„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Anita Bogdan
Prowadzenie procesów jednostkowych w technologii
przetwarzania żywności 321[09].Z2.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Beata Kownacka
dr inż. Małgorzata Kuśmierczyk
Opracowanie redakcyjne:
Konsultacja:
mgr inż. Maria Majewska
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 321[09].Z2.02
„Prowadzenie procesów jednostkowych w technologii przetwarzania żywności” zawartego
modułowym programie nauczania dla zawodu technik technologii żywności.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Procesy fizykochemiczne i ich znaczenie w przetwórstwie żywności
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
15
4.1.4. Sprawdzian postępów
16
4.2. Procesy chemiczne i ich znaczenie w przetwórstwie żywności
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające
22
4.2.3. Ćwiczenia
22
4.2.4. Sprawdzian postępów
24
4.3. Procesy biotechnologiczne i ich znaczenie w przetwórstwie żywności
25
4.3.1. Materiał nauczania
25
4.3.2. Pytania sprawdzające
32
4.3.3. Ćwiczenia
33
4.3.4. Sprawdzian postępów
35
5. Sprawdzian osiągnięć
36
6. Literatura
41

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o procesach jednostkowych
w technologii przetwarzania żywności, o wpływie właściwości surowców na zachodzące
zmiany a także ułatwi dobieranie maszyn, urządzeń i aparatów do poszczególnych procesów
jednostkowych.
Poradnik ten zawiera:
−
wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej,
−
cele kształcenia tej jednostki modułowej,
−
materiał nauczania, który umożliwia samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów (wykorzystaj do poszerzenia wiedzy wskazaną
literaturę oraz inne źródła informacji),
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę uzupełniającą.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: Prowadzenie procesów jednostkowych w technologii przetwarzania
żywności, której treści poznasz umożliwia zrozumienie procesów technologicznych
w przetwórstwie spożywczym.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp
i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych
prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
321[09].Z2
Procesy technologiczne w przetwórstwie spożywczym
321[09].Z2.03
Organizowanie i prowadzenie procesów konserwowania żywności
321[09].Z2.01
Wykonywanie operacji
jednostkowych
w technologii przetwarzania
żywności
321[09].Z2.02
Prowadzenie procesów
jednostkowych
w technologii
przetwarzania żywności

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
klasyfikować maszyny i urządzenia ogólnego zastosowania w przemyśle spożywczym,
−
charakteryzować surowce stosowane w przemyśle spożywczym,
−
określać wpływ różnych operacji technologicznych na wartość użytkową wyrobów
przetwórstwa spożywczego,
−
prowadzić badania organoleptyczne jakości surowców, półproduktów i produktów
spożywczych,
−
stosować zasady obsługi maszyn i urządzeń używanych w procesach dyfuzyjnych,
fizykochemicznych i biotechnologicznych,
−
dobierać maszyny i urządzenia do procesów technologicznych przemysłu spożywczego,
−
określać konfigurację maszyn i urządzeń do produkcji ciągłej w przemyśle spożywczym,
−
przestrzegać przepisów bezpieczeństwa, higieny pracy, wymagań ergonomii, ochrony
przeciwpożarowej i ochrony środowiska,
−
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować sposoby prowadzenia procesów przetwarzania żywności,
−
określić wady i zalety poszczególnych procesów przetwarzania żywności,
−
dokonać analizy zmian sensorycznych i odżywczych zachodzących w surowcach pod
wpływem procesów jednostkowych w przetwórstwie spożywczym,
−
rozróżnić procesy jednostkowe stosowane w przetwórstwie spożywczym na podstawie
oceny sensorycznej produktów żywnościowych,
−
dobrać procesy jednostkowe do różnych technologii przetwarzania żywności,
−
określić parametry pracy maszyn i urządzeń podczas przeprowadzania operacji
technologicznych żywności,
−
zaprojektować cykl produkcyjny zakładu przetwórczego,
−
zastosować zasady bezpieczeństwa i higieny pracy, ochrony środowiska i ochrony
przeciwpożarowej, ochrony zdrowotnej żywności, wymagania ergonomii przy
prowadzeniu procesów jednostkowych,
−
skorzystać z różnych źródeł informacji technicznej, technologicznej i ekonomicznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Procesy fizykochemiczne i ich znaczenie w przetwórstwie
żywności
4.1.1. Materiał nauczania
Klasyfikacja operacji i procesów fizykochemicznych
Operacje i procesy fizykochemiczne polegają głównie na zmianie stanu skupienia lub
rozproszenia przetwarzanego surowca, w których zasadnicza rolę odgrywają zagadnienia
powierzchniowe natury fizykochemicznej. Powierzchnię odgraniczającą od siebie dwie fazy,
czyli jednolite pod względem fizycznym i chemicznym części układu, nazywa się
powierzchnią granicy faz, albo granicą faz [3, s.167].
Operacje i procesy fizykochemiczne w technologii żywności wykorzystuje się głównie do:
−
nadawania produktom płynnym konsystencji bardziej zestalonej, przez dodatek
substancji wiskozogennych lub żelujących,
−
tworzenia struktury jednorodnej układów wielopostaciowych,
−
destabilizacji układów złożonych, w celu wydzielenia z nich składnika, albo
otrzymywania jednego czystego składnika.
Do najbardziej rozpowszechnionych operacji i procesów fizykochemicznych można zaliczyć:
−
krystalizację,
−
sorpcję,
−
emulgowanie,
−
żelifikację,
−
aglomerowanie ciał sproszkowanych.
Krystalizacja i sorpcja są również zaliczane do operacji dyfuzyjnych, jednakże różnią się od
nich jednokierunkowym ruchem dyfuzyjnym składnika do granicy powierzchni i dlatego też
są omawiane razem z procesami fizykochemicznymi.
Krystalizacją nazywa się wydzielenie fazy stałej w postaci kryształów z fazy płynnej lub
z gazowej. Wydzielanie kryształów z fazy gazowej nazywa się kondensacją sublimacyjną.
Krystalizacja polega na porządkowaniu atomów, jonów lub cząsteczek, będących w stanie
bezładnego ruchu, charakterystycznego dla płynów, do stanu bardziej trwałego, regularnego,
krystalicznego.
Warunkiem niezbędnym do powstania fazy krystalicznej z fazy ciekłej jest przesycenie
roztworu na skutek zmiany temperatury roztworu nasyconego, przez usunięcie części
rozpuszczalnika lub poprzez obie te metody razem. Sposób krystalizacji zależy od tego czy
rozpuszczalność ciała maleje, czy też wzrasta wraz ze zmianą temperatury. Jeśli
rozpuszczalność maleje, wystarczy roztwór oziębić, jeśli wzrasta - należy rozpuszczalnik
odparować lub dodać substancje go wiążące. W tworzeniu fazy krystalicznej można wyróżnić
dwa etapy:
–
tworzenie się zarodków krystalicznych,
–
wzrost zarodków, z ewentualnym tworzeniem się nowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
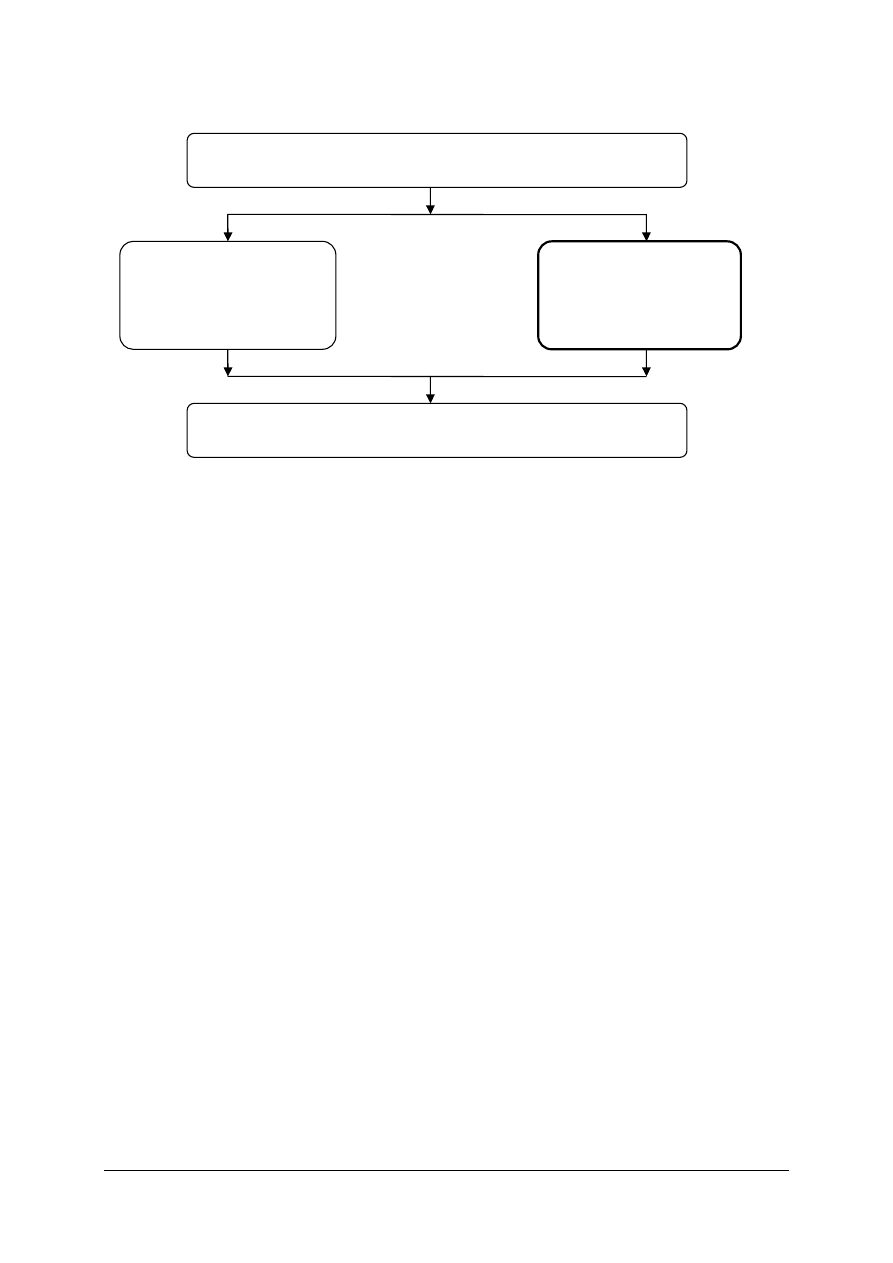
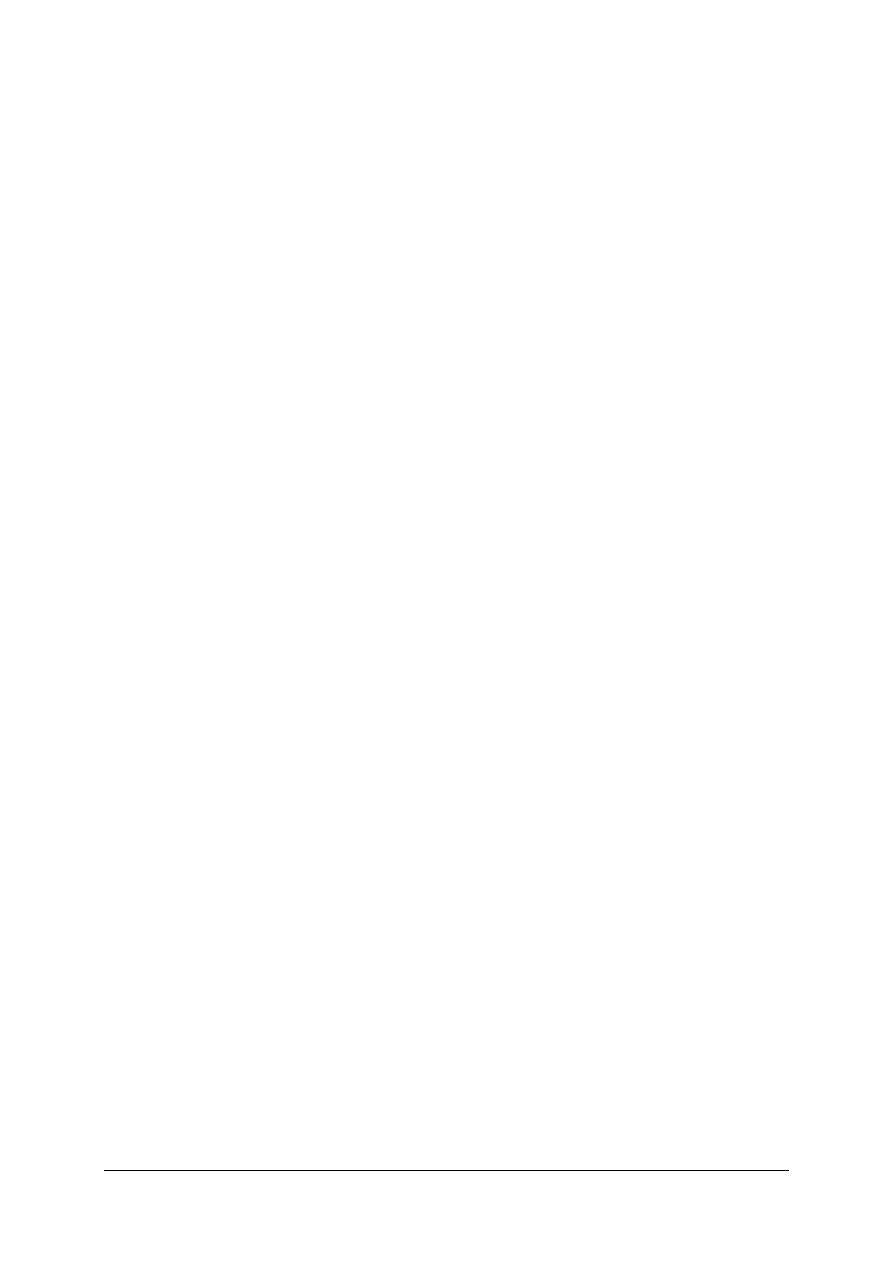
Powstawanie kryształów wymaga otrzymania roztworu przesyconego (rys.1.).
Rys. 1. Rozpuszczalność ciał krystalicznych według teorii Miersa [ 4, s. 171]
1- roztwór nienasycony, 2 – roztwór przesycony półtrwały, 3- roztwór przesycony labilny,
A – krzywa normalnej rozpuszczalności, B – krzywa nadrozpuszczalności
Następnie dodaje się niewielkie ilości drobno zmielonego ciała stałego, w celu
zapoczątkowania krystalizacji, czyli tzw. zaszczepienia kryształów. Ilość zarodków
powstających w jednostce czasu, zdolność do krystalizacji zależy od stopnia przechłodzenia
i lepkości roztworu lub stopu. Kolejna faza to narastanie kryształów. Tempo przesuwania się
granicy między fazą stałą, krystaliczną a ciekłą, zależy również od stopnia przechłodzenia
i w pewnym przedziale temperatur osiąga wartość maksymalną. Zdolność do tworzenia
kryształów i szybkość krystalizacji mogą przybierać wartości maksymalne w różnych
temperaturach. Właściwość ta została wykorzystana w praktyce do kierowania procesem
krystalizacji. Jeśli krystalizację będzie się prowadzić w temperaturze optymalnej dla
tworzenia się zarodków krystalicznych, to otrzyma się dużą liczbę kryształów, ale o małych
wymiarach. Jeśli krystalizację poprowadzimy w temperaturze optymalnej dla powiększania
się rozmiarów kryształów i nie pokrywającej się temperaturą optymalną dla tworzenia się
zarodków
,
powstanie wówczas mało, ale dużych kryształów.
Krystalizacja w przemyśle spożywczym jest stosowana głównie w celu:
−
wydzielania z surowca składnika w czystej postaci krystalicznej, np. cukier, kwasy
spożywcze, witaminy, aminokwasy,
−
krystalizacji składnika bez wydzielania go z gotowego produktu, np. lody spożywcze,
mleko zagęszczone z cukrem, margaryna, masło, czekolada.
W pierwszym przypadku zależy na otrzymaniu dużych kryształów o wyrównanej
wielkości. Ułatwia to znacznie oddzielenie od płynu macierzystego, oczyszczanie, a także
transport i magazynowanie, gdyż produkt się nie pyli, nie zbryla. W drugim przypadku, gdy
wykrystalizowane składniki nie są usuwane z przetwarzanego surowca, zależy na tym aby
otrzymać kryształy jak najmniejsze, nie wyczuwalne w czasie konsumpcji oraz nie
powodujące takich wad jak: mączystość, grysikowatość.
Krystalizacja sacharozy w produkcji cukru jest przykładem krystalizacji składnika
oddzielanego z roztworu. Można tego dokonać dwoma sposobami: przez oziębienie roztworu
o stężeniu wyższym niż mieszaniny eutektycznej, lub przez odparowanie wody.
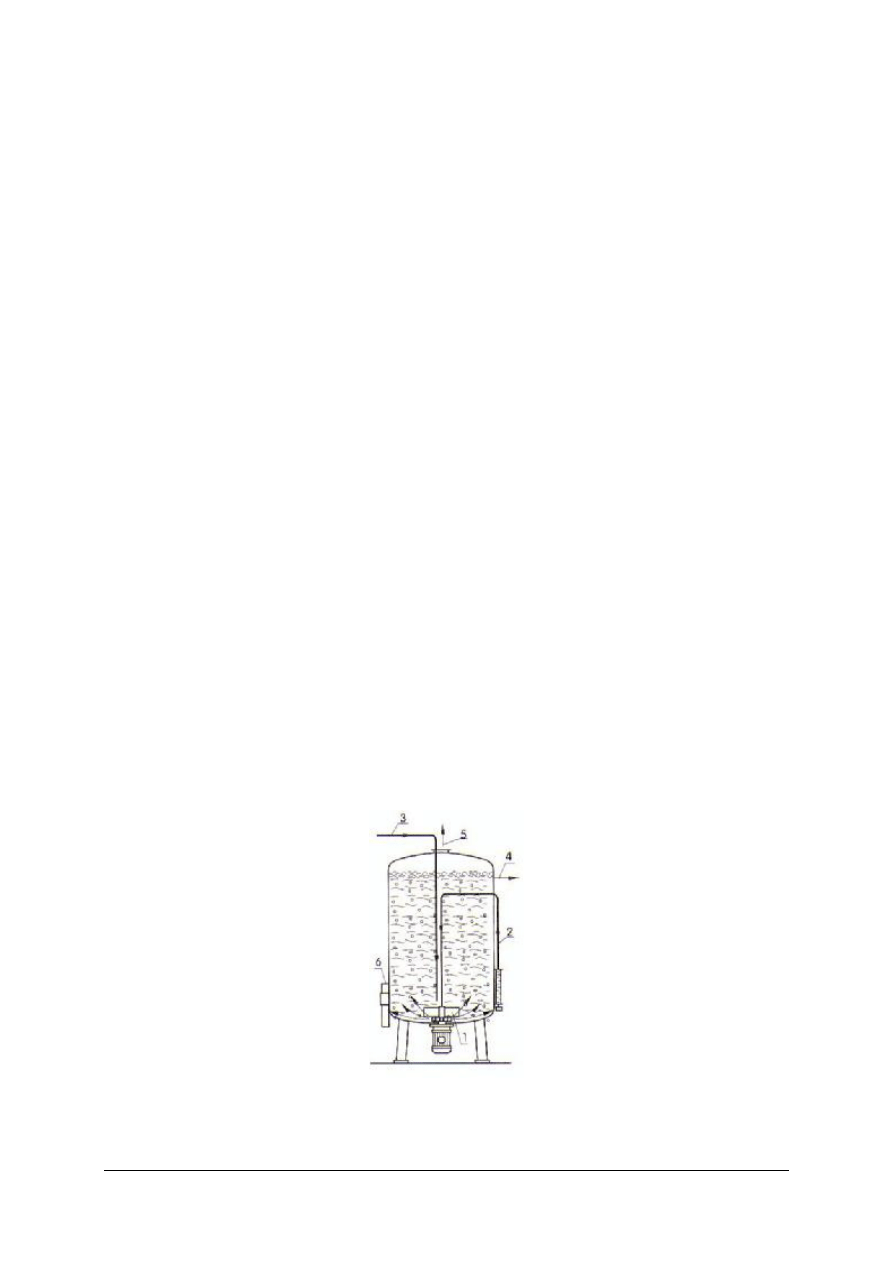
Sok buraczany otrzymany przez ekstrakcję jest oczyszczany, zagęszczany do stężenia 60 - 65%,
kierowany do warników (rys.2), gdzie ulega zagęszczeniu do tzw. cukrzycy, a następnie, po
zapoczątkowaniu krystalizacji jest kierowany do krystalizatorów (rys.3).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
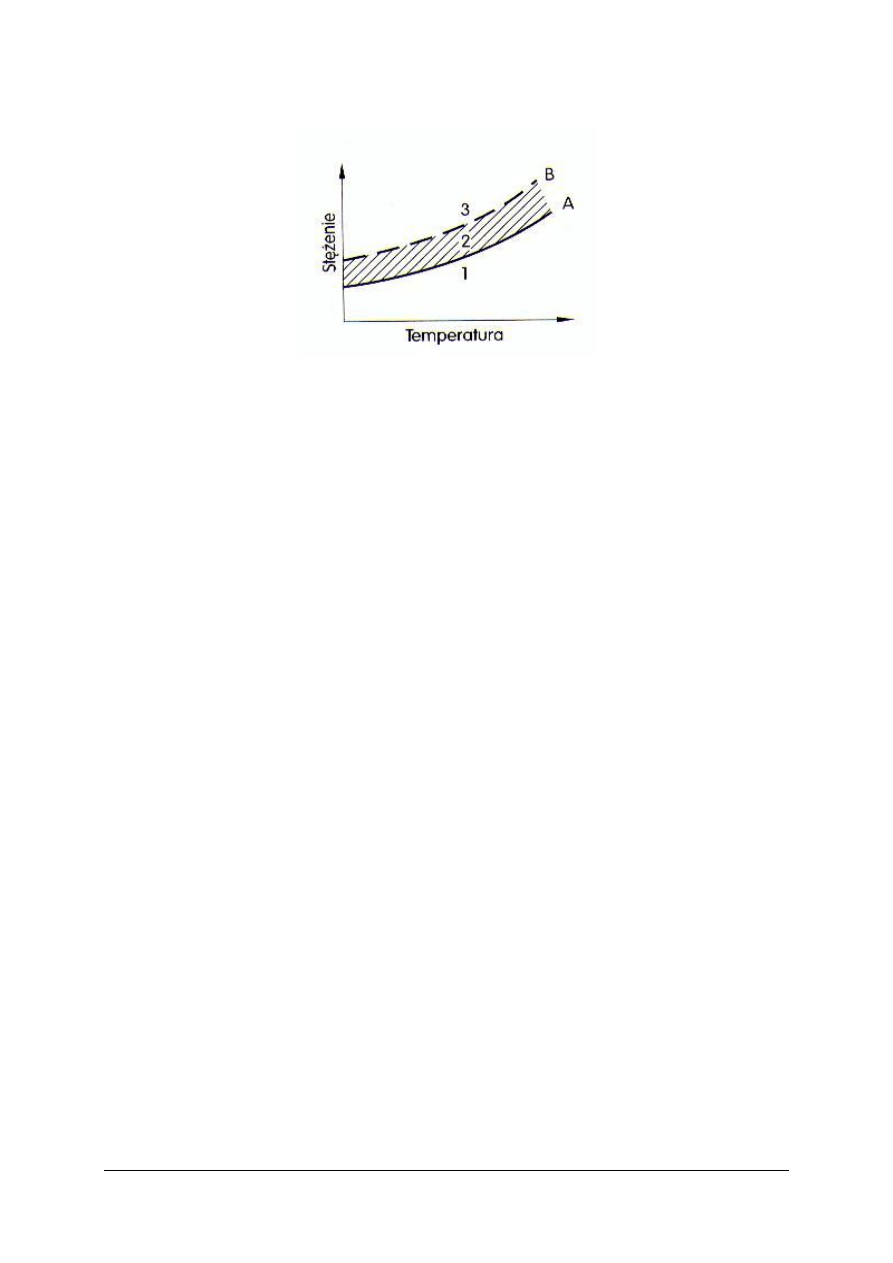
Rys.2. Warnik jednokomorowy [9, s. 301] 1 – komora grzejna z rurą cyrkulacyjną
2, 3 – doprowadzenie pary do komory grzejnej, 4 – rurki odprowadzające nieskroplone gazy,
5 – bełkotka parowa, 6 – rurka do odciągu soku
Rys.3. Powierzchnie chłodzenia krystalizatorów [9, s.301]
Krystalizacja tłuszczu jest przykładem krystalizacji stopu. Jest to proces bardzo
skomplikowany ze względu na fakt, że tłuszcze są mieszaniną cząsteczek rożnych
glicerydów, o różnych temperaturach krystalizacji, stopniach przesycenia, różnej zdolności do
tworzenia kryształów mieszanych. Kryształy mieszane to takie, w których część cząsteczek
jednego składnika została zastąpiona przez cząsteczki drugiego składnika.
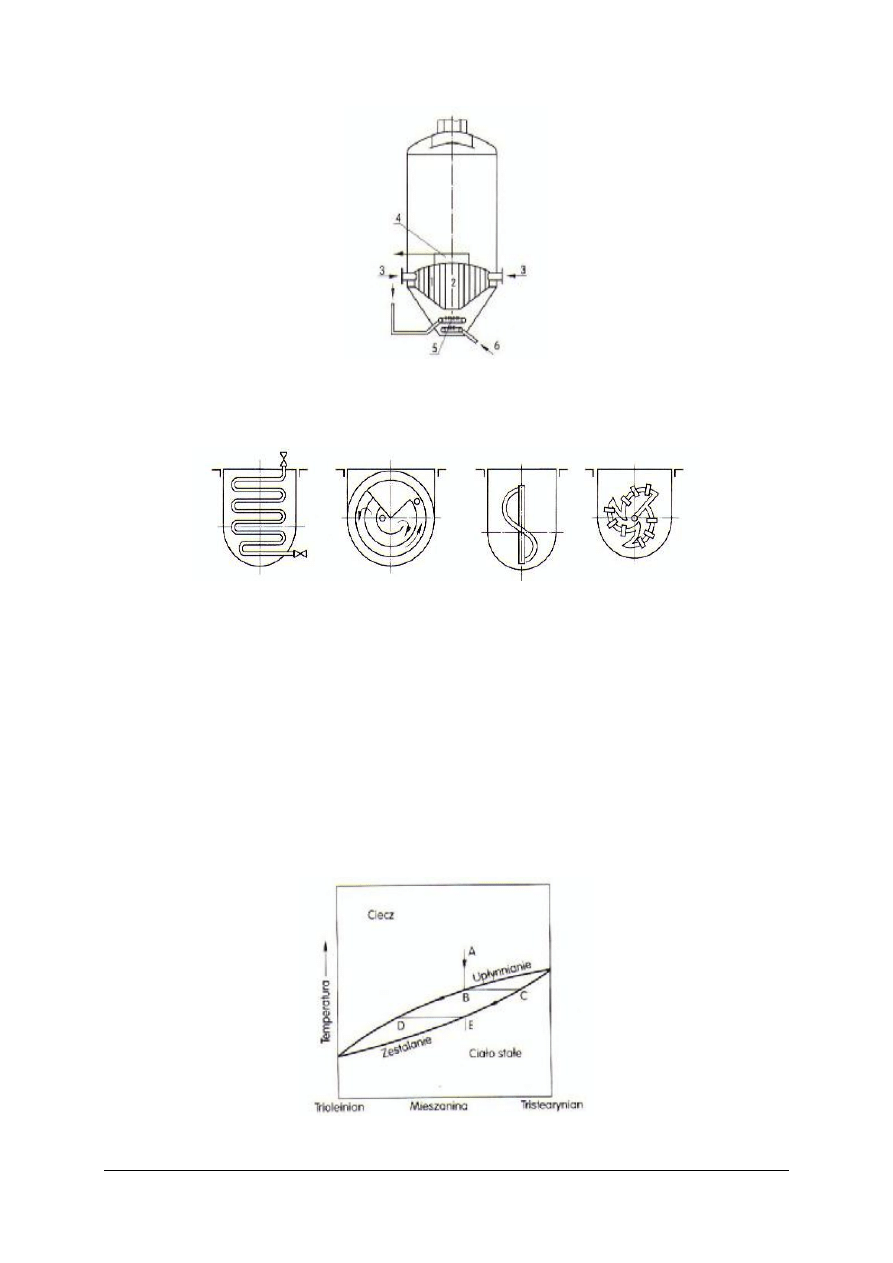
W przypadku tłuszczów nie ma jednej krzywej równowagi fazowej, tak jak w przypadku
sacharozy, ale dwie - jedna dla całkowitego zestalania, druga dla upłynniania. Krzywe te
tworzą pętlę, co oznacza, że dla określonego składu mieszaniny temperatura krzepnięcia jest
inna niż temperatura topnienia i odwrotnie. Mieszaniny o tym samym składzie nie upłynniają
się i nie zestalają w tej samej temperaturze (rys. 4.). Prowadząc krystalizację w odpowiednich
warunkach można zmieniać kształt kryształów bez zmiany struktury siatki krystalicznej.
Rys. 4. Krystalizacja mieszaniny trójglicerydów [9,s. 302 ]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Krystalizacja frakcyjna polega na powolnym ochładzaniu tłuszczu stopionego
lub rozpuszczonego w rozpuszczalniku organicznym, w celu rozdzielenia go na frakcje
o różnym zakresie temperatury topnienia. Stosuje się ją do tzw. wymrażania albo winteryzacji
olejów z nasion słonecznika lub bawełny. Ma to na celu oddzielenie niewielkiej ilości
glicerydów stałych, które w czasie przechowywania wytrącają się i powodują zmętnienie oraz
osad. Metodą tą uzyskuje się tłuszcze stanowiące namiastki masła kakaowego.
Sorpcja jest to proces zachodzący podczas zetknięcia się dwóch faz, polegający na
adsorpcji, czyli zwiększaniu lub zmniejszaniu stężenia substancji na granicy faz, lub też na
absorpcji, czyli na pochłanianiu substancji i równomiernym rozprowadzaniu w całej masie
jednej z faz. Substancja pochłaniająca to sorbent (adsorbent, absorbent), pochłaniana- sorbat
(adsorbat, absorbat).
Adsorpcja
Substancją pochłaniającą powierzchniowo jest najczęściej ciało stałe z rozbudowaną
powierzchnią, a adsorbatami są gazy, pary, substancje rozpuszczone w roztworze albo obecne
w gazie. Adsorpcja w technologii żywności jest wykorzystywana przy: wytwarzaniu
i stabilizacji różnych układów dyspersyjnych typu emulsji i pian, odkwaszaniu żywności,
usuwaniu soli mineralnych z mleka i serwatki przy produkcji odżywek dla niemowląt i dzieci,
otrzymywaniu laktozy, aglomerowaniu substancji sproszkowanych. Adsorpcja występuje
również przy chłonięciu rozpuszczalnika i pęcznieniu ciał, np. chłonięcie wody przez ziarenka
skrobi przy jej kleikowaniu, czy przez ziarna zbóż podczas kiełkowania związanego
z otrzymywaniem słodu. W przetwórstwie żywności najczęściej stosowanym adsorbentem
jest węgiel aktywny. Może być stosowany w odbarwianiu cukru, syropu skrobiowego,
hydrolizatów białkowych, do klarowania i usuwania niepożądanych zapachów z wina.
Adsorbentem szeroko stosowanym w technologii przetwórstwa żywności jest ziemia bieląca.
Głównie stosuję się ją w przemyśle olejarskim do odbarwiania i odwaniania surowych olejów
roślinnych i usuwania z nich katalizatora niklowego. Do ziemi bielącej zalicza się bentonity,
zdolne do pęcznienia i adsorbowania zmętnień. Jako adsorbenty można wykorzystywać:
żelatynę, agar, skrobię modyfikowaną i inne substancje klarujące, stabilizujące,
zagęszczające, należące do substancji dodatkowych dozwolonych.
Absorpcja
W technologii przetwórstwa żywności największe znaczenie ma pochłanianie gazu przez
ośrodek ciekły. Spośród stosowanych gazów najczęściej używa się dwutlenku węgla,
dwutlenku siarki i powietrza.
CO
2
jest stosowany do nasycania cieczy, czyli tzw. saturacji w cukrownictwie, do
strącania nadmiaru wapnia po defekacji, w produkcji win szampańskich i innych napojów
gazowanych alkoholowych i bezalkoholowych.
SO
2
jest wykorzystywany przy tzw. siarkowaniu w celu usunięcia z wina niepożądanego
zapachu „nawietrzenia”, w zapobieganiu ciemnieniu nieenzymatycznemu, do chemicznego
konserwowania półproduktów, np. pulp, miazg, przecierów, moszczów.
Sterylne powietrze jest stosowane przy napowietrzaniu podłoża w hodowli tlenowych
drobnoustrojów.
Urządzenia do absorpcji nazywa się absorberami. Zetknięcie gazu z cieczą może zachodzić
w przeciwprądzie, lub we współprądzie. Odbywa się to przez przepuszczenie gazu nad cieczą,
doprowadzenie gazu od dołu cieczy przewodem z drobnymi otworkami, rozpylanie cieczy
w tzw. kolumnach rozpylających, rozdział cieczy na cienkie strumienie w kolumnach
o zraszanych rurach pionowych w wieżach półkowych lub też przepływ cieczy i gazu przez
aparat wypełniony pierścieniami Raschiga i innymi materiałami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Desorpcja jest zjawiskiem odwrotnym do absorpcji lub adsorpcji. Wykorzystuje się ją do
odzyskiwania gazu zużytego uprzednio do nasycenia ośrodka ciekłego, desulfitacji
półproduktów, regeneracji adsorbentów, np. węgla aktywnego. Może być stosowana przy
usuwaniu powietrza z proszku mlecznego w celu wprowadzenia na jego miejsce gazu
nieczynnego - azotu lub dwutlenku węgla. Desorpcja gazów odbywa się najczęściej przez
silną redukcję ciśnienia, niekiedy przy współudziale doprowadzonego ciepła.
Emulsja jest to makroskopowo jednorodny układ dyspersyjny dwóch nie mieszających
się ze sobą cieczy. Jedna z nich stanowi fazę zdyspergowaną, rozproszona albo wewnętrzną,
natomiast druga - ciecz, w której są zawieszone kuleczki fazy rozproszonej, nosi nazwę fazy
dyspergującej, ciągłej albo zewnętrznej. W technologii żywności spotyka się emulsje,
w których jedną z faz jest faza wodna z rozpuszczonymi w niej solami. Drugą jest faza
olejowa złożona z tłuszczów roślinnych i zwierzęcych oraz rozpuszczonych w nich
substancji. Emulsje dzielimy na emulsje typu olej w wodzie (o/w), w których fazą
rozproszoną jest tłuszcz a ciągłą woda i emulsje typu woda w oleju (w/o), w których fazą
ciągłą jest tłuszcz a rozproszoną woda. Emulsje dzielimy na naturalne (mleko) i sztuczne
(sosy, majonezy, margaryna), a także na rozcieńczone, w których faza rozproszona stanowi
mniej niż 50% objętości całego układu i stężone, w których faza rozproszona zajmuje ponad
50% objętości układu.
Emulsje można otrzymać z dwóch nie mieszających się cieczy w wyniku mechanicznego
rozdrobnienia, ale emulsje te bardzo szybko tracą jednorodny wygląd, ulegają
rozwarstwieniu. Emulsja dostatecznie trwała wymaga obecności substancji zdolnej do
obniżenia napięcia powierzchniowego na granicy wytworzonych faz, czyli emulgatora.
Emulgator jest adsorbowany na powierzchni międzyfazowej. Jego stężenie w warstwie
powierzchniowej jest wyższe niż w każdej z faz nie mieszających się. Adsorpcja emulgatora
na granicy faz powoduje usunięcie z niej cząsteczek silnie przyciąganych przez cząsteczki
jednoimienne faz nie mieszających się, a w konsekwencji powoduje to obniżenie napięcia
międzyfazowego. Dzięki temu na granicy faz nie tylko obniża się napięcie powierzchniowe,
ale tworzy się błonka powierzchniowa, która przeciwdziała zlewaniu się kuleczek fazy
wewnętrznej.
W technologii żywności z dwóch nie mieszających się faz można otrzymać obydwa typy
emulsji, głównie dzięki zastosowaniu odpowiedniego emulgatora. Emulgatory oprócz
właściwego działania emulgującego mogą również zwiększać odporność na utlenianie
niektórych składników żywności, poprawiać ich właściwości reologiczne, rozpuszczalność.
Emulgowanie tłuszczów zwiększa ich przyswajalność.
Koagulacja i żelifikacja
Koagulacja to proces łączenia się cząstek koloidowych w większe agregaty. Proces ten
jest charakterystyczny dla układu koloidowego, w którym wymiary cząstek składających się
na fazę rozproszoną, wynoszą od 1 do 500 nm.
Właściwości fizyczne i chemiczne układów koloidowych zależą zarówno od fazy
rozproszonej, jak i od fazy ciągłej (tab.1).
Tabela 1. Nazwy układów koloidowych wg Oswalda [9,s. 305]
Faza ciągła
Faza
rozpuszczona
gaz
ciecz
ciało stałe
Gaz
-
piana
okluzja,
piana stała
Ciecz
mgła
emulsja
emulsja stała
Ciało stałe
aerozol (np. dym)
zawiesina,
suspensja koloidowa,
zol
zol stały
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
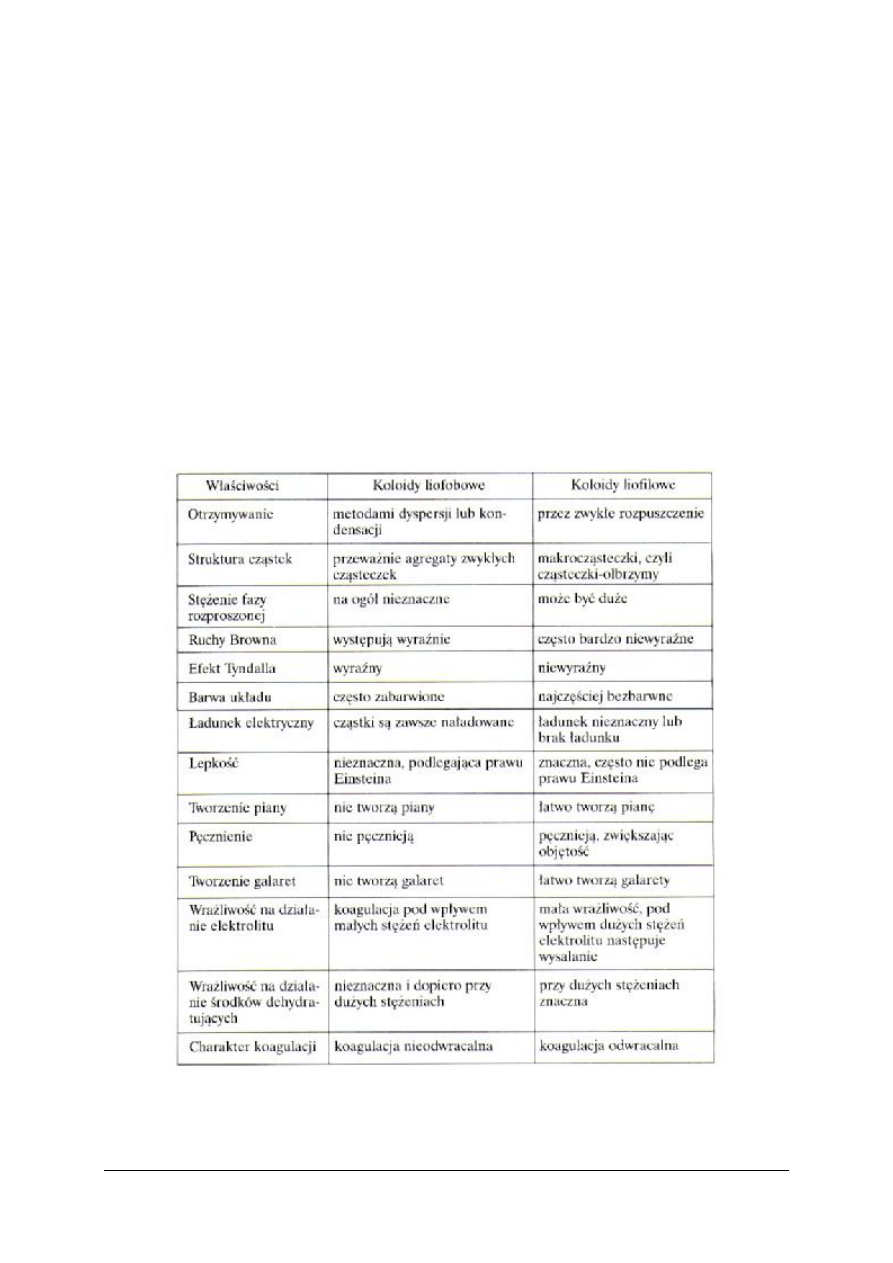
Koloidy można podzielić w zależności od relacji między fazą rozproszoną i ciągłą.
Jeśli cząsteczki fazy rozproszonej łączą się z fazą ciągłą, czyli ulegają solwatacji, koloid
nazywa się liofilowym (hydrofilowym - jeśli fazą ciągłą jest woda). Gdy cząstki fazy
zdyspergowanej nie łączą się z cząsteczkami fazy ciągłej, koloid określany jest jako
liofobowy (hydrofobowy - gdy fazą ciągłą jest woda).
Jedną z cech charakterystycznych dla koloidów liofilowych jest galaretowacenie, żelowanie,
czyli samorzutne przechodzenie ze stanu rozpuszczalnego, zwanego zolem, w stan półstały,
lepki - żel (tab.2.). Przyczyną żelowania, oprócz koagulacji może być asocjacja lub
powstawanie wiązań między cząsteczkami koloidu bez utraty przez nie otoczek stabilizujących.
Może to również być powodowane przez łączenie się cząsteczek koloidowych w struktury
wewnętrzne, złożone z trójwymiarowej sieci przestrzennej, stanowiącej rusztowanie albo
szkielet, wewnątrz którego zostaje unieruchomiona ciągła płynna faza żelu. Proces żelowania
i jakość otrzymanej galarety zależą od wielu czynników: kształtu i stężenia fazy rozproszonej,
obecności elektrolitów i środków odwadniających w roztworze, pH i temperatury roztworu,
czasu żelowania.
Tabela 2. Właściwości koloidów liofobowych i liofilowych [ 9,s.305]
Koagulacja i żelowanie mają zastosowanie w technologii żywności np.:
−
w mleczarstwie - przy wyrobie serów, mlecznych napojów fermentowanych, kazeiny,
−
w przemyśle owocowo-warzywnym - do otrzymywania galaret, dżemów, marmolad,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
−
w przemyśle mięsnym i rybnym – przy produkcji galaret.
Galaretowacenie może być również zjawiskiem niepożądanym. Dotyczy to m.in.
galaretowacenia mleka zagęszczonego, śmietanki do kawy, soków podczas zagęszczania.
Aglomerowanie ciał sypkich
Aglomerowaniem, ogólnie nazywa się łączenie cząstek małych w większe. Dzięki
aglomerowaniu ciał sypkich nabierają one nowych właściwości. Nie rozpylają się w trakcie
mieszania, dozowania, pakowania, są mniej higroskopijne, maja lepszą zwilżalność,
opadalność i prawie natychmiastową roztwarzalność w roztworach wodnych. Produkty
aglomerowane, charakteryzujące się szybką, prawie natychmiastową rozpuszczalnością, są
określane jako instant. W przemyśle spożywczym można spotkać wiele przykładów
produktów aglomerowanych: mleko w proszku, cukier puder, ekstrakty kawy, herbaty, kakao,
zupy błyskawiczne, napoje owocowe i warzywne w proszku, dekstryna, odżywki.
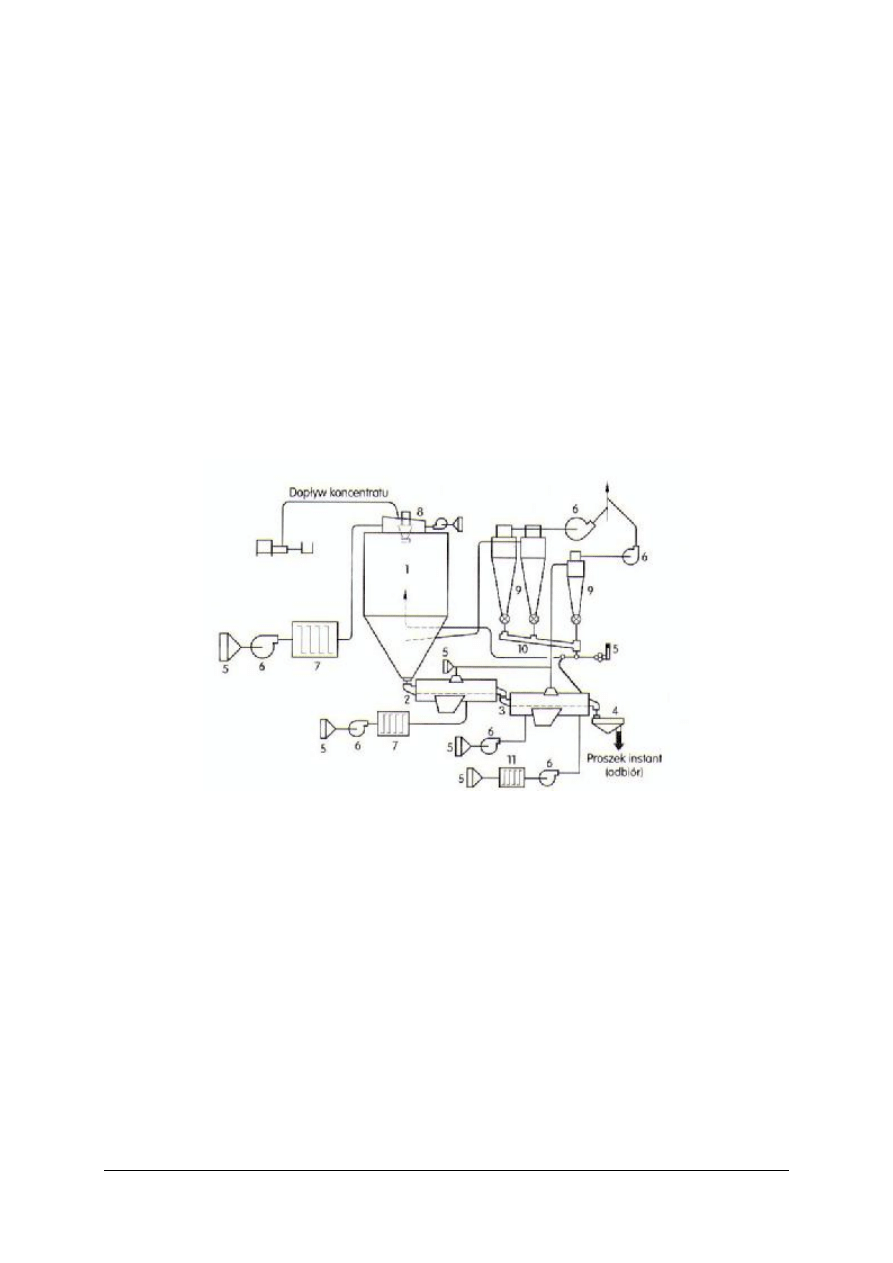
Mleko chude w proszku typu instant było pierwszym aglomerowanym na dużą skalę
produktem (rys.5.). Aglomerowany cukier jest bardzo sypki, ale się nie pyli i bardzo szybko
się rozpuszcza. Stosuje się go do produkcji napojów w proszku, czekolady, lukru.
Aglomerowane dekstryny wykazują lepszą zwilżalność.
Rys. 5. Urządzenie Niro – Atomizer do produkcji proszku mlecznego typu instant jednofazową metodą
bezpośrednią [4,s.190]
1 – wieża suszarnicza, 2 – suszarka wibrofluidyzacyjna, 3 – oziębiacz wibrofluidyzacyjny, 4 – przesiewacz,
5 – filtr powietrza, 6 – wentylator, 7 – ogrzewnica powietrza, 8 – urządzenie rozpylające, 9 – cyklony,
10 – przewód doprowadzający drobnoziarnistą frakcję proszku do wieży, 11 – oziębiacz powietrza
4.1.2 Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest warunek niezbędny do powstania fazy krystalicznej?
2. Od czego zależy wielkość powstających kryształów?
3. Co to jest krystalizacja frakcjonowana?
4. Czym rożni się adsorpcja od absorpcji i desorpcji?
5. Gdzie ma zastosowanie absorpcja w technologii żywności?
6. Jakie znasz rodzaje emulsji?
7. Jaki jest cel stosowania emulgatorów w technologii przetwórstwa żywności?
8. Jakie znasz koloidy wg Ostwalda?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
9. Czym różnią się koloidy liofilowe od liofobowych?
10. Jakie czynniki wpływają na jakość galaret?
11. Jakie właściwości mają produkty żywnościowe aglomerowane?
12. W jaki sposób otrzymuje się produkty szybko rozpuszczalne typu instant?
4.1.3. Ćwiczenia
Ćwiczenie 1
Porównaj przebieg krystalizacji cukru i tłuszczu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat krystalizacji cukru,
2) wyszukać w materiałach dydaktycznych informacje na temat krystalizacji tłuszczu,
3) przeanalizować podobieństwa i różnice między tymi procesami,
4) przeprowadzić obserwację krystalizacji cukru i tłuszczu,
5) zaprezentować wnioski wynikające z ćwiczenia.
Wyposażenie stanowiska pracy:
−
próbki produktów: cukru i margaryny,
−
schematy technologiczne produkcji cukru i margaryny,
−
katalogi maszyn i urządzeń stosowanych w operacjach fizykochemicznych,
−
literatura [9].
Ćwiczenie 2
Porównaj procesy sorpcji: adsorpcji, absorpcji, desorpcji w przetwórstwie spożywczym na
przykładzie odbarwiania cukru, saturacji cukrowniczej, desulfitacji pulp i przecierów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat procesów sorpcji,
2) przeanalizować podobieństwa i różnice między tymi procesami,
3) przeanalizować zastosowanie poszczególnych procesów w technologii przetwórstwa
żywności.
Wyposażenie stanowiska pracy:
−
próbki cukru,
−
próbki węgla aktywnego,
−
schematy technologiczne cukru i przetworów owocowych,
−
katalogi maszyn i urządzeń stosowanych w operacjach fizykochemicznych,
−
literatura [9].
Ćwiczenie 3
Wyjaśnij procesy koagulacji i żelifikację w technologii żywności na przykładzie
klarowania soków owocowych i produkcji galaret owocowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat procesów koagulacji
i żelifikacji,
2) przeanalizować podobieństwa i różnice między tymi procesami,
3) przedstawić podobieństwa i różnice na forum grupy.
Wyposażenie stanowiska pracy:
−
próbki produktów soki naturalnie mętne, soki klarowne, dżemy, konfitury,
−
schematy technologiczne produkcji soków owocowych, dżemów,
−
literatura [9].
Ćwiczenie 4
Dobierz urządzenia do produkcji granulatu kawy rozpuszczalnej, pastylek miętowych,
koncentratów zup, zestawów obiadowych z sosem, deserów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat aglomerowania produktów
sypkich,
2) wyszukać w materiałach dydaktycznych informacje o celowości aglomerowania,
3) wyszukać w katalogach maszyny i urządzenia stosowane do aglomerowania,
4) dopasować urządzenia do aglomerowania określonych produktów,
5) krótko uzasadnić swój wybór.
Wyposażenie stanowiska pracy:
−
schematy technologiczne produktów spożywczych,
−
katalogi maszyn i urządzeń stosowanych do aglomerowania produktów sypkich,
−
literatura [4].
Ćwiczenie 5
Porównaj
próbki
rzeczywiste
i
mikroskopowe
mleka
pełnego
surowego
i homogenizowanego w różnych odstępach czasowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje o celowości homogenizacji i jej
wpływie na jakość produktów,
2) wyszukać w katalogach maszyny i urządzenia stosowane do homogenizacji,
3) obserwować mleko surowe i homogenizowane w różnych odstępach czasowych,
4) zapisać wyniki obserwacji,
5) krótko je uzasadnić.
Wyposażenie stanowiska pracy:
−
próbki mleka surowego i mleka spożywczego homogenizowanego,
−
schematy technologiczne produkcji mleka spożywczego,
−
zestaw do badań mikroskopowych,
−
katalogi maszyn i urządzeń stosowanych do homogenizacji,
−
literatura [4].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić procesy fizykochemiczne?
2) określić sposoby krystalizacji?
3) porównać krystalizację sacharozy i tłuszczów?
4) określić sposoby krystalizacji?
5) rozróżnić adsorpcję od absorpcji?
6) określić wpływ emulgatorów i innych czynników na jakość emulsji?
7) rozróżnić emulsje o/w i w/o?
8) rozróżnić rodzaje koloidów?
9) określić czynniki wpływające na jakość galaret?
10) określić zastosowanie koagulacji w przemyśle spożywczym?
11) dobrać urządzenia do produkcji mleka w proszku instant?
12) wymienić produkty spożywcze aglomerowane?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2. Procesy chemiczne i ich znaczenie w przetwórstwie
żywności
4.2.1. Materiał nauczania
Procesami chemicznymi w technologii żywności nazywa się te z nich, których istotą są
reakcje chemiczne, wymagające zastosowania określonych substancji chemicznych
i przebiegające bez udziału czynnika biologicznego. Ze względu na swoją specyfikę przemysł
spożywczy korzysta z reakcji chemicznych w ograniczonym zakresie. Procesy chemiczne
w przetwórstwie żywności to takie, które można łatwo kontrolować. Syntezę chemiczną
stosuje się w produkcji barwników spożywczych, substancji zapachowych, konserwantów,
niektórych witamin, aminokwasów.
Do najbardziej typowych procesów chemicznych wykorzystywanych w przemyśle
spożywczym należą:
–
hydroliza,
–
neutralizacja,
–
uwodornienie,
–
reestryfikacja,
–
modyfikowanie skrobi i innych składników.
Hydroliza chemiczna w przemyśle spożywczym
Hydroliza jest to reakcja rozkładu substancji pod wpływem wody, przebiegająca według
ogólnego wzoru:
AB+ H·OH →AH+ BOH, gdzie AB - substancja ulegająca hydrolizie, AH i BOH -
produkty hydrolizy.
Hydroliza może być przyspieszona przez rożne czynniki fizyczne (wysoka temperatura,
ciśnienie), chemiczne (działanie kwasów, zasad), enzymatyczne (działanie enzymów
hydrolitycznych - hydrolaz). Hydroliza jest stosowana na dużą skalę w przemysłach:
ziemniaczanym - wyrób syropów skrobiowych, glukozy oraz koncentratów spożywczych -
produkcja przypraw bulionowych z hydrolizatów białkowych. Stosuje się również hydrolizę
w przemyśle owocowo-warzywnym, przy produkcji miodu sztucznego.
Hydroliza skrobi ziemniaczanej ma zastosowanie w przetwórstwie przemysłowym
ziemniaka. Polega ona na rozerwaniu wiązań glikozydowych w cząsteczkach skrobi,
z jednoczesnym przyłączeniem po jednej cząsteczce wody na każde wiązanie.
Hydroliza skrobi przebiega stopniowo:
SKROBIA →DEKSTRYNY→MALTOZA→GLUKOZA
Zależnie od stopnia hydrolizy, inaczej stopnia scukrzenia skrobi otrzymuje się różny skład
związków chemicznych będących elementami rozłożonej cząsteczki skrobi. Całkowity
rozkład skrobi do glukozy pozwala na otrzymanie glukozy krystalicznej. Produkty
niecałkowitej hydrolizy zawierające pewne ilości maltozy i dekstryn to cukier skrobiowy -
50-55% glukozy, syrop skrobiowy - 40% glukozy.
Stopień scukrzenia skrobi określa się za pomocą równoważnika glukozowego, oznaczonego
symbolem DE, od słów ang. dextrose equivalent. Równoważnik ten podaje procentową
zawartość cukrów redukujących w suchej substancji hydrolizatu w przeliczeniu na glukozę:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Scukrzenie skrobi metodą kwasową nigdy nie przebiega do końca. DE osiąga wartość do 91,
co oznacza, że ze 100 kg skrobi można uzyskać ok. 91 kg glukozy.
Hydrolizie poddaje się mleczko skrobiowe o zawartości 35-38% skrobi z dodatkiem 0,1-0,4%
kwasu solnego lub siarkowego. Mieszaninę ogrzewa się w konwertorze w temperaturze 120-
130ºC przez 30÷50 minut. Podnoszenie temperatury i ciśnienia następuje stopniowo. Skrobia
zgodnie z równaniem przekształca się w dekstryny, następnie w maltozę i glukozę.
Hydroliza sacharozy w produkcji miodu sztucznego
Sztuczny miód jest otrzymywany przez łagodną kwaśną hydrolizę sacharozy. Sacharoza
stosunkowo łatwo rozkłada się pod wpływem kwasów na glukozę i fruktozę. Miód sztuczny
jest zestalony na skutek wykrystalizowania glukozy, której rozpuszczalność w wodzie jest ok.
2 razy niższa w porównaniu z sacharozą i 4- krotnie niższa niż fruktozy. W temperaturze
pokojowej w 100 g wody rozpuszcza się ok. 83 g glukozy, 200 g sacharozy, 355 g fruktozy.
W celu przeprowadzenia hydrolizy wodny roztwór sacharozy - 100 kg cukru i ok. 35 dm
3
wody, zadaje się 300-350 g kwasu solnego 25% i ogrzewa w temperaturze 80ºC przez 2-3
godziny. Następnie roztwór neutralizuje się i ochładza. W czasie chłodzenia ulega
wykrystalizowaniu glukoza, ze względu na swoją mniejszą rozpuszczalność. W celu
przyspieszenia krystalizacji roztwór zaszczepia się krystaliczną glukozą.
Hydroliza białek w produkcji koncentratów spożywczych.
Hydrolizie poddaje się białka np. kazeinę, gluten. Rozerwaniu ulęgają wiązania
peptydowe w łańcuchach polipeptydowych.
Ogólny schemat hydrolizy białek:
BIAŁKA →POLIPEPTYDY→ PEPTYDY→ DWUPEPTYDY→ AMINOKWASY.
Hydrolizę dwupeptydu można przedstawić następująco:
NH
2
R
1
−CO·NH− R
2
·COOH + H
2
O→ NH
2
·R
1
COOH + NH
2
R
2
·COOH
Hydrolityczne rozerwanie wiązań peptydowych wymaga długotrwałego ogrzewania
i wysokiego stężenia kwasów, zwykle HCl lub H
2
SO
4.
Kwas siarkowy (VI) stosuje się
w stężeniu ok. 25%, kwas solny - ok. 13%. Wsad do hydrolizatora suchej kazeiny, wody
i 95% H
2
SO
4
, może być we wzajemnym stosunku wagowym jak 1:1:1. Hydrolizę można
prowadzić pod ciśnieniem normalnym, przy utrzymywaniu mieszaniny w stanie wrzenia
przez kilkanaście godzin, lub przy zastosowaniu ciśnienia wyższego 0,2-0,3 MPa, w czasie
1,5 - 3 godzin. W takich warunkach rozerwaniu ulega ok. 75% wiązań peptydowych.
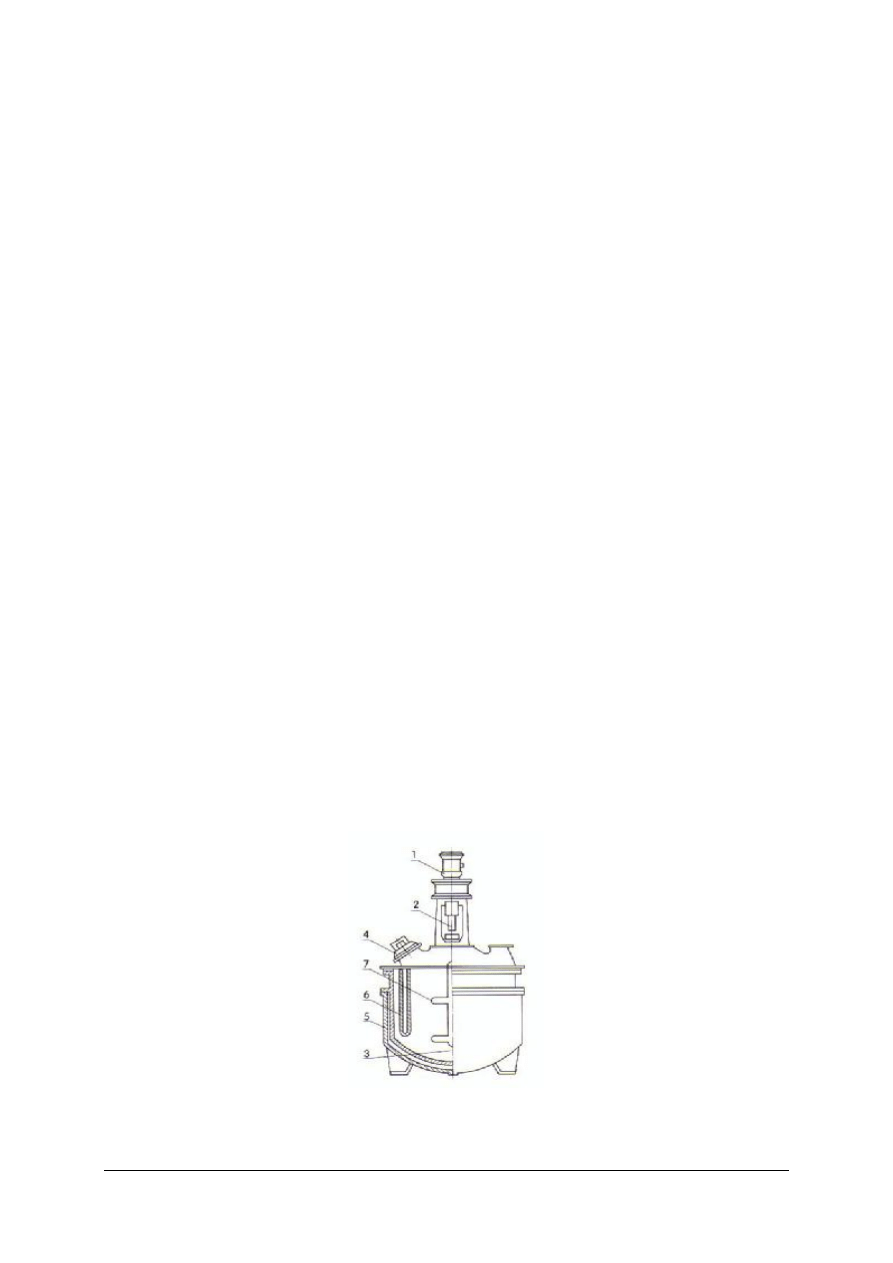
Hydrolizę prowadzi się w aparatach kamionkowych lub żeliwnych, powlekanych emalią
kwasoodporną (rys. 6.).
Rys. 6. Hydrolizator [9, s.315]
1 – elektryczny napęd mieszadła, 2 – sprzęgło, 3 – kocioł, 4 – właz,
5 – płaszcz parowy, 6 – termometr, 7 - mieszadło

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Neutralizacja jest to proces chemiczny, w którym zobojętnia się kwasy lub zasady.
W przemyśle spożywczym jest ściśle związana z produkcją cukru skrobiowego, hydrolizatów
białkowych, rafinacją olejów roślinnych. W produkcji cukru skrobiowego i miodu sztucznego
hydrolizat kwasowy, np. z dodatkiem kwasu solnego jest zobojętniany węglanem sodu
(Na
2
CO
3
). Powstający chlorek sodu (NaCl) w ilości 0,1-0,3% nie wpływa ujemnie na smak
syropu skrobiowego. Utrudnieniem może być wydzielający się w dużych ilościach CO
2
,
co powoduje pienienie się hydrolizatu i konieczność pozostawienia odpowiedniej ilości
wolnej przestrzeni na tworzącą się pianę.
Gdy hydrolizę prowadzi się z udziałem H
2
SO
4
do zobojętniania stosuje się węglan wapnia
CaCO
3
. Powstający siarczan wapnia wytrąca się w postaci osadu łatwego do odfiltrowania.
H
2
SO
4
+ CaCO
3
= CaSO
4
↓ + H
2
CO
3
H
2
CO
3
→ H
2
O + CO
2
↑
Przy produkcji hydrolizatów białkowych ważne jest zobojętnienie do odpowiedniego pH.
Powinno ono wynosić od 5,5 do 5,8. Silniejsza neutralizacja (pH>5,8) może wpłynąć ujemnie
na wartości dietetyczne produktu, słabsza (pH<5,5) wywołuje nieprzyjemny kwaśny smak
bulionów. Podobnie jak przy hydrolizie cukrów, w zależności od użytego kwasu stosuje się
odpowiednio sodę - gdy do hydrolizy był użyty HCl i węglan wapnia - gdy H
2
SO
4
.
W procesie rafinacji oleju surowego konieczne jest usunięcie obecnych w nim wolnych
kwasów tłuszczowych, łącznie z barwnikami i substancjami goryczkowymi. Olej neutralizuje
się przy udziale wodorotlenku sodu (NaOH) lub sody (Na
2
CO
3
). Neutralizacja kwasów
tłuszczowych prowadzi do powstawania mydeł (soapstock). Mydła te osadzają się na dnie
neutralizatora. Wodny roztwór tych mydeł pełni funkcję absorpcyjną, klarującą. Neutralizacja
olejów musi być prowadzona dokładnie, a dodatek neutralizatorów ściśle obliczany
i odmierzany, w przeciwnym razie mogą tworzyć się niepożądane emulsje. Neutralizację
prowadzi się w neutralizatorach (odkwaszaczach). Mogą to być otwarte lub zamknięte
cylindryczne pojemniki z dnem stożkowym, zaopatrzone w mieszadło, dolny płaszcz parowy,
odpowiednie przewody doprowadzające z zaworami oraz urządzenia kontrolno-pomiarowe.
Uwodornienie tłuszczów polega na wysyceniu wodorem podwójnych wiązań kwasów
tłuszczowych. Zabieg ten powoduje przemianę olejów płynnych w tłuszcze stałe. Dzięki tym
zabiegom tłuszcze te lepiej nadają się do wyrobu margaryny, tłuszczów do smażenia
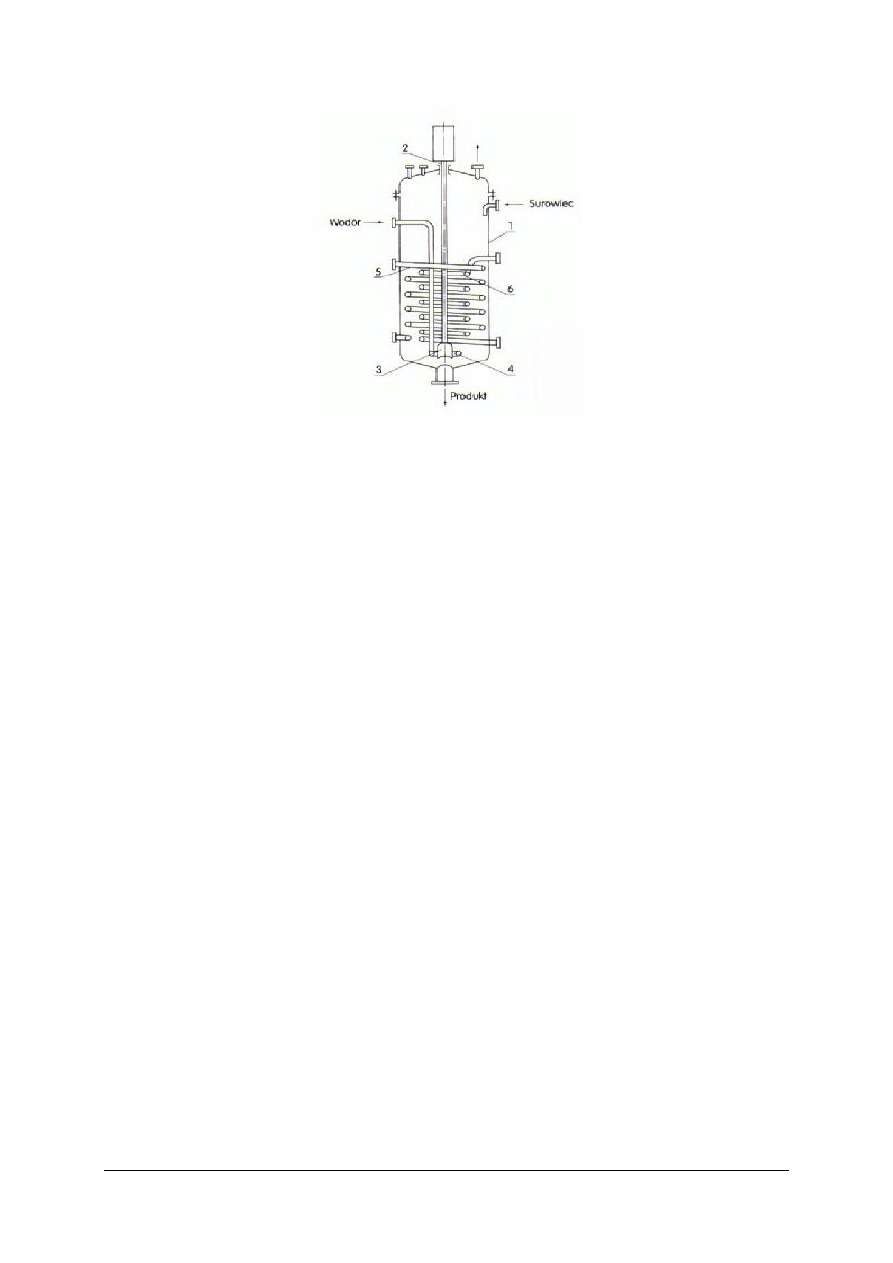
i piekarskich. Uwodornienie przeprowadza się w autoklawach (rys.7.) w temperaturze ok.
180ºC w obecności katalizatorów. Katalizator niklowy miesza się z olejem ogrzanym
do temperatury 150 - 170º C w stosunku ok. 0,3% i wprowadza do autoklawu, gdzie na
gorąco miesza się z wodorem pod ciśnieniem kilkuset kPa (np. 0,3-0,4 MPa). W miarę
zużycia wodoru doprowadza się go do autoklawu. Reakcje uwodornienia mają charakter
egzotermiczny. Po zakończeniu procesu z tłuszczu usuwa się katalizator w prasie filtracyjnej
i regeneruje go. Uwodornienie ma jednak negatywne aspekty. Według zaleceń żywieniowców
lepsze są tłuszcze zawierające kwasy wielonienasycone niż nasycone, ponieważ kwasy te
odgrywają istotna rolę w przemianie materii i muszą być dostarczone w niezmienionej
postaci, ponieważ organizm ludzki nie ma zdolności ich syntetyzowania. Niekorzystnymi
zjawiskami wynikającym z silnego nagrzania tłuszczu mogą być zmiany izomeryzacyjne
kwasów tłuszczowych, polegające zarówno na zmianie pozycji podwójnych wiązań
w cząsteczce, jak i na zmianie stereoizometrycznej typu cis-trans. Stereoizometria kwasów
tłuszczowych jest zjawiskiem niepożądanym, ponieważ naturalne kwasy tłuszczowe, łatwo
metabolizowane, są to kwasy cis, natomiast trans nie są przyswajalne i są szkodliwe dla
zdrowia. Działają prorodnikowo, co za tym idzie promiażdżycowo, nowotworowo. Mimo
swego roślinnego pochodzenia, podobnie jak kwasy nasycone, sprzyjają rozwojowi chorób
dietozależnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 7. Autoklaw do uwodornienia olejów [4, s.196]
1 – korpus autoklawu, 2- wał mieszadła, 3 – mieszadło turbinowe,
4 – barboter wodoru, 5 – wężownica grzejna, 6 – wężownica chłodząca
Przeestryfikowanie (transestryfikacja, reestryfikacja) tłuszczów
Przeestryfikowanie polega na wzajemnej wymianie grup acylowych w trójglicerydach.
Wymiana grup acylowych może występować wewnątrz poszczególnych cząsteczek, jako
przeestryfikowanie wewnątrzcząsteczkowe., lub między różnymi cząsteczkami, jako
przeestryfikowanie międzycząsteczkowe. W zależności od doboru odpowiednich warunków
przeestryfikowanie może przebiegać w jednej fazie ciekłej lub w obecności fazy ciekłej
i stałej. Można też wyróżnić przeestryfikowanie kierowane, w celu podwyższenia temperatury
topnienia tłuszczu, i niekierowane, w wyniku, którego otrzymuje się tłuszcz o niższej
temperaturze
topnienia.
Znalazło
ono
zastosowanie
w
produkcji
margaryny.
Przeestryfikowanie umożliwia otrzymanie z nasyconych, twardych tłuszczów zwierzęcych
i płynnych olejów roślinnych nowych tłuszczów, o poprawionej wartości odżywczej pod
względem zawartości NNKT (niezbędnych nienasyconych kwasów tłuszczowych)
i o korzystnych cechach organoleptycznych. Oprócz produkcji margaryny stosuje się je
również w produkcji masła kakaowego.
Chemiczne metody modyfikowania skrobi
Skrobia naturalna stosunkowo łatwo ulega depolimeryzacji, rozkładowi na składniki
prostsze, głównie na skutek hydrolizy. Do skrobi modyfikowanej należą produkty, które
uległy niezbyt dużym zmianom, w stosunku do surowca wyjściowego - skrobi naturalnej. Nie
zalicza się tu więc dekstryn, syropu skrobiowego, glukozy. W Polsce modyfikuje się głównie
skrobię ziemniaczaną. Modyfikację skrobi można prowadzić rożnymi sposobami. Jedną
z nich jest depolimeryzacja. Depolimeryzację przeprowadza się metodami fizycznymi,
chemicznymi, biochemicznymi.
Metody chemiczne polegają na łagodnej hydrolizie kwasowej lub na działaniu na skrobię
związków utleniających, alkalicznych, i soli. Skrobia modyfikowana kwasowo charakteryzuje
się: lepszą rozpuszczalnością w wodzie w temperaturze poniżej temp. kleikowania, wyższym
ciśnieniem osmotycznym i wyższą temperaturą kleikowania, mniejszą lepkością gorących
kleików, mniejszym powinowactwem do jodu, obniżoną zdolnością do pęcznienia przy
kleikowaniu w gorącej wodzie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Reakcja podstawienia polega na przyłączaniu do skrobi grup o charakterze obojętnym,
kationowym lub anionowym. Grupy te wiążą się wiązaniami eterowymi lub estrowymi
z jednostkami glukozy. Spośród estrów skrobi największe zastosowanie mają skrobie
fosforanowe. Charakteryzują się one obniżoną temperaturą kleikowania, dużą lepkością
kleików, podwyższoną zdolnością wchłaniania wody oraz małą retrogradacją, czyli
zdolnością do ponownego odzyskania częściowej struktury krystalicznej. Skrobie
fosforanowe są stosowane w przemyśle spożywczym w produkcji zup, budyniów, soków,
odżywek dla dzieci, deserów błyskawicznych, wyrobów cukierniczych.
Chemiczna modyfikacja laktozy
Modyfikacja laktozy polega głównie na jej uwodornieniu i na epimeryzacji laktozy,
czyli zmianie konfiguracji przy asymetrycznym atomie węgla.
W wyniku uwodornienia laktozy (dwucukier C
12
H
22
O
11
złożony z dwóch cukrów
prostych glukozy i galaktozy) prowadzonego w wysokiej temperaturze, pod zwiększonym
ciśnieniem i przy udziale katalizatora niklowego, powstaje alkohol cukrowy – laktitol,
charakteryzujący się delikatnym słodkim smakiem. Alkohol ten ma zastosowanie w produkcji
słodzonych wyrobów owocowych, cukierniczych, odżywek dla diabetyków. Laktitol
z kwasami tłuszczowymi tworzy estry mające zastosowanie w produkcji niskokalorycznych
zamienników tłuszczu.
Epimeryzacja laktozy zachodzi pod wpływem ogrzewania z kwasem lub ługiem.
Prowadzi to do przemiany laktozy w inny dwucukier laktulozę, złożoną z galaktozy
i fruktozy. Laktuloza jest wykorzystywana w cukiernictwie, piekarstwie, przy produkcji
mlecznych odżywek dla niemowląt ze względu na jej korzystne oddziaływanie w przewodzie
pokarmowym na rozwój właściwej mikroflory.
Chemiczna modyfikacja białek
Modyfikacja białek może być prowadzona metodami fizycznymi, chemicznymi
i biologicznymi (enzymatycznie). Dotyczy ona głównie białek roślinnych i ma na celu
zwiększenie ich wartości użytkowej, a przede wszystkim ich właściwości funkcjonalnych,
takich jak:
–
rozpuszczalność białka,
–
zwilżalność białka,
–
zdolność do adsorbowania wody, pęcznienia, rehydratacji,
–
zdolność do adsorbowania i emulgowania tłuszczu,
–
stabilizowanie emulsji,
–
tworzenie żelu, włókien, ciasta, błon, piany i jej stabilizacja,
–
właściwości buforowe.
Białka ze względu na swoje właściwości: dużą masę cząsteczkową, budowę oraz labilność są
materiałem podatnym na modyfikację. Spośród reakcji chemicznych do modyfikacji białek
stosuje się: alkilowanie, acylowanie, glikozylację, estryfikację. Reakcje modyfikacji
poprawiają właściwości białek, jednak mogą również wpływać negatywnie, obniżając na
przykład ich strawność i wartość biologiczną.
W przetwórstwie mięsnym i rybnym wykorzystuje się kompleksowanie białek
z fosforanami - fosforylację. Zwiększa się w ten sposób wodochłonność mięsa i umożliwia
ograniczenie stosowania soli bez pogorszenia właściwości organoleptycznych. Z drugiej
strony wprowadza się do organizmu człowieka zbyt dużo fosforanów, co jest szkodliwe dla
zdrowia ze względu na zachwianie równowagi wapniowo-fosforanowej. Tak więc określa się
maksymalną ilość fosforanów dopuszczalną w produkcie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz procesy chemiczne stosowane w technologii żywności?
2. W jakim celu prowadzi się hydrolizę sacharozy?
3. Jak przebiega hydroliza skrobi a jak białek?
4. Jakie produkty otrzymuje się w wyniku hydrolizy skrobi?
5. Jakie związki stosuje się do neutralizacji hydrolizatów skrobiowych?
6. Na czym polega utwardzanie tłuszczów?
7. Które izomery tłuszczów nie są korzystne dla organizmu człowieka?
8. Na czym polega depolimeryzacja skrobi?
9. Gdzie znajdują zastosowanie skrobie modyfikowane?
10. Na czym polega uwodornienie a na czym epimeryzacja laktozy?
11. W jakim celu przeprowadza się modyfikację białek?
12. Czy fosforylacja białek jest korzystna dla organizmu człowieka?
4.2.3. Ćwiczenia
Ćwiczenie 1
Porównaj hydrolizę i hydrolizaty: skrobiowe, sacharozy, białkowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat hydrolizy skrobi
ziemniaczanej, sacharozy, białek
2) przeanalizować podobieństwa i różnice między tymi procesami,
3) ocenić organoleptycznie hydrolizaty skrobiowe (np. syrop skrobiowy, glukoza
krystaliczna, miód sztuczny, przyprawa w płynie typu maggi),
4) ocenić organoleptycznie surowce do produkcji hydrolizatów (skrobia ziemniaczana,
sacharoza, kazeina, albumina mleczna, skwarki odtłuszczone),
5) dokonać analizy zmian zachodzących w surowcach pod wpływem procesu hydrolizy.
Wyposażenie stanowiska pracy:
−
próbki produktów: glukoza krystaliczna, syrop skrobiowy, miód sztuczny, przyprawa
w płynie typu maggi,
−
schematy technologiczne hydrolizatów skrobiowych, miodu sztucznego, hydrolizatów
białkowych
−
katalogi stosowanych maszyn i urządzeń,
−
literatura [9].
Ćwiczenie 2
Dobierz sposób neutralizacji w produkcji hydrolizatów białkowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat neutralizacji w przemyśle
spożywczym,
2) określić czynniki wpływające na dobór sposobu neutralizacji,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
3) napisać równania zachodzących reakcji,
4) dokonać analizy zmian zachodzących pod wpływem neutralizacji,
5) określić punkty krytyczne podczas neutralizacji hydrolizatów białkowych.
Wyposażenie stanowiska pracy:
−
próbki produktów: przyprawa w płynie typu maggi, buliony, kostki rosołowe,
−
schematy technologiczne hydrolizatów białkowych,
−
katalogi stosowanych maszyn i urządzeń,
−
literatura [9].
Ćwiczenie 3
Porównaj uwodornienie i transestryfikację tłuszczów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat uwodornienia
i transestryfikacji tłuszczów w przemyśle spożywczym,
2) określić zastosowanie tłuszczów utwardzonych i przeestryfikowanych,
3) napisać równania zachodzących reakcji,
4) dokonać analizy zmian zachodzących w tłuszczach pod wpływem procesów utwardzania
i transestryfikacji,
5) określić wady i zalety stosowanych procesów.
Wyposażenie stanowiska pracy:
−
próbki produktów zawierających tłuszcze utwardzone i przeestryfikowane,
−
schemat technologiczny uwodorniania olejów roślinnych,
−
katalogi stosowanych maszyn i urządzeń,
−
literatura [4].
Ćwiczenie 4
Porównaj modyfikację skrobi przez depolimeryzację i przez reakcje podstawienia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat sposobów modyfikacji
skrobi,
2) dokonać analizy warunków depolimeryzacji skrobi i estryfikacji fosforanowej,
3) określić zastosowanie skrobi modyfikowanych w przemyśle spożywczym,
4) dokonać analizy zmian zachodzących w skrobi podczas modyfikacji metodą hydrolizy
kwasowej i estryfikacji fosforanowej.
Wyposażenie stanowiska pracy:
−
próbki produktów zawierających skrobie modyfikowane: budynie, zupy, odżywki dla
dzieci, desery błyskawiczne,
−
schematy technologiczne produktów zawierających skrobie modyfikowane,
−
katalogi stosowanych maszyn i urządzeń,
−
literatura [4].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Ćwiczenie 5
Określ wady i zalety chemicznej modyfikacji białek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat chemicznej modyfikacji
białek,
2) dokonać analizy zmian zachodzących w białkach pod wpływem ich modyfikacji,
3) określić wady i zalety kompleksowania białek z fosforanami,
Wyposażenie stanowiska pracy:
−
próbki produktów zawierających białka modyfikowane, np. wędzonki wysokowydajne,
−
schematy obrazujące przebieg modyfikowania białek,
−
prospekty reklamowe firm produkujących białka modyfikowane,
−
literatura [4].
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić procesy chemiczne stosowane w przemyśle spożywczym?
2) określić warunki hydrolizy skrobi ziemniaczanej?
3) określić warunki hydrolizy sacharozy w produkcji miodu sztucznego?
4) określić warunki hydrolizy białek w produkcji hydrolizatów
białkowych?
5) dobrać warunki neutralizacji w zależności od surowca i kwasu
zastosowanego do hydrolizy?
6) określić wady i zalety uwodornienia tłuszczów?
7) wyjaśnić celowość transestryfikacji tłuszczów?
8) rozróżnić sposoby modyfikowania skrobi?
9) określić zmiany zachodzące w białkach podczas ich modyfikacji?
10) porównać modyfikację laktozy poprzez jej uwodornienie
i
epimeryzację?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.3. Procesy biotechnologiczne i ich znaczenie w przetwórstwie
żywności
4.3.1. Materiał nauczania
Procesy biotechnologiczne i ich klasyfikacja
Procesy biotechnologiczne oznaczają zastosowanie systemów biologicznych do celów
produkcyjnych i usługowych. Systemami biologicznymi mogą być żywe organizmy, ich
organa, tkanki, komórki, części komórek, enzymy, a także geny. Procesy biotechnologiczne
w przemyśle spożywczym obejmują wszystkie procesy, które wymagają zastosowania
odpowiednich enzymów lub drobnoustrojów w celu wywołania w surowcach odpowiednich
zmian. Do procesów tych zalicza się również namnażanie biomasy.
Procesy biotechnologiczne w przemyśle spożywczym to:
–
biosynteza masy komórkowej,
–
procesy fermentacyjne,
–
procesy enzymatyczne.
Do zalet procesów biotechnologicznych można zaliczyć duże możliwości wytwarzania,
przetwarzania i modyfikacji żywności, otrzymywania atrakcyjnych artykułów spożywczych,
dodatków funkcjonalnych, możliwość wykorzystywania produktów ubocznych do celów
spożywczych, dużą wydajność procesów, energooszczędność.
Procesy biotechnologiczne mają również wady, do których zalicza się: podatność drobnoustrojów
na mutacje i konieczność stosowania drobnoustrojów o ściśle określonych cechach użytkowych,
co z kolei wymaga zastosowania czystych kultur oraz wrażliwość drobnoustrojów na czynniki
zewnętrzne, co wymaga zachowania aseptycznych warunków pracy.
Biosynteza masy komórkowej
Synteza biomasy ma na celu namnożenie masy drobnoustrojów, wykorzystywanych
następnie do różnych celów. Hodowla drobnoustrojów może być prowadzona metodą
okresową lub ciągłą, w odpowiednich dla danych drobnoustrojów warunkach: pH,
temperatury, składu podłoża, stężenia tlenu, światła .Urządzenia stosowane w hodowli
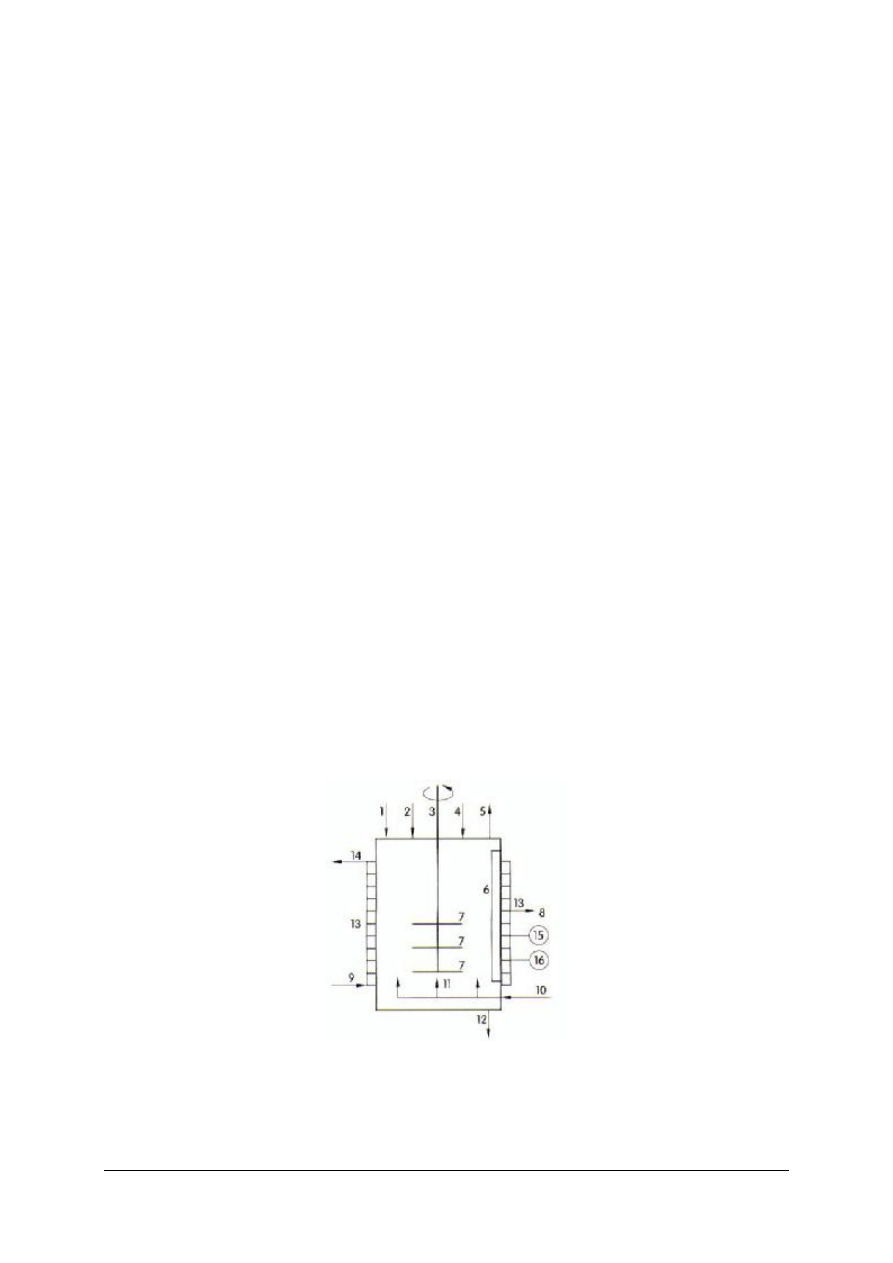
drobnoustrojów nazywane są tankami fermentacyjnymi albo fermentorami (rys. 8.).
Rys. 8. Schemat ideowy podstawowego typu fermentora [4, s. 207]
1 - dopływ kwasu lub ługu do regulacji pH, 2 – dopływ pożywki, 3 – wał z napędem, 4 – środek odpieniający,
5 – odpowietrzenie, 6 – odbijak, 7 – mieszadło trójtarczowe, 8 – kubek pobierczy, 9 – dopływ wody chłodzącej,
10 – doprowadzenie sprężonego powietrza lub gazu, 11 – dyspergator powietrza, 12 – zawór do odpowietrzenia,
13 – płaszcz chłodzący, 14 – odpływ wody chłodzącej, 15 – analizator stężenia CO
2
, 16 – analizator zawartości
rozpuszczonego powietrza
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
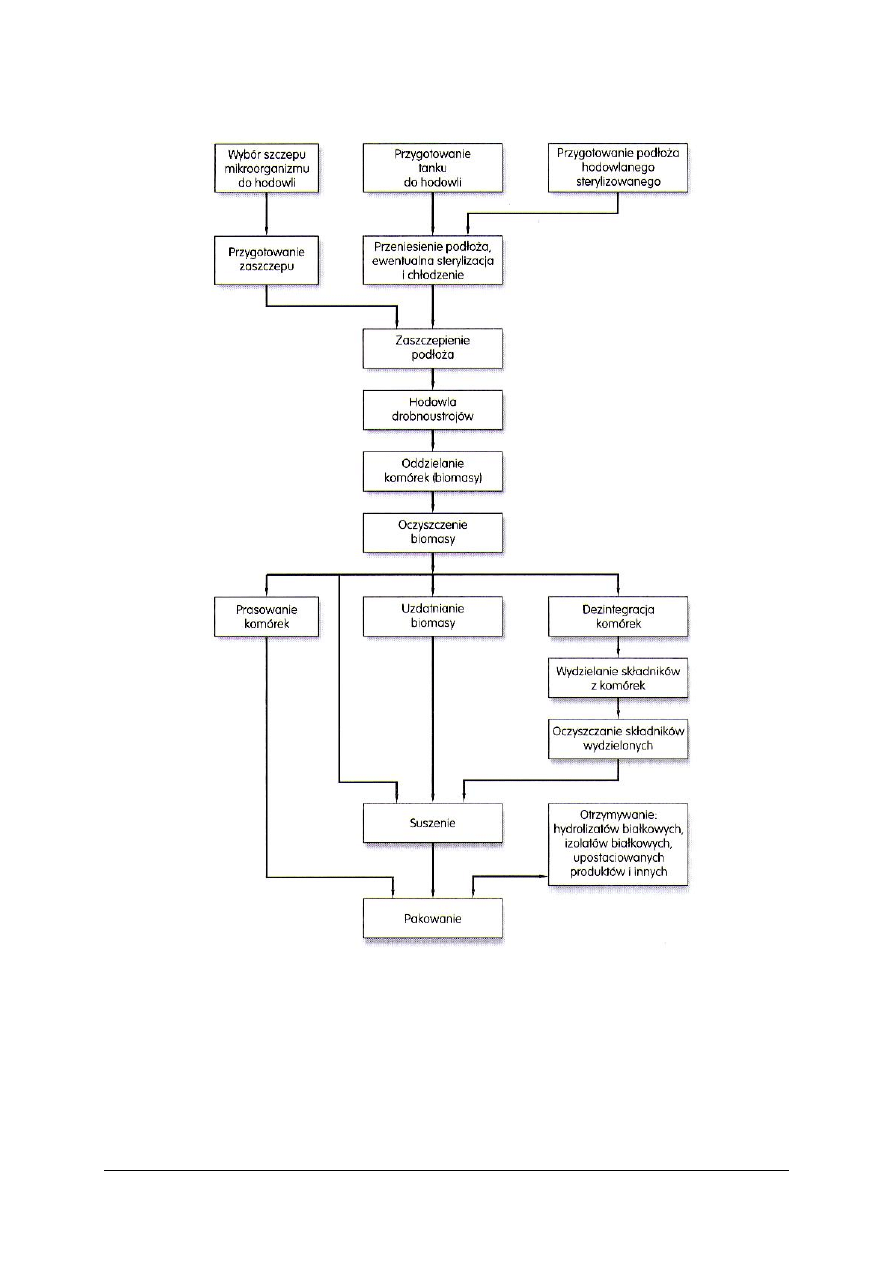
Proces technologiczny produkcji biomasy przebiega zgodnie ze schematem (rys.9)
Rys. 9. Proces technologiczny produkcji biomasy komórkowej [4, s.206]
Produkcja drożdży jest typowym przykładem biosyntezy masy komórkowej. Główny
kierunek produkcji to otrzymywanie drożdży piekarskich, również paszowych oraz
stanowiących surowiec do otrzymywania witamin z grupy B, białek, hydrolizatów
białkowych. Surowcem do produkcji drożdży jest rozcieńczona melasa, wzbogacona
w fosforany i sole amonowe. Warunkiem niezbędnym do namnażanie masy drożdżowej jest
intensywne napowietrzanie, w przeciwnym razie, przy braku dostępu powietrza, drożdże
zaczęłyby fermentować cukier z wytworzeniem alkoholu etylowego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Drożdże otrzymuje się w postaci sprasowanej lub jako drożdże suszone. Drożdże prasowane,
tzw. mokre, zawierają ok. 75% wody. Do wyprodukowania 100 kg drożdży prasowanych
zużywa się przeciętnie 135 kg melasy o średniej zawartości 50% sacharozy. 1/3 energii
rozłożonych cukrów zamieniana jest na energię cieplną.
Drożdże piekarskie, a także piwne i gorzelnicze należą do gatunku Saccharomyces cerevisiae.
Rozmnażają się przez pączkowanie, wytwarzają zarodniki i mają zastosowanie w przemyśle
piekarskim i fermentacyjnym.
Drożdże spożywcze i paszowe nie wytwarzają zarodników i należą do grupy grzybów
niedoskonałych Fungi imperfecti. Jako surowiec do produkcji drożdży paszowych
wykorzystuje się małowartościowe odpady typu wywar z gorzelni przemysłowych, ługi
pocelulozowe itp. Do produkcji drożdży spożywczych stosuje się melasę.
Produkcja biomasy bakteryjnej, pleśniowej i glonowej.
Produkcja biomasy mikrobiologicznej nie ma zbyt szerokiego zastosowania w przemyśle
spożywczym i paszowym. Dopuszczenie biomasy drobnoustrojów do spożycia lub jako
paszy, wymaga uprzednio bardzo dokładnego sprawdzenia pod względem cech
organoleptycznych, wartości odżywczej i zdrowotności. Drobnoustroje mogą bowiem
wytwarzać różne związki toksyczne.
Produkcja biomasy bakteryjnej ma niewątpliwie wiele zalet, jak np. bardzo szybki
przyrost masy, stosunkowo duża zawartość białka w suchej masie komórkowej, duża
zdolność do wykorzystywania różnych substratów i adaptowania się do różnych warunków
środowiskowych. Jednakże ma również wady, które ograniczają jej wykorzystanie: małe
wymiary komórek, podatność na wyradzanie się i działanie bakteriofagów. Większe
zastosowanie jako pasza lub pożywienie może mieć grzybnia pleśni. Zawiera również duże
ilości białka. Może być otrzymywana na podłożach płynnych, np. ściekach przemysłu
owocowo-warzywnego. Grzybnia taka zachowuje przyjemny smak i zapach, zawiera dużo
białka - ok.33%, i można ją szybko i łatwo namnożyć.
Biosynteza
masy
glonów
może
stanowić
potencjalne
źródło
żywności
niekonwencjonalnej. Glony mogą syntezować masę organiczną bogatą w białko, tłuszcze
i inne ważne składniki odżywcze, z wodnego podłoża, zwierającego sole mineralne
i dwutlenek węgla, przy wykorzystaniu energii światła słonecznego.
Fermentacja
Fermentacja oznacza proces metaboliczny beztlenowego zdobywania energii, polegający
na odwodorowaniu związków organicznych. Fermentacja to oddychanie prowadzone bez
udziału tlenu atmosferycznego, prowadzone przez drobnoustroje beztlenowe. W przemyśle
spożywczym do fermentacji zalicza się również procesy z udziałem tlenu, w których jednak
utlenianie nie zachodzi do końca, czyli do otrzymania produktów takich jak CO
2
i H
2
O.
Fermentacje mogą być wykorzystywane do przetwarzania surowców spożywczych,
modyfikowania i utrwalania żywności, otrzymywania czystych składników odżywczych,
enzymów, alkoholi, kwasów organicznych, barwników spożywczych i innych.
W przetwarzaniu surowców, modyfikowaniu żywności i jej biologicznym utrwalaniu
wykorzystuje się drobnoustroje występujące w sposób naturalny (kiszenie kapusty, ogórków),
bądź dodaje się je w postaci szczepionek, zakwasów (produkcja wina, sera, chleba żytniego).
Proces technologiczny należy tak poprowadzić, aby stworzyć drobnoustrojom jak najlepsze
warunki do działania. Po zakończeniu drobnoustroje albo są oddzielane (wirowanie, filtracja),
albo pozostają w produkcie (kiszona kapusta, jogurty).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Fermentacja alkoholowa jest to beztlenowa przemiana cukrów prostych zachodząca
głównie w komórkach żywych drożdży gatunku Saccharomyces cerevisiae i niektórych pleśni
(Mucor), według równania:
C
6
H
12
O
6
= 2 C
2
H
5
OH + 2CO
2
+ 234,5 kJ
Fermentacja przebiega w kilkunastu etapach, przy udziale dużej liczby enzymów zwanych
zymazą Buchnera. Wszystkie zachodzące reakcje są nazwane schematem fermentacyjnym
Embden- Meyerhof- Parnasa.
Fermentacja alkoholowa jest stosowana w gorzelnictwie, winiarstwie, miodosytnictwie,
piwowarstwie. Jest również wykorzystywana w piekarnictwie (produkcja ciasta pszennego)
i mleczarstwie (produkcja kefiru). W fermentacji alkoholowej wymagane jest stosowanie
odpowiedniej szczepionki czystej kultury drożdży, zwykle z gatunku Saccharomyces
cerevisiae, najlepiej dostosowanej do fermentowanego środowiska. Optymalna temperatura
fermentacji alkoholowej wynosi 25-30°C, jednakże np. w piwowarstwie stosuje się znacznie
niższe temperatury, co powoduje wydłużenie czasu fermentacji.
W gorzelnictwie, fermentacja alkoholowa, prowadząca do otrzymania czystego spirytusu,
jest prowadzona w temperaturze optymalnej. W metodzie okresowej trwa 2-3 doby. Powstaje
wówczas 7-12% objętościowych alkoholu.
W browarnictwie fermentacja brzeczki piwnej w temperaturze 5-10°C trwa 1-2 tygodnie
i umożliwia otrzymanie młodego piwa zawierającego 2,5 -5% objętościowych alkoholu. Piwo
to, aby nabrać odpowiednich cech organoleptycznych, musi być poddane dość długiemu
procesowi leżakowania.
W winiarstwie fermentacja jest podzielona na etapy fermentacji głównej (burzliwej), fazy
dofermentowania i fermentacji cichej (wtórnej). Trwa 1-2 miesiące.
W wyniku fermentacji alkoholowej oprócz alkoholu etylowego (C
2
H
5
OH), CO
2
i energii,
powstają jeszcze w mniejszych ilościach produkty uboczne fermentacji (kwas octowy,
bursztynowy, aldehyd octowy, metanol, alkohole wyższe – fuzle). Przy produkcji spirytusu są
one oddzielane i rozdzielane podczas rektyfikacji, natomiast przy produkcji wina, piwa,
napojów mlecznych fermentowanych, pozostają w roztworach, nadając im określone cechy
smakowo-zapachowe.
Fermentacja glicerolowa jest zmodyfikowaną fermentacją alkoholową. Zachodzi ona
w wyniku związania aldehydu octowego, powstającego w typowej fermentacji alkoholowej, za
pomocą dodanego do środowiska wodorosiarczanu (IV). W fermentacji glicerolowej cukier
prosty heksoza jest w połowie przetworzony na glicerol, w połowie na aldehyd octowy oraz CO
2
.
C
6
H
12
O
6
+ NaHSO
3
→ C
3
H
5
(OH)
3
+ CH
3
CHOH∙SO
3
Na + CO
2
Fermentacja kwasu mlekowego jest biochemiczną przemianą beztlenową cukru na
kwas mlekowy przy udziale bakterii kwasu mlekowego.
Wyróżnia się dwie grupy właściwych bakterii kwasu mlekowego:
homofermentatywne – Lactococcus, Lactobacillus, przekształcające glukozę w prawie czysty
kwas mlekowy:
C
6
H
12
O
6
→ 2 CH
3
CHOH∙COOH
heterofermentatywne – Leuconostoc, Betabacterium, wytwarzające z glukozy oprócz kwasu
mlekowego, produkty uboczne: a) etanol i dwutlenek węgla, b) kwas octowy, lub też c) kwas
octowy, dwutlenek węgla i mannitol:
a) C
6
H
12
O
6
→ CH
3
CHOH∙COOH + C
2
H
5
OH + CO
2
;
b) 2C
6
H
12
O
6
→ 2CH
3
CHOH∙COOH + 3CH
3
COOH ;
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
c) 3C
6
H
12
O
6
→ CH
3
CHOH∙COOH + CH
3
COOH + CO
2
+ 2C
6
H
6
(OH)
6
;
Fermentacja kwasu mlekowego jest stosowana do produkcji kwaśnych napojów z mleka
lub serwatki, przy ukwaszaniu śmietany, przy kiszeniu kapusty, ogórków, przy produkcji
ciasta chlebowego z mąki żytniej, przy silosowaniu pasz zielonych. Obecnie stosuje się
fermentację mlekową w nowoczesnej technologii mleczarstwa przy produkcji zakwasów
maślarskich, serowarskich, jogurtów, w gorzelnictwie rolniczym, w produkcji kwasu
mlekowego.
Fermentacja jabłkowo –mlekowa jest to przemiana biochemiczna kwasu jabłkowego na
kwas mlekowy i dwutlenek węgla, prowadzona przez bakterie Bacterium gracile,
Micrococcus malolactius, Micrococcus acidovorax, Micrococcus varians. Przyczynia się ona
do zmniejszenia kwasowości wina i złagodzenia jego cech smakowych.
HOOC∙CHOH∙CH
2
∙COOH → CH
3
∙CHOH∙COOH + CO
2
Fermentacja octowa jest procesem biochemicznym, w którym z etanolu, przy udziale
bakterii octowych Acetobacter, wytwarza się kwas octowy. Utlenianie etanolu przebiega
dwuetapowo:
I. C
2
H
5
OH + H
2
O → CH
3
∙COOH + 2 H
2
- 29,29 kJ,
II. 2H
2
+ O
2
→ 2 H
2
O
+ 477,09 kJ,
Kwas octowy powstaje również w wielu innych reakcjach, np. przy fermentacji
alkoholowej, mlekowej, masłowej, ale głównie jako produkt uboczny, wytwarzany
w niewielkich ilościach. We właściwej fermentacji octowej wykorzystuje się szybko
i intensywnie kwaszące gatunki bakterii octowych Acetobacter schutzenbachii, Acetobacter
aceti, Acetobacter orleanense.
Wyróżnia się trzy metody produkcyjne kwasu octowego:
–
powierzchniową, w której bakterie rozwijają się w postaci kożuszka na powierzchni
wina, rozlanego do płaskich naczyń lub kadzi fermentacyjnych,
–
wiązaną, w której bakterie są związane materiałem nośnym, np. rozwijają się na wiórach
drewna bukowego, wypełniających wysokie kadzie octownicze i omywanych przez
cyrkulujący zacier,
–
wgłębną, w której fermentacja jest prowadzona w specjalnym fermentatorze, tzw.
acetatorze Fringsa (rys.10.). Rozmnażanie bakterii, dzięki wysokosprawnemu systemowi
napowietrzania zachodzi nie tylko na powierzchni, ale w całej masie zacieru.
Rys. 10. Acetator Fringsa [4, s.221]
1- aerator, 2 – dopływ powietrza,3 – dopływ zacieru octowniczego, 4 – odpływ zacieru przefermentowanego,
5 – odpływ powietrza pofermentacyjnego, 6 – układ sterujący

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Ocet to 3,5-15,5% roztwór kwasu octowego.
Zacier octowniczy to wodny roztwór etanolu (6-12% obj.) z dodatkiem pożywki mineralnej
i ewentualnie organicznej.
Fermentacja propionowa polega na przemianie cukrów, mleczanów i innych związków
na kwas propionowy, octowy i dwutlenek węgla, przy udziale bakterii Propionibacterium.
3 CH
3
∙ CH∙ OH∙ COOH → 2 CH
3
∙ CH
2
∙ COOH + CH
3
COOH + CO
2
+ H
2
O
Bakterie propionowe wytwarzają kwas propionowy, witaminę B
12
, niektóre produkują też
enzymy amylolityczne. Propionian wapnia i sodu są wykorzystywane do utrwalania
żywności. Fermentacja propionowa ma zastosowanie przy produkcji serów podpuszczkowych
dojrzewających. Wydzielający się podczas fermentacji dwutlenek węgla, powoduje
powstawanie prawidłowych oczek w serach typu szwajcarskiego i edamskiego. Zwiększa się
także zawartość witamin z grupy B, w tym witaminy B
12
w tych serach.
Fermentacja metanowa zachodzi w środowisku alkalicznym bez udziału tlenu.
Wywoływana jest przez bakterie Methanobacterium, Methanosarcina, Methanococcus.
Powodują one rozkład kwasów organicznych, alkoholi na metan i tlen. Mogą również
fermentować dwutlenek węgla i wodór. Fermentacja ta odgrywa ważną rolę w biologicznym
oczyszczaniu ścieków. Powstający metan może być ze względu na swoją palność
wykorzystany jako źródło energii.
Fermentacja kwasu masłowego zachodzi w warunkach beztlenowych i polega na
przemianie cukrów pod wpływem bakterii masłowych z rodzaju Clostridium na kwas
masłowy. W przemyśle spożywczym fermentacja ta jest niekorzystna, może bowiem
powodować psucie się serów twardych dojrzewających (wzdęcia wtórne serów), niewłaściwą
fermentację kiszonek, psucie się konserw niedostatecznie sterylizowanych.
Fermentacja cytrynianowa jest stosowana do produkcji kwasu cytrynowego na skalę
przemysłową. Prowadzą ją pleśnie, głównie Aspergillus niger. Substratem jest rozcieńczona
do zawartości ok. 15% cukru melasa, oczyszczona i dokwaszona. Stosuje się metodę
powierzchniową na tacach lub wgłębną w tankach fermentacyjnych. Kwas cytrynowy ma
szerokie zastosowanie w technologii żywności, przy produkcji napojów gazowanych,
marmolad, dżemów, majonezów, proszków do pieczenia, jako synergent i przeciwutleniacz,
także w przemyśle farmaceutycznym.
Zastosowanie enzymów w przetwórstwie żywności
Enzymy inaczej biokatalizatory mają na celu przyspieszanie przebiegu reakcji
zachodzących w procesach technologicznych.
Stosowanie preparatów enzymatycznych w technologii żywności przynosi wiele korzyści:
–
powoduje przyspieszenie procesów technologicznych,
–
można otrzymać produkty o korzystnie zmienionych cechach jakościowych lub zupełnie
nowe,
–
można lepiej wykorzystać surowce tradycyjne, a także niespotykane dotąd w przemyśle
spożywczym.
Najczęściej wykorzystuje się następujące grupy enzymów: amylazy, enzymy pektynolityczne,
proteolityczne, lipolityczne.
Amylazy to enzymy katalizujące rozkład hydrolityczny skrobi i glikogenu.
Najważniejszymi są α-amylaza, β-amylaza i glukoamylaza. Enzymy te katalizują hydrolizę
wiązań 1→4-α-glikozydowych.Amylazy to typowe enzymy trawienne. Występują w ślinie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
wydzielinie trzustki kręgowców, w roślinach i drobnoustrojach. Szczególnie dużo amylaz
występuje w zarodkach ziarna zbóż. Od dawna enzymy są wykorzystywane w postaci słodu -
skiełkowanego ziarna jęczmienia. Ostatnio, zamiast słodu stosuje się preparaty amylolityczne
pochodzenia pleśniowego, o wyższej aktywności od słodu, pozwalając w ten sposób na
szybsze, tańsze i dokładniejsze scukrzanie skrobi. Amylazy stosuje się:
–
w gorzelnictwie przy zacieraniu i scukrzaniu surowców skrobiowych,
–
w browarnictwie przy otrzymywaniu brzeczki,
–
w piekarstwie w celu ułatwienia fermentacji ciasta i przedłużenia świeżości pieczywa,
–
w przetwórstwie ziemniaczanym przy produkcji syropów skrobiowych i modyfikacji
skrobi,
–
w produkcji różnego typu odżywek.
Sacharaza to enzym hydrolizujący sacharozę do glukozy i fruktozy oraz rafinozę do
fruktozy i melibiozy. Może być stosowana do:
–
produkcji cukierniczej, przy przygotowaniu syropów cukru inwertowanego, używanego
do produkcji sztucznego miodu, cukierków, likieru,
–
usuwania sacharozy z żywności,
–
zapobiegania krystalizacji melasy,
–
produkcji mrożonych deserów.
Laktaza to enzym hydrolizujący laktozę do D-glukozy i D-galaktozy. Stosuje się ją w:
–
przemyśle mleczarskim, zapobiega krystalizacji laktozy w mleku słodzonym
zagęszczonym,
–
przemyśle fermentacyjnym, pozwala na modyfikację procesów fermentacji laktozy
i lepsze wykorzystanie serwatki
–
produkcji odżywek dla niemowląt.
Enzymy pektynolityczne katalizują rozkład pektyn. Można wyróżnić trzy grupy
enzymów rozkładających pektyny (wielocukrowce kwaśne, o różnym stopniu zestryfikowania
metanolem, złożone z łańcuchów kwasu poligalakturonowego):
–
pektynoesteraza – enzym odszczepiający grupę metoksylową,
–
poligalakturonaza – enzym powodujący hydrolityczny rozkład wiązań w kwasie
poligalakturonowym, wewnątrz łańcucha, lub na jego końcach,
–
pektynoliazy – enzymy powodujące rozpad wiązań glikozydowych bez udziału wody.
Enzymy pektynolityczne mają głównie zastosowanie przy otrzymywaniu moszczów,
klarowaniu soków i win.
Enzymy proteolityczne katalizują hydrolityczny rozpad wiązań peptydowych
w białkach. Należą do nich: aminopeptydazy, karboksypeptydazy, dipepytydazy, proteinazy.
Mogą być wykorzystywane w:
–
przemyśle mięsnym, dla polepszenia kruchości mięsa,
–
przemyśle rybnym, w celu przyspieszenia dojrzewania solonych i marynowanych śledzi,
obniżenia lepkości i zapobieżenia żelowaniu skoncentrowanych rozpuszczalnych
produktów rybnych,
–
przemyśle piekarskim dla zwiększenia plastyczności ciasta chlebowego i jednoczesnej
poprawie tekstury i smakowitości,
–
przemyśle mleczarskim przy produkcji serów (renina, chymozyna, podpuszczka), dla
otrzymania skrzepu, poprawienia smarowności i smakowitości,
–
piwowarstwie dla zapobiegania mętnieniu piwa w trakcie ochładzania,
–
w produkcji autolizatów drożdżowych, modyfikacji białek,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
–
produkcji żelatyny dla skrócenia czasu krzepnięcia beż obniżenia siły krzepnięcia,
–
polepszenia rozpuszczalności żywności sproszkowanej.
Lipazy to enzymy hydrolizujące tłuszcze i estry kwasów tłuszczowych. Lipazy
rozkładające tłuszcze właściwe są typowymi enzymami trawiennymi. Występują w trzustce,
ścianach jelita, soku żołądkowym, także w bogatych w tłuszcz nasionach roślin oleistych.
Działalność lipaz w przemyśle spożywczym generalnie jest szkodliwa, ze względu na
hydrolizę tłuszczów masła, śmietany, margaryny, smalcu, majonezu. Z drugiej strony
hydroliza tłuszczów w serach dojrzewających, zwłaszcza pleśniowych przyczynia się do
wytworzenia w nich odpowiedniego smaku i zapachu. Preparaty enzymów lipolitycznych
mogą być stosowane do:
–
poprawienia właściwości pianotwórczych albuminy jaj,
–
modyfikowania tłuszczu,
–
otrzymywania wolnych kwasów tłuszczowych z tłuszczu maślanego.
Pozostałe enzymy stosowane w technologii przetwórstwa żywności.
Oksydaza glukozowa katalizuje utlenianie glukozy do kwasu glukonowego. Może mieć
zastosowanie w celu zwiększenia trwałości produktów wrażliwych na reakcje Maillarda i tlen
atmosferyczny – produkty jajczarskie, butelkowane piwo, napoje bezalkoholowe.
Katalaza – katalizuje rozkład nadtlenku wodoru, stosowana jest razem z oksydazą jako
przeciwutleniacz niektórych produktów suszonych pakowanych hermetycznie.
Reduktaza diacetylu - katalizuje rozkład diacetylu do bezwonnej acetoiny – polepsza zapach
piwa.
Limonaza oraz naringinaza polepszają smak soków pomarańczowego i grejpfrutowego, przez
rozkład gorzkich składników tych soków.
Stachionaza – hydrolizuje stachiozę i rafinozę do cukrów prostych, dzięki czemu redukuje
wzdęcia wywoływane spożyciem produktów z roślin strączkowych.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie procesy jednostkowe zaliczamy do procesów biotechnologicznych?
2. Jakie są wady i zalety procesów biotechnologicznych?
3. Gdzie ma zastosowanie synteza biomasy?
4. Jak przebiega produkcja drożdży?
5. Jakie czynniki ograniczają wykorzystanie biomasy bakteryjnej?
6. Co to jest fermentacja?
7. Jakie fermentacje wykorzystuje się najczęściej w technologii żywności?
8. Czym różni się fermentacja alkoholowa w gorzelnictwie, winiarstwie i browarnictwie?
9. Gdzie stosuje się fermentację alkoholową?
10. Czym rożni się fermentacja mlekowa prowadzona przez bakterie homofermentatywne
i heterofermentatywne?
11. W jaki sposób produkuje się kwas octowy?
12. Które fermentacje są niepożądane w przemyśle spożywczym?
13. W której fermentacji wytwarza się witaminę B
12
?
14. Jakie korzyści daje zastosowanie enzymów w technologii żywności?
15. Gdzie stosuje się amylazy?
16. Do czego stosuje się: sacharazę, laktazę, enzymy pektynolityczne?
17. Jaki jest cel stosowania enzymów proteolitycznych ?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.3.3. Ćwiczenia
Ćwiczenie 1
Wyjaśnij schemat produkcji drożdży.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat produkcji drożdży,
2) wyszukać w materiałach dydaktycznych schemat produkcji drożdży,
3) wyszukać w katalogach i prospektach firm urządzenia stosowane do produkcji drożdży,
4) ocenić przydatność poszczególnych maszyn i urządzeń w zależności od skali produkcji.
Wyposażenie stanowiska pracy:
−
próbki produktów: drożdże prasowane, suszone, winiarskie
−
schematy technologiczne produkcji drożdży,
−
katalogi stosowanych maszyn i urządzeń,
−
prospekty reklamowe firm produkujących drożdże i maszyny dla drożdżownictwa
−
literatura [4].
Ćwiczenie 2
Wyjaśnij przebieg produkcji enzymów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat produkcji enzymów,
2) wyszukać w materiałach dydaktycznych schemat produkcji enzymów,
3) wyszukać w katalogach i prospektach firm urządzenia stosowane do produkcji biomasy,
4) ocenić przydatność poszczególnych maszyn i urządzeń w zależności od metody produkcji.
Wyposażenie stanowiska pracy:
−
plansze przedstawiające proces produkcji biomasy komórkowej,
−
prospekty reklamowe firm produkujących enzymy, biomasę
−
katalogi reklamowe firm produkujących urządzenia i aparaty do hodowli biomasy,
produkcji enzymów,
−
literatura [4].
Ćwiczenie 3
Porównaj fermentację alkoholową i mlekową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat fermentacji alkoholowej
i mlekowej,
2) wyszukać w materiałach dydaktycznych schemat fermentacji alkoholowej i mlekowej,
3) ocenić zastosowanie i warunki niezbędne dla prawidłowego przebiegu fermentacji
alkoholowej i mlekowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Wyposażenie stanowiska pracy:
−
próbki produktów: kapusta kiszona, ogórki kiszone, kefir, jogurt, chleb żytni, chleb
pszenny,
−
schematy produkcji z zastosowaniem fermentacji alkoholowej i mlekowej,
−
plansze przedstawiające przebieg ideowy fermentacji,
−
katalogi reklamowe firm produkujących urządzenia i aparaty do prowadzenia
fermentacji,
−
literatura [4].
Ćwiczenie 4
Porównaj zastosowanie enzymów amylolitycznych i proteolitycznych w technologii
przetwórstwa spożywczego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat działania i zastosowania
w technologii żywności amylaz i enzymów proteolitycznych,
2) rozróżnić enzymy amylolityczne oraz określić celowość ich stosowania,
3) rozróżnić enzymy proteolityczne oraz określić celowość ich stosowania.
Wyposażenie stanowiska pracy:
−
plansze przedstawiające przebieg produkcji enzymów,
−
schematy technologiczne z zastosowaniem obróbki enzymatycznej,
−
katalogi reklamowe firm produkujących urządzenia i aparaty do produkcji enzymów,
−
literatura [4].
Ćwiczenie 5
Dobierz enzymy do produkcji piwa, serów twardych, soków owocowych, pieczywa
pszennego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w materiałach dydaktycznych informacje na temat działania i zastosowania
enzymów w technologii żywności,
2) wyszukać schematy technologiczne piwa, serów twardych, soków owocowych, pieczywa
pszennego,
3) ocenić celowość i rodzaj enzymów stosowanych w poszczególnych procesach,
4) wypisać enzymy charakterystyczne dla danego procesu i produktu,
5) uzasadnić swój wybór.
Wyposażenie stanowiska pracy:
−
plansze przedstawiające przebieg produkcji enzymów,
−
schematy technologiczne produkcji pieczywa, piwa, soków owocowych, serów
podpuszczkowych,
−
katalogi reklamowe firm produkujących stosowane urządzenia i aparaty,
−
literatura [4].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić procesy biotechnologiczne stosowane w technologii
żywności?
2) ocenić wady i zalety produkcji biomasy?
3) wyjaśnić różnice w działaniu drożdży przy intensywnym dostępie
tlenu i przy jego braku?
4) określić zastosowanie i przebieg fermentacji alkoholowej?
5) wskazać fermentacje korzystne i niepożądane w technologii żywności?
6) rozróżnić bakterie mlekowe?
7) porównać metodę powierzchniową, wiązaną i wgłębną produkcji octu?
8) rozróżnić enzymy stosowane w technologii żywności?
9) wyjaśnić działanie amylaz?
10) określić zastosowanie enzymów pektynolitycznych?
11) wyjaśnić działanie reniny?
12) dobrać enzymy do produkcji?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań dotyczących procesów jednostkowych, o różnym stopniu
trudności: z poziomu podstawowego i poziomu ponadpodstawego. Są to pytania
wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie poprzez zaznaczenie prawidłowej
odpowiedzi - X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić prawidłową).
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas. Kłopotów mogą przysporzyć Ci
pytania: 15-20, gdyż są one na poziomie trudniejszym niż pozostałe.
8. Na rozwiązanie testu masz 45 min.
Powodzenia
ZESTAW ZADAŃ TESTOWYCH
1. Podpuszczkę stosuje się do produkcji:
a) piwa.
b) masła.
c) serów.
d) pieczywa żytniego.
2. Kapusta kiszona swój smak zawdzięcza:
a) fermentacji mlekowej.
b) fermentacji octowej.
c) fermentacji alkoholowej.
d) fermentacji masłowej.
3. Melasa może być wykorzystana do produkcji:
a) kwasu cytrynowego i pektyny.
b) kwasu cytrynowego i drożdży.
c) drożdży i pektyny.
d) kwasu cytrynowego i octu.
4. W produkcji margaryny wykorzystuje się następujący proces:
a) krystalizację.
b) sorpcję.
c) żelifikację.
d) aglomerowanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
5. Krystalizacja sacharozy w produkcji cukru jest przykładem krystalizacji składnika:
a) oddzielanego z roztworu, przez oziębienie roztworu o stężeniu wyższym niż
mieszaniny eutektycznej.
b) oddzielanego z roztworu, przez odparowanie wody.
c) nie oddzielanego z roztworu, przez oziębienie roztworu o stężeniu wyższym niż
mieszaniny eutektycznej.
d) nie oddzielanego z roztworu, przez odparowanie wody.
6. W produkcji napojów gazowanych alkoholowych i bezalkoholowych wykorzystuje się
wysycanie dwutlenkiem węgla, czyli:
a) adsorpcję.
b) absorpcję.
c) desorpcję.
d) destylację.
7. Podczas fermentacji alkoholowej, następuje rozkład cukrów do alkoholu etylowego
i dwutlenku węgla, z wydzieleniem energii. Właściwy przebieg reakcji to:
a) C
6
H
12
O
6
→2 C
2
H
5
OH + 2CO
2
+ 234,5 kJ.
b) C
6
H
12
O
6
→ C
2
H
5
OH + CO
2
+ 234,5 kJ.
c) C
6
H
12
O
6
→2 C
2
H
5
OH + 2CO
2
.
d) 2C
6
H
12
O
6
→2 C
2
H
5
OH + 2CO
2
.
8. Podczas fermentacji mlekowej prowadzonej przez bakterie homofermentatywne
powstaje:
a) kwas mlekowy i dwutlenek węgla.
b) kwas mlekowy i niewielkie ilości octowego.
c) kwas mlekowy.
d) laktoza.
9. Schemat rozkładu skrobi wygląda następująco:
a) skrobia → dekstryny → maltoza → maltodekstryny →glukoza.
b) skrobia → maltoza →dekstryny → maltodekstryny →glukoza.
c) skrobia → maltodekstryny →dekstryny → maltoza → glukoza.
d) skrobia → dekstryny → maltodekstryny → maltoza → glukoza.
10. Jeśli do hydrolizy cukru skrobiowego został użyty kwas solny, wówczas do neutralizacji
stosuje się :
a) NaCl.
b) CaSO
4.
c) CaCO
3.
d) Na
2
CO
3.
11. Wysycenie wodorem podwójnych wiązań kwasów tłuszczowych następuje w wyniku :
a) krystalizacji.
b) emulgowania.
c) uwodornienia.
d) transestryfikacji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
12. Margaryna jest przykładem emulsji:
a) naturalnej typu w/o.
b) naturalnej typu o/w.
c) sztucznej typu w/o.
d) sztucznej typu o/w.
13. Możliwość zatrucia szkodliwymi oparami gazu występuje podczas:
a) saturacji w przemyśle cukrowniczym.
b) sulfitacji w przemyśle owocowo –warzywnym.
c) aglomerowania dekstryn.
d) neutralizacji hydrolizatów białkowych.
14. Amylazy to enzymy, które mają zastosowanie w:
a) produkcji gorzelniczej – scukrzanie skrobi.
b) produkcji serów twarogowych.
c) przemyśle mięsnym – poprawa kruchości mięsa.
d) produkcji serów podpuszczkowych.
15. Spośród przedstawionych procesów fermentacji alkoholowej najdłużej trwa:
a) fermentacja piwa.
b) fermentacja wina.
c) fermentacja ciasta chlebowego.
d) fermentacja gorzelnicza.
16. Na przedstawionym schemacie [4, s.171] krystalizacja może przebiegać samorzutnie
w obszarze:
a) poniżej krzywej A.
b) powyżej krzywej B.
c) pomiędzy krzywą A i B.
d) wzdłuż krzywej A.
17. W przemyśle spożywczym, przy produkcji zup i deserów błyskawicznych, wzrasta
wykorzystanie :
a) modyfikowanej laktozy.
b) modyfikowanych białek.
c) modyfikowanych tłuszczów.
d) modyfikowanej skrobi.
18. Pleśnie Aspergillus niger prowadzą:
a) fermentację jabłkowo-mlekową.
b) fermentację glicerolowi.
c) fermentację propionową.
d) fermentację cytrynianową.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
19. Układ koloidowy, w którym fazą ciągłą jest ciecz i fazą rozpuszczoną też jest ciecz to:
a) piana.
b) emulsja.
c) zawiesina.
d) aerozol.
20. Niekorzystna przemiana izomerów cis w izomery trans występuje podczas:
a) transestryfikacji tłuszczów.
b) modyfikacji tłuszczów.
c) uwodornienia tłuszczów.
d) emulgowania tłuszczów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Prowadzenie procesów jednostkowych w technologii przetwarzania
żywności
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
6. LITERATURA
1. Bednarski W.: Ogólna technologia żywności cz. I . ART, Olsztyn 1996
2. Bijok B., Bijok F., Dąbek A.: Surowce i technologia żywności cz.2. WSiP, Warszawa
1999
3. Chuchlowa J.: Materiały pomocnicze i dodatki do żywności. WSiP, Warszawa 1996
4. Dłużewski M., Dłużewska A.: Technologia żywności 2. WSiP, Warszawa 2001
5. Głowacki S., Krogulec - Sobowiec M., Myzik M.: Metoda projektów jako narzędzie
integracji międzyprzedmiotowej. WOM, Kielce 1999
6. Głowacki S.: O metodzie projektów w kształceniu zawodowym. WOM, Kielce 1996
7. Jarczyk A.: Technologia żywności 3. WSiP, Warszawa 2001
8. Lewicki P.P. red.: Inżynieria procesowa i aparatura przemysłu spożywczego. WNT,
Warszawa 1999
9. Pijanowski E., Dłużewski M., Dłużewska A., Jarczyk A.: Ogólna technologia żywności.
WNT, Warszawa 1996
Wyszukiwarka
Podobne podstrony:
18 Prowadzenie procesów jednostkowych w technologii
Podstawowe procesy jednostkowe w technologii chemicznej
Procesy jednostkowe - egzamin 0, Technologia chemiczna PWR, SEMESTR V, Podstawowe procesy jednostkow
14 Prowadzenie procesów technologicznych produkcji potraw
FOLWYK6.DOC, Technologiczne podstawy procesu nitrowania. Zasady prowadzenia procesu. Aparatura. Sche
Grzyby mikroskopowe stosowane w procesach przemyslowych technologii żywności
Prowadzenie rachunkowości jednostek organizacyjnych nie prowadzących działalności gospodarczej
zasady dobrze prowadzonego procesu negocjacji HE2Q6M2MPHOIDL5HLRWKEMAISIU5NVUXLLDZREA
18 Prowadzenie dzialalnosci rol Nieznany (2)
19 Organizowanie i prowadzenie procesów konserwowania
18 Prowadzenie rachunkowosciid Nieznany (2)
instrukcja bhp przy prowadzeniu procesow dezynfekcyjnych w sortowni odpadow
18 Prowadzenie prac zwiazanych Nieznany (2)
25 Prowadzenie procesu wzbogacania kopalin
więcej podobnych podstron