www.chomikuj.pl/MarWag987
MATERIAŁY METALOWE
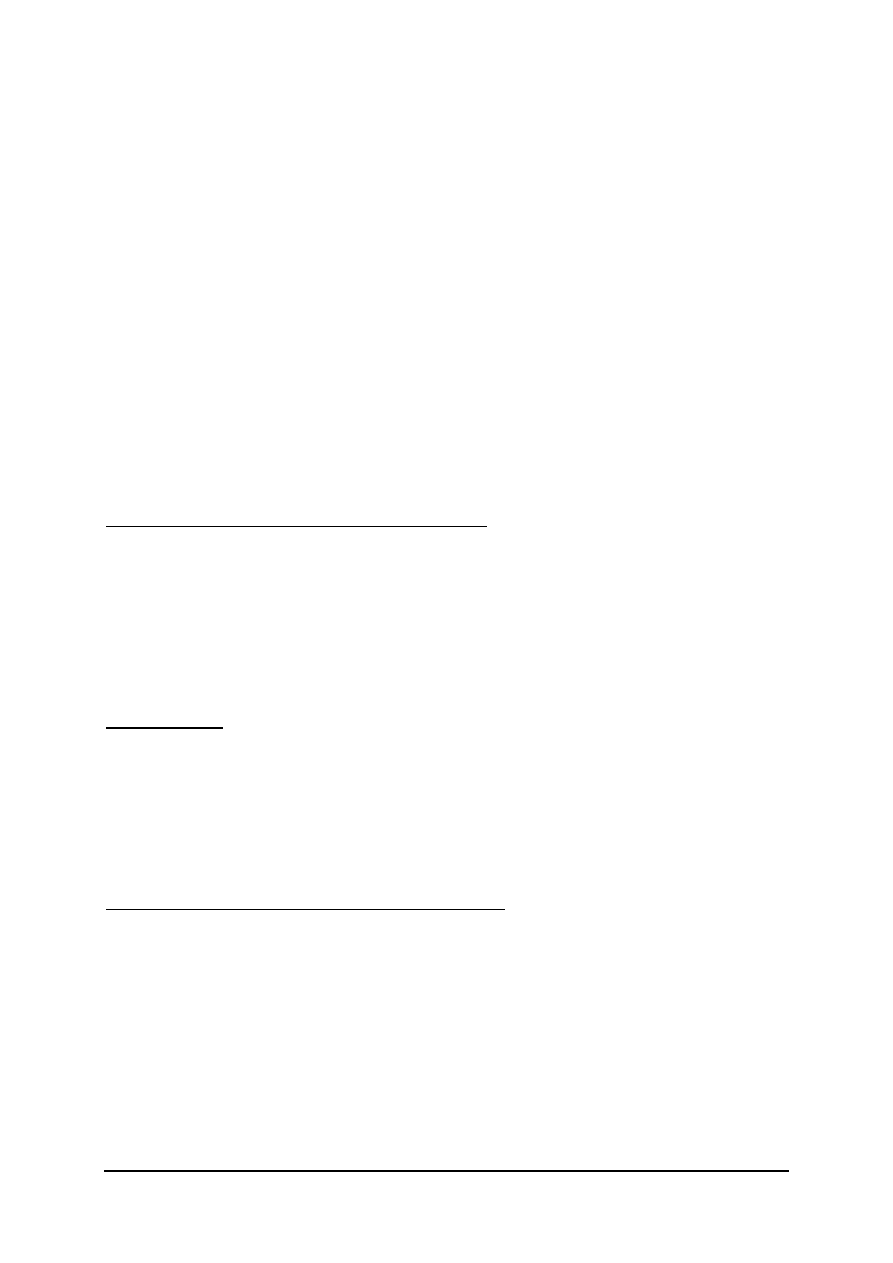
Wiązanie międzycząsteczkowe
Jest to wiązanie siłami van der Waalsa, które działają między atomami prawie wszystkich
pierwiastków. Powstają wskutek nierównomiernego rozmieszczenia ładunku elektrycznego w
chmurach elektronowych atomów. Powoduje to, że atom staje się dipolem i oddziaływa na sąsiednie
atomy. Występują przy tym siły przyciągania, które decydują o skraplaniu gazów szlachetnych i
zestaleniu gazów rzeczywistych. Cechy: przeźroczyste lub zabarwione, nie przewodzą prądu
elektrycznego.
(Rys.1)
Wiązanie jonowe
Wiązanie to występuje między atomami pierwiastków elektrododatnich i elektroujemnych. Atomy
dążą do uzyskania oktetowej struktury elektronowej powłoki zewnętrznej. Np. NaCl powstały z
atomów Na (1 elektron walencyjny), Cl (7 elektronów walencyjnych).
Na + Cl ⇒(Na)
+
( Cl )
-
Atom Na oddaje własny elektron walencyjny Cl wskutek czego zmienia się w jon dodatni natomiast
atom Cl zmienia się w jon ujemny. Powstała cząsteczka NaCl jest dipolem (w anonie ładunek dodatni,
w kationie ujemny). Siła wiązania zwiększa się z ilością przekazywanych elektronów walencyjnych.
Cechy: wiązanie silne, duża twardość i wytrzymałość, wysoka temperatura topnienia, kruche,
nieplastyczne, izolator (stan stały), słabe przewodzenie prądu (stan ciekły).
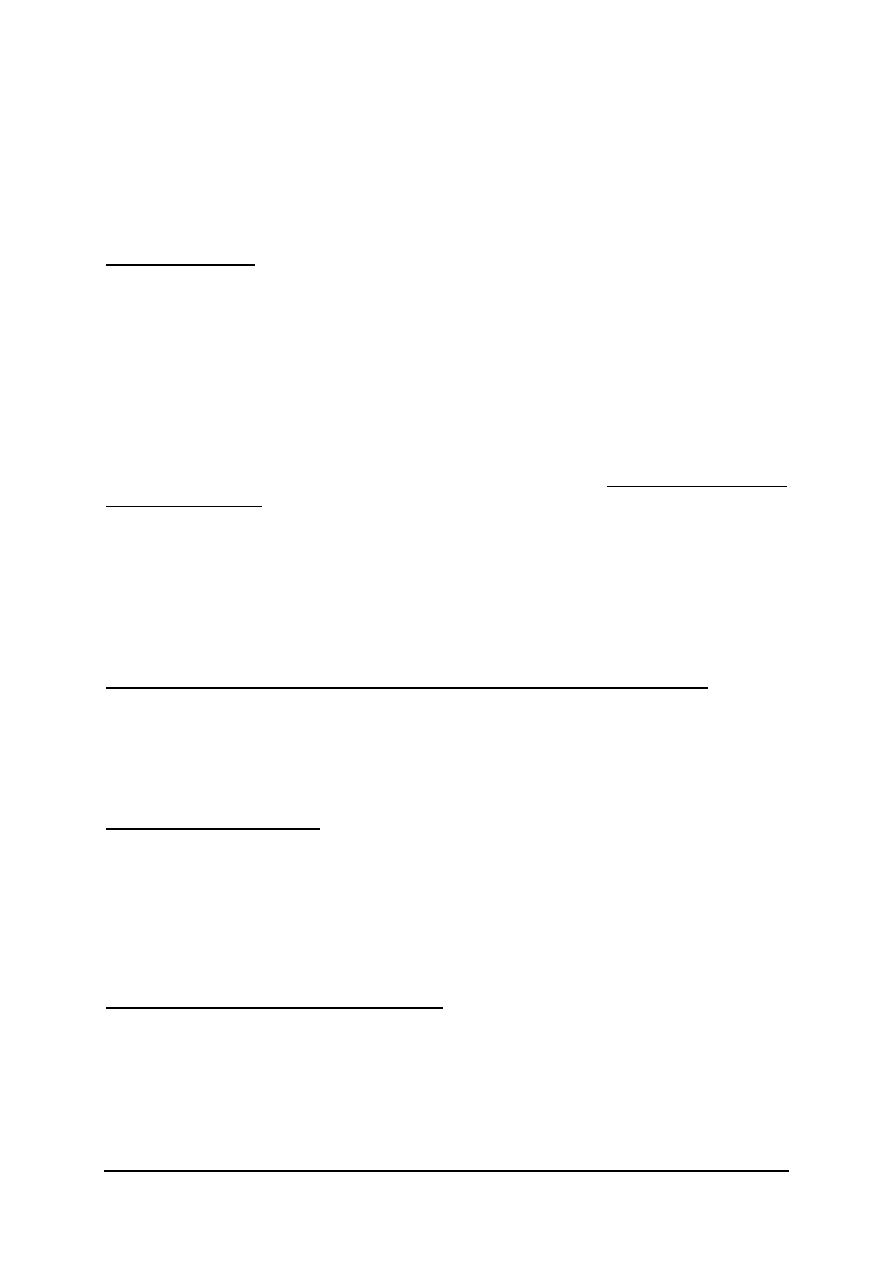
Wiązanie atomowe
Jest to wiązanie kowalencyjne, w którym atomy pierwiastków dążą do tworzenia stabilnych
konfiguracji elektronowych. Np. Atom Cl (7 elektronów walencyjnych) uwspólnia po jednym z
elektronów walencyjnych z drugim atomem Cl.
Cl + Cl ⇒ Cl Cl
Jest to wiązanie nasycone (atom wiąże tylko tyle atomów, ile ma wolnych stanów kwantowych).
Cechy: nieodkształcalne, nie przewodzą prądu elektrycznego.
(Rys. 2)
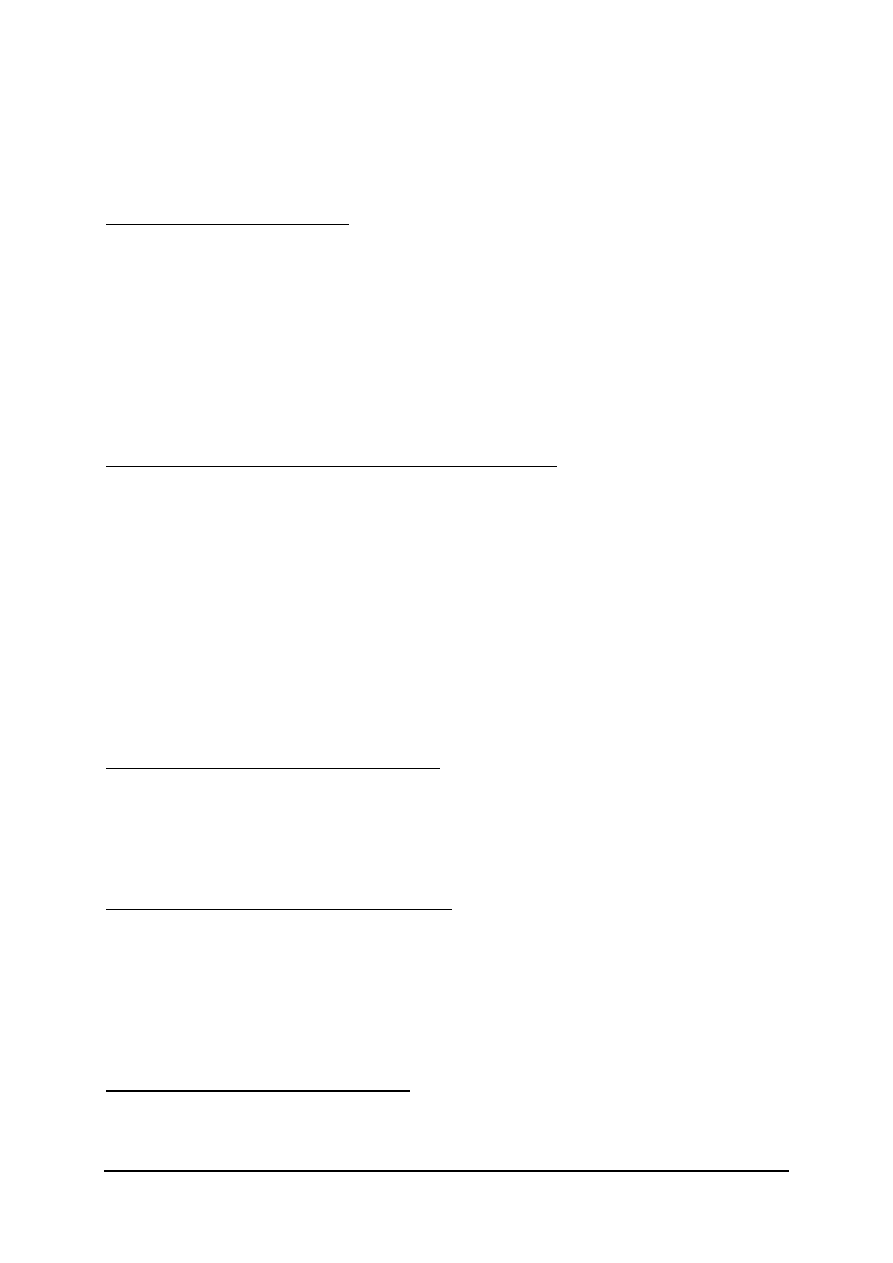
Wiązanie metaliczne
Metal jest zbudowany z atomów pozbawionych elektronów walencyjnych oraz gazu elektronowego.
W krysztale atomu rdzenie atomowe są naładowane dodatnio, natomiast między nimi krąży
naładowany ujemnie gaz elektronowy. Gaz ten jest podstawą wiązania metalicznego. Cechy:
nieprzezroczystość, połysk metaliczny, ściśliwość, przewodnictwo prądu elektrycznego.
(Rys.3)
Układy krystalograficzne
L.P.| Układ | Kąt między osiami | Jednostki osiowe
1 | Regularny |
α
=
β
=
γ
=90 | a=b=c
2 | Tetragonalny |
α
=
β
=
γ
=90 | a=b
≠
c
3 | Rombowy |
α
=
β
=
γ
=90 | a
≠
b
≠
c
4 | Jednoskośny |
α
=
β
=90
≠γ
| a
≠
b
≠
c
5 | Trójskośny |
α≠β≠γ≠
90 | a
≠
b
≠
c
6 | Heksagonalny |
α
=
β
=90
γ
=120 | a=b
≠
c
| Trygonalny |
α
=
β
=90
γ
=120 | a=b
≠
c
7 | lub | |
| Romboedryczny |
α
=
β
=
γ≠
90 | a=b=c
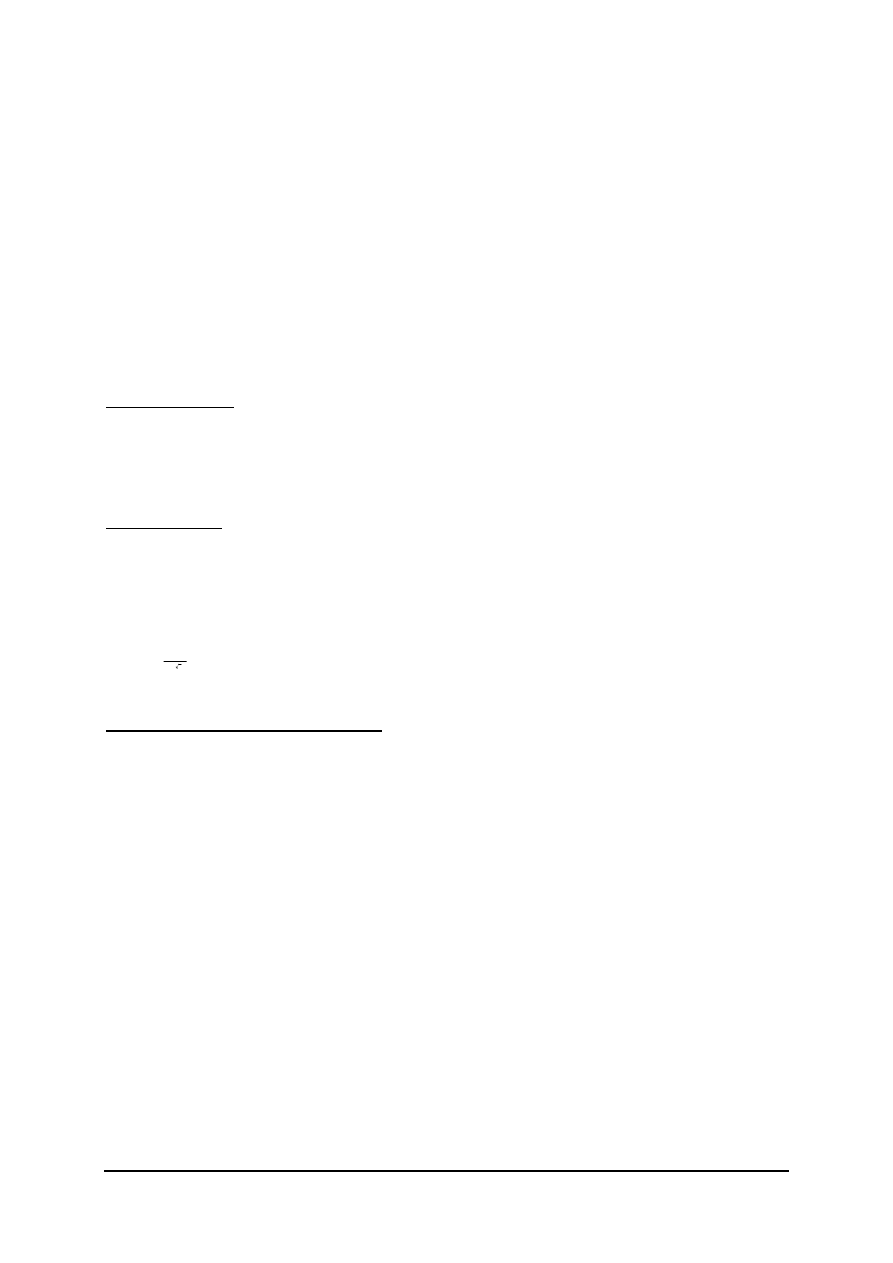
Wyróżnia się 14 różnych grup układów przestrzennych, które nazywają się grupami translacyjnymi
Bravaisa i należą do 7 układów krystalograficznych. Układy te charakteryzują się parametrami,
www.chomikuj.pl/MarWag987
którymi są translacje (a,b,c) w kierunku osi układu (x,y,z). Wyróżnia się również kąty między osiami
(
α
-y i z,
β
-x i z,
γ
-x i y).
(Rys.4)
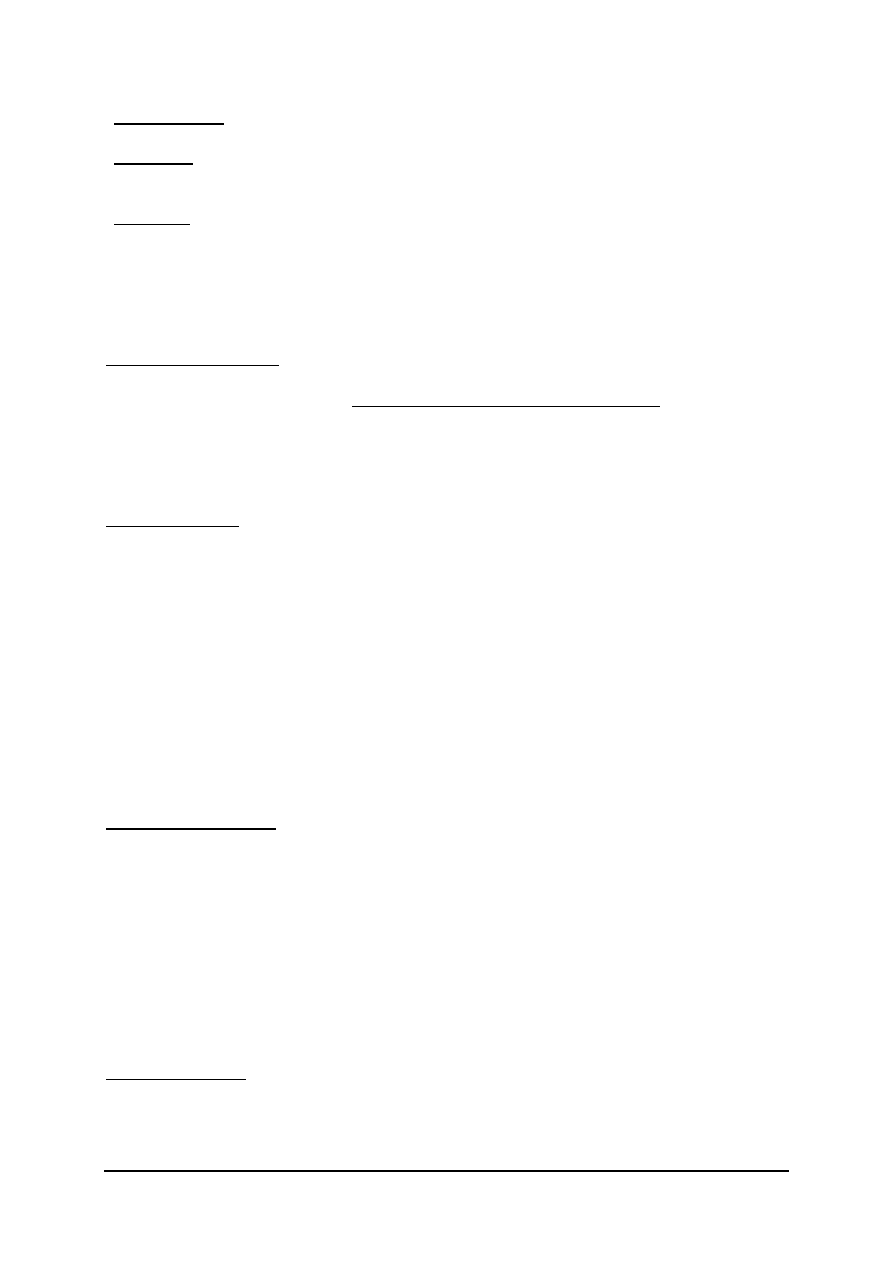
Sieć A1
Sieć regularna ściennie centrowana - A1(RSC)
1. Liczba atomów - 14 z tego 4 na komórkę
2. Promienie luk (przestrzeni międzywęzłowych)
-oktaedrycznych- r
6
=0,41r
A
-tetraedrycznych- r
4
=0,225r
A
3. Promień atomu- r
A
=0,707a
4. Liczba koordynacji wynosi 12 (liczba najbliższych sąsiadów każdego
atomu)
5. Płaszczyzny i kierunki gęstego ułożenia
{111}
<110>
12 systemów poślizgu
6. Sekwencja płaszczyzn ABCABC...
7. Przykłady: Ag, Au, Cu, Al,...
(Rys.5)
Sieć A2
Sieć regularna przestrzennie centrowana - A2(RPC)
1. Liczba atomów - 9 z tego 2 na komórkę
2. Promienie luk (przestrzeni międzywęzłowych)
-oktaedrycznych- r
6
=0,15r
A
-tetraedrycznych- r
4
=0,291r
A
3. Promień atomu- r
A
=0,866a
4. Liczba koordynacji wynosi 8 (liczba najbliższych sąsiadów każdego
atomu)
5. Płaszczyzny i kierunki gęstego ułożenia
{110} {211} {321}
<111> <111> <111>
6*2=12 systemów 12*1=12 systemów 24*1=24 systemy
poślizgu poślizgu poślizgu
6. Sekwencja płaszczyzn ABAB...
7. Przykłady: Cr, Nb, Ta, W,...
(Rys.6)
Sieć A3
Sieć heksagonalna o najgęstszym ułożeniu atomów - A3(HZ)
1. Liczba atomów - 17 z tego 6 na komórkę
2. Promienie luk (przestrzeni międzywęzłowych)
-oktaedrycznych- r
6
=0,41r
A
-tetraedrycznych- r
4
=0,225r
A
c/a=1,663 - struktura idealna
c/a=1,56
÷
1,63 - większość metali
3. Promień atomu- r
A
=a/2
4. Liczba koordynacji wynosi 12 (liczba najbliższych sąsiadów każdego
atomu)
5. Płaszczyzny i kierunki gęstego ułożenia
{0001}
<1120>
1*3=3 systemy poślizgu

www.chomikuj.pl/MarWag987
6. Sekwencja płaszczyzn ABCABC...
7. Przykłady: Zn, Cd, Mg, Ti, Be,...
(Rys.7)
Polimorfizm i alotropia
Pierwiastkami polimorficznymi nazywamy pierwiastki, które podczas nagrzewania, chłodzenia lub
pod wpływem ciśnienia zmieniają swoją budowę krystaliczną. Odmiany tych pierwiastków nazywamy
odmianami alotropowymi. Polimorfizm jest właściwy dla metali podgrupy IIA, metali przejściowych i
pierwiastków zajmujących początkowe pozycje w szeregach lantanowców i aktynowców. Czyli jest
właściwy pierwiastkom o małej różnicy energii między zewnętrznymi stanami energetycznymi
elektronów. O szybkości zmniejszania się energii swobodnej z podwyższeniem temperatury decyduje
ciepło właściwe (zależy one od częstości drgań atomów w węzłach sieci). W przypadku metali
przejściowych, ferromagnetyków, antyferromagnetyków, oprócz drgań atomów w sieci, znaczący
wkład w pojemność cieplną wnoszą składowe: elektronowa i magnetyczna. Np.
768 910 1401 1539
A2
⇔
A2
⇔
A1
⇔
A2
⇔
C
gdzie C jest to stan ciekły.
Krzepnięcie metali i stopów
Krzepnięcie polega na zmianie stanu skupienia substancji z wydzieleniem do otoczenia utajonego
ciepła krzepnięcia. Proces ten zachodzi przez zarodkowanie i wzrost kryształów. Krzepnięcie cieczy
metalowej rozpoczyna się dopiero po jej ochłodzeniu do temperatury topnienia.
(Rys.8)
T-topnienie
K-krzepnięcie
V
TK
= A
TK
* G
TK
* N
TK
*
ν
* exp * (-Q/R*T)
gdzie:
A-współczynnik akomodacji
G-współczynnik geometryczny
N-ilość atomów przemieszczających się w stronę danej fazy
ν
-częstotliwość drgań atomów w określonej fazie
Szybkość wzrostu kryształów
(Rys.9)
V
0
= V
K
- V
T
Zarodkowanie
Rozróżniamy zarodkowanie homogeniczne i heterogeniczne. Zarodkowanie homogeniczne
występuje, kiedy prawdopodobieństwo utworzenia zarodka jest jednakowe w dowolnym miejscu
układu. Występuje tylko i wyłącznie w bardzo czystych metalach. Zarodkowanie heterogeniczne
występuje, kiedy funkcję zarodków przejmują obce cząstki faz stałych, nie rozpuszczone w ciekłym
metalu. Występuje w stopach różnych pierwiastków. Na przebieg zarodkowania heterogenicznego
można oddziaływać, np. przez wprowadzenie do kąpieli metalowej substancji tworzących fazy stałe w
wyniku reakcji chemicznych lub rozpuszczających się i zmniejszających napięcie powierzchniowe na
granicy rozdziału między podłożem a cieczą. Jest to tzw. zarodkowanie katalityczne. Można również
oddziaływać przez poddanie kąpieli wpływom bodźców mechanicznych, np. drgań. Jest to tzw.
zarodkowanie dynamiczne.
Liczba zarodków:
N
i
= N*exp*(-
∆
F / k*T)
gdzie:

www.chomikuj.pl/MarWag987
∆
F-energia swobodna zarodka
k-stała Boltzmanna
∆
F =
∆
F
V
+
∆
F
S
+
∆
F
E
gdzie:
∆
F
V
-różnica energii chemicznych faz
∆
F
S
-różnica energii powierzchniowych
∆
F
E
-energia odkształcenia sprężystego
Szybkość zarodkowania
I
V
= V
0
* S * N
i
gdzie:
S-powierzchnia krytycznego zarodka
N
i
-liczba zarodków
(Rys.10)
Defekty punktowe
Defekty punktowe powstają pod wpływem drgań węzłów sieci wokół położeń równowagowych. Do
defektów punktowych należą wakansy i atomy międzywęzłowe.
Wakansy - wolne węzły sieci
(Rys.11)
Atomy międzywęzłowe - atomy, które opuściły pozycje węzłowe i przemieściły się do pozycji
międzywęzłowych
(Rys.12)
Defekty te powodują naruszenie odległości między atomami. Są one również przyczyną lokalnego
odkształcenia struktury sieciowej kryształu.
Defekty punktowe powstają przez dwa mechanizmy, tzw. defekt Frankla i defekt Schottky’ego.
Defekt Frankla powstaje wskutek przemieszczenia się atomu z pozycji węzłowej w międzywęzłową z
jednoczesnym utworzeniem wakansu. Powstaje w związkach jonowych oraz w metalach o małej
gęstości ułożenia atomów.
(Rys.13)
Defekt Schottky’ego polega na wytworzeniu wakansu w wyniku przemieszczenia się atomu z pozycji
węzłowej sieci na powierzchnię kryształu. Powstaje w metalach technicznych.
(Rys.14)
Ekspansja sieci
(Rys.15)
Kontrakcja sieci
(Rys.16)
Liczba defektów
n = N * exp * (-E / k*T)
gdzie:
N - liczba atomów w krysztale
E - energia aktywacji defektów
k - stała Boltzmanna
T - temperatura
Dyslokacje
Dyslokacje są to liniowe defekty budowy krystalicznej. Defekty te decydują o podatności ciał
krystalicznych na odkształcenia plastyczne. Wyróżnia się następujące dyslokacje: krawędziowe,
śrubowe i mieszane, całkowite, częściowe i kątowe oraz ruchliwe i zakotwiczone (o ograniczonej
zdolności do przemieszczania się w krysztale).
Dyslokacje krawędziowe
Dyslokacja krawędziowa jest to przerwana krawędź płaszczyzny sieciowej w krysztale. Rozróżniamy
dyslokację krawędziową dodatnią (
⊥
) lub ujemną (
Τ
). b - wektor Burgersa - miara wielkości dyslokacji
i związane z nią odkształcenia sieci. Wektor ten wyznacza się za pomocą konturu Burgersa.

www.chomikuj.pl/MarWag987
Brak dyslokacji - kryształ idealny
Poprowadzony wokół każdego węzła sieci kontur Burgersa, odcinający tę samą liczbę translacji sieci,
zamyka się.
(Rys.17)
Kryształ zawiera dyslokację - poprowadzony wokół każdego węzła sieci kontur Burgersa nie zamyka
się (wielkość niedomknięcia jest równa b)
Dyslokacja krawędziowa dodatnia
(Rys.18)
Dyslokacja krawędziowa ujemna
(Rys.19)
Dyslokacja całkowita - wektor Burgersa jest równy translacji sieci
Superdyslokacja - wektor Burgersa jest równy wielokrotności translacji sieci
Dyslokacja częściowa - wektor Burgersa jest równy ułamkowi translacji sieci
Dyslokacje śrubowe
Dyslokacja śrubowa powstaje wskutek przemieszczenia się jednej części kryształu w płaszczyźnie
poślizgu względem drugiej równoległej do osi (linii dyslokacji śrubowej).
(Rys.20)
Kontur Burgersa wokół dyslokacji śrubowej nie zamyka się (wielkość tego zamknięcia jest równa
wektorowi Burgersa b). Rozróżniamy dyslokacje śrubowe prawoskrętne i lewoskrętne.
Dyslokacja śrubowa prawoskrętna
(Rys.21)
Dyslokacja AB (równoległa do swego wektora Burgersa zgodnego z kierunkiem naprężenia)
przemieszcza się w głąb kryształu (tworzy uskok o wielkości b). W przypadku dyslokacji lewoskrętnej
poślizg kryształu przebiega w kierunku przeciwnym. A więc dyslokacje śrubowa jest to
przemieszczenie części kryształu względem drugiej pod wpływem naprężenia.
Dyslokacje mieszane
Dyslokacjami mieszanymi nazywamy dyslokacje o dowolnej orientacji wektora Burgersa względem
swych linii (nakładające się dyslokacje krawędziowe i śrubowe). Dyslokacje mieszane mogą być
krzywoliniowe (dyslokacje nie mogą się w krysztale przerywać, a więc muszą wychodzić na jego
powierzchnię lub tworzyć wewnątrz kryształu zamknięte pętle). W pątlach można wyróżnić odcinki
dyslokacji, do których wektor Burgersa jest prostopadły i równoległy (dyslokacje krawędziowe i
śrubowe). Pozostałe odcinki pętli to dyslokacje mieszane.
Energia dyslokacji
1. Energia dyslokacji śrubowej
E
E
S
Gb l
R
r
=
⋅
+
2
0
4
0
π
ln
gdzie:
E
0
- energia rdzenia dyslokacji o promieniu r
0
(r
0
≈
b
÷
5b)
2. Energia dyslokacji krawędziowej
( )
E
E
l
Gb l
R
r
=
⋅
+
−
2
0
4
1
0
π
ν
ln
gdzie:
ν
- współczynnik Poissona
3. Energia dyslokacji mieszanej
( )
(
)
E
E
m
Gb l
R
r
=
⋅
⋅ −
+
−
2
0
4
1
2
0
1
π
ν
α
ln
cos
gdzie:
α
- kąt między wektorem Burgersa a linią dyslokacji
4. Ogólnie dla metali
E=(4
÷
8)*10
-9
J/m (w rdzeniu 10%)
Siły działające na dyslokację
Przyczyną występowania między dyslokacjami sił wzajemnego oddziaływania są pola naprężeń wokół
linii dyslokacji. Siły te zależą od:
- rodzaju dyslokacji
www.chomikuj.pl/MarWag987
- orientacji swych wektorów Burgersa
- rozmieszczenia w krysztale
Jeżeli dwie równoległe dyslokacje śrubowe o zgodnych wektorach Burgersa b1 i b2 są oddalone od
siebie na odległość r, to odpychają się wzajemnie siłą F
SS
. Jeżeli jedna z dyslokacji jest prawoskrętna a
druga lewoskrętna to dyslokacje przyciągają się z siłą F
SS
.
F
SS
Gb b
r
=
⋅
1
2
2
π
(Rys.22)
Dyslokacje krawędziowe, leżące w tej samej lub w równoległych płaszczyznach poślizgu działają na
siebie siłą F
X
i F
Y
.
( )
(
)
(
)
F
X
Gb b
x x
y
x
y
=
⋅
⋅
−
−
+
1
2
2
2
2
2
2
2
1
π
ν
( )
(
)
(
)
F
Y
Gb b
y
x
y
x
y
=
⋅
⋅
−
+
+
1
2
2
2
2
2 2
2
1
3
π
ν
gdzie:
r - odległość między dyslokacjami
Odkształcenie plastyczne metali
Podstawową próbą wytrzymałości jest statyczna próba rozciągania. Próba ta polega na powolnym,
jednoosiowym rozciąganiu próbki aż do jej zerwania. Granica plastyczności jest to naprężenie, przy
którym obróbka rozpoczyna się makroskopowo wyraźnie odkształcać. Umowna granica plastyczności
jest to naprężenie wywołujące umowne odkształcenie trwałe, równe 0,2 %. Górna granica
plastyczności jest to naprężenie niezbędne do zapoczątkowaniu procesu płynięcia. Dolna granica
plastyczności jest to wartość, do której zmniejsza się naprężenie.
(Rys.23)
gdzie:
E
r
- przewężenie równomierne
E
n
- przewężenie nierównomierne
R
e
- górna granica plastyczności
E =
∆
L / L
0
= (L
1
- L
0
) / L
0
*100%
R
p
= F
p
/ S
0
R
sp
= F
sp
/ S
0
R
e
= F
e
/ S
0
R
m
= F
m
/ S
0
E = E
r
+ E
n
Metody statyczne badania twardości
Pomiar twardości metodą statyczną polega na powolnym wgniataniu w badany materiał wgłębnika o
określonym kształcie pod działaniem określonej siły. Rozróżniamy trzy rodzaje pomiarów twardości:
- pomiar makrotwardości (P>30N)
- pomiar przy małych obciążeniach (2N<P<30N)
- pomiar mikrotwardości (P<2N)
Pomiary makrotwardości (prawo podobieństwa Kicka)
P=cd
2
Pomiary mikrotwardości (prawo Mayera)
P=cd
n
gdzie:
P - obciążenie
c i n - współczynniki materiałowe
d - średnica odcisku
Metoda Brinella
www.chomikuj.pl/MarWag987
Zaletą tej metody jest duża powtarzalność wyników. W badaniu twardości używa się kulki o średnicy
10mm (również kulek o średnicach 10
÷
1mm).
Warunek:
0,25D
≤
d
≤
0,5D
gdzie:
D - średnica kulki
d - średnica odcisku
(Rys.24)
l = 5D <35HB
l = 2D 35-100HB
l = D >100HB
Grubość przedmiotu:
7d >100HB
10d 35-100HB
Metoda Rockwella
Zaletą jest prostota przeprowadzania próby twardości (pomiar głębokości odcisku).
Wgłębnik - stożek o kącie wierzchołkowym 120 ; kulka o średnicy 1/16”.
(Rys.25)
HR = H - h
20HRC = 100HRB
Metoda Vickersa
Uniwersalna metoda pomiaru twardości. W badaniu twardości używa się kulki o takiej średnicy, sby
średnica odcisku wynosiła (0,25
÷
0,50)D
(Rys.26)
Zaletą tej metody jest możliwość badania twardości wszystkich metali i stopów (miękkich i twardych).
Przy pomiarze twardoci występuje błąd pomiaru spowodowany zniekształceniem odcisku (do 10%).
Stosuje się poprawkę (wzór O’Neila)
(
)
H
HV
P
d
z
=
⋅
±
1 8544
2
2
,
Wypukłość i wklęsłość:
(Rys.27)
Badania zmęczeniowe - krzywa Wohlera
Krzywa Wohlera jest to zależność między naprężeniem zmiennym
δ
a średnią liczbą cykli tego
naprężenia N, potrzebną do zniszczenia zmęczeniowego. Wytrzymałość zmęczeniowa jest to wartość
naprężenia, którą materiał może przenieś do cykli (10*10
6
dla stopów żelaza).
(Rys. 28)
gdzie:
Z - wytrzymałość zmęczeniowa
1 - wyraźna wytrzymałość zmęczeniowa (zaprawa materiału)
2 - przypadek ogólny
3 - wyraźna wytrzymałość zmęczeniowa
4 - linia uszkodzeń Frencha
R
z
= 0,35
÷
0,60 R
m
R
z
- wytrzymałość zmęczeniowa
R
m
- wytrzymałość materiału
Odkształcenia plastyczne metali na zimno.
Poślizg. Polega on na wzajemnym przemieszczaniu się jednej części kryształu względem drugiej w
płaszczyznach poślizgu w wyniku ruchu dyslokacji w kierunku poślizgu. Budowa części kryształu
pozostaje niezmieniona. Przemieszczenie się dyslokacji podczas poślizgu odbywa się w określonych
systemach poślizgu tzn. W płaszczyźnie poślizgu {hkl} i kierunkach poślizgu <uvw>. Płaszczyznami i
kierunkami poślizgu są najczęściej płaszczyzny sieciowe i kierunki o najgęstszym ułożeniu atomów.

www.chomikuj.pl/MarWag987
Bliżniakowanie. Polega na jednorodnym ścinaniu o wektor bliżniakowania kolejnych warstw atomów
w płaszczyznach bliżniakowania. Zbliźniaczona część kryształu ulega skręceniu względem części
nieodkształconej w taki sposób że ich struktury krystaliczne są symetryczne osiowo względem
płaszczyzny bliźniakowania
Bliźniakowanie tzw. Mechaniczne jest dyslokacyjnym mechanizmem odkształcenia plastycznego a
bliźniaki mechaniczne wykazują koherentną granicę z nieodkształconą osnową. W czasie wyżarzania
w temperaturze powyżej temp. Rekrystalizacji
Mogą się tworzyć tzw. Bliźniaki żarzenia często w kształcie soczewek wykazujące półkoherentną
granicę bliźniaczą.
Mechanizmy podczas obróbki plastycznej metali na gorąco.
Początkowy etap odkształcenia plastycznego metali na gorąco charakteryzuje się gwałtownym
wzrostem naprężenia spowodowanym znacznym zwiększeniem gęstości dyslokacji. W miarę
odkształcania plastycznego naprężenie płynięcia osiąga wartość maksymalną po czym maleje w
skutek procesów aktywowanych cieplnie. W metalach o dużej energii błędu ułożenia mechanizmem
tym jest zdrowienie dynamiczne. W metalach o małej energii błędu ułożenia decydujące znaczenie
ma rekrystalizacja dynamiczna. Zwiększenie stopnia odkształcenia przy stałej szybkości odkształcenia
powoduje wzrost umocnienia. W metalach i stopach o małej energii błędu ułożenia przy
umiarkowanych odkształceniach oraz w stopach o dużej energii błędu ułożenia przy małych i dużych
odkształceniach występuje poligonizacja dynamiczna jako ostatnie stadium zdrowienia
dynamicznego.. w wyniku tego procesu tworzy się stabilna podstruktura dyslokacyjna podziarn
hamująca przebieg rekrystalizacji dynamicznej i wydatnie zmniejszająca szybkość rekrystalizacji
statycznej.
Przemiany.
Martenzytyczna - przemiana bezdyfuzyjna zachodzi przy dużym przechłodzeniu austenitu do temp
Ms, początku tej przemiany w przypadku dużej liczby stali mniejszej nawet od ok.200C
Przy chłodzeniu z szybkością większą od krytycznej v
k
. W wyniku tej przemiany powstaje martenzyt,
czyli przesycony roztwór węgla w żelazie
α
. Przemiana ta zachodzi pod warunkiem ciągłego obniżania
temperatury w zakresie temp początku przemiany Ms do temp Mf jej końca. Przemiana ta zaczyna się
od utworzenia w austenicie embrionów(błędy ułożenia) które przekraczają wielkość krytyczną. Z
upływem czasu następuje autokatalizacja polegająca na przyspieszeniu zarodkowania. Tworzące się
zarodki odkształcają bowiem otaczającą osnowę i sprzyjają powstaniu nowych zarodków.
Bainityczna – łączy w sobie cechy przemiany bezdyfuzyjnej i dyfuzyjnego przemieszczenia węgla.
Zachodzi przy przechłodzeniu stali do temp w zakresie 450-200C. W wyniku przemiany powstaje
bainit będący mieszaniną ferrytu przesyconego węglem i dyspersyjnych węglików. Zarodkowanie
bainitu rozpoczyna dyfuzyjne przemieszczenie węgla w austenicie do granicy ziarn i dyslokacji.
Zarodkami przemiany są miejsca ubogie w węgiel utworzone w pobliżu granic ziarn i dyslokacji.
Perlityczna – zachodzi po ochłodzeniu austenitu nieznacznie poniżej temp Ar
1
w jej wyniku z
austenitu powstaje mieszanina eutektoidalna złożona z płytek ferrytu i cementytu zwana perlitem.
Siłą pędną tej przemiany jest różnica energii swobodnej austenitu i mieszaniny ferrytu i cementytu.
Przemiana ta jest przemianą dyfuzyjną związaną z przegrupowaniem atomów węgla i zachodzącą
przez zarodkowanie oraz rozrost zarodków. Zarodkowanie perlitu odbywa się heterogenicznie czyli w
sposób uprzywilejowany na cząstkach cementytu, płytkach ferrytu a w jednorodnym austenicie na
granicach ziarn tej fazy. przemiana perlityczna przebiega również przez wzrost czołowych
utworzonych wcześniej płytek.
Obróbka Cieplna stali.
-zwykła-zmiana struktury i własności są spowodowane głównie zmianami temperatury i czasu.
-cieplno mechaniczną-na własności obrabianego materiału wpływa ponadto odkształcenie plastyczne
-cieplno chemiczna- wpływ na skład chemiczny strukturę i własności warstwy wierzchniej wywiera
także ośrodek w którym odbywa się obróbka.
-cieplno magnetyczna- znaczenie odgrywa pole magnetyczne

www.chomikuj.pl/MarWag987
Nagrzewanie- jest ciągłym lub stopniowym podwyższaniem temperatury elementu obrabianego
cieplnie.
Wygrzewanie – polega na wytrzymaniu elementu obrabianego cieplnie w docelowej lub pośredniej
temperaturze
Chłodzenie – to ciągłe lub stopniowe obniżanie temperatury elementu. Chłodzenie z małą prędkością
jest studzeniem natomiast z dużą oziębianiem. Wytrzymanie elementu obrabianego cieplnie w
pośredniej lub docelowej temperaturze podczas chłodzenia jest nazywane wychładzaniem.
Żaroodporność i żarowytrzymałość
żaroodporność to odporność stopu na działanie czynników chemicznych, głównie powietrza oraz
spalin i ich agresywnych składników w temperaturze wyższej niż 550
o
C. Żaroodporność jest ściśle
związana ze skłonnością stali do tworzenia zgorzeli. Zgorzelina powinna stanowić ciągłą warstwę
dokładnie przylegającą do metalicznego rdzenia, co utrudnia dyfuzję utleniacza i jonów metalu.
Wymagania te spełniają nisko węglowe
stale o jednofazowej strukturze ferrytu lub austenitu o dużym stężeniu chromu i niklu oraz
dodatkowy krzemu i aluminium.
Żarowytrzymałość jest nazywana odporność stopu na odkształcenia z czym wiąże się zdolność do
wytrzymywania obciążeni mechanicznych w wysokiej temperaturze – powyżej 550
o
C .
Żarowytrzymałość w temperaturze wyższej od 550
o
C jest uzależniona głównie od odporności na
pełzanie. Duża żarowytrzymałością wykazują wiec stale o strukturze austenitycznej – ze względu na
mniejsze współczynniki dyfuzji niż w ferrycie o znacznej wielkości ziarn i dyspersyjnymi wydzieleniami
faz głównie na granicach ziarn.
Obróbka cieplna stali szybkotnących.
Uzyskanie pożądanych własności stali szybkotnących zależy ponadto od prawidłowo wykonanej
obróbki cieplnej. Stale te są dostarczane w stanie zmiękczonym Zapewnia to dobrą odporność
mechaniczną stali. (rys)
Stale odporne na korozje.
Jako odrębną klasę wśród stali stopowych wyróżniamy stale nierdzewne stale te nie są dzielona na
jakościowe lub specjalne, lecz kryteriami ich dalszego podziału są stężenia Ni lub główna własność
stali..
Stale stopowe jakościowe:
-
spawalne drobno ziarniste o ograniczonej minimalnej granicy plastyczności i udarności
-
stale stopowe zawierające tylko miedz jako dodatek stopowy
-
stale stopowe na produkty płaskie do obróbki plastycznej na zimno
-
stale stopowe na szyny, grodzice, kształtowniki, na obudowy górnicze
-
stale elektrotechniczne
Stale odporne na korozje
Ogólna klasyfikacja :
-
ze względu na strukturę stale odporne na korozje dzieli się na:
1)
ferrytyczne
2)
martenzytyczne
3)
martenzytyczne umacniane wydzielinowo
4)
austenityczne
5)
ferrytyczno -austenityczne
-
stosuje się także podział stali odpornych na korozję uwzględniających ich skład chemiczny:
1)
wysokochromowe
2)
chromowo – niklowe
3)
chromowo niklowo manganowe
www.chomikuj.pl/MarWag987
Stale magnetycznie miękkie
Stale magnetycznie miękkie stosowane w postaci blach elektrotechnicznych prądnicowych zawierają
poniżej 0,08%C i 0,4-3,4%Si. Blachy transformatorowe zawierają 2,8-4,2%Si. Walcowanie blach z tych
stali wykonuje się tak aby uzyskać teksture<100>{110} jest to korzystne ponieważ kierunek <100> jest
kierunkiem najłatwiejszego namagnesowania żelaza. Po walcowaniu blachy poddaje się wyżarzaniu
odwęglającemu doprowadzają do korzystnego zrostu ziarn. Materiały te nie powinny być
odkształcane plastycznie na zimno gdyż zgniot zwiększa koercję.
Stale Austenityczne chromowo-niklowe odporne na korozje.
Wysoką odporność na korozję elektrochemiczną wykazują stale i stopy jednofazowe. W przypadku
dodania więcej niż 8% Ni tali zawierających co najmniej 18% Cr stale te w całym zakresie temperatury
wykazują strukturę austenitu. Stale te maja wyższe własności mechaniczne większą odporność na
korozje i mniejsza skłonność do rozrostu ziarn niż stale o strukturze ferrytycznej. Rozpuszczalność
węgla w austenicie w tych stalach zmniejsza się wraz z obniżeniem temperatury( w temp. Pokojowej
0,04%) towarzyszy temu wydzielanie węglików.
Znaczenie pierwiastków:
Si- twardość+, wytrzymałość+, Granica plastyczności++, wydłużenie-, udarność-, sprężystość+++,
żarowytrzymałość +, podatność na obróbkę plastyczną-, odporność na zużycie---, skrawalność-,
odporność na korozje_,Cr-- twardość++, wytrzymałość++, Granica plastyczności++, wydłużenie-,
udarność-, sprężystość+, żarowytrzymałość +, podatność na obróbkę plastyczną-, odporność na
zużycie+, skrawalność_, odporność na korozje+++,
STALE NARZĘDZIOWE STOPOWE DO PRACY NA ZIMNO Są stosowane na narzędzia nieosiągające w
czasie pracy temperatury wyższej niż 200
O
C. Stale stopowe do pracy na zimno w porównaniu ze
stalami narzędziowymi niestopowymi wykazują podwyższoną hartowność, powodowaną głównie
zwiększonym stężeniem Mn, Cr, a w niektórych gatunkach – także W, V, Ni. Umożliwia to harowanie
stali narzędziowych stopowych w oleju, a nawet powietrzu, zmniejszając prawdopodobieństwo zmian
wymiarowych, paczenia i pęknięć hartowniczych.
Dodatki stopowe, zwłaszcza V, Cr i W, wpływają na tworzenie w stalach narzędziowych węglików
stopowych sprzyjających uzyskiwaniu dużej odporności stali na ścieranie. Pierwiastki te powodują
również wysoką skrawność stali narzędziowych stopowych i opóźniają rozpad martenzytu oraz
spadek twardości podczas odpuszczania.
Obróbka cieplna.
Od stali narzędziowych stopowych do pracy na zimno wymaga się przede wszystkim dużej twardości i
odporności na ścieranie, dlatego poddaje się je hartowaniu i niskiemu odpuszczaniu. Stale
narzędziowe stopowe do pracy na zimno wykazują w stanie zahartowanym strukturę martenzytu
listwowego z austenitem szczątkowym i węglikami nie rozpuszczonymi podczas austenityzowania,
równomiernie rozmieszczonymi w osnowie. Odpuszczenie tych stali odbywa się najczęściej w
zakresie temperatury 150-260
O
C.
Powierzchnia narzędzi wykonywanych ze stali narzędziowych do pracy na zimno powinna być
zabezpieczona przed utlenianiem i odwęglaniem w czasie obróbki cieplnej.
STALE NARZĘDZIOWE STOPOWE DO PRACY NA GORĄCO Są stosowane na narzędzia pracujące w
zakresie temperatury 250-700
o
C. W najniższej temperaturze pracują niektóre narzędzia kuźnicze i
noże do ciecia na gorąco, w najwyższej – matryce pras kuźniczych i do wycinania oraz formy do
odlewania pod ciśnieniem.
Skład chemiczny oraz ich obróbka cieplna zapewniają wysoką wytrzymałość, twardość i odporność na
ścieranie w wysokiej temperaturze pracy. W stalach tych stężenie węgla jest ograniczone do ok. 0,3-
0,6 %. Głównymi pierwiastkami stopowymi są Cr, W, Mo, i V, powodujące efekt twardości wtórnej
podczas odpuszczania.
Obróbka cieplna.
Stale te dostarcza się w stanie zmiękczonym, zapewniającym dobrą obrabialność i jednorodny rozkład
węglików w osnowie ferrytu. W celu zmniejszenia naprężeń cieplnych stosuje się wielostopniowe
nagrzewanie do temperatury austenityzowania, zwłaszcza narzędzi o dużych wymiarach, wykonanych
www.chomikuj.pl/MarWag987
ze stali wysokostopowych. Temperatura austenityzowania stali narzędziowych do pracy na gorąco
jest zawarta w zakresie 850-1150
o
C i dobierana tak, aby nie dopuścić do nadmiernego rozrostu ziarn
austenitu pierwotnego, gdyż powoduje to zmniejszenie ciągliwości stali. Trwałość narzędzi do pracy
na gorąco zależy od poprawnie wykonanej obróbki cieplnej oraz od właściwych warunków
eksploatacji, w szczególności do temperatury ok. 300
o
C przed rozpoczęciem pracy oraz stosowania
odpowiednich środków chłodzących powierzchnie robocze narzędzia po każdym cyklu odkształcenia
plastycznego obrabianego materiału.
STALE SZYBKOTNĄCE Są stosowane głównie na wieloostrzowe narzędzia skrawające, często na
narzędzia wykrojnikowe, a także na narzędzia do obróbki plastycznej na zimno i na gorąco. Stale te
wykazują dużą twardość i odporność na ścieranie w temp. ok. 600
o
C. Wymagane własności, zwłaszcza
bardzo dużą hartowność oraz efekt twardości wtórnej, uzyskuje się przez odpowiednią kombinację
stężenia C i takich pierwiastków stopowych, jak Cr, W, Mo i V, a w wielu gatunkach dodatkowo – Co.
Obróbka cieplna.
Są dostarczane w stanie zmiękczonym. Zapewnia to dobrą obrabialność mechaniczną stali. Ze
względu na małą przewodność cieplną stali szybkotnących w czasie hartowania jest stosowane
stopniowe podgrzewanie narzędzi do temperatury austenityzowania w kąpielach solnych, z
wygrzewaniem w temperaturze ok. 550 i 850
o
C. Czas wygrzewania zależy od wielkości wsadu. W
procesie obróbki cieplnej ważne jest zastosowanie prawidłowej temp. austenityzowania, zwykle o ok.
50-70
o
C
niższej
od
temp.
solidusu
danego
gatunku
stali.STALE
KONSTRUKCYJNE
TRUDNORDZEWIEJĄCE
Wiele konstrukcji stalowych jest podczas eksploatacji narażonych na oddziaływanie zmiennych
warunków atmosferycznych. Stale konstrukcyjne trudno rdzewiejące są przeznaczone do stosowania
w temperaturze otoczenia na elementy konstrukcyjne (spawane, zgrzewane, nitowane lub łączone
śrubami), od których jest wymagana podwyższona odporność na korozję atmosferyczną, także w
środowisku atmosfery przemysłowej.
Stale konstrukcyjne trudno rdzewiejące są stalami niskostopowymi zawierającymi do 0,16% C oraz
dodatki do 1,25% pasywującego Cr i do 0,55% Cu, tworzącej na powierzchni warstewkę pasywującą
złożoną z tlenków chromu lub miedzi oraz siarczanów i węglanów miedzi..
STALE STOPOWE KONSTRUKCYJNE I MASZYNOWE DO ULEPSZANIA CIEPLNEGO Najwięcej
elementów konstrukcyjnych i elementów maszyn podlegających dużym obciążeniom mechanicznym,
jak np. wały, koła zębate, sworznie, korbowody, śruby, trzonki i oprawy narzędzi składanych z częścią
roboczą z węglików spiekanych, powinna być wykonana z materiału łączącego możliwie dużą
wytrzymałość z dużą plastycznością i odpornością na pękanie przy obciążeniach dynamicznych.Stale
maszynowe i konstrukcyjne do ulepszania cieplnego mają średnie stężenie węgla, ok. 0,250,5%,
decydujące o własnościach wytrzymałościowych, oraz dodatki
STALE STOPOWE SPRĘŻYNOWE
Sprężyny i resory są wykonywane najczęściej ze stali sprężynowych. Materiał stosowany na elementy
sprężyste powinien cechować się bardzo dobrymi własnościami sprężystymi, tzn. wysoką granicą
sprężystości Rsp oraz dużą wartością stosunków tej wielkości do granicy plastyczności Re lub Rp0,2 i
wytrzymałości na rozciąganie Rm. Pożądana jest duża wytrzymałość na zmęczenie przy ograniczonych
wymaganiach dotyczących własności plastycznych.Stale sprężynowe zawierają ok. 0,51,25% C
(najczęściej 0,50,8% C), od którego przede wszystkim zależą własności wytrzymałościowe i granica
sprężystości.
STALE STOPOWE MASZYNOWE DO NAWĘGLANIA
Stale stopowe maszynowe do nawęglania cechuje dobra skrawalność, odporność na przegrzanie,
mała skłonność do odkształceń podczas obróbki cieplnej, hartowność dostosowana do przekroju,
obciążeń i cech geometrycznych wykonanych z nich elementów maszyn oraz wysokie własności
wytrzymałościowe nawęglonej powierzchni i duża ciągliwość rdzenia.
Stale stopowe do nawęglania charakteryzują się małym stężeniem C, nieprzekraczającym 0,25% i
zwykle dodatkiem 0,81,7% Cr. W zależności od gatunku zawierają także Mn, Ni, Mo, niekiedy V, W
www.chomikuj.pl/MarWag987
lub Ti. Dodatki Cr, Mn i Ni w stalach tej grupy zwiększają hartowność, zapewniają wymagane
własności wytrzymałościowe rdzenia, a także zmniejszają naprężenia hartownicze w warstwie
nawęglonej. Stężenie wymienionych pierwiastków jest ograniczane, gdyż powodują one obniżenie
temperatury Ms, co wpływa na zwiększenie udziału austenitu szczątkowego, decydującego o
zmniejszeniu twardości warstwy nawęglonej.
STALE STOPOWE DO AZOTOWANIA
Niektóre elementy maszyn, takie jak np. wały korbowe, korbowody, sworznie tłokowe, koła zębate,
tuleje, cylindry, krzywki rozrządu, wały rozrządowe, elementy pompy paliwowej silników
wysokoprężnych, powinny się cechować bardzo twardą i odporną na ścieranie warstwą wierzchnią w
części współpracującej z innymi elementami oraz rdzeniem o dużej wytrzymałości przy możliwie
dużej ciągliwości.
Skład chemiczny stali do azotowania jest zbliżony do stali stopowych do ulepszania cieplnego i jest
tak dobrany, aby poza zapewnieniem dużej hartowności oraz odporności na kruchość odpuszczania,
pierwiastki stopowe tworzyły także dyspersyjne i twarde azotki podczas nasycania warstwy
wierzchniej azotem. Stale te mają najczęściej dodatki Cr, Mo oraz Al, chociaż podane wymagania
spełniają także w mniejszym stopniu średniowęglowe stale chromowe i chromowo–molibdenowe z
dodatkiem V lub Ti.
Ogólna charakterystyka STALI NA ELEMENTY ŁOŻYSK TOCZNYCH Stale stosowane do wytwarzania
elementów łożysk tocznych powinny cechować się bardzo dużą twardością, jednorodnością
struktury, wysokim stopniem czystości oraz hartownością, zapewniającą uzyskanie struktury
martenzytycznej bez austenitu szczątkowego w całym przekroju. Stale te w stanie obrobionym
cieplnie są odporne na ścieranie, wykazują dużą wytrzymałość zmęczeniową i statyczną oraz
odpowiednią ciągliwość.
Dużą twardość i odporność na ścieranie zapewnia stalom na elementy łożysk tocznych węgiel o
stężeniu ok. 1%, a więc znacznie większym niż w innych grupach stali stopowych konstrukcyjnych lub
maszynowych. Wysoka czystość i jednorodna struktura bez skupień i pasmowej segregacji węglików
gwarantują dużą wytrzymałość zmęczeniową. Wymaganą hartowność stale te osiągają dzięki
dodatkowi ok. 1,5% Cr Łożyska toczne, zwłaszcza o największych wymiarach, wykonywane są także
ze stali do nawęglania Stale do nawęglania, z powodu małego stężenia węgla, cechują się dobrą
podatnością na obróbkę plastyczną na zimno, co umożliwia zastosowanie tej technologii do
kształtowania elementów łożysk tocznychi ograniczenie kosztów wytwarzania. Dodatki stopowe, w
tym zwłaszcza Ni
ODKSZTAŁCENIE PLASTYCZNE METALI NA ZIMNO
POŚLIZG: polega on na wzajemnym przemieszczaniu się jednej części kryształu względem drugiej w
płaszczyznach poślizgu w wyniku ruchu dyslokacji w kierunku poślizgu.
BLIŹNIAKOWANIE: polega na jednorodnym ścinaniu o wektor bliźniakowania kolejnych warstw
atomów w płaszczyznach bliźniakowania. Zbliźniaczona część kryształu ulega skręcaniu względem
części nie odkształconej w taki sposób, że ich struktury krystaliczne są symetryczne osiowo względem
płaszczyzny bliźniakowania (stanowią odbicie lustrzane).
ODKSZTAŁCENIE PLASTYCZNE METALI NA GORĄCO
PEŁZANIE DYSLOKACYJNE: w procesie tym w ślad za odkształceniem plastycznym na gorąco
przebiegają dynamiczne procesy aktywowane cieplnie, usuwające częściowo lub niemal całkowicie
skutki umocnienia zgniotowego, tj.: * Zdrowienie dynamiczne * Rekrystalizacja dynamiczna
Pełzanie dyfuzyjne: w skutek oddziaływania składowej normalnej naprężeń występują lokalne
różnice potencjału chemicznego wakansów wyrównujące się podczas pełzania dyfuzyjnego.
Poślizg po granicach ziarn: polega na przesuwaniu się i obrotach ziarn wzdłuż ich granic
szerokokątnych. Poślizg po granicach ziarn w polikryształach odkształcalnych plastycznie na gorąco
jest wyłącznie skutkiem ruchu wzdłuż granic ziarn dyslokacji granic ziarn lub dyslokacji sieciowych.
PRZEMIANY W STALI PODCZAS CHŁODZENIA
W czasie chłodzenia austenitu, w zależności od szybkości chłodzenia i temp. przechłodzenia, mogą
zachodzić przemiany:
www.chomikuj.pl/MarWag987
*Martenzytyczna jest przemianą bezdyfuzyjną i zachodzi przy dużym przechłodzeniu austenitu. W
wyniku tej przemiany powstaje martenzyt, czyli przesycony roztwór węgla w żelazie alfa.
*Bainityczna jest przemianą dyfuzyjną i bezdyfuzyjną przemieszczania węgla. Zachodzi przy
przechłodzeniu stali do temp. ok. 450-200
o
C. W wyniku przemiany powstaje bainit, będący
mieszaniną ferrytu przesyconego węglem i dyspersyjnych węglików.
*Perlityczna w jej wyniku z austenitu powstaje mieszanina eutektoidalna złożona z płytek ferrytu i
cementytu zwana perlitem. Jest przemianą dyfuzyjną, związaną z przegrupowaniem atomów węgla i
zachodzącą przez zarodkowanie oraz rozrost zarodków.
OBROBKA CIEPLNA STALI-zespół zabiegów wywołujący polepszenie własności mechnicznych i fizyko-
chemicznych metali i stopów, powodowane zmianami struktury w stanie stałym w wyniku zmian
temp., czasu oraz działania ośrodka.Mozna wyróżnić następujące rodzaje obróbki-1.obróbka cieplna
zwykła(zmiany struktury i własności są spowodowane głownie zmianami temp, i czasu),2 o. cieplno-
mechaniczna(na własności obrabianego materału wlywa ponadto odkształcenie plastyczne),
3.o.cieplno-chemiczna(istotny wpływ skład chemiczny, strukturę i własności warstwy wierzchniej
wywiera także ośrodek, w którym odbywa się obróbka),4 o.cieplno-megnetyczna(istotne znaczenie
odgrywa poel magnetyczne)Zabiegi obróbki plastycznej-nagrzewanie,wygrzewanie, chłodzenie.
ŻAROODPORNOŚĆ: to odporność stopu na działanie czynników chemicznych, głównie powietrza oraz
spalin i ich agresywnych składników w temperaturze wyższej niż 550°C. Żaroodporność jest ściśle
związana ze skłonnością stali do tworzenia zgorzeliny. Zgorzelina powinna stanowić ciągłą warstwę,
dokładnie przylegającą do metalicznego rdzenia, co utrudnia dyfuzję utleniacza i jonów metalu.
Wymagania te spełniają niskowęglowe stale o jednofazowej strukturze ferrytu lub austenitu, o dużym
stężeniu chromu i niklu oraz dodatkowo krzemu i aluminium.
PIERWIASTKI WPŁYWAJĄCE NA ŻAROODPORNOŚĆ STALI Chrom jest podstawowym pierwiastkiem
zwiększającym żaroodporność stali. Dodatek ok. 5% Cr zapewnia odpowiednią żaroodporność w
temperaturze 600÷650°C. Zwiększenie stężenia tego pierwiastka powoduje wzrost żaroodporności do
ok. 1100°C przy stężeniu ok. 30% Cr w stali. Dodatki Si i Al, mimo analogicznego wpływu na
żaroodporność, są dodawane w ograniczonym stężeniu – odpowiednio ok. 3 i 2,5% ze względu na
niekorzystny wpływ na własności plastyczne stali i obniżanie podatności na obróbkę plastyczną.
Dodatki V i Mo wywierają niekorzystny wpływ na żaroodporność stali. Tlenki wanadu bowiem łatwo
ulegają stopieniu, natomiast tlenki molibdenu utleniają się. Nikiel nie jest samodzielnie stosowany,
gdyż nie zwiększa żaroodporności stali.
ŻAROWYTRZYMAŁOŚCIĄ jest nazywana odporność stopu na odkształcenia, z czym wiąże się
zdolność do wytrzymywania obciążeń mechanicznych w wysokiej temperaturze – powyżej 550°C.
Żarowytrzymałość w temperaturze wyższej od 550°C jest uzależniona głównie od odporności na
pełzanie (rys. 6.25). Dużą żarowytrzymałość wykazują więc stale o strukturze austenitycznej – ze
względu na mniejsze współczynniki dyfuzji niż w ferrycie (porównaj rozdz. 6.3.2), o znacznej wielkości
ziarn i z dyspersyjnymi wydzieleniami faz, głównie na granicach ziarn.
PIERWIASTKI WPŁYWAJĄCE NA ŻAROWYTRZYMAŁOŚĆ STALI Nikiel przy stężeniu 9%, w obecności ok.
18% Cr, powoduje tworzenie trwałej struktury austenitycznej, co decyduje o zwiększeniu
żarowytrzymałości stali. Żarowytrzymałość podwyższają pierwiastki stopowe zwiększające energię
wiązania atomów sieci roztworu stałego, a więc podwyższające temperaturę topnienia i
rekrystalizacji, do których należą Mo, W, V, Co, a także Ti, Cr i Si. Żarowytrzymałość jest ponadto
zwiększana w wyniku umocnienia zgniotowego oraz utwardzania wydzieleniowego.
STOPY ALUMINIUM:
Z KRZEMEM (SILUMINY) zawierają one dodatki Cu, Mg i Mn, zwiększające wytrzymałość. Aluminium
tworzy z krzemem układ z eutektyką występującą przy stężeniu 12,6% Si i dwoma roztworami stałymi

www.chomikuj.pl/MarWag987
granicznymi o rozpuszczalności skaładników zmniejszającej się wraz z obniżeniem temp Roztwór α
wykazuje sieć regularną typu A1.
Z MAGNEZEM wykazują największą odporność na korozję i najmniejszą gęstość Zawierają zwykle
inne dodatki stopowe wprowadzane w niewielkim stężeniu. W celu usunięcia niekorzystnej
dwufazowej struktury stopy te poddawane są przesycaniu z temp wyższej od granicznej
rozpuszczalności Mg w Al.
Z MG DO OBRÓBKI PLASTYCZNEJ (HYDRONALIA) Zawierają 0,4-5,6% Mg, a także niewielki dodatek Si
Cr Fe Pb Charakteryzują się podwyższonymi własnościami mechanicznymi, odpornością na korozję w
środowisku wody i atmosfery morskiej oraz dobrą spawalnością i podatnością na głębokie tłoczenie.
Mają strukturę dwufazową Własności wytrzymałościowe tych stopów są zwiększone w wyniku
umocnienia zgniotowego.
WIELOSKŁADNIKOWE STOPY Z CYNKIEM (DURALE CYNKOWE) wykazują największe własności
wytrzymałościowe są mało odporne na korozję w szczególności naprężeniową Ograniczenie ich
stosowania jest związane z małą odpornością na działanie podwyższonej temp Ich obróbka cieplna
polega na wyżarzaniu rekrystalizującym w temp ok.410C oraz na utwardzaniu wydzieleniowym.
Z MIEDZIĄ I MAGNEZEM DO OBRÓBKI PLASTYCZNEJ (DURALE MIEDZIOWE) Mają podwyższone
własności wytrzymałościowe oraz zmniejszone własności plastyczne i podatność na obróbkę
plastyczną Ich skład chemiczny jest dobierany tak aby w stanie równowagi w temp pokojowej
wykazywały strukturę α Podczas krystalizacji w warunkach technicznych tworzą się jednak podwójne
lub potrójne eutektyki zwłaszcza w stopach o większym stężeniu.
STOPY MIEDZI
STOPY MIEDZI Z CYNKIEM
Stopy miedzi z cynkiem, jako głównym pierwiastkiem stopowym, są nazywane mosiądzami.
Mosiądze dwuskładnikowe– ze względu na skład fazowy – dzieli się na: jednofazowe – o strukturze
roztworu α i stężeniu od 2 do 39% Zn, dwufazowe o strukturze mieszaniny α + β i stężeniu od 39 do
45% Zn. Mosiądze jednofazowe cechuje bardzo duża plastyczność, co umożliwia stosowanie ich na
produkty głęboko tłoczone i obrabiane plastycznie na zimno
Odcynkowanie zachodzi w mosiądzach dwufazowych oraz jednofazowych o stężeniu Zn
przekraczającym 20% zanurzonych w elektrolitach zawierających Cl. W elektrolitach takich Cu oraz
Zn przechodzą do roztworu, z którego Cu wytrąca się w postaci gąbczastej, co wzmaga korozję
(porównaj rys. 5.70c). Odcynkowanie nie powoduje zmian kształtu korodującego przedmiotu, lecz
wpływa na znaczne obniżenie własności wytrzymałościowych mosiądzu.
STOPY MIEDZI Z NIKLEM
Ważną grupę technicznych stopów miedzi przeznaczonych do obróbki plastycznej stanowią stopy z
niklem, nazywane tradycyjnie miedzioniklami. Stopy te, których głównym dodatkiem jest Ni o
stężeniu do 40%, zawierają także 1÷2% Si, Al, Fe lub Mn. Nikiel powoduje podwyższenie własności
mechanicznych, odporności na korozję, rezystywności oraz siły termoelektrycznej miedzionikli.
Miedzionikle są oparte na układzie Cu–Ni o nieograniczonej rozpuszczalności składników w stanie
ciekłym i stałym. Można wydzielić dwie grupy miedzionikli, a mianowicie: odporne na korozję, takie
jak CuNi30Mn1Fe (tradycyjnie zwany melchiorem), CuNi6Al2 (zwany kunialem), CuNi3Si1Mn,
CuNi19 (zwany nikieliną) i CuNi25 (stosowany do wytwarzania monet), oporowe, w tym głównie
CuNi44Mn1 (zwany konstantanem).
STOPY MIEDZI Z CYNĄ
Miedź tworzy z cyną jeden roztwór stały graniczny α krystalizujący w sieci A1 oraz 6 roztworów
stałych wtórnych na osnowie faz międzymetalicznych

www.chomikuj.pl/MarWag987
Techniczne stopy Cu z Sn, nazywane tradycyjnie brązami cynowymi, mają zazwyczaj strukturę
roztworu α. Duży zakres temperatury krystalizacji brązów o strukturze α sprzyja jednak ich skłonności
do segregacji. Z tego powodu w stopach chłodzonych w warunkach rzeczywistych, nawet przy
niewielkim stężeniu Sn, oprócz niejednorodnej fazy α tworzą się fazy, które w warunkach równowagi
występują przy większym stężeniu Sn. Segregacja może być w pewnym stopniu usunięta przez
długotrwałe wyżarzanie ujednorodniające w ciągu 24 h w temperaturze 700÷750°C. Brązy cynowe
wykazują dobrą odporność na korozję, szczególnie w środowisku atmosfery przemysłowej i wody
morskiej. Odporność ta ulega polepszeniu wraz ze zwiększeniem stężenia Sn, lecz do wartości nie
większej od zapewniającej wystąpienie struktury dwufazowej, decydującej o ułatwieniu korozji. Brązy
cynowe o strukturze jednorodnego roztworu α cechuje duża plastyczność i z tego względu mogą być
obrabiane plastycznie na zimno, podobnie jak stopy o niejednorodnej strukturze α, zawierające nie
więcej niż 4% Sn. Wraz ze zwiększeniem stężenia Sn ponad ok. 4% w strukturze pojawiają się fazy
międzymetaliczne, najczęściej przechłodzona faza δ wchodząca w skład mieszaniny eutektoidalnej α
+ δ.
STOPY MIEDZI Z BERYLEM I ICH OBRÓBKA CIEPLNA
Stopy Cu z Be, nazywane tradycyjnie brązami berylowymi, zawierają do 2,1% głównego pierwiastka
stopowego, często Co i Ni, a niekiedy do 0,25% Ti Stopy te są brązami o najwyższych własnościach
mechanicznych oraz odporności na korozję i ścieranie. Cechują się dużą przewodnością cieplną i
elektryczną (zwiększa ją dodatek Co), brakiem skłonności do iskrzenia oraz dobrą podatnością na
obróbkę plastyczną na zimno i na gorąco
STOPY MIEDZI Z KRZEMEM
Techniczne stopy Cu z Si, nazywane brązami krzemowymi, wykazują strukturę jednofazową roztworu
α, a stężenie Si w stopach dwuskładnikowych nie przekracza 3÷4%. Jednofazowa struktura zapewnia
brązom krzemowym duże własności plastyczne, przy czym Si powoduje zwiększenie ich odporności
na korozję. Praktyczne zastosowanie znalazły głównie brązy krzemowe wieloskładnikowe zawierające
dodatki Mn, Fe, Zn, Ni, niekiedy także Co i Cr. Pierwiastki Mn, Zn i Ni, występujące w roztworze, silnie
zmniejszają rozpuszczalność Si w fazie α, przy czym Mn i Ni zwiększają wytrzymałość i odporność na
korozję, natomiast Zn polepsza lejność. Własności mechaniczne najbardziej poprawia Fe.
STOPY MIEDZI Z MANGANEM
Stopy Cu z Mn (nazywane brązami manganowymi) zawierają zwykle 5÷6 lub 12÷15% Mn i są
przeznaczone do obróbki plastycznej. Najczęściej stosuje się stopy wieloskładnikowe, oprócz Mn
zawierające Ni, w niektórych gatunkach także Si lub Al. Manganin CuMn12Ni3 o bardzo małej
rezystywności jest stosowany
Wyszukiwarka
Podobne podstrony:
materialy metalowe id 286273 Nieznany
Materialy pomocnicze 4 id 28534 Nieznany
Konstrukcje metalowe 2 id 24632 Nieznany
Materialy oprobowanie(1) id 285 Nieznany
Materialy wybuchowe 2 id 285462 Nieznany
materialy z zajec 2 id 286506 Nieznany
Materialy 5 GLIKOLIZA id 767132 Nieznany
IMIR materialy prad id 211874 Nieznany
Materialy pomocn id 286338 Nieznany
materialy z zajec 5 id 286508 Nieznany
Material teoretyczny id 284375 Nieznany
materialy szkoleniowe 2 id 2863 Nieznany
materialy 10 id 284528 Nieznany
Materialy Pomocnicze (1) id 285 Nieznany
materialy korespondencja id 28 Nieznany
metaloznawstwo id 293927 Nieznany
materialy z zajec 1 id 286505 Nieznany
Materialy 8 FERMENTACJI id 7671 Nieznany
Materialy pomocnicze id 285330 Nieznany
więcej podobnych podstron