
TECHNOLOGIA METALI II
MATERIAŁY W OBRÓBCE PLASTYCZNEJ
dr inż. Robert Skoblik
Politechnika Gdańska
Wydział Mechaniczny
Katedra Inżynierii Materiałowej i Spajania

Literatura
1.Dobrucki W.: Zarys obróbki plastycznej metali. Katowice: Śląsk 1975
2.Dobrzanski L.A., Nowosielski R.: Metody badań metali i stopów. Badania własności
fizycznych. Warszawa: WNT 1987.
3.Erbel S., Kuczyński K., Marciniak Z.: Obróbka plastyczna. Warszawa: PWN 1986.
4.Erbel S., Kuczyński K., Olejnik L.: Technologia obróbki plastycznej. Laboratorium. Ofic.
Wyd. Pol. Warszawskiej.Warszawa 2003
5.Kuczyński K., Erbel S.: Obróbka plastyczna. Laboratorium. Warszawa: Wyd.
Politechniki Warszawskiej 1984.
6. Marciniak Z.: Mechanika procesów tłoczenia blach. Warszawa: WNT 1961.
7.Marciniak Z.: Odkształcenia graniczne przy tłoczeniu blach. Warszawa: WNT 1971.
8.Marciniak Z.: Konstrukcja tłoczników, Ośrodek Techniczny A. Marciniak Sp. z o.o,
Warszawa 2002
9.Marciniak Z., Kołodziejski J.: Teoria procesów obróbki plastycznej. cz.II. Tłoczenie
blach. Warszawa: Wyd. Politechniki Warszawskiej 1983.
10. Mazurkiewicz A., Kocur L.: Obróbka plastyczna. Laboratorium. Wyd. Pol. Radomskiej.
Radom 2006
11. Praca zbiorowa. Materiały do ćwiczeń laboratoryjnych z technik wytwarzania.
Odlewnictwo i obróbka plastyczna. Gdańsk: Wyd. Politechniki Gdańskiej 1984.
12. Praca zbiorowa pod redakcją Erbla J.: Encyklopedia technik wytwarzania
stosowanych w przemyśle maszynowym Ofic. Wyd. Pol. Warszawskiej.Warszawa 2001.
13.Praca zbiorowa pod redakcją Sińczaka J.: Procesy przeróbki plastycznej – ćwiczenia
laboratoryjne. Podstawy teoretyczne i wykonawstwo ćwiczeń. Kraków: Wydawnictwa
Naukowe AKAPIT 2001
14. Romanowski W.P.: Poradnik obróbki plastycznej na zimno. Warszawa: WNT 1976.
15.Skoblik R., Wilczewski L.: Odlewnictwo i obróbka plastyczna. Laboratorium. Gdańsk:
Wyd. Politechniki Gdańskiej 1997

Projektowanie procesów tłoczenia
Tłoczenie - szereg różnorodnych procesów obróbki
plastycznej metali, realizowanych przede wszystkim na
zimno,
stosowanych
do
rozdzielania
i kształtowania materiałów w postaci blach i innych
elementów metalowych.
Tłoczenie przeprowadza się za pomocą oprzyrządowania
zwanego
tłocznikami,
przeważnie
na
prasach
mechanicznych lub hydraulicznych. Ponieważ jeden z
wymiarów (grubość) półwyrobu jest istotnie mniejszy od
dwóch pozostałych - stan naprężenia (poza pewnymi
wyjątkami) można uważać za płaski. Procesy tłoczenia,
podczas których nie dochodzi do rozdzielania materiału
stanowią oddzielną grupę (tzw. tłoczenie - kształtowanie).
Cięcie – jest to operacja rozdzielania materiału. Zaliczana
jest do jednego z procesów obróbki plastycznej, polegającego
na oddzielaniu jednej części materiału od drugiej. Cięcie
stosowane jest najczęściej w obróbce materiałów, która
polega na wytworzeniu takiego stanu naprężenia w żądanym
miejscu, aby nastąpiło w nim pęknięcie obrabianego
przedmiotu.
Punktem wyjścia do projektowania są następujące dane:
• rysunek konstrukcyjny przedmiotu oraz stawiane mu
warunki techniczne,
• funkcja przedmiotu i jego ewentualne współdziałanie w
zespole,
• wielkość produkcji,
• dysponowany park maszynowy z wyposażeniem,
• możliwości kooperacyjne.
Opracowanie procesu tłoczenia można podzielić na
następujące etapy:
• analiza technologiczności konstrukcji przedmiotu,
• określenie kształtu i wymiarów półwyrobu wyjściowego,
• wyznaczenie liczby i kolejności zabiegów przy tłoczeniu
złożonym oraz krotności tłoczenia (rozmieszczenia wykrojów),
• określenie wymiarów i tolerancji półwyrobów po każdej
operacji,
• wybór materiału wyjściowego i jego wykorzystanie,
• dokonanie podstawowych obliczeń,
• wybór maszyn do operacji tłoczniczych.

Technologiczność przedmiotu - jest to zespół cech,
które pozwalają na osiągniecie najniższego kosztu
wykonania, przy jednoczesnym zachowaniu wymagań
kształtu,
wymiarów,
wytrzymałości,
wykończenia,
przydatności itp.
Poprawy technologiczności dokonuje się na drodze zmian
konstrukcyjnych przedmiotu, zmniejszających koszt jego
wykonania.
Można to osiągnąć przez:
• zmniejszenie zużycia materiału wyjściowego,
• obniżenie pracochłonności wykonania (zmniejszenie
liczby operacji, maszyn, tłoczników, oraz wprowadzenie
mechanizacji lub automatyzacji).

Materiały stosowane na wyroby tłoczone i wyoblane
Materiał stosowany do wykonania przedmiotów tłoczonych
powinien odpowiadać:
-przeznaczeniu,
-warunkom eksploatacyjnym,
- wymogom technologicznym, wynikającym z charakteru
odkształcenia.
Na własności technologiczne materiałów walcowanych na
zimno
i wykorzystywanych w tłocznictwie, ma:
- wielkość odkształcenia przy walcowaniu,
- charakter obróbki cieplnej,
- strukturalna postać węgla (ujemny wpływ strukturalnie
swobodnego cementytu),
- wielkość i kształt ziaren ferrytu,
- stan powierzchni (brak linii poślizgu przy odkształceniu)
decydujący o jakości powierzchni - braku pasów na blasze.
Szczególnie w odniesieniu do materiałów poddawanych
głębokiemu ciągnieniu i o strukturze gruboziarnistej, gdzie na
powierzchni powstaje tzw. „skórka pomarańczowa".

Własności technologicznych materiałów do tłoczenia można
scharakteryzować wyznaczając wskaźniki plastyczności:
• przewężanie względne Z podczas rozciągania (rzadko
stosowane w przypadku blach, z powodu trudnego określenia,
częściej parametry n i R);
• równomierne wydłużenie względne e
r
, lub odpowiadające mu
równomierne przewężenie względne Z
r
;
• stosunek granicy plastyczności R
e
do wytrzymałości na
rozciąganie R
m
(im mniejszy jest stosunek R
e
/R
m
tym większe
jest przewężenie Z
r
.
).
Biorąc pod uwagę zdolność do odkształceń plastycznych
materiały stosowane do tłoczenia klasyfikuje się na grupy:
- materiały małoplastyczne - bardzo mało umacniające się; Z
r
=
0,10-0,15 (np. stal o średniej zawartości węgla typu (35) do (50),
stal 12HMN i inne);
- materiały średnioplastyczne - mało umacniające się; Z
r
= 0,15-
0,20 (stale typu (20) do (30), stale chromowo-niklowe, aluminium
o znacznym stopniu umocnienia);
- materiały plastyczne - średnio umacniające się; Z
r
= 0,20-0,25
(stale niskowęglowe typu (08), (10), (15), mosiądz, wyżarzone
aluminium);
materiały bardzo plastyczne - silnie umacniające się; Z
r
= 0,25-
0,30 (stal 1H18N9T po przesycaniu, wyżarzona miedź, stopy
tytanu, stopy permalloy i kowar).
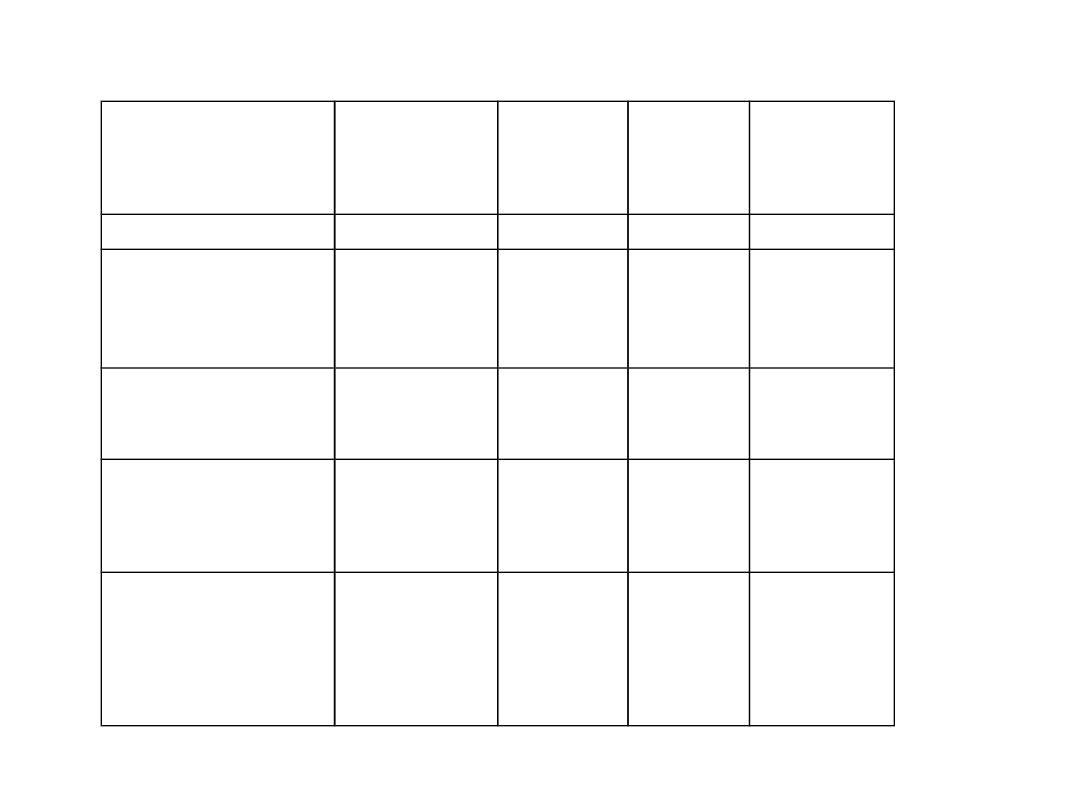
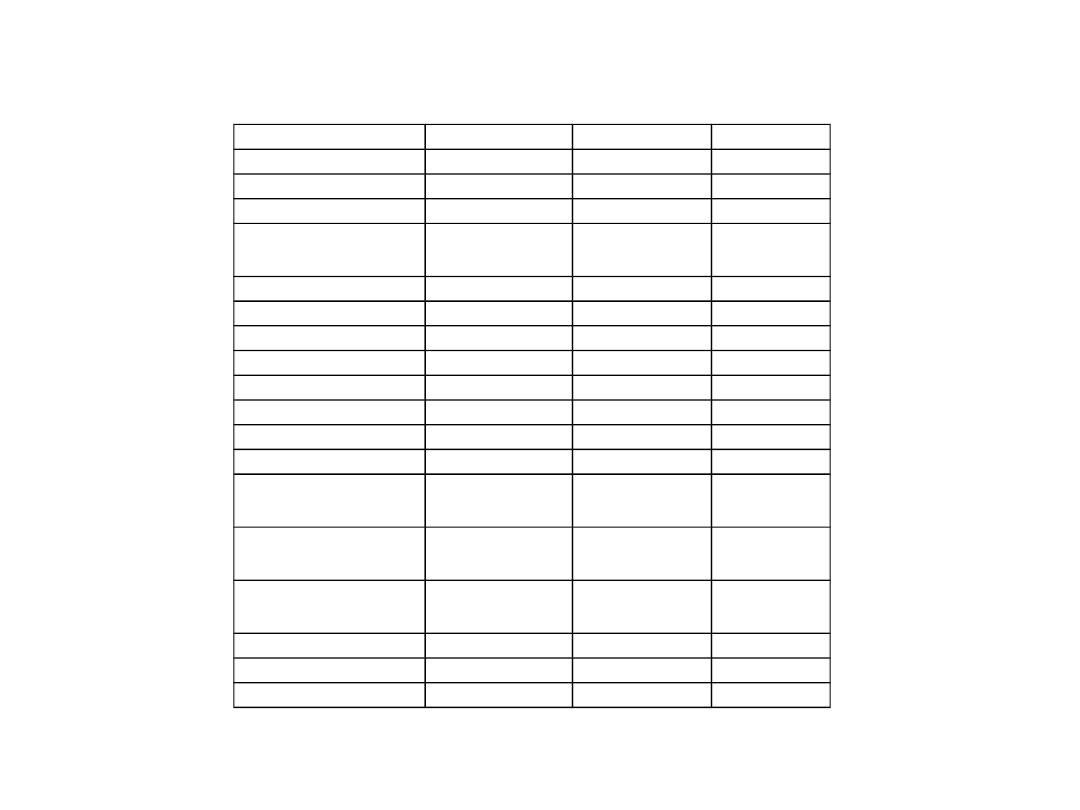
Tablica 1 Przykłady technologicznego zastosowania blachy stalowej i jej własności mechaniczne [3]
Zastosowanie
Wytrzymałość
na rozciąganie
R
m
(MPa)
max
Wydłużenie
A
O
(%)
min
Twardość
HB
max
Głębokość
wytłoczenia
(tłoczność
wg Erichsena)
(mm)
min
Wykrawanie płaskich
przedmiotów
650
l -5
84-96
6-7
Wykrawanie, proste
gięcie pod kątem 90°
w poprzek włókien
z dużym promieniem
gięcia
(r>29)
500
4-14
75-85
7-8
Płytkie ciągnieni i wy
gniatanie. Gięcie o kąt 180° w
poprzek włókien lub o kąt 90°
wzdłuż włókien z promieniem
gięcia r>0,5g
420
13-27
64-74
8-9
Głębokie ciągnienie
(dopuszczalne linie pośli zgu).
Gięcie o kąt 180° we wszystkich
kierunkach
z promieniem gięcia
r < 0,5g
370
24-36
52-64
9-10
Głębokie ciągnięcie (nie
znaczne linie poślizgu).
Gięcie o kąt 180° we
wszystkich kierunkach
z promieniem gięcia
r<0,5g
330
33-45
38-52
10-12

Do najczęściej stosowanych materiałów metalowych
należą blachy i taśmy z miękkiej stali węglowej, miedzi i
jej stopów, stopów aluminium, cynku, niklu i tytanu.
Oprócz tego przez tłoczenie na zimno obrabia się mniej
rozpowszechnione metale i stopy jak:
• molibden i jego stopy;
• tantal i jego stopy;
• specjalne stopy Ni - Co (inwar, platynit, kowar i inne);
• beryl, cyrkon i ich stopy;
• metale szlachetne (złoto, srebro).

Stal. Stal węglowa o małej zawartości węgla (0,05% -
0,15%) nadaje się dobrze do tłoczenia za pomocą
gięcia, ciągnięcia, wygniatania i innych procesów, w
których wymagane są dobre własności plastyczne
materiałów.
Do tłoczenia stosuje się cienkie blachy stalowe (o
grubości do 4,75 mm) wg PN-EN 10130+A1:1999.
Wymiary tych blach podane są w normie PN-EN
10131:1998.
W zależności od jakości powierzchni rozróżnia się 4
rodzaje blach cienkich, stalowych do tłoczenia: I, II,
III, IV. Rodzaj I odpowiada najwyższej jakości
powierzchni.
Ze względu na możliwość wykorzystania powierzchni
arkusza norma PN-81/H-92131 rozróżnia dwie klasy
jakości blach:
• blachy całkowicie odpowiadające wymaganiom
normy;
• blachy z wadami powierzchni skupionymi na 1/4
powierzchni arkusza. [10]

Ze względu na przydatność do tłoczenia rozróżnia się sześć
kategorii cienkich blach (PN-EN 10130+A1:1999):
P - blacha płytko tłoczna;
T - blacha tłoczna;
G - blacha głęboko tłoczna;
B - blacha bardzo głęboko tłoczna;
SB - blacha na trudne wytłoczki o złożonym kształcie;
SSB - blacha na bardzo trudne wytłoczki, złożonym kształcie,
dużym odkształceniu podczas tłoczenia.
Na wyroby tłoczone stosowane też są blachy ze stali
nierdzewnej wg normy PN-EN 10088-1-3:1998.
Bednarka stalowa, stosowana na wyroby tłoczone, jest
wytwarzana ze stali St0S lub St2S. Grubość bednarki wynosi
1,5-5 mm, a szerokość 20 - 300 mm. Wymiary podaje norma
PN-76/H-92325.
Taśmy stalowe do tłoczenia są walcowane na (PN-92/H-92327)
ze stali nisko-węglowej w trzech klasach (klasa I, II, III)
określających dopuszczalne wady powierzchni (wgniecenia,
zadrapania, chropowatość itp.). Klasie I odpowiada najwyższa
jakość powierzchni. [10]

Ze względu na stan powierzchni rozróżnia się taśmy stalowe:
Cl, C2 - powierzchnia ciemna;
S l - powierzchnia jasna;
S2 - powierzchnia czyszczona;
S3 - powierzchnia polerowana;
S4 - powierzchnia szlifowana;
S5 - powierzchnia szlifowana i polerowana.
Ze względu na stan utwardzenia lub obróbki cieplnej taśma
stalowa może być:
G - głęboko tłoczna;
M. - miękka;
PM - półmiękka;
PZ - półtwarda;
Z - twarda.
Wytwarzane są taśmy o grubości 0,1-4,0 mm i szerokość 44-300
mm.

Do produkcji tłoczeniem wprowadzono również blachy
stalowe
lakierowane
lub
pokryte
tworzywem
sztucznym. Blachy te nadają się do produkcji płaskich
wyrobów, oraz przestrzennych nie wymagających
głębokich tłoczeń. Należy również wspomnieć o
blachach
nierdzewnych
polerowanych
charakteryzujących
się
mniejszymi
oporami
kształtowania wyrobu. Nowym materiałem jest również
blacha stalowa lub aluminiowa pokryta kolorowym
tworzywem PCV. Powłoka o gru bości 0,36 mm
charakteryzuje się wysoką odpornością na zużycie,
korozję, działanie kwasów. Materiał ten tłoczy się w
zwykłych tłocznikach bez uszkodzenia powłoki.[10]

Ze względu na dokładność wykonania wymiarów grubości
wymienić należy trzy grupy:
1) blachy zwykłej dokładności wykonania grubości - bez
wyróżnika - dla grubości 0,8 mm dopuszczalna odchyłka
grubości ±0,09 mm,
2) blachy o podwyższonej dokładności wykonania grubości - z
wyróżnikiem „pg" - dla gru bości 0,8 mm dopuszczalna
odchyłka grubości ±0,07 mm,
3) blachy o wysokiej dokładności wykonania grubości - z
wyróżnikiem „wg" - dla grubości 0,8 mm dopuszczalna
odchyłka grubości ±0,06 mm. Przykładowe oznaczenie blachy
przeznaczonej na nadwozia samochodów
la-m-SSB 0.8 wgX1500X3000.
Jest to blacha w arkuszach, rodzaju i jakości powierzchni (la), o
matowym
(m)
stopniu
wykończenia
powierzchni,
z
przeznaczeniem na szczególnie trudne wytłoczki (SSB),
pierwszej jakości, o grubości 0,8 mm, wysokiej dokładności
wykonania wymiaru grubości (wg), o szerokości 1500 mm i
długości 3000 mm.
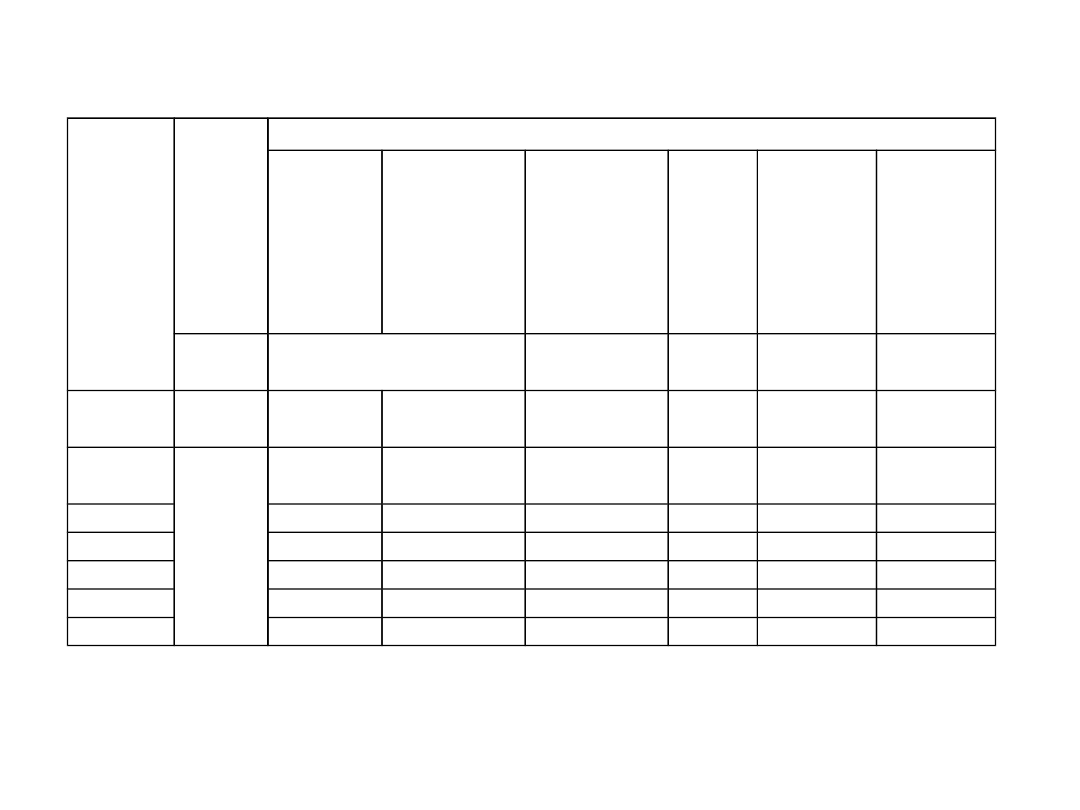
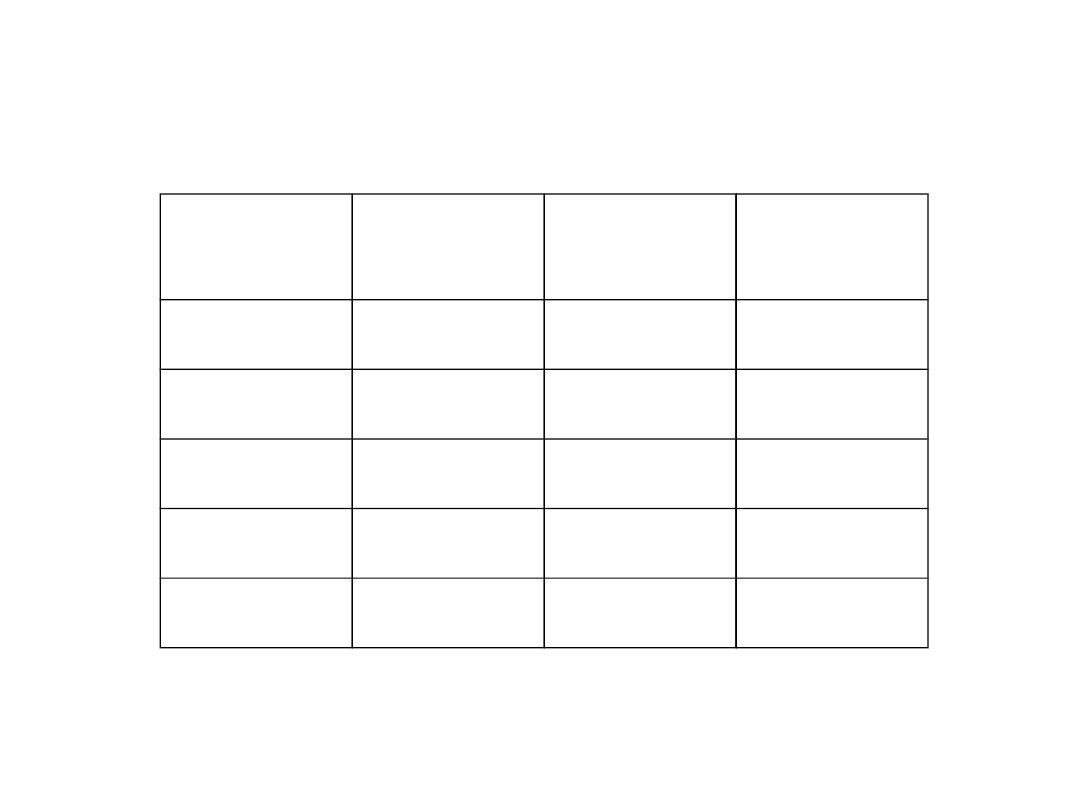
Tabela . Własności mechaniczne i technologiczne blach
stosowanych w procesach tłoczenia wg PN-87/H-92143 i PN-
81/H-92121 [13]
Kategori
a blach
Gruboś
ć
blachy
Własności mechaniczne i technologiczne
R
0,2
R
m
A
50
(dla g < 2
mm, lo = 50
mm,
bo= 12,5
mm)
R
min
.
n
min.
IE
20
(min.)
(dla
g =
0,8
mm)
mm
MPa
%
-
-
mm
USB
0,6 -
2,0
-
-
-
1,5-1,4
0,2
-
SSB
0,5-2,5
>150
280 -
340
38
-
-
10,40
SB
>150
280-350
35
-
-
10,20
B
-
250-390
32
-
-
10,00
G
-
250-410
28
-
-
9,50
T
-
250-410
25
-
-
9,30
P
-
do 490
23
-
-
7,80

Miedź i jej stopy nadają się dobrze do tłoczenia.
Blachy, pasy i taśmy wykonuje się z prawie czystej
miedzi ojej zawartości 99,96%; 99,7%; 99,5% wg
PN-EN 1652:1999.
Własności mechaniczne i tłoczność blach i pasów
mosiężnych podaje normę PN-EN 1652:1999.
Spośród różnych gatunków mosiądzów podanych w
normie do obróbki plastycznej najbardziej nadają się
mosiądze oznaczone M60 i M63.
Aluminium i jego stopy bardzo dobrze nadają się
do obróbki plastycznej. Stosowane są szeroko do
produkcji
sprzętu
gospodarstwa
domowego,
zwłaszcza do tłoczenia i wyoblania naczyń
kuchennych.
Rodzaje,
gatunki
i
własności
mechaniczne blach i taśm aluminiowych opisują
normy
PN-87/H-92741
i PN-87/H 92833. Spośród bardzo wielu stopów
aluminium jako bardzo podatne do obróbki
plastycznej
należy
wymienić
stopy:
PA l, PA 2, PA 4, PA 11.

Materiały niemetalowe. W tłocznictwie przerabia się
wiele
materiałów
nieme
talowych
i
tworzyw
sztucznych. Ogólnie materiały te dzieli się na dwie
grupy:
l. materiały przekładkowe: papier, karton, preszpan,
skóra, filc, wojłok, guma, tkaniny gumowane, tkaniny
bawełniane i tkaniny wełniane;
2.
materiały
konstrukcyjne
elektroizolacyjne
i
cieplnoizolacyjne:
a) tworzywa sztuczne warstwowe np.: tekstolit,
laminaty;
b) tworzywa sztuczne lite np.: celuloid, PCV, PE;
c) tkaniny i wyroby azbestowe;
d) mika

Znaczny rozwój przetwórstwa blach, związany z rozwojem
motoryzacji,
nowych
technologii
i
materiałów
stosowanych do tłoczenia, wyznacza kierunki nowych
badań i poszukiwań. Kryteria jakim muszą odpowiadać
nowoczesne materiały, można ująć następująco:
- tłoczność,
- możliwość stosowania w automatycznych liniach
produkcyjnych,
- odporność na korozję,
- wytrzymałość,
- estetyka i funkcjonalność.
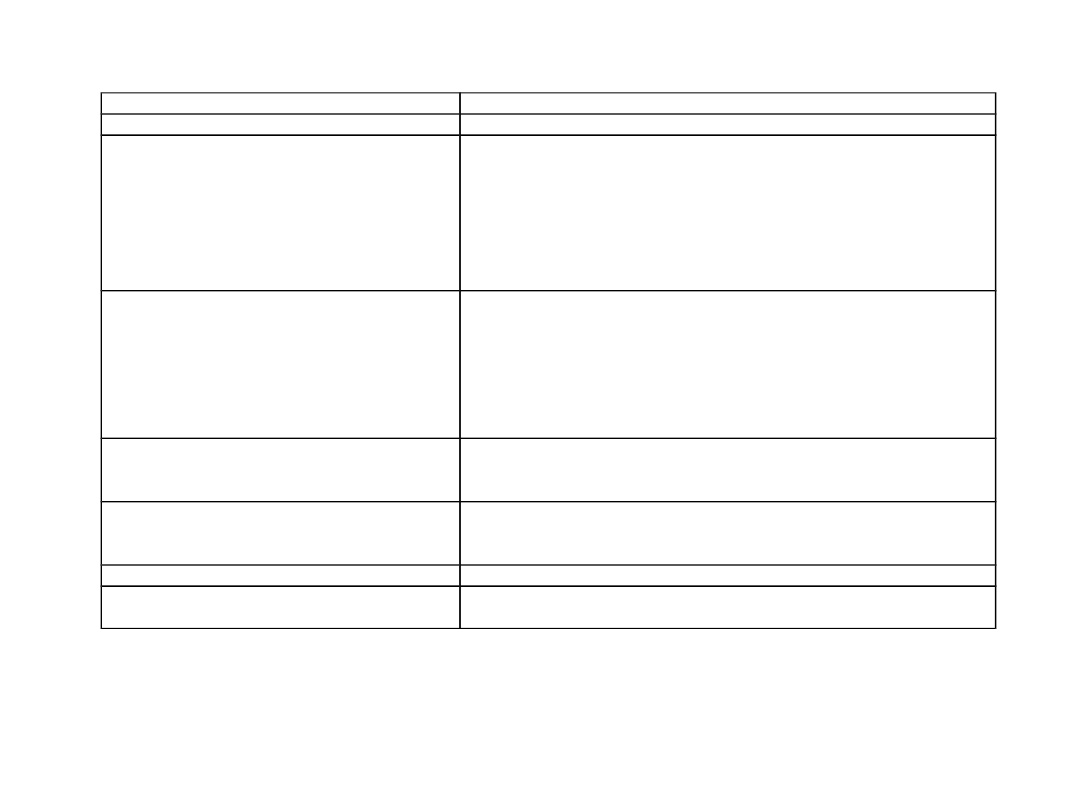
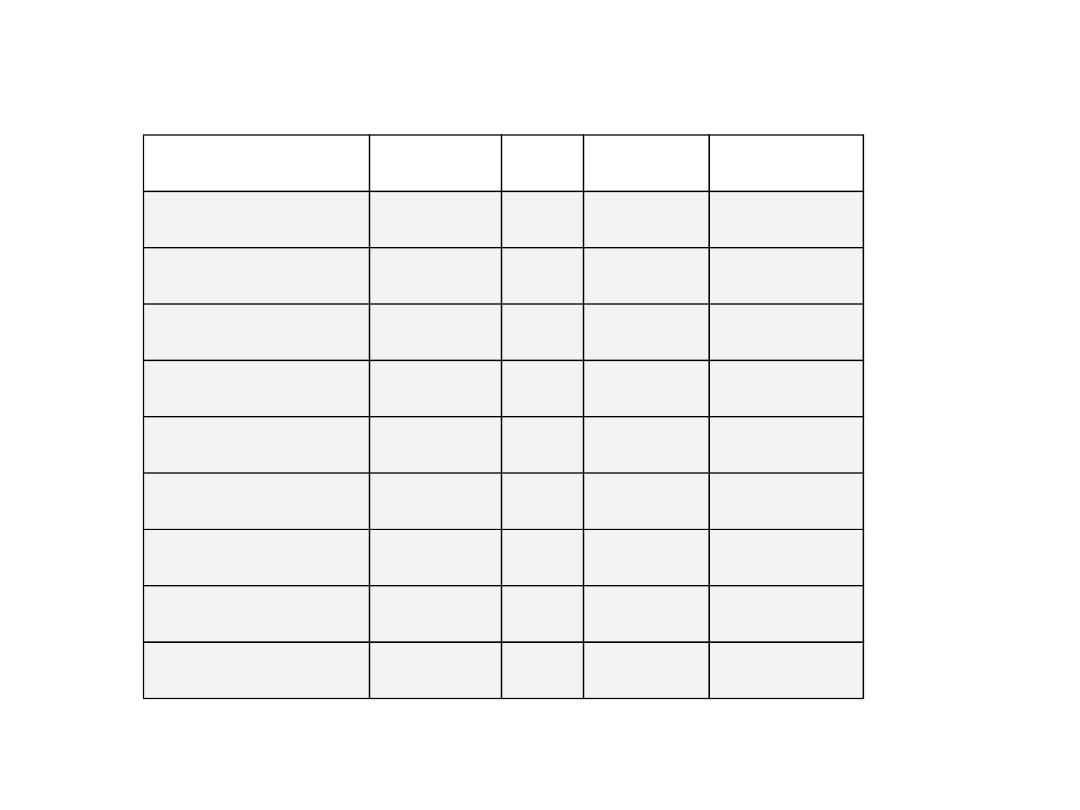
Typ blachy
Charakterystyka
Blachy głęboko tłoczne, karoseryjne
Rm< 400 MPa; A5o> 45 %; r„> l .75
Blachy tłoczne ze stali o podwyższonej
wytrzymałości
O8JNb - stal mikrostopowa (R
m
ok. 450 MPa)
Stale umocnione roztworowo i dyspersyjnie:
08JVN - stal mikrostopowa (R^ ok. 500 MPa)
08JNbVN - stal martenzytyczno-ferrytyczna (R
m
, ok.
800MPa)
Stal ze zwiększonym dodatkiem manganu: 08G3A - stal
martenzytyczno-ferrytyczna (R
m
ok. 900 MPa)
Blachy z materiałów typu IF i BH
oznaczone jako: DQ-R=1.5,n=0.21,
DDQ-R =1.8, n =0.23, EDDQ-
R=2.2,n=0.25, S-EDDQ-
R=2.7,n=0.27 Przykładowe własności
w tabeli 12.2: ULC BH180; IF180;
IF220; IF260
Blachy do elektrolitycznego i ogniowego cynkowania;
szczególne mała zawartość (C) (ULC) już od 20 ppm, do
0.003 - 0.006% max. do 0.08%; bardzo dobra tłoczność,
zdolność pochłaniania energii przy dynamicznym
odkształceniu, umocnienie przy wypalaniu lakieru;
umocnienie roztworowe i dyspersyjne
Blachy głęboko-tłoczne, pokrywane
powłokami metalicznymi, foliami lub
lakierami
Trudności przy kształtowaniu - nietrwałość powłok
ochron nych lub dekoracyjnych
Blachy platerowane, wielowarstwowe,
z przekładkami z tworzyw sztucznych
Do specjalnych zastosowań, zarówno o specjalnych
wymaganiach wytrzymałościowych jak również
specjalnych wa runkach pracy
Blachy perforowane
Na specjalne konstrukcje - ażur
Blachy łączone - Tailored Blanks
Łączone blachy o różnych grubościach i różnych
własnościach
Tabela. Materiały do tłoczenia i ich charakterystyka
[13]

Metody oceny przydatności blach do tłoczenia
Tłoczność
-
terminem
tym
określa
się
plastyczną
odkształcalność blachy, rozumianą jako technologiczną jej
przydatność
do
plastycznego
kształtowania
i stanowiącą o zdolności blachy do odkształceń plastycznych i
łatwości przyjmowania żądanego kształtu w określonej
operacji.
Jako pierwszy w roku 1900 K. Musiol opisał mechanizm
odkształceń
występujących
przy
tłoczeniu
blach
bez
pocienienia i podał granice odkształcenia dla określonego
materiału.
Granicę, do jakiej można dokonywać tłoczenia próbki określił
za pomocą tzw. granicznego współczynnika tłoczenia:
m
mim
= d
st
/D
max
gdzie:
D
max
to maksymalna średnica krążka wyjściowego, z której
można otrzymać miseczkę bez kołnierza przy tłoczeniu
stemplem o średnicy d
st
.

Własności
technologiczne
blach
tłocznych
i
głębokotłocznych są w określone przez ich własności
mechaniczne, zależne od składu chemicznego,
struktury i wielkości ziarna, stopnia odkształcenia i
rodzaju obróbki cieplnej.
Spośród cech materiałowych, które mogą wywierać
wpływ na tłoczność blachy za najważniejsze uważa się:
1. zdolność do umacniania,
2. czułość na prędkość odkształcenia,
3. jednorodność,
4. anizotropię normalną.
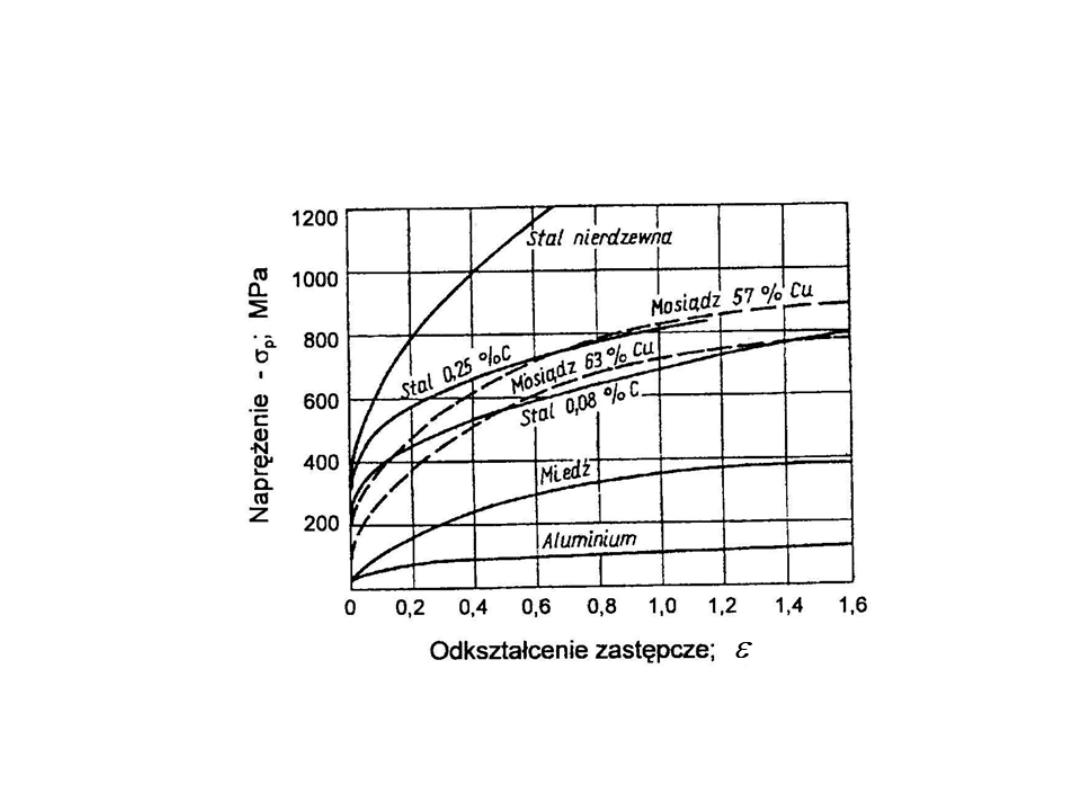
Wpływ umocnienia
Krzywe umocnienia dla różnych materiałów [10]
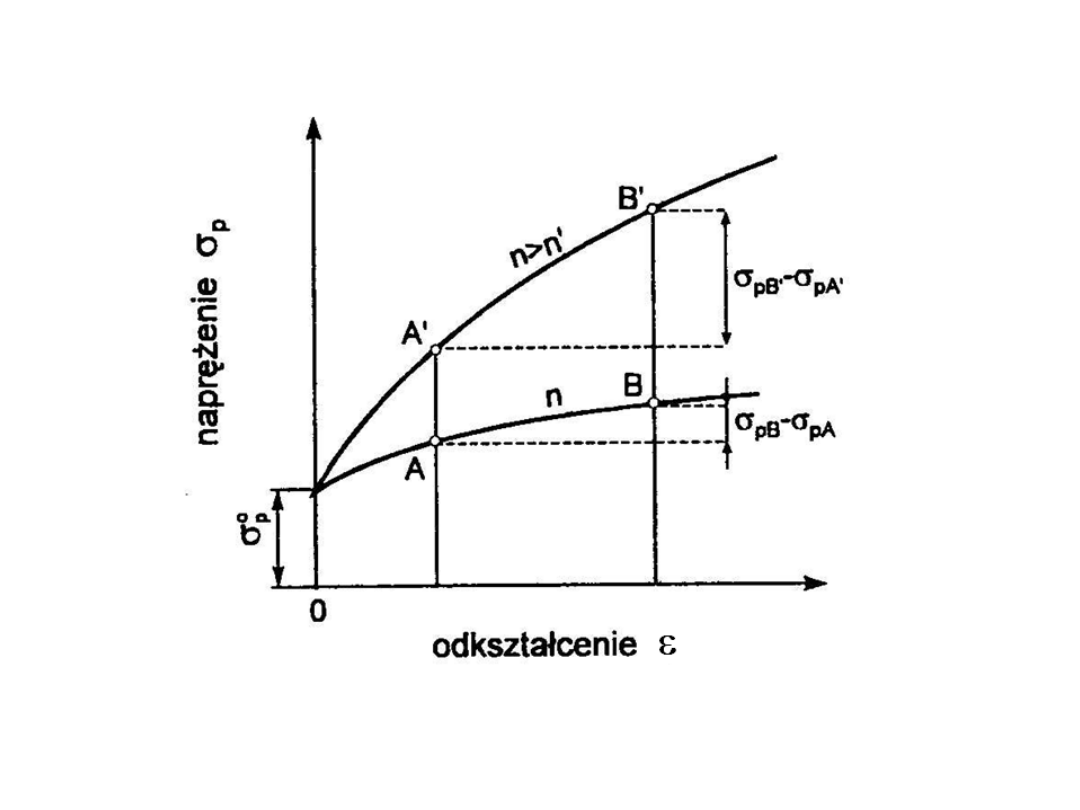
Krzywe umocnienia dla dwóch materiałów o różnym współczynniku wzmocnienia [10]
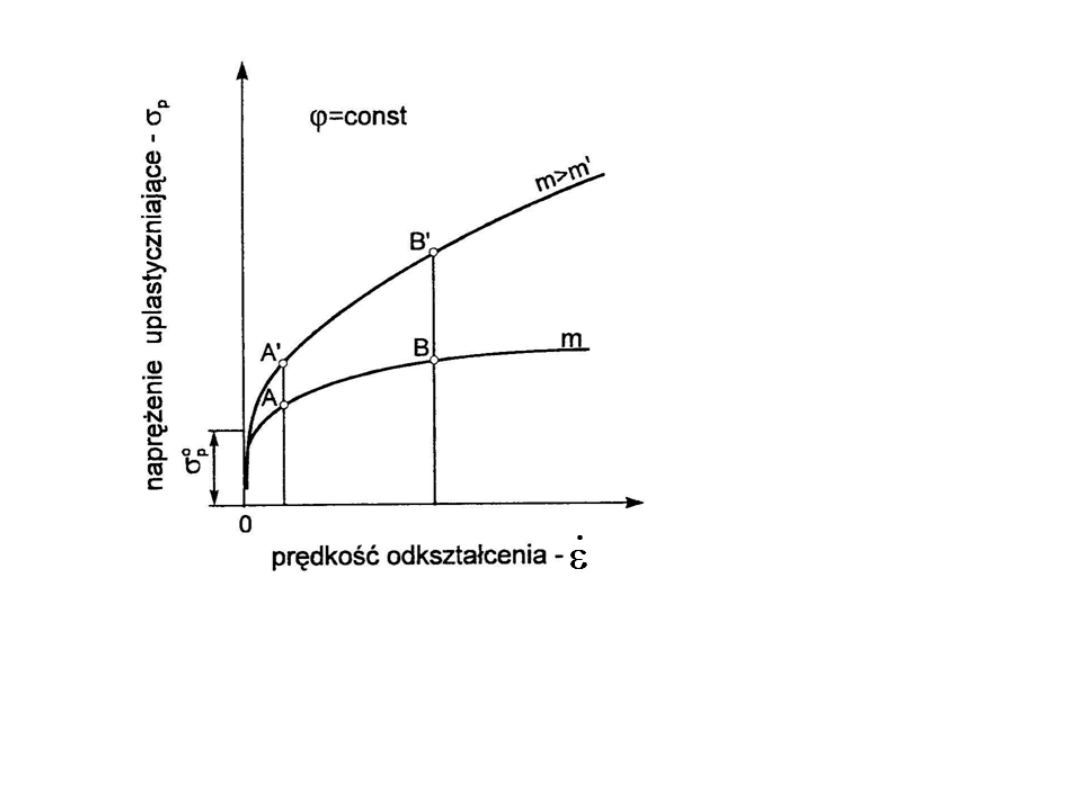
Krzywe umocnienia dla dwóch materiałów o różnej czułości na prędkość odkształcania [10]
Wpływ anizotropii normalnej
Anizotropia
płaska
jest
stosunkiem
ekstremalnych
odkształceń w dwóch kierunkach leżących w płaszczyźnie
blachy. Mała anizotropia płaska jest korzystna, gdyż umożliwia
przy głębokim tłoczeniu uniknięcie tzw. „uch", powstających w
wyniku anizotropii odkształcenia.
Anizotropia normalna jest stosunkiem odkształcenia w
dwóch kierunkach wzajemnie prostopadłych, (normalnych do
działającego naprężenia rozciągającego, jeden z nich jest
prostopadły do powierzchni blachy). Korzystna jest natomiast
duża anizotropia normalna, ponieważ tłoczenie odbywa się
przy niewielkim, lokalnym pocienieniu blachy i tym samym
opóźnia pojawienie się pęknięcia. Można więc powiedzieć, że
blacha przeznaczona do głębokiego tłoczenia powinna mieć
dużą ciągliwość, zdolność do umocnienia i anizotropię
normalną. Własności takie uzyskuje się przez wytworzenie
odpowiedniej
tekstury;
np.
dla
blach
karoseryjnych
najkorzystniej byłoby wytworzyć teksturę {110}, najczęściej
jednak występuje tekstura {111}, również korzystna.
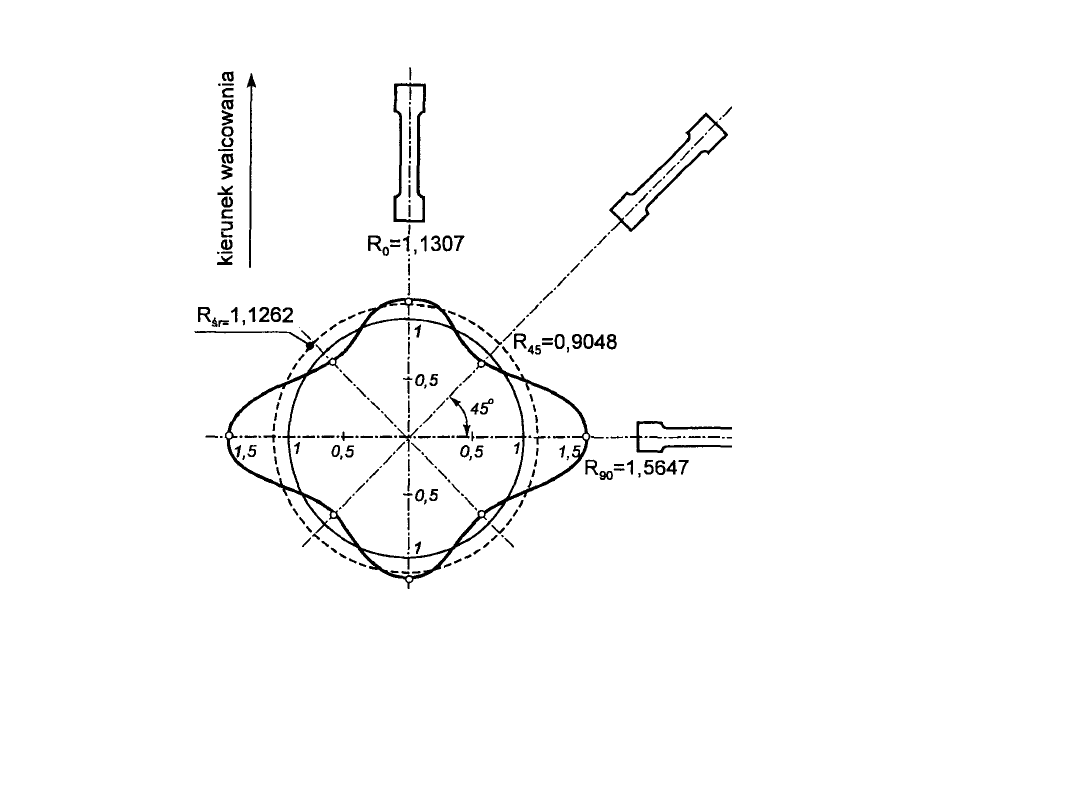
Przykład figury anizotropii płaskiej
blachy [l0]
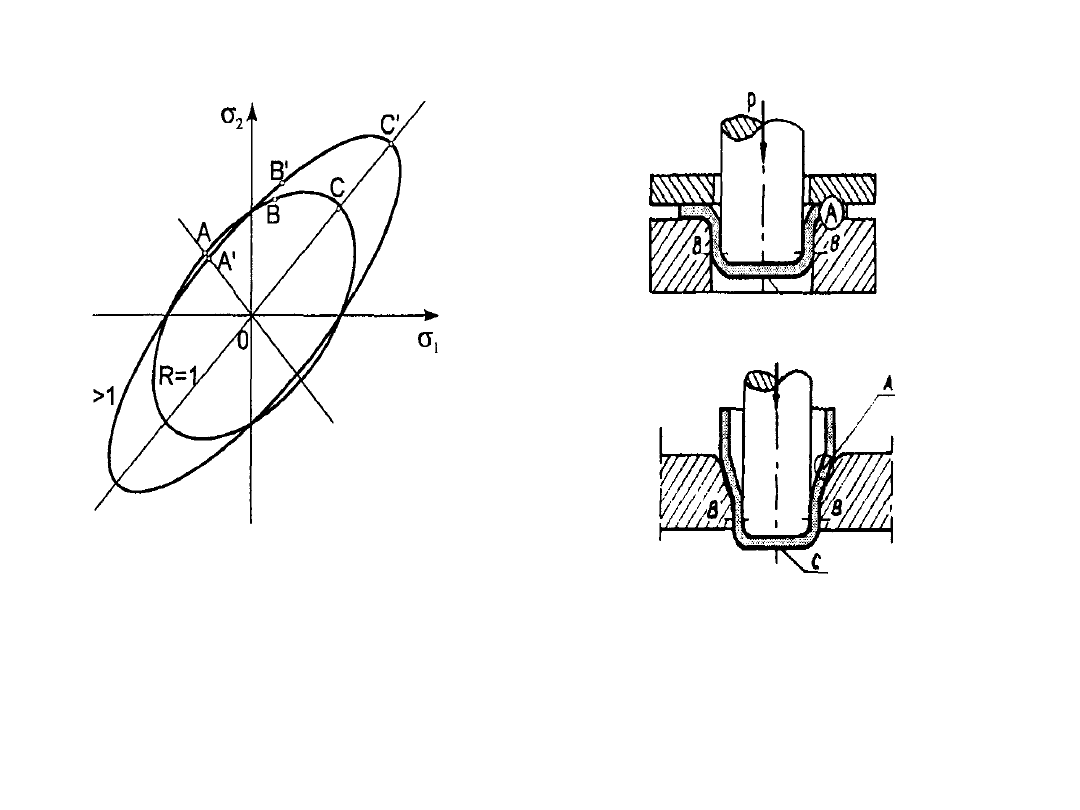
Elipsy plastyczności dla materiału izotropowego R=l i
anizotropowego R>1
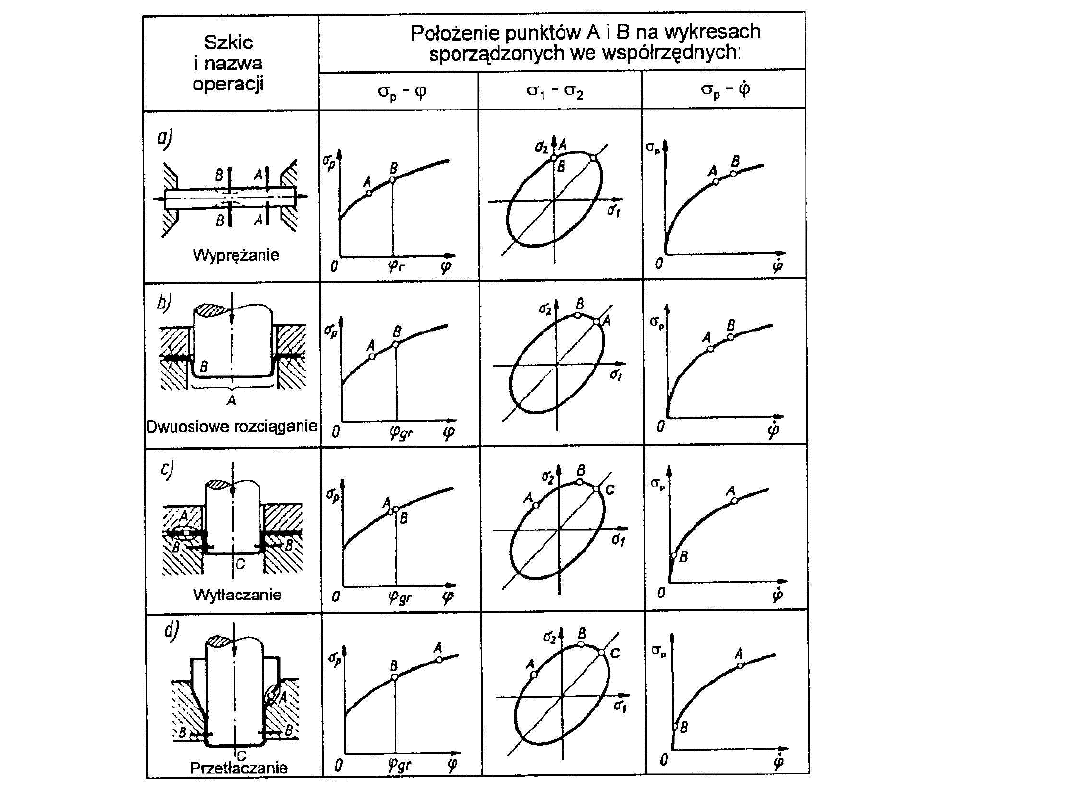
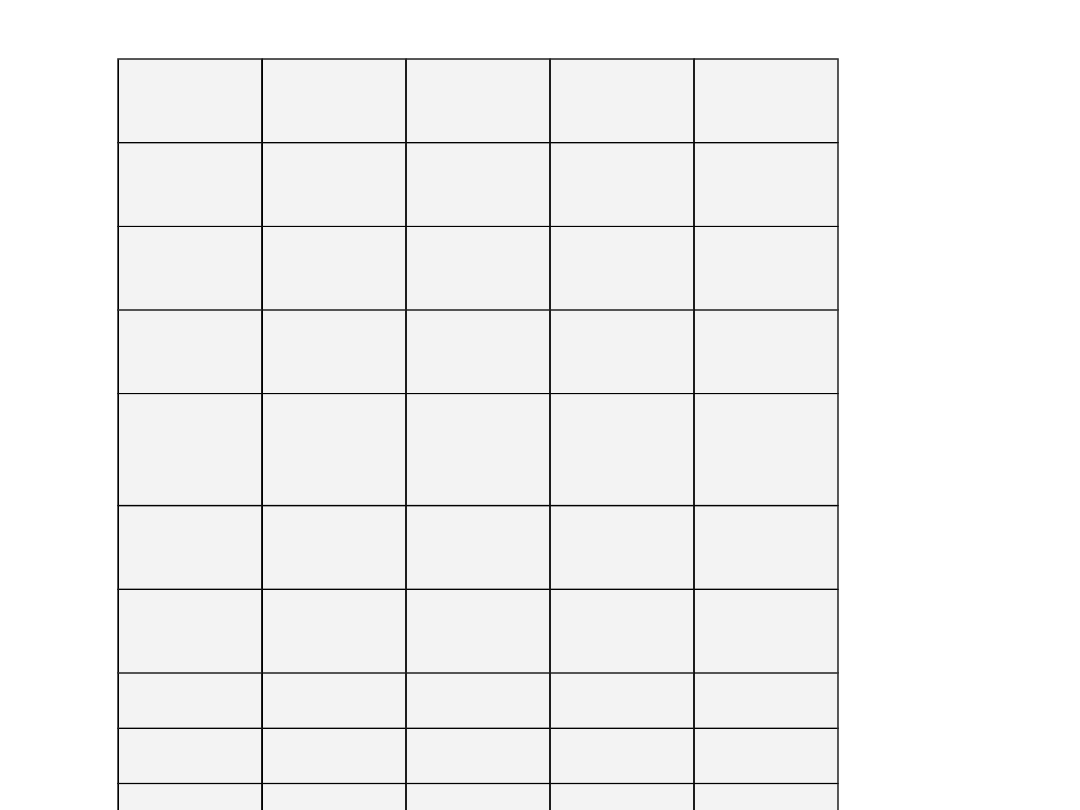
Tablica. Wpływ różnych cech materiału na tłoczność blachy w różnych operacjach
[10]
Nazwa operacji
Umocnienie Anizotropia
normalna
Jednorodno
ść
Czułość na
prędkość
odkształcan
ia
Jednoosiowe
rozciąganie
+
+
+
Dwuosiowe
rozciąganie
+
-
+
+
Wytłaczanie
+
+
+
-
Pr
z
etłaczanie
-
+
+
-

Stale narzędziowe
Stal narzędziowa – stal do produkcji narzędzi, elementów
przyrządów pomiarowych oraz odpowiedzialnych uchwytów.
Stale narzędziowe charakteryzują się wysoką twardością,
odpornością na ścieranie, niewielką odkształcalnością i
niewrażliwością na przegrzanie. Cechy te osiąga się przez
wysoką zawartość węgla i odpowiednią obróbkę cieplną przy
narzędziach mało odpowiedzialnych oraz użycie odpowiednich
dodatków stopowych połączone z odpowiednią obróbką
cieplną w przypadku odpowiedzialnych narzędzi. Stale
narzędziowe dzieli się na:
- stale narzędziowe węglowe
- stale narzędziowe stopowe
- stale do pracy na zimno
- stale do pracy na gorąco
- stale szybkotnące

Stal narzędziowa węglowa
Stal narzędziowa węglowa – stal narzędziowa, która nie
posiada większej ilości dodatków stopowych oprócz węgla,
którego zawartość mieści się w granicach 0.5% - 1.3%.
Innymi cechami odróżniającymi stale węglowe narzędziowe
od stali konstrukcyjnej jest zmniejszona zawartość
manganu i drobnoziarnistość. Od większości stali
narzędziowych
węglowych
wymaga
się,
by
były
płytkohartujace. Na mniej odpowiedzialne narzędzia
stosuje się tańszą stal głęboko hartującą się. Płytkie
hartowanie jest pożądane, gdyż zapewnia twardość
powierzchni narzędzia, przy jednoczesnej wytrzymałości
rdzenia narzędzia na uderzenia. Polska Norma PN-XX/H-
85020 podaje szereg stali narzędziowych węglowych: N5,
N6, N7, N7E, N8, N8E, N9, N9E, N10, N10E, N11, N11E,
N12, N12E, N13, N13E. Litera N jest ogólnym
oznaczeniem stali narzedziowych, liczba koduje średnią
zawartość węgla z mnożnikiem 10 (np. dla N11, zawartość
węgla leży w granicach 1.05% - 1.14%). Symbol E na końcu
oznacza, że stal jest płytko hartujaca się.

Stal narzędziowa stopowa do pracy na zimno
Stal narzędziowa stopowa do pracy na zimno – stal stopowa
narzędziowa stosowana na narzędzia do obróbki skrawaniem i
plastycznej, które mogą się tylko nieznacznie nagrzewać w czasie
pracy. Tego rodzaju stali używa się także do produkcji przyrządów
pomiarowych. Od stali do pracy na zimno wymaga się, by
zachowała swoje właściwości do temperatury +200 °C.
Stale te dzieli się następujące grupy:
Stal do hartowania w wodzie NW1 posiada wysoką zawartość
węgla (1.1% - 1.25%) oraz dodatek wanadu (1.0% do 1.5%),
przeznaczona jest na narzędzia tnące do cięcia papieru, gumy,
noże krążkowe, wiertła, rozwiertaki, frezy, punktaki, przebijaki,
gwintowniki, narzynki, piły tarczowe, piły ręczne, stemple do
bicia monet, narzędzia grawerskie.
Stale do hartowania w oleju NC10, NC11, NWC, NWM, NC6,
NC4 o dużej zawartości węgla, w niektórych do ponad 2.0%
oraz chromu (od 1% do 13%). Charakteryzują się niewielkimi
odkształceniami podczas hartowania i wysoką odpornością na
ścieranie. Używane do wytwarzania pierścieni do przeciągania,
noży do nożyc, kowadeł, wykrojników, rolek do walcowania na
zimno, narzędzi do cięcia kamienia, narzędzi do ciągnięcia
drutu, gratownic, narzędzi do wyrobu gwoździ, przymiarów,
form do tłoczenia i wtryskiwania tworzyw sztucznych.

Stale na narzędzia pneumatyczne NZ3 i NZ2 o
niskiej zawartości węgla (od 0.2% do 0.6%),
podwyższonej zawartości krzemu (0.8% do 1.0%) oraz
z dodatkami chromu, wanadu i wolframu. Wymagana
duża twardość powierzchniowa i odporność na
ścieranie lecz przy tym odporność na uderzenia.
Używane na ostrza młotów pneumatycznych lub inne
podobne urządzenia.
Stal na piły NCV1 używana na wszelkiego rodzaju piły.

Stal narzędziowa stopowa do pracy na gorąco
Stal narzędziowa stopowa do pracy na gorąco - stal
stopowa narzędziowa stosowana na narzędzia do obróbki
plastycznej na gorąco i do budowy form odlewniczych
narażonych na bardzo wysokie temperatury w czasie pracy.
Wymaga się, by stale te zachowały swoje właściwości do
temperatury +600°C. Osiąga się to poprzez zastosowanie
wolframu i molibdenu jako dodatków stopowych nawet do
8% - 10%, jak to ma miejsce przy stali WWV. Polska Norma
wymienia szereg stali do pracy na gorąco, miedzy innymi
WCMB, WNL, WCL, WCLV, WLV, WLK, WWS1 i WWV.
Zawartość w nich węgla należy do zakresu 0.25% - 0.6%,
chromu 1.5%– 4.0%, molibdenu i wolframu 1.0% do 10.0%,
manganu w zakresie 1.0%, krzemu 0.2% - 1.2%, są także
obecne pewne dodatki wanadu, berylu, kobaltu i niklu.
Najczęstszymi zastosowaniami stali narzędziowych do pracy
na gorąco jest wytwarzanie: matryc do pras i kuźniarek,
stempli do spęczniania, trzpieni i ciągadeł do przeciągania
na gorąco rur i prętów, bębnów walcarek, noży, przebijaków
do gorących blach itp.

Stal szybkotnąca
Stal szybkotnąca - stal stopowa narzędziowa używana
do wytwarzania narzędzi do obróbki skrawaniem przy
dużych prędkościach skrawania. Wymaga się od nich
zachowania twardości i kształtu, aż do temperatury
+600°C. Cechę tę realizuje się przez zastosowanie
dodatków stopowych - węgla 0.75% - 1.3%chromu 3.5 % -
5.0%, wolframu 6% - 19%, wanadu 1.0% - 4.8%,
molibdenu 3.0% do 10%, a w niektórych gatunkach także
i kobaltu 4.5% - 10.0%, oraz odpowiednią obróbkę
cieplną. W jej czasie dokonuje się wyżarzania, tak by
dodatki stopowe utworzyły związki z węglem, tzw.
węgliki, które w znacznym stopniu muszą się rozpuścić w
ferrycie. Wymaga to bardzo uważnej i długotrwałej
obróbki.
Polska Norma wymienia szereg stali szybkotnących,
miedzy innymi SW18, SW7M, SW12C, SKC, SK5V, SK5M,
SK8M,
SK10V.
Stal szybkotnącą używa się do wytwarzania noży
tokarskich,
frezów,
wierteł
i
innych
narzędzi
skrawających nagrzewających się w czasie pracy do
wysokich temperatur.
PN
EN
W.nr
AISI
NC6
-
-
-
NC10
-
-
-
NC11
X210Cr12
1.2080
~D3
NC11LV
X160CrMoV1
2 1
1.2379
D2
NMV
90MnV8
1.2842
O2
NW1
-
1.2414
F1
NZ2
45WCrV8
1.2542
S1
NZ3
55WCrV8
1.2550
~S1
N8E
CT80
1.1525
~W1-8A
N9E
CT90
1.1830
W1-81/2A
N12E
CT120
1.1663
W1-111/2A
WCL
X37CrMoV51 1.2343
H11
WCLV
X40CrMoV51
1
1.2344
H13
WNL
~55NiCrMoV
7
1.2713
~L6
WLV
30CrMoV121
1
1.2365
H10
SW7M
HS6-5-2
1.3343
M2
SW18
HS18-0-1
1.3355
T1
SK10V
HS10-4-3-10 1.3207
-
STAL NARZĘDZIOWA

NMV - stal narzędziowa przeznaczona na noże,
stemple, wykrojniki, płyty tnące o złożonym
kształcie, rozwiertaki, przeciągacze, gwintowniki,
narzynki, szczęki do nacinania gwintu, frezy do
drewna oraz noże talerzowe do cięcia papieru i
skóry.
NZ3 - stal narzędziowa przeznaczona na
przebijaki, przecinaki, matryce, stemple, noże do
cięcia drewna i metali, dłuta pneumatyczne,
przecinaki, matryce do pracy na zimno, formy do
gięcia, rolki do prostownic.
N8E - Stal narzędziowa niestopowa na matryce i
stemple do pracy na zimno, dłuta i piły taśmowe do
drewna, przebijaki, noże do nożyc do cięcia na
zimno.
N9E - Stal narzędziowa niestopowa. Narzędzia
do obróbki twardego drewna i niektórych stopów o
dobrej skrawalności, np. gwintowniki i rozwiertaki,
oraz niektóre matryce do pracy na zimno.
N10E - Stal narzędziowa niestopowa. Narzędzia
skrawające z małą szybkością, niezbyt obciążone:
wiertła, frezy, rozwiertaki, narzynki, gwintowniki,
piłki do metali, matryce, stemple, znakowniki, płyty
okrojnikowe, wykrojnikowe, oraz narzędzia do
obróbki kamieni.

Współcześnie stale narzędziowe, szczególnie te
wysokiej jakości, wypierane są przez stellit i węgliki
spiekane.
Stellit
Stellit - stop odlewniczy kobaltu – do 10%, chromu -
25 %do 30% i wolframu 35% - 50% zawierający
często także domieszki węgla – 2% do 4%, żelaza i
molibdenu. Stellity charakteryzują się bardzo wysoką
twardością, do 60HRC, a zarazem kruchością,
wykazują dużą odporność na ścieranie i na wysokie
temperatury (do 900°C).
Produkty ze stellitu odlewa się i nie wymagają one
żadnej obróbki cieplnej.
Stellity wykorzystuje się do produkcji najwyższej
jakości narzędzi, części silników spalinowych oraz
innych elementów pracujących w ekstremalnych
warunkach ciepłych.
Stellity wzięły swoją nazwę od stelle, co w łacinie
oznacza "gwiazda". Badacze struktur zauważyli
bowiem
charakterystyczne
gwiazdy
o
ostro
zarysowanych
kształtach
w strukturze
mikro
badanych przekrojów stopów kobaltu.

Węglik spiekany
Węglik
spiekany
–
materiał
konstrukcyjny uzyskany z węglików takich
metali jak wolfram, tytan, rzadziej tantal,
niob, cyrkon, chrom metodami metalurgii
proszkowej. Rozdrobnione węgliki ulegają
sprasowaniu,
przy
wysokich
temperaturach
i
ciśnieniu.
Spoiwem
węglików spiekanych jest kobalt, czasem
nikiel lub wanad. Elementy wykonane z
węglików spiekanych charakteryzują się
wysoką
odpornością
na
ścieranie,
twardością i są mniej kruche od stellitów.
Węgliki
spiekane
zachowują
swoje
charakterystyki do temperatury 1000°C.
Zastosowane jako narzędzia do obróbki
skrawaniem pozwalają na wielokrotne
zwiększenie prędkości skrawania. Nadają
się
do
obróbki
skrawaniem
takich
materiałów jak porcelana, stal hartowana,
żeliwo białe itp. Używane są także do
zbrojenia narzędzi górniczych.

Wadą węglików jest ich kruchość oraz wysoka cena,
co powoduje, że z reguły nie wykonuje się z tego
materiału całego narzędzia a tylko niewielkie płytki
przytwierdzone do korpusu narządzi skrawających
w miejscu ostrza i do tego celu są używane
najczęściej. Z korpusem mogą być łączone:
trwale, przez lutowanie – po zużyciu płytki są wtedy
ostrzone,
co
jest
operacją
czasochłonną
i
kosztowną;
rozłącznie, przez różnego rodzaju mechaniczne
mocowanie (płytki wieloostrzowe) – po zużyciu
zmienia się ostrze lub wymienia płytkę.
Płytki wieloostrzowe najczęściej powleka się
warstwami TiC, TiC i Al
2
O
3
, TiC i Al
2
O
3
i dodatkowo
trzecia warstwa TiN lub wielowarstwowo w różnych
kombinacjach tych materiałów. Istnieje metoda
dodatkowego zwiększenia trwałości płytki przez
nagniatanie.
Węglików
spiekanych
używa
się
także
do
wytwarzania
oczek
przeciągarek
i
głowic
wiertniczych.
Gatunek
Skład
chemiczny
± 0,2 %
Twardość
HV
Wytrzymałoś
ć
MPa
K10
WC 94%, Co
6 %
1 600
1 800
K20
WC 94 %, Co
6 %
1 500
2 000
K30
WC 91%, TaC
1%, Co 8 %
1 500
2 300
B25
WC 90,5 %,
Co 9,5%
1 250
2 500
P10
WC 78%, TiC
16%, Co 6%
1 600
1 450
Własności węglików
spiekanych
Stale szwedzkie
nazwa stali
Polska
norma (PN)
norma
AISI
DIN
zastosowanie
ARNE
NMWV
O1
1.2510
do pracy na
zimno
RIGOR
NCLV
A2
1.2363
do pracy na
zimno
SVERKER 21
NC11LV
D2
1.2379
do pracy na
zimno
SVERKER 3
NC11 + W (D6)
(1.2436,1.2
080)
do pracy na
zimno
SLEIPNER
do pracy na
zimno
CALMAX
1.2358
do pracy na
zimno
CARMO
1.2358
do pracy na
zimno
COMPAX
S7
do pracy na
zimno
ROLTEC (semi
proszkowa)
do pracy na
zimno
WEARTEC
(semi
proszkowa)
do pracy na
zimno
VENADIS 4
(stal
proszkowa)
do pracy na
zimno
VENADIS 6
(stal
proszkowa)
do pracy na
zimno
VENADIS 10
(stal
proszkowa)
do pracy na
zimno
VENADIS 23
(stal
proszkowa::
ASP2023)
(SW7M)
M3:2
1.3344
do pracy na
zimno
VENADIS 30
(stal
proszkowa)
M3:2+Co
do pracy na
zimno
VENADIS 60
(stal
proszkowa)
(SK10V)
do pracy na
zimno
FERMO
do pracy na
zimno
CHIPPER
(1.2631)
do pracy na
zimno
TGH 2000
do pracy na
zimno

W ostatnich latach, obok różnych metod obróbki cieplnej,
chemicznej i elektrochemicznej stosowanych do modyfikacji
powierzchni narzędzi, polepszających ich odporność na
ścieranie i duże naciski powierzchniowe, rozwijane są
metody fizyczne, w których wykorzystuje się strumienie
jonów generowanych w próżni, zarówno do modyfikacji
warstwy wierzchniej jak i do wytwarzania warstwy nowego
materiału na powierzchni narzędzi.
Do tych propozycji, coraz częściej stosowanych w warunkach
przemysłowych, zaliczyć można:
- technikę inplantacji jonowej, która polega na
wprowadzeniu do warstwy wierzchniej atomów obcych w
postaci jonów o energii rzędu kilkudziesięciu keV, technikę
znaną pod nazwą platerowanie jonowe, w której strumień
jonów, generowanych w dziale jonowym jest wykorzystywany
do wytworzenia warstwy nowego materiału i/lub zmiany
struktury powierzchni,
- technikę jonowego rozpylania, gdzie strumień jonów
bombardujący tarczę powoduje rozpylenie jej materiału,
który następnie kondensuje się na powierzchni obrabianego
deta lu, ulepszanego narzędzia,
- technikę łukową, w której stałoprądowy łuk elektryczny
powoduje odparowanie materiału, źródła katody a następnie
osadzenie tego materiału na powierzchni obrabianego
narzędzia.

Wymienione
techniki
modyfikacji
powierzchni stosuje się często z
udziałem reagentów chemicznych,
takich jak: tlen, węgiel czy azot, co
umożliwia
wytworzenie
na
powierzchni związków chemicznych
tych pierwiastków, takich jak: tlenki,
węgliki czy azotki, a nawet po włoki
diamentopodobne.
Prezentowane
metody
mają
już
częściowe
zastosowanie
przemysłowe.
Oczywiście różnią się znacząco
kosztami ich wprowadzania. Należy
oczekiwać,
że
pojawią
się
rozwiązania
łączące
zalety
poszczególnych metod, a eliminujące
ich niedogodności.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
Wyszukiwarka
Podobne podstrony:
maszyny do obróbki plastycznej metali
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 03 u
Maszyny do obróbki plastycznej
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 04 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 06 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 02 n
C PLMaszyny do obrobki plastycznej
sciąga obróbka, Semestr IV PK, Semestr Letni 2012-2013 (IV), Technologie wytwarzania i przetwarzania
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 05 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 06 u
Obróbka Plastyczna, POLITECHNIKA ŚLĄSKA Wydział Mechaniczny-Technologiczny - MiBM POLSL, Inżynierski
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 03 n
Materialy cw 8 obrobka plastyczna1
operator maszyn i urzadzen do obrobki plastycznej 812[01] z1 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 03 n
WSZECHWIEDZA OC, Politechnika Poznańska, Studia- materiały, Semestr 2, Obróbka plastyczna- wykłady,
więcej podobnych podstron