. 167]
Do montażu można także zastosować ściągacz śrubowy, którego konstrukcja gwarantuje
właściwe przyłożenie nacisku do tulejki zewnętrznej łącznika.
Montaż łożysk ślizgowych
Niezawodna
praca
łożysk
ślizgowych
jest
uwarunkowana
prawidłowym
przeprowadzeniem montażu, który wymaga zachowania następujących zasad:
−
zachowania bezwzględnej czystości miejsca montażu oraz jego zabezpieczenia przed
wszelkim kurzem oraz pyłem lub odpryskami metalu pochodzącymi od narzędzi
służących do montażu,
−
powierzchnie osadzeń powinny być pozbawione zadziorów, skaleczeń i brudu,
−
luz między czopem a panewką powinien być utrzymany w granicach tolerancji podanej
na rysunku lub instrukcji montażu,
−
panewki muszą być dobrze dopasowane do czopów, a stopień ich przylegania zależy od
wymaganej dokładności montażu i powinien być określony w instrukcji montażu,
−
panewki nie mogą mieć błędów kształtu takich jak owalność lub stożkowość,
−
otwory olejowe w korpusie i panewce muszą się pokrywać,
−
kształt i rozmieszczenie rowków smarowniczych muszą odpowiadać wymaganiom
rysunkowym,
−
korpusy łożysk powinny być zabezpieczone przed przemieszczaniem się oraz dobrze
dopasowane do panewek w celu zapewnienia dobrego odprowadzania ciepła,
−
łożyska wałków lub osi ułożyskowanych w kilku punktach muszą być tak montowane,
aby zapewniały współosiowość w granicach wymaganej tolerancji,
−
sprawdzenia wymiarów i kształtu miejsc osadzeń.
Montaż łożysk ślizgowych niedzielonych polega na wtłoczeniu tulei łożyskowej
w korpus i zabezpieczeniu jej przed obrotem, a następnie dopasowaniu tulei do czopa przez
rozwiercanie jej rozwiertakiem stałym lub nastawnym. Zakres czynności związany
z wtłoczeniem tulei oraz sposoby ich realizacji zależą od wymiarów tulei i wielkości wcisku
w połączeniu. Wtłaczanie można wykonać na zimno (w temperaturze otoczenia),
z podgrzaniem kadłuba lub oziębieniem samej tulei.
Tulejki powinny być wtłaczane na prasach, w przypadku, gdy to nie jest możliwe,
dopuszcza się wbijanie tulejki młotkiem drewnianym. Tulejki można wtłaczać również za
pomocą specjalnych przyrządów śrubowych. Przykłady wtłaczania tulejek do korpusów
przedstawiają rysunki 23.
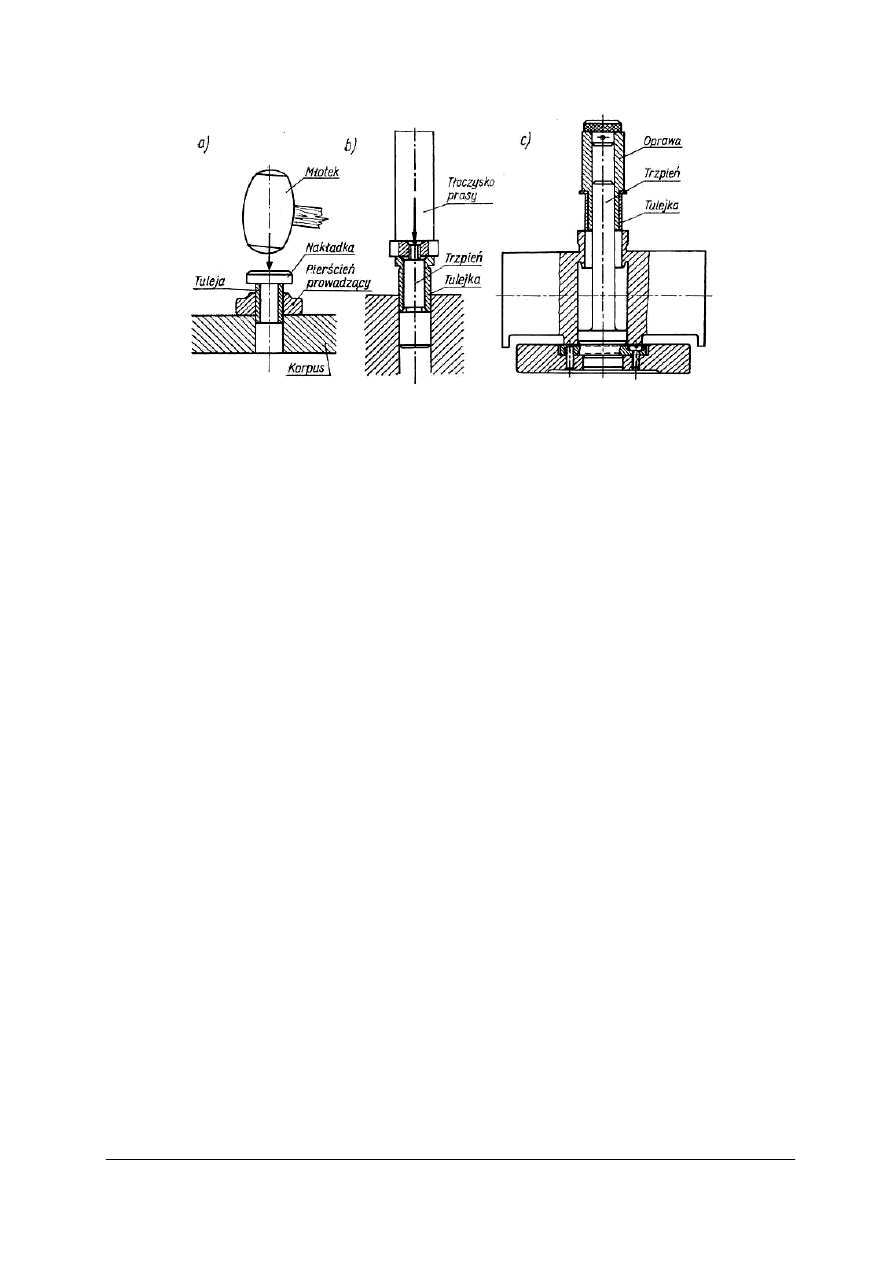
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 23. Wtłaczanie tulejki: a) za pomocą młotka, b) na prasie, c) za pomocą przyrządu [4, s. 202]
Jeżeli rysunek lub instrukcja montażu przewiduje zabezpieczenie tulejki przed
obracaniem się, czynność tę należy wykonać po jej wtłoczeniu. Po wtłoczeniu tulei niezbędne
jest przeprowadzenie operacji kontrolnej, która polega na sprawdzeniu kształtu otworu (tj.
określeniu odchyłek owalności i stożkowatości) oraz położenia osi otworu względem
płaszczyzny czołowej kadłuba i względem osi drugiego otworu (lub otworów), w którym
będzie osadzony czop wału.
Proces montażu łożysk ślizgowych dzielonych zależy od konstrukcji łożyska, a przede
wszystkim od tego czy jest to łożysko cienkościenne, czy grubościenne. Przy zaliczaniu
łożysk do jednej z tych grup należy brać pod uwagę nie bezwzględną wartość grubości
ścianki panwi, lecz wartość stosunku grubości do średnicy zewnętrznej. Dla łożysk
cienkościennych wartość ta zawiera się w granicach 0,025÷0,050, a dla grubościennych
wynosi 0,065÷0,095.
Przed przystąpieniem do montażu panewek należy dokładnie sprawdzić gniazda
w korpusie i pokrywie. Ewentualne zadziory lub nierówności usunąć skrobakiem.
W łożyskach dzielonych, panewki osadza się z niewielkim wciskiem lub ślizgowo. Należy
zwrócić uwagę na przyleganie panewek do gniazda, ponieważ złe przyleganie powoduje
wzrost temperatury panewek, co pogarsza warunki pracy łożyska. Przy montażu należy
zwrócić uwagę na pokrywanie się otworów olejowych w korpusie i panewce.
Przy montażu łożysk z dzielonymi panewkami grubościennymi należy wykonać
następujące podstawowe czynności:
−
ustalić panwie w kadłubie łożyska,
−
zabezpieczyć panwie przed przemieszczaniem,
−
ustalić i zmontować pokrywy kadłuba,
−
dopasować czop do łożyska.
Oprócz tego występują czynności o charakterze kontrolnym, jak sprawdzanie:
dokładności przylegania panwi do powierzchni kadłuba, dokładności kształtu otworu łożyska,
współosiowości otworów smarowych kadłuba i panwi oraz o charakterze pomocniczym, jak
oznaczanie panewek i pokryw przy dopasowaniu, mycie itp.
Trwałość łożysk ślizgowych zależy od prawidłowości ich przylegania do powierzchni
gniazd. Przyjmuje się, że panew pracuje dobrze tylko wtedy, gdy nie mniej niż 85% jej
powierzchni zewnętrznej przylega równomiernie do powierzchni gniazda.
Montaż łożysk tocznych
Niezawodna praca łożysk tocznych jest uwarunkowana prawidłowym przeprowadzeniem
montażu, który wymaga zachowania następujących zasad:
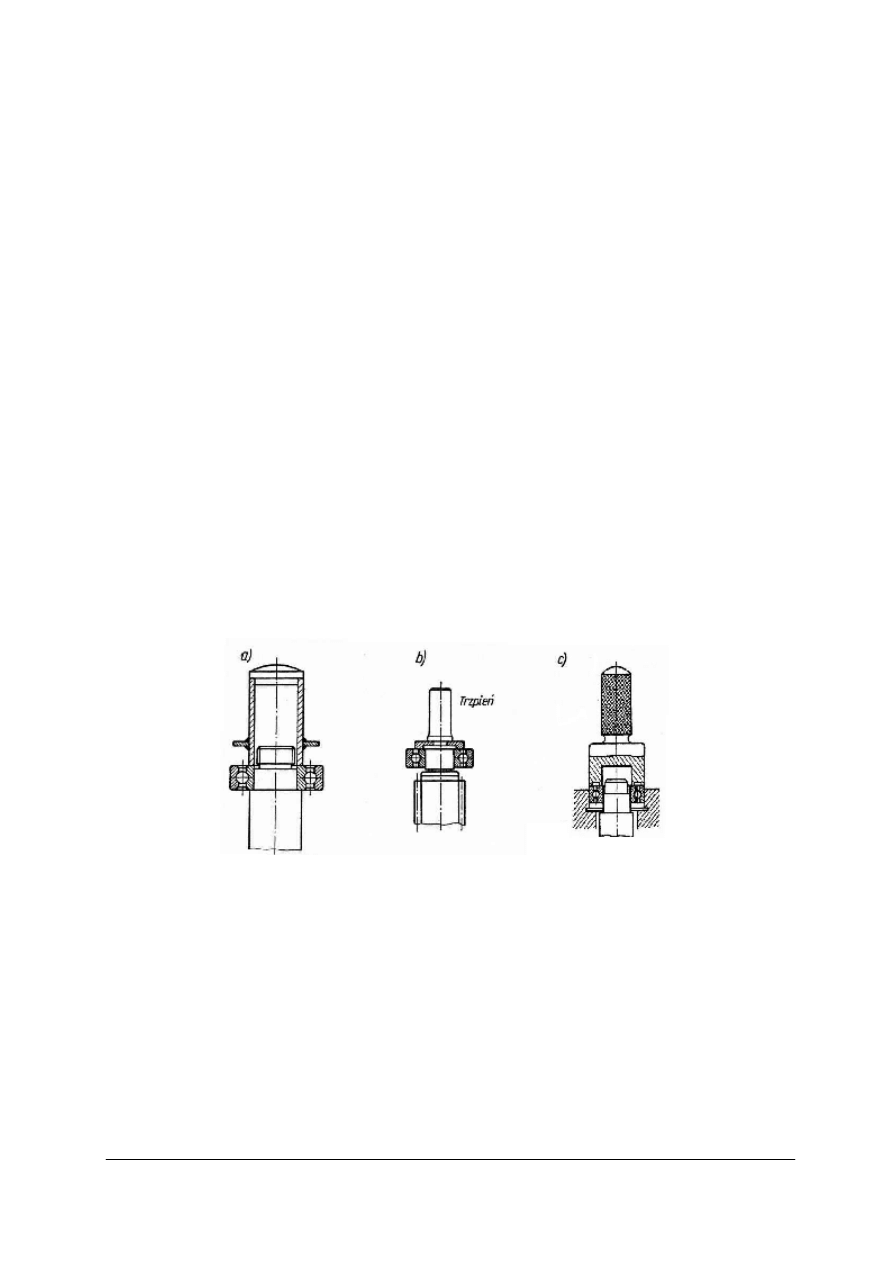
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
−
przyłożenia siły wciskającej do pierścienia osadzonego (niedopuszczalne jest wywieranie
nacisku na jeden pierścień w celu wciśnięcia drugiego),
−
zachowania przewidzianego pasowania, gdyż zbyt duży wcisk może spowodować
zniekształcenie łożyska,
−
w przypadku gdy wałek jest ruchomy, łożysko osadza się na wale ciasno, a w gnieździe
suwliwie,
−
w przypadku gdy wałek jest nieruchomy, a piasta ruchoma, łożysko osadza się ciasno
w gnieździe, a na wale suwliwie,
−
unikania bezpośrednich uderzeń narzędzia o pierścienie, koszyk lub części toczne,
−
osadzanie w pierwszej kolejności pierścienia ciaśniej pasowanego,
−
powierzchnie osadzeń powinny być pozbawione zadziorów, skaleczeń i brudu oraz
powinny być posmarowane olejem maszynowym,
−
zachowania bezwzględnej czystości miejsca montażu oraz jego zabezpieczenia przed
wszelkim kurzem oraz pyłem lub odpryskami metalu pochodzącymi od narzędzi
służących do montażu,
−
sprawdzenia wymiarów i kształtu miejsc osadzeń,
−
przy montażu łożysk wałeczkowych stożkowych zachować właściwy luz wzdłużny,
w tym celu po założeniu łożyska i dociśnięciu go do oporu należy cofnąć nakrętkę
o około 1/8 obrotu, umożliwiając w ten sposób swobodny obrót łożyska,
−
zwrócić uwagę na dokładne uszczelnienie, aby zabezpieczyć łożysko przed
przedostaniem się kurzu i innych zanieczyszczeń oraz wilgoci.
Łożyska toczne montowane są z relatywnie niewielkim pasowaniem ciasnym, przy
pomocy tulei, trzpieni i oprawek montażowych. Montaż łożysk tocznych na wale przedstawia
rysunek 24.
Rys. 24. Przyrządy do montażu łożysk tocznych: a) za pomocą tulei, b) za pomocą trzpienia, c) jednoczesnego
osadzania łożyska na wale i w gnieździe [10, s. 318]
Montaż osi i wałów wymaga przestrzegania następujących zasad:
−
zapewnić właściwe położenie wału lub osi względem innych części maszyny,
−
zachować właściwą, zgodnie ze szczegółowymi warunkami technicznymi, powierzchnię
przylegania czopa wału do panewek,
−
zapewnić właściwe, zgodne z dokumentacją techniczną, luzy promieniowe i poosiowe
przy montażu wałów w łożyskach,
−
zapewnić właściwe pasowanie przy montażu osi nieruchomych.
Montaż wałów może być wykonany w łożyskach tocznych albo w łożyskach ślizgowych.
Podczas montażu należy również ustalić właściwy luz poosiowy wału. Wartość
dopuszczalnych luzów poosiowych zależy od przeznaczenia montowanej konstrukcji
i powinna być określona w instrukcji montażu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Po wykonaniu montażu należy dokonać sprawdzenia polegającego na określeniu
położenia wału względem innych elementów maszyny.
Montaż przekładni zębatych walcowych wymaga przestrzegania następujących zasad:
−
wały lub osie, na których są osadzone koła zębate, muszą być dokładnie równoległe,
−
zachować wymaganą odległość pomiędzy osiami współpracujących kół zębatych (zbyt
mała odległość powoduje zmniejszenie luzów międzyzębnych, co przyczynia się do
szybszego zużycia zębów i łożysk, a za duża odległość wpływa na wzrost luzów
międzyzębnych, co powoduje uderzenia podczas pracy i przyspiesza zużycie zębów),
−
łożyska wałów i osi muszą być prawidłowo zmontowane,
−
osie i wały powinny leżeć w jednej płaszczyźnie,
−
odległość osi wałów, na których są osadzone współpracujące koła zębate, powinna
wynosić połowę sumy średnic podziałowych tych kół.
Montaż przekładni zębatych stożkowych wymaga stosowania następujących zasad:
−
osie kół powinny leżeć w jednej płaszczyźnie i przecinać się w punkcie będącym
wspólnym wierzchołkiem stożków podziałowych obu kół,
−
tworzące stożków podziałowych obu kół współpracujących powinny się zbiegać ze sobą,
−
luzy międzyzębne należy zachować w granicach podanych w instrukcji montażu.
Montaż przekładni ślimakowej wymaga zachowania następujących warunków:
−
oś ślimaka musi być prostopadła do osi ślimacznicy;
−
oś ślimaka musi leżeć w osi symetrii ślimacznicy (koła ślimakowego);
−
odległość pomiędzy osiami kół musi być dokładnie zachowana;
−
wielkość martwego ruchu ślimaka nie może przekraczać przewidzianych granic.
Przed przystąpieniem do montażu należy sprawdzić wzajemne położenie osi otworów
łożyskowych w korpusie. W przekładniach ślimakowych zamiast luzu międzyzębnego
sprawdza się martwy ruch ślimaka, czyli największy kąt obrotu ślimaka, przy którym koło
ślimakowe pozostaje nieruchome. Wielkość martwego ruchu sprawdza się na specjalnym
przyrządzie.
Bardzo ważna podczas montażu gotowego wyrobu jest kontrola międzyoperacyjna.
Podlegają jej poszczególne zespoły przed zmontowaniem, a także współdziałanie zespołów
lub układów po zmontowaniu. W trakcie montażu wykonuje się także regulację
mechanizmów, elementów sterowania itp. Po zmontowaniu całego wyrobu należy napełnić
układ smarowniczy, punkty smarowania i dokonać sprawdzenia działania maszyny lub
urządzenia. Jeśli zachodzi taka potrzeba usuwa się drobne usterki montażu i przekazuje
maszynę do prób i badań.
Badania oraz odbiór maszyn i urządzeń po remoncie
Regulacja i próby zmontowanych maszyn odbywają się według wytycznych zawartych
w warunkach odbioru technicznego (WOT). Warunki odbioru technicznego (WOT)
opracowane są specjalnie i w sposób szczegółowy dla każdego rodzaju i typu produkowanych
maszyn i urządzeń. Oprócz warunków odbioru technicznego, istnieje wiele wymagań
i wytycznych odbioru, wydanych postaci norm międzynarodowych, państwowych lub
branżowych. Wszystkie te dokumenty precyzują szczegółowo sposób odbioru i wymagania
stawiane maszynom i urządzeniom. Odbiór techniczny wykonany zgodnie z warunkami
odbioru technicznego zapewnia dobrą jakość gotowego wyrobu.
Warunki odbioru technicznego powinny zawierać:
−
dokładną nazwę, symbol i typ maszyny lub urządzenia, dla którego zostały opracowane,
−
wykaz norm mających zastosowanie przy odbiorze, łącznie z warunkami odbioru
technicznego,
−
opis techniczny maszyny lub urządzenia,
−
główne dane techniczne charakteryzujące maszynę lub urządzenie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
−
wykaz i wzory protokołów odbioru, kart pomiarów i karty gwarancyjne,
−
dopuszczalne wady odlewów stosowanych w budowie maszyny lub urządzenia,
−
wykaz odpowiedzialnych części wykonanych z materiałów atestowanych i sposób ich
cechowania,
−
wytyczne przygotowania maszyny lub urządzenia do badań odbiorczych,
−
określenie miejsca odbioru i rodzaju odbioru,
−
określenie rodzajów i zakresu badań odbiorczych,
−
wykaz i charakterystykę przyrządów i urządzeń stosowanych do przeprowadzania badań,
−
zakres wymagań technicznych stawianych maszynie lub urządzeniu oraz dopuszczalne
odchyłki od założonych danych,
−
wytyczne sprawdzania wyglądu zewnętrznego, wytyczne sprawdzania elementów
sterowania i obsługi,
−
wytyczne sprawdzania maszyny lub urządzenia nie obciążonego, czyli na biegu luzem,
−
wytyczne sprawdzania maszyny przy pełnym obciążeniu,
−
wytyczne sprawdzania wydajności,
−
wytyczne sprawdzania przeciążenia,
−
wytyczne sprawdzania poziomu hałaśliwości pracy,
−
wytyczne sprawdzania dokładności,
−
wytyczne sprawdzania szczelności układów ciśnieniowych,
−
wytyczne sprawdzania wyposażenia dodatkowego,
−
wytyczne konserwacji, opakowania i transportu,
−
wykaz dokumentacji, którą producent jest zobowiązany dostarczyć łącznie z wyrobem,
dokumentację tę stanowią przeważnie:
−
protokół potwierdzający wykonanie wyrobu zgodnie z warunkami odbioru
technicznego,
−
karty prób i badań,
−
dokumentacja techniczno – ruchowa,
−
instrukcja obsługi maszyny lub urządzenia,
−
karta gwarancyjna.
Odbiór techniczny rozpoczyna się od kontroli wyglądu zewnętrznego maszyny, podczas
którego ocenia się wizualnie stan powierzchni poszczególnych elementów, jakość wykonania
powłok malarskich, prawidłowość zabezpieczenia poszczególnych śrub i nakrętek i założenia
tabliczek informacyjnych oraz znamionowych, prawidłowość wykonania podziałek i napisów,
łatwość przesuwania dźwigni, korb i kółek do sterowania ręcznego, oznaczenie miejsc
smarowania. Kolejną czynnością jest sprawdzenie stanu zabezpieczenia maszyny lub
urządzenia przed wypadkami, a więc czy zamontowane są osłony na wszystkich
zewnętrznych elementach napędowych i zabezpieczenia przed porażeniem prądem
elektrycznym. Następnie dokonuje się pomiaru oporności uziemienia ochronnego i sprawdza
skuteczność działania zerowania i działania wyłączników ochronnych.
Następnie sprawdza się dokładność geometryczną maszyny lub urządzenia na podstawie
WOT lub norm.
Przed przystąpieniem do sprawdzania dokładności należy ustawić maszynę na
fundamencie i dokładnie wypoziomować. Dla większości maszyn i urządzeń są opracowane
szczegółowe normy sprawdzania dokładności. Normy te określają dopuszczalne odchyłki
wymiarowe wzajemnego położenia poszczególnych części lub zespołów i podają wytyczne
sprawdzania i dokonywania pomiarów dokładności geometrycznej maszyny lub urządzenia.
Normy określają również rodzaj i dokładność przyrządów pomiarowych stosowanych
podczas wykonywania poszczególnych pomiarów. WOT lub normy ustalają także bazę do

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
sprawdzania dokładności. Może być nią powierzchnia, płaszczyzna lub oś, w zależności od
sprawdzanego zespołu maszyny lub urządzenia.
Dla każdej maszyny lub urządzenia WOT lub normy określają liczę pomiarów, które
należy wykonać, sprawdzając dokładność geometryczną.
Badanie maszyn i urządzeń bez obciążenia, czyli na biegu luzem, ma na celu sprawdzenie
prawidłowości działania poszczególnych mechanizmów i ich współdziałania, a także wstępne
dotarcie współpracujących części. WOT określają zakres sprawdzania maszyny lub
urządzenia na biegu luzem, w zależności od konstrukcji maszyny, jej rodzaju i przeznaczenia.
Badanie obrabiarek bez obciążenia polega miedzy innymi na sprawdzeniu prawidłowości
działania układu smarowania, szczelności układu smarowania, nagrzewania się łożysk,
szczelności układu hydraulicznego.
Badanie maszyn i urządzeń pod obciążeniem ma na celu określenie rzeczywistej
charakterystyki eksploatacyjnej np. sprawdzenie rzeczywistej mocy użytecznej, wydajności,
dokładności pracy.
Po dokonaniu prób, badań i pomiarów przewidzianych w WOT, następuje odbiór ostateczny.
Podstawą tego odbioru jest dodatni wynik wszystkich pomiarów, badań i prób uwidoczniony
w kartach pomiarów i protokołach badań. Protokół odbioru ostatecznego wraz z kartami
pomiarów i badań oraz świadectwami kontroli technicznej zostaje przekazany użytkownikowi
maszyny lub urządzenia wraz z kartą gwarancyjną.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Od czego uzależniona jest kolejność czynności montażowych?
2. Co nazywamy demontażem?
3. Na czym polega weryfikacja?
4. Na czym polega naprawa?
5. Na czym polega przeprowadzanie prób po naprawie?
6. Od czego uzależniony jest dobór narzędzi i przyrządów do naprawy?
7. W jakim celu oznacza się elementy demontowane?
4.3.3. Ćwiczenia
Ćwiczenie 1
Na podstawie dokumentacji technicznej otrzymanej od nauczyciela ustal przebieg
montażu zespołu maszyny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować dokumentację otrzymaną od nauczyciela,
2) korzystać z pytań prowadzących zawartych w przewodnim tekście,
3) ustalić elementy zespołu maszyny i charakter współpracy,
4) zaplanować operacje montażowe i ustalić ich kolejność,
5) dobrać narzędzia i przyrządy robocze oraz kontrolno-pomiarowe zgodnie z wymaganiami
dokumentacji,
6) zapisać przebieg montażu zespołu maszyny,
7) zaprezentować efekty swojej pracy,
8) dokonać oceny poprawności wykonania ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna,
−
instrukcja tekstu przewodniego,
−
formularz do ćwiczenia,
−
przybory do pisania,
−
literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj demontażu i weryfikacji części mechanizmu urządzenia odlewniczego
przeznaczonego do remontu wskazanego przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zastosować przepisy bhp wynikające z instrukcji na stanowisku demontażowym,
2) dokonać analizy dokumentacji technicznej dołączonej do ćwiczenia,
3) dokonać analizy konstrukcji mechanizmu,
4) dokonać oględzin otrzymanego mechanizmu urządzenia odlewniczego,
5) przygotować urządzenie do demontażu,
6) oczyścić elementy,
7) ustalić współzależność działania elementów urządzenia,
8) oznaczyć położenie części demontowanych,
9) ustalić kolejność czynności podczas demontażu,
10) dobrać narzędzia do demontażu zgodnie z wymaganiami dokumentacji technicznej,
11) dokonać demontażu,
12) dokonać weryfikacji zdemontowanych części,
13) zaprezentować efekty swojej pracy,
14) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna mechanizmu,
−
stół montażowy,
−
środki czyszczące, w tym czyściwo,
−
narzędzia i przyrządy do demontażu,
−
mechanizm urządzenia odlewniczego,
−
literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj naprawę prowadnic maszyny formującej wykorzystując operację skrobania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zastosować przepisy bhp wynikające z instrukcji na stanowisku remontowym,
2) ustalić wstępny program naprawy na podstawie wyników obserwacji oraz badań
diagnostycznych,
3) dobrać narzędzia, materiały i przyrządy do wykonania naprawy,
4) oczyścić naprawiane powierzchnie,
5) sprawdzić stan powierzchni prowadnic,
6) zorganizować stanowisko pracy do wykonania ćwiczenia,
7) skrobać powierzchnie prowadnic do uzyskania żądanej dokładności,
8) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna maszyny formującej,
−
stanowisko remontowe,
−
zespół remontowany,
−
środki czyszczące,
−
narzędzia i przyrządy pomiarowe,
−
skrobaki,
−
literatura z rozdziału 6.
Ćwiczenie 4
Dokonaj próby urządzenia odlewniczego wskazanego przez nauczyciela, które uprzednio
przeszło naprawę średnią.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zastosować przepisy bhp wynikające z instrukcji na stanowisku remontowym,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przeanalizować zakres dokonanej naprawy,
4) opracować plan wykonania prób i regulacji,
5) dobrać narzędzia, materiały i przyrządy do wykonania prób i ewentualnych regulacji,
6) wykonać zaplanowane próby i regulacje,
7) wypełnić karty prób i badań,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
urządzenie po naprawie,
−
instrukcja i formularze do ćwiczeń,
−
dokumentacja techniczna,
−
narzędzia i przyrządy do regulacji, pomiarów i prób,
−
warunki odbioru technicznego (WOT) urządzenia,
−
literatura z rozdziału 6.
Ćwiczenie 5
Dokonaj wymiany wpustów pryzmatycznych w przekładni zębatej walcowej. W celu
wymiany wpustów dokonaj demontażu przekładni mechanicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zastosować przepisy bhp wynikające z instrukcji na stanowisku montażowym,
2) dokonać analizy dokumentacji technicznej przekładni mechanicznej,
3) oczyścić łączone elementy,
4) ustalić kolejność czynności podczas demontażu,
5) dobrać narzędzia do demontażu i montażu oraz przyrządy kontrolne,
6) wykonać demontaż przekładni zębatej, w tym połączenia wpustowego,
7) dokonać oględzin demontowanych elementów połączenia wpustowego,
8) sprawdzić wymiary łączonych elementów, w tym stan ich powierzchni,
9) pobrać nowe łączniki do wykonania połączenia wpustowego,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
10) ustalić kolejność czynności podczas montażu,
11) dokonać montażu przekładni zębatej, w tym połączenia wpustowego, w którym
dokonano wymiany wpustów i elementów mocujących,
12) dokonać oceny poprawności wykonanego ćwiczenia,
Wyposażenie stanowiska pracy:
−
stół montażowy,
−
środki czyszczące, w tym czyściwo,
−
narzędzia i przyrządy do demontażu i montażu,
−
narzędzia, przyrządy kontrolno-pomiarowe dostosowane do wymagań dokumentacji
technicznej,
−
zespół przekładni zębatej,
−
łączniki połączenia wpustowego,
−
literatura z rozdziału 6.
Ćwiczenie 6
Wykonaj codzienne czynności sprawdzające przed rozpoczęciem pracy wózka
jezdniowego napędzanego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zastosować przepisy bhp wynikające z instrukcji obsługi codziennej wózka jezdniowego,
2) dokonać analizy dokumentacji techniczno-ruchowej wózka,
3) określić zakres czynności obsługi technicznej,
4) ustalić kolejne czynności obsługi codziennej,
5) dokonać oceny wzrokowej ogólnego stanu wózka,
6) sprawdzić stan akumulatorów, hamulców, układu kierowniczego, ogumienia, elementów
sygnalizacyjnych,
7) sprawdzić poziom materiałów eksploatacyjnych,
8) sprawdzić osprzęt roboczy,
9) przeprowadzić smarowanie zgodnie z DTR wózka,
10) usunąć ewentualne usterki i uzupełnić materiały eksploatacyjne,
11) dokonać oceny poprawności wykonanego ćwiczenia,
Wyposażenie stanowiska pracy:
−
wózek jezdniowy napędzany,
−
narzędzia i przyrządy do usunięcia ewentualnych usterek,
−
materiały eksploatacyjne do uzupełnienia,
−
dokumentacja DTR wózka,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Ćwiczenie 7
Dokonaj obserwacji prac związanych z remontem i uruchomieniem po naprawie pieca do
topienia. Zapisz w formie schematu blokowego kolejność wykonywanych czynności oraz
wypisz narzędzia i przyrządy stosowane na poszczególnych etapach procesu remontowego
i uruchomiania pieca.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zastosować przepisy bhp obowiązujące w odlewni,
2) zapoznać się z dokumentacją techniczną remontowanego pieca,
3) prześledzić pracę pracowników dokonujących kolejno remontu i uruchomienia pieca,
4) zapisać kolejne czynności remontu i uruchomienia pieca, przedstawiając je w postaci
schematu blokowego,
5) uzupełnić schemat o wykaz maszyn i urządzeń zaobserwowanych w procesie
remontowym i uruchomienia pieca,
6) dokonać oceny poprawności wykonanego ćwiczenia, sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
piec do topienia,
−
dokumentacja techniczna obserwowanego pieca,
−
papier format A3,
−
przybory do pisania,
−
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) ustalić przebieg montażu na podstawie dokumentacji technicznej?
o
o
2) scharakteryzować podstawowe operacje montażowe?
o
o
3) określić kolejność wykonywania czynności montażowych?
o
o
4) dobrać narzędzia i przyrządy do montażu wskazanej maszyny lub
urządzenia?
o
o
5) wykonać montaż typowych części maszyn?
o
o
6) scharakteryzować demontaż?
o
o
7) wykonać demontaż typowych części maszyn?
o
o
8) wykonać drobną naprawę maszyny lub urządzenia?
o
o
9) przeprowadzić regulację podstawowych zespołów maszyn i urządzeń?
o
o
10) przeprowadzić weryfikację zdemontowanych części?
o
o
11) wykonać wymianę drobnych części maszyn i urządzeń?
o
o
12) przeprowadzić próby po naprawie zgodnie z wymaganiami dokumentacji
techniczno-ruchowej?
o
o
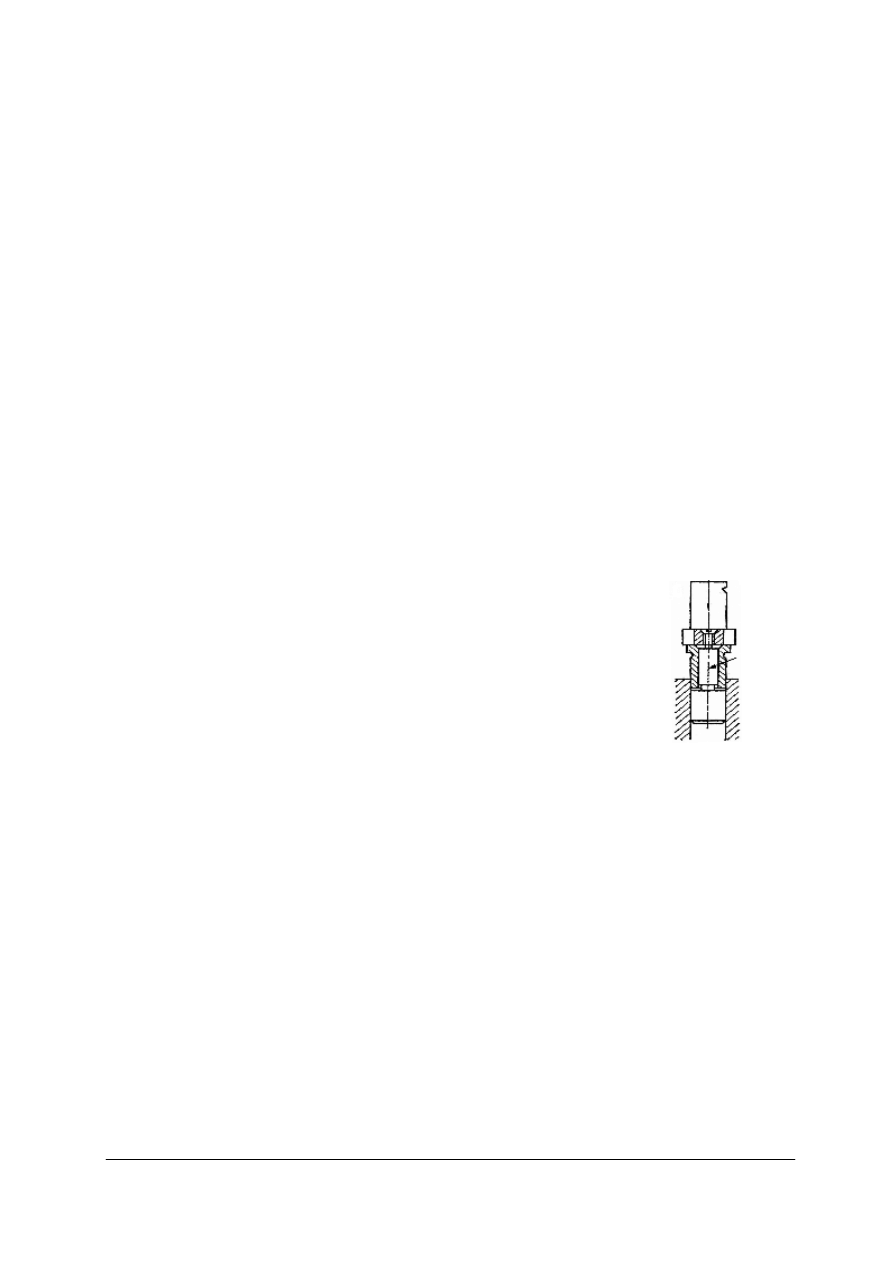
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 50 min.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Zadaniem elementu oznaczonego strzałką na rysunku podczas montażu połączenia
wtłaczanego jest
a) zapewnienie prawidłowego osiowania łączonych elementów.
b) zabezpieczenie tulei przed wypadnięciem w trakcie wtłaczania.
c) wyrównanie nierówności w otworze.
d) zapobieganie wypływowi oleju smarującego podczas wtłaczania.
2. Do obowiązków operatora wózka należą czynności, które
a) wytwórca wózka określił w dokumentacji techniczno-ruchowej.
b) uzna za stosowne do wykonania.
c) występują w instrukcji bhp.
d) polecono mu do wykonania na instruktażu stanowiskowym.
3. Prawidłowość działania maszyny ocenia się na podstawie
a) charakterystyki roboczej.
b) karty maszynowej.
c) karty instrukcyjnej.
d) instrukcji smarowania.
4. Na wybór sposobu regeneracji ma wpływ
a) przyczepność warstwy regeneracyjnej do podłoża.
b) rodzaj elementu.
c) zjawisko cieplne towarzyszące tarciu.
d) częstotliwość remontów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
5. Użytkowanie to etap eksploatacji, który dotyczy wykorzystania obiektu technicznego
a) w zależności od potrzeb.
b) zgodnie z jego przeznaczeniem.
c) tylko w dowolnej chwili.
d) do realizacji dowolnego projektu.
6. Diagnozowanie to ustalenie stanu obiektu technicznego
a) przed badaniem.
b) po badaniu.
c) w celu ustalenia jego przeznaczenia.
d) w chwili, w której jest wykonywane jego badanie diagnostyczne.
7. Przed przystąpieniem do montażu połączeń gumowo-metalowych należy sprawdzić
a) zdolność tłumienia drgań wszystkich elementów.
b) charakterystykę najbardziej obciążonego elementu.
c) odporność elementów na zmęczenie.
d) zwulkanizowanie gumy z częścią metalowa.
8. Niszczeniem zmęczeniowym materiału nazywa się zmiany
a) występujące podczas działania okresowo zmiennych odkształceń lub naprężeń.
b) występujące podczas ciągłego działania naprężeń.
c) występujące podczas ciągłego powstawania odkształceń.
d) podczas, których w sposób ciągły następuje niszczenie struktury.
9. Przy smarowaniu centralnym
a) punkty smarne są usytuowane centralnie w urządzeniach.
b) wiele punktów smarnych jest zasilanych ze wspólnego zbiornika.
c) punkty smarne obsługuje jeden pracownik.
d) wszystkie maszyny są smarowane jednocześnie.
10. Przyleganie czopów do panewek grubościennych łożysk ślizgowych po ich osadzeniu
w korpusie na pewnym etapie montażu jednostkowego jest sprawdzane
a) metodą „na tusz”.
b) szczelinomierzem.
c) w celu ustalenia właściwego luzu.
d) liniałem kontrolnym.
11. Obsługiwanie to czynności wykonywane między etapami użytkowania maszyny
a) i dotyczące tylko przeglądów technicznych.
b) w celu przywrócenia jej pierwotnego stanu technicznego.
c) oraz bieżąca kontrola jej stanu technicznego.
d) w celu obsługi maszyn w czasie pracy.
12. Stan techniczny obiektu określony pojęciem „stan zdatności” oznacza, że maszyna lub
urządzenie
a) nie może wykonywać założonych działań.
b) jest przeznaczone do naprawy.
c) działa poprawnie.
d) podlega obsłudze gwarancyjnej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
13. Oleje nisko krzepnące stosuje się do smarowania
maszyn i urządzeń pracujących
a) w niskich temperaturach.
b) w wysokich temperaturach.
c) w średnich temperaturach.
d) przy dużych obciążeniach.
14. Montaż mechanizmu mimośrodowego w maszynie należy rozpocząć od
a) sprawdzenia luzów w mających współpracować ze sobą członach.
b) sprawdzenia równoległości osi obrotu z osią geometryczną.
c) ustalenia wartości mimośrodu.
d) oznaczenia współpracujących elementów.
15. Remont średni ma zakres
a) taki sam jak przegląd techniczny.
b) większy niż naprawa bieżąca.
c) mniejszy niż remont bieżący.
d) mniejszy niż przegląd techniczny.
16. Podczas badania sprężarki pod obciążeniem osłuchuje się ją stetoskopem w celu
sprawdzenia
a) temperatury powietrza w zbiorniku.
b) temperatury oleju w kadłubie.
c) czasu napełniania zbiornika powietrzem.
d) czy nie występują stuki.
17. Korozja naprężeniowa jest wynikiem jednoczesnego działania
a) statycznych naprężeń rozciągających oraz środowiska.
b) statycznych naprężeń ściskających i rozciągających.
c) dynamicznych naprężeń ściskających i rozciągających.
d) dynamicznych naprężeń rozciągających oraz środowiska.
18. Smarownice są urządzeniami, które
a) automatycznie smarują części.
b) po ręcznym napełnieniu smarem lub olejem samoczynnie zasilają nim
współpracujące części.
c) samoczynnie pobierają środek smarny.
d) sygnalizują brak środka smarnego między częściami.
19. Prognozowanie stanów obiektu polega na
a) wyznaczaniu stanów przyszłych.
b) wyznaczaniu stanów bieżących.
c) ustalaniu części do remontu.
d) ustalaniu części do wymiany.
20. O skuteczności montażu połączeń skurczowych decyduje
a) temperatura
schłodzenia
elementu
obejmującego
i
nagrzania
elementu
obejmowanego.
b) tylko wartość wcisku występującego w temperaturze otoczenia pomiędzy łączonymi
elementami.
c) temperatura i równomierność nagrzania oprawy, w zależności od wartości wcisku.
d) wartość siły potrzebnej do wykonania połączenia.
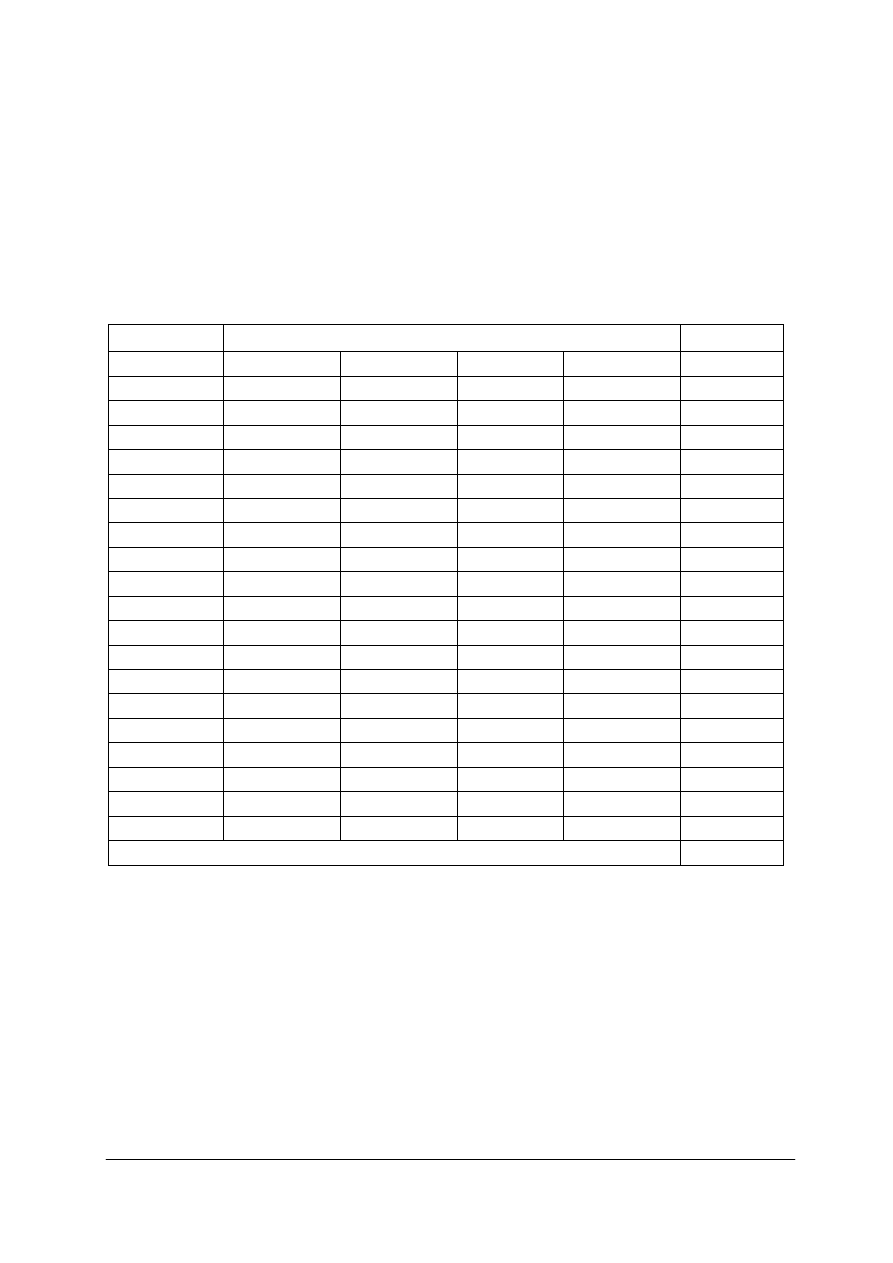
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Użytkowanie i obsługiwanie maszyn i urządzeń
Zakreśl poprawną odpowiedź.
Nr zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
6. LITERATURA
1. Bartosiewicz J.: Obróbka i montaż części maszyn. Poradnik. WSiP, Warszawa 1985
2. Błaszkowski K., Fic M.: Maszyny i urządzenia. Maszyny formierskie i urządzenia
odlewnicze. WSiP, Warszawa 1979
3. Dretkiewicz-Więch J.: Technologia mechaniczna. Techniki wytwarzania. WSiP,
Warszawa 2000
4. Górecki A., Grzegórski Z.: Montaż, naprawa i eksploatacja maszyn i urządzeń
przemysłowych. WSiP, Warszawa 1998
5. Legutko S.: Podstawy eksploatacji maszyn i urządzeń. WSiP, Warszawa 2004
6. Podrzucki Cz., Szopa J.: Piece i urządzenia metalurgiczne stosowane w odlewnictwie.
Wydawnictwo Śląsk, Katowice 1982
7. Praca zbiorowa: Podstawy eksploatacji obiektów technicznych. MCNEMT, Radom 1990
8. Praca zbiorowa: Mały poradnik mechanika. Tom I i II. WNT, Warszawa 1999
9. Praca zbiorowa: Poradnik inżyniera. Odlewnictwo Tom I i II. WNT, Warszawa 1986
10. Solis H., Lenart T.: Technologia i eksploatacja maszyn. WSiP, Warszawa 1982
11. Wrotkowski J., Paszkowski B., Wojdak J.: Remont maszyn. WNT, Warszawa 1987
Czasopisma:
–
Przegląd Odlewnictwa
–
Odlewnictwo - nauka i praktyka
–
Utrzymanie ruchu
–
Mechanik
–
Przegląd Mechaniczny
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen odlewniczych 812[03] z1 02 u
operator maszyn i urzadzen odlewniczych 812[03] z1 02 u
operator maszyn i urzadzen odlewniczych 812[03] z1 02 n
operator maszyn i urzadzen odlewniczych 812[03] z1 02 n
operator maszyn i urzadzen odlewniczych 812[03] z2 02 u
operator maszyn i urzadzen odlewniczych 812[03] z2 02 n
operator maszyn i urzadzen odlewniczych 812[03] z1 01 n
operator maszyn i urzadzen odlewniczych 812[03] o1 02 u
operator maszyn i urzadzen odlewniczych 812[03] o1 02 n
operator maszyn i urzadzen odlewniczych 812[03] z1 01 u
operator maszyn i urzadzen odlewniczych 812[03] o1 02 n
operator maszyn i urzadzen odlewniczych 812[03] z2 02 u
operator maszyn i urzadzen odlewniczych 812[03] z1 01 n
operator maszyn i urzadzen odlewniczych 812[03] z1 01 n
operator maszyn i urzadzen odlewniczych 812[03] z2 05 n
operator maszyn i urzadzen odlewniczych 812[03] o1 01 u
więcej podobnych podstron