Materiały pomocnicze do nauki przedmiotu „Materiały budowlane” na kierunku
„Budownictwo” na Wydziale Inżynierii WAT.
Na prawach rękopisu. Prawa autorskie zastrzeżone. Wyrażam zgodę na
kserowanie wyłącznie na potrzeby studentów Wydziału Inżynierii WAT.
mgr inż. Tadeusz Błażejewicz
WYKONYWANIE BETONÓW
Wymagania techniczne dla robót betonowych i żelbetowych określa PN-
63/B-06251. W roku 2000 ustanowiono Prenormę Europejską ENV 13670-1
„Wykonywanie konstrukcji betonowych. Część 1 : Uwagi ogólne”, jako normę
tymczasową, do próbnego stosowania, o okresie ważności ograniczonym
początkowo do 3 lat (będzie ewentualnie przekształcona w normę europejską).
Prenorma ENV 13670-1 nakazuje, aby beton był wyspecyfikowany i
produkowany zgodnie z EN 206-1 „Beton – wymagania, wykonywanie,
produkcja i zgodność”.
1. WYKONYWANIE MIESZANKI BETONOWEJ.
a) Magazynowanie składników.
Magazyn kruszywa powinien być jak najbliżej węzła betoniarskiego.
Kruszywo magazynuje się w zasiekach, silosach lub na hałdach. Kruszywa
różniące się rodzajem i uziarnieniem należy magazynować osobno. Cement
magazynuje się w silosach (cement luzem) lub w magazynach krytych
suchych (cement w workach), każdy rodzaj, klasę i dostawę osobno. Worki
układać na płask, na wysokość do 10 worków, na podłodze i folii lub papie.
Należy najpierw zużywać cement najstarszy danego rodzaju, aby zużywać
cement w okresie gwarancyjnym.
b) Dozowanie składników.
Składniki suche mieszanki (kruszywa, cement i dodatki) należy dozować
wagowo, a składniki ciekłe (woda i domieszki) wagowo lub objętościowo.
Dokładność dozowania powinna wynosić
± 3% projektowanej ilości.
Dopuszcza się stosowanie objętościowego dozowania składników sypkich
pod warunkiem zachowania wymaganej tolerancji dokładności dozowania i
udokumentowania tego faktu. Gęstość nasypowa piasku znacznie zmienia się

wraz z wilgotnością, co należy uwzględniać przy dozowaniu objętościowym.
Przy stosowaniu cementu w workach należy go dozować pełnymi workami.
Przy dozowaniu objętościowym kruszyw należy je dozować pełnymi
pojemnikami. Przy dozowaniu wody należy zawsze uwzględniać aktualną
wilgotność kruszywa. Przy dozowaniu domieszek w ilościach mniejszych niż
2% masy cementu należy je rozpuszczać w wodzie zarobowej. Korektę
konsystencji mieszanki przed wyładunkiem należy prowadzić przez dodatek
superplastyfikatorów, a nie przez dodawanie wody (ewentualnie cementu lub
piasku przy mieszankach zbyt ciekłych). Dla utrzymania stabilności
wytrzymałości betonu ważna jest stałość punktu piaskowego kruszywa.
c) Mieszanie składników.
Do sporządzania niewielkich ilości betonu na placu budowy służą betoniarki,
a do produkcji większych ilości mieszanki – węzły betoniarskie. Betoniarnie
mogą pracować w układzie pionowym (grawitacyjny załadunek składników i
wyładunek mieszanki), lub w układzie poziomym. Oprócz mieszalnika, który
stanowi najważniejszą część węzła, występują różnego rodzaju urządzenia
wspomagające: silosy i zbiorniki na składniki mieszanki, transportery
kruszywa, instalacje sterujące klapami, urządzenia ważące, wibratory zsypów
składników pylastych, instalacje myjące itp. W węzłach betoniarskich stosuje
się mieszalniki (betoniarki) przeciwbieżne o pojemności 1
÷ 2 m
3
. Betoniarki
można podzielić na jednostopniowe i dwustopniowe, oraz o działaniu
periodycznym lub ciągłym. W betoniarkach dwustopniowych najpierw
mieszany jest zaczyn lub zaprawa z bardzo dużą szybkością mieszania (1000
obr/min) lub przy stosowaniu ultrawibracji, co powoduje domielenie
cementu i zwiększa wykorzystanie jego mocy wiążącej, a następnie w
mieszarce o działaniu ciągłym taki zaczyn jest mieszany z kruszywem.
Betoniarki o działaniu ciągłym mają bardzo duże wydajności (brak przerw
technologicznych na załadunek składników i wyładunek mieszanki) i są
wykorzystywane przy budowie dróg i nawierzchni lotniskowych. W
betoniarkach tych do mieszalnika w sposób ciągły wpływa strumień
składników mieszanki i z tą samą szybkością wypływa gotowa mieszanka.
Betoniarki o działaniu cyklicznym (najczęściej stosowane) można podzielić
na wolnospadowe oraz przeciwbieżne. Mieszarki wolnospadowe mają oś
obrotu nachyloną (pod zmiennym kątem) do poziomu, a mieszanie
składników następuje wskutek wynoszenia ich do góry bębna pod działaniem
siły odśrodkowej oraz listew wewnątrz bębna, a następnie swobodny spadek
w dół. Załadunek i wyładunek odbywa się od góry. Betoniarki
wolnospadowe mają pojemności od 30 do 500 litrów i są przeznaczone
głównie do mieszanek plastycznych i półciekłych. W mieszalnikach
przeciwbieżnych oś bębna jest pionowa, a ruch bębna wokół osi odbywa się
w kierunku przeciwnym do ruchu mieszadła wewnątrz bębna. Załadunek
składników odbywa się od góry, a wyładunek mieszanki dołem. Betoniarki
przeciwbieżne mają pojemności do 2 m
3
. Są one przydatne dla wszystkich
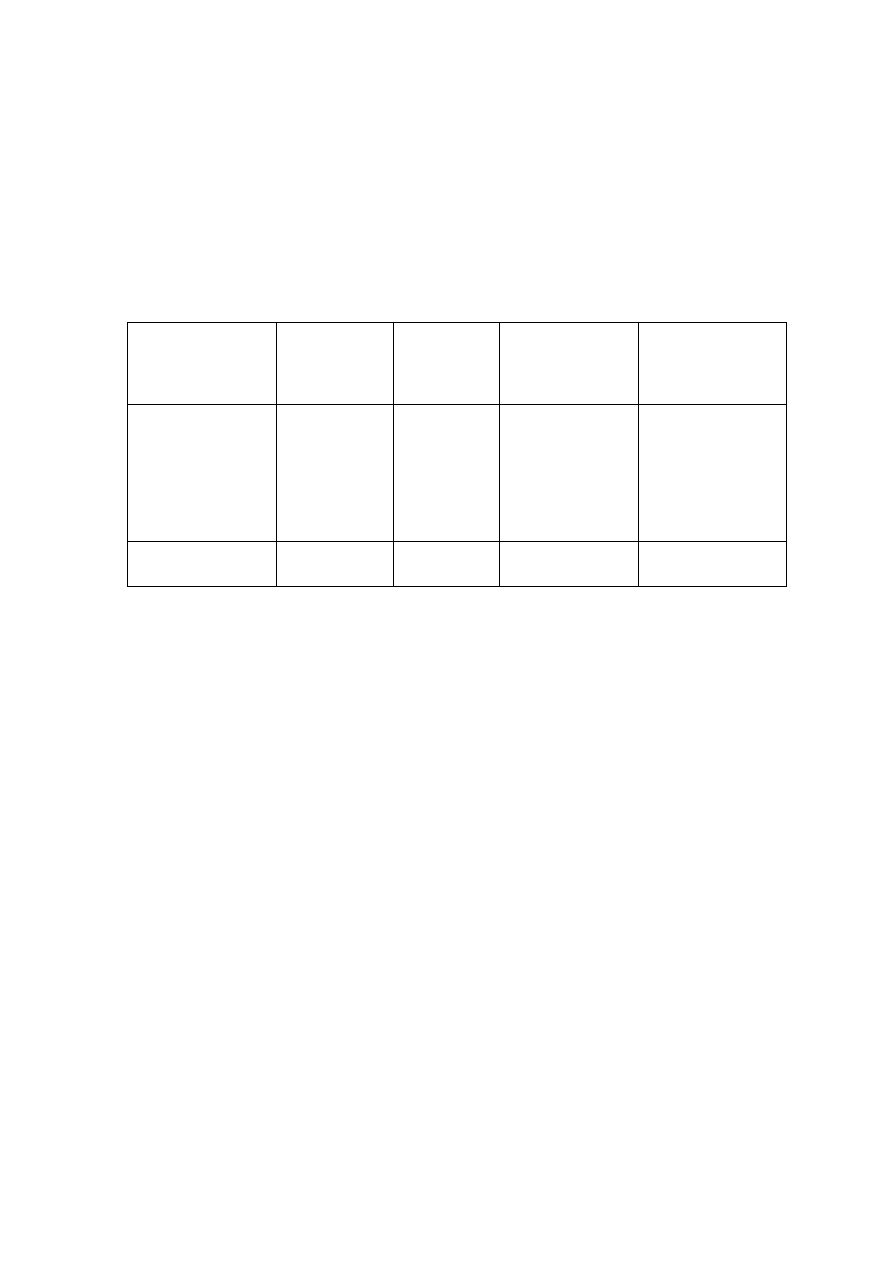
konsystencji mieszanek. Orientacyjne czasy mieszania wynoszą:
Typ betoniarki Pojemność,
litry
K. ciekła i
półciekła,
minuty
K. plastyczna,
minuty
K.
gęstoplastyczna
i wilgotna
Poniżej 500
1
1,5
2
500 - 1000
1,5
2
Powyżej 3
Przeciwbieżne
1000 - 2000
2
2,5
Powyżej 4
Wolnospadowe
100 - 500
1
÷ 2
1,5
÷ 3
-
Za długie mieszanie nie daje lepszych efektów i niepotrzebnie zużywa
betoniarkę i energię. Mieszanie prowadzi się do uzyskania jednolitej barwy i
wilgotności (bez smug piasku, cementu i wody) oraz osiągnięcia zakładanej
konsystencji. Nie ma sztywnych reguł dozowania składników. Przy
betoniarkach przeciwbieżnych zaleca się wymieszać na sucho kruszywa z
cementem i następnie dodać wodę. Przy betoniarkach wolnospadowych
zaleca się dozować 1/3 całej ilości wody, następnie kruszywa i cement, a po
wymieszaniu resztę wody. Ostatnie porcje wody dobrze jest dozować przy
pomocy konewki z sitkiem, aby nie obniżyć zanadto konsystencji. Przy
ręcznym mieszaniu najpierw należy dokładnie wymieszać (na utwardzonym
podłożu) wszystkie suche składniki i następnie dodać wodę. Ręczne
mieszanie wymaga dużego wysiłku (zwłaszcza mieszanie na mokro kleistej
mieszanki) i jest mało efektywne, dlatego należy liczyć się ze spadkiem
wytrzymałości betonu o 20% oraz znacznym rozrzutem wytrzymałości.
d) Roboty przygotowawcze i zanikające.
Przed rozpoczęciem betonowania powinny być odebrane szalunki, zbrojenie,
izolacje i inne roboty zanikające.
Kontrola w zakresie deskowań powinna obejmować:

- geometrię deskowania (odchyłki deskowań powodują nadmierne
odchyłki kształtu i wymiarów elementów konstrukcyjnych, co może
uniemożliwić dalsze roboty, np.: montaż metalowo-gumowych profili
dylatacyjnych);
- stateczność deskowania (przemieszczanie się deskowań podczas
zagęszczania betonu powoduje nadmierne odchyłki wymiarowe;
rozszczelnienie deskowania może doprowadzić do katastrofy budowlanej
wskutek nagłego, niekontrolowanego przemieszczenia się dużych mas
betonu w miejsce do tego nie przeznaczone);
- szczelność deskowania (wycieki zaczynu prowadzą do powstania raków
oraz niejednorodnego wyglądu powierzchni, co na przykład dla betonu
architektonicznego jest niedopuszczalne);
- czystość deskowania (lód, zastoiska wody, gruz i resztki betonu,
pozostałości zbrojenia itp.);
- prawidłowość zamocowania izolacji (folie i papy luzem unoszą się
podczas wibrowania) oraz wkładek (np.: profili dylatacyjnych).
Deskowania drewniane przed betonowaniem należy nawilżyć (aby nie
nastąpiło odciągnięcie z mieszanki wody potrzebnej do wiązania cementu), a
wszystkie szalunki pokryć środkiem antyadhezyjnym (np.: emulsją oleju
mineralnego). Nie wolno stosować w tym celu przepracowanych olejów
silnikowych, gdyż zawierają składniki rakotwórcze silnie wchłaniające się
przez skórę. Zbrojenie powinno być zamocowane w sposób umiemożli-
wiający przemieszczanie się lub drgania prętów podczas wibrowania betonu,
a wymagane grubości otulin powinny być zapewnione przez stosowanie
wkładek dystansowych (najlepiej cementowych, ewentualnie stalowych
ocynkowanych) z materiałów nienasiąkliwych. Pręty zbrojeniowe powinny
być oczyszczone z rdzy i zanieczyszczeń oraz powinny być wyprostowane
(miejscowe wykrzywienie nie większe niż 4 mm). Mieszankę betonową
układaną bezpośrednio na gruncie należy zabezpieczyć przed zmieszaniem z
gruntem przez wcześniejsze ułożenie warstwy chudego betonu lub folii.
e) Transport mieszanki betonowej.
Podczas transportu mieszanka musi być zabezpieczona przed rozsegre-
gowaniem, zmianą składu (zawodnienie lub wyschnięcie), zamarznięciem i
zanieczyszczeniem. Mieszanka musi być przetransportowana, ułożona i
zagęszczona przed wystąpieniem początku wiązania. W temperaturze +15
o
do +20
o
C maksymalny dopuszczalny czas transportu wynosi 90 minut, a w
temperaturze +30
o
C 30 minut. Czasy te są krótsze dla mieszanek o

konsystencji wyższej od plastycznej (K1 i K2) oraz dla mieszanek na
cementach 42,5 i 52,5. Skrócenie czasu transportu przy wzroście
temperatury powyżej 20
o
C wynosi dla betoniarek około 5 minut na 1
o
C, a
dla wannowych wywrotek samochodowych 3 minuty na 1
o
C. Dla dłuższych
czasów transportu należy stosować domieszki opóźniające początek
wiązania. Przy temperaturze poniżej –3
o
C mieszankę należy przy produkcji
ogrzewać i dostarczać o temperaturze 15
o
C dla betonów klas do C 25/30 lub
10
o
C dla klas wyższych. Środki transportu dobiera się w zależności od ilości
mieszanki, konsystencji mieszanki oraz odległości transportu. Do transportu
mieszanki w obrębie placu budowy najczęściej stosowane są pompy do
betonu(pompy Stetter). Pompy umożliwiają tłoczenie na odległość do
kilkuset metrów w poziomie i do 20 metrów w pionie (przy pompowaniu na
dalekie odległości montuje się rurociągi stacjonarne, a przy małych
odległościach korzysta z wysięgnika pompy). Przed rozpoczęciem
pompowania rurociąg powinien być przesmarowany zaczynem lub zaprawą
cementową w celu stworzenia warstwy poślizgowej. Nie każda mieszanka
nadaje się do pompowania. Najlepsza jest konsystencja plastyczna (przy
bardziej suchej może występować korkowanie, a przy bardziej ciekłej
segregacja składników), wymagana jest też odpowiednia zawartość cementu
i drobnych frakcji piaskowych oraz zastosowanie upłynniacza. Konieczna
jest ciągłość betonowania. Wydajność pomp dochodzi do 70 m
3
/godzinę.
Bardzo dobrym środkiem transportu jest zasobnik do betonu (o pojemności
do 6 m
3
), transportowany dźwigiem w obrębie placu budowy (przy
rozładunku nie wolno opierać go na zbrojeniu). Mogą być stosowane
również:
- taczki (odległość do 40 m, płaski teren, przerób do 30 m
3
/zmianę);
- koleby dwukołowe (japonki) (odległość do 80 m, przerób do 100 m
3
);
- przenośniki taśmowe (odległość do 25 m, duży przerób, nachylenie do
18
o
, konsystencja mieszanki od plastycznej wzwyż).
Do transportu dalekiego stosuje się betoniarki samochodowe o pojemności
6 m
3
lub 9 m
3
(umożliwiające dodanie wody lub domieszek pod koniec
transportu), gruszki do betonu (załadunek gotowej mieszanki, bez
możliwości dodania wody) oraz wywrotki samochodowe wannowe. Wanna
wywrotki powinna być stalowa, a nie aluminiowa, gdyż wytarte cząstki
aluminium powodują powstawanie pęcherzy i odprysków na nawierzchniach
w wyniku reakcji z alkaliami cementu. Wywrotki stosuje się do transportu
mieszanek o konsystencji od gestoplastycznej wzwyż, a betonowozy do

mieszanek od plastycznej w dół. Mieszanki transportowane wywrotką
należy okryć plandeką dla zabezpieczenia przed wysychaniem.
f) Układanie mieszanki.
Ułożenie i zagęszczenie mieszanki musi nastąpić przed rozpoczęciem
wiązania. Objawem wiązania jest zgęstnienie mieszanki. Jeżeli wiążąca
mieszanka da się jeszcze zagęścić, to spadki wytrzymałości mogą dochodzić
do 30%. Nie wolno gęstniejącej mieszanki rozcieńczać wodą, bo da to
jeszcze gorsze rezultaty. Zaleca się, aby beton był kontrolowany wzrokowo
podczas rozładowywania. Zaleca się przerwanie rozładowywania, jeżeli
wygląd betonu oceniony przez doświadczoną osobę jest nietypowy. Zaleca
się układanie betonu jak najbliżej miejsca wbudowania, bez poziomego
przemieszczania mieszanki w szalunku(szuflami lub wibratorem), gdyż grozi
to rozsegregowaniem. Beton układa się warstwami o takiej grubości, aby
można je było zagęścić. Dla wibratorów powierzchniowych grubość
zagęszczonej warstwy w zasadzie nie powinna przekraczać 10 cm, a dla
wgłębnych powinna być o 5
÷ 10 cm mniejsza, niż długość buławy (do 40
cm). Dla bardziej suchych mieszanek grubości zagęszczanych warstw
powinny być mniejsze. Należy minimalizować segregację mieszanki oraz
nadmierne wydzielanie wody (bleeding) podczas układania i zagęszczania.
W związku z tym ogranicza się wysokość zrzucania mieszanki w głąb
szalunku:
- dla mieszanek o konsystencji plastycznej i powyżej plastycznej do 3 m;
- dla konsystencji ciekłej i półciekłej do 1,5 m;
- dla słupów o przekroju powyżej 40 x 40 cm (do 0,8 m
2
) bez krzyżującego
się zbrojenia – do 5 metrów. Jeżeli występuje potrzeba zrzucania
mieszanki z większej wysokości, należy stosować pochyłe rynny lub rury
teleskopowe elastyczne itp. (ostatni odcinek opadania o wysokości 60 cm
powinien być pionowy).
We wszystkich przypadkach, gdy jest to możliwe, należy stosować
betonowanie ciągłe, aby nie powstawały tzw. zimne złącza (gdy beton w
warstwie stykowej zwiąże przed ułożeniem i zagęszczeniem następnej
warstwy betonu). Miejsca te są bardzo narażone na powstanie rys
skurczowych. Wykonując elementy o dużej powierzchni, lecz o małej
grubości (np.: płyty stropowe), mieszankę układa się jedną warstwą.
Wykonując elementy o małej powierzchni i dużej wysokości (np.: ściany),
mieszankę układa się kolejnymi warstwami na całą powierzchnię (kolejna
warstwa musi być zawibrowana wraz ze stykiem dwóch warstw zanim

zacznie wiązać warstwa poprzednio ułożona). Przy betonowaniu elementów
o dużych powierzchniach i dużej grubości (np.: płyt fundamentowych)
mieszankę układa się warstwami ze „schodkami”, tak aby zdążyć
zawibrować styk warstw przed początkiem wiązania dolnej warstwy.
Najsłabszymi miejscami elementów betonowych są przerwy robocze. Dla
ważnych elementów konstrukcyjnych miejsce przerwy roboczej powinno
być określone w projekcie. Dla belek i podciągów przerwy robocze należy
lokalizować w miejscu występowania najmniejszych sił poprzecznych, w
słupach – w płaszczyznach stropów, w płytach na linii prostopadłej do belek
na których wspiera się płyta. Powierzchnia betonu w miejscu przerwy
powinna być dla mieszanek od plastycznej wzwyż ukształtowana w sposób
naturalny (pod kątem około 45
o
). Dla mieszanek bardziej ciekłych przerwę
roboczą można ukształtować przy pomocy siatek do przerw roboczych
(Streckmetall). Oczka siatki powinny być mniejsze, niż najgrubsze
kruszywo w mieszance. Przerw roboczych można uniknąć stosując
opóźniacze wiązania cementu. Powierzchnia betonu w przerwie roboczej
powinna być starannie przygotowana do wznowienia betonowania. Należy:
- usunąć mleczko cementowe przy pomocy szczotek stalowych;
- powierzchnię dobrze zwilżyć (powierzchnia matowo-wilgotna, bez
zastoisk wody);
- pokryć powierzchnię styku zaczynem o wysokim stosunku c/w, z
cementu jak najwyższej klasy, ewentualnie z dodatkiem emulsji
akrylowej lub pokryć ją specjalnym środkiem sczepnym z zestawu
zapraw do remontu żelbetu;
- można ewentualnie dodatkowo zazbroić złącze.
Specyficzną metodą układania mieszanki jest torkretowanie, polegające na
natrysku powietrznym mieszanki betonowej. Metoda ta jest wykorzysty-
wana do napraw powierzchniowych żelbetu na dużych powierzchniach oraz
do wykonywania cienkościennych elementów zbrojonych siatkami lub
włóknem stalowym. Mieszanki do torkretowania muszą być specjalnie
zaprojektowane. Rozróżnia się torkret suchy (o uziarnieniu do 8 mm), przy
którym suche składniki mieszane są z wodą dopiero w strumieniu powietrza
(c/w = 2,35) oraz torkret mokry (o uziarnieniu do 4 mm), gdzie
natryskiwana jest gotowa mieszanka (c/w = 2). Torkret suchy służy do
tworzenia warstwy sczepnej (dobrze wbitej w podłoże i zagęszczonej przez
kruszywo natryskiwane pod ciśnieniem kilkunastu atmosfer) oraz do
wypełniania ubytków, a torkret mokry do warstw wygładzających.
Optymalna odległość dyszy od podłoża wynosi około 1 m. Natryskowi

towarzyszy znaczny odbój – przy natrysku poziomym straty wynoszą około
10 – 15%, a przy natrysku do góry do 25%. W recepturach torkretu
występuje duża ilość cementu (rzędu 400
÷ 500 kg/m
3
), dlatego torkret
wykazuje duże skurcze i wymaga starannej pielęgnacji mokrej.
g) Zagęszczanie mieszanki betonowej.
Mieszanka po wyładunku z betoniarki może zawierać do 18% powietrza.
Głównym celem zagęszczania jest usunięcie powietrza do jamistości poniżej
2%, a także dokładne otulenie betonem zbrojenia i wkładek oraz dobre
odwzorowanie kształtów. Oznaką dobrego zagęszczenia betonu jest ustanie
wydzielania się pęcherzyków powietrza na jego powierzchni. Zaleca się
unikanie nadmiernej wibracji (do pokrycia powierzchni betonu mleczkiem
cementowym), gdyż może to spowodować powstanie słabej warstwy
powierzchniowej lub segregację składników. Ręczne zagęszczanie betonu
może być stosowane tylko przy bardzo gęstym zbrojeniu i do mieszanek
ciekłych. Polega ono na sztychowaniu mieszanki zaostrzonym prętem
∅16 i
opukiwaniu szalunku gumowym młotkiem. Mechaniczne metody
zagęszczania betonu można podzielić na takie, które nie zmieniają stosunku
c/w (walcowanie, ubijanie, wibrowanie, prasowanie i metody mieszane, np.:
wibroprasowanie) oraz takie, przy których stosunek c/w wzrasta
(próżniowanie, wirowanie). Najczęściej stosowaną metodą zagęszczania jest
wibrowanie. Wibrowanie polega na przyłożeniu do mieszanki drgającego
elementu i wprawienie jej w ruch o małej amplitudzie (od 0,1 do 1 mm) i
dużej częstotliwości (od 30 do 300 Hz). Drgające ziarna kruszywa ulegają
jakby zawieszeniu w cieczy, lepkość mieszanki silnie maleje, co umożliwia
ułożenie się kruszywa w szczelny stos i wyparcie pęcherzyków powietrza.
Skuteczność wibrowania zależy od właściwości mieszanki i parametrów
wibratora, które muszą być do siebie dobrane. Dla ułożenia kruszywa
grubego lepsza jest większa amplituda i mniejsza częstotliwość, dla
mieszanek drobnoziarnistych odwrotnie. Najlepsze byłyby wibratory o
regulowanej amplitudzie i częstotliwości. Im bardziej suche mieszanki, tym
czas wibrowania powinien być dłuższy. Czas wibrowania dobiera się
doświadczalnie, nie powinien on przekraczaj jednej minuty. Występują 4
grupy wibratorów: pogrążalne, powierzchniowe, przyczepne i stoły
wibracyjne. Najbardziej rozpowszech-nione są wibratory pogrążalne
(wgłębne, buławowe), stosowane do elementów o niewielkiej powierzchni i
większej wysokości, głównie do mieszanek o konsystencji od plastycznej
wzwyż (mieszanki półciekłe należy wibrować bardzo krótko i ostrożnie, by

nie spowodować segregacji). W zależności od kształtu końcówki dzieli się je
na igłowe, mieczowe i buławowe. Igłowe i mieczowe mają małą wydajność i
stosuje się je tylko przy bardzo gęstym zbrojeniu. Wibrator nie może dotykać
zbrojenia, gdyż wtedy przy prętach zbierają się krople wody. Buławowe mają
końcówki o średnicy najczęściej 50 do 70 mm (od 20 do 150 mm), a długość
buławy około 40 cm. Promień skutecznego działania wibratora wynosi
orientacyjnie 8
÷ 10 średnic buławy (średnica buławy zależy od mocy
wibratora). Wibrator buławowy należy opuszczać z taka szybkością, z jaka
sam opada. Buławę należy opuszczać i podnosić pionowo. Odległość miejsc
zapuszczania powinna być równa około 1,5 promienia zasięgu wibratora.
Wibrator należy wyciągać z taka szybkością, z jaka opadał (nie za szybko, bo
powstanie kanał powietrzny). Wibrator powinien wnikać na około 5 cm w
warstwę mieszanki poprzednio ułożonej. Jeżeli po zanurzeniu wibratora nie
widać upłynnienia mieszanki to znaczy, że zastosowano wibrator o za małej
amplitudzie. Jeżeli po zanurzeniu buławy mieszanka pryska, to amplituda
jest za duża. Jeżeli wokół buławy zbiera się woda, to należy zmienić skład
mieszanki, aby nie doszło do rozsegregowania. Ponieważ promień
skuteczności wibrowania zmienia się wzdłuż wysokości buławy, należy ją
podczas wibrowania w danym punkcie podnosić i opuszczać na 4
÷ 10 cm.
Wibratorami buławowymi można zagęszczać warstwy o grubości do około
40 cm.
Wibratory powierzchniowe składają się z płyty stalowej (około 50 x 50 cm) i
silnika z wirującym mimośrodem, wywołującym drgania płyty prostopadle
do powierzchni mieszanki. Stosuje się je do wibrowania elementów stosun-
kowo płytkich i o dużych powierzchniach (stropy, posadzki) oraz głównie
dla mieszanek plastycznych. Wibratory przesuwa się po powierzchni
mieszanki z szybkością 0,5
÷ 1 m/minutę, tak aby kolejne zagęszczane pasy
zachodziły na siebie na 10
÷ 20 cm. Wibratory te oddziaływują na głębokość
około 20 cm; zaleca się zagęszczanie warstw o grubości do 10 cm. Efekt
zagęszczania zależy od mocy wibratora (od jego masy, która może dochodzić
do 170 kg; wibratory te można dociążać). Wibratory przyczepne działają na
mieszankę pośrednio poprzez deskowanie. Czas wibracji jest dłuższy i
dochodzi do kilku minut. Dla elementów grubszych należy stosować
wibratory o większej amplitudzie. Można zagęszczać mieszanki o dowolnej
konsystencji. Wibratory oddziaływują w głąb elementu na odległość od 20
do 50 cm, a wzdłuż szalunku od 1 do 1,5 m.
Stoły wibracyjne stosowane są w prefabrykacji do zagęszczania betonu w
formach. Ważne jest, aby forma była dobrze zamocowana do stołu. Lepsze
efekty daje zagęszczanie mieszanek od plastycznej wzwyż. Listwy
wibracyjne (o rozpiętościach do 25 m) oddziaływują na powierzchnię
mieszanki powodując jej wyrównanie i zagęszczenie. W ruch drgający
wprawiają listwę wibratory przyczepne zamontowane na przesuwanej na
rolkach listwie. Stosowane są one powszechnie przy budowie nawierzchni
drogowych.
Metodą walcowania (wałowania) zagęszcza się mieszanki o konsystencji
wilgotnej, stosowane na podbudowy nawierzchni, gdzie nie jest wymagane
uzyskanie pełnej szczelności betonu.
Ubijanie mieszanki prowadzi się przy pomocy ubijaków mechanicznych, aż
do pojawienia się mleczka cementowego. Stosuje się je do konsystencji
gęstoplastycznych i wilgotnych. Im mieszanka bardziej sucha, tym cięższy
powinien być ubijak. Metodą ubijania można zagęszczać warstwy o grubości
10
÷ 20 cm.
Metodą wibroprasowania produkuje się betonową kostkę brukową oraz inne
drobnowymiarowe elementy prefabrykowane. Jest to połączenie prasowania
mieszanki o konsystencji wilgotnej w formach z wibracja stempla.
Metodą wirowania zagęszcza się rury betonowe oraz słupy elektroenergety-
czne (puste w środku). Do zagęszczania mieszanki wykorzystuje się siłę
odśrodkową powstającą przy wirowaniu formy wypełnionej mieszanką. Siła
odśrodkowa powoduje dociśnięcie mieszanki do ścian formy i wyciśnięcie z
niej wody do środka, dzięki czemu rośnie stosunek c/w i wytrzymałość
betonu.
Zagęszczanie przez próżniowanie polega na odciągnięciu części wody oraz
powietrza z mieszanki pod wpływem podciśnienia wytworzonego pod
deskowaniem aktywnym. Na powierzchniach poziomych (drogi, mosty,
stropy) układa się elastyczne deskowanie aktywne (matę), składające się z
następujących warstw:
- tkaniny filtracyjnej zapobiegającej odsysaniu cementu;
- gąbczastego tworzywa tworzącego komorę próżniową;
- szczelnej warstwy zewnętrznej umożliwiającej wytworzenie w komorze
próżni.
Wytrzymałość betonu natychmiast po próżniowaniu jest rzędu do 3 MPa, co
umożliwia chodzenie. Skurcz betonu maleje o 30
÷ 50%. Wytrzymałość
końcowa betonu wzrasta o 15 do 40% (zależnie od ilości cementu).
Poprawia się wodoszczelność i mrozoodporność oraz rośnie (do 25%) siła
kotwiąca stal w betonie.
h) Pielęgnacja mieszanki.
Wyróżniamy pielęgnację mechaniczną, wilgotnościową i termiczną.
Pielęgnacja mechaniczna polega na zabezpieczeniu wiążącego betonu przed
obciążeniem i wstrząsami (od środków transportu, robót rozbiórkowych itp.).
Ruch pieszy można dopuścić po 1,5
÷ 2 dobach (gdy R
c
powyżej 1,5 MPa), a
ruch taczkami po deskach o grubości co najmniej 36 mm.
Pielęgnacja wilgotnościowa polega na utrzymaniu betonu w stanie pełnej
wilgotności aż do uzyskania wytrzymałości zapewniającej rysoodporność.
Stosuje się następujące metody:
- pozostawienie elementu w deskowaniu;
- przykrycie folią paroszczelną przyklejona przy krawędziach taśmą
samoprzylepną i sklejoną na zakładkach;
- ułożenie mokrych mat i zabezpieczenie przed wyschnięciem;
- zamgławianie betonu;
- zastosowanie natryskiwanych preparatów pielęgnacyjnych (odcinają one
parowanie w nie więcej niż 80% i nadają się głównie do wstępnego
okresu pielęgnacji, gdy nie można wejść na beton).
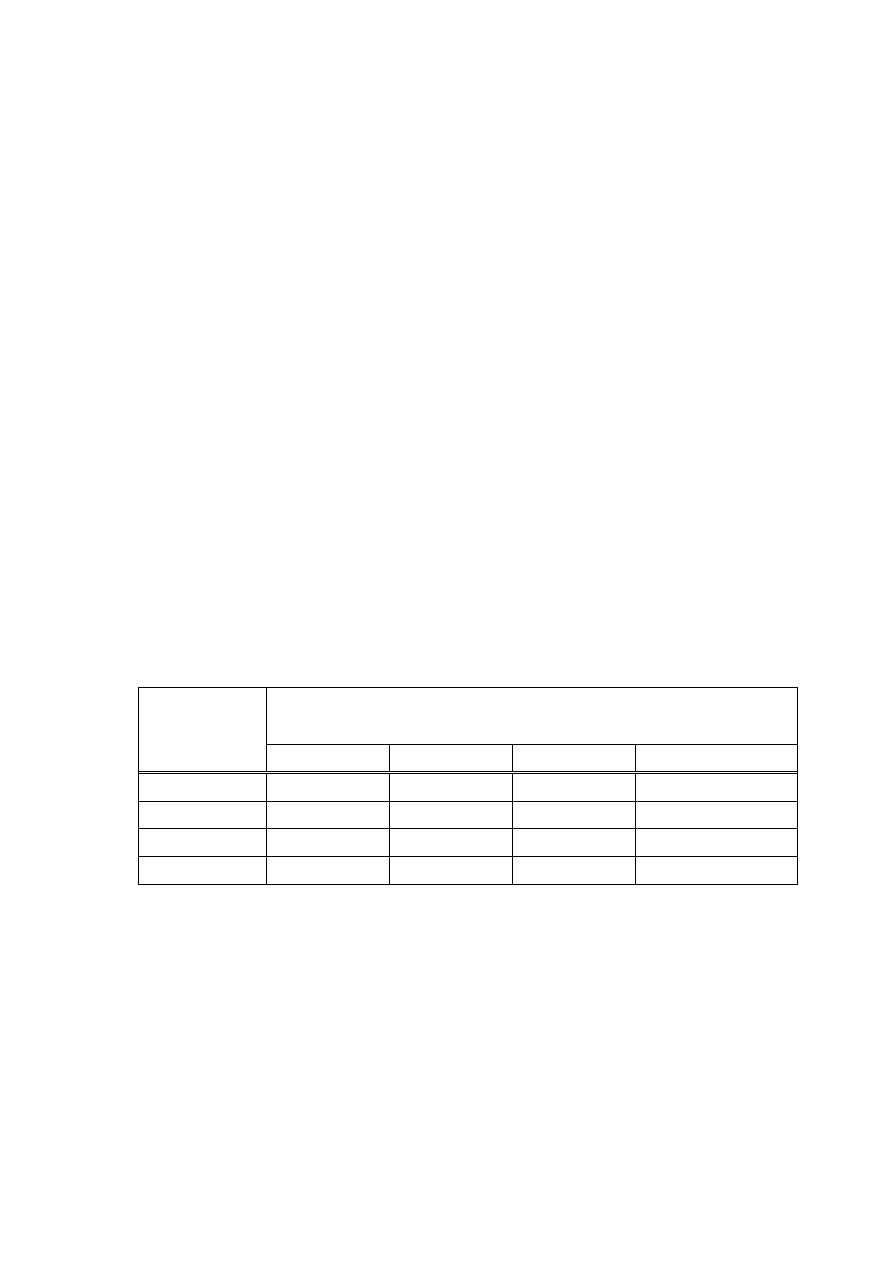
Pielęgnację należy rozpocząć natychmiast po zakończeniu wiązania (po
około 12 godzinach). Minimalny okres pielęgnacji w dniach zależy od
temperatury powierzchni betonu oraz szybkości rozwoju wytrzymałości:
Temperatura
Minimalny okres pielęgnacji, doby
Rozwój wytrzymałości:
o
C Szybki
Średni Powolny
Bardzo
powolny
Powyżej 25
1
1,5
2
3
15
÷
25
1 2 3
5
10
÷
15
2 4 7 10
5
÷ 10
3
6
10
15
Dla temperatur poniżej 5
o
C czas pielęgnacji należy wydłużyć o okres, w
którym temperatura jest niższa od 5
o
C.
Im wyższe wymagania stawia się dla szczelności i wytrzymałości betonu,
tym dłużej powinna trwać pielęgnacja mokra (dla betonów wodoszczelnych
14 dni). Przy określaniu minimalnego dopuszczalnego czasu pielęgnacji
mokrej należy również brać pod uwagę czynniki zewnętrzne (klasy
ekspozycji) oddziaływujące na beton. Dla klas ekspozycji bardziej
agresywnych niż XO lub XC1 beton powinien być pielęgnowany do chwili,

gdy wytrzymałość powierzchni betonu osiągnie co najmniej 50%
wymaganej wytrzymałości na ściskanie.
Pielęgnacja termiczna polega na ochronie betonu przed zamarznięciem oraz
przed przegrzaniem (zarówno własnym ciepłem hydratacji, jak i z zewnątrz).
Ochrona przed przegrzaniem obejmuje:
- stosowanie w elementach grubościennych (powyżej 60 cm) betonów na
cementach o niskim cieple hydratacji, przy zastąpieniu części cementu
popiołem lotnym;
- cieniowanie i zamgławianie konstrukcji betonowych;
- chłodzenie elementów wodą płynąca przez specjalnie zabetonowany
układ rur chłodzących.
Najwyższa temperatura wewnątrz elementu nie powinna przekraczać 65
o
C.
Zasady betonowania w warunkach zimowych są następujące:
Betonowanie w warunkach obniżonych temperatur występuje, gdy
temperatura
średniodobowa jest niższa od +10
o
C. Temperatura
średniodobowa jest równa średniej arytmetycznej z sumy temperatur o
godzinie 7, 13 i podwojonej temperatury o godzinie 21. Przy temperaturach
dojrzewania poniżej +10
o
C beton nie uzyskuje wymaganej wytrzymałości
we właściwym czasie (po długim czasie wytrzymałość może być nawet
wyższa). Dla reakcji jonowych spadek temperatury o 10
o
C zmniejsza
szybkość reakcji około 2
÷ 3 razy. Dlatego dla betonów dojrzewających w
temperaturach od +5
o
do +10
o
C, czas do osiągnięcia wymaganej wytrzy-
małości należy orientacyjnie przyjmować 2-krotnie dłuższy. Temperatura
krytyczna, przy której zamarza woda w betonie wynosi około -1
o
C (czasem
do -3
o
C). Dni, w których temperatura jest niższa od 0
o
C nie wlicza się w
ogóle do czasu dojrzewania betonu. Wiatr przyspiesza parowanie wody z
mieszanki i powoduje dodatkowe jej oziębienie. Szybkość oziębienia V jest
proporcjonalna do szybkości wiatru U [m/s]:
V = 0,4
⋅
U
(wiatr o szybkości 5 m/s zwiększa szybkość oziębienia 2-krotnie). Dlatego
celowe jest okrywanie świeżego betonu nawet cienką folią (bez właściwości
termoizolacyjnych), gdyż zapobiega ona parowaniu wody. Również
topniejący śnieg odbiera ciepło z mieszanki. Temperatura powierzchni
betonu nie powinna spadać poniżej 0
o
C dopóki powierzchnia betonu nie
osiągnie wytrzymałości, przy której jest odporna na zamarzanie bez
uszkodzeń, to jest zazwyczaj powyżej f
c
= 5 MPa.

Zamarznięcie mieszanki we wstępnym okresie wiązania powoduje
powstanie mikroporowatej struktury wskutek pęcznienia zamarzających
mikrokropelek wody. Ponieważ betonu o takiej strukturze nie można już
zagęścić ze względu na rozpoczęty proces twardnienia, występują bardzo
duże spadki wytrzymałości betonu. Stopień obniżenia wytrzymałości w
zależności od zaawansowania procesu wiązania pokazano na rys. 1.
W okresie 1 – do początku wiązania cementu, jeżeli okres zamarznięcia był
krótki, a po rozmarznięciu mieszankę można jeszcze zagęścić, spadki
wytrzymałości nie powinny przekraczać 25%. W okresie 2 i 3 (po
rozpoczęciu wiązania, a przed osiągnięciem wytrzymałości 5 MPa) spadki
wytrzymałości mogą dochodzić do 80%. Beton taki musi być z konstrukcji
usunięty. Najczęściej strefa zamarznięta obejmuje grubość otuliny prętów
zbrojeniowych i powoduje brak wymaganej współpracy pomiędzy betonem i
stalą. Orientacyjne czasy do osiągnięcia wytrzymałości 5 MPa przy
dojrzewaniu betonu w temperaturze +5
o
C wynoszą:
- dla cementów portlandzkich CEM I normalnie dojrzewających 2 doby;

- dla cementów CEM I R 18 godzin.
Najczęściej stosowane są następujące metody betonowania w zimie:
- metoda modyfikacji składu mieszanki;
- metoda zachowania ciepła mieszanki;
- metoda nagrzewania betonu;
- metoda cieplaków.
Metoda modyfikacji składu polega na zastosowaniu domieszek przeciw-
mrozowych (przyspieszających wiązanie i obniżających temperaturę zamar-
zania wody), które umożliwiają betonowanie do temperatury około –10
o
C.
Dla skompensowania spadku wytrzymałości zwiększa się również ilość
cementu o około 10% (tzw. beton zimowy).
Metoda zachowania ciepła mieszanki polega na stosowaniu osłon termo-
izolacyjnych (maty słomiane, styropian, koce brezentowe, czarne folie itp.),
które powinny utrzymać temperaturę mieszanki powyżej 0
o
C tak długo, aż
beton osiągnie wytrzymałość na zamarzanie. Dla zwiększenia ilości ciepła
wnoszonego przez mieszankę stosuje się podgrzewanie jej składników.
Temperatura ciepłej mieszanki nie może przekraczać 40
o
C. Najczęściej
stosuje się podgrzewanie wody (do temperatury nie wyższej niż 60
o
C, gdyż
inaczej grozi natychmiastowe związanie cementu). Można też nagrzewać
kruszywo gorącym powietrzem lub parą wodną, przepuszczaną
perforowanymi rurami przez hałdę kruszywa. Niektóre betoniarnie
dostarczają w okresie zimowym mieszankę podgrzewaną.
Metoda nagrzewania betonu jest realizowana najczęściej poprzez
wbetonowanie elektrycznych kabli grzejnych lub za pomocą mat
grzewczych układanych na powierzchni betonu.
Metoda cieplaków polega na wykonaniu prowizorycznych pomieszczeń
chroniących przed mrozem, stałych lub przesuwnych (np.: namiotów
pneumatycznych) i ogrzewanie ich dmuchawami podczas robót.
i) Usuwanie deskowań.
Jeżeli betonowanie było prowadzone w okresie obniżonych temperatur,
rozdeskowanie konstrukcji może nastąpić po ustaleniu rzeczywistej
wytrzymałości betonu na podstawie badania próbek przechowywanych przy
konstrukcji. Przy betonowaniu w temperaturze powyżej +15
o
C, orientacyjne
terminy usunięcia deskowań powinny wynosić:
- dla bocznych deskowań belek i masywnych słupów 2 doby (do f
c
około
3 MPa);

- dla ścian i smukłych słupów 4 doby (do f
c
około 6 MPa);
- dla płyt o rozpiętości do 2,5 m 5 dni (do uzyskania 50% wytrzymałości
docelowej);
- dla płyt i belek o rozpiętości do 6 m 10 do 12 dni (70% wytrzymałości
docelowej);
- dla konstrukcji o rozpiętościach powyżej 6 m – po uzyskaniu pełnej
planowanej wytrzymałości (po 28 dobach).
Wyszukiwarka
Podobne podstrony:
713[07] Z1 10 Wykonywanie konse Nieznany
10 Wykonywanie pomiarow krawiec Nieznany
10 Wykonywanie otworów okrągłych
10 Wykonywanie izolacji wodochr Nieznany (2)
10 Wykonywanie modeli wyrobów kaletniczych
10 Wykonywanie błamów ze skór futerkowych
10 Wykonywanie izolacji wodochronnych zbiorników
10 Projektowanie betonów zwykłych
10 Wykonywanie czynności związanych z asystowaniem
10 Wykonywanie montażu i demontażu układów zasilania
10 Wykonywanie konserwacji i na Nieznany (2)
713[07] Z1 10 Wykonywanie konse Nieznany
10 Wykonywanie zabiegów higieniczno pielęgnacyjnych
10 Wykonywanie elementów przedmiotów ortopedycznych z tworzyw
10 Wykonywanie elementów przedmiotów ortopedycznych z tworzyw
10 Wykonywanie zdjęć portretowych
10 Wykonywanie konserwacji i naprawy maszyn górniczych
10 Wykonywanie zdobień powłok, ornamentów i napisów 2
10 Wykonywanie robót zbrojarskich i betoniarskich
więcej podobnych podstron