Wprowadzenie
Poniższe opracowanie zawiera podstawowe obliczenia dotyczące systemu pracy gniazda potokowego, do których zalicza się:
-program produkcji
-wielkość partii obróbczych
-liczbę i rozmieszczenie stanowisk roboczych
-ilość niezbędnych pracowników produkcyjnych
-długość cykli produkcyjnych
Gniazdo w którym wykonywane są podobne przedmioty przez różne technologie jest jedną z podstawowych form organizacji produkcji, która ma następujące cechy:
-nawracanie do poprzednio już wykorzystanych stanowisk pracy
-zmiany kierunku przebiegu
-drogi przebiegu produktów przecinają się wzajemnie w drodze międzyoperacyjnej
-poszczególne detale składają się na obciążenie stanowiska roboczego
-najczęściej stosowany przebieg detali: szeregowy, szeregowo-równoległy
Forma potokowa spełnia następujące warunki:
-operacje są przyporządkowane do poszczególnych stanowisk
-kolejność wykonywania operacji na każdym stanowisku jest normatywnie określana i powtarza się rytmicznie
-sterowanie przebiegiem produkcji odbywa się w oparciu o wzorzec na przykład: harmonogram, takt produkcji
Przeprowadzenie selekcji części i dobór asortymentu gniazda
Dokumentacja technologiczna oraz szkice gabarytowe części
(patrz dodatki)
Obliczenia wstępne
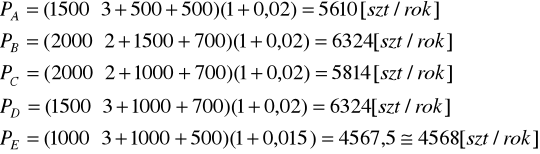
Obliczenie rocznego programu produkcji poszczególnych części według wzoru:

Gdzie:
Pfi- program produkcji wyrobów finalnych
Pk- program produkcji wyrobów na rzecz kooperacji
Pz- program produkcji wyrobów zamiennych
di- współczynnik powtarzalności części w wyrobie
b- współczynnik braków
ag- liczba asortymentu wyrobu gotowego
Po podstawieniu odpowiednich danych otrzymano:
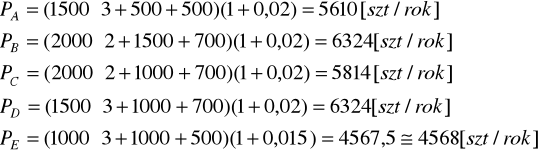
Wyliczone wartości zostały przedstawione w poniższej tabeli:
|
Nr. rys. części |
Nazwa części |
Pf (szt/rok) |
di (szt/wyr) |
Pk (szt/rok) |
Pz (szt/rok) |
B % |
Pczi (szt/rok) |
1 |
E/35/1/77 |
Tuleja |
1500 |
3 |
500 |
500 |
2 |
5610 |
2 |
A/35/4/73 |
Pokrywa |
2000 |
2 |
1500 |
700 |
2 |
6324 |
3 |
B/35/3/76 |
Tarcza |
2000 |
2 |
1000 |
700 |
2 |
5814 |
4 |
D/35/2/75 |
Nakrętka |
1500 |
3 |
1000 |
700 |
2 |
6324 |
5 |
C/35/6/74 |
Pokrywka |
1000 |
3 |
1000 |
500 |
1,5 |
4568 |
Ustalenie i identyfikacja technologii
(patrz dodatki numer 1)
Opracowanie kart technologicznych
(patrz dodatki numer 2)
Dodatek numer 1
Lp. |
Nazwa części |
RVL-60 |
TUD-50 |
RS1Z |
PS1Z |
SlxS |
ZFC-20 |
RVL-63 |
FDA-16 |
m |
mr |
A |
Tuleja |
10 |
20 |
30 |
40 |
50 |
70 |
- |
- |
6 |
6 |
B |
Pokrywa przednia |
- |
10,20 |
30 |
- |
40,70 |
60 |
- |
- |
6 |
4 |
C |
Tarcza ślizgu |
- |
20 |
30,40 |
- |
50 |
70 |
10 |
- |
6 |
5 |
D |
Nakrętka |
10 |
20 |
40,50 |
- |
60 |
80 |
- |
- |
6 |
5 |
E |
Pokrywka |
- |
20 |
30 |
- |
60 |
40 |
10 |
50 |
6 |
6 |
Suma |
30 |
26 |
|||||||||
Oznaczenia:
m- ilość operacji
mr- liczba operacji rodzajowych
Dodatek numer 2
Lp. |
Nazwa części |
RVL-60 |
TUD-50 |
RS1Z |
PS1Z |
SlxS |
ZFC-20 |
RVL-63 |
FDA-16 |
Σtpz |
Σtj |
||||||||||||||||
|
|
op |
tpz |
tj |
op |
tpz |
tj |
op |
tpz |
tj |
op |
tpz |
tj |
op |
tpz |
tj |
op |
tpz |
tj |
op |
tpz |
tj |
op |
tpz |
tj |
|
|
A |
Tuleja |
10 |
0,40 |
0,65 |
20 |
0,30 |
0,25 |
30 |
0,40 |
0,10 |
40 |
0,40 |
0,10 |
50 |
0,10 |
0,10 |
70 |
0,60 |
0,60 |
- |
- |
- |
- |
- |
- |
2,2 |
1,8 |
B |
Pokrywa przednia |
- |
- |
- |
10 |
0,45 |
0,25 |
30 |
0,24 |
0,10 |
- |
- |
- |
40 |
0,90 |
0,10 |
60 |
0,50 |
0,60 |
- |
- |
- |
- |
- |
- |
3,24 |
1,4 |
|
|
|
|
|
20 |
0,25 |
0,25 |
|
|
|
|
|
|
70 |
0,90 |
0,10 |
|
|
|
|
|
|
|
|
|
|
|
C |
Tarcza ślizgu |
- |
- |
- |
20 |
0,50 |
0,25 |
30 |
0,70 |
0,10 |
- |
- |
- |
50 |
0,60 |
0,12 |
70 |
0,50 |
0,60 |
10 |
0,40 |
0,25 |
- |
- |
- |
3,1 |
1,42 |
|
|
|
|
|
|
|
|
40 |
0,40 |
0,10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
D |
Nakrętka |
10 |
0,40 |
0,25 |
20 |
0,50 |
0,25 |
40 |
0,40 |
0,10 |
- |
- |
- |
60 |
0,80 |
0,10 |
80 |
0,50 |
0,65 |
- |
- |
- |
- |
- |
- |
3,0 |
1,45 |
|
|
|
|
|
|
|
|
50 |
0,40 |
0,10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
E |
Pokrywka |
- |
- |
- |
20 |
0,30 |
0,20 |
30 |
0,68 |
0,10 |
- |
- |
- |
60 |
0,15 |
0,10 |
40 |
0,30 |
0,60 |
10 |
0,45 |
0,30 |
50 |
0,41 |
0,35 |
2,29 |
1,65 |
Suma |
- |
0,80 |
0,90 |
- |
2,3 |
1,45 |
- |
3,22 |
0,70 |
- |
0,40 |
0,10 |
- |
3,45 |
0,62 |
- |
2,4 |
3,05 |
- |
0,85 |
0,55 |
- |
0,41 |
0,35 |
13,84 |
7,72 |
|
Oznaczenie:
op- operacja
tpz- czas przygotowawczo-zakończeniowy
tj- czas jednostkowy
Sprawdzenie ogólnych warunków zorganizowanie gniazda potokowego
Warunki dla gniazda specjalizowanego przedmiotowo, potokowo są następujące:
ρśr : 0,65-0,85
f: 2-10
ropśr: 0,1-0,5
Sprawdzenie wartości współczynnika podobieństwa technologiczno- organizacyjnego
Współczynnik ten obrazuje stopień pokrycia zbioru jednorodnych grup stanowisk przez marszruty technologiczne przedmiotów.
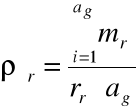
gdzie:
mr- liczba operacji rodzajowych wykonywanych w gnieździe
rr- liczba JGS
ag- liczba asortymentowa
Po podstawieniu do wzoru otrzymujemy:
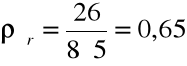
Czyli wskaźnik ten mieści się w założeniu.
Obliczenie współczynnika zmienności robót korzystając z następujących wzorów:

Gdzie:
mg- liczba operacji w gnieździe
rg- liczba stanowisk w gnieździe
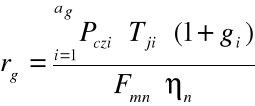
gdzie:
Tj- czas jednostkowy
Pcz- program roczny części
q- współczynnik proporcjonalności udziału czasu tpz w całkowitej pracochłonności, przyjęto: q=0,05
Fmn- fundusz maszynowo-nominalny
Fmn=Fk-Fw Fk- fundusz kalendarzowy
Fw- fundusz czasu wolnego
Przyjęto 5-cio dniowy tydzień pracy oraz 2 zmiany robocze
![]()
ηn- normatywny współczynnik obciążenia stanowisk roboczych uwzględniający niezbędne rezerwy na straty organizacyjne, przyjęto: ηn=0,85
Po podstawieniu odpowiednich danych otrzymano:

Wyliczamy współczynnik zmienności robót f:

5.3 Obliczanie współczynnika powtarzalności stanowisk roboczych:
Gdzie:
rg- liczba stanowisk w gnieździe
rr- liczba JGS
Należy zauważyć, że został spełniony warunek: dr < 3
Sprawdzenie wartości współczynnika domknięcia układu gniazdowego

Gdzie:
mczgi- liczba operacji wykonywanych w gnieździe
mczi- ogólna liczba operacji
Przy analizowaniu możliwości podziału JPI na jednostki mniejsze wskaźnik e stanowi istotny element kierunkujący dalszy program działania. Gdy w wyniku podziału następuje istotne pogorszenie współczynnika poniżej e=0,9-0,7 prowadzi to do zaniechania podziału.
Ustalenie ekonomicznej wielkości partii, tempa produkcji części, rytmu jednostkowego, rytmu serii, itp.
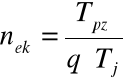
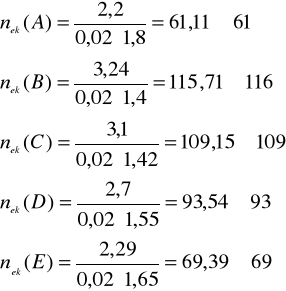
Ekonomiczna wielkość produkcji
Gdzie:
Tpz- czas przygotowawczo-zakończeniowy danej operacji
Tj- czas jednostkowy poszczególnych operacji
q- współczynnik udziału Tpz
Współczynnik przyjmuje wartości 0,02-0,15
Po podstawieniu danych, dla poszczególnych detali otrzymano następujące wyniki:

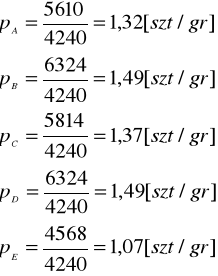
Obliczenie tempa produkcji części:
Gdzie:
Pcz- roczny program produkcji części [szt/rok]
Fmn- fundusz maszynowo nominalny [gr/rok]
Po podstawieniu uzyskano następujące wyniki:
Dla poszczególnych części uzyskano następujące wyniki:
Wyznaczenie rytmu jednostkowego:
Gdzie:
p- tempo produkcji [szt/gr]
Po podstawieniu uzyskujemy:
Dla poszczególnych części uzyskano:

Obliczenie rytmu serii
![]()
Gdzie:
Nek- ekonomiczna wielkość partii
Rj- takt
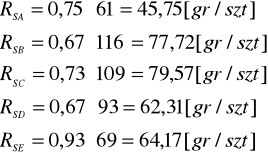
Po wstawieniu danych obliczono:
Ustalenie skorygowanego rytmu serii Rs`
Lp. |
Nazwa części |
Rs |
Rs` |
|Rs-Rs`| |
Rs`` |
A |
Tuleja |
45,75 |
48 |
0,75 |
45 |
B |
Pokrywa przednia |
77,72 |
96 |
-12,27 |
90 |
C |
Tarcza ślizgu |
79,57 |
96 |
-10,43 |
90 |
D |
Nakrętka |
62,31 |
96 |
-27,69 |
90 |
E |
Pokrywka |
64,17 |
96 |
-25,83 |
90 |
SUMA |
76,97 |
|
|||
Ustalanie rytmu gniazda, skorygowanie wielkości partii obróbczych, wielkości partii transportowych i sprawdzenie wykonalności produkcji.
Wyznaczenie rytmu gniazda oraz krotności
![]()
![]()
Na podstawie obliczeń otrzymano:

Korzystając ze wzoru:
Gdzie:
kr- ilość uruchomień dla poszczególnych detali, liczba naturalna, dostatecznie mała możliwie mała równości, określa powtarzalność rytmów partii w rytmie gniazda
Po podstawieniu uzyskano następujące wyniki:


Ustalenie organizacyjnej wielkości partii
![]()
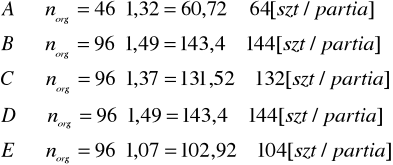
Otrzymano:
Ustalenie wielkości partii transportowych
Gdzie:
norg- organizacyjna wielkość partii
kt- liczba partii transportowych (3-5), dla naszych potrzeb przyjęto kt=4
Po podstawieniu otrzymaliśmy wyniki:
Sprawdzenie warunków wykonalności produkcji z następującej zależności:
Gdzie:
Fmn- fundusz maszynowo nominalny
R`s- skorygowany rytm serii
norg- organizacyjna wielkość partii
Pcz- roczny program produkcji części
Po podstawieniu otrzymaliśmy następujące wyniki:
Na podstawie powyższych obliczeń stwierdzono, że warunki wykonalności produkcji są spełnione.
Lp |
Sym |
Pcz [szt/rok] |
p [szt/rok] |
Rj [gr/szt] |
Tpz [min] |
Tj [min] |
q |
nek [szt] |
Rs [gr/szt] |
Rs` [gr/szt] |
kr |
Rg [gr/szt] |
norg [szt/pa] |
ntr
|
kt |
1 |
A |
5610 |
1,32 |
0,75 |
2,2 |
1,8 |
0,02 |
61 |
45,75 |
48 |
2 |
96 |
64 |
16 |
4 |
2 |
B |
6324 |
1,49 |
0,67 |
3,24 |
1,4 |
0,02 |
116 |
77,72 |
96 |
1 |
96 |
144 |
36 |
4 |
3 |
C |
5814 |
1,37 |
0,73 |
3,1 |
1,42 |
0,02 |
109 |
79,54 |
96 |
1 |
96 |
132 |
33 |
4 |
4 |
D |
6324 |
1,49 |
0,67 |
2,7 |
1,55 |
0,02 |
93 |
63,31 |
96 |
1 |
96 |
144 |
36 |
4 |
5 |
E |
4568 |
1,07 |
0,93 |
2,29 |
1,65 |
0,02 |
69 |
64,14 |
96 |
1 |
96 |
104 |
26 |
4 |
Tabela zestawieniowa dotychczasowych obliczeń dla poszczególnych detali
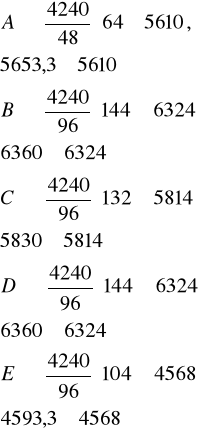
Ustalenie liczby stanowisk w JGS-ach według zdolności obciążeniowych poszczególnych operacji
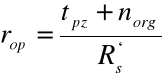
Obliczenie liczby stanowisk roboczych
Gdzie:
tpz- czas przygotowawczo-zakończeniowy
norg- organizacyjna wielkość partii
tj- czas jednostkowy
Rs`- skorygowany rytm serii
RVL-60

TUD-50

RS1Z

PS1Z
SLxS

ZFC-20

RVL-63
FDA-16
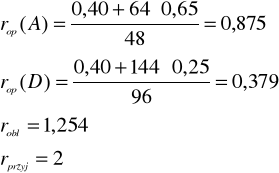
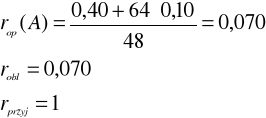
Obliczenie wskaźnika wykorzystania stanowisk roboczych
Gdzie:
robl- obliczona liczba stanowisk
rprzyj- przyjęta liczba stanowisk

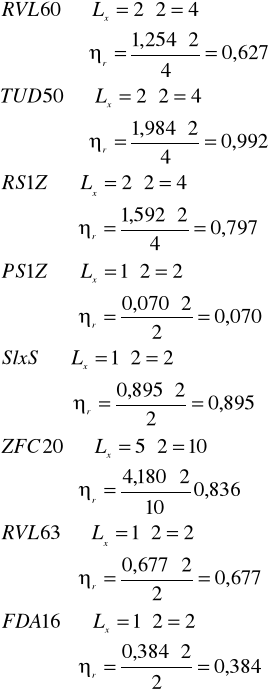
Określanie liczby pracowników bezpośrednio produkcyjnych oraz współczynnika wykorzystania ich czasu pracy
Wykorzystujemy następujące wzory:
![]()
Gdzie:
Lx- liczba pracowników
r- laczba stanowisk
z- liczba zmian
Gdzie:
ηL- współczynnik wykorzystania czasu pracy pracowników
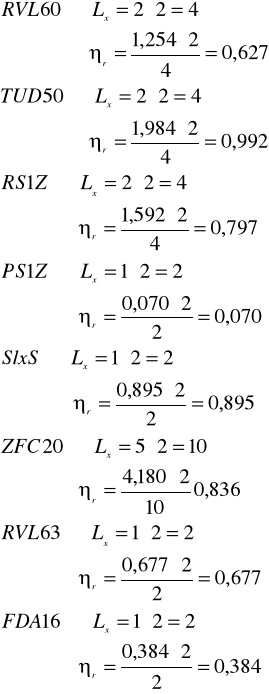
Podstawiając odpowiednie dane otrzymaliśmy:


![]()




![]()
![]()
![]()


![]()
![]()







![]()
Wyszukiwarka
Podobne podstrony:
Zarządzanie logistyką (23 strony)
Analiza ekonomiczna - spółka produkcyjna (23 strony)
projekt firmy, Projekt przedsiębiorstwa handlowo - produkcyjnego (23 strony
zp poprawka, Wojskowa Akademia Techniczna - Zarządzanie i Marketing, Licencjat, II Rok, Semestr 3, Z
Zarządzanie II, Zarządzanie strategiczne (102 strony), Zarządzanie strategiczne w/g definicji Gryfin
Zarządzanie produkcją 2 w 1, Wojskowa Akademia Techniczna - Zarządzanie i Marketing, Licencjat, II R
zarzadzanie produkcja WYKLAD II, Studia, Zarządzanie
Zarządzanie II, Zarządzanie marketingowe (39 strony)
ciurla,Podstawy Zarządzania II,Organizacja produkcji – typy, formy, odmiany
download Zarządzanie Produkcja Archiwum w 09 pomiar pracy [ www potrzebujegotowki pl ]
Wyklad 2 zarzadzanie produkcja
zarządanie produkcją 5
zarządanie produkcją 2
Komputerowe systemy zarządzania produkcją
9 Podstawy zarządzania produkcją
więcej podobnych podstron