„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Michał Sylwestrzak
Wykonywanie otworów okrągłych 722[03].Z1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Jolanta Bednarska
mgr inż. Krzysztof Wejkowski
Opracowanie redakcyjne:
mgr inż. Michał Sylwestrzak
Konsultacja:
mgr inż. Andrzej Zych
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[03].Z1.04
„Wykonywanie otworów okrągłych”, zawartego w modułowym programie nauczania dla
zawodu ślusarz 722[03].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Wyposażenie stanowiska do wykonywania otworów okrągłych
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
19
4.1.3. Ćwiczenia
19
4.1.4. Sprawdzian postępów
20
4.2. Technika wiercenia
21
4.2.1. Materiał nauczania
21
4.2.2. Pytania sprawdzające
28
4.2.3. Ćwiczenia
29
4.2.4. Sprawdzian postępów
31
4.3. Nawiercanie, pogłębianie i rozwiercanie
32
4.3.1. Materiał nauczania
32
4.3.2. Pytania sprawdzające
38
4.3.3. Ćwiczenia
38
4.3.4. Sprawdzian postępów
40
5. Sprawdzian osiągnięć
41
6. Literatura
46

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy i umiejętności dotyczących
wykonywania otworów okrągłych.
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
aby bez problemów opanować treści nauczania w ramach jednostki modułowej
„Wykonywanie otworów okrągłych”,
−
cele kształcenia, czyli wykaz umiejętności, jakie powinieneś nabyć podczas zajęć,
−
materiał nauczania, czyli niezbędne minimum wiadomości teoretycznych, wymaganych
do opanowania treści jednostki modułowej,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś wymagane treści nauczania,
−
ćwiczenia, w których będziesz doskonalił umiejętności praktyczne w oparciu o wiedzę
teoretyczną, zaczerpniętą z poradnika i innych wskazanych źródeł,
−
sprawdzian osiągnięć, czyli przykładowy zestaw zadań i pytań; pozytywny wynik
sprawdzianu potwierdzi, że dobrze wykorzystałeś zajęcia i nabyłeś niezbędną wiedzę
i umiejętności,
−
wykaz literatury.
Poradnik ma być przewodnikiem, który wprowadzi Cię w tematykę jednostki modułowej,
określi jej zakres i wskaże szczegółowe treści, z którymi powinieneś się zapoznać. Nie zastępuje
podręczników, katalogów czy innych źródeł informacji, jak również wskazówek, instrukcji
i informacji udzielanych przez nauczyciela.
W poradniku w ramach odrębnych tematów przedstawiono:
−
wyposażenie stanowiska do wykonywania otworów okrągłych,
−
technika wiercenia,
−
nawiercanie, pogłębianie i rozwiercanie.
Na końcu każdego tematu znajdują się pytania sprawdzające. Odpowiadając na nie,
sprawdzisz stan opanowania danej partii materiału. Jeżeli stwierdzisz, że czegoś nie pamiętasz
lub nie rozumiesz, powinieneś wrócić do materiału nauczania i tam odszukać odpowiedzi
na pytania, które sprawiły Ci kłopot.
Wykonanie ćwiczeń, zarówno przykładowych z poradnika, jak i z pewnością wielu innych,
zaproponowanych przez nauczyciela, pozwoli Ci lepiej zrozumieć i utrwalić nabytą wiedzę
przez praktyczne działanie.
Podsumowanie tematu stanowi sprawdzian postępów. Odpowiadaj uczciwie na postawione
w nim pytania. Znajomość własnych słabych stron jest kluczem do nadrobienia braków.
Przykładowy sprawdzian osiągnięć powinien być dobrym treningiem przed zaplanowanym
przez nauczyciela sprawdzianem, podsumowującym poziom opanowania wiadomości
i umiejętności nabytych przez Ciebie w ramach realizacji tej jednostki modułowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Błąd!
Schemat układu jednostek modułowych
722[03].Z1
Technologia ślusarstwa
722[03].Z1.02
Wykonywanie
przedmiotów za pomocą
gięcia
722[03].Z1.04
Wykonywanie
otworów okrągłych
722[03].Z1.05
Wykonywanie montażu
wyrobów
722[03].Z1.01
Wykonywanie
półwyrobów
metalowych za pomocą
przecinania i wycinania
722[03].Z1.03
Wykonywanie
przedmiotów za pomocą
obróbki ręcznej
skrawaniem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu nauczania jednostki modułowej powinieneś umieć:
−
posługiwać się dokumentacją techniczną,
−
wykonywać prostą dokumentacje techniczną,
−
wykonywać pomiary warsztatowe,
−
rozpoznawać materiały konstrukcyjne, narzędziowe i eksploatacyjne,
−
rozpoznawać elementy maszyn i mechanizmów,
−
trasować części,
−
wykonywać półwyroby metalowe za pomocą operacji przecinania i wycinania,
−
korzystać z różnych źródeł informacji,
−
korzystać z komputera,
−
współpracować w grupie,
−
rozpoznawać i przewidywać zagrożenia bezpieczeństwa, występujące w środowisku pracy,
−
organizować stanowisko zgodnie z zasadami ergonomii i bezpiecznej pracy,
−
dobierać odzież ochronną oraz sprzęt ochrony osobistej do rodzaju wykonywanej pracy,
−
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska,
−
udzielać pierwszej pomocy osobom poszkodowanym w wypadkach przy pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
zorganizować stanowisko pracy do wykonywania otworów okrągłych,
−
scharakteryzować operacje technologiczne stosowane podczas obróbki otworów okrągłych,
−
wyjaśnić budowę i przeznaczenie narzędzi do obróbki otworów,
−
scharakteryzować rodzaje i budowę typowych wiertarek, omówić ich przeznaczenie oraz
zasady obsługi ich poszczególnych mechanizmów,
−
dobrać narzędzia do obróbki otworów okrągłych,
−
dobrać warunki skrawania do poszczególnych operacji stosowanych podczas wykonania
otworów okrągłych,
−
wykonać mocowanie narzędzia i przedmiotu do obróbki otworów okrągłych,
−
wykonać operację nawiercania, wiercenia, rozwiercania i pogłębiania otworów o różnej
średnicy i głębokości, przelotowych i nieprzelotowych,
−
ocenić jakość wykonania otworów i określić przyczyny powstawania braków,
−
ocenić stan techniczny narzędzi, maszyn, przyrządów i pomocy warsztatowych,
stosowanych podczas operacji wykonywania otworów oraz wykonać ostrzenie wierteł,
−
skorzystać z dokumentacji technicznej, norm, poradników i innych źródeł informacji,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
środowiska podczas wykonywania operacji wiertarskich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Wyposażenie stanowiska do wykonywania otworów okrągłych
4.1.1. Materiał nauczania
Zasadniczą operacją technologiczną, służącą wykonaniu otworów okrągłych, jest wiercenie.
Za pomocą wiercenia wykonuje się otwory okrągłe o średnicy stałej na całej ich długości,
przelotowe lub nieprzelotowe, o stosunkowo małej dokładności i dużej chropowatości
powierzchni wewnętrznej. Metodą wiercenia uzyskuje się otwory w 12 ÷ 13 klasie dokładności,
o chropowatości R
a
= (10 ÷ 40) μm.
Wywiercone otwory mogą zostać poddane kolejnym operacjom – pogłębianiu
i rozwiercaniu.
Pogłębianie jest operacją, w wyniku której następuje powiększenie średnicy lub zmiana
kształtu otworu na pewnej długości, albo następuje obróbka powierzchni czołowej otworu.
Dokładność obróbki powierzchni pogłębianych mieści się w 12 ÷ 13 klasie dokładności,
a chropowatość powierzchni wynosi R
a
= (5 ÷ 10) μm.
Rozwiercanie pozwala na uzyskanie otworów o dużej dokładności i gładkości powierzchni,
np. przeznaczonych do połączeń pasowanych. Podczas rozwiercenia zgrubnego uzyskuje się
otwory w 10 ÷ 12 klasie dokładności, o chropowatości R
a
= (2,5 ÷ 5) μm, a podczas rozwiercania
wykańczającego otwory w 6 ÷ 9 klasie dokładności, o chropowatości R
a
= (0,32 ÷ 1,25) μm.
Metodą rozwiercania wykonuje się również otwory stożkowe o określonej zbieżności.
W trakcie operacji nawiercania wykonuje się nakiełki, czyli stożkowe zagłębienia
w powierzchni materiału.
Wiercenie, pogłębianie i rozwiercanie prowadzi się przy użyciu wiertarek.
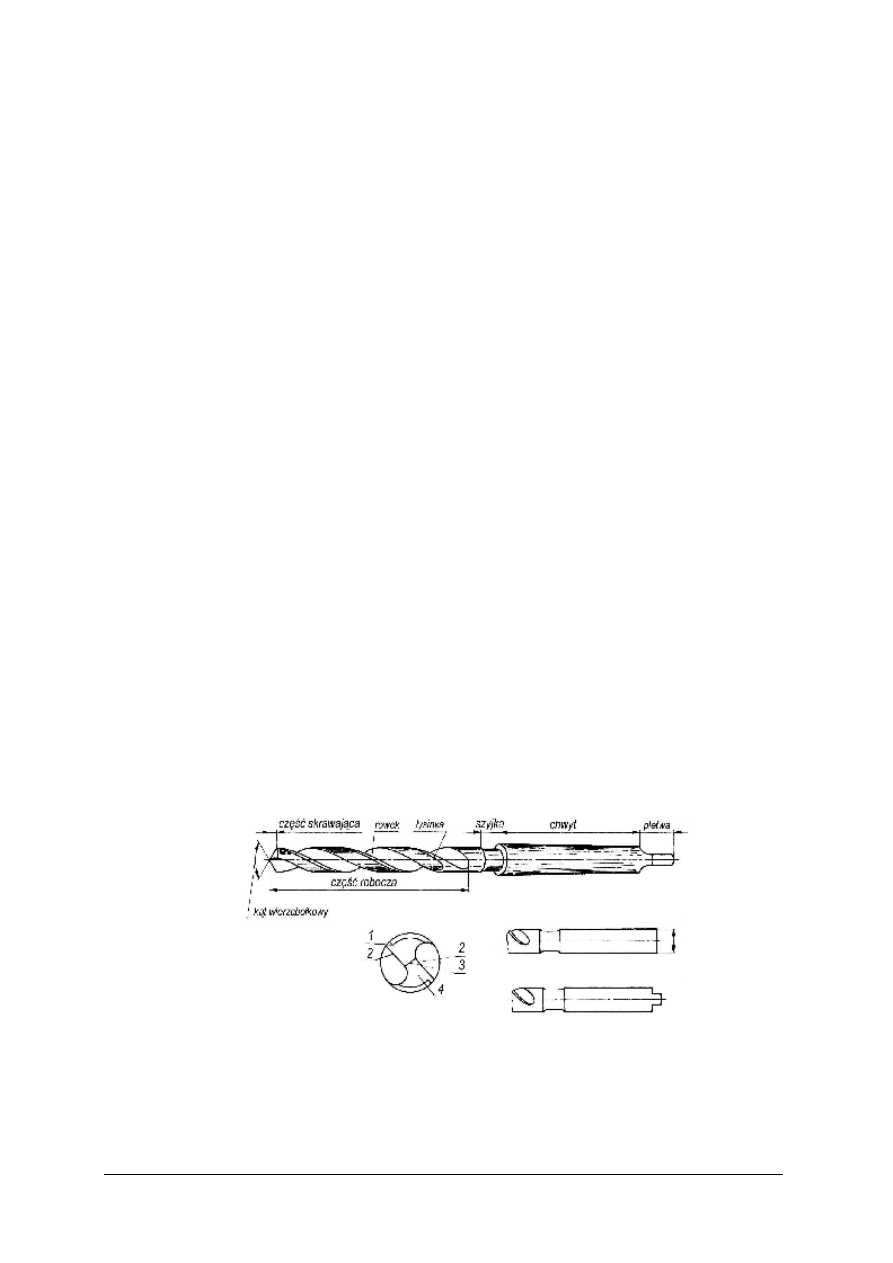
Wiertła
Operację wiercenia wykonuje się za pomocą wierteł. Wiertło wykonuje podczas pracy ruch
obrotowy wokół swojej osi i ruch posuwowy wzdłuż tej osi. Zagłębiając się w nieruchomy
przedmiot, usuwa materiał w postaci wiórów.
Wielkością charakterystyczną wiertła jest jego średnica, której odpowiada średnica
wierconego otworu.
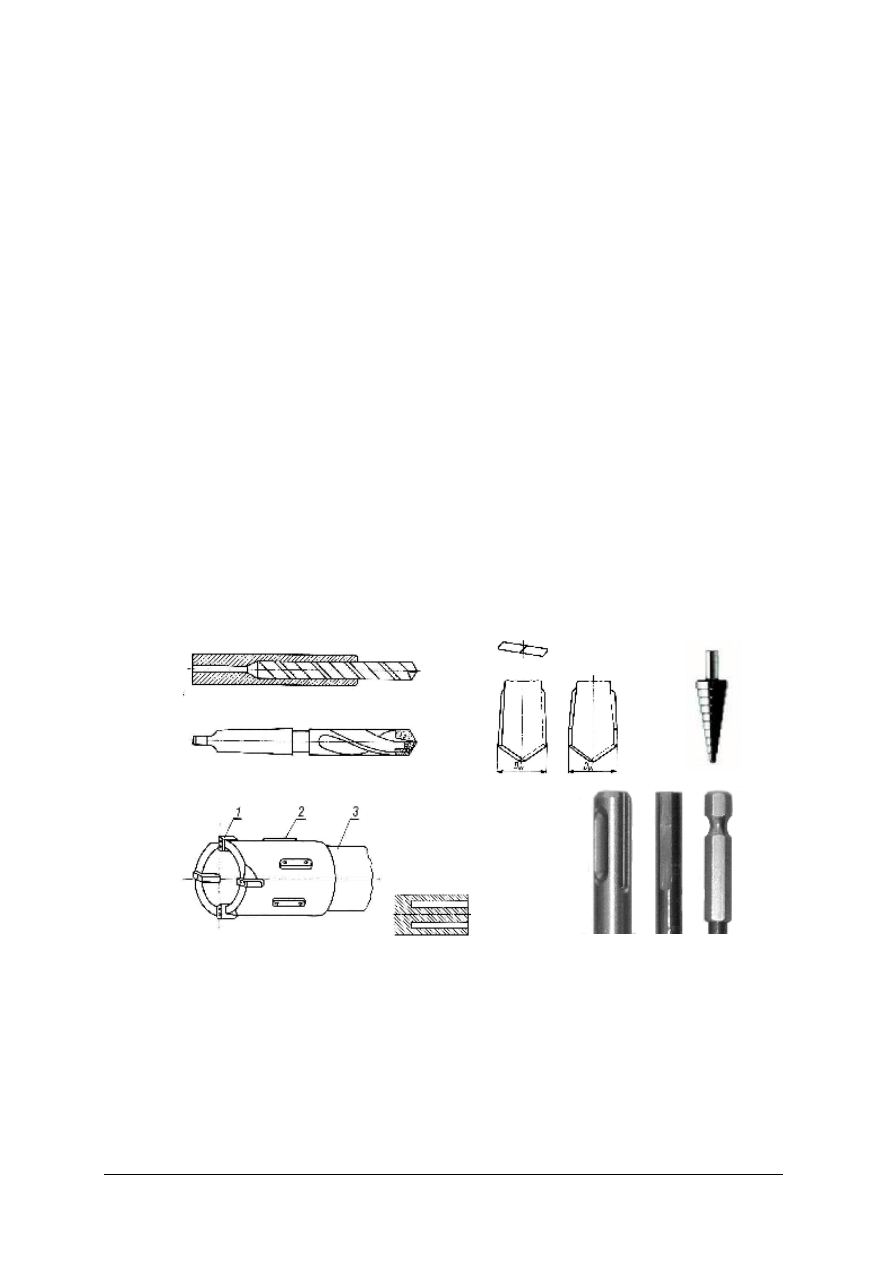
Rys. 1. Budowa wiertła krętego: a) części składowe, b) elementy części skrawającej, c) rodzaje chwytów
walcowych: bez płetwy i z płetwą: 1 – łysinka, 2 – krawędzie tnące, 3 – ścin, 4 – powierzchnia
przyłożenia [4]
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Podstawowym rodzajem wierteł do obróbki metali są wiertła kręte.
Składa się ono z:
– części roboczej,
– szyjki,
– chwytu.
W części roboczej wyróżni się z kolei z część skrawającą i część prowadzącą.
Najważniejszymi elementami części skrawającej są dwie proste krawędzie tnące, między
którymi znajduje się krótka krawędź poprzeczna, czyli ścin, stanowiący wierzchołek wiertła. Kąt
zawarty pomiędzy krawędziami tnącymi nosi nazwę kąta wierzchołkowego wiertła. Wartość
kąta wierzchołkowego zależy od rodzaju obrabianego materiału. Obowiązuje zasada, że im
twardszy materiał, tym większa powinna być wartość kąta wierzchołkowego.
Na części prowadzącej wykonane są dwa śrubowe rowki, których zadaniem jest usuwanie
wiórów z dna wierconego otworu. Wzdłuż rowków położone są łysinki, służące do prowadzenia
wiertła w otworze. Linia śrubowa, wyznaczona na powierzchni wiertła przez rowki i łysinki,
tworzy z osią wiertła kąt pochylenia rowka śrubowego, którego wartość zależy, podobnie jak
wartość kąta wierzchołkowego, od rodzaju materiału, do obróbki którego przeznaczone jest dane
wiertło. Oprócz wierteł krętych o geometrii dobranej do obróbki konkretnych materiałów,
powszechnie stosuje się tzw. wiertła ogólnego przeznaczenia, zbliżone geometrią do wierteł do
obróbki stali.
Chwyt służy do mocowania wiertła, bezpośrednio, lub za pośrednictwem specjalnych
przyrządów, w wrzecionie wiertarki.
Podstawowymi rodzajami chwytów, stosowanymi w budowie wierteł, są:
– chwyt walcowy bez płetwy,
– chwyt walcowy z płetwą,
– chwyt stożkowy.
Chwyty walcowe stosuje się dla wierteł o mniejszych średnicach (do 16 mm, sporadycznie
20 mm), natomiast chwyty stożkowe dla wierteł o średnicach powyżej 10 mm. Chwyty stożkowe
wykonuje się w postaci stożków Morse’a z płetwą (w siedmiu wielkościach, oznaczonych od
0 do 6), oraz stożków metrycznych (w pięciu wielkościach, oznaczonych 80, 100, 120, 160,
200). Zbieżność stożków Morse’a (o wymiarach calowych) wynosi ok. 1:19, natomiast
metrycznych – 1:20.
Oprócz wymienionych chwytów stosowane się również inne, przystosowane do współpracy
z przyrządami mocującymi określonych typów, ponieważ różni producenci obrabiarek wdrażają
i rozpowszechniają własne standardy mocowania narzędzi.
Tabela 1. Wybrane wartości kąta wierzchołkowego wierteł krętych [3]
Wiertła ze stali szybkotnącej
Wiertła z węglików spiekanych
ogó
ln
e
g
o
pr
z
ez
n
a
cze
n
ia
do
że
li
w
a i
s
tali
do
m
o
si
ąd
zu
do
mi
ed
zi
i
al
u
mi
n
ium
do
t
w
o
rz
y
w
szt
u
cz
n
y
ch
do
t
w
a
rd
e
j
g
u
my
do
że
li
w
a i
s
tali
do
s
tal
i
h
a
rt
o
w
a
n
ej
do
że
li
w
a
b
ia
łe
go
116
°
÷118°
118°
118°
140°
85
°
÷ 90°
50°
118°
130°
140°
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Szyjka stanowi przewężenie pomiędzy częścią roboczą i chwytem; w wiertłach z chwytem
walcowym o mniejszych średnicach nie jest zaznaczona.
Wiertła kręte produkuje się w całości ze stali szybkotnącej (oznaczenie HSS) lub wyposaża
się je w ostrza z węglików spiekanych (tzw. wiertła widiowe).
Wiertła stalowe produkowane są technologią walcowania (mniej dokładne) lub szlifowania
(dokładniejsze). Ich powierzchnię często uszlachetnia się przez pokrycie warstewką bardzo
twardych i trudnościeralnych powłok ochronnych (np. azotkiem tytanowo-aluminiowym,
azotkiem tytanu i in.). Pokrycia takie wydłużają żywotność wierteł, pozwalają na uzyskanie
otworów o mniejszej chropowatości, umożliwiają wiercenie na sucho, (czyli bez stosowania
cieczy chłodzącej).
Zastosowanie węglików spiekanych polega na wlutowaniu na wierzchołku wiertła płytki
tnącej (rozwiązanie takie stosowane jest dla wierteł o większych średnicach), lub wykonaniu
z węglika całej części roboczej wiertła. Pozostałe elementy takich wierteł wykonane są ze stali
narzędziowej.
Średnice wierteł są stopniowane, orientacyjnie: dla średnic od 0,3 do 2,0 mm co 0,02 lub
0,03 mm; od 2 do 3 mm co 0,05 mm; od 3 do 14 mm co 0,1 mm; od 14 do 32 mm co 0,25 mm;
od 32 do 51 mm co 0,5 mm i od 51 do 100 mm co 1 mm.
Szczegółowe informacje dotyczące rodzajów wierteł i średnic wierteł produkowanych
w poszczególnych rodzajach, znaleźć można w katalogach wyrobów konkretnych producentów.
Oprócz wierteł krętych, do obróbki metali stosuje się, między innymi:
– wiertła piórkowe,
– wiertła do głębokich otworów,
– wiertła składane,
– wiertła do blach.
Rys. 2. Budowa wierteł: a) wiertła z węglików spiekanych (wiertło o małej średnicy, w którym z węglika wykonana
jest cała część robocza, umieszczona w stalowym chwycie, oraz wiertło o większej średnicy, z wlutowaną
płytką), b) część robocza wierteł piórkowych, c) wiertło do blach, d) wiertło trepanacyjne – części składowe
i kształt wierconego otworu, e) różne rodzaje chwytów (SDS Plus, walcowy z dwiema płaszczyznami,
wtykowy ¼” do wkrętarek): 1 – ostrza, 2 – płytki prowadzące wiertło w wierconym otworze, 3 – rura
wiertła [1]
Wiertła piórkowe mają część roboczą w kształcie płaskiej płytki, wykonanej ze stali
szybkotnącej lub węglików spiekanych. Przeznaczone są do wykonywania otworów
o niewielkich średnicach i głębokościach.
a)
b)
c)
d)
e)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Do wiercenia głębokich otworów stosuje się wiertła do otworów pełnych, zamieniające na
wióry całą objętość materiału usuwanego z wierconego otworu, oraz wiertła trepanacyjne
(rurowe), wykonujące otwór w postaci wąskiego pierścienia wokół rdzenia, który po
zakończeniu wiercenia usuwa się z otworu. Wiertła trepanacyjne znajdują zastosowanie do
wiercenia otworów przelotowych. Wiertłami do pełnych otworów są: wiertła lufowe, stanowiące
odmianę wierteł krętych o bardzo długiej części roboczej, oraz wiertła piórkowe o części
roboczej osadzonej na długim trzpieniu (drągu wiertarskim), którego średnica jest mniejsza niż
średnica wierconego otworu, dzięki czemu jest ułatwione usuwanie wiórów z dna wierconego
otworu.
Wiertła składane stanowią dużą grupę bardzo zróżnicowanych narzędzi, których konstrukcja
umożliwia wymianę części roboczej.
Wiertła do blach mają stopniowaną średnicę, dzięki czemu wiertło skrawa blachę nie
powodując jej wgniatania. Ponadto, dzięki takiej konstrukcji, możliwe jest wiercenie, w blachach
cienkich, otworów o różnych średnicach za pomocą jednego narzędzia.
Wiertarki
Wśród wiertarek rozróżniamy wiertarki przenośne i stałe.
Wiertarki przenośne (ręczne) wyposażone są w napęd ręczny, elektryczny lub
pneumatyczny. Za ich pomocą możliwe jest wiercenie w przedmiotach metalowych otworów
o średnicy do 13 mm.
Wadami wiertarek ręcznych są, między innymi:
– trudność z utrzymaniem właściwego położenia osi narzędzia podczas całego zabiegu
wiercenia (czego efektami mogą być: błędy kształtu otworów, zakleszczanie i łamanie
wierteł),
– trudność zachowania właściwego posuwu (zależnego od przyłożonej siły nacisku); zbyt
duży nacisk może doprowadzić również do złamania wiertła,
– trudność zachowania właściwego położenia środka wierconego otworu, wynikająca
z niedokładności przyłożenia obracającego się wiertła do powierzchni materiału,
– trudności występujące podczas rozpoczynania wiercenia, gdy następuje silne szarpnięcie
narzędzia, wynikające z gwałtownego napotkania
przez wiertło dużych oporów ruchu.
Ostatnim z dwóch wymienionych zjawisk można częściowo zapobiec przez staranne,
głębokie napunktowania środka wierconego otworu.
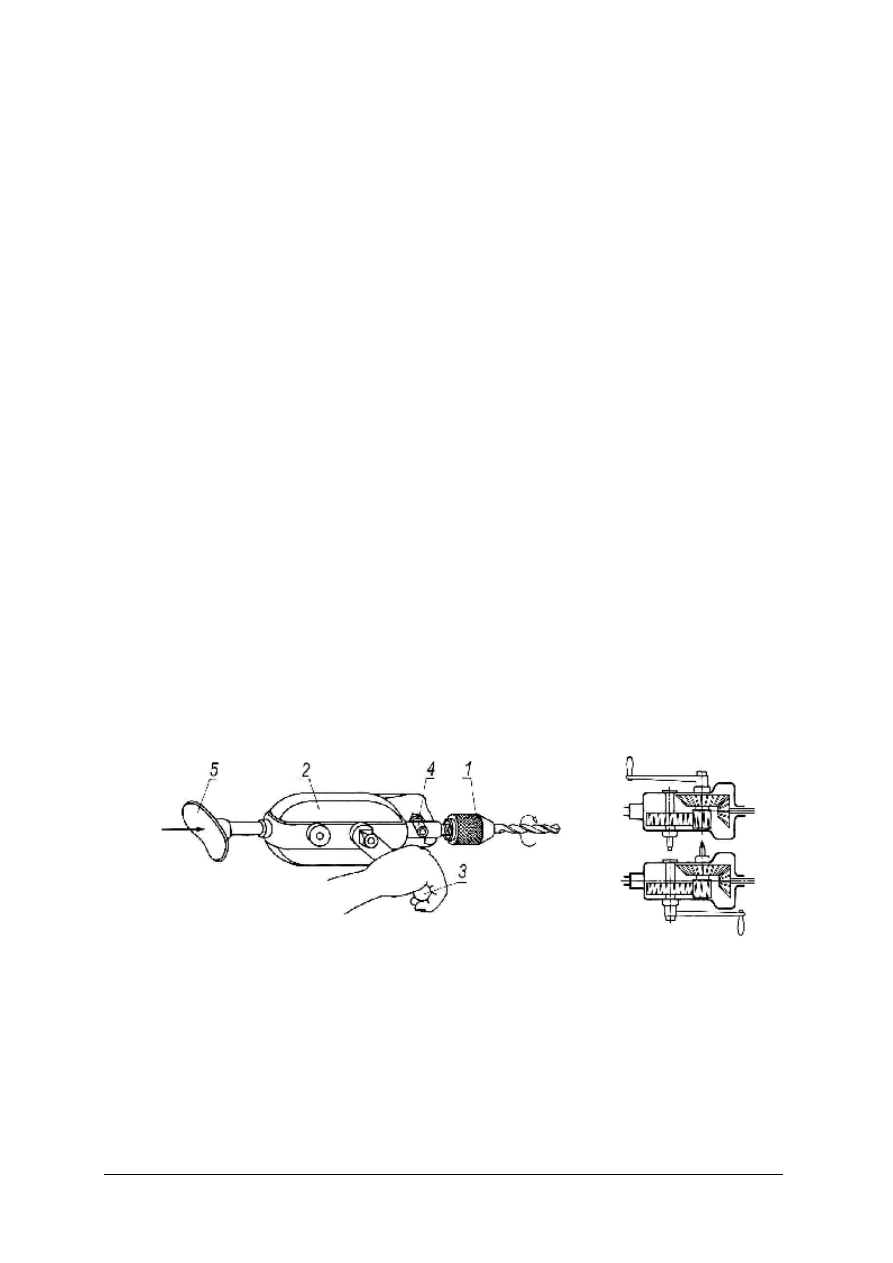
Rys. 3. Wiertarka z napędem ręcznym: a) części składowe, b) przekładnia zębata wiertarki ręcznej; korbę możemy
nałożyć na jeden z dwóch wałków wejściowych przekładni; zakładając ją na wałek bliższy wrzecionu,
korzystamy z przekładni przyspieszającej dwustopniowej (obroty niższe), natomiast zakładając ją na wałek
dalszy korzystamy z przekładni trójstopniowej (obroty wyższe): 1 – uchwyt samocentrujący trójszczękowy,
2 – korpus z przekładnią zębatą, 3 – korba, 4 – uchwyt, 5 – oparcie [5]
Największą zaletą wiertarek ręcznych jest natomiast możliwość wykonywania otworów
w przedmiotach o dużej masie lub wymiarach (np. w konstrukcjach budowlanych, arkuszach
blach), uniemożliwiających zastosowanie wiertarek stałych.
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Zastosowanie wiertarek napędem ręcznym jest podczas prowadzenia prac ślusarskich bardzo
ograniczone. Z uwagi na małą wydajność i wysiłek fizyczny, towarzyszący wierceniu, nadają się
do doraźnego wykonywania otworów o małych średnicach.
Wiertarki pneumatyczne są narzędziami bardzo wydajnymi, wymagają natomiast do
zasilania instalacji sprężonego powietrza.
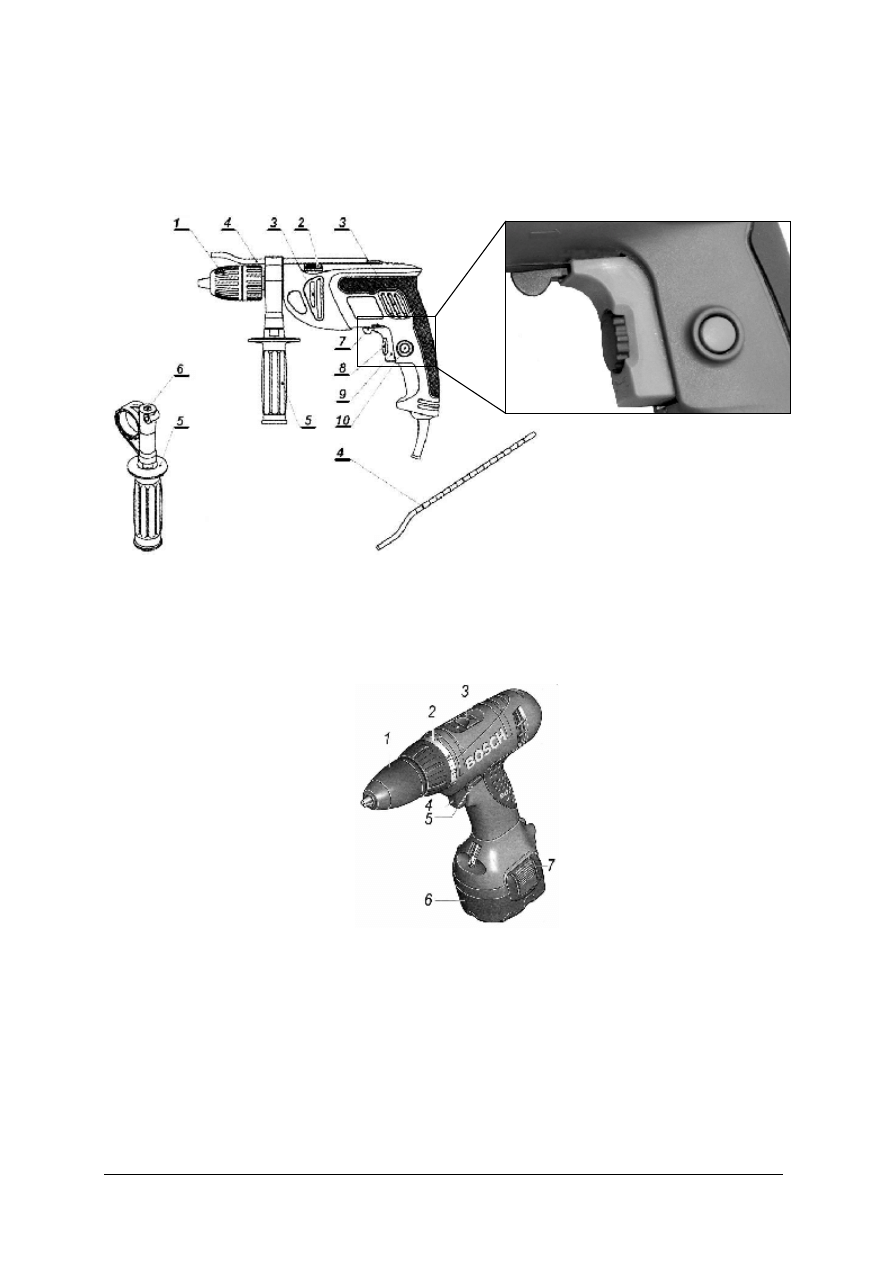
Rys. 5. Wiertarko-wkrętarka: 1 – uchwyt samocentrujący trójszczękowy, 2 – pierscień regulacji momentu
obrotowego, 3 – przełącznik biegu, 4 – włącznik główny, 5 – przełącznik kierunku obrotów,
6 – akumulator, 7 – przycisk odblokowujący akumutator
Najpowszechniej stosowane są ręczne wiertarki o napędzie elektrycznym. Są to wciąż
unowocześniane elektronarzędzia o zróżnicowanej mocy i różniące się szczegółami
konstrukcyjnymi. Przed rozpoczęciem pracy należy upewnić się, czy wszystkie przełączniki
funkcji wiertarki znajdują się we właściwym położeniu. W typowych wiertarkach istnieje
możliwość: zmiany kierunku obrotów wrzeciona, wiercenia zwykłego lub udarowego, wyboru
Rys. 4. Wiertarka elektryczna: 1 – uchwyt samocentrujący trójszczękowy z pierścieniem blokującym,
2 – przełącznik wiercenienia zwykłego i udarowego, 3 – wloty wentylacyjne, 4 – ogranicznik
głębokości wiercenia, 5 – uchwyt pomocniczy, 6 – śruba mocująca uchwyt pomocniczy, 7 – przełącznik
kierunku obrotów, 8 – pokrętło ogranicznika prędkości obrotowej, 9 – włącznik główny, 10 – przycisk
blokady włącznika głównego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
maksymalnej prędkości obrotowej (biegu), ograniczenia maksymalnej prędkości obrotowej.
Prędkość obrotową zmienia się płynnie przez zmianę nacisku włącznika.
Wyposażeniem dodatkowym dla wiertarek elektrycznych są stojaki, które pozwalają na
użycie ich jako stołowych wiertarek stałych.
W pracach wiertarskich używa się także wiertarko-wkrętarek akumulatorowych. Dokonanie
właściwych nastaw polega w nich na: wybraniu kierunku obrotów wrzeciona oraz ustawieniu
przełącznika sprzęgła na wartość maksymalną (ta pozycja przełącznika jest oznaczona
przeważnie symbolem wiertła). Istotnym ograniczeniem użycia tych narządzi jest, towarzyszące
zwłaszcza wierceniu, szybkie wyczerpywanie się akumulatora.
Wśród wiertarek stałych wyróżnia się:
– stołowe,
– słupowe,
– kadłubowe,
– promieniowe,
– rewolwerowe,
– wielowrzecionowe,
– do głębokich otworów,
– współrzędnościowe,
– wiertarskie centra obróbcze.
Wielkość przedmiotu, który można obrabiać przy zastosowaniu każdej z wymienionych
obrabiarek, zależy od ich przestrzeni roboczej (czyli wymiarów stołu oraz odległości pomiędzy
czołem wrzeciona a powierzchnią stołu, pomniejszonej o długość narzędzia) oraz nośności stołu.
Długość wykonywanych otworów uzależniona jest od wielkości skoku roboczego
wrzeciona, natomiast średnica wierconych otworów – od mocy napędu obrabiarki.
Do napędu wiertarek stałych stosuje się wyłącznie energięelektryczną.
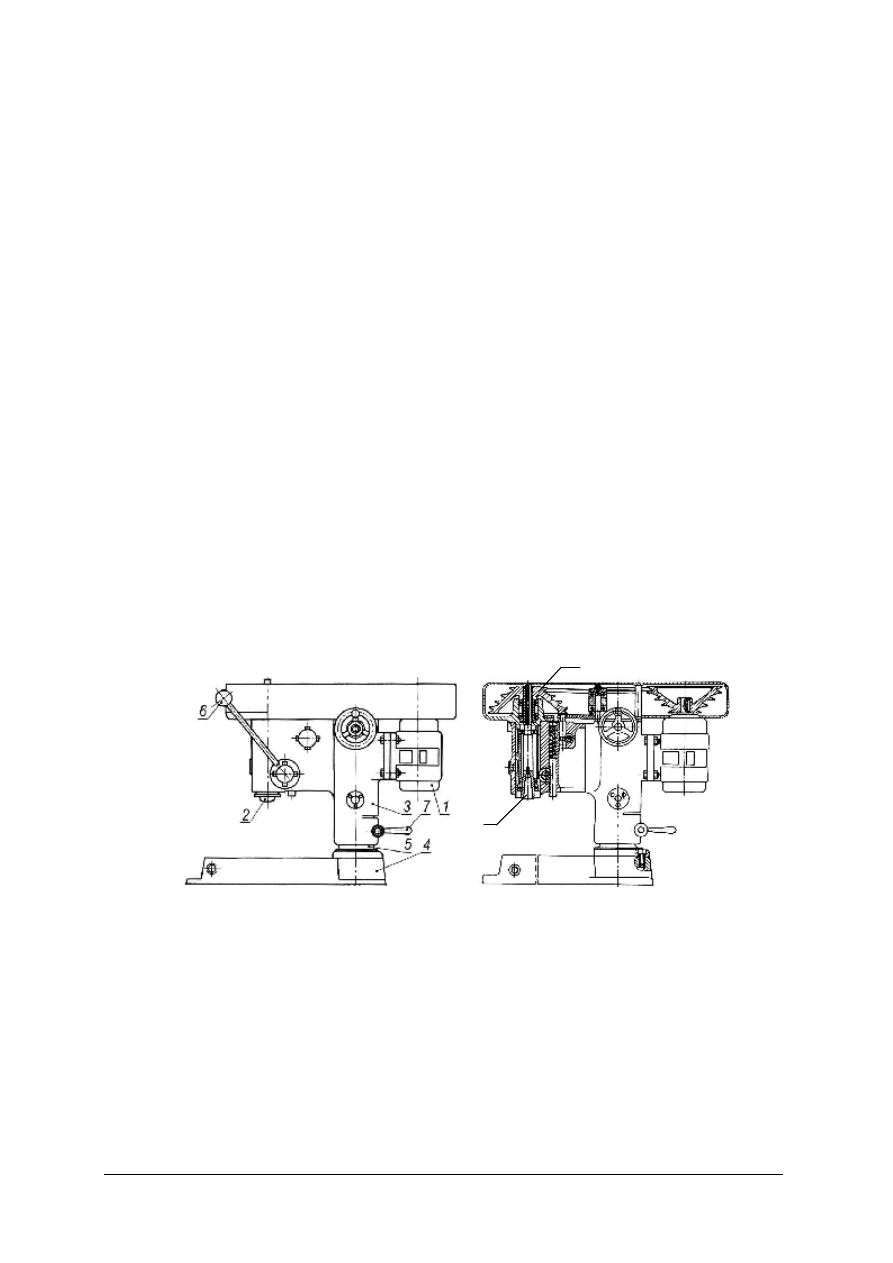
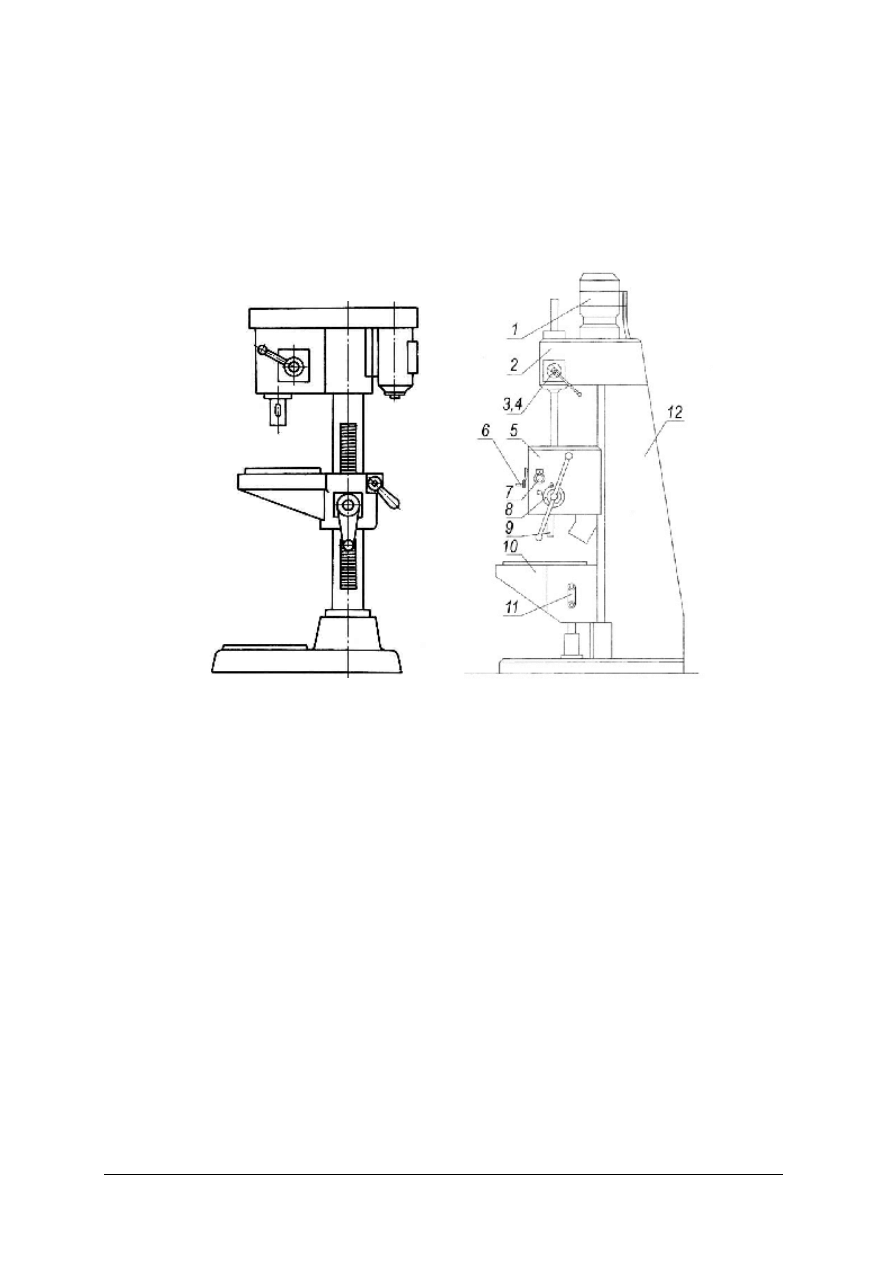
Rys. 6. Wiertarka stołowa: a) widok, b) przekrój: 1 – silnik elektryczny, 2 – wrzeciono, 3 – korpus, 4 – podstawa,
5 – słup, 6 – dźwignia mechanizmu opuszczania wrzeciona, 7 – zacisk blokujący obrót korpusu względem
podstawy, 8 – przekładnia pasowa, 9 – gniazdo wrzeciona
[1, 5].
Wiertarki stołowe przeznaczone są do ustawienia na stole warsztatowym. Służą do wiercenia
otworów o średnicy
15
≤
d
mm w małych przedmiotach. Wysokość przestrzeni roboczej można
regulować poprzez podnoszenie lub opuszczanie korpusu wiertarki na słupie osadzonym
w podstawie. Posuw realizowany jest ręcznie. Zmianę prędkości obrotowej wrzeciona uzyskuje
się za pomocą przekładni pasowej z kołami stopniowymi lub skrzynki przekładniowej
z przekładnią zębatą.
a)
b)
8
9
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Wiertarki słupowe ustawiane są bezpośrednio na posadzce hali warsztatowej. Przeznaczone
są do wiercenia otworów o średnicy
25
≤
d
mm (w niektórych konstrukcjach
40
≤
d
),
w przedmiotach o małej i średniej wielkości. Wysokość przestrzeni roboczej reguluje się przez
podnoszenie lub opuszczanie stołu wiertarki za pomocą przekładni zębatkowej (głowica
wiertarki jest osadzona nieruchomo na słupie). Zmianę prędkości obrotowej wrzeciona uzyskuje
się za pomocą skrzynki przekładniowej. Posuw w wiertarkach słupowych realizowany jest
ręcznie lub (w niektórych typach) mechanicznie.
Rys. 7. Wiertarki: a) słupowa, b) kadłubowa: 1 – silnik elektryczny, 2 – skrzynka prędkosci, 3 – dźwignia do
ustawiania obrotów, 4 – dźwignia do ustawiania zakresu obrotów (po przeciwnej stronie skrzynki
prędkości), 5 – wrzeciennik, 6 – korba mechanizmu podnoszenia wrzeciennika, 7 – pokrętło nastawy
posuwu, 8 – dźwignia posuwu ręcznego i mechanicznego, 9 – wrzeciono, 10 – stół, 11 – korba
mechanizmu podnoszenia stołu, 12 – kadłub [1]
Wiertarki kadłubowe cechuje, w stosunku do słupowych, mocniejsza konstrukcja, między
innymi dzięki żeliwnemu kadłubowi. Stół jest podparty podpórką śrubową, co umożliwia
obróbkę cięższych przedmiotów. Wiertarki te służą do obróbki przedmiotów o małej i średniej
wielkości, umożliwiając wiercenie otworów o średnicy
40
≤
d
mm (w niektórych konstrukcjach
80
≤
d
). Wysokość przestrzeni roboczej reguluje się przez podnoszenie lub opuszczane stołu
wiertarki oraz podnoszenie lub opuszczanie wrzeciennika. Wrzeciennik umożliwia zmianę
prędkości obrotowej wrzeciona. Posuw realizowany jest ręcznie lub mechanicznie.
Wiertarki promieniowe pozwalają na wykonanie w dużych i ciężkich przedmiotach otworów
o średnicy
100
≤
d
mm. Charakterystyczną cechą ich budowy jest zastosowanie ramienia
promieniowego (wysięgnika), który ma możliwość obrotu wokół osi słupa i przesuwu
w kierunku pionowym. Wrzeciennik wraz z silnikiem głównym obrabiarki może przesuwać się
wzdłuż wysięgnika nad całą powierzchnią umieszczonego na stole przedmiotu, który to stół
może dodatkowo przesuwać się w kierunki promieniowym względem słupa.
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
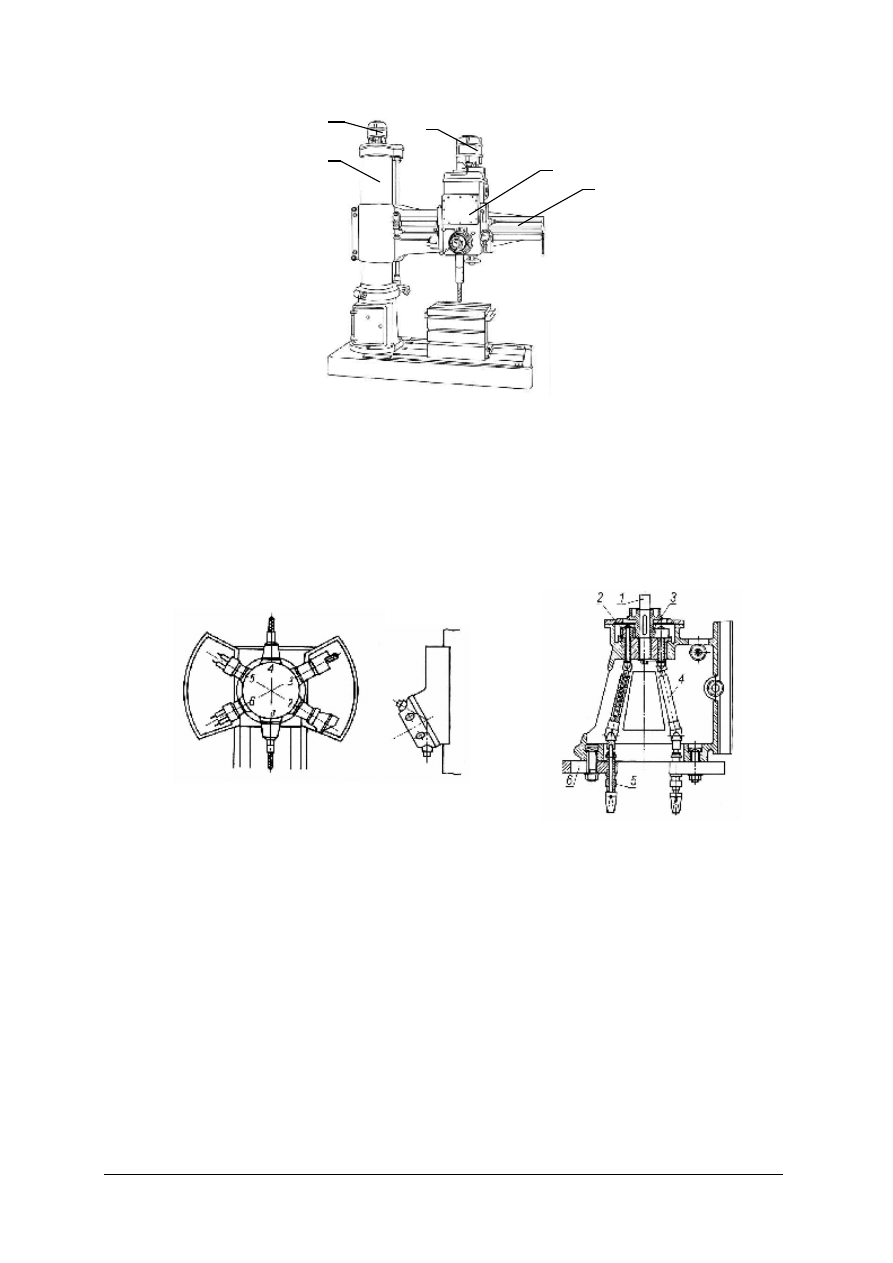
Rys. 8. Wiertarka promieniowa: 1 – kolumna, 2 – ramię promieniowe, 3 – wrzeciennik, 4 – silnik napędu
wrzeciennika, 5 – silnik przesuwu ramienia [5]
Wiertarki rewolwerowe wyposażone są w głowice rewolwerowe różnej konstrukcji,
umożliwiające mocowanie większej liczby narzędzi. Wymiana narzędzia w uchwycie zastąpiona
zostaje przez przestawianie głowicy (najczęściej jej obrót) w położenie, pozwalające na
prowadzenie obróbki poszczególnymi narzędziami. Wiertarki takie są szczególnie przydatne
podczas wytwarzania części w produkcji seryjnej do prowadzenia operacji wiertarskich
złożonych z kilku następujących po sobie zabiegów (np. wiercenia, pogłębiania i rozwiercania).
Rys. 9. a) Głowice wiertarek rewolwerowych: cylindryczna i stożkowa. b) Głowica wiertarki wielowrzecionowej:
1 – wał napędowy, 2 – koło napędowe główne, 3 – koło napedzające pojedyncze wrzeciono, 4 – wał
teleskopowy, 5 – wrzeciono robocze, 6 – płyta łożyskująca wrzeciona [1]
Wiertarki
wielowrzecionowe
(pęczkowe),
dzięki
głowicom
wielowrzecionowym,
umożliwiają jednoczesną pracę wielu (od 8 do 36) wrzecion, a więc jednoczesne wiercenie wielu
otworów w przedmiotach wytwarzanych seryjnie. Konstrukcja głowicy wielowrzecionowej
pozwala na ustawianie osi poszczególnych wrzecion w różnych odległościach od osi głównej
wrzeciona wiertarki.
Wiertarki do głębokich otworów służą do wiercenia poziomego (oś wiertła zorientowana jest
poziomo). W niektórych wiertarkach ruch obrotowy nadawany jest obrabianemu przedmiotowi,
natomiast wiertło pozostaje nieruchome, co upodabnia ich konstrukcję i zasadę działania do
tokarek.
a)
b)
1
3
5
2
4
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
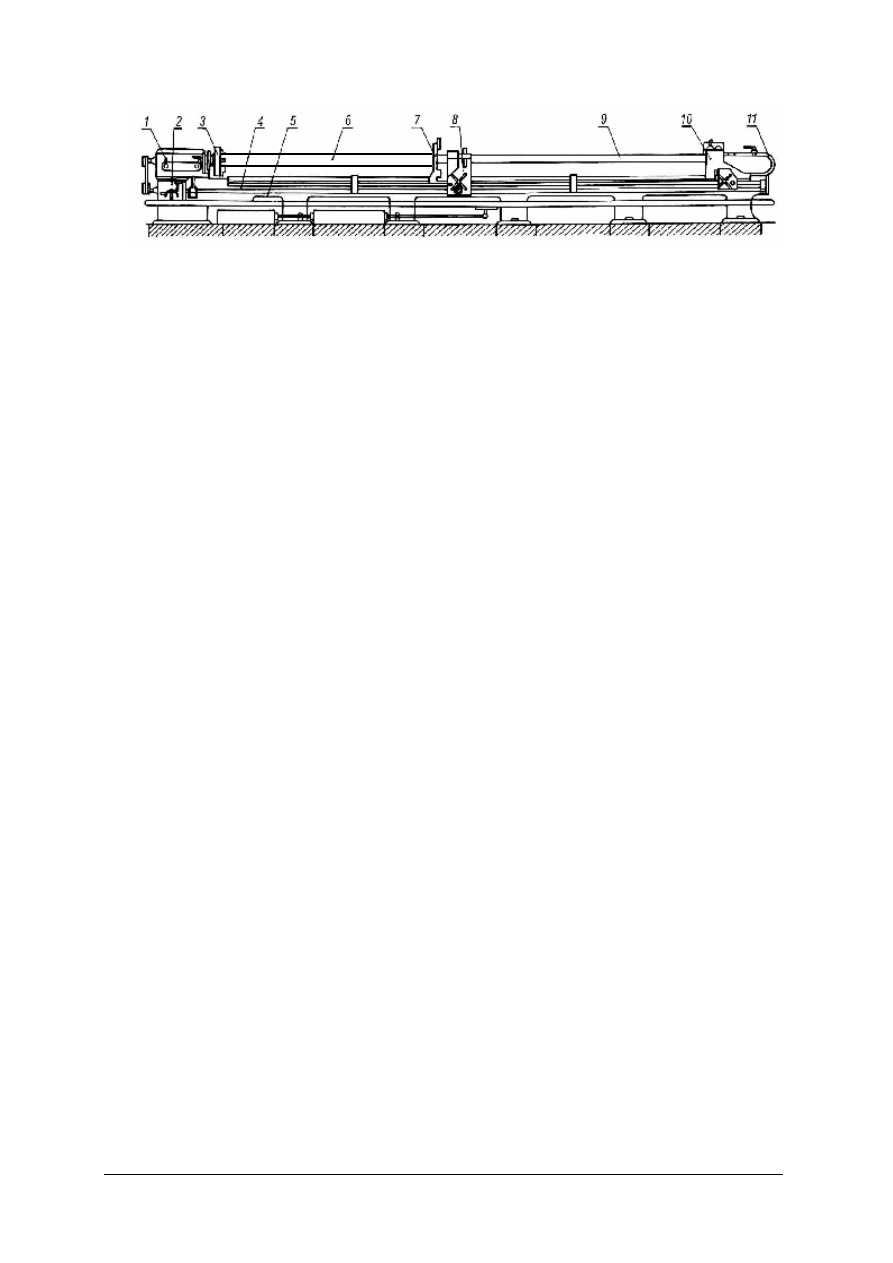
Rys. 10. Wiertarka do głębokich otworów: 1 – wrzeciennik, 2 – skrzynka posuwów, 3 – uchwyt, 4 – wałek
pociągowy, 5 – łoże, 6 – obrabiany przedmiot, 7 – podtrzymka, 8 – suport tokarski, 9 – drąg wiertarski,
10 – konik wiertarski, 11 – przewód doprowadzający ciecz chłodząco-smarującą [1]
Wiertarki współrzędnościowe przeznaczone są do dokładnej obróbki otworów o bardzo
dokładnym rozstawieniu ich osi. Są to urządzenia sterowane numerycznie. Cechują się sztywną
budową, odporną na odkształcenia i drgania. Stół wiertarki współrzędnościowej ma możliwość
przesuwu w płaszczyźnie poziomej w dwóch prostopadłych kierunkach. Precyzyjne
pozycjonowanie stołu umożliwiają silniki krokowe, sterowane przez optyczne urządzenia
pomiarowe.
Wiertarskie centra obróbcze łączą w sobie zalety wiertarek współrzędnościowych
i rewolwerowych, pozwalając na sterowaną numerycznie, bardzo precyzyjną obróbkę otworów
przy użyciu bogatego zestawu narzędzi, automatycznie pobieranych z zasobnika i mocowanych
w uchwycie wrzeciona przez specjalne manipulatory. Obrabiarki takie stosowane są w obróbce
seryjnej skomplikowanych wyrobów, np. korpusów maszyn i urządzeń, bloków silników
spalinowych itp.
Mocowanie narzędzi
Wiertła z chwytem walcowym mocuje się w uchwytach samocentrujących dwuszczękowych
i trójszczękowych, osadzonych w gnieździe wrzeciona wiertarki.
Rozstaw szczęk uchwytów dwuszczękowych zmienia się przez pokręcanie kluczem
o kwadratowej końcówce śruby, której jeden koniec ma gwint prawy, a drugi lewy. Śruba
współpracuje z dwoma szczękami, prowadzonymi w korpusie uchwytu, powodując ich zsuwanie
lub rozsuwanie.
Uchwyty trójszczękowe stanowią standardowe wyposażenie wiertarek przenośnych
i stołowych. Uchwyt taki posiada korpus ze stożkowym gniazdem, w którym osadzone są trzy
szczęki do mocowania wiertła. Na zewnętrznych powierzchniach szczęk jest nacięty gwint,
a zaciskanie bądź luzowanie wiertła osiąga się przez pokręcanie nakrętki, której gwint jest
nacięty na jej wewnętrznej powierzchni stożkowej i współpracując ze szczękami, powoduje ich
wsuwanie lub wysuwanie. Zewnętrzna powierzchnia nakrętek metalowych jest radełkowana, zaś
w przypadku uchwytów stosowanych w elektronarzędziach
−
obłożona wykładziną o dużej
przyczepności (przeważnie gumą), ułatwiającą zaciśnięcie i luzowanie uchwytu przez
pokręcanie ręką.
W elektronarzędziach stosowanych jest wiele różnych rozwiązań konstrukcyjnych
uchwytów samocentrujących bezkluczykowych. W niektórych zastosowane są specjalne,
pomysłowe sprzęgła, uniemożliwiające przypadkowe poluzowanie szczęk.
Uchwyty całkowicie metalowe, a zwłaszcza przeznaczone do mocowania wierteł o większej
średnicy w wiertarkach stałych, są wykonywane jako kluczykowe. Nakrętkę dokręca się i luzuje
za pomocą specjalnego klucza, współpracującego z zębatym wieńcem, wykonanym na dolnej
powierzchni nakrętki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
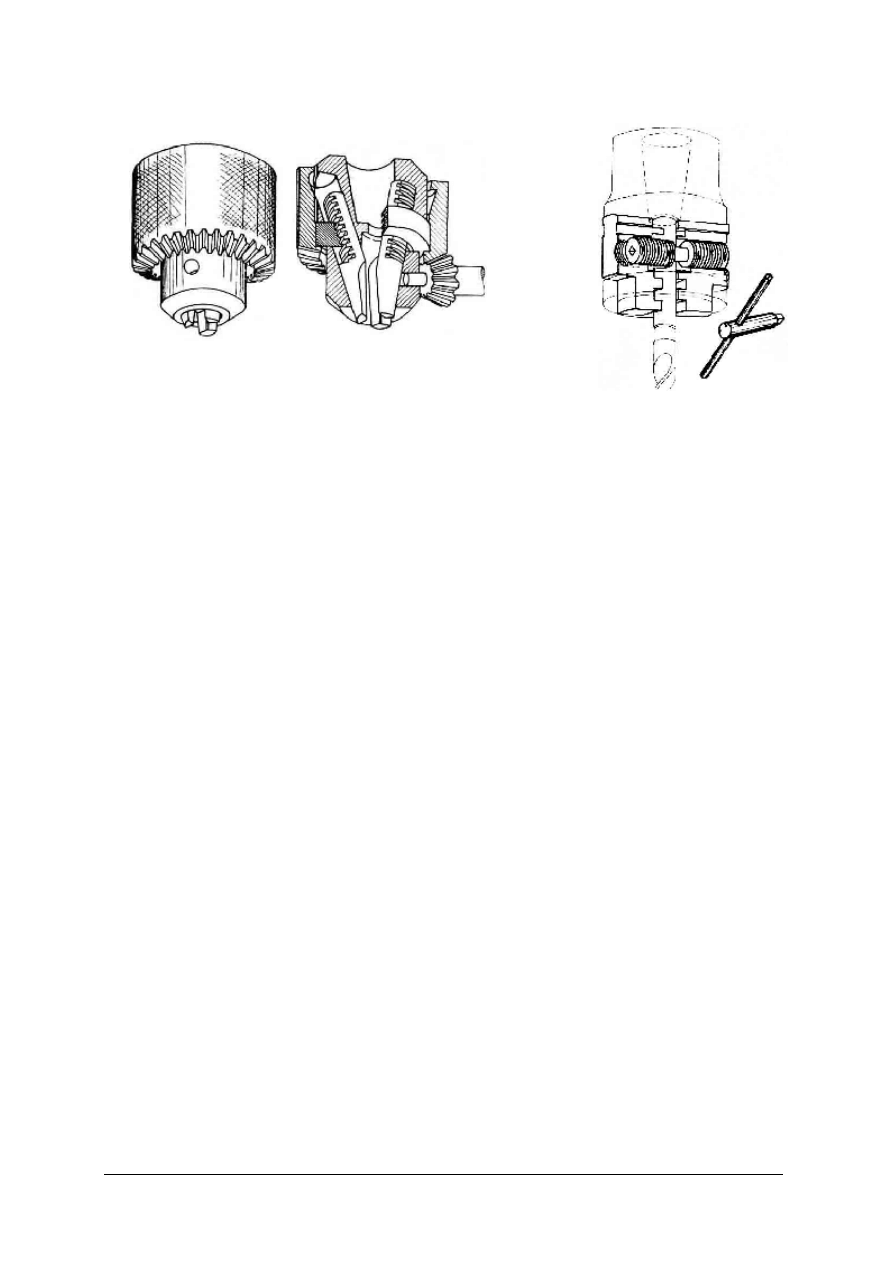
Rys. 11. Uchwyty samocentrujące: a) trójszczękowy, b) dwuszczękowy [2]
Podczas dokręcania nakrętki kluczem należy zadbać, aby nastąpiło głębokie zazębienie ich
uzębień, ponieważ w przeciwnym wypadku zęby przeskakują względem siebie, czemu
towarzyszy niszczenie ich krawędzi. Podobny efekt jest skutkiem stosowania kluczy, które są
zużyte – poprzez pozorną oszczędność można uszkodzić dość kosztowny element wyposażenia
obrabiarki.
Należy stosować klucze przystosowane do konkretnej wielkości uchwytu, pokręcając je za
pomocą oryginalnych dźwigni, których nie wolno przedłużać. Ponadto przed uruchomieniem
napędu wiertarki należy bezwzględnie sprawdzić, czy klucz został wyjęty z gniazda uchwytu.
Częstym błędem występującym podczas korzystania z uchwytów samocentrujących jest zbyt
słabe ich dokręcenie, czego efektem jest unieruchomienie wiertła w materiale i jego obracanie
się w uchwycie. Na powierzchni chwytu wiertła powstają wówczas rysy i zadziory, utrudniające
kolejne mocowania wiertła oraz powodujące niewspółosiowość wiertła i wrzeciona. Na skutek
drgań uchwyt ulega rozbiciu, pojawiają się luzy zmniejszające jego żywotność, a dokładność
wiercenia ulega znacznemu pogorszeniu.
Podczas mocowania wierteł należy zadbać również, by nie mocować ich zbyt głęboko, tak,
aby szczęki zaciśnięte zostały wyłącznie na chwycie wiertła, nie zaś na części roboczej.
Uchwyty szczękowe stosowane są do wierteł o średnicy do 20 mm.
Wiertła z chwytem walcowym można mocować również za pomocą tulei zaciskowych.
Narzędzia z chwytem stożkowym mocuje się w stożkowym gnieździe wrzeciona wiertarki
bezpośrednio (gdy wielkości stożków narzędzia i chwytu są jednakowe), lub za pośrednictwem
tulei redukcyjnych, gdy chwyt wiertła ma wymiary mniejsze niż gniazdo wrzeciona. Tuleje
redukcyjne można stosować pojedynczo lub je składać.
Przed wykonaniem zamocowania współpracujące powierzchnie stożkowe chwytu, gniazda
i tulei redukcyjnych powinny zostać staranie oczyszczone. Mocując wiertło wprowadzamy
chwyt w otwór wrzeciona tak, aby powierzchnia boczna płetwy znalazła się w świetle szczeliny
wykonanej na bocznej powierzchni wrzeciona. Następnie energicznym ruchem ręki w górę
wbijamy stożek do gniazda. Dzięki małej zbieżności stożka, narzędzie trzyma się w gnieździe
dzięki sile tarcia. Jeżeli wykonujemy mocowanie pośrednie, to znaczy z użyciem tulei
redukcyjnych, należy najpierw osadzić wiertło w tulei, a potem wiertło wraz z tuleją w gnieździe
wiertarki.
Odmocowanie narzędzia polega na wybiciu go przy zastosowaniu stalowego klina,
wprowadzonego do szczeliny nad płetwą. Klin pobijamy lekko młotkiem, podtrzymując
jednocześnie wiertło, aby wypadając z gniazda nie spadło na powierzchnię stołu lub obrabiany
przedmiot. Opisane czynności wykonujemy po ustawieniu wrzeciona na dogodnej wysokości.
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
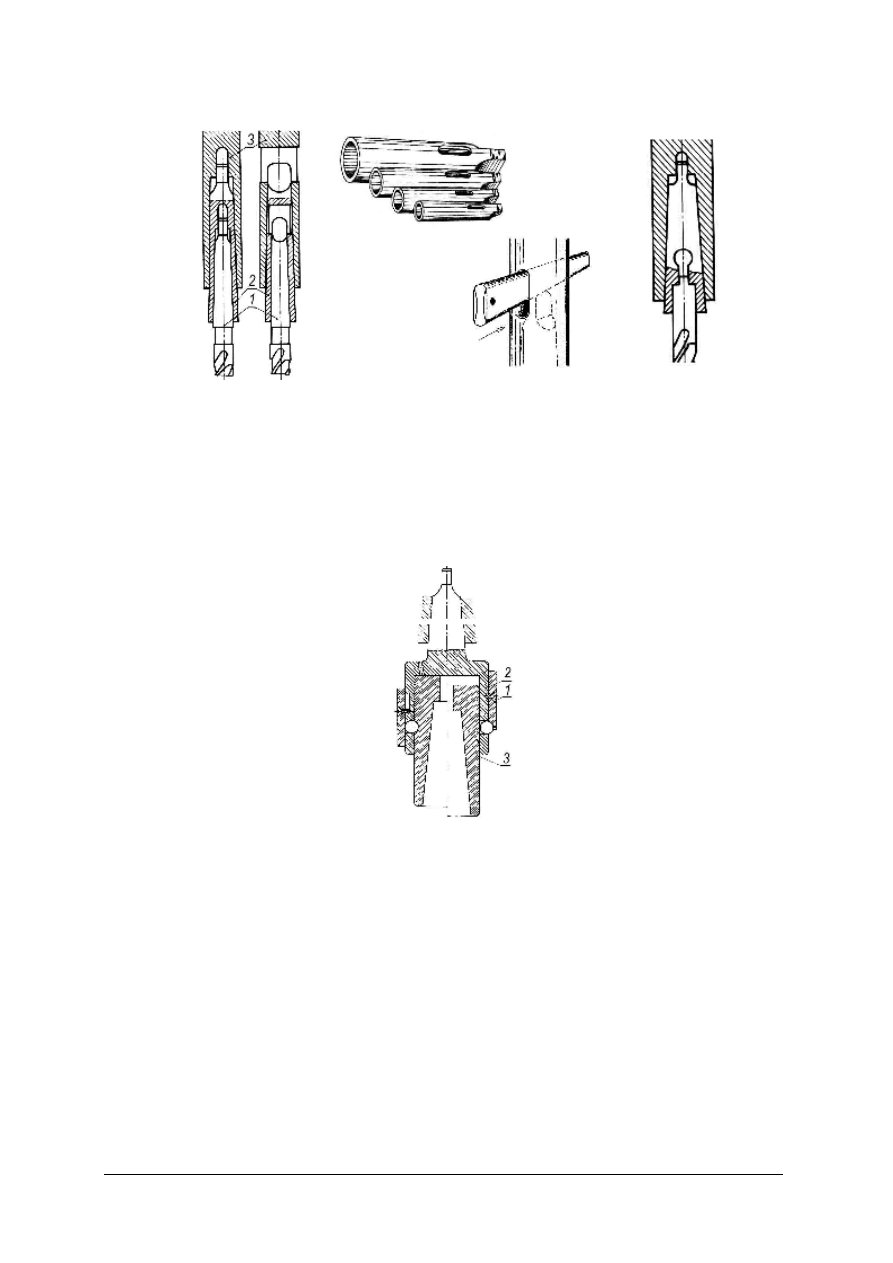
Rys. 12. Mocowanie wierteł: a) mocowanie wiertła krętego z chwytem stożkowym Morse’a w gnieździe
wrzeciona za pomocą tulei redukcyjnej, b) komplet tulei redukcyjnych, c) wybijanie wiertła lub tulei
redukcyjnej z gniazda wrzeciona przy użyciu klina, d) mocowanie wiertła z chwytem walcowym
z płetwą w tulei zaciskowej: 1 – chwyt wiertła, 2 – tuleja redukcyjna, 3 – wrzeciono [1, s. 5]
Mocowanie narzędzi z chwytem stożkowym jest dość kłopotliwe, natomiast ma dwie
podstawowe zalety: jest bardzo pewne, gdyż nie zagraża przy jego zastosowaniu obracanie się
wiertła względem wrzeciona, oraz sztywne (powierzchnie chwytu i gniazda stykają się na dużej
długości), co wpływa dodatnio na dokładność obróbki.
Rys. 13. Oprawka szybkomocująca; po lewej stronie w pozycji zaciśniętej, po prawej – zluzowanej: 1 – pierścień
przesuwny, 2 – korpus, 3 – tulejka [2]
Dzięki zastosowaniu oprawek szybkomocujących, możliwa jest wymiana narzędzi
z chwytem stożkowym bez zatrzymywania obrotów wrzeciona. W celu zamocowania narzędzia
kolejno: chwytamy ręką zewnętrzny pierścień oprawki i przesuwamy go do góry, chwytamy
opadającą tulejkę i wsuwamy do niej narzędzie, unosimy tulejkę i opuszczamy pierścień.
Mocowanie przedmiotu
Wykonywanie otworów (zwłaszcza o niewielkich średnicach) w przedmiotach ciężkich,
dużych i stabilnych nie wymaga ich mocowania.
Do wiercenia otworów o małej średnicy wystarczające jest przytrzymanie przedmiotu za
pomocą imadła ręcznego.
Przedmioty o niewielkich wymiarach podczas wiercenia unieruchamiamy na stole wiertarki
za pomocą imadła maszynowego. Do wiercenia otworów pod kątem należy zastosować imadło
przechylne.
a)
b)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
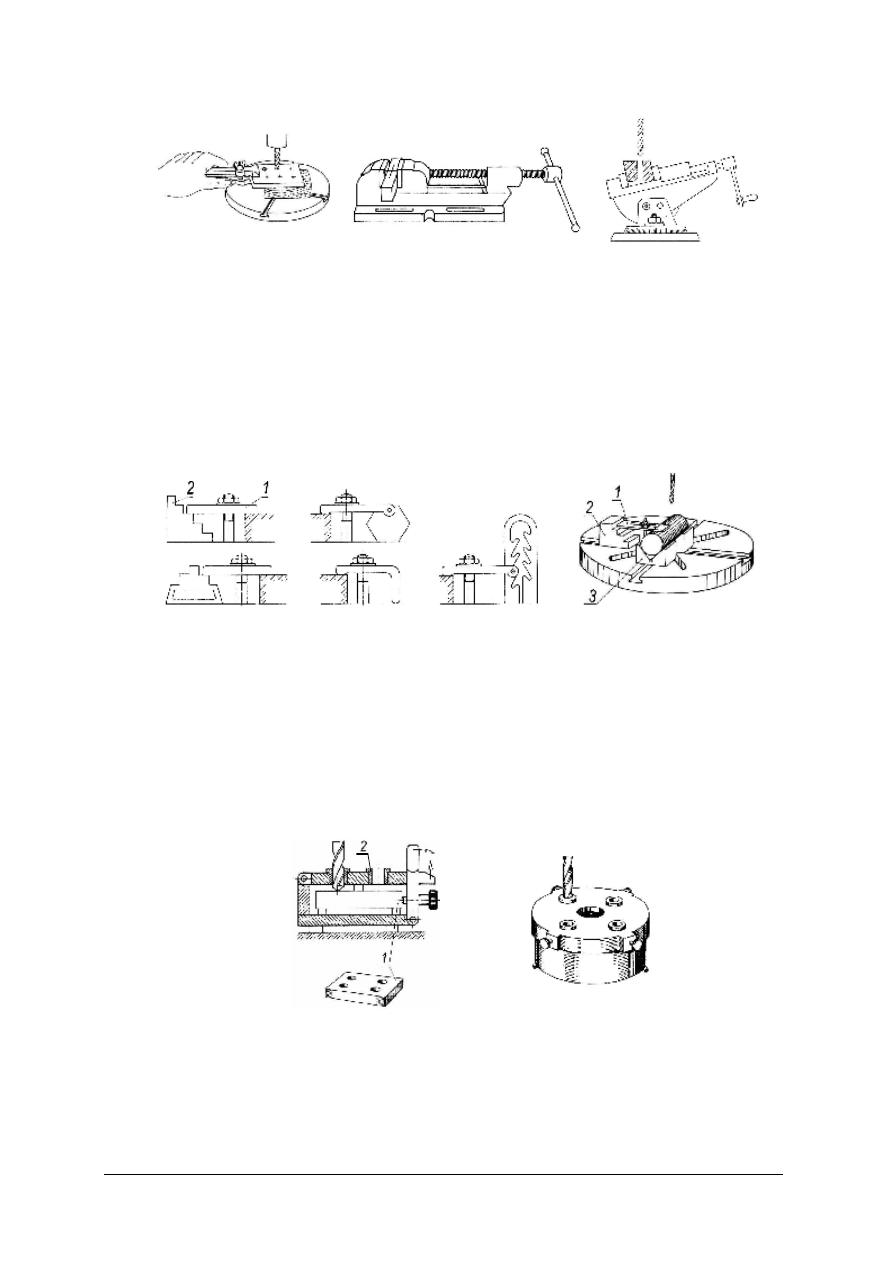
Rys. 14. Mocowanie małych przedmiotów: a) za pomocą imadła ręcznego, z zastosowaniem podkładki drewnianej
chroniącej stół wiertarki, b) za pomocą imadła maszynowego, c) za pomocą imadła maszynowego
uniwersalnego pochylnego i obrotowego (oś otworu może nie być równoległa do płaszczyzn szczęk
imadła) [2]
Przedmioty duże i o nieregularnych kształtach mocuje się na stole przy użyciu podkładek
i płytek dociskowych (docisków), unieruchamianych za pomocą specjalnych
śrub
o kwadratowych łbach, wpuszczonych w teowe kanały stołu. W takie kanały zaopatrzone są
stoły wszystkich wiertarek stałych. Wysokość podkładek należy dobrać tak, aby po dociągnięciu
śrub dociski były ustawione równolegle do powierzchni stołu.
Rys. 15. Mocowanie przedmiotów na stole wiertarki: a) za pomocą podkładek, docisków i śrub, b) mocowanie
wałka na podstawie pryzmowej: 1 – docisk, 2 – podkładka, 3 – podstawa pryzmowa [5]
W produkcji seryjnej i masowej stosowane są przyrządy wiertarskie. Wyróżniamy wśród
nich płyty wiertarskie, mocowane na przedmiocie, oraz skrzynki wiertarskie, wewnątrz których
unieruchamia się mniejsze przedmioty. Zastosowanie przyrządów eliminuje konieczność
trasowania otworów oraz mocowania przedmiotów. Przyrządy wiertarskie wyposażone są
w tulejki wiertarskie o średnicy nieco większej niż średnica wierconego otworu, wykonane
z materiału odporniejszego na ścieranie niż sam przyrząd, co wydłuż czas ich eksploatacji.
Stosowanie przyrządów wiertarskich znacznie podnosi dokładność wykonania otworów.
Rys. 16. Przyrządy wiertarskie: a) skrzynka wiertarska, b) płyta wiertarska, 1 – przedmiot obrabiany, 2 – tulejka
wiertarska osadzona w przyrządzie [5]
a)
b)
a)
b)
a)
b)
c)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie nazwy noszą i na czym polegają poszczególne operacje wiertarskie?
2. Jaką dokładność i chropowatość powierzchni uzyskuje się podczas operacji wiercenia?
3. Co to jest kąt wierzchołkowy wiertła krętego?
4. Jakie jest przeznaczenie łysinki?
5. W jaki sposób podnosi się trwałość wierteł wykonanych ze stali szybkotnących?
6. Do jakich celów stosuje się wiertła trepanacyjne?
7. W jaki sposób zmienia się prędkość obrotową wrzeciona w poszczególnych typach
wiertarek?
8. W jaki sposób realizuje się posuw w poszczególnych typach wiertarek?
9. Do jakich celów stosuje się wiertarki promieniowe?
10. W jaki sposób zamocowuje się i odmocowuje wiertło z chwytem stożkowym Morse’a?
11. W jaki sposób wymienia się wiertło mocowane w oprawce szybkomocującej?
12. Co to są tulejki wiertarskie i gdzie są stosowane?
4.1.3. Ćwiczenia
Ćwiczenie 1
Sporządź wykaz wierteł i wyposażenia dodatkowego, niezbędnych do wykonania
wskazanych operacji wiercenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanym od nauczyciela szczegółowym poleceniem do ćwiczenia,
2) wypełnić posługując się katalogami tabele, znajdujące się w sprawozdaniu z ćwiczenia,
3) przygotować się do prezentacji wykonania ćwiczenia, zaprezentować dokonany wybór
wierteł i wyposażenia wiertarki.
Wyposażenie stanowiska pracy:
−
szczegółowe polecenie do ćwiczenia,
−
sprawozdanie,
−
komputer osobisty z dostępem do sieci,
−
katalogi wierteł i wyposażenia wiertarskiego w formie drukowanej, zapisane na nośnikach
elektronicznych i dostępne w sieci WWW,
−
materiały piśmienne,
−
zeszyt przedmiotowy, poradnik dla ucznia.
Ćwiczenie 2
Przeprowadź oględziny wiertarek stałych, znajdujących się na wyposażeniu pracowni;
zapoznaj się z ich parametrami użytkowymi, budową i zasadami obsługi opisanymi
w Dokumentacji Techniczno-Ruchowej (DTR).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zidentyfikować DTR poddawanej oględzinom wiertarki i zapoznać się z jej zawartością,
2) zapisać podstawowe dane techniczne wiertarki w otrzymanym od nauczyciela formularzu
sprawozdania z ćwiczenia,
3) zidentyfikować posiłkując się DTR przeznaczenie poszczególnych mechanizmów wiertarki
i przećwiczyć ich obsługę,
4) zapoznać się z instrukcją smarowania wiertarki i zidentyfikować punkty smarowania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
5) zapisać w sprawozdaniu krótko, np. w punktach, opisane w DTR zalecenia producenta,
dotyczące przygotowania wiertarki do pracy,
6) przećwiczyć wykonanie czynności przygotowawczych do pracy, które należy wykonać
przed włączeniem napędu,
7) upewnić się, że wiertarka jest odłączona od sieci zasilającej i zapoznać się ze sposobem
obsługi włącznika napędu i wyłącznika bezpieczeństwa,
8) wykonać w powyższy sposób oględziny i opis wiertarek pozostałych typów, znajdujących
się w pracowni,
9) uzupełnić sprawozdanie i przygotować się do prezentacji, podczas której nauczyciel zleci Ci
omówienie i zademonstrowanie sposobu wykonania określonej czynności, związanej
z obsługą wiertarki,
10) zgłosić nauczycielowi zakończenie wykonania ćwiczenia,
11) dokonać prezentacji i oddać sprawozdanie z ćwiczenia nauczycielowi do oceny.
Wyposażenie stanowiska pracy:
−
formularz sprawozdania,
−
wiertarki stałe,
−
DTR wiertarek poszczególnych typów,
−
smarownice i oliwiarki,
−
materiały piśmienne,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować poszczególne operacje wiertarskie?
¨
¨
2) rozpoznać poszczególne rodzaje wierteł i elementy ich geometrii?
¨
¨
3) dobrać wiertła do średnicy i długości otworu, materiału przedmiotu
obrabianego i systemu mocowania?
¨
¨
4) określić parametry użytkowe poszczególnych typów wiertarek?
¨
¨
5) określić
przeznaczenie
poszczególnych
mechanizmów
wiertarki
i dokonać ich obsługi?
¨
¨
6) zamocować wiertła o różnych chwytach?
¨
¨
7) wykonać mocowanie przedmiotu do wiercenia?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.2. Technika wiercenia
4.2.1. Materiał nauczania
Czynności przygotowawcze
Przed przystąpieniem do wiercenia należy kolejno:
1) Sprawdzić stan techniczny wiertarki, przede wszystkim stan przewodu zasilającego i wtyczki
oraz zamocowanie wszystkich elementów obudowy i pokryw mechanizmów.
W przypadku wiertarek ręcznych, po kontroli położenia przełączników (kierunku
obrotów, wiercenia udarowego, prędkości obrotowej), działanie silnika możemy sprawdzić,
wciskając na chwilę włącznik.
Przed podłączeniem wiertarki pneumatycznej do przewodu sprężonego powietrza, należy
przewód ten przedmuchać, aby usunąć z niego zanieczyszczenia i wodę, a po podłączeniu
sprawdzić, czy złącze zabezpieczone zostało przed samoczynnym rozłączeniem. Następnie,
odkręcając zawór redukcyjny, sprawdza się szczelność połączenia. Samej wiertarki nie należy
uruchamiać przed zamocowaniem narzędzia.
W przypadku wiertarek stałych z przekładniami pasowymi należy sprawdzić stan
napięcia paska klinowego. Jeżeli pasek jest zbyt luźny, napinamy go za pomocą naprężacza
lub przez odsunięcie silnika elektrycznego od osi wrzeciona i zamocowanie go w nowym
położeniu. Sprawdzamy, czy tuleja wrzeciona nie ma zbyt dużego luzu podłużnego. Luz taki
kasuje się przez dokręcenie nakrętki i przeciwnakrętki nad tuleją wrzeciona. Na zakończenie
sprawdzamy, czy mechanizmy (opuszczania wrzeciennika, posuwu ręcznego) działają
w sposób płynny i bez zacięć.
2) Sprawdzić smarowanie mechanizmów wiertarki. Wiertarki stałe wymagają smarowania
poszczególnych zespołów i mechanizmów. Przed przystąpieniem do eksploatacji wiertarki
należy zapoznać się z instrukcją smarowania, zawartą w dokumentacji techniczno-ruchowej
(DTR). W instrukcji smarowania opisane są miejsca smarowania, rodzaj zalecanego przez
producenta oleju lub smaru, sposób i okres smarowania. Do instrukcji dołączony jest rysunek,
dokładnie wskazujący opisane w niej miejsca smarowania.
3) Oczyścić stół wiertarki z brudu i wiórów. Mocowanie przedmiotu na zanieczyszczonym stole
może skutkować błędami podczas wiercenia.
4) Dobrać wiertło. Średnica wiertła powinna być równa średnicy nominalnej otworu, długość
części roboczej powinna być większa od głębokości wierconego otworu, a rodzaj wiertła
dobrany do rodzaju obrabianego materiału.
5) Zamocować wiertło i sprawdzić poprawność zamocowania. W przypadku wiertarek ręcznych
włączamy na chwilę obroty i obserwujemy, czy końcówka wiertła nie wykazuje bicia
promieniowego, natomiast w przypadku wiertarek stałych sprawdzamy prostopadłość wiertła
względem stołu za pomocą kątownika, najlepiej w dwóch prostopadłych płaszczyznach.
6) Wykonać mocowanie przedmiotu.
7) Ustawić wrzeciennik na odpowiednią wysokość ponad powierzchnią stołu (w przypadku
wiertarek stałych z możliwością regulacji wysokości).
8) Ustawić wyłącznik mechanizmu posuwu na żądaną głębokość wiercenia (w przypadku
korzystania z posuwu mechanicznego).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Dobór parametrów skrawania
Parametrami skrawania przy wierceniu są prędkość obrotowa wrzeciona n oraz posuw p.
Prędkość obrotową wrzeciona określa się ze wzoru:
d
v
d
v
n
318
1000
=
⋅
π
⋅
=
,
gdzie:
n
−
prędkość obrotowa wrzeciona w obr/min,
v
−
prędkość skrawania w m/min,
d
−
średnica wiertła w mm.
Ze wzoru tego korzystamy w sposób następujący:
– na podstawie tabel, znajdujących się w poradnikach technicznych, określamy zalecaną
prędkość skrawania dla danego rodzaju materiału obrabianego oraz średnicy i materiału
wiertła. Najmniejsze prędkości skrawania stosuje się do wiercenia stali twardych, natomiast
największe
−
dla miękkich stopów metali nieżelaznych; z mniejszymi prędkościami
skrawania wierci się otwory o dużych średnicach, a z dużymi – o małych średnicach. Należy
przy tym upewnić się, czy podane wartości prędkości skrawania dotyczą wiercenia
z zastosowaniem chłodziwa, czy na sucho. Jeżeli podane prędkości skrawania dotyczą
wiercenia z zastosowaniem chłodziwa, a nie będziemy go stosować, należy przyjąć prędkość
skrawania dwa razy mniejszą od podanej,
– podstawiamy dane do wzoru i wyliczamy zalecaną prędkość obrotową wrzeciona,
– nastawiamy prędkość obrotową wrzeciona wiertarki na wartość najbliższą wartości
obliczonej.
W elektrycznych wiertarkach ręcznych
maksymalne prędkości obrotowe przy
poszczególnych biegach są opisane na tabliczce znamionowej lub w instrukcji obsługi.
Dobieramy zatem bieg i, o ile jest to konieczne, za pomocą właściwego pokrętła dodatkowo
ograniczamy prędkość obrotową.
Wiertarki stałe – słupowe i kadłubowe – wyposażone są najczęściej w tabliczkę z tabelą
prędkości. Zmianę prędkości osiąga się za pomocą przestawienia odpowiednich dźwigni
przekładni napędowej, znajdującej się w wrzecienniku.
W wiertarkach stołowych z przekładniami pasowymi zmianę przełożenia uzyskuje się przez
przełożenie paska klinowego na odpowiednią parę kół pasowych. Położenia paska dla
odpowiednich przełożeń opisane są również na tabliczce z tabelą prędkości.
W przypadku braku takiej tabliczki, należy zmierzyć średnice współpracujących ze sobą,
przy danym przełożeniu, kół pasowych, osadzonych na wałkach napędzającym i napędzanym,
odczytać prędkość obrotową silnika elektrycznego z jego tabliczki znamionowej, a następnie
obliczyć prędkość obrotową wrzeciona posługując się wzorem:
s
n
d
d
n
⋅
=
2
1
,
gdzie:
−
n
prędkość obrotowa wrzeciona w obr/min,
−
1
d
średnica koła napędzającego w mm,
−
2
d
średnica koła napędzanego w mm,
−
s
n
prędkość obrotowa silnika elektrycznego w obr/min.
W wiertarkach z posuwem ręcznym nie ma możliwości dokładnej kontroli posuwu i należy
się tu posługiwać wyczuciem i doświadczeniem. Wiercąc wiertarkami ręcznymi zadajemy
posuw przez bezpośredni docisk wiertarki do wierconej powierzchni. Docisk ten powinien być
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
pewny, ale nie za mocny, tak, aby nie następował wyraźny spadek prędkości obrotowej silnika.
W wiertarkach stałych posuw ręczny zadaje się za pomocą dźwigni posuwu ręcznego.
Posuw mechaniczny ustawia się za pomocą specjalnego pokrętła. Wielkość posuwu,
wyrażoną w mm/obr, dobiera się z tabel znajdujących się w poradnikach, i jest ona również
zależna od rodzaju materiału obrabianego, średnicy i materiału wiertła. Wielkość posuwu jest
tym większa, im większa jest średnica wierconego otworu.
Przebieg wiercenia
Środek wierconego otworu powinien zostać wytrasowany i napunktowany. Wokół
napunktowanego środka kreśli się za pomocą cyrkla okrąg, o średnicy równej średnicy
wierconego otworu, oraz drugi, o średnicy nieco większej. Mniejszy z okręgów punktuje się
w kilku miejscach. Następnie wykonuje się wiercenie próbne. Polega ono na wykonaniu
wiertłem niewielkiego wgłębienia, o średnicy mniejszej niż średnica wiertła. Jeżeli wgłębienie
nie jest współśrodkowe z wytrasowanymi okręgami, należy wyciąć przecinakiem rowek
z wgłębieniem, który umożliwi rozpoczęcie wiercenia w innym miejscu, ponownie napunktować
środek i powtórzyć wiercenie.
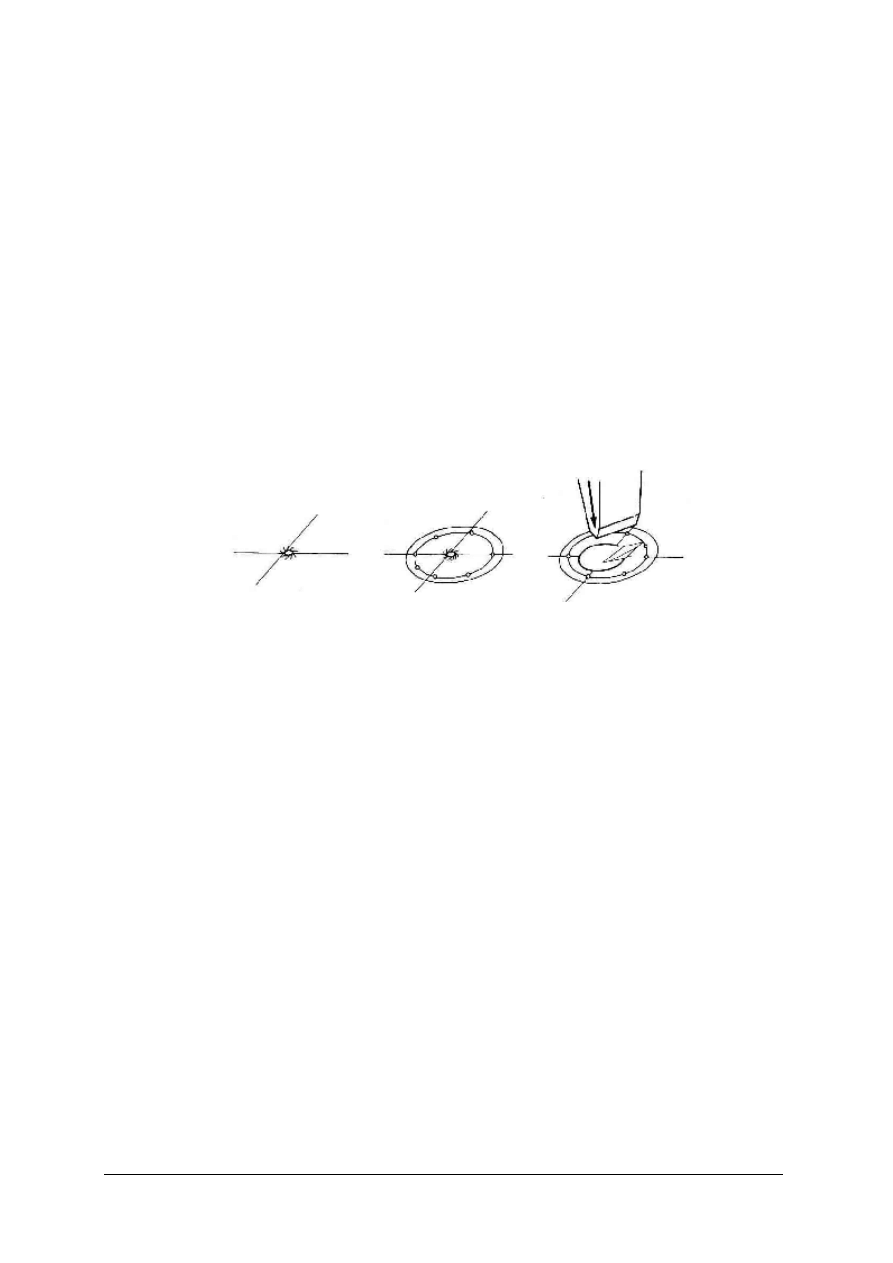
Rys. 17. Wiercenie próbne: a) punktowanie wytrasowanego środka otworu, b) trasowanie i punktowanie
współśrodkowych okręgów, c) w przypadku, gdy stożkowe wgłębienie, uformowane przez końcówkę
wiertła, nie jest współśrodkowe z wytrasowanymi okręgami, nacinamy za pomocą przecinaka rowek (lub
rowki), dzięki czemu możliwe się rozpoczęcie wiercenia w innym punkcie [5]
Po wykonaniu wiercenia na wymaganą głębokość najpierw wycofujemy obracające się
wiertło z otworu i dopiero wtedy wyłączamy napęd wrzeciona wiertarki – postępowanie
w odwrotnej kolejności (czyli zatrzymanie wiertła w otworze) grozi jego złamaniem.
Podczas wiercenia otworów długich należy co pewien czas wycofywać wiertło, aby
umożliwić usunięcie wiórów z otworu. Przykładowo, po zagłębieniu wiertła w materiał
wiercimy otwór na głębokość równą czterem średnicom wiertła; wycofujemy wiertło, ponownie
wiercimy, zagłębiając wiertło na mniejszej długości niż za pierwszym razem (ponieważ w miarę
pogłębiania otworu usuwanie wióra jest coraz bardziej utrudnione), wycofujemy wiertło itd.,
aż do uzyskania otworu o wymaganej głębokości.
Wiercenie otworów o dużych średnicach (powyżej 20 mm) wykonuje się etapami.
Dla średnic od 20 do 60 mm, najpierw należy wywiercić otwór o średnicy równej około
½ średnicy nominalnej otworu, a następnie wykonać wiercenie wtórne, czyli powiercanie,
wiertłem o średnicy równej średnicy nominalnej otworu. Dla średnic powyżej 60 mm najpierw
wykonuje się wiercenie wiertłem o średnicy równej ok. ¼ średnicy nominalnej otworu, następnie
o średnicy równej ½ średnicy nominalnej otworu, na zakończenie zaś wiercenie na średnicę
wynikającą z dokumentacji technicznej. Dzięki temu zmniejszają się opory skrawania, a ponadto
krawędzie otworu o mniejszej średnicy służą do prowadzenia wiertła o większej średnicy,
którego pierwsze zetknięcie z materiałem następuje nie na wierzchołku, ale na obydwu
krawędziach tnących. Szczegółowe zalecenia dotyczące doboru średnic wierteł zawarte są
w poradnikach technicznych.
Przy powiercaniu można stosować posuw od 1,2 do 1,6 razy większy od zalecanego dla
wiercenia w pełnym materiale.
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Wykonując wiercenie otworów nieprzelotowych, czyli ślepych, ważne jest zachowanie
określonej głębokości wiercenia. Wiercąc z posuwem mechanicznym, należy ustawić wyłącznik
mechanizmu posuwu na określoną głębokość wiercenia. Wiercąc z posuwem ręcznym
ustawiamy w odpowiednim położeniu ogranicznik posuwu ręcznego (o ile wiertarka jest w niego
wyposażona), lub umieszczamy na wiertle pierścień oporowy.
Ustalając głębokość wiercenia należy pamiętać, że zwymiarowana w dokumentacji
głębokość otworu jest to głębokość jego części walcowej i nie wlicza się do niej stożkowego dna
otworu, uformowanego przez koniec wiertła.
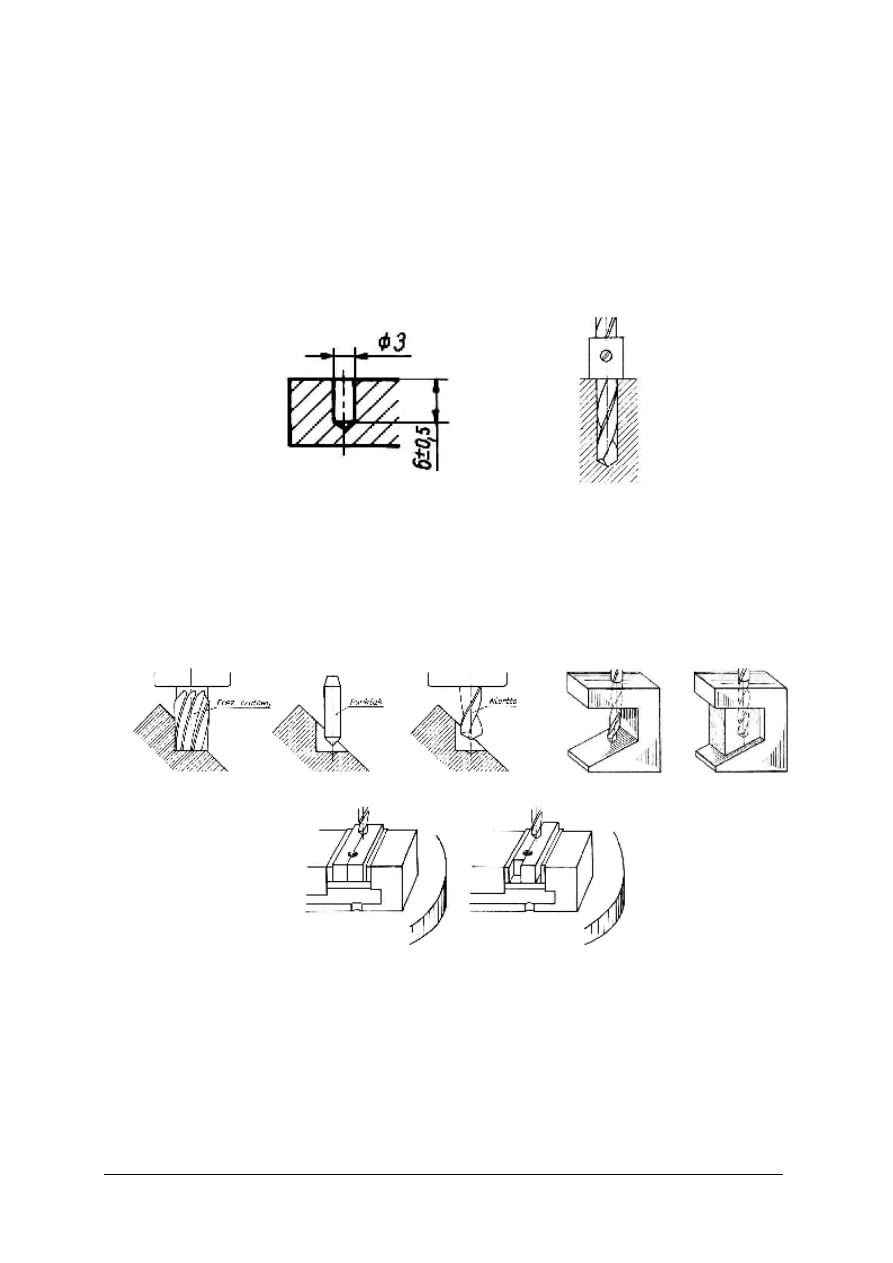
Rys. 18. Wiercenie otworów nieprzelotowych: a) sposób wymiarowania otworów nieprzelotowych, b) ograniczenie
posuwu pierścieniem oporowym, ustalonym na wiertle przy pomocy wkręta [2, s. 3]
Wiercenie otworów przelotowych wymaga zabezpieczenia stołu, imadła lub uchwytów, aby
po przewierceniu materiału nie uszkodzić wiertłem ich powierzchni. Zabezpieczenie może
polegać na umieszczeniu pod przedmiotem podkładki z drewna, zastosowaniu stalowych sztabek
o odpowiedniej wysokości, podkładanych pod przedmiot, lub takim mocowaniu przedmiotu
bezpośrednio na stole, aby wiercone otwory znajdowały się ponad kanałami teowymi stołu.
Rys. 19. Szczególne przypadki wiercenia: a) wiercenie w powierzchniach pochyłych zewnętrznych, b) wiercenie
w powierzchniach pochyłych wewnętrznych, c) wiercenie otworów niepełnych: wiercenie łączne dwóch
przedmiotów i wiecenie z zastosowaniem wkładki pomocniczej [5]
Wiercąc otwory przelotowe z posuwem mechanicznym, należy posuw ten wyłączyć
w momencie, gdy wierzchołek wiertła osiągnie dolną powierzchnię przedmiotu, i przejść na
posuw ręczny. Otwór kończymy z bardzo małym posuwem, aby wiertło, napotykając mały opór
stawiany przez cienką warstwę materiału, nie wycisnęło jej i nie rozerwało, ale ją stopniowo
zeskrawało. Wiercąc przelotowo stosujemy odpowiedni wybieg narzędzia, aby cała część
stożkowa wiertła opuściła materiał.
a)
c)
b)
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Wiercenie w powierzchniach pochyłych zewnętrznych wymaga wcześniejszego
przygotowania takich powierzchni przez sfrezowanie frezem czołowym powierzchni o średnicy
nieco większej niż średnica otworu, oraz napunktowanie środka otworu.
Z kolei wiercąc w powierzchniach pochyłych wewnętrznych, należy w wewnętrznej
przestrzeni pomiędzy ściankami umieścić dopasowany klocek drewniany. Klocek ten zapewni
poprawne prowadzenie wiertła, gdy osiągnie ono powierzchnię pochyłą. Bez takiego
prowadzenia wierzchołek wiertła ześliźnie się z pochyłej powierzchni, wiertło ulegnie wygięciu
i złamaniu.
Wiercenie otworów niepełnych wykonujemy zestawiając i mocując razem dwa identyczne
przedmioty lub przedmiot i wkładkę z takiego samego materiału.
Chłodzenie
Podczas wiercenia podaje się do wierconego otworu ciecz chłodzącą (chłodziwo), której
zadaniem jest odprowadzenie ciepła, powstającego podczas skrawania. Nadmierny wzrost
temperatury prowadzi do odpuszczenia hartowanego wiertła, utraty jego twardości i w efekcie
bardzo szybkiego stępienia. Ciecze chłodzące mają ponadto własności smarujące. Dobór cieczy
chłodzącej zależy od rodzaju wierconego materiału. Niektóre z cieczy są silnie łatwopalne. Prace
wiertarskie z ich użyciem należy wykonywać przy uruchomionych urządzeniach wentylacyjnych
i ściśle przestrzegać przepisów ochrony przeciwpożarowej.
Tabela 2. Zalecane ciecze chłodzące do wiercenia [3]
Materiał obrabiany
Ciecz chłodząca
Wiercenie na sucho
Aluminium
Emulsja olejowa, nafta
+
Brąz
Emulsja olejowa
+
Duraluminium
Emulsja olejowa
–
Miedź
Terpentyna
–
Mosiądz
Emulsja olejowa, nafta
+
Stale stopowe
Emulsja olejowa, olej lniany
–
Stale węglowe
Emulsja olejowa, wodny roztwór sody, wodny roztwór mydła
–
Staliwo
Emulsja olejowa
–
Tworzywa sztuczne
–
+
Żeliwo
Emulsja olejowa, nafta
+
Emulsję olejową sporządza się przez zmieszanie specjalnego oleju wiertniczego z wodą,
w proporcji zalecanej przez producenta.
Instalacja do chłodzenia składa się z pompki elektrycznej i przewodów. Ciecz jest zasysana
ze zbiornika i tłoczona do węża gumowego, prowadzonego wewnątrz węża wykonanego ze
spiralnie zwiniętej taśmy stalowej, mocowanego do stołu wiertarki. Dzięki temu położenie
końcówki węża można dowolnie regulować i kierować strumień chłodziwa w odpowiednie
miejsce – powinna ona spływać po narzędziu na dno wierconego otworu. Następnie chłodziwo
spływa do wanny, utworzonej przez obrzeże stołu, skąd przewodami wraca do zbiornika.
Przed rozpoczęciem wiercenia należy skontrolować poziom chłodziwa w zbiorniku
i uzupełnić ewentualne ubytki. Ponieważ do zbiornika wraz ze spływającą cieczą dostają się
wióry, należy go, co kilkadziesiąt godzin pracy opróżnić i oczyścić, a ciecz wymienić.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
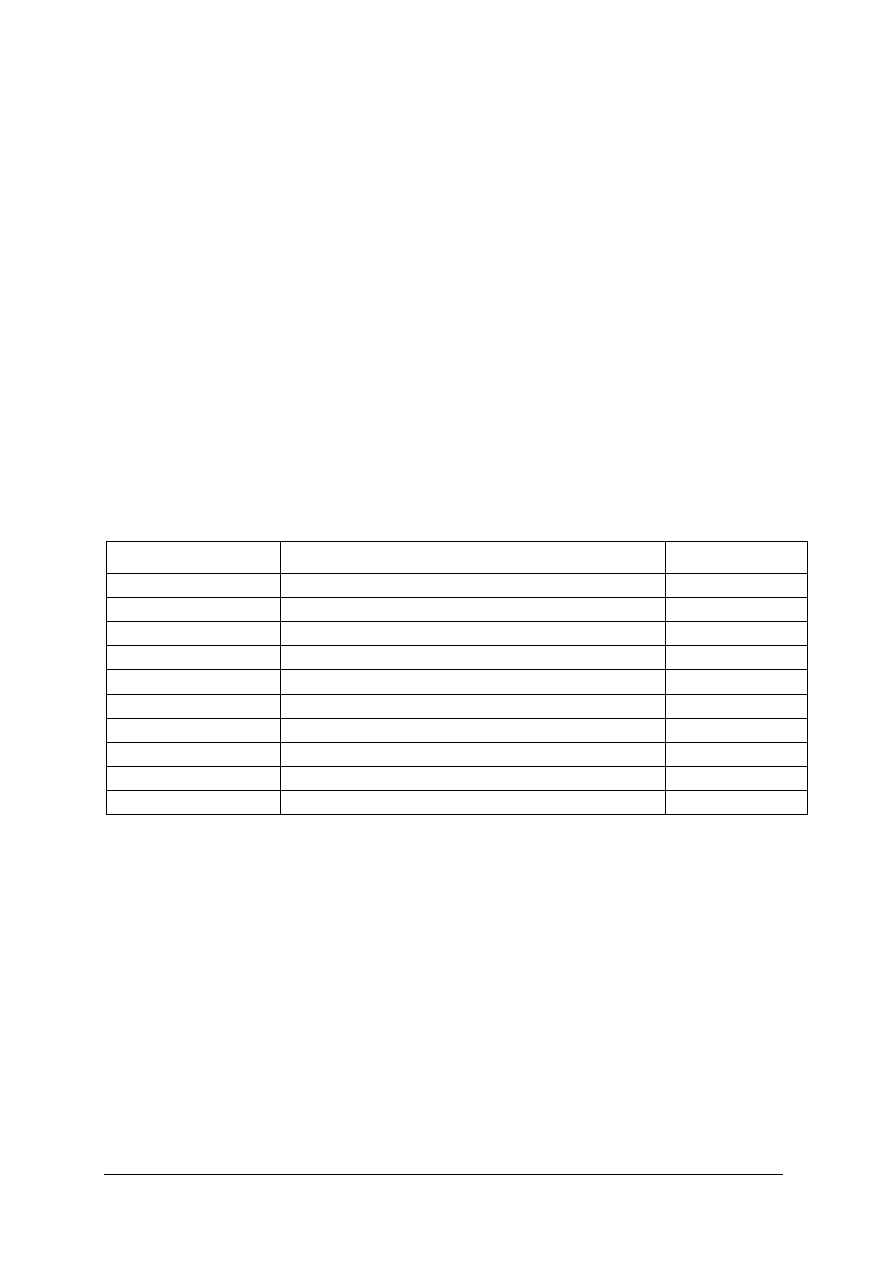
Ocena stanu wierteł i ich ostrzenie
Objawami zużycia (czyli stępienia) wierteł są: wzrost oporów skrawania, wzrost temperatury
wiertła, spadek wydajności wiercenia, pogorszenie jakości wiercenia. W skrajnym przypadku
wiercenie może stać się niemożliwe.
Na podstawie oględzin można określić geometryczne wskaźniki zużycia ostrza.
Rys. 20. Geometryczne wskaźniki zużycia wiertła krętego. Dla wierteł ze stali szybkotnącej przy wierceniu stali
konstrukcyjnej przyjmuje się h
p
=0,4÷1,0; przy wierceniu żeliwa h
n
=0,5÷1,2. Większe wartości
wskaźników przyjmuje się dla wierteł o większych średnicach [1]
Wiertła są narzędziami o bardzo krótkim, liczonym w minutach, okresie trwałości, a zatem
powszechną praktyką jest ich ostrzenie.
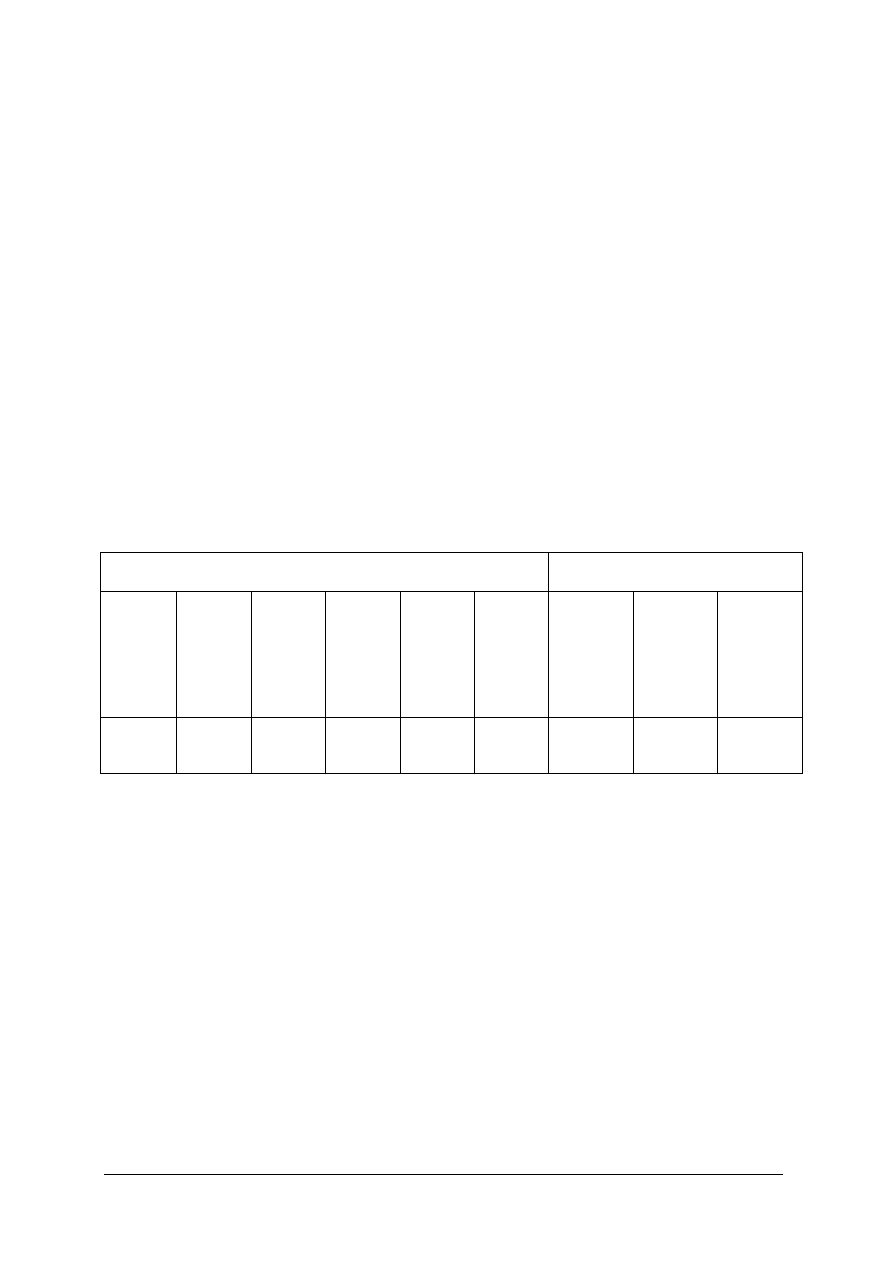
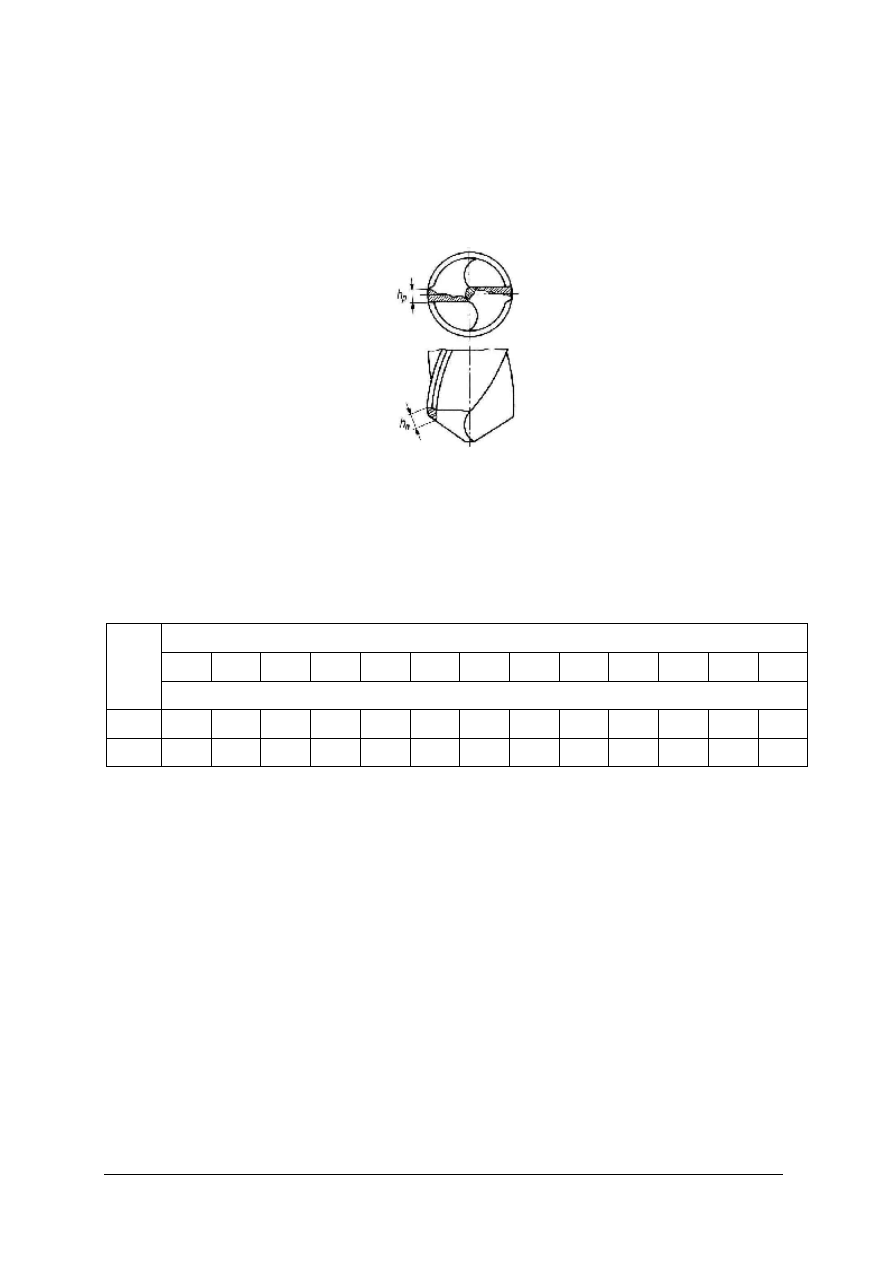
Tabela 3. Zalecane okresy trwałości wierteł ze stali szybkotnącej [1]
Średnica wiertła [mm]
do 5
6÷14
15÷19 20÷24 25÷29 30÷34 35÷39 40÷44 45÷49 50÷54 55÷59 60÷69 70÷80
M
at
er
ia
ł
obr
a
b
ia
ny
Trwałość wiertła [min]
Stal
6
10
12
18
25
30
35
60
75
90
120
140
200
Żeliwo
12
18
24
30
36
42
55
80
95
120
150
180
270
Powłoki ochronne, którymi pokrywane są wiertła, wydłużają ich trwałość, ale tylko
w okresie do pierwszego ostrzenia.
Najlepsze efekty ostrzenia wierteł uzyskuje się przy użyciu automatycznych szlifierek do
szlifowania powierzchni przyłożenia.
Dobre wyniki ostrzenia osiąga się za pomocą przyrządu do ostrzenia wierteł, montowanego
na szlifierce-ostrzarce. Wiertło zamocowuje się w przyrządzie w takim położeniu, aby
powierzchnia przyłożenia wiertła przylegała do powierzchni czołowej tarczy szlifierskiej.
Przyrząd nadaje wiertłu ruch obrotowy, dzięki czemu powierzchnia przyłożenia uzyskuje
odpowiedni kształt, a krawędzie tnące właściwe kąty nachylenia i równe długości.
Zadawalające wyniki ostrzenia wierteł o małej średnicy osiąga się przez ostrzenie w tulei
ostrzarki. Tuleja pozwala na utrzymanie właściwego kąta pochylenia krawędzi tnących,
natomiast osiągnięcie równej głębokości szlifowania na całym obwodzie wiertła zależy od
wprawy ostrzącego.
Unikać należy natomiast ręcznego ostrzenia wierteł.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
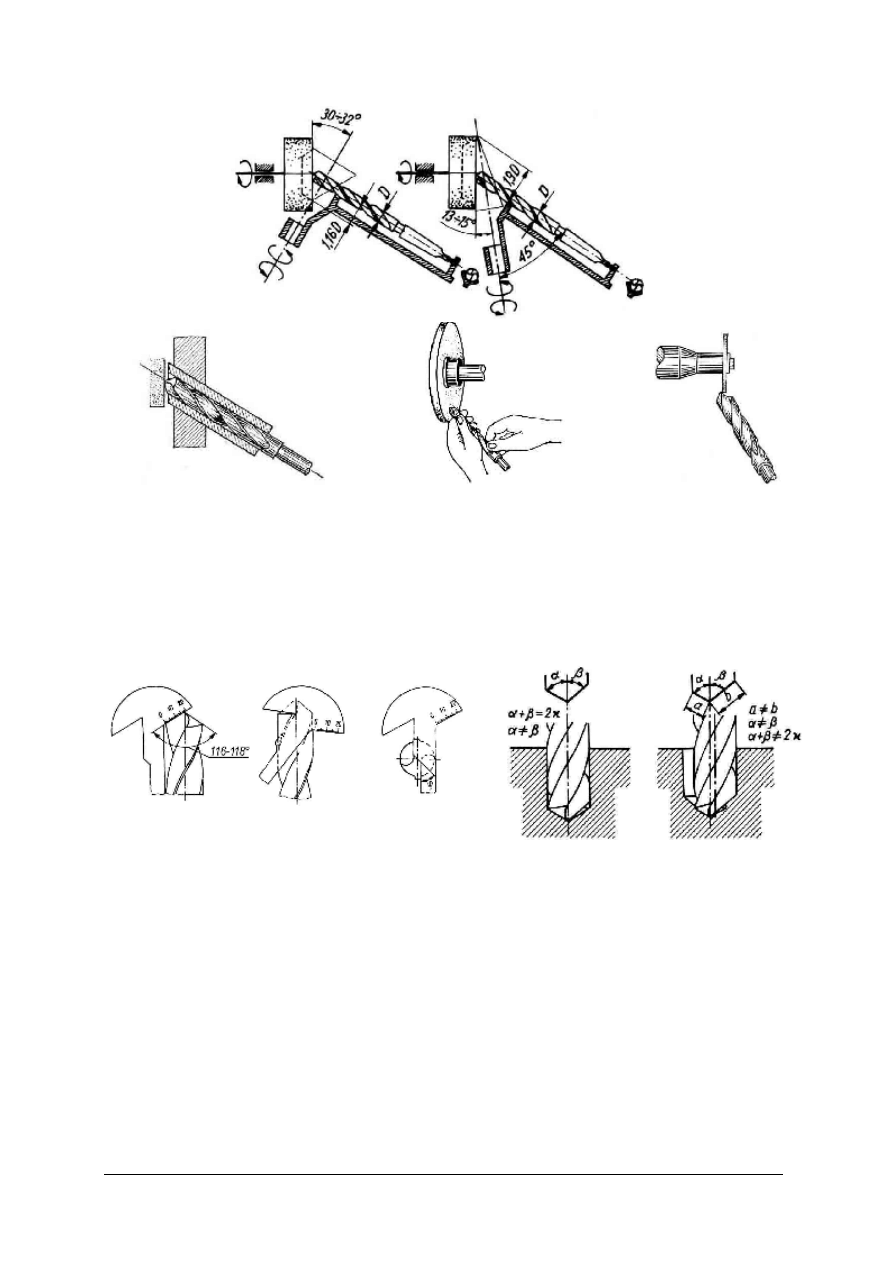
Rys. 21. Ostrzenie wierteł: a) maszynowe za pomocą przyrządu montowanego na szlifierce-ostrzarce (pokazano
dwa różne rodzaje przyrzadów; podane kąty i wymiary dotyczą wierteł uniwersalnych), b) o małej
średnicy przy użyciu tulei ostrzarki, c) ręczne, d) podszlifowywanie ścinu [2, s. 4]
Dobrze naostrzone wiertło ma całkowicie odtworzoną pierwotną geometrię, a zatem jego oś
przechodzi przez środek ścinu, a obie krawędzie tnące są równej długości i mają jednakowe
pochylenie w stosunku do osi wiertła.
Do oceny poprawności ostrzenia stosowane są specjalne wzorniki.
Rys. 22. Sposób sprawdzania za pomocą wzornika wiertła po szlifowaniu i wpływ błędów ostrzenia na jakość
wiercenia: a) sprawdzanie długości i pochyłości krawędzi tnącej, b) sprawdzanie powierzchni przyłożenia,
c) sprawdzanie kąta pochylenia ścinu, d) na skutek braku symetrii kąta wierzchołkowego, skrawanie
odbywa się tylko jedną krawędzią tnącą, co prowadzi do przyspieszonego zużycia wiertła, e) przy jeszcze
większym błędzie ostrzenia, gdy krawędzie tnące nie zbiegają się w osi wiertła, w wyniku wiercenia
otrzymujemy otwór o średnicy większej niż średnica nominalna [2]
Przyczyny łamania się wierteł i usuwanie złamanych wierteł z otworu
Najczęstszymi przyczynami łamania się wierteł są:
−
stępienie się wiertła, powodujące wzrost momentu skręcającego, pochodzącego od sił
skrawania,
−
zbyt duży posuw, powodujący wzrost siły wzdłużnej i tzw. wyboczenie wiertła, a w efekcie
jego zakleszczenie,
−
zbyt duży luz wzdłużny wrzeciona,
−
zapchanie rowka wiertła wiórami, przez co znacznie wzrastają opory ruchu,
b)
c)
a)
d)
e)
a)
b)
c)
d)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
−
wadliwe zamocowanie przedmiotu, powodujące zakleszczenie obracającego się wiertła,
np. na skutek przesunięcia lub ugięcia powierzchni przedmiotu,
−
wadliwe zamocowanie wiertła, umożliwiające unieruchomienie wiertła względem
przedmiotu,
−
wady ukryte materiału, w postaci twardych wtrąceń, najczęściej niemetalicznych.
W przypadku złamania wiertła w ten sposób, że jego część wystaje z wierconego otworu,
należy pokręcić nią tak, aby nastąpiło złamanie wióra. Wiertło o małej średnicy pokręcamy
szczypcami. Ułamaną końcówkę wiertła o większej średnicy pokręcamy przy pomocy klucza,
imadła ręcznego lub pokrętła do rozwiertaków, po wcześniejszym nadaniu jej, za pomocą
pilnika, kształtu zapewniającego właściwy chwyt. Złamanie wióra powinno umożliwić
wyciągnięcie wiertła.
Jeżeli wiertło złamało się poniżej czoła otworu, ale niezbyt głęboko, można próbować
pokręcić je za pomocą szczypiec okrągłych. Jeśli się to nie uda, należy, o ile to możliwe,
przedmiot wraz ze złamanym wiertłem poddać wyżarzaniu w temperaturze powyżej 600°C.
Po powolnym ostudzeniu przedmiotu należy rozwiercić złamane wiertło wiertłem o średnicy
mniejszej, niż średnica otworu, i usunąć z otworu jego pozostałości.
Zasady bezpieczeństwa i higieny pracy podczas wykonywania operacji wiertarskich
−
Przy wykonywaniu operacji wiertarskich należy posługiwać się wyłącznie sprawnymi
technicznie maszynami, urządzeniami i narzędziami; stan techniczny wyposażenia
stanowiska powinien być sprawdzony każdorazowo przed rozpoczęciem pracy,
−
przed rozpoczęciem wiercenia należy zapoznać się z budową i elementami obsługi wiertarki,
−
przedmiot obrabiany powinien być we właściwy sposób zamocowany,
−
mocowanie i odmocowanie narzędzia wolno wykonywać jedynie przy zatrzymanym
wrzecionie wiertarki – wyjątek stanowią oprawki szybkomocujące i niektóre rodzaje
uchwytów samocentrujących, stosowane w wiertarkach ręcznych,
−
jakość zamocowania przedmiotu i narzędzia należy każdorazowo sprawdzić przed
rozpoczęciem wiercenia,
−
usuwanie wiórów z wierconych otworów wymaga wycofania wiertła i zatrzymania
wrzeciona,
−
do usuwania wiórów należy stosować zmiotkę; nie wolno usuwać ich palcami ani
wydmuchiwać,
−
do łamania i odciągania wiórów wstęgowych należy używać specjalnego haczyka,
−
czyszczenie stołu wiertarki wolno wykonywać wyłącznie po zatrzymaniu wrzeciona,
−
nie wolno wyhamowywać obracającego się wrzeciona ręką lub przy użyciu narzędzi,
−
należy uważnie obserwować przebieg wiercenia; podczas pracy wiertarki nie wolno oddalać
się od stanowiska pracy,
−
nie wolno włączać i wyłączać wiertarki mokrymi rękami,
−
prace wiertarskie należy prowadzić w ubraniu roboczym i nakryciu głowy, mankiety
rękawów powinny być zapięte,
−
podczas ostrzenia wierteł należy stosować okulary ochronne,
−
zużyte chłodziwo należy gromadzić w specjalnych pojemnikach celem utylizacji.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka dokumentacja zawiera informację na temat smarowania wiertarki?
2. Jak ustala się prędkość obrotową wrzeciona?
3. W jaki sposób ustala się posuw?
4. W jaki sposób wierci się otwory długie?
5. W jaki sposób wierci się otwory o średnicy powyżej 20 mm?
6. Jak przebiega wiercenie otworów przelotowych z posuwem mechanicznym?
7. W jaki sposób wierci się otwory w powierzchniach pochyłych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
8. W jaki sposób wierci się otwory niepełne?
9. Jakie ciecze chłodząco-smarujące stosuje się przy wierceniu stali węglowych?
10. Jakie czynności wchodzą w skład bieżącej obsługi układu chłodzącego?
11. Jakie elementy geometrii ostrza wiertła sprawdza się po jego naostrzeniu?
12. W jaki sposób można usunąć złamane wiertło z otworu?
13. W jaki sposób łamie się długie wióry powstające podczas wiercenia?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj wiercenie otworów okrągłych na wiertarce stałej według otrzymanej dokumentacji
technicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją techniczną do ćwiczenia,
2) szczegółowo zaplanować kolejność czynności podczas trasowania i wiercenia,
prowadzących do wykonania elementu z wymaganą dokładnością wymiarową,
3) skonsultować zaplanowaną kolejność czynności z nauczycielem,
4) opisać po ustaleniu poprawnej kolejności operacji je szczegółowo w otrzymanej tabeli; dla
czynności traserskich określić narzędzia traserskie i przyrządy kontrolno-pomiarowe, dla
zabiegów obróbkowych określić narzędzie i sposób jego mocowania, sposób mocowania
przedmiotu oraz parametry skrawania,
5) zgłosić zakończenie tego etapu wykonania ćwiczenia nauczycielowi i przedyskutować z nim
poprawność sporządzonego wykazu czynności,
6) udzielić po instruktażu odpowiedzi na pytania kontrolne, dotyczące przygotowania wiertarki
do pracy, obsługi mechanizmów wiertarki oraz zasad bezpieczeństwa i higieny pracy,
obowiązujących podczas wiercenia,
7) pobrać i rozmieścić na stanowisku narzędzia i wyposażenie, niezbędne do przeprowadzenia
obróbki,
8) przygotować wiertarkę do pracy,
9) rozpocząć po zezwoleniu przez nauczyciela obróbkę, wykonując kolejno wcześniej
zaplanowane czynności i zabiegi, zwracając szczególną uwagę na przestrzeganie zasad
bezpiecznej pracy podczas wiercenia,
10) sprawdzić jakość wykonania zadania i wypełnić kartę kontroli wyrobu,
11) oczyścić i zdać narzędzia i wyposażenie wiertarki pobrane do wykonania ćwiczenia,
uporządkować stanowisko,
12) zgłosić zakończenie wykonania ćwiczenia nauczycielowi,
13) zaprezentować wykonanie ćwiczenia, omawiając szczegóły technologiczne i oceniając
jakość wykonania detalu,
14) przekazać detal wraz z wykazem operacji i kartą kontroli wyrobu nauczycielowi do oceny.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna – rysunek wykonawczy i tabela odchyłek,
−
wykaz operacji,
−
karta kontroli wyrobu,
−
surówka detalu przeznaczonego do obróbki,
−
wiertarka kadłubowa z DTR,
−
wiertła kręte, uchwyty, tuleje redukcyjne, imadło maszynowe, podkładki, dociski i śruby
mocujące,
−
przyrządy kontrolno-pomiarowe, narzędzia traserskie i pomocnicze,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
−
materiały piśmienne, kalkulator,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni.
Ćwiczenie 2
Wykonaj na wiertarce stałej wiercenie otworów głębokich i niepełnych z zastosowaniem
posuwu mechanicznego i cieczy chłodząco-smarującej, według załączonej dokumentacji
technicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją techniczną do ćwiczenia,
2) zaplanować kolejność operacji i opisać je szczegółowo w wykazie operacji,
z uwzględnieniem wyposażenia niezbędnego do ich przeprowadzenia oraz parametrów
skrawania,
3) pobrać i rozmieścić na stanowisku niezbędne narzędzia i wyposażenie,
4) przygotować wiertarkę do pracy,
5) przeprowadzić po uzyskaniu akceptacji obróbkę detalu, zgodnie z wcześniej zaplanowaną
kolejnością operacji,
6) sprawdzić jakość wykonania detalu i wypełnić kartę kontroli wyrobu,
7) oczyścić i zdać pobrane narzędzia i wyposażenie, uporządkować stanowisko,
8) zgłosić zakończenie wykonania ćwiczenia,
9) zaprezentować wykonanie ćwiczenia, omawiając szczegóły technologiczne i oceniając
jakość wykonania detalu,
10) przekazać do oceny detal wraz z wykazem operacji i kartą kontroli wyrobu.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna: rysunek wykonawczy i tabela odchyłek,
−
wykaz operacji,
−
karta kontroli wyrobu,
−
surówka detalu przeznaczonego do obróbki,
−
wiertarka kadłubowa wraz z DTR,
−
wiertła kręte, uchwyty, tulejki pośrednie, imadło maszynowe, podkładki, dociski i śruby
mocujące,
−
narzędzia kontrolno-pomiarowe, traserskie i pomocnicze,
−
materiały piśmienne, kalkulator,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dobrać parametry skrawania?
¨
¨
2) nastawić parametry skrawania na różnych wiertarkach?
¨
¨
3) wytrasować otwór i wykonać próbę wiercenia?
¨
¨
4) wykonać wiercenie otworów długich?
¨
¨
5) wykonać wiercenie otworów o dużych średnicach?
¨
¨
6) wykonać wiercenie otworów przelotowych i nieprzelotowych
z posuwem mechanicznym?
¨
¨
7) wykonać wiercenie otworów w powierzchniach pochyłych i otworów
niepełnych?
¨
¨
8) przeprowadzić wymianę cieczy chłodzącej?
¨
¨
9) rozpoznać objawy zużycia wiertła?
¨
¨
10) naostrzyć wiertło i sprawdzić jakość ostrzenia?
¨
¨
11) usunąć złamane wiertło z otworu?
¨
¨
12) wykonać mocowanie przedmiotu do wiercenia?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.3. Nawiercanie, pogłębianie i rozwiercanie
4.3.1. Materiał nauczania
Nawiercanie
Nawiercanie jest operacją wstępną, polegającą na wykonaniu w powierzchni przedmiotu
zagłębień, tzw. nakiełków.
Nakiełki są stosowane przede wszystkim w operacji toczenia i szlifowania wałków w kłach.
Tym niemniej nawiercanie (nazywane również nakiełkowaniem) znajduje również zastosowanie
przy wierceniu otworów, zwłaszcza o dużych średnicach i tolerowanym położeniu osi otworów,
gdyż nakiełek zapewnia bardzo dobre prowadzenie wiertła, którego zetknięcie z materiałem
następuje dzięki niemu na obydwu krawędziach tnących.
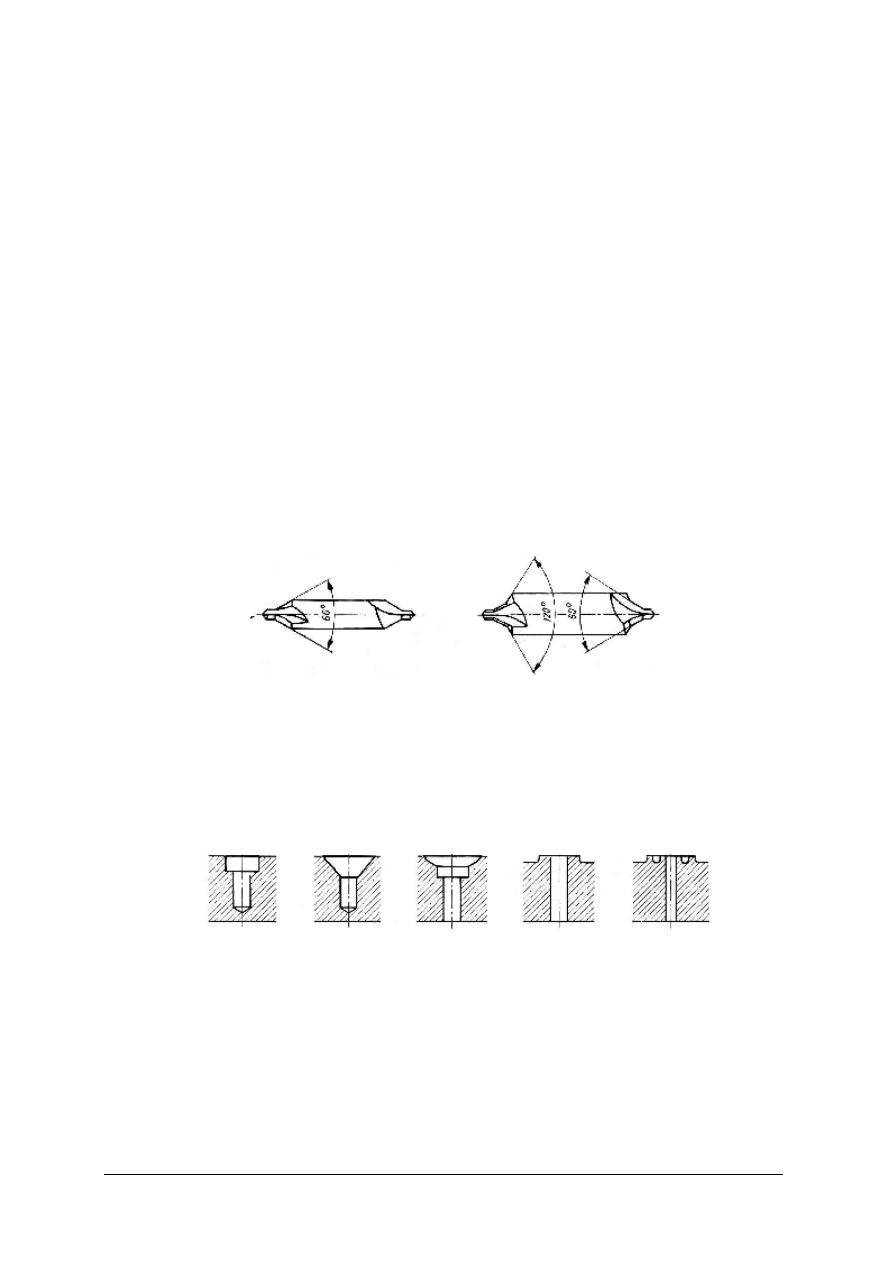
Rozróżnia się nakiełki zwykłe, chronione i łukowe (oznaczane jako rodzaj, odpowiednio
A, B i C). Wymiary nakiełków są znormalizowane i mają osiem zalecanych wielkości
nominalnych.
Nawiercanie wykonuje się za pomocą nawiertaków. Typowe nawiertaki są wykonywane
jako narzędzia dwustronne, zaopatrzone na obu końcach w części robocze przeznaczone do
nawiercania nakiełków o różnych wielkościach nominalnych. Środkową część narzędzia stanowi
walcowy chwyt, za pomocą którego można zamocować nawiertak w uchwycie samocentrującym
wiertarki.
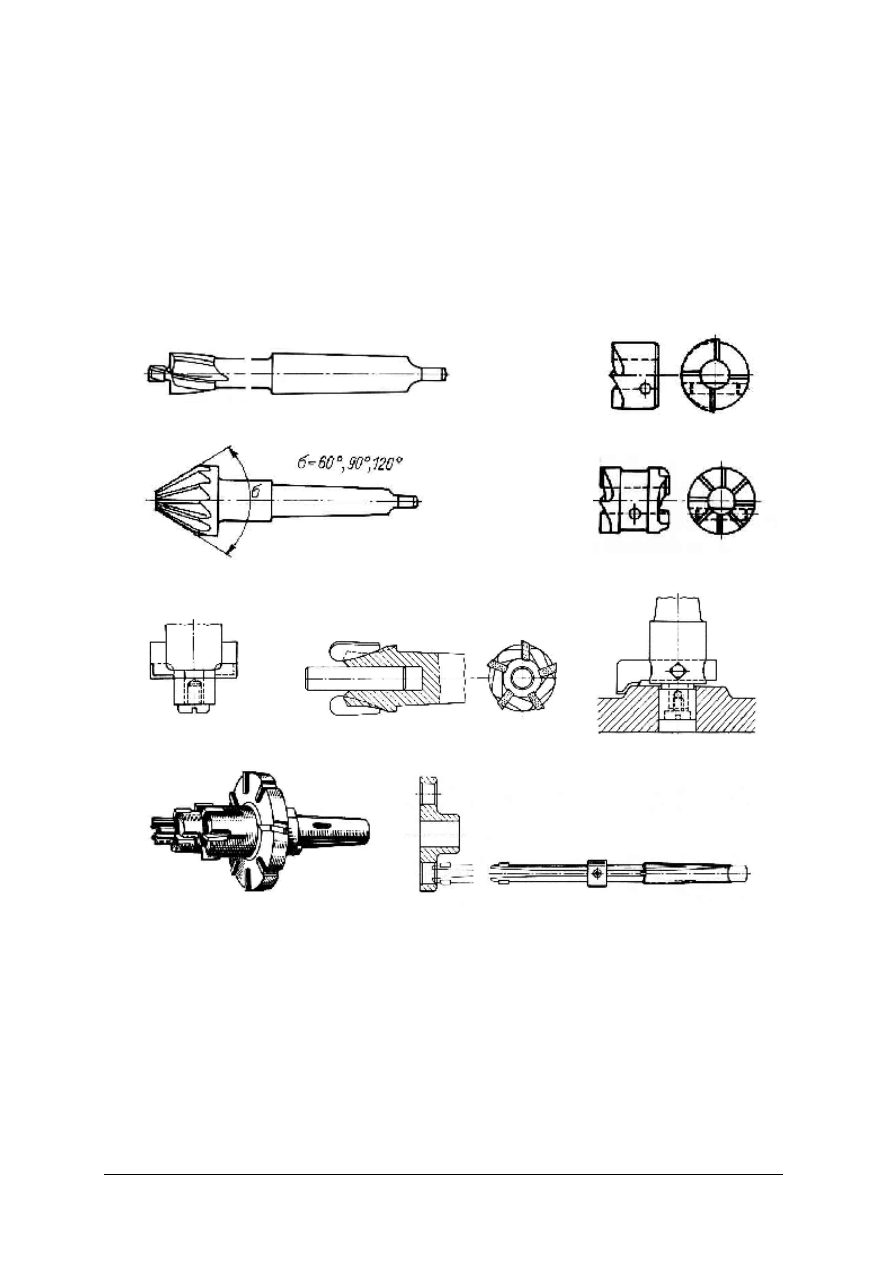
Rys. 23. Nawiertaki do nakiełków: a) zwykłych, b) chronionych [4]
Pogłębianie
Pogłębianie stosowane jest w celu:
−
wykonania gniazda na łeb śruby, wkręta lub nitu,
−
usunięcia zadziorów z krawędzi wywierconego otworu i fazowania,
−
obróbki powierzchni czołowych i obrzeży nadlewów, czyli pogrubień ścianek odlewów
wokół otworów.
Rys. 24. Przykłady powierzchni pogłębianych [1]
Z uwagi na szeroki zakres stosowania, pogłębiacze wytwarzane są w różnych odmianach.
Pogłębiacze czołowe stosowane są do wykonywania pogłębień walcowych, np. pod walcowe łby
wkrętów lub śrub. Mają one z reguły czop prowadzący, o średnicy równej średnicy pogłębianego
otworu, dla utrzymania współosiowości.
Za pomocą pogłębiaczy stożkowych wykonuje się pogłębienia pod płaskie lub soczewkowe
łby wkrętów albo nitów. Pogłębiacze stożkowe umożliwiają również precyzyjne wykonanie
fazowania otworów, np. przeznaczonych do gwintowania. Pogłębiaczom stożkowym nadaje się
kąty wierzchołkowe 30
°
, 45
°
, 60
°
, 90
°
i 120°. Mogą być one zaopatrzone również w czop
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
prowadzący. Wyróżnia się wśród nich narzędzia specjalizowane, w postaci pogłębiaczy pod łby
stożkowe wkrętów z gwintem metrycznym i z gwintem calowym, prowadzone w otworze pod
gwint.
Do usunięcia zadziorów i stępienia ostrych krawędzi można zastosować usuwacze ostrych
krawędzi. Są to narzędzia nastawne, dzięki czemu jedno narzędzie pozwala na obrabianie
krawędzi otworów o różnych średnicach.
Oprócz pogłębiaczy stałych, tj. wykonanych w postaci jednolitej, produkowane są
pogłębiacze nasadzane jednostronne i dwustronne. W narzędziach tych część robocza, w postaci
pierścienia zaopatrzonego w krawędzie skrawające, jest mocowana na trzpieniu zakończonym
chwytem wiertarskim.
Rys. 25. Narzędzia do pogłębiania: a) pogłębiacz czołowy, b) pogłębiacz stożkowy, c) pogłębiacz nasadzany
jednostronny, d) pogłębiacz nasadzany dwustronny, e) pogłębiacz nożowy do obróbki nadlewów,
f) pogłębiacz specjalny kształtowy z ostrzami z węglika spiekanego, g) pogłębiacz do obróbki obrzeży
nadlewów, h) pogłębiacz zespolowy, i) usuwacz ostrych krawędzi (widok narzędzia i przykład jego
zastosowania) [1, s. 2]
Z kolei pogłębiacze zespołowe, o konstrukcji składanej, umożliwiają jednoczesne
pogłębianie kilku powierzchni.
Osobnej grupy narzędzi używa się do obróbki nadlewów.
Dla operacji pogłębiania można zastosować parametry skrawania takie, jak dla powiercania.
h)
i)
a)
b)
c)
d)
g)
e)
f)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
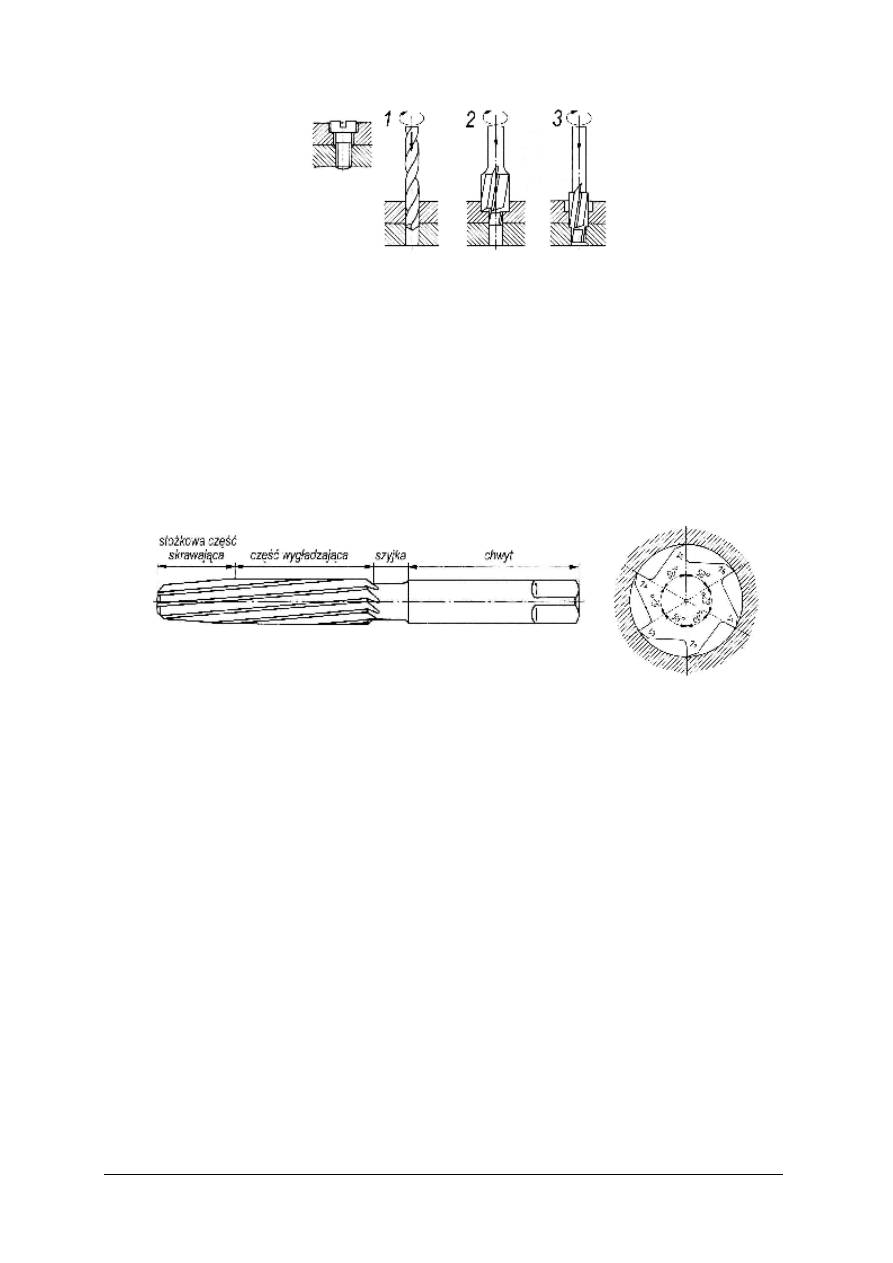
Rys. 26. Zabiegi technologiczne, wykonywane w trakcie operacji wykonania gniazda walcowego pod łeb wkręta:
1 – wiercenie otworu wiertłem krętym, 2 – pogłębianie gniazda pod łeb wkręta, 3 – pogłębianie otworu pod
wkręt (w połączeniach gwintowych gwint wykonuje się tylko w jednej, w tym wypadku dolnej, części) [4]
Rozwiercanie
Rozwiercanie jest stosowane w celu:
−
zwiększenia dokładności i zmniejszenia chropowatości otworów wykonanych za pomocą
wiercenia,
−
wykonania otworów (powierzchni) stożkowych.
W zależności od dokładności obróbki rozróżnia się rozwiercanie zgrubne i wykańczające.
Do rozwiercania zgrubnego przeznaczone są rozwiertaki zdzieraki, a do wykańczającego –
rozwiertaki wykańczaki.
Rys. 27. Rozwiertak ręczny: a) elementy budowy, b) przekrój poprzeczny części skrawającej, ukazujący
nierównomierną podziałkę zębów [5]
Rozwiercanie wykonuje się za pomocą rozwiertaków, maszynowo lub ręcznie. Rozwiertaki
maszynowe mają chwyt przystosowany do mocowania w wiertarkach (przeważnie stożkowy),
natomiast ręczne – chwyt walcowy zakończony kwadratowym czopem, na który zakłada się
pokrętkę do rozwiertaków i gwintowników.
Część robocza rozwiertaka zaopatrzona jest w ostrza śrubowe (zdzieraki i wykańczaki) lub
proste (wykańczaki), w liczbie od 3 do 12, nacięte w nierównomiernej podziałce, co zapewnia
większą dokładność obróbki.
Rozwiertaki dzielą się na:
−
walcowe,
−
stożkowe,
−
specjalne.
Rozwiertaki walcowe wykonywane są jako: trzpieniowe, mające budowę jednolitą;
nasadzane, przystosowane do mocowania na specjalnym trzpieniu z zabierakiem oraz, dla
średnic powyżej 50 mm, nastawne, umożliwiające rozwiercanie otworów o różnych średnicach,
w których zakres zmiany średnicy może wynosić od 5 do 8 mm. Ostrza rozwiertaków
walcowych wykonywane są przeważnie ze stali szybkotnącej, natomiast rozwiertaki wykańczaki
o małych średnicach mogą mieć wlutowane ostrza, lub całą część roboczą, z węglików
spiekanych.
Rozwiercanie powierzchni stożkowych wykonuje się najczęściej za pomocą rozwiertaków
stożkowych ręcznych. Do rozwiercania powierzchni stożkowych o dużej zbieżności niezbędny
a)
b)
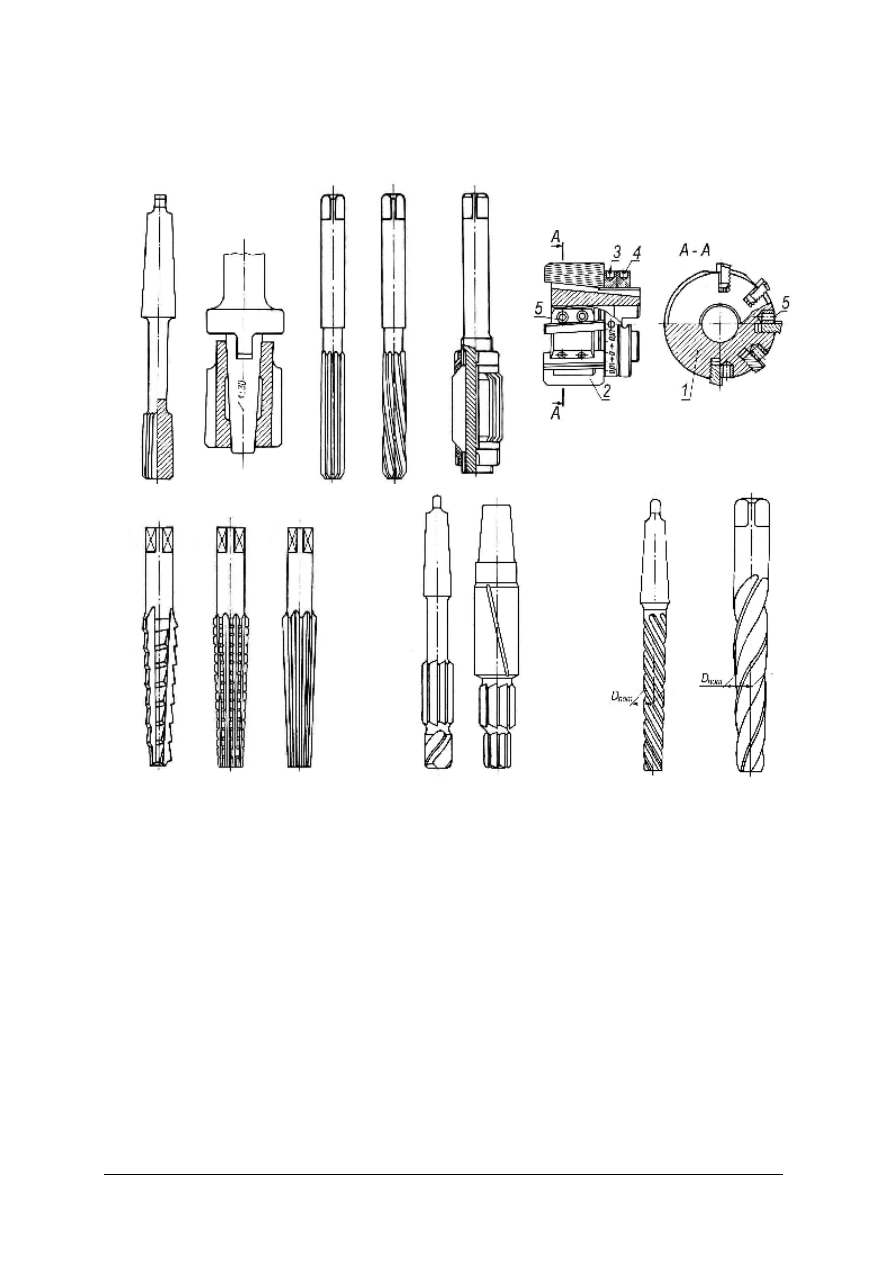
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
jest komplet takich rozwiertaków, składający się z trzech narzędzi: rozwiertaka wstępnego,
zgrubnego i wykańczaka.
Rys. 28. Rodzaje rozwiertaków: a) maszynowy trzpieniowy, b) maszynowy nasadzany, c) ręczny wykańczak,
d) ręczny zdzierak, e) ręczny nastawny, f) nasadzany nastawny, g) komplet rozwiertaków stożkowych
ręcznych do rozwiercania otworów o dużej zbieżności, kolejno: rozwiertak wstępny, zgrubny
i wykańczak, h) rozwiertaki zespołowe, i) rozwiertaki kotlarskie: maszynowy i ręczny: 1 – korpus,
2 – ostrze, 3 – nakrętka, 4 – przeciwnakrętka, 5 – krzywka zaciskowa [1, 5]
Znormalizowane rozwiertaki stożkowe ręczne są przeznaczone do rozwiercania stożków
o zbieżnościach 1:10, 1:30 i 1:50 i 1:100 oraz stożków Morse’a.
Stożki Morse’a mogą być rozwiercane również za pomocą wykańczaków maszynowych.
Wymiarami charakterystycznymi dla rozwiertaków stożkowych jest zbieżność i średnica
nominalna, przy czym pomiaru tej średnicy dokonuje się w określonej normą odległości od
końca narzędzia, za wyjątkiem rozwiertaków do stożków Morse’a, których wielkość opisuje
numer stożka.
Do rozwiertaków specjalnych zalicza się: rozwiertaki zespołowe, pozwalające na
rozwiercanie kilku powierzchni za pomocą jednego narzędzia, oraz, coraz rzadziej spotykane,
ręczne lub maszynowe rozwiertaki kotlarskie, do rozwiercania otworów pod nity podczas
nitowania na gorąco.
a)
d)
b)
e)
g)
h)
c)
f)
i)
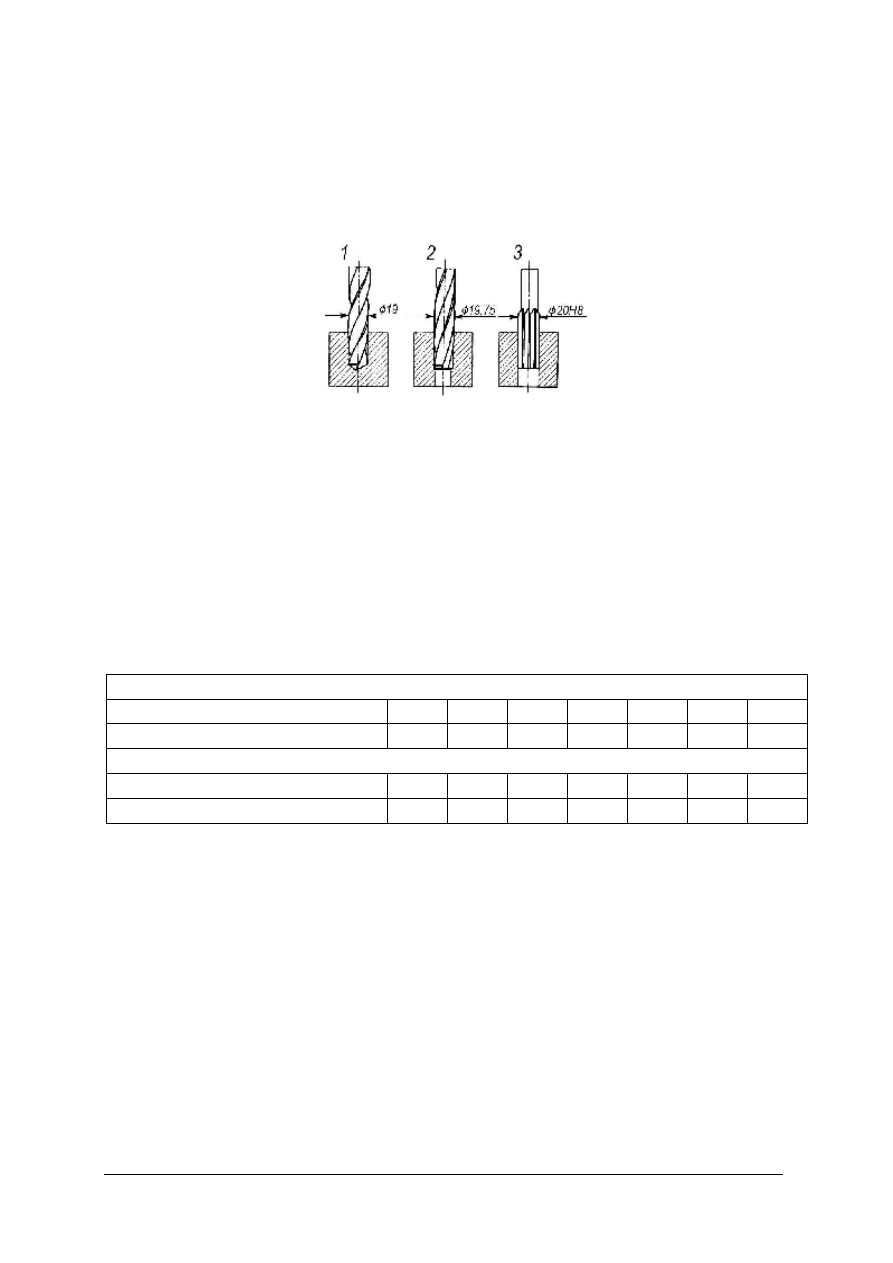
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rozwiercanie otworów walcowych
Rozwiercanie stosowane jest w przypadkach, gdy dokładność wykonania i chropowatość
otworów zwykłych, uzyskanych za pomocą wiercenia, jest niewystarczająca. Z sytuacją taką
mamy do czynienia najczęściej w przypadku otworów pasowanych pod kołki walcowe oraz
otworów przeznaczonych do współpracy w połączeniach ruchowych – obrotowych
i przesuwnych.
Rys. 29. Zabiegi technologiczne, składające się na operację wykonania otworu walcowego dokładnego:
1 – wiercenie otworu wiertłem krętym, 2 – rozwiercanie zgrubne rozwiertakiem zdzierakiem,
3 – rozwiercanie wykańczające rozwiertakiem wykańczakiem [1]
Do obróbki otworów średnio dokładnych (w klasie IT 11) stosowane jest jednokrotne
rozwiercanie wykańczające za pomocą rozwiertaka zdzieraka.
Do obróbki otworów dokładnych (w klasach IT 6 ÷ IT 10) wykonuje się rozwiercanie
dwukrotnie: zgrubne za pomocą zdzieraka, oraz wykańczające za pomocą wykańczaka.
W przypadku otworów przeznaczonych do rozwiercania należy przyjąć odpowiednie
naddatki na tę operację technologiczną. Można w tym celu posłużyć się wartościami
orientacyjnymi, ale bardziej wskazane jest zaplanowanie procesu technologicznego według
szczegółowych tabel, zamieszczonych w poradnikach.
Tabela 4. Orientacyjne wartości naddatków na rozwiercanie otworów walcowych [1]
Rozwiercanie zgrubne
Średnica rozwiertaka d [mm]
do 20
20÷35
35÷45
45÷50
50÷60
60÷70
70÷80
Naddatek obróbkowy na średnicę [mm]
1,0
1,5
2,0
2,5
3,0
3,5
4,0
Rozwiercanie wykańczające
Średnica rozwiertaka d [mm]
do 5
5÷10
10÷15
15÷30
30÷50
50÷60
60÷80
Naddatek obróbkowy na średnicę [mm]
0,14
0,20
0,25
0,30
0,35
0,40
0,50
Wykonując rozwiercanie maszynowe kierujemy się takimi samymi zaleceniami dotyczącymi
mocowania przedmiotu, jak podczas wiercenia. W przypadku rozwiercania szczególnie istotna
jest sztywność i dokładność obrabiarki oraz sposób prowadzenia rozwiertaka. Najlepsze efekty
uzyskuje się przy zastosowaniu specjalnych przyrządów, zapewniających prowadzenie
rozwiertaka w tulejce wiertarskiej. Podczas rozwiercania stosuje się również ciecze chłodzące.
Doboru parametrów skrawania dokonujemy w oparciu o tabele lub posługując się wzorami,
podanymi w literaturze. Obowiązuje przy tym ogólna zasada, że dokładniejsze rozwiercanie
wymaga zastosowania mniejszych prędkości skrawania i posuwów. Wartość posuwu ma przy
tym decydujący wpływ na wielkość chropowatości powierzchni.
Rozwiercanie ręczne otworów wykonanych w małych i lekkich przedmiotach wymaga ich
sztywnego zamocowania w imadle. Przedmioty ciężki i stabilne nie wymagają mocowania,
ponieważ siły występujące podczas rozwiercania ręcznego są niewielkie.
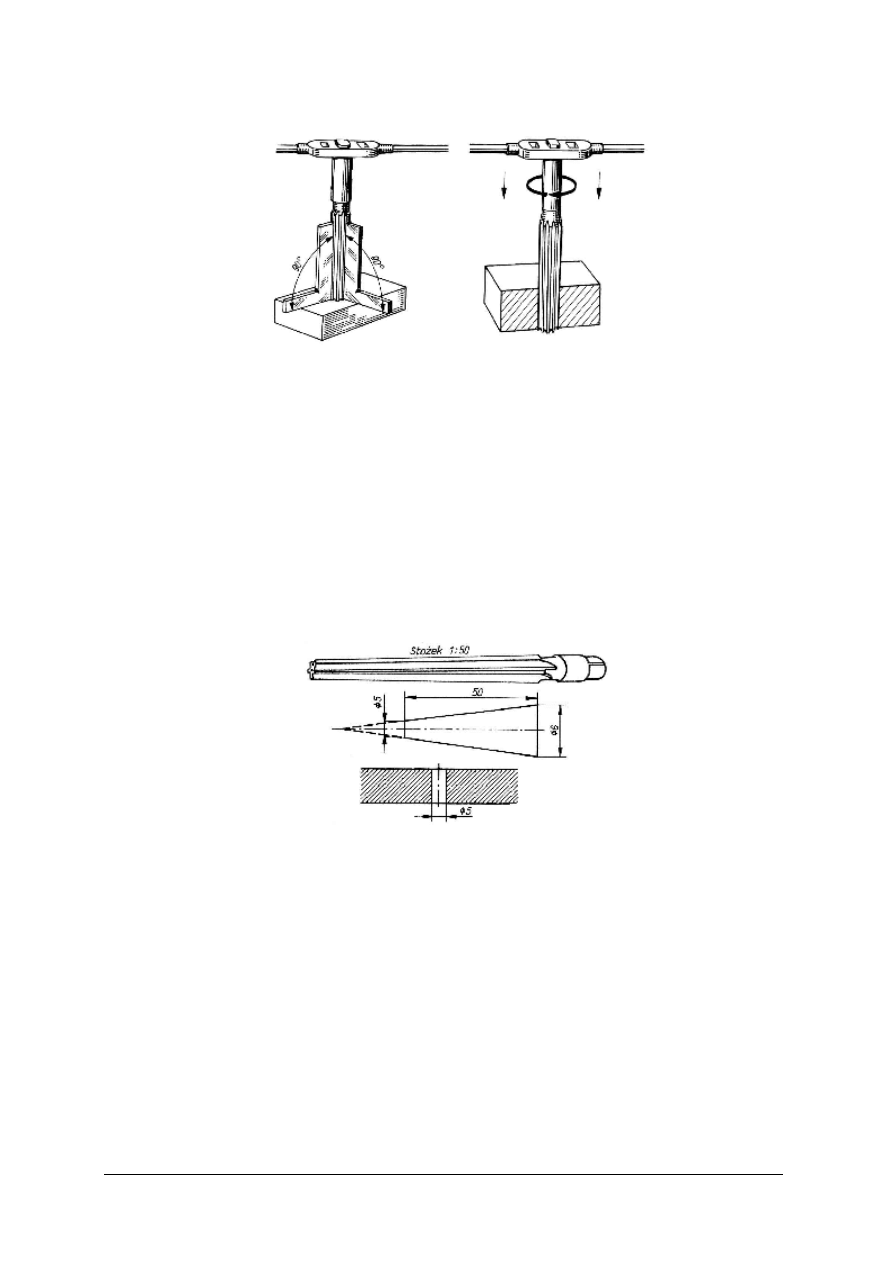
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 30. Etapy rozwiercania ręcznego: a) sprawdzenie ustawienia narzędzia, b) obróbka [4]
Przygotowanie narzędzia polega na nałożeniu pokrętki na kwadratowe zakończenie chwytu
rozwiertaka. Po wprowadzeniu rozwiertaka do otworu należy sprawdzić jego prostopadłość do
powierzchni za pomocą kątownika. Rozwiertak należy pokręcać równomiernie w prawo,
wywierając lekki i równomierny nacisk na oba ramiona pokrętki. Nie należy obracać rozwiertaka
w stronę przeciwną, niż kierunek skrawania. Lekkie cofnięcie rozwiertaka jest dopuszczalne
tylko wówczas, gdy nastąpi zakleszczenie narzędzia w otworze. Podczas rozwiercania ręcznego
rozwiertak należy smarować dziesięcioprocentową emulsją oleju wiertarskiego.
Rozwiercanie powierzchni stożkowych
Rozwiercanie otworów stożkowych o małej zbieżności (1:50 i 1:100) wykonuje się przy
użyciu jednego rozwiertaka (wykańczaka o ostrzach prostych), wiercąc uprzednio otwór
o średnicy równej najmniejszej średnicy otworu stożkowego.
Rys. 31. Rozwiercanie ręczne otworów stożkowych o małej zbieżności [4]
Rozwiercanie otworów stożkowych o dużej zbieżności wykonuje się, jak wcześniej
wspomniano, kolejno za pomocą trzech rozwiertaków, wiercąc uprzednio przy użyciu kilku
wierteł otwór o stopniowanej średnicy, tak, aby możliwie zmniejszyć ilość materiału
zdejmowanego w trakcie operacji rozwiercania. Otwór przelotowy wiercimy na średnicę równą
najmniejszej średnicy otworu stożkowego, natomiast długość i średnicę kolejnych wierceń
określamy biorąc pod uwagę: średnicę rozwiercanego otworu, grubość materiału i zbieżność
powierzchni stożkowej.
Ponieważ średnica nominalna rozwiertaków stożkowych określana jest w pewnej odległości
od końca ich końca (przykładowo, dla rozwiertaka o zbieżności 1:50 i średnicy nominalnej
25 mm odległość ta wynosi 15 mm), mocując przedmiot do rozwiercania należy przewidzieć
stosowną przestrzeń na wybieg narzędzia.
a)
b)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Do czego służą nawiertaki?
2. Jakie miary mają typowe kąty wierzchołkowe pogłębiaczy stożkowych?
3. W jaki sposób dobiera się parametry skrawania przy pogłębianiu?
4. W jakim celu wykonuje się zabieg rozwiercania?
5. W jaki sposób mocuje się rozwiertaki?
6. Do czego służą rozwiertaki nastawne?
7. Z jakich zabiegów składa się operacja wykonania otworów okrągłych w 6 ÷ 10 klasie
dokładności?
8. Z jakich zabiegów składa się operacja wykonania powierzchni stożkowych o małej i dużej
zbieżności?
4.3.3. Ćwiczenia
Ćwiczenie 1
Zaprojektuj detal zawierający otwory pogłębiane i rozwiercane oraz przeprowadź obróbkę
otworów okrągłych za pomocą wiercenia, pogłębiania i rozwiercania na podstawie otrzymanego
szkicu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z poleceniem do ćwiczenia,
2) wykonać szkic detalu według założeń zawartych w poleceniu,
3) wymienić się wykonanym szkicem z kolegą z zespołu,
4) zapoznać się z otrzymanym szkicem, sprawdzić jego poprawność i czytelność oraz
zgodność z normami rysunku technicznego,
5) zaznaczyć stwierdzone błędy i opisać niejasności, po czym wyjaśnić je z autorem szkicu,
6) opracować na podstawie materiałów źródłowych szczegółową technologię wykonania
poszczególnych otworów, opisując ją w wykazie operacji,
7) skonsultować z nauczycielem sporządzoną dokumentację technologiczną, wskazując źródła,
na podstawie których został opracowana,
8) pobrać po uzyskaniu akceptacji niezbędne wyposażenie stanowiska do obróbki detalu,
9) pobrać surówkę detalu, wytrasować i napunktować otwory,
10) przygotować wiertarkę do pracy,
11) wykonać po uzyskaniu akceptacji w zaplanowanej kolejności obróbkę detalu,
12) oczyścić i zdać pobrane narzędzia i wyposażenie, uporządkować stanowisko pracy,
13) wymienić się z kolegą z zespołu wykonanymi detalami i dokumentacją, celem
przeprowadzenia wzajemnej kontroli poprawności wykonania, i zapisać dokonane ustalenia
w karcie kontroli wyrobu,
14) dokonać (wraz z kolegą z zespołu) wspólnej prezentacji i wzajemnej oceny, przekazać do
oceny wykonane detale wraz z dokumentacją i kartami kontroli.
Wyposażenie stanowiska pracy:
−
polecenie do ćwiczenia (załącznik 1),
−
tabela odchyłek,
−
wykaz operacji,
−
karta kontroli wyrobu,
−
materiał
−
pręt płaski 40
×
50
×
150,
−
wiertarka wraz z DTR,
−
przyrządy pomiarowe, narzędzia traserskie i pomocnicze,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
−
materiały piśmienne i przybory kreślarskie, kalkulator,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni.
Ćwiczenie 2
Przeprowadź montaż zespołu wałka, poprzedzony obróbką części według załączonego
rysunku montażowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją techniczną do ćwiczenia,
2) zaplanować kolejność operacji i opisać je w tabeli, określając narzędzia, ich mocowanie
i mocowanie przedmiotu oraz parametry skrawania dla obróbki mechanicznej,
3) pobrać przygotowane części, sprawdzić zgodność wykonania wałka z zadaną tolerancją,
a kołka z warunkami określonymi w Polskiej Normie,
4) pobrać narzędzia i wyposażenie niezbędne do obróbki części i montażu zespołu,
5) przygotować wiertarkę do pracy i zgłosić gotowość do rozpoczęcia obróbki mechanicznej,
6) wykonać po uzyskaniu akceptacji zaplanowane operacje obróbki mechanicznej,
7) sprawdzić jakość przeprowadzonych operacji obróbki mechanicznej,
8) oczyścić wiertarkę, oczyścić i zdać narzędzia i wyposażenie do obróbki mechanicznej,
9) wykonać zaplanowane operacje obróbki ręcznej i montaż zespołu,
10) ocenić jakość wykonania montażu i wykonać pomiary wymiarów montażowych, zapisując
wyniki w karcie kontroli wyrobu,
11) oczyścić i zdać pozostałe narzędzia i wyposażenie, uporządkować stanowisko pracy,
12) zgłosić zakończenie wykonania ćwiczenia,
13) omówić podczas prezentacji wskazane szczegóły wykonania ćwiczenia, przekazać do oceny
zmontowany zespół wraz z opisem operacji i kartą kontroli.
Wyposażenie stanowiska pracy:
−
dokumentacja – rysunek montażowy i tabela odchyłek,
−
karta kontroli wyrobu,
−
części do obróbki i montażu,
−
wiertarka wraz z DTR,
−
stół ślusarski z imadłem ślusarskim,
−
narzędzia skrawające i wyposażenie do wykonywania otworów okrągłych,
−
pilniki,
−
narzędzia do montażu,
−
przyrządy pomiarowe, narzędzia traserskie i pomocnicze,
−
materiały piśmienne, kalkulator,
−
zeszyt przedmiotowy, poradnik dla ucznia i literatura będąca na wyposażeniu pracowni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować zabiegi nawiercania, pogłębiania i rozwiercania?
¨
¨
2) dobrać narzędzia do nawiercania, pogłębiania i rozwiercania?
¨
¨
3) zaplanować i przeprowadzić zabieg pogłębiania przy użyciu
pogłębiaczy czołowych i stożkowych?
¨
¨
4) zaplanować zabieg wykonania otworów okrągłych średniodokładnych
i dokładnych?
¨
¨
5) wykonać otwory średniodokładne i dokładne?
¨
¨
6) zaplanować
i
przeprowadzić
zabieg
wykonania
powierzchni
stożkowych o małej zbieżności?
¨
¨
7) zaplanować
i
przeprowadzić
zabieg
wykonania
powierzchni
stożkowych o dużej zbieżności?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań i sprawdza Twoje wiadomości z zakresu wykonywania otworów
okrągłych. Tylko jedna odpowiedź do każdego zadania jest poprawna.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Zakreśl prawidłową odpowiedź.
Jeżeli się pomylisz, błędną odpowiedź weź w kółko i zakreśl odpowiedź prawidłową. Jeżeli
zaznaczysz więcej niż jedną odpowiedź do jednego zadanie, otrzymasz za nie 0 punktów.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, odłóż rozwiązanie zadania
na później; wrócisz do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 40 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Okrągłe otwory dokładne wykonuje się za pomocą kolejnych operacji
a) wiercenia, rozwiercania zgrubnego, rozwiercania wykańczającego.
b) wiercenia zgrubnego, wiercenia wykańczającego, rozwiercania.
c) wiercenia, pogłębiania zgrubnego i pogłębiania wykańczającego.
d) wiercenia, powiercania i rozwiercania wykańczającego.
2. Rolą łysinki na powierzchni walcowej wiertła krętego jest
a) łamanie wióra.
b) wygładzanie otworu.
c) prowadzenie wiertła w otworze.
d) odprowadzanie wióra.
3. Oznaczenie HSS na chwycie wiertła oznacza
a) że jego ostrze jest wykonane z węglika spiekanego.
b) że jest ono wykonane ze stali szybkotnącej.
c) że jest ono przeznaczone do obróbki stali szybkotnącej.
d) że jest to wiertło uniwersalne.
4. Do wiercenia otworów w ciężkich przedmiotach o dużych rozmiarach stosuje się
a) wiertarki do głębokich otworów.
b) centra obróbcze.
c) wiertarki promieniowe.
d) wiertarki wielkogabarytowe.
5. Stożkowe zagłębienie pod łeb wkręta wykonuje się, w warunkach produkcyjnych, za
pomocą
a) rozwiertaka stożkowego.
b) pogłębiacza.
c) wiertła krętego o większej średnicy.
d) nawiertaka.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
6. Na poniższym rysunku przedstawiono wiertło przeznaczone do obróbki
a) żeliwa.
b) blachy.
c) twardej gumy.
d) drewna i tworzyw sztucznych.
7. Obliczenie prędkości obrotowej wrzeciona wiertarki do wykonania operacji wiercenia
wymaga znajomości
a) średnicy otworu i wartości przełożeń wiertarki.
b) prędkości skrawania i średnicy otworu.
c) prędkości skrawania i wartości posuwu.
d) głębokości i średnicy otworu oraz prędkości skrawania.
8. Do zamocowania wiertła o chwycie walcowym w stożkowym gnieździe wrzeciona należy
zastosować
a) oprawkę szybkomocującą.
b) tuleję redukcyjną.
c) tuleję zaciskową.
d) tulejkę wiertarską.
9. W celu wykonania w stalowym przedmiocie otworu
∅
40 zaleciłbyś
a) wykonanie wiercenia wiertłem
∅
20, a następnie powiercanie wiertłem
∅
40.
b) wykonanie wiercenia wiertłem
∅
10, a następnie powiercanie wiertłem
∅
40.
c) wykonanie wiercenia wiertłem
∅
38, a następnie rozwiercanie rozwiertakiem
∅
40.
d) wykonanie wiercenia wiertłem
∅
15, a następnie powiercanie kolejno wiertłami
∅
30
i
∅
40.
10. Podczas wiercenia otworów w wyrobach żeliwnych
a) nie stosuje się cieczy chłodząco-smarujących.
b) jako ciecz chłodząco-smarującą stosuje się terpentynę lub naftę.
c) jako ciecz chłodząco-smarującą stosuje się wyłącznie emulsję olejową.
d) jako ciecz chłodząco-smarującą stosuje się emulsję olejową lub naftę.
11. Wiercenie otworów przelotowych wiertłami krętymi wymaga wyłączenia posuwu
mechanicznego w momencie, gdy
a) wierzchołek wiertła zaczyna wchodzić w materiał.
b) wierzchołek wiertła zaczyna wychodzić z materiału.
c) wierzchołek wiertła osiąga wymaganą głębokość wiercenia.
d) cała część stożkowa wiertła opuści materiał.
12. Jeżeli ostrząc wiertło zachowaliśmy poprawne kąty ostrza, ale długości krawędzi tnących
nie są równe, to
a) podczas wiercenia nastąpi powiększenie średnicy otworu.
b) wiercony takim wiertłem otwór będzie miał kształt owalny.
c) możemy wywiercić nim otwór zgodnie z dokumentacją techniczną, ale zużycie
wiertła ulegnie znacznemu przyspieszeniu.
d) średnica wierconego otworu będzie właściwa, ale nastąpi przesunięcie jego osi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
13. Podczas rozwiercania wykańczającego w porównaniu z rozwiercaniem zgrubnym
stosujemy
a) większą prędkość obrotową wrzeciona i większy posuw.
b) większą prędkość obrotową wrzeciona i mniejszy posuw.
c) mniejszą prędkość obrotową wrzeciona i większy posuw.
d) mniejszą prędkość obrotową wrzeciona i mniejszy posuw.
14. Podczas operacji rozwiercania ręcznego należy
a) pokręcać narzędzie w lewo.
b) pokręcać narzędzie na przemian w prawo i w lewo, celem ułatwienia łamania
wiórów.
c) pokręcać narzędzie w prawo, lekko cofając je w lewo w przypadku zakleszczenia.
d) pokręcać narzędzie w prawo, zwiększając nacisk na ramiona pokrętki w przypadku
zakleszczenia.
15. Wymiarami charakterystycznymi rozwiertaków stożkowych są
a) zbieżność i średnica.
b) kąt wierzchołkowy i średnica.
c) zbieżność i długość.
d) kąt wierzchołkowy i długość.
16. W celu usunięcia z otworu złamanego wiertła stalowego, należy, o ile zawiodą próby
wyciągnięcia go przy pomocy szczypiec
a) rozwiercić złamane wiertło za pomocą wiertła o ostrzu z węglika spiekanego.
b) rozwiercić złamane wiertło, po wcześniejszym wyżarzeniu przedmiotu, za pomocą
wiertła o mniejszej średnicy.
c) rozwiercić złamane wiertło, po wcześniejszym wyżarzeniu przedmiotu, za pomocą
wiertła o równej średnicy.
d) rozwiercić złamane wiertło, po wcześniejszym wyżarzeniu przedmiotu, za pomocą
rozwiertaka stożkowego.
17. Do zabiegu powiercania stosujemy
a) prędkość obrotową wrzeciona 2 razy większą, niż dla wiercenia w pełnym materiale.
b) prędkość obrotową wrzeciona od 1,2 do 1,6 razy większą, niż dla wiercenia
w pełnym materiale.
c) posuw od 1,2 do 1,6 razy większy, niż dla wiercenia w pełnym materiale.
d) zarówno prędkość obrotową wrzeciona, jak i posuw od 1,2 do 1,6 razy większe, niż
dla wiercenia w pełnym materiale.
18. Stalowy haczyk jest stosowany:
a) w przypadku konieczności szybkiego wyhamowania wrzeciona,
b) do łamania i odciągania wiórów podczas wiercenia,
c) do usuwania wiórów z wierconego otworu,
d) do luzowania zacisku samocentrującego dwuszczękowego.
19. Podczas wiercenia wiertłami krętymi otworów długich należy
a) stosować zmniejszony posuw.
b) stosować zmniejszoną prędkość obrotową wrzeciona.
c) stosować jako ciecz chłodząco-smarującą czysty olej wiertarski.
d) wycofywać wiertło w celu ułatwienia usuwania wiórów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
20. Osadzając wiertło z chwytem stożkowym, należy kolejno
a) oczyścić powierzchnie stożka i gniazda, wsunąć stożek do gniazda energicznym
ruchem w górę, dobić wiertło za pomocą gumowego młotka.
b) oczyścić powierzchnie stożka i gniazda, wsunąć stożek do gniazda, wykonując przy
tym nadgarstkiem płynny ruch obrotowy.
c) oczyścić powierzchnie stożka i gniazda, wsunąć stożek do gniazda energicznym
ruchem w górę, sprawdzić szarpnięciem, czy wiertło zostało pewnie osadzone.
d) oczyścić powierzchnie stożka i gniazda, wsunąć stożek do gniazda energicznym
ruchem w górę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
KARTA ODPOWIEDZI
Imię i nazwisko ..........................................................................................
Wykonywanie otworów okrągłych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15..
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
6. LITERATURA
1. Bartosiewicz J.: Obróbka i montaż części maszyn. Poradnik. WSiP, Warszawa 1985
2. Andrzejewski H., Lipski R.: Technologia dla zasadniczych szkół mechanicznych. Część 1.
Obróbka ręczna. WSiP, Warszawa 1980
3. Dobrzański T.: Rysunek techniczny maszynowy. WNT, Warszawa 2004
4. Godlewski M., Tym Z.: Poradnik dla mechaników. WSiP, Warszawa 1991
5. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP, Warszawa
2003
6. Informator o egzaminie potwierdzającym kwalifikacje zawodowe. Ślusarz. CKE, Warszawa
2004
7. Kowerski A.: Bezpieczeństwo i higiena pracy w zakładach ślusarskich i budowy maszyn.
CIOP, Warszawa 1998
8. Malinowski J.: Pasowania i pomiary. WSiP, Warszawa 1993
9. Malinowski J.: Pomiary długości i kąta w budowie maszyn. WSiP, Warszawa 2003
10. Swat K.: Bezpieczeństwo i higiena pracy dla mechaników. WSiP, Warszawa 1992
Wyszukiwarka
Podobne podstrony:
713[07] Z1 10 Wykonywanie konse Nieznany
Wykonywanie otworow, Technologie wytwarzania, Obróbka skrawaniem, Wiercenie
PN Wykonywanie otworow 3
PN Wykonywanie otworow 1
10 Wykonywanie pomiarow krawiec Nieznany
sciąga obróbka skrawaniem, Wierceniem nazywamy sposób obróbki skrawaniem polegający na wykonywaniu o
10 Wykonywanie izolacji wodochr Nieznany (2)
10 Wykonywanie modeli wyrobów kaletniczych
10 wykonywanie betonówid 11191
10 Wykonywanie błamów ze skór futerkowych
10 Wykonywanie izolacji wodochronnych zbiorników
cichosz,technika wytwarzania obróbka ubytkowa,wykonywanie otworów
PN Wykonywanie otworow 4
Obróbka skrawaniem wykonywanie otworów wzory
PN Wykonywanie otworow 2
10 Wykonywanie czynności związanych z asystowaniem
10 Wykonywanie montażu i demontażu układów zasilania
10 Wykonywanie konserwacji i na Nieznany (2)
713[07] Z1 10 Wykonywanie konse Nieznany
więcej podobnych podstron