1
Politechnika Wrocławska
W y d z i a ł M e c h a n i c z n y
W y d z i a ł M e c h a n i c z n y
Instytut Technologii Maszyn i Automatyzacji
Kierunek studiów:
Mechatronika
Mechatronika
Studia I-stopnia, rok I, sem. 2
Rok akademicki 2010/11
Materiały do wykładu „
Wst
ę
p do
Wst
ę
p do
mechatroniki
mechatroniki”
Realizacja projektów mechatronicznych,
modelowanie i symulacja, rozwój oprogramowania
Dr in
ż
. Zbigniew Smalec (p. 3.19 B-4)
Cz
ęść
8 (1 – 48)
Wrocław, 2011
Zapotrzebowanie na zmiany w cyklu
ż
ycia wyrobów
Zmiany w cyklu
ż
ycia wyrobów dotycz
ą
:
nowo odkrytych zjawisk (efektów) fizycznych,
wykorzystania alternatywnych zjawisk fizycznych,
wykorzystania alternatywnych materiałów,
zastosowania alternatywnych funkcji lub struktur funkcji,
poprawy istniej
ą
cych wyrobów w celu:
– ekonomicznego wytwarzania,
– ni
ż
szych kosztów eksploatacji,
– mniejszej emisji hałasu lub szkodliwych substancji,
– wy
ż
szej mocy (mo
ż
liwo
ś
ci),
– lepszego komfortu,
– mniejszej lub l
ż
ejszej budowy,
– spełnienia nowych przepisów,
– etc.
nowych metody wytwarzania,
zwi
ę
kszenia stopnia automatyzacji,
nowych potrzeb i zada
ń
,
zmiany sposobu zachowania.
2
Cechy rozwi
ą
za
ń
mechatronicznych
Własno
ś
ci:
Własno
ś
ci:
-
-
-
Elastyczno
ść
Dokładno
ść
, dzi
ę
ki pomiarom
Bezpiecze
ń
stwo, dzi
ę
ki
nadzorowaniu
Zwarto
ść
, dzi
ę
ki sprz
ęż
eniu
zwrotnemu
Przebiegi adaptacyjne
Ryzyko wskutek bł
ę
dów
oprogramowania
Koszty pomiarów
Koszty nadzorowania
Problemy ze stabilno
ś
ci
ą
Nakłady rozwojowe
Równoległy rozwój i ł
ą
czenie zada
ń
mechanicznych i elektronicznych w jednym
urz
ą
dzeniu oraz zastosowanie elastycznie dopasowywanych, zaawansowanych
rozwi
ą
za
ń
komponentowych umo
ż
liwia ró
ż
norodne przypadki zastosowa
ń
. Aby
móc spełni
ć
rosn
ą
ce wymagania dotycz
ą
ce jako
ś
ci i niezawodno
ś
ci, rozwój
systemów mechatronicznych zmierza coraz silniej w kierunku modułów ł
ą
czonych
sieci
ą
i zdolnych do diagnostyki. Natomiast ich dalszy rozwój odbywa si
ę
w
kierunku wielofunkcyjnego poł
ą
czenia aktuatorów, sensorów i sterowników
(regulatorów), przy zastosowaniu bezprzewodowych rozwi
ą
za
ń
w zakresie
zasilania elektrycznego i przesyłania informacji (komunikacji).
Czynnikami nap
ę
dzaj
ą
cymi wi
ę
ksze zastosowanie rozwi
ą
za
ń
mechatronicznych (np.
w samochodach) s
ą
obecnie szczególnie:
zwi
ę
kszenie zakresu funkcyjnego,
poprawa niezawodno
ś
ci i trwało
ś
ci (
ż
ywotno
ś
ci),
redukcja wielko
ś
ci, obj
ę
to
ś
ci i ci
ęż
aru,
polepszenie relacji u
ż
yteczno
ść
/ koszty,
zwi
ę
kszenie inteligencji i funkcjonalno
ś
ci w sposób zdecentralizowany i zdalny,
poprawa ergonomii i interfejsów człowiek-maszyna HMI (ang. Human-Machine
Interface),
zawierania nowych zastosowa
ń
w funkcjach, np. karoserii i komfortu (samochód),
redukcja zapotrzebowania na energi
ę
.
Wielofunkcyjno
ść
systemów mechatronicznych
3
Integracja i wykorzystanie ró
ż
nych mo
ż
liwo
ś
ci
Informat
Informat
y
y
k
k
a:
a:
G
ę
sto
ść
integracji:
0,13 µm
Koszty dla funkcji:
2 $ / 1 mln bramek
Straty mocy na funkcj
ę
:
10 mW / 1 mln bramek
Cz
ę
stotliwo
ść
pracy:
2 GHz
Sensoryka
Sensoryka
:
:
Nowe materiały:
krzem, ceramika, ...
Integracja:
elektronika w obiekcie (na miejscu)
Miniaturyzacja:
np. czujniki poduszek powietrznych
Aktuatoryka/ elektronika mocy:
Małe oporno
ś
ci własne (straty):
10 m
Ω
Ω
Ω
Ω
dla 10 A
Małe czasy zał
ą
czania:
100 ns
Integracja:
elektronika w obiekcie
Mechanika:
Nowe materiały, lekka budowa:
kompozyty
Systemy mechatroniczne w samochodach przyczyniaj
ą
si
ę
do zwi
ę
kszenia bezpiecze
ń
stwa oraz
optymalizacji pracy silnika lub zu
ż
ycia paliwa. Umo
ż
liwiaj
ą
one równie
ż
nowe usługi, w których
wykorzystuje si
ę
poł
ą
czenie telekomunikacji i informatyki (telematyki), np. zdaln
ą
diagnostyk
ę
w przypadku
awarii lub szukanie skradzionych pojazdów.
Wa
ż
nym argumentem za stosowaniem systemów mechatronicznych w samochodach s
ą
tak
ż
e koszty.
Odwzorowanie funkcji w oprogramowaniu jest bowiem znacznie korzystniejsze, ani
ż
eli opracowanie i
wytworzenie zespołu mechanicznego. Ponadto zastosowanie elektroniki i oprogramowania pozwala na
zaoszcz
ę
dzenie miejsca i umo
ż
liwia wi
ę
ksze zag
ę
szczenie funkcji. Poniewa
ż
cykle rozwojowe dla
elektroniki i oprogramowania s
ą
krótsze ni
ż
dla zespołów mechanicznych, to nowe funkcje mo
ż
na szybciej
zaimplementowa
ć
nawet w zaawansowanym ju
ż
stadium rozwoju całego samochodu i tym samym
elastycznie reagowa
ć
na zapotrzebowanie rynku. Dlatego te
ż
wszyscy producenci nastawiaj
ą
si
ę
na to,
ż
e
w samochodach jest coraz wi
ę
cej techniki komputerowej.
Pewnym problemem w rozwoju systemów mechatronicznych stosowanych w samochodach, oprócz ogólnie
akceptowanego systemu operacyjnego, jest jeszcze brak modułów programowych dla okre
ś
lonych funkcji,
które mogłyby by
ć
przenoszone z jednego modelu samochodu na inny. Samo oprogramowanie w
modelach samochodów tych samych producentów ró
ż
ni si
ę
cz
ę
sto od siebie w zale
ż
no
ś
ci od tego, jakie
komponenty i systemy dostarczył kooperant dla ka
ż
dorazowych zespołów. Dlatego te
ż
konieczne jest
opracowanie jednolitej platformy dla rozwoju oprogramowania, która umo
ż
liwi zdefiniowanie i budow
ę
modułów programowych, które mog
ą
by
ć
wielokrotnie wykorzystywane. Jednak niew
ą
tpliwie trudniejsz
ą
spraw
ą
ani
ż
eli standaryzacja oprogramowania jest lepsze powi
ą
zanie ze sob
ą
elementów mechanicznych,
elektryczno/ elektronicznych i oprogramowania. Problemem jest tutaj to,
ż
e zespoły mechaniczne, składniki
elektryczne i elektroniczne oraz oprogramowanie s
ą
opracowywane w ró
ż
nych działach i organizacjach,
które nie pracuj
ą
według jednakowych procesów. Cykle innowacyjne i cykle
ż
ycia opracowanych przez nie
komponentów maj
ą
ró
ż
n
ą
długo
ść
, co utrudnia uzyskanie przejrzystego zarz
ą
dzania wersjami i zmianami.
Pracuj
ą
cy nad rozwojem zespołów mechanicznych, elektrycznych i elektronicznych oraz oprogramowania
tworz
ą
i zarz
ą
dzaj
ą
swoimi danymi dotycz
ą
cymi wyrobów w ró
ż
nych systemach IT (ang. Information
Technology), pomi
ę
dzy którymi cz
ę
sto nie ma nawet interfejsów, aby mo
ż
na było wymieni
ć
informacje
dotycz
ą
ce wersji i zmian.
Problemy w rozwoju systemów mechatronicznych
4
Analiza wymaga
ń
Moduły programowe i sprz
ę
towe
Eksploatacja i
piel
ę
gnacja
Opis wymaga
ń
Specyfikacja
Specyfikacja
Ogólny projekt
Opis architektury
Szczegółowy projekt
Opis modułów
Konstrukcja i
kodowanie
Certyfikowany system
Certyfikacja
System po walidacji
Testowanie systemu
Zintegrowany system
Integracja systemu
Przetestowane moduły
Testy modelu
Planowa-
nie testów
Planowa-
nie testów
Planowa-
nie testów
Planowa-
nie testów
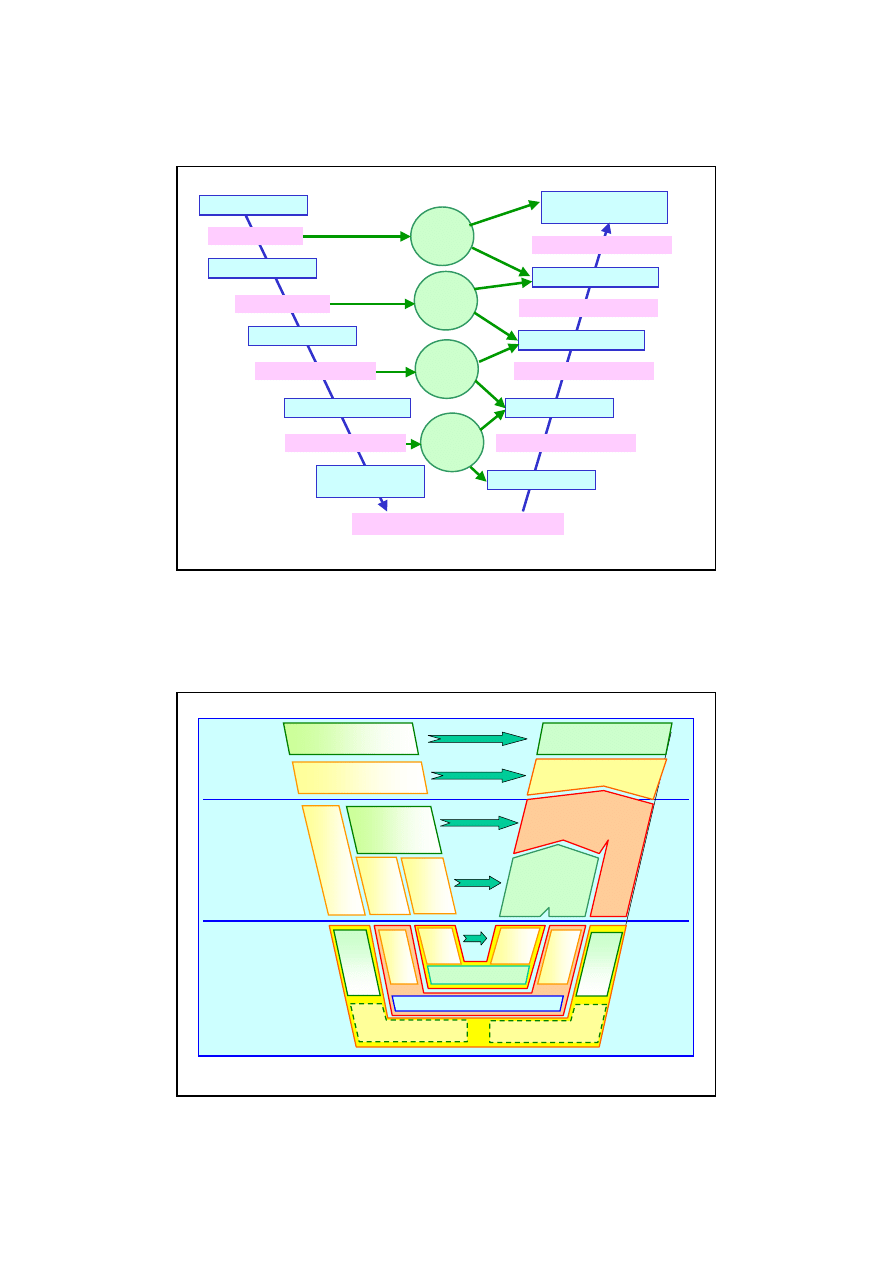
Model Y rozwoju systemów technicznych
Model post
ę
powania w rozwoju systemów mechatronicznych
Analiza wymaga
ń
systemu
Projekt systemu
P
O
Z
IO
M
P
O
Z
IO
M
S
Y
S
T
E
M
U
S
Y
S
T
E
M
U
P
O
Z
IO
M
P
O
Z
IO
M
P
O
D
S
Y
S
T
E
M
U
P
O
D
S
Y
S
T
E
M
U
P
O
Z
IO
M
P
O
Z
IO
M
S
K
Ł
A
D
N
IK
Ó
W
S
K
Ł
A
D
N
IK
Ó
W
Analiza
wymaga
ń
i
projekt IT
Test odbioru
systemu
Integracja systemu
i test systemu
Integracja IT
i test IT
In
te
g
ra
c
ja
s
p
rz
ę
tu
i
te
s
t
In
te
g
ra
c
ja
o
p
ro
g
ra
m
o
-
w
a
n
ia
i
te
s
t
Implementacja
oprogramowania
A
n
a
liz
a
i
p
ro
je
k
t
s
p
rz
ę
tu
A
n
a
liz
a
i
p
ro
je
k
t
o
p
ro
g
ra
-
m
o
w
a
n
ia
A
n
a
liz
a
i
p
ro
je
k
t
c
z
ę
ś
c
i
m
e
c
h
a
n
ic
z
n
e
j
Wytwarzanie (prototypy)
Wytwarzanie modułów
mechanicznych
Wytwarzanie modeli
T
e
s
t
s
k
ła
d
n
ik
ó
w
m
e
c
h
a
n
ic
z
n
y
c
h
T
e
s
t
s
k
ła
d
n
ik
ó
w
s
p
rz
ę
to
w
y
c
h
T
e
s
t
s
k
ła
d
n
o
g
ra
m
o
w
S
z
c
z
e
g
.
p
ro
je
k
t
o
p
ro
g
r.
L
a
y
o
u
t,
s
c
h
e
m
a
t
p
o
ł
ą
c
z
e
ń
O
c
e
n
a
c
z
ę
ś
c
i
m
e
c
h
a
n
ic
z
n
e
j
In
te
g
ra
c
ja
i
t
e
s
ty
c
z
ę
ś
c
i
m
e
c
h
a
n
ic
z
n
e
j
5
Specyfikacja wymaga
ń
- abstrakcja
Zasada abstrakcji
• uogólnienie,
• usuni
ę
cie indywidualnych szczegółów,
• przeciwnie do konkretyzacji,
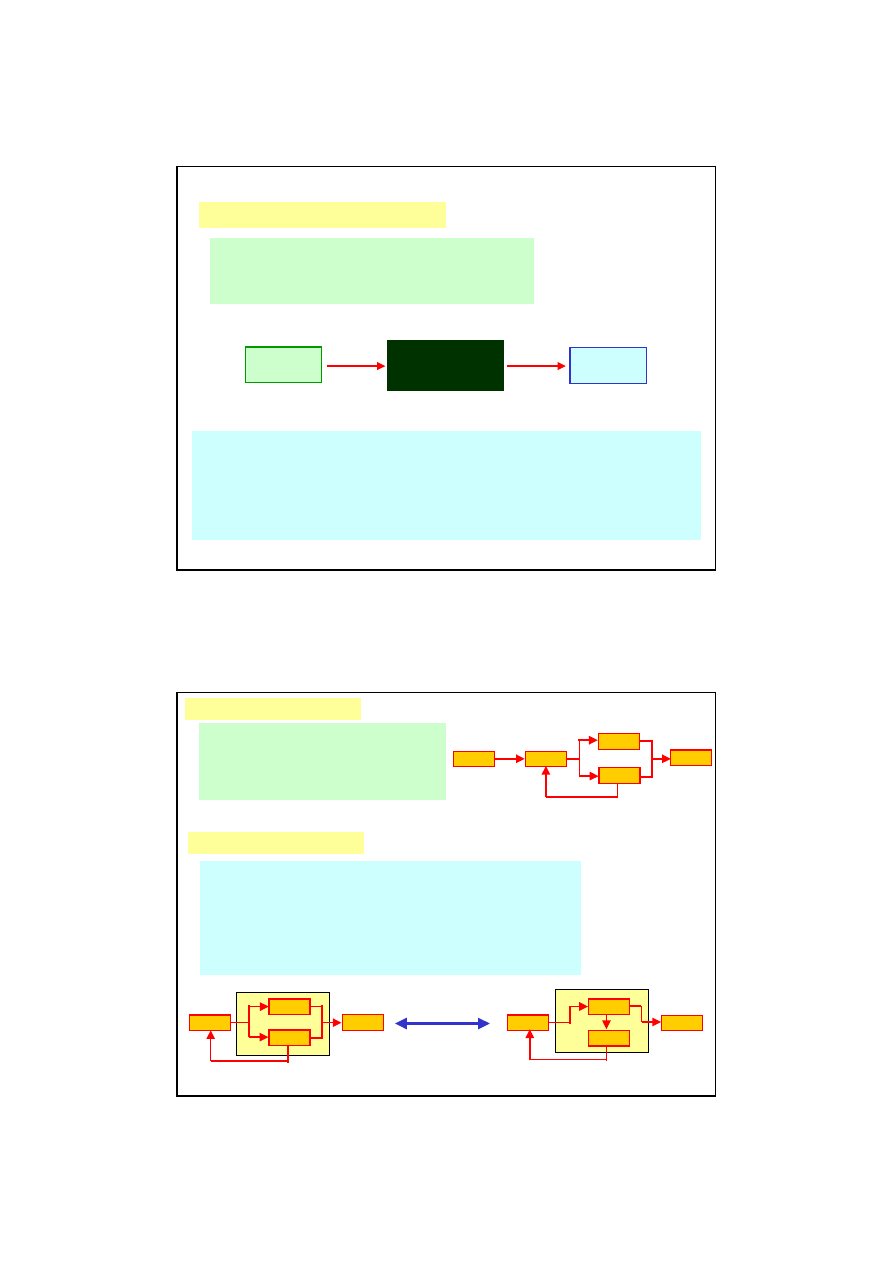
Czarna skrzynka jest stosowana podczas rozwoju systemów
mechatronicznych:
• poniewa
ż
systemy mechatroniczne s
ą
zło
ż
one i dlatego te
ż
trudne do zrozumienia,
• aby system znacznie upro
ś
ci
ć
,
• aby utworzy
ć
zrozumiały przegl
ą
d całego systemu.
Input
(wej
ś
cie)
Output
(wyj
ś
cie)
Black
Black
-
-
Box
Box
Zasada strukturyzacji i modularyzacji
Zasada strukturyzacji:
• podział na podsystemy (komponenty, składniki),
• poł
ą
czenie podsystemów za pomoc
ą
relacji,
• ponowne odwzorowanie całego systemu,
• słu
ż
y do opanowania zło
ż
ono
ś
ci.
Zasada modularyzacji:
• podział na moduły,
• ka
ż
dy moduł obejmuje zamkni
ę
te funkcje,
• komunikacja pomi
ę
dzy modułami odbywa si
ę
tylko przez okre
ś
lone interfejsy,
• redukcja zło
ż
ono
ś
ci,
• wymaga wyizolowania bł
ę
dów,
• zwi
ę
ksza odmienno
ść
i ponowne wykorzystanie.
6
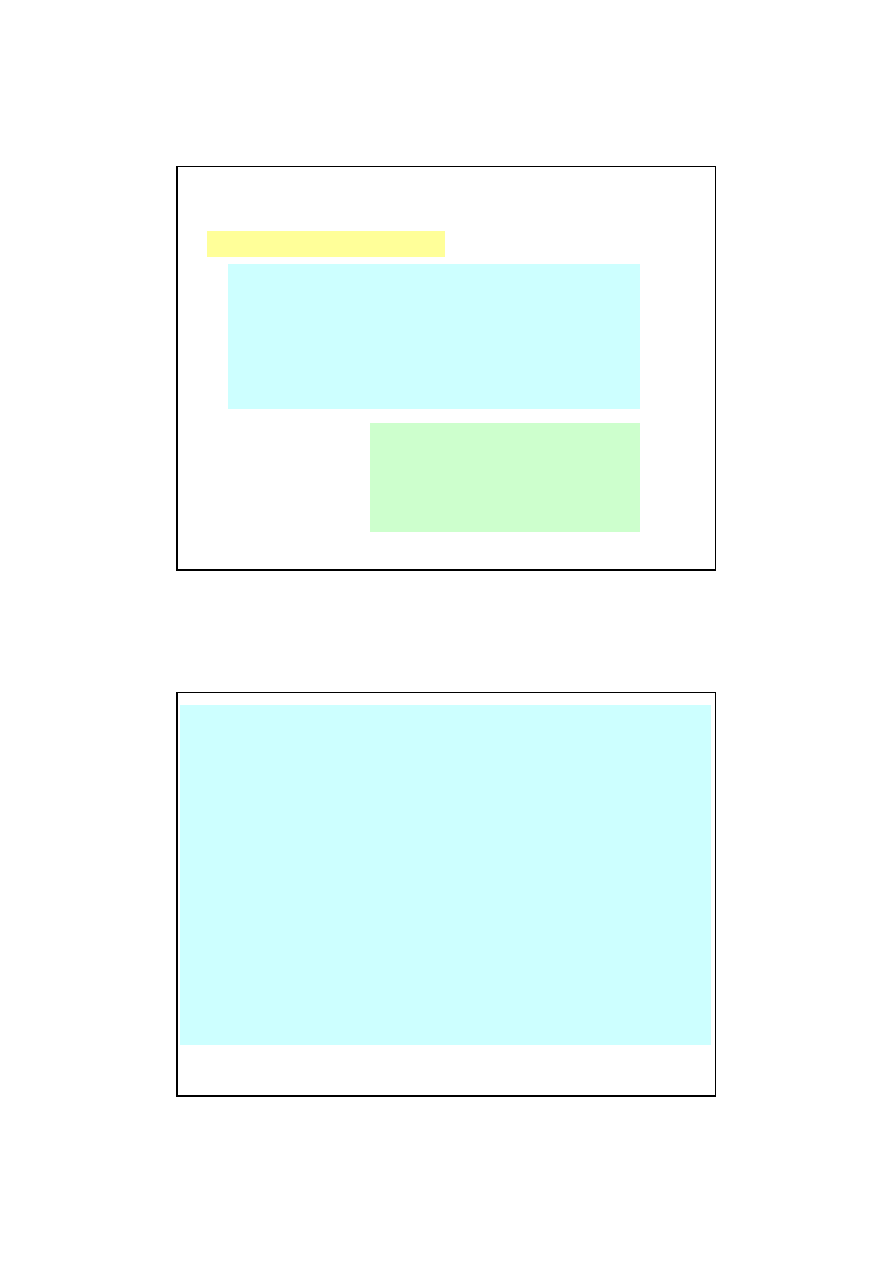
Integracja
Integracja
integracja jest miar
ą
zale
ż
no
ś
ci pomi
ę
dzy modułami,
mały stopie
ń
integracji ułatwia piel
ę
gnacj
ę
i sprawia,
ż
e system jest
bardziej stabilny,
rodzaje integracji:
- integracja danych,
- integracja interfejsów,
- integracja struktury.
⇒
⇒
⇒
⇒
⇒
⇒
⇒
⇒
Cel:
Cel:
• redukcja poł
ą
cze
ń
,
• poł
ą
cze
ń
nie mo
ż
na zredukowa
ć
do zera,
• unikni
ę
cie sprz
ę
gania danych,
• unikni
ę
cie ł
ą
czenia struktury.
Mechatroniczny rozwój wyrobów – modelowanie
i symulacja
Okre
ś
lenie celu, tzn. specyfikacja wymaga
ń
dotycz
ą
cych wyrobu (np. maszyny) powinno by
ć
dokonane na
pocz
ą
tku przedsi
ę
wzi
ę
cia. Wielko
ś
ciami charakterystycznymi s
ą
takie parametry jak np. maksymalne pr
ę
dko
ś
ci,
przyspieszenia, obci
ąż
enia, produktywno
ść
itp.
Istotn
ą
rol
ę
w rozwoju składników maszyny lub jej podsystemów spełnia symulacja, któr
ą
mo
ż
na szybko i tanio
przeprowadzi
ć
, uzyskuj
ą
c ju
ż
we wczesnych fazach rozwoju podstaw
ę
do wyboru odpowiednich rozwi
ą
za
ń
.
Obecnie coraz cz
ęś
ciej typow
ą
faz
ą
rozwoju maszyn jest to,
ż
e p
ę
tle optymalizacyjne s
ą
wykonywane na
wirtualnych maszynach. Natomiast w konwencjonalnych sposobach post
ę
powania optymalizacyjne miały
miejsce dopiero na rzeczywistych prototypach, tzn. za pó
ź
no, przy du
ż
ych nakładach i z małymi szansami na
dokonanie istotnych zmian.
Dzi
ę
ki wirtualnemu prototypowaniu optymalizacja jest przeprowadzana w najwcze
ś
niejszym z mo
ż
liwych
terminów. Dzi
ę
ki wsparciu mechatronicznemu uzyskuje si
ę
informacje o tym, w jakim stopniu postawione cele
s
ą
uzyskiwane i to w sposób ci
ą
gły oraz towarzysz
ą
cy procesowi rozwoju wyrobu. Po ka
ż
dej p
ę
tli
optymalizacyjnej projekt mo
ż
na dalej kontynuowa
ć
z uzyskanymi wynikami lub go zako
ń
czy
ć
.
P
ę
tlami optymalizacyjnymi s
ą
: tworzenie modelu maszyny/ zespołu maszyny, przebieg symulacji, omówienie
wyników symulacji, propozycje zmian dotycz
ą
cych konstrukcji, dopasowanie modelu do przewidzianych zmian
konstrukcji, przeprowadzenie ponownej symulacji oraz rozpatrzenie wyników. P
ę
tle te s
ą
wykonywane tak
długo, a
ż
wyniki symulacji nie b
ę
d
ą
odpowiadały okre
ś
lonym celom.
Model powinien odwzorowywa
ć
maszyn
ę
(wyrób) wraz z jej składnikami mechanicznymi i elektrycznymi
(elektronicznymi), aby mo
ż
liwa była symulacja całego systemu. Projektanci w budowie maszyn wykorzystuj
ą
obecnie systemy 3D CAD (ang. Computer Aided Design) w opracowaniu konstrukcji, a tak
ż
e tworz
ą
modele
metod
ą
elementów sko
ń
czonych MES, np. dla analiz wytrzymało
ś
ciowych. Szczególne znaczenie ma jednak
tworzenie takich modeli, które ł
ą
cz
ą
w sobie wszystkie elementy maszyny, ł
ą
cznie z nap
ę
dami i obwodami
regulacji.
Podczas
symulacji
mo
ż
na
wówczas
zidentyfikowa
ć
własno
ś
ci
dynamiczne
systemu
mechatronicznego
.
7
Konfigurowanie zamiast programowania
Wzrost zastosowa
ń
układów mechatronicznych w budowie wyrobów powoduje konieczno
ść
opracowania
nowych rozwi
ą
za
ń
dotycz
ą
cych sterowania, a szczególnie rozwoju oprogramowania.
I tak np. elastyczne rozwi
ą
zania automatyzacji – tworzone zwykle z wykorzystaniem robotów jako baz
ą
dla aplikacji manipulacyjnych – s
ą
coraz cz
ęś
ciej stosowane tak
ż
e w takich obszarach jak przemysł
opakowa
ń
czy technika pomiarowa. W takich przypadkach systemy zrobotyzowane nie s
ą
rozpatrywane
jako j
ą
dro aplikacji, lecz s
ą
bardziej składnikiem, który jako
ś
ciowo odpowiada własno
ś
ciom »Plug and
Run«. Zastosowany układ sterowania musi wnosi
ć
maksimum elastyczno
ś
ci dla ró
ż
nych układów
manipulacyjnych, struktur kinematycznych czy składników sterowników komputerowych PLC (ang.
Programmable Logical Controller). Z drugiej strony integracja całego systemu powinna przebiega
ć
w
sposób mo
ż
liwie automatyczny, co oznacza prost
ą
konfiguracj
ę
i wł
ą
czenie w istniej
ą
ce struktury.
Nakłady zwi
ą
zane z opracowaniem oprogramowania podczas realizacji projektów automatyzacji wynosz
ą
obecnie od 50 do 70% całkowitych kosztów rozwojowych robocizny, z czego zwykle 70% z nich jest
zwi
ą
zanych z uruchamianiem i usuwaniem bł
ę
dów. Szczególnie w maszynach specjalnych lub projektach
automatyzacji, w których musz
ą
by
ć
integrowane układy manipulacyjne jako zaawansowane jednostki
zasilaj
ą
ce, udział ten jeszcze wzrasta, poniewa
ż
integrator systemu nie jest szczegółowo zaznajomiony z
ró
ż
norodnymi „zewn
ę
trznymi” układami sterowania. Wyst
ę
puj
ą
ce w wyniku tego nieprodukcyjne i
wymagaj
ą
ce wiele czasu prace na dopasowanie i uruchomienie mo
ż
na byłoby znacznie zredukowa
ć
przez zastosowanie przelotowej i rzeczywi
ś
cie kompatybilnej techniki sterowania. Jest to zwi
ą
zane z
takimi zagadnieniami jak: sterowanie komputerowe, zastosowanie PC (ang. Personal Computer) w
sterowaniu, norma PN-EN 61131-3 dotycz
ą
ca j
ę
zyków programowania sterowników PLC, czy
programowalne sterowniki automatyki PAC (ang. Programmable Automation Controller). Jednak obecnie
nie ma jeszcze
ż
adnego całkowicie niefirmowego rozwi
ą
zania takiego systemu wspomagaj
ą
cego dla
budowy maszyn i integracji systemów. Ze wzgl
ę
du na wymagania dotycz
ą
ce oprogramowania, które w
aplikacjach automatyzacji prawie zawsze wymagaj
ą
rozwi
ą
za
ń
zwi
ą
zanych z PC, technika ta stała si
ę
dominuj
ą
ca. Dalszymi istotnymi cechami s
ą
standardowe interfejsy, jedna baza danych dla zmiennych
procesu, a tak
ż
e jednolita platforma rozwojowa. Architektura systemu powinna by
ć
modułowa i otwarta.
Wymagania ujednolicenia w technice sterowania
Jednym z przykładów praktycznego rozwi
ą
zania problemów zwi
ą
zanych z integracj
ą
urz
ą
dze
ń
automatyzacji jest system Aico.Control opracowany przez firm
ę
Manz Automation (Reutlingen/
Niemcy). Jego mo
ż
liwo
ś
ci konfiguracyjne pozwalaj
ą
ju
ż
obecnie zaoszcz
ę
dzi
ć
do 30% czasu
podczas realizacji projektu.
Aktualna analiza rynku dotycz
ą
ca
ś
rodków stosowanych w wytwarzaniu takich jak: moduły
manipulacyjne, jednostki procesowe, maszyny specjalne itp. wykazała,
ż
e wyst
ę
puje wyra
ź
nie
zaznaczone wymaganie dotycz
ą
ce przelotowej technologii sterowania. Jednak przedsi
ę
biorstwa
budowy maszyn cz
ę
sto podlegaj
ą
silnym naciskom, aby nie stosowa
ć
optymalnych rozwi
ą
za
ń
.
Cz
ę
sto to klient ko
ń
cowy (zamawiaj
ą
cy maszyn
ę
) dyktuje, jakie składniki musz
ą
by
ć
zastosowane,
albo te
ż
wyst
ę
puj
ą
historycznie narosłe struktury, które jest trudno przełama
ć
.
Tym bardziej wa
ż
ne jest,
ż
eby oprócz szerokiej funkcjonalno
ś
ci były zastosowane równie
ż
mo
ż
liwie
wszystkie otwarte i standardowe interfejsy. Daje to integratorowi mo
ż
liwo
ść
stopniowego zbli
ż
ania
si
ę
do idealnego rozwi
ą
zania i pomimo tego uwzgl
ę
dnienia wymaga
ń
klienta.
Podstawowy element rozwi
ą
zania systemu automatyzacji, a mianowicie sam układ sterowania
(sterownik) powinien by
ć
traktowany jako zachowywana jednostka stała. Natomiast takie składniki jak
nap
ę
dy, moduły wej
ść
i wyj
ść
oraz inne urz
ą
dzenia peryferyjne mog
ą
by
ć
wymieniane, o ile s
ą
one
wykonane zgodnie ze standardowymi interfejsami. Standardowymi interfejsami s
ą
obecnie wszystkie
protokoły otwarte sieci przemysłowych (ang. Fieldbus), interfejsy szeregowe oraz odmiany sieci
komunikacyjnej Ethernet z protokołem TCP/IP.
Wraz z rosn
ą
c
ą
zło
ż
ono
ś
ci
ą
projektów automatyzacji musi si
ę
tak
ż
e rozwija
ć
sterowanie. Wymagane
s
ą
dodatkowe funkcje i coraz wi
ę
ksze zestawy danych. Ponadto znacznie zwi
ę
ksza si
ę
zakres
zada
ń
, które s
ą
stawiane pracownikom w zakładach budowy maszyn. Dla spełnienia tych wymaga
ń
szczególnie istotne znaczenie maj
ą
aspekty dotycz
ą
ce opracowywania oprogramowania oraz
uruchamiania.
8
Szczególnie w obszarze robotyki i sterowania ruchem MC (ang. Motion Control) istotne jest efektywne
rozwi
ą
zywanie problemów dotycz
ą
cych integracji systemów, poniewa
ż
zast
ą
pienie mechanicznych
składników przez układy elektroniczne i oprogramowanie pozwala na znaczne zmniejszenie kosztów
rozwoju/ uruchamiania wtedy, gdy koncepcja sterowania spełnia nast
ę
puj
ą
ce wymagania:
szeroka funkcjonalno
ść
na wszystkich poziomach,
pełna pionowa integracja od ERP (ang. Enterprise Resource Planning) a
ż
do silnika,
modułowo
ść
zgodnie z wymaganiami aplikacyjnymi (mo
ż
liwo
ś
ci obliczeniowe jednostki centralnej CPU
(ang. Central Processor Unit), interfejsy, itp.,
jedna platforma dla MC, robotyki, PLC, procesu, przetwarzania obrazów itd.,
wspomaganie istniej
ą
cych układów kinematycznych,
sterowanie wszystkich wariantów serwo-silników i nap
ę
dów bezpo
ś
rednich,
wspomaganie układów sprz
ęż
e
ń
zwrotnych,
krótszy takt interpolacji i mały Jitter,
przelotowe narz
ę
dzia do rozwoju i diagnostyki,
przyjazne dla u
ż
ytkownika
ś
rodowisko rozwojowe (aplikacji),
biblioteki oprogramowania dla robotyki, MC, systemów wizyjnych,
proste narz
ę
dzie do konfiguracji (dla wszystkich powtarzalnych składników aplikacji jak interfejsy, interfejs
człowiek-maszyna HMI (ang. Human Machine Interface), PLC (interfejs Fieldbus), MC, itd.,
zintegrowane oprogramowanie symulacyjne,
dost
ę
pno
ść
składników w długim okresie czasu (im wi
ę
kszy jest udział oprogramowania, tym mniejsze jest
ryzyko).
Wymagania dotycz
ą
ce rozwoju wyrobów mechatronicznych
I tak opracowana przez firm
ę
Manz, oparta na PC koncepcja
sterowania Aico.Control
w znacznym stopniu spełnia
wymagania rozwoju
systemów mechatronicznych. Za
pomoc
ą
zawartych w tym systemie narz
ę
dzi sprz
ę
towych i
programowych mo
ż
na realizowa
ć
szeroki zakres wymaga
ń
dotycz
ą
cych projektów. Istotnym elementem systemu jest
generyczna
koncepcja
interfejsów
oraz
narz
ę
dzie
konfiguracyjne Aico.Assist. Umo
ż
liwia to programi
ś
cie lub
uruchamiaj
ą
cemu, bez gł
ę
bszej znajomo
ś
ci systemu w
krótkim czasie samodzielne skonfigurowanie zło
ż
onych
wieloosiowych aplikacji w taki sposób,
ż
e gdy zastan
ą
one
wł
ą
czone do całego systemu, to nie wyst
ę
puj
ą
ju
ż
ż
adne
bł
ę
dy sprz
ę
towe (okablowanie, konfiguracja nap
ę
dów i
moduły I/O (ang. Input/ Output). Nast
ę
pnie wykonuj
ą
cy
aplikacj
ę
mo
ż
e gotowy ju
ż
program, który najpierw został
przetestowany w symulacji, doł
ą
czy
ć
do rzeczywistego
systemu i prowadzi
ć
dalsze prace rozwojowe.
Ponadto w tym systemie zintegrowano tak
ż
e wiele podprogramów obsługi bł
ę
dów, które mog
ą
by
ć
elastycznie
wykorzystywane. Dzi
ę
ki temu opracowuj
ą
cy oprogramowanie mo
ż
e si
ę
skoncentrowa
ć
na wła
ś
ciwym
przebiegu programu steruj
ą
cego, a nie zajmowa
ć
si
ę
obsług
ą
podstawowych bł
ę
dów. System (ang.
Framework) Aico.Control jest tak zbudowany,
ż
e w zale
ż
no
ś
ci od wybranej konfiguracji ładowane (doł
ą
czane)
s
ą
odpowiednie biblioteki, np. do uczenia robotów, zjazdu na punkt referencyjny osi, ruchy kontrolowane za
pomoc
ą
czujników, identyfikacja I/O, komunikacja HMI, itp. Wszystkie moduły oprogramowania maj
ą
udokumentowane interfejsy, dzi
ę
ki czemu mo
ż
na je łatwo rozszerzy
ć
lub dopasowa
ć
do wymaga
ń
. W
zale
ż
no
ś
ci od aplikacji przy doborze składników mo
ż
na kierowa
ć
si
ę
albo funkcjonalno
ś
ci
ą
albo te
ż
kosztami.
Najwi
ę
ksze oszcz
ę
dno
ś
ci na kosztach podczas rozwoju aplikacji uzyskuje si
ę
wtedy, gdy stosowane s
ą
modułowe składniki oparte na PC, które zawieraj
ą
standardowe interfejsy, umo
ż
liwiaj
ą
ce łatwe ich wł
ą
czenie w
struktur
ę
całego systemu automatyzacji.
Przykład
ś
rodowiska do rozwoju obiektów mechatronicznych
9
Udział składników w systemach automatyzacji
Automatyzacja wi
ąż
e si
ę
z długim ła
ń
cuchem działa
ń
, które rozci
ą
gaj
ą
si
ę
od modelowania i symulacji
obiektu i procesu, poprzez konstrukcj
ę
, wytwarzanie cz
ęś
ci, zakup urz
ą
dze
ń
, monta
ż
zespołów i
maszyny, programowanie, wizualizacj
ę
a
ż
do piel
ę
gnacji. Coraz wi
ę
ksze znaczenie ma przelotowo
ść
rozwi
ą
za
ń
(przepływ danych). Udział prac in
ż
ynierskich w realizacji projektów automatyzacji stale ro
ś
nie i
w zakresie opracowania oprogramowania stanowi obecnie ok. 50% całkowitych nakładów. Dlatego te
ż
konieczne jest d
ąż
enie do zmniejszenia tych kosztów przez efektywne tworzenie oprogramowania.
Oprogramowanie to powinno by
ć
oparte na standardowych rozwi
ą
zaniach oraz realizowane w sposób
intuicyjny, wzgl. nawet samoczynnie generowane.
60%
35%
30%
10%
15%
50%
Oprogra-
mowanie
Sprz
ę
t
100%
100%
1980
2005
Uruchamianie
Wizualizacja/
HMI
Programowanie
(np. PLC)
Konfiguracja
sprz
ę
tu
Rok
33%
50%
17%
100%
50%
Oprogramowanie
Innowacyjne koncepcje rozwi
ą
za
ń
wyrobów, np. w budowie maszyn, s
ą
jednym z istotnych wymaga
ń
utrzymania si
ę
na
rynku dla wielu przedsi
ę
biorstw w poszczególnych bran
ż
ach. Jedn
ą
z mo
ż
liwo
ś
ci innowacji w budowanych maszynach
jest zastosowanie nap
ę
dów bezpo
ś
rednich. Dzi
ę
ki temu wpływ na funkcjonalno
ść
maszyny przenosi si
ę
z obszaru
mechaniki w kierunku elektrotechniki. Maszyna z bezpo
ś
rednimi nap
ę
dami jest prostsza w zakresie zespołów
mechanicznych, natomiast stawia bardzo wysokie wymagania odno
ś
nie do techniki regulacji. W konwencjonalnych
rozwi
ą
zaniach gotowy silnik jest wbudowywany w maszyn
ę
. Natomiast w przypadku nap
ę
dów bezpo
ś
rednich nap
ę
d
powstaje dopiero po jego integracji w maszynie. Ponadto elektroniczna regulacja poło
ż
enia i pr
ę
dko
ś
ci ma rozstrzygaj
ą
cy
wpływ na własno
ś
ci dynamiczne i dokładno
ść
maszyny. Zatem funkcjonalno
ść
rozwi
ą
zania z nap
ę
dem bezpo
ś
rednim
wynika w szczególnym stopniu ze współdziałania elektrotechniki i mechaniki, a istotnym zadaniem jest odpowiednie
zaprojektowanie i optymalizacja systemu mechatronicznego. Przej
ś
cie na technik
ę
bezpo
ś
redniego nap
ę
du (liniowego i
obrotowego) jest dobrym przykładem zastosowania mechatroniki. Bezpo
ś
redni nap
ę
d liniowy zast
ę
puje takie
mechaniczne elementy przenoszenia nap
ę
du jak np. toczna
ś
ruba poci
ą
gowa, natomiast w przypadku bezpo
ś
redniego
nap
ę
du obrotowego zb
ę
dne staj
ą
si
ę
przekładnie.
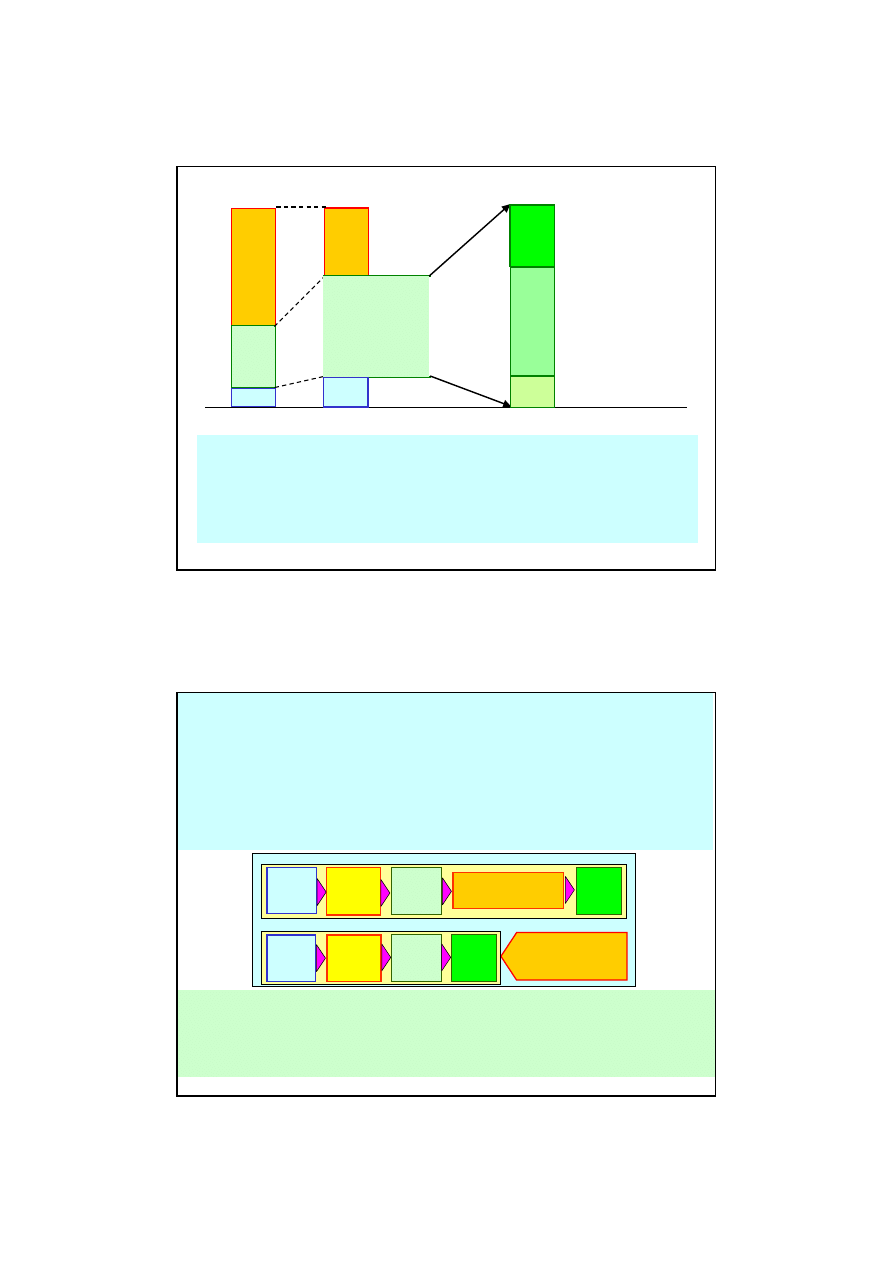
Wirtualne prototypowanie
Tak jak dawniej, tak i jeszcze obecnie w wielu budowanych maszynach zespoły elektryczne projektuje i montuje si
ę
dopiero wtedy, gdy gotowa jest ju
ż
cz
ęść
mechaniczna maszyny. Jednak wtedy cz
ę
sto dopiero w ko
ń
cowej fazie budowy
prototypu okazuje si
ę
, czy takie rozwi
ą
zanie maszyny spełnia zało
ż
one wymagania. Mo
ż
na wówczas spróbowa
ć
poprawi
ć
własno
ś
ci maszyny za pomoc
ą
ś
rodków elektrycznych. Jednak takie post
ę
powanie w przypadku zastosowania
bezpo
ś
rednich nap
ę
dów nie jest optymalne i najcz
ęś
ciej jest znacznie dro
ż
sze. Lepsz
ą
alternatyw
ą
jest mechatroniczne
podej
ś
cie do rozwoju maszyn. Wówczas od pocz
ą
tku rozwoju nowej maszyny opracowywana jest konstrukcja zarówno
zespołów mechanicznych jak i elektrycznych (elektronicznych), a tak
ż
e oprogramowania.
Składni-
ki elektry-
czne
Projekto-
wanie
mecha-
niczne
Prototyp
Faza testowania
Faza testowania
Zmiany w prototypie
Czas, nakłady, koszty
Wynik
Wynik
Konwencjonalny sposób post
ę
powania
Konwencjonalny sposób post
ę
powania
:
: konstrukcja mechaniczna
Oszcz
ę
dno
ść
Oszcz
ę
dno
ść
:
:
czasu i zasobów
Pewno
ść
osi
ą
gni
ę
cia
celu
Wynik
Wynik
:
:
wirtualna
maszyna
Modelo-
wanie i
symulacja
cało
ś
ci
Prototyp
Wynik
Wynik
Wirtualne prototypowanie
Wirtualne prototypowanie
:
: szybciej mo
ż
na wprowadzi
ć
maszyn
ę
na rynek
10
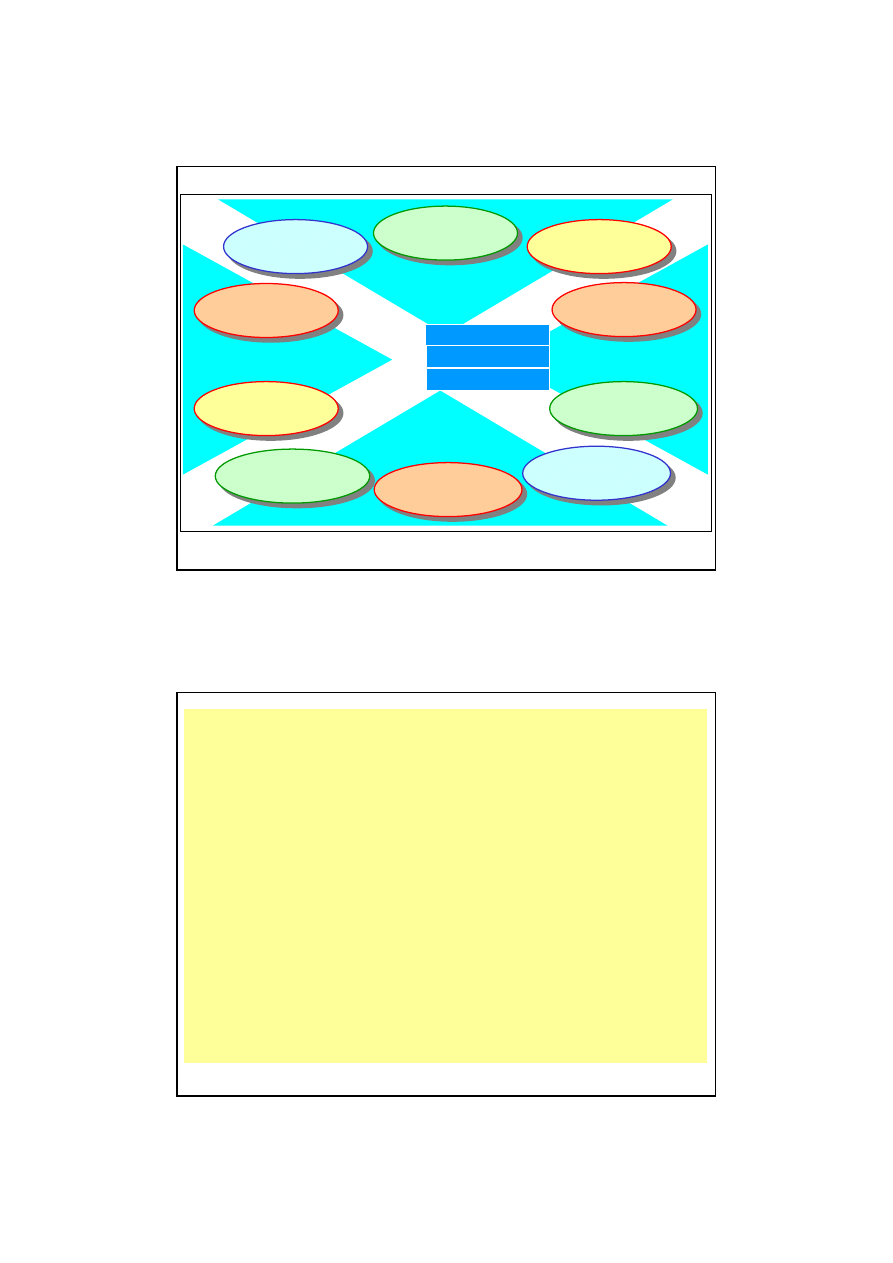
Wymagania dotycz
ą
ce rozwoju systemów mechatronicznych
Integracja ró
ż
nych
warstw
Regulowany
przepływ informacji
Zarz
ą
dzanie
informacjami
Wysokie uzgodnienie
zapotrzebowania
Zwi
ą
zane z rozwojem
zarz
ą
dzanie wymaganiami
Tworzenie
modelu ponad-
domenowego
Szerokie wspomaganie
symulacj
ą
Szerokie wspomaganie
symulacj
ą
Wirtualne
prototypy
Przejrzysto
ść
topologii
systemu
Modularyzacja
Efektywne wykorzystanie
danych rozwojowych
Modelowanie niezale
ż
ne
od implementacji
Dokładna specyfikacja
funkcjonalno
ś
ci systemu
Σ
Mechanika
Elektrotechnika
Oprogramowanie
Systemy mechatroniczne odznaczaj
ą
si
ę
wysokim stopniem integracji składników
mechanicznych, elektrycznych i informatycznych. Zast
ą
pienie mechanicznych no
ś
ników
funkcyjnych rozwi
ą
zaniami elektrycznymi i informatycznymi umo
ż
liwia popraw
ę
, wzgl
ę
dnie
rozszerzenie funkcjonalno
ś
ci wyrobów.
Dzi
ę
ki konstrukcyjnej integracji poszczególnych składników w mechatroniczne moduły, w
porównaniu z dotychczasowymi rozwi
ą
zaniami, uzyskuje si
ę
wy
ż
szy stopie
ń
miniaturyzacji, przy
jednocze
ś
nie wy
ż
szych ich mo
ż
liwo
ś
ciach. W ten sposób daje si
ę
opracowywa
ć
standardowe
składniki systemów o wy
ż
szej zło
ż
ono
ś
ci funkcyjnej, które przez prost
ą
konfiguracj
ę
programów
steruj
ą
cych daje si
ę
dopasowa
ć
do ka
ż
dorazowego przypadku zastosowania.
Konstruktor ma w ten sposób do dyspozycji efektywne i stosunkowo przyjazne rozwi
ą
zania dla
zada
ń
rozwojowych o wysokich wymaganiach technologicznych.
Zło
ż
one zale
ż
no
ś
ci pomi
ę
dzy elementami mechanicznymi, elektrycznymi i informatycznymi
wymaga wykraczaj
ą
cej poza te dziedziny współpracy podczas rozwoju systemów
mechatronicznych. Wła
ś
nie w fazach specyfikacji i projektowania niezb
ę
dne jest
interdyscyplinarne post
ę
powanie, aby przez brak kompetencji nie spowodowa
ć
,
ż
e nie zostanie
znalezione optymalne rozwi
ą
zanie.
Rozwój systemów mechatronicznych stawia zatem z jednej strony szczególnie wysokie
wymagania dotycz
ą
ce organizacji przebiegu rozwoju i komunikacji pomi
ę
dzy uczestnicz
ą
cymi w
pracach działami specjalistycznymi. Z drugiej strony wyst
ę
puj
ą
równie
ż
nowe wymagania
dotycz
ą
ce zastosowania techniki symulacji dla przewidywania własno
ś
ci wyrobów. Ocena
projektu systemu wymaga zintegrowanego tworzenia modelu i symulacji, które umo
ż
liwia pełn
ą
analiz
ę
wszystkich istotnych własno
ś
ci całego systemu mechatronicznego.
Systemy mechatroniczne - wymagania
11
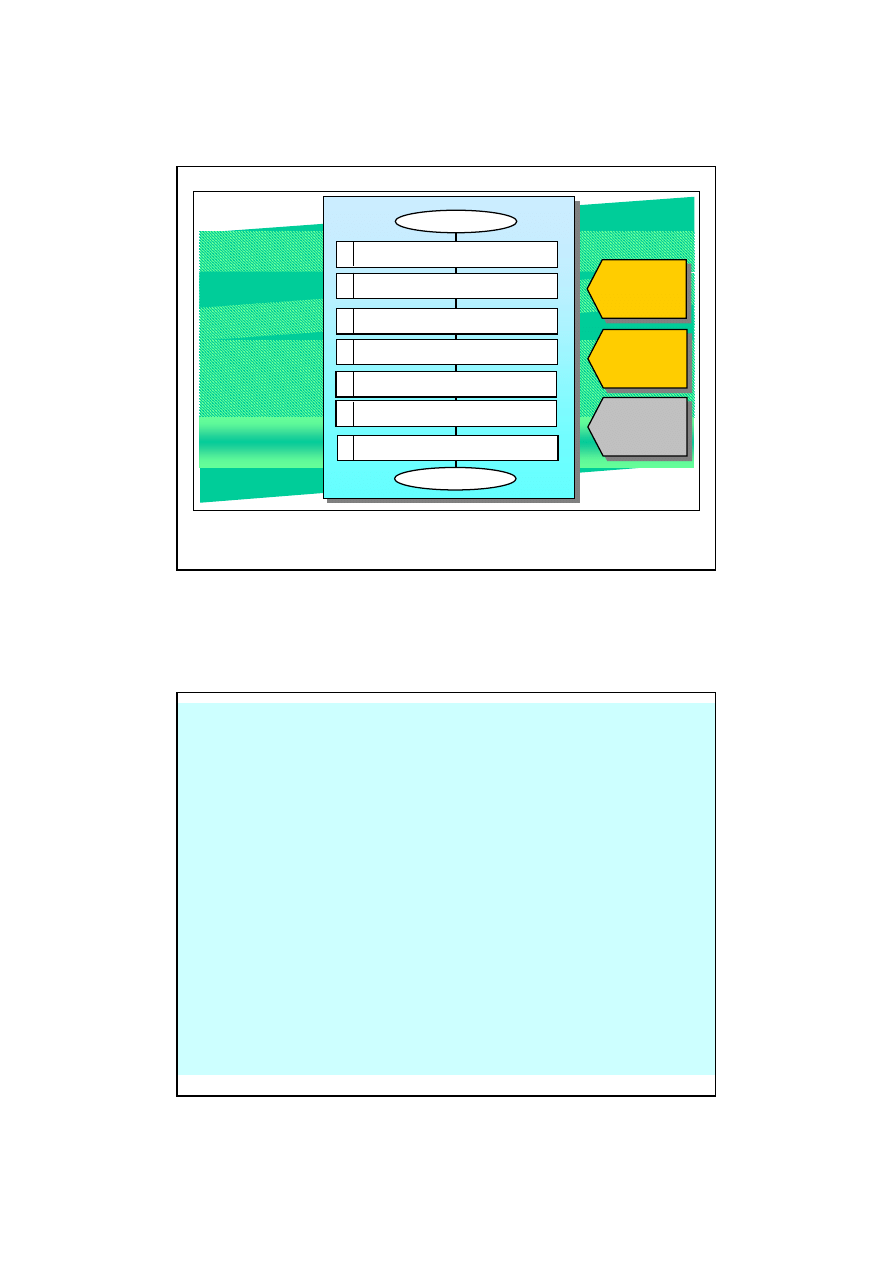
Modelowanie funkcji i optymalizacja dynamiczna
podczas projektowania systemu
Fazy rozwoju
Specyfikacja
Koncepcja
Projekt
Uszczegółowienie
Tworzenie mode-
lu i symulacja
Zadanie
Realizacja
Obja
ś
nienie zadania
Okre
ś
lenie struktury funkcyjnej
Opracowanie projektu
Szukanie zasad rozwi
ą
za
ń
Podział na realizowalne moduły
Kształtowanie modułów
Kształtowanie całego wyrobu
1
2
3
4
5
6
7
Modelowanie
funkcji
Optymalizacja
dynamiczna
Kalkulacja
kosztów
Zachowanie si
ę
całego systemu mechatronicznego, w sensie spełniania funkcji, jest okre
ś
lone głównie przez
jego cało
ś
ciow
ą
koncepcj
ę
. Koncypowanie systemu obejmuje najpierw szczegółow
ą
specyfikacj
ę
i strukturyzacj
ę
pełnej, wymaganej przez u
ż
ytkownika funkcjonalno
ś
ci. Na tej podstawie poszukuje si
ę
zasad rozwi
ą
zania i
nast
ę
pnie integruje si
ę
je w cało
ś
ciowe rozwi
ą
zanie.
Pomocne jest tutaj zastosowanie odpowiedniej metodyki modelowania struktury funkcyjnej systemu
mechatronicznego. Dzi
ę
ki wykorzystaniu niezale
ż
nej od rozwi
ą
zania notacji wspomagana jest interdyscyplinarna
praca i poszukiwanie koncepcji. Po okre
ś
leniu koncepcji nast
ę
puje opracowanie projektu systemu.
Oprócz zgodnego z wymaganiami ukształtowania i zwymiarowania poszczególnych no
ś
ników funkcji na plan
pierwszy wysuwa si
ę
tutaj optymalne spełnianie funkcji przez cały system. Rozstrzygaj
ą
ca jest przy tym wczesna
ocena i optymalizacja projektu systemu.
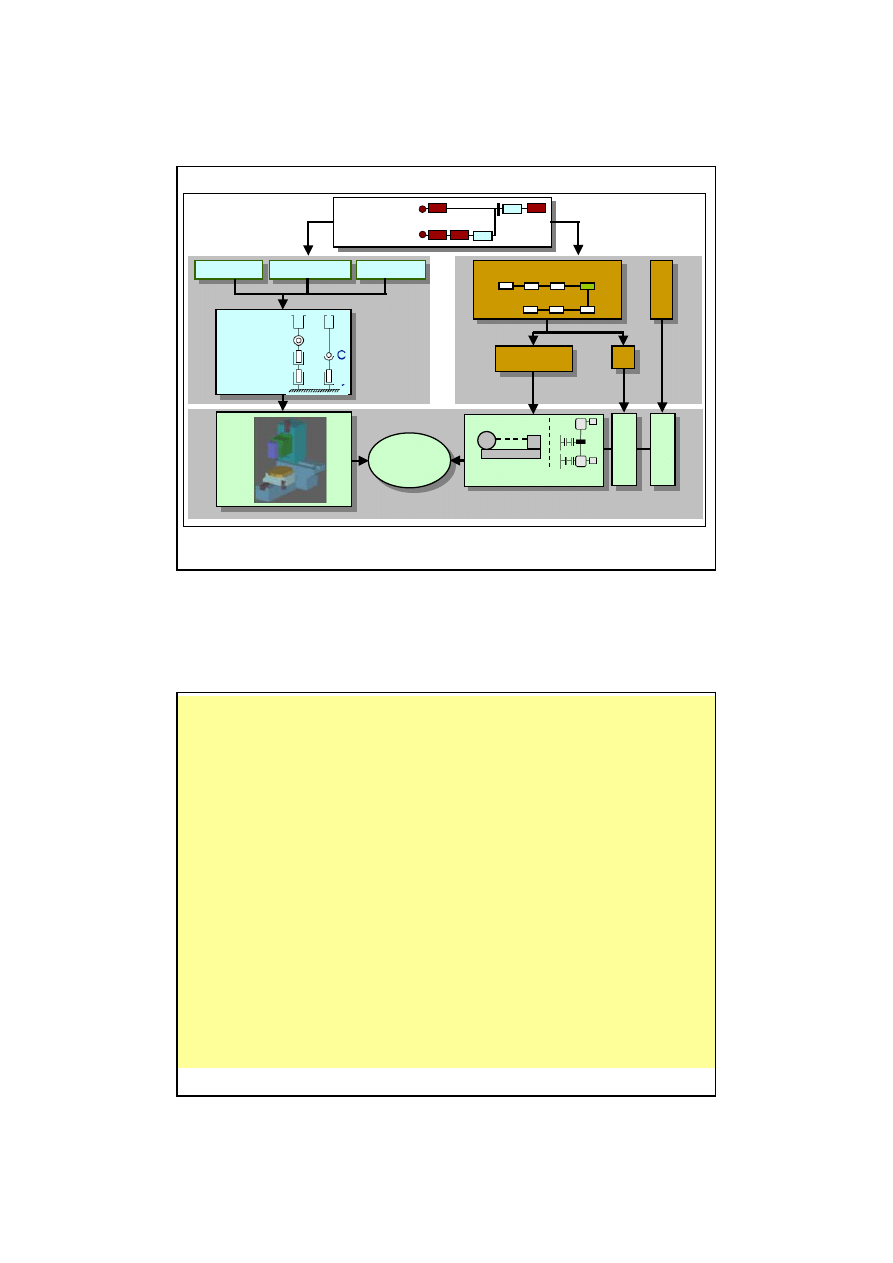
Na przykładzie obrabiarki sterowanej numerycznie CNC (p. nast
ę
pny slajd) pokazano oparty na modelowaniu i
symulacji sposób post
ę
powania podczas analizy i oceny dokładno
ś
ci, a tak
ż
e mo
ż
liwo
ś
ci wynikaj
ą
cych z
poł
ą
czenia zespołów mechanicznych, elektrycznych i komputerowego sterowania w budowie mechatronicznych
maszyn.
Aby zachowa
ć
mechatroniczny charakter podczas rozwoju wyrobu konieczne wczesne wł
ą
czenie wszystkich
specjalno
ś
ci. Tylko w ten sposób mo
ż
na skutecznie opracowa
ć
nowe interdyscyplinarne rozwi
ą
zania. Jako punkt
wyj
ś
cia do zintegrowanego procesu rozwoju systemu mechatronicznego słu
ż
y model funkcyjny, który
odwzorowuje poszczególne aspekty bior
ą
cych udział domen (zespołów) i obszarów specjalno
ś
ciowych, które
nast
ę
pnie stopniowo si
ę
uszczegóławia. Model funkcyjny jest abstrakcyjnym opisem aspektów odniesionych do
przebiegów i struktury projektowanego systemu. Do tego celu stosowane s
ą
ró
ż
ne typy diagramów, które
umo
ż
liwiaj
ą
rozpatrzenie graficznej reprezentacji zasadniczych cz
ęś
ci zarówno całego systemu, jak równie
ż
wzajemnych ich relacji. Do odwzorowania aspektów strukturalnych stosowany jest np. schemat kinematyczny,
który okre
ś
la wymagan
ą
liczb
ę
i zasadnicze ustawienie osi NC obrabiarki. Niezb
ę
dne do realizacji funkcji
zał
ą
czania elementy s
ą
opisywane za pomoc
ą
schematu technologicznego, który zawiera wszystkie istotne dla
działania czujniki i aktuatory oraz ich przyporz
ą
dkowanie. Schematy kinematyczny i technologiczny s
ą
uzupełniane diagramem blokowym i schematem przebiegu, aby opisa
ć
wł
ą
czenie zastosowanych elementów w
przebieg pracy maszyny.
Opis systemów mechatronicznych
12
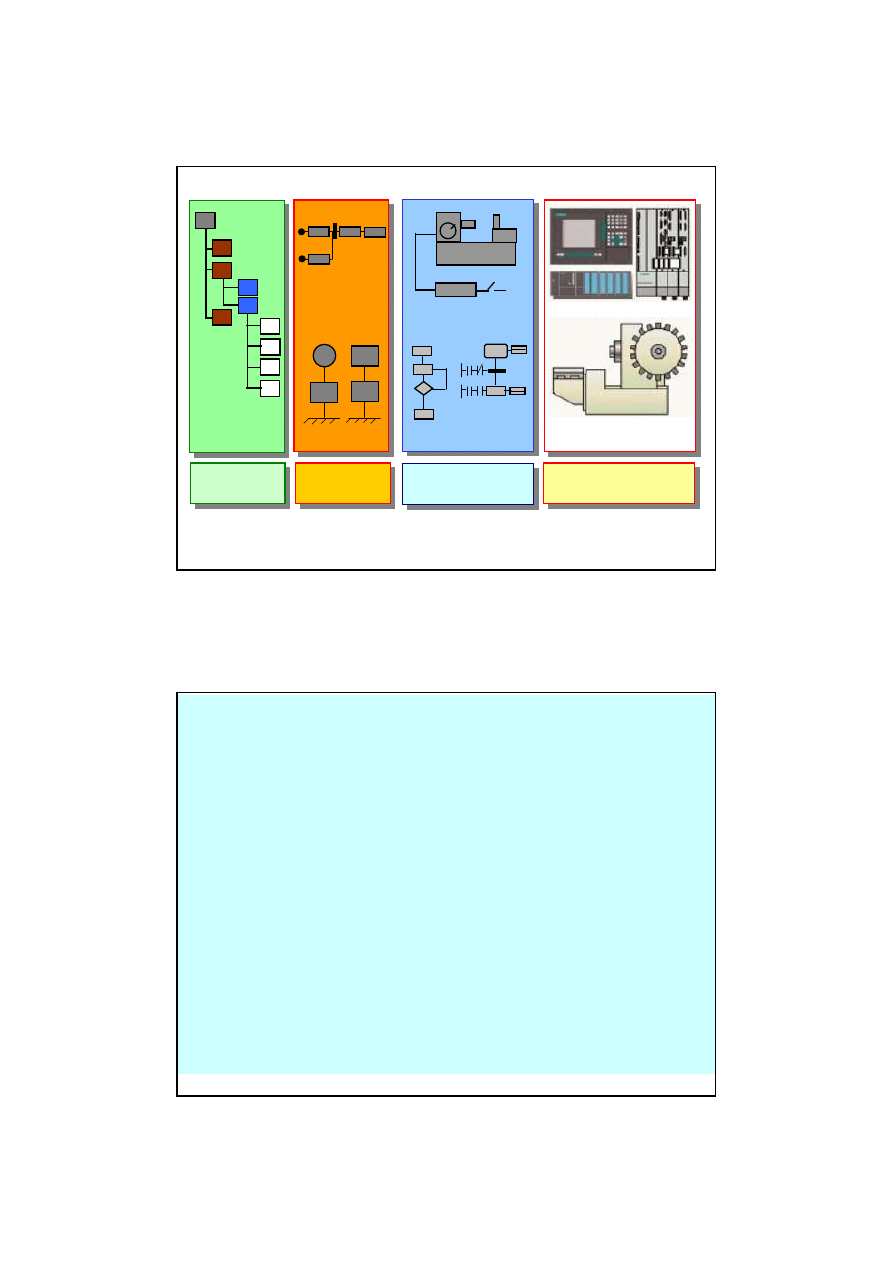
Modelowanie systemów mechatronicznych na
przykładzie obrabiarki sterowanej numerycznie
Hierarchia
funkcji
Koncepcja
całkowita
Maszyna i system
automatyzacji
Struktura
funkcji
Układ
kinematyczny
Przebieg
funkcyjny
PLC
CNC
Drzewo
funkcji
Schemat
technologiczny
Schemat
przebiegu
Szkic
technologiczny
Elementy modelu funkcyjnego, zgodnie z ich stopniem abstrakcji, s
ą
wykorzystywane w ró
ż
nych fazach
procesu rozwoju systemu mechatronicznego. Punktem wyj
ś
cia do budowy modelu funkcyjnego s
ą
poszczególne przebiegi (operacje), które s
ą
niezb
ę
dne do realizacji zadania wymaganego przez
u
ż
ytkownika systemu. Na podstawie schematów blokowych tych przebiegów ze wzgl
ę
du na realizacj
ę
procesu obróbki rozró
ż
niane s
ą
funkcje główne i pomocnicze obrabiarki (maszyny). Zasadniczym
problemem przy okre
ś
laniu funkcji głównych (ruchy skrawania, prowadzenie i przemieszczanie narz
ę
dzia
wzgl. przedmiotu) jest dobór struktury kinematycznej, która opisuje liczb
ę
i wzajemne poło
ż
enie osi
obrabiarki. Do wizualizacji układu kinematycznego stosowany jest schemat kinematyczny, który dostarcza
pierwszego przegl
ą
du ła
ń
cucha kinematycznego systemu produkcyjnego.
Równolegle z uszczegóławianiem funkcji głównych przeprowadza si
ę
tak
ż
e uszczegółowianie funkcji
pomocniczych (przygotowanie narz
ę
dzi, chłodzenie itp.). Opis funkcji pomocniczych odbywa si
ę
na
podstawie schematu blokowego, w którym funkcje pomocnicze s
ą
rozbijane na małe, funkcjonalne
jednostki. I tak np. funkcja pomocnicza „przygotowanie narz
ę
dzia” jest rozbijana na funkcje „chwytanie”,
„orientowanie”, „pochylanie” i „wymienianie”.
Dla ka
ż
dej jednostki funkcyjnej w nast
ę
pnym kroku okre
ś
lana jest zasada realizacji funkcji i jej
dokumentowanie na szkicu technologicznym. I tak np. funkcja „orientowanie” przez ła
ń
cuchowy magazyn
narz
ę
dzi jest realizowana przez wiele czujników i aktuatorów. Do opisu zasady działania funkcji tworzony
jest diagram przebiegu, który odwzorowuje zale
ż
no
ś
ci pomi
ę
dzy poszczególnymi czujnikami i aktuatorami
na poziomie sygnałów. Dla funkcji „orientowanie” oznacza to,
ż
e w diagramie przebiegu nast
ę
puje
zatrzymanie, a wymian
ę
narz
ę
dzia mo
ż
na wykona
ć
dopiero wtedy, gdy zostało rozpoznane wła
ś
ciwe
narz
ę
dzie. Szkic technologiczny i zwi
ą
zane z nim diagramy przebiegu tworz
ą
razem schemat
technologiczny.
Od tego czasu nast
ę
puje przej
ś
cie z czysto funkcjonalnego rozpatrywania systemu do zorientowanego na
składniki. Funkcja „orientowanie” jest przyporz
ą
dkowywana abstrakcyjnemu składnikowi „magazyn
ła
ń
cuchowy”, przy czym najpierw jest zakre
ś
lana jedynie zasada fizyczna, a nie okre
ś
lanie wykonania
sprz
ę
towego, a w przypadku handlowych zespołów wybór producenta.
Struktura modeli funkcyjnych
13
Modelowanie funkcyjne w procesie rozwoju
Przebieg
wytwarzania
Przemieszczanie
Przemieszczanie
Prowadzenie
Prowadzenie
Skrawanie
Skrawanie
A
Z
X
Układ
kinematyczny
F
u
n
k
c
je
g
łó
w
n
e
F
u
n
k
c
je
p
o
m
o
c
n
ic
z
e
Orientowanie
Orientowanie
Przygotowanie narz
ę
dzia
Koncepcja
całkowita
A
S
Magazyn ła
ń
cuchowy
Schemat technologiczny
Y
Wynikiem tego kroku modelowania jest model funkcyjny, który odwzorowuje zasadnicze elementy i
własno
ś
ci opracowywanego systemu produkcyjnego. Taka forma opisu jest niezale
ż
na od sprz
ę
tu oraz
konkretnego rozwi
ą
zania i wspomaga ona koncepcj
ę
struktury modułowej, która nie jest zdominowana
przez jedn
ą
dyscyplin
ę
, ale w której na plan pierwszy wysuwa si
ę
zgodne z wymaganiami spełnienie
funkcji poszczególnych składników systemu, wzgl. całkowitego systemu mechatronicznego. Do realizacji
interdyscyplinarnych warstw i zapewnienia spójnego modelu danych niezb
ę
dna jest informacyjna
integracja podstawowych struktur danych oraz narz
ę
dzi rozwojowych.
Rdze
ń
zarz
ą
dzania informacjami tworzy zintegrowany model wyrobu, który szczegółowo opisuje
cało
ś
ciow
ą
struktur
ę
elementów i specyficzne przebiegi rozwijanego systemu produkcyjnego oraz tworzy
powi
ą
zania pomi
ę
dzy poszczególnymi warstwami. Powi
ą
zania te mog
ą
by
ć
zło
ż
one w obiektowo
zorientowanym modelu danych, który jest zarz
ą
dzany z systemu zarz
ą
dzania produktami PDM (ang.
Product Data Management). Do przyspieszenia procesu rozwoju wyrobów cz
ę
sto wykorzystywane
składniki mog
ą
by
ć
zło
ż
one w bibliotece i w ten sposób zapewniony szybki dost
ę
p do wewn
ę
trznego
Know-how firmy.
Okre
ś
lona w modelu funkcyjnym struktura wyrobu tworzy baz
ę
do pó
ź
niejszych, specyficznych dla
dziedziny kroków procesu rozwoju. Do tego celu stosowany jest schemat struktury kinematycznej, aby
wygenerowa
ć
pierwsz
ą
struktur
ę
podstawow
ą
dla modelowania 3D CAD. Natomiast opisane w postaci
diagramów przebiegu poszczególne jednostki funkcyjne słu
żą
jako podstawa do tworzenia programu dla
opracowuj
ą
cego sterowanie. Okre
ś
lone w szkicach technologicznych składniki mog
ą
by
ć
wykorzystane
do tworzenia schematów poł
ą
cze
ń
. Dzi
ę
ki wykraczaj
ą
cemu poza specjalistyczne działy modelowi
funkcyjnemu uzyskuje si
ę
do dyspozycji przejrzysty, interdyscyplinarny sposób opisu do odwzorowania
funkcji systemu, który słu
ż
y szczególnie jako podstawa komunikacji podczas wczesnych faz rozwoju i w
ten sposób pomaga unikn
ąć
problemów z brakiem uzgodnie
ń
. Przyporz
ą
dkowanie wszystkich funkcji w
pewnej abstrakcyjnej, niezale
ż
nej od rozwi
ą
zania strukturze wyrobu wspomaga interdyscyplinarny rozwój
modułów funkcyjnych. Dzi
ę
ki takiemu post
ę
powaniu mo
ż
na opanowa
ć
zło
ż
ono
ść
systemów
mechatronicznych i przyspieszy
ć
proces ich rozwoju.
Wspomaganie rozwoju systemów mechatronicznych
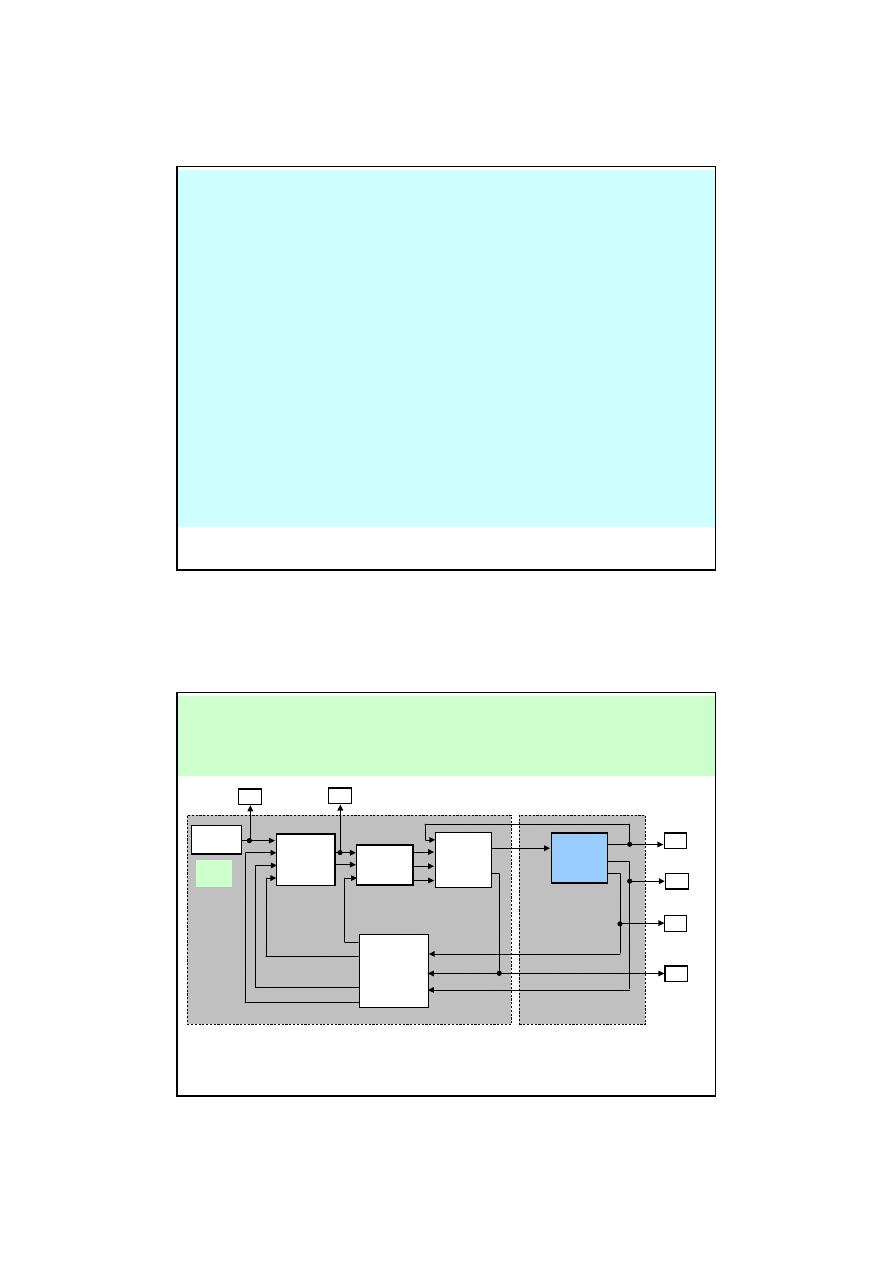
14
Struktura technologiczna podsystemu posuwu dla
obrabiarki sterowanej numerycznie NC
Obrabiarka
Obrabiarka
Układ nap
ę
du posuwu
Układ nap
ę
du posuwu
Pulpit obsługi
Program
NC
Układ
sterowania
NC,
moduły
regulacji
osi
Napi
ę
cie
silnika
Sanie
Ś
ruba
poci
ą
gowa
Silnik
serwo
Poło
ż
enie
sa
ń
Pr
ę
dko
ść
obrotowa
silnika
Układ
pomiarowy
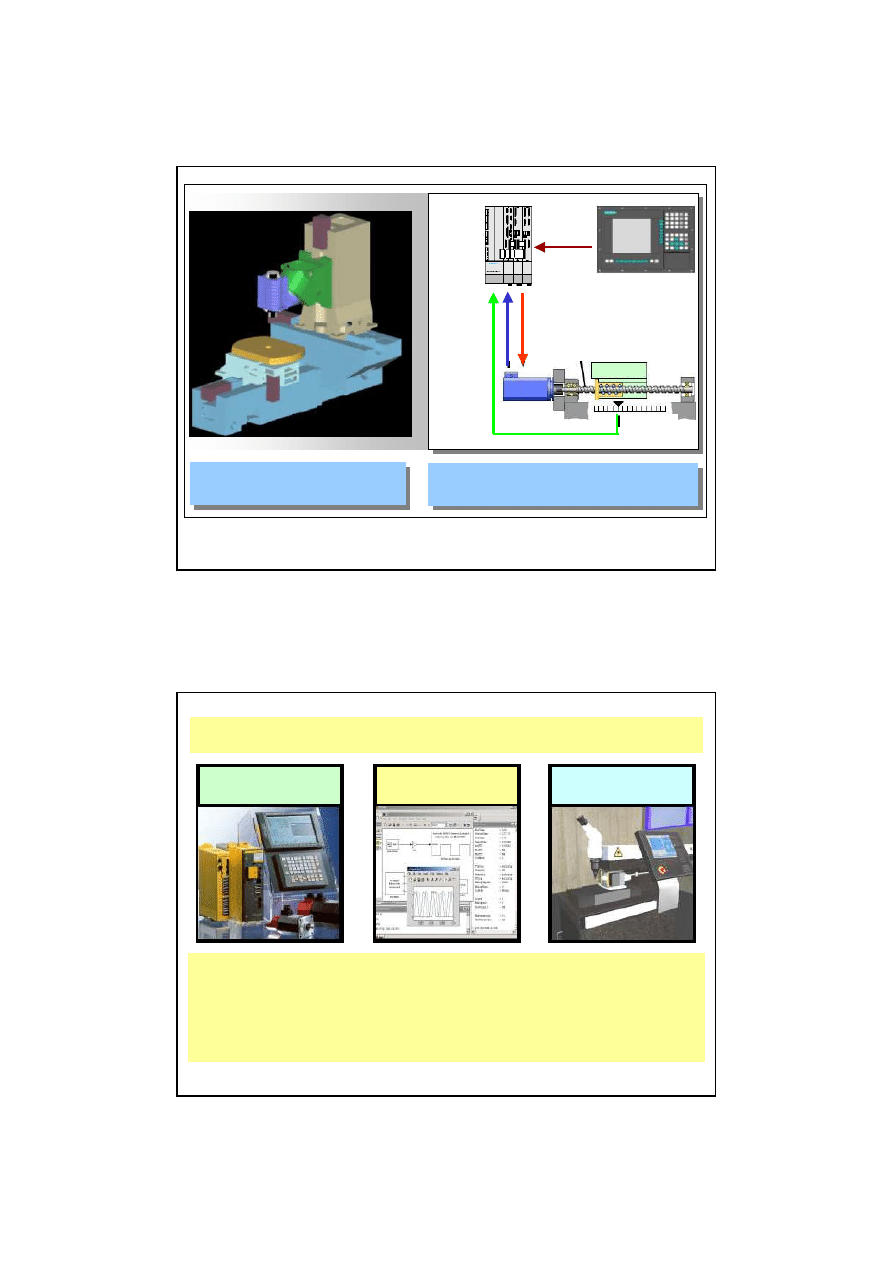
Sprawdzenia, czy system mechatroniczny b
ę
dzie miał wymagane własno
ś
ci mo
ż
na dokona
ć
na wirtualnej maszynie.
Wizualizacja 3D
Sterowanie
Symulacja
W wirtualnej maszynie rzeczywisty układ sterowania jest w taki sposób sprz
ę
gany z symulacj
ą
maszyny,
ż
e system symulacyjny otrzymuje sygnały do aktuatorów, realizuje działania i
wirtualne sygnały sensorów w czasie rzeczywistym przesyła z powrotem do układu sterowania.
Ponadto dane geometryczne s
ą
pobierane z systemu CAD, tak
ż
eby mo
ż
na było wizualizowa
ć
ruchy, albo bezpo
ś
rednio do układu symulacji lub dalej do układu sterowania przekazywa
ć
sygnały (działania) z urz
ą
dze
ń
, jak np. „wci
ś
ni
ę
cie wył
ą
cznika awaryjnego” lub „kolizja narz
ę
dzi
z przedmiotem”.
Symulacja – maszyna wirtualna
15
Wykorzystanie modelowania i symulacji podczas rozwoju
systemów mechatronicznych
Je
ż
eli s
ą
do dyspozycji :
• poprawne modelowanie,
• odpowiednie narz
ę
dzia oraz
• dokładne dane,
to przez zastosowanie techniki modelowania i symulacji mo
ż
na
uzyska
ć
nast
ę
puj
ą
ce korzy
ś
ci:
• krótsze czasy rozwoju,
• ni
ż
sze koszty rozwojowe,
• lepsze wyniki rozwoju,
• wy
ż
sze bezpiecze
ń
stwo.
Je
ż
eli jednak nie ma jeszcze odpowiednich do
ś
wiadcze
ń
, to nakłady
(czas i koszty) dla pierwszego modelowania i symulacji s
ą
zwykle
bardzo du
ż
e.
Przykład modelu symulacyjnego
systemu mechatronicznego
Dynamika ruchu pojazdu samochodowego
Charaktery-
styka silnika
Charakterysty-
ka przekładni
Karoseria
samochodu
Wpływ
wiatru
sin
+
+
-
-
-
-
Pedał gazu
Pedał hamulca
Nachylenie drogi
Pr
ę
dko
ść
Przyspieszenie
16
Optymalizacja dynamiczna podczas projektowania
systemu mechatronicznego
Omówiona wcze
ś
niej metodyka modelowania funkcyjnego z przyporz
ą
dkowaniem fizycznych zasad rozwi
ą
za
ń
przy
pomocy schematów technologicznych prowadzi w sposób systematyczny do mechatronicznej koncepcji cało
ś
ciowej.
Dynamiczne przebiegi całkowite systemu mechatronicznego wynikaj
ą
ze zło
ż
onych zmiennych oddziaływa
ń
pomi
ę
dzy
własno
ś
ciami mechanicznymi, elektrycznymi i informatycznymi. Na te zale
ż
no
ś
ci mo
ż
na znacznie wpływa
ć
przez
koncepcj
ę
i projektowanie systemu. Dlatego te
ż
szczególne znaczenie ma stosowanie wspomagania przez wczesne
zastosowanie symulacji przy zestawianiu i optymalizacji całego systemu.
Mo
ż
na to rozpatrze
ć
na przykładzie doboru nap
ę
du posuwu NC obrabiarki. Podczas rozwoju obrabiarek wyst
ę
puje
żą
danie
mo
ż
liwie du
ż
ej mocy (pr
ę
dko
ś
ci) nap
ę
du dla uzyskania ekonomicznego wytwarzania przy zachowaniu wymaga
ń
wysokiej
dokładno
ś
ci i tym samym uzyskanie konkurencyjno
ś
ci maszyny na rynku. Dlatego te
ż
dobór i optymalizacja przebiegów
dynamicznych sterowanych numerycznie (NC) osi posuwów jest podstawowym zadaniem producenta obrabiarek. Na
wcze
ś
niejszym slajdzie pokazano struktur
ę
podsystemu posuwu NC nowoczesnych obrabiarek. Dzi
ę
ki modułowej budowie
tego podsystemu u producenta obrabiarek przeprowadzane s
ą
nast
ę
puj
ą
ce prace rozwojowe:
•
specyfikacja układu sterowania NC i jednostek regulacji osi oraz wymiarowanie elektrycznych składników nap
ę
du,
•
kształtowanie i wymiarowanie mechanicznego układu przeniesienia nap
ę
du i prowadnic obrabiarki,
•
uruchamianie i parametryzacja układu sterowania i nap
ę
dów.
Uzyskiwane własno
ś
ci dynamiczne s
ą
ograniczone przebiegami drga
ń
układu mechanicznego. Do optymalizacji własno
ś
ci
dynamicznych w fazie konstruowania stosowana jest analiza słabych miejsc tego układu oparta na zastosowaniu metody
elementów sko
ń
czonych MES. Obejmuje ona analizy obliczeniowe w obszarze cz
ę
stotliwo
ś
ci i przez wzgl
ę
dne porównanie
ró
ż
nych rozwi
ą
za
ń
konstrukcyjnych układu umo
ż
liwia wybór wariantu o najlepszych własno
ś
ciach dynamicznych.
Bezwzgl
ę
dne warto
ś
ci uzyskanych danych zale
żą
od dynamicznych oddziaływa
ń
układu sterowania NC, modułów regulacji
osi, elektrycznych składników nap
ę
du i układu mechanicznego. Optymalizacj
ę
parametrów regulacji poło
ż
enia mo
ż
na
natomiast przeprowadzi
ć
dopiero podczas uruchamiania nap
ę
du. Odbywa si
ę
to na drodze prób przy przyj
ę
ciu kryterium
mo
ż
liwie małego uchybu nad
ąż
ania wzgl. wysokiej warto
ś
ci maksymalnej pr
ę
dko
ś
ci. W wyniku rosn
ą
cego pobudzania do
drga
ń
układu mechanicznego wskutek zwi
ę
kszania parametrów regulatora uzyskuje si
ę
warto
ś
ci krytyczne, których
przekroczenie powoduje przeregulowanie (przekroczenie) warto
ś
ci zadanej poło
ż
enia wzgl. niestabilnych przebiegów
regulacji. I tak np. współczynnik wzmocnienia pr
ę
dko
ś
ciowego K
V
regulatora poło
ż
enia, który jest wska
ź
nikiem uzyskiwanej
maksymalnej pr
ę
dko
ś
ci posuwu, jest w zasadzie okre
ś
lony cz
ę
stotliwo
ś
ci
ą
własn
ą
(pierwsz
ą
harmoniczn
ą
) mechanicznego
układu nap
ę
dowego.
Aby ju
ż
w fazie projektowania umo
ż
liwi
ć
oszacowanie mo
ż
liwych do nastawienia parametrów
regulatora i tym samym tak
ż
e dynamicznych mo
ż
liwo
ś
ci obrabiarki, mo
ż
na si
ę
posłu
ż
y
ć
modelowaniem i symulacj
ą
przebiegów całego systemu mechatronicznego zespołu maszyny. Na
bazie modelu Metody Elementów Sko
ń
czonych (MES) pełnej struktury mechanicznej przeprowadza
si
ę
zintegrowane okre
ś
lenie własno
ś
ci dynamicznych nap
ę
du posuwu obrabiarki.
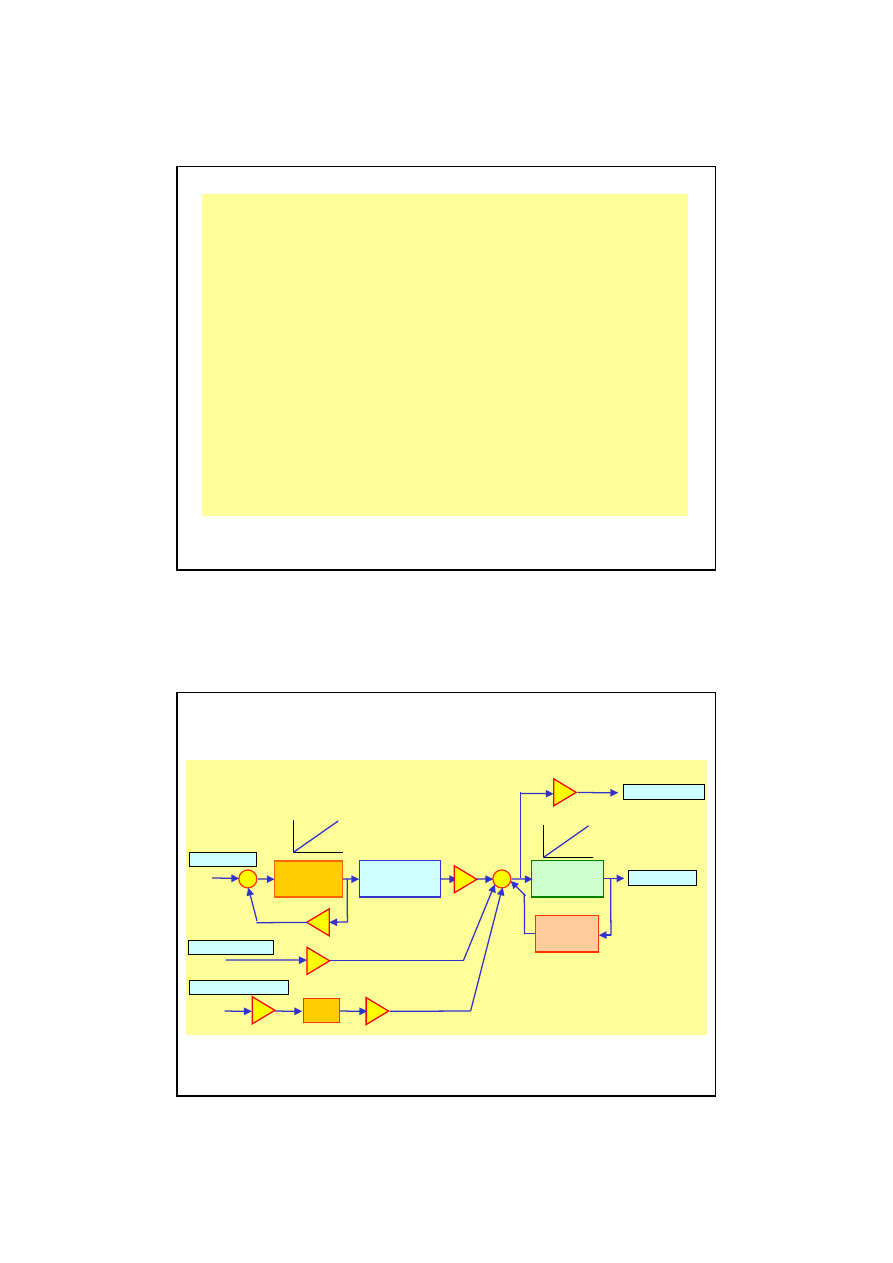
Poło
ż
enie
zadane
w
Wielko
ść
wiod
ą
ca
u
Wielko
ść
wej
ś
ciowa silnika
Inter-
polator
Zad
x U_q
n U_d
i
U_q Ua
U_d Ub
theta Uc
N
Ua M
Ub i_q
Uc
j_rz
i_rz j_kont
i_kont
n_rz x _kont
x_rz
Moduł
regulatora
Moduł
mocy
Serwosilnik
Układ mechaniczny
M n
x
F j
n
x
j
i
Pr
ę
dko
ść
obrotowa
silnika
Poło
ż
enie
sa
ń
K
ą
t obrotu
silnika
Chwilowa
warto
ść
pr
ą
du
Elektryczny układ
nap
ę
du i sterowania
Mechaniczny układ
przeniesienia nap
ę
du
i moduł sa
ń
Schemat blokowy układu nap
ę
du posuwu obrabiarki NC
17
Cechy systemów projektowanych
konwencjonalnie i mechatronicznie
Projektowanie konwencjonalne
Projektowanie konwencjonalne
Dodawanie cz
ęś
ci składowych
Dodawanie cz
ęś
ci składowych
1. Obszerno
ść
(zajmowanie du
ż
o miejsca).
2. Zło
ż
one mechanizmy.
3. Problemy z kablami.
4. Poł
ą
czone cz
ęś
ci składowe.
Projektowanie
Projektowanie
mechatroniczne
mechatroniczne
Integracja cz
ęś
ci składowych
Integracja cz
ęś
ci składowych
1. Zwarto
ść
(kompaktowo
ść
).
2. Proste mechanizmy.
3. Magistrale (ang. Bus) lub komunikacja bezprzewodowa.
4. Jednostki autonomiczne.
Proste sterowanie
Proste sterowanie
5. Sztywna konstrukcja.
6. Sterowanie według prognozy, liniowe,
analogowe.
7. Precyzja przez małe tolerancje.
8. Wielko
ś
ci niemierzalne zmieniaj
ą
si
ę
dowolnie.
9. Proste monitorowanie.
10. Zdolno
ś
ci ustalone, niezmienne.
Integracja przez przetwarzanie informacji
Integracja przez przetwarzanie informacji
5. Elastyczna konstrukcja z tłumieniem elektronicznym.
6. Sterowanie według sprz
ęż
enia zwrotnego, nieliniowe,
cyfrowe.
7. Precyzja przez pomiary i sterowanie ze sprz
ęż
eniem
zwrotnym.
8. Sterowanie oszacowanymi wielko
ś
ciami niemierzalnymi.
9. Nadzór z diagnostyk
ą
uszkodze
ń
.
10. Zdolno
ść
uczenia si
ę
.
Mechatroniczny sposób post
ę
powania podczas
rozwoju maszyn
Konwencjonalny sposób post
ę
powania
Konwencjonalny sposób post
ę
powania
Mechatroniczny
Mechatroniczny
sposób post
ę
powania
sposób post
ę
powania
Konstrukcja
mechaniczna
Konstrukcja
elektryczna
Prototyp
Zmiany w
prototypie
Wynik
Faza testowania
Układy
mechaniczne,
elektryczne i
sterowanie
Wirtualna
maszyna
Prototyp
= wynik
Skrócenie
Time to market
Symulacja/ faza
testowania
Interdyscyplinarne
projektowanie
Szybsze wytworzenie maszyny i szybsze jej wprowadzenie na rynek dzi
ę
ki zastosowaniu
Virtual Prototyping
18
Wprowadzenie
Wprowadzenie
Opracowanie
Opracowanie
Realizacja
Realizacja
Cz
ęś
ci,
zespoły
Narz
ę
dzia
Teoria
Koncepcje
Obliczenia
Symulacja
Budowa
Uruchamianie
Dokumentacja
Przebieg prac podczas wykonywania projektów
mechatronicznych
Czynniki wyst
ę
puj
ą
ce w zintegrowanym rozwoju
systemów mechatronicznych
Uczestnicz
ą
ce dziedziny:
Uczestnicz
ą
ce dziedziny:
elektrotechnika, mechanika, technika pomiarowa, sterowanie,
regulacja, informatyka, technika mikrosystemów …
Cykl
ż
ycia wyrobu:
Cykl
ż
ycia wyrobu:
koncepcja, konstrukcja, wytwarzanie, uruchamianie, eksploatacja,
piel
ę
gnacja, naprawa, recykling, ...
Rozpatrywane aspekty dotycz
ą
ce systemu:
Rozpatrywane aspekty dotycz
ą
ce systemu:
koszty, efektywno
ść
, funkcyjno
ść
, bezpiecze
ń
stwo, niezawodno
ść
,
…
Metody:
Metody:
koncypowanie, obliczenia, eksperymenty, modelowanie,
symulacja, …
Narz
ę
dzia:
Narz
ę
dzia:
CAD, PDM, FEM, MKS, CFD, …
19
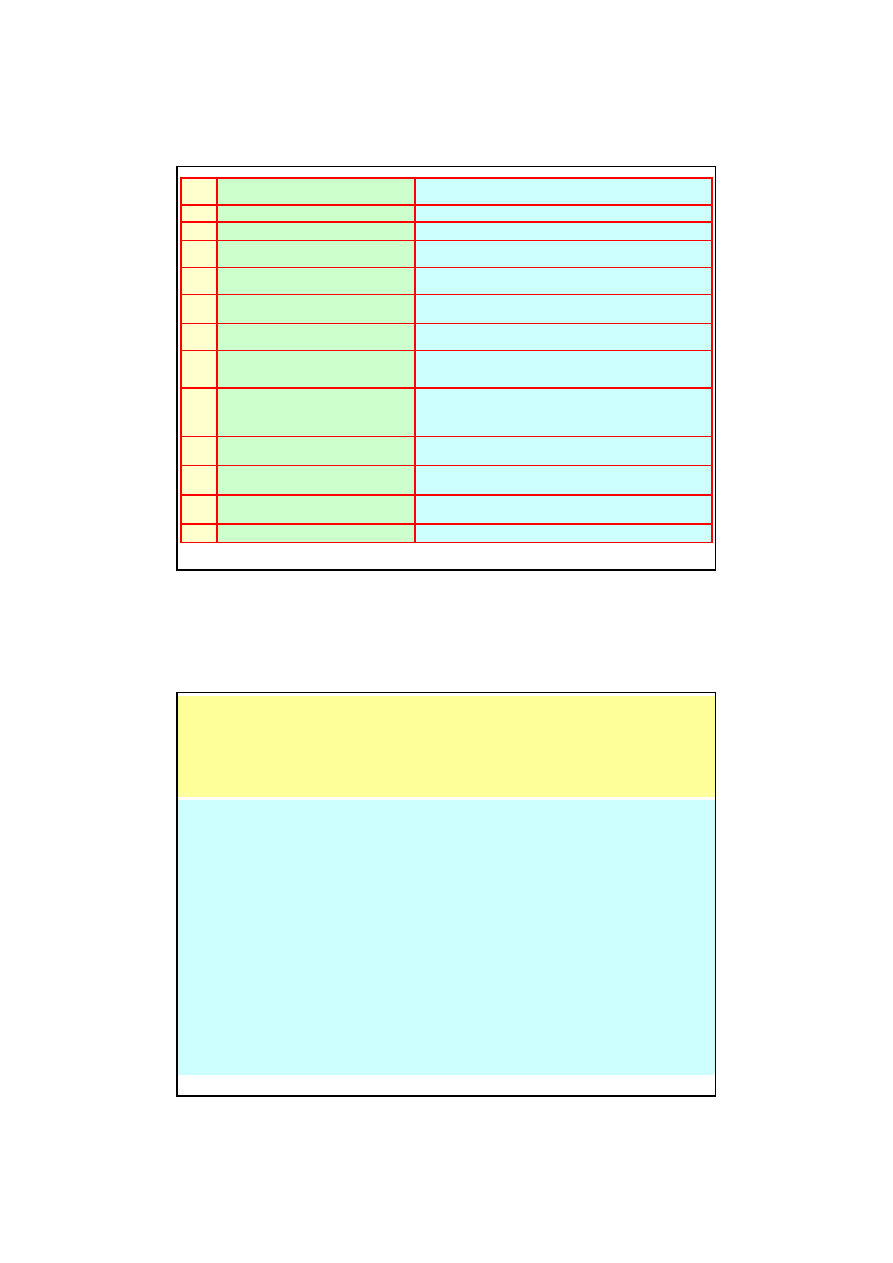
Etapy projektowania mechatronicznego
12.
11.
10.
9.
8.
7.
6.
5.
4.
3.
2.
1.
Nr
etapu
Komponenty, cały system
Weryfikacja eksperymentalna
Modelowanie, identyfikacja, symulacja (równie
ż
hardware-in-the
loop), optymalizacja (CAD) funkcji
Zastosowanie szczególnych
narz
ę
dzi projektowania
Wczesne rozpoznawanie uszkodze
ń
, redundancja, fail-safe,
rekonfiguracja
Podniesienie niezawodno
ś
ci
i bezpiecze
ń
stwa
Kinematyka, nap
ę
dy zdecentralizowane, bez linearyzacji, bez
pami
ę
ci po
ś
redniej
Uproszczenie konstrukcji
podstawowej
dopasowanie funkcji podstawowych, tłumienie elektroniczne,
linearyzacja przez algorytmy, wpływ na wielko
ś
ci niemierzalne,
du
ż
e zakresy pracy przez algorytmy adaptacyjne, wła
ś
ciwo
ś
ci
ucz
ą
ce, diagnoza uszkodze
ń
Funkcjonalna integracja procesu i
elektroniki przez przetwarzanie informacji
zadania, wymagania, koncepcja rozwi
ą
zania, struktura
oprogramowania, implementacja (kodowanie),walidacja, j
ę
zyk
(zale
ż
ny od procesora), zdolno
ść
do pracy w czasie rzeczywistym
Oprogramowanie
mikroprocesory (standardowe, specjalne), struktura podstawowa
(centralna, zdecentralizowana), magistrala systemowa
Architektura sprz
ę
tu komputerowego
posta
ć
konwencjonalna, nowe mo
ż
liwo
ś
ci
Obsługa, interfejsy człowiek-
maszyna
sterowanie, regulacja, nadzór, koordynacja, optymalizacja
Podstawowe funkcje przetwarzania
informacji
zasady, integracja konstrukcyjna, zdecentralizowana obróbka
sygnału (komponenty „inteligentne”)
Sensoryka, aktuatoryka, energia
pomocnicza
przetwarzanie procesowe, przetwarzanie informacji
Pierwszy podział na funkcje podstawowe
mechanika, elektrotechnika, termodynamika
Pierwsza podstawowa konstrukcja procesu
Tre
ść
etapu, przykłady
Nazwa etapu
Etapy 1 – 3 rozwoju systemu mechatronicznego
Etapy 1 i 2:
Etapy 1 i 2: Pierwsza podstawowa konstrukcja procesu i podział na funkcje podstawowe systemu
mechatronicznego
Pierwsza podstawowa konstrukcja procesu, jaki ma by
ć
realizowany w projektowanym systemie mechatronicznym,
wychodzi zwykle ze znanych rozwi
ą
za
ń
podprocesu mechanicznego i zwi
ą
zanych z nim podprocesów elektrycznych,
termodynamicznych czy chemicznych. Z tym wi
ąż
e si
ę
równie
ż
pierwszy podział funkcji podstawowych mi
ę
dzy
przetwarzanie procesowe i przetwarzanie informacji. Oznacza to,
ż
e nale
ż
y rozwa
ż
y
ć
w „sensie mechatronicznym”, jakie
funkcje – poza głównym strumieniem energii lub poza przenoszeniem siły – mo
ż
na zrealizowa
ć
pro
ś
ciej, lepiej lub taniej
na drodze cyfrowo-elektronicznej.
Etap 3:
Etap 3: Wybór sensoryki, aktuatoryki i energii pomocniczej
Istotn
ą
rol
ę
podczas podziału na funkcje podstawowe odgrywaj
ą
zastosowane sensory (a przez to technika pomiarowa) i
aktuatory oraz przynale
ż
na energia pomocnicza, jako interfejsy mi
ę
dzy procesem i elektronik
ą
. Rozpatruje si
ę
przy tym czy
przez uzupełnienie wielko
ś
ci pomiarowych i nastawczych mo
ż
na dodatkowo wpływa
ć
na proces w celu, np. zwi
ę
kszenia
wydajno
ś
ci czy niezawodno
ś
ci, rozszerzenia zakresu pracy czy realizacji nowych funkcji. Uzupełnienie procesu wi
ę
ksz
ą
liczb
ą
sensorów czy aktuatorów zwi
ę
ksza liczb
ę
stopni swobody, a przez to elastyczno
ść
i zdolno
ść
dopasowywania si
ę
pierwotnej konstrukcji podstawowej. Wybieraj
ą
c sensory dla mierzonych wielko
ś
ci elektrycznych (np. napi
ę
cie, pr
ą
d,
nat
ęż
enie pola) i wielko
ś
ci mechanicznych (np. droga, pr
ę
dko
ść
, przyspieszenie, siła, moment obrotowy, ci
ś
nienie) oraz
termicznych (np. temperatura), rozpatruje si
ę
rzecz z wielu punktów widzenia. W tym kontek
ś
cie szczególne znaczenie w
systemach mechatronicznych maj
ą
takie cechy, jak: integracja z procesem, dynamika, rozdzielczo
ść
, funkcjonalno
ść
mechaniczna i termiczna, niewielkie zu
ż
ycie, bezdotykowo
ść
, miniaturyzacja i łatwe przej
ś
cie do cyfrowego przetwarzania
sygnałów. Interesuj
ą
ca jest równie
ż
integracja funkcji sensorycznych i przetwarzania sygnału w jednym wspólnym no
ś
niku
sygnału. Mo
ż
e to zwi
ę
kszy
ć
niezawodno
ść
, umo
ż
liwi
ć
bezpo
ś
rednie przej
ś
cie do sygnałów cyfrowych lub magistral
systemowych oraz pomóc przeprowadzi
ć
(zdecentralizowane) przetwarzanie sygnału, np. filtrowanie, linearyzacj
ę
, korekcj
ę
wielko
ś
ci zakłócaj
ą
cych („inteligentne” komponenty sensora). Okre
ś
lone z przetwarzania informacji wielko
ś
ci nastawcze
maj
ą
niewielk
ą
energi
ę
i dlatego s
ą
one przetwarzane przez aktuatory w strumienie energii procesowej. Istotnymi
elementami konstrukcyjnymi s
ą
: nap
ę
d nastawczy i człon nastawczy. Moc, wymagana do nastawienia, pobierana jest w
postaci mocy pomocniczej – elektrycznej, pneumatycznej lub hydraulicznej. Wa
ż
na jest tutaj konstrukcyjna integracja
aktuatorów z procesem. Ich obszary zastosowania wynikaj
ą
z wielu wła
ś
ciwo
ś
ci, np. z rodzaju energii pomocniczej,
liniowo
ś
ci lub nieliniowo
ś
ci charakterystyk, dynamiki, translacyjnej lub rotacyjnej wielko
ś
ci wyj
ś
ciowej, proporcjonalnej lub
całkowej charakterystyki, siły nastawiania, drogi nastawiania, szybko
ś
ci nastawiania, stosunku mocy do ci
ęż
aru. Przez
oparte na modelu przetwarzanie informacji mo
ż
na skompensowa
ć
niektóre negatywne cechy w postaci regulacji cyfrowej i
implementowa
ć
wczesne rozpoznawanie uszkodze
ń
.
20
Etap 4:
Etap 4: Ustalenie podstawowych funkcji przetwarzania informacji
Na podstawie wybranych wielko
ś
ci mierzonych i nastawianych mo
ż
na ustali
ć
podstawowe funkcje przetwarzania
informacji. Na najni
ż
szym poziomie jest to sterowanie i regulacja, na
ś
rednim – nadzór z wczesnym rozpoznawaniem
bł
ę
dów i ewentualnie diagnoz
ą
bł
ę
dów, a na wy
ż
szych poziomach – ogólne zarz
ą
dzanie procesem np. z zadaniami
koordynacji, optymalizacji ró
ż
nych stanów pracy (start, praca, stop) itd. Do projektu tych funkcji i do parametryzacji
algorytmów potrzebna jest obszerna wiedza o procesie. Istotne s
ą
tutaj te statyczne i dynamiczne charakterystyki
procesu, na które mo
ż
na wpływa
ć
konstrukcyjnie. Przez korzystne konstrukcyjne ukształtowanie procesu mo
ż
na silnie
wpływa
ć
na osi
ą
galn
ą
jako
ść
sterowania, regulacji, optymalizacji itd. Czyni si
ę
to najlepiej przez teoretyczne modelowanie
komponentów. Przetwarzanie informacji w systemach mechatronicznych jest bardzo ró
ż
norodne.
Etap 5:
Etap 5: Ustalenie interfejsu człowiek-maszyna HMI
Powstaje równie
ż
wiele nowych mo
ż
liwo
ś
ci dla sposobu obsługi i ukształtowania interfejsu mi
ę
dzy człowiekiem i maszyn
ą
.
Dotyczy to np. przedstawienia informacji w postaci wła
ś
ciwie ukształtowanych wy
ś
wietlaczy lub ekranów oraz
elektronicznie dopasowanych elementów obsługowych, takich jak np. pulpity, koła kierownicze, dr
ąż
ki czy pedały.
Etap 6:
Etap 6: Wybór architektury sprz
ę
tu komputerowego
Architektura sprz
ę
tu komputerowego charakteryzuje si
ę
wieloma mo
ż
liwo
ś
ciami wynikaj
ą
cymi z rozwoju mikroelektroniki.
W przypadku mniejszych systemów mechatronicznych w gr
ę
wchodz
ą
głównie procesory standardowe lub specjalizowane
układy przeł
ą
czaj
ą
ce. W realizacjach ze sprz
ę
tem standardowym preferuje si
ę
mikroprocesory, bo s
ą
one uniwersalne i
elastyczne w stosowaniu. W poł
ą
czeniu z takimi modułami zewn
ę
trznymi, jak moduł pami
ę
ci RAM/ROM, sterowniki
(kontrolery) urz
ą
dze
ń
peryferyjnych, moduły do wysterowania, rejestratory warto
ś
ci pomiarowych oraz koprocesory
arytmetyczne, powstaj
ą
odpowiednie karty komputerowe dopasowane do problemu. Komponentami specjalnie
zaprojektowanymi dla przetwarzania danych w czasie rzeczywistym s
ą
tzw. mikrokontrolery, w których wszystkie wa
ż
ne
elementy s
ą
zintegrowane w jednym chipie. Specjaln
ą
architektur
ę
do maksymalnego przepływu danych podczas działa
ń
arytmetycznych maj
ą
tzw. procesory sygnałowe DSP, które wymagaj
ą
jednak dodatkowego interfejsu procesowego. Obok
procesorów standardowych coraz wi
ę
ksz
ą
rol
ę
odgrywaj
ą
układy przeł
ą
czaj
ą
ce projektowane dla konkretnych zastosowa
ń
(ASIC). W układach tych na jednym chipie umieszczone s
ą
pełne systemy mikrokomputerowe, dopasowane do danego
problemu. Rozró
ż
nia si
ę
tu programowalne urz
ą
dzenia logiczne (PLD), odpowiednie dla prototypów lub małych serii oraz
tzw. semi-custom-devices (np. gate-arrays) dla
ś
rednich serii i tzw. custom-devices dla du
ż
ych serii produktu. Elementy
mikroelektroniczne, naniesione bezpo
ś
rednio na systemy mechaniczne, podlegaj
ą
wysokim obci
ąż
eniom mechanicznym i
cieplnym, a mog
ą
by
ć
tak
ż
e zabrudzone przez kurz, wod
ę
, olej. Dlatego decyduj
ą
ce znaczenie ma mechaniczne
powi
ą
zanie tych elementów z systemem. W wi
ę
kszych systemach mechatronicznych stosowane s
ą
architektury
podzielone hierarchicznie z komponentami mikroelektroniki powi
ą
zanymi odpowiednimi systemami magistral.
Etapy 4 – 6 rozwoju systemu mechatronicznego
Etap 7:
Etap 7: Projekt oprogramowania
Oprogramowanie jest projektowane metodycznie, według zasad in
ż
ynierii oprogramowania. Rozró
ż
nia si
ę
przy
tym in
ż
ynieri
ę
wymaga
ń
(ang. requirements-engineering), w której skład wchodz
ą
: postawienie zadania,
wymagania i zorientowana na zastosowanie koncepcja rozwi
ą
zania; sporz
ą
dzenie struktury oprogramowania
wraz z ustaleniem j
ę
zyka (zale
ż
nego od procesora) i na koniec implementacja (kodowanie) z testami i walidacj
ą
.
Etap 8:
Etap 8: Funkcjonalna integracja procesu i elektroniki
Podczas funkcjonalnej integracji procesu i elektroniki nale
ż
y rozró
ż
nia
ć
integracj
ę
hardware’ow
ą
(z punktu
widzenia sprz
ę
tu komputerowego), integracj
ę
konstrukcyjn
ą
komponentów oraz integracj
ę
software’ow
ą
(przetwarzanie informacji). Po przej
ś
ciu przez etapy 2-7 nale
ż
y tutaj jeszcze raz rozpatrzy
ć
system jako cało
ść
i
podział funkcji mi
ę
dzy proces i przetwarzanie informacji oraz, ewentualnie, dokona
ć
modyfikacji w cyklu
iteracyjnym. Typowymi mechatronicznymi punktami widzenia s
ą
przy tym np. tłumienie elektroniczne, linearyzacja
przez algorytmy, wpływanie na wielko
ś
ci niemierzalne, wła
ś
ciwo
ś
ci ucz
ą
ce itp.
Etap 9:
Etap 9: Uproszczenie konstrukcji podstawowej
Nale
ż
y teraz sprawdzi
ć
, czy mo
ż
na upro
ś
ci
ć
konstrukcj
ę
podstawow
ą
? Na przykład jej kinematyk
ę
(przez
zdecentralizowane, oddzielne silniki nap
ę
dowe, przez odrzucenie liniowych przekładni mechanicznych) i
kompensacj
ę
nieliniowej charakterystyki (przez odpowiednie algorytmy), przez zastosowanie konstrukcji lekkich,
usuni
ę
cie mechanicznych członów tłumienia lub pami
ę
ci po
ś
redniej i tłumienia na drodze elektronicznej oraz
przez mniejsze wymagania co do precyzji sterowanych przebiegów przez pomiar i regulacj
ę
.
Etap 10:
Etap 10: Podniesienie niezawodno
ś
ci i bezpiecze
ń
stwa
Z powodu rosn
ą
cego obszaru funkcji, spełnianych w systemach mechatronicznych przez sensoryk
ę
,
mikroelektronik
ę
i aktuatoryk
ę
, coraz wi
ę
ksze znaczenie ma niezawodno
ść
i bezpiecze
ń
stwo. Zaczyna si
ę
to z
reguły od metod wczesnego rozpoznawania uszkodze
ń
we wszystkich komponentach, szczególnie cz
ęś
ciach
elektronicznych. Niezawodno
ść
, ogólnie bior
ą
c, mo
ż
na poprawi
ć
dwoma przedsi
ę
wzi
ę
ciami: perfekcj
ą
i
tolerancj
ą
. Perfekcja polega na unikaniu uszkodze
ń
i awarii przez odpowiednie rozplanowanie, wysok
ą
jako
ść
,
mniej poł
ą
cze
ń
kablowych, sprawdzanie itd. Tolerancja powinna chroni
ć
przed skutkami bł
ę
dów i awarii. Do tego
mo
ż
na zastosowa
ć
ró
ż
ne zasady redundancji (nadmiarowo
ś
ci) w celu tolerowania uszkodze
ń
, np. w sprz
ę
cie
komputerowym przez redundancj
ę
statyczn
ą
, dynamicznie pasywn
ą
czy dynamicznie aktywn
ą
. Celem takiego
działania jest utrzymanie pracy systemu lub osi
ą
gni
ę
cie bezpiecznego stanu procesu. Do tego mog
ą
słu
ż
y
ć
równie
ż
przedsi
ę
wzi
ę
cia rekonfiguracyjne, a wi
ę
c np. zmiany struktury w przypadku pracy awaryjnej.
Etapy 7 – 10 rozwoju systemu mechatronicznego
21
Etapy 11 – 12 rozwoju systemu mechatronicznego
Etap 11:
Etap 11: Dopasowanie komponentów przez specjalistyczne narz
ę
dzia
projektowania
Systematyczne, wzajemnie zgrane projektowanie wszystkich komponentów
systemu mechatronicznego ułatwiaj
ą
specjalistyczne narz
ę
dzia projektowania.
Dotyczy to szczególnie równoległego (współbie
ż
nego) w czasie opracowywania
komponentów. Mo
ż
na przy tym zastosowa
ć
np. nast
ę
puj
ą
ce systemy
oprogramowania: projekt konstrukcyjny komponentów mechanicznych i
elektrycznych (CAD, CAE), modelowanie charakterystyk statycznych i
dynamicznych, identyfikacja i szacowanie parametrów, komputerowo
wspomagane projektowanie regulacji, symulacja systemu całkowitego i tzw.
symulacja HIL (ang. hardware-in-the-loop) do opracowania i wypróbowania
komponentów.
Etap 12:
Etap 12: Eksperymentalna weryfikacja systemu
Eksperymentalna weryfikacja systemu mechatronicznego dotyczy zarówno
sprawdzenia funkcji oraz niezawodno
ś
ci i bezpiecze
ń
stwa za pomoc
ą
sprawdzonych metod badania jako
ś
ci. Cz
ę
sto stosuje si
ę
do tego celu
stanowiska badawcze, a tak
ż
e przebiegi próbne w normalnej eksploatacji.
Szczególnie wa
ż
na jest tutaj wspomagana komputerowo technika bada
ń
eksperymentalnych.
Rozwój dowolnego systemu mechatronicznego mo
ż
na rozpatrywa
ć
jako proces zawieraj
ą
cy nast
ę
puj
ą
ce fazy:
1. Okre
ś
lenie zapotrzebowania – proces rozwoju rozpoczyna si
ę
od rozpoznania mo
ż
liwego zapotrzebowanie
na wyroby ze strony kupuj
ą
cego lub klienta. Mo
ż
e si
ę
to odbywa
ć
np. przez badania rynkowe w celu
stwierdzenia wymaga
ń
potencjalnych klientów.
2. Analiza problemu – pierwsza faza rozwoju koncepcji wyrobu (zespołu, systemu) obejmuje identyfikacj
ę
mo
ż
liwo
ś
ci postawienia zada
ń
, tj. ich analiz
ę
. Chodzi przy tym o wa
ż
n
ą
faz
ę
, poniewa
ż
gdy problem nie
zostanie dokładnie zdefiniowany to działania, które b
ę
d
ą
nast
ę
pnie prowadzone spowoduj
ą
poniesienie
niepotrzebnych nakładów (czasu i kosztów).
3. Utworzenie specyfikacji – po przeprowadzeniu analizy mo
ż
na sporz
ą
dzi
ć
specyfikacj
ę
wymaga
ń
.
W specyfikacji sformułowany jest problem, uwzgl
ę
dnione ograniczenia dotycz
ą
ce jego rozwi
ą
zania oraz
wymienione kryteria, które nale
ż
y wzi
ąć
pod uwag
ę
przy ocenie jako
ś
ci koncepcji rozwi
ą
zania. Razem z
postawieniem zadania powinny by
ć
równie
ż
wyspecyfikowane wszystkie wymagane funkcje systemu oraz
po
żą
dane własno
ś
ci. Mog
ą
to by
ć
np. dane dotycz
ą
ce wymaganej masy, wymiarów (gabarytów), typów i
wymaganego zakresu ruchów oraz dokładno
ś
ci, wymaga
ń
cz
ęś
ci (zespołów) składowych, interfejsów,
zapotrzebowania mocy, warunków pracy oraz istotnych standardów i praktycznych zasad post
ę
powania.
4. Pokazanie mo
ż
liwo
ś
ci rozwi
ą
zania – ta faza jest cz
ę
sto nazywana faz
ą
konceptualn
ą
. Tworzone s
ą
szkicowe rozwi
ą
zania, które s
ą
wystarczaj
ą
ce do tego,
ż
eby pokaza
ć
mo
ż
liwo
ś
ci uzyskania wymaganych
funkcji, np. przybli
ż
one wielko
ś
ci, kształty, materiały i koszty. Ta faza obejmuje równie
ż
poszukiwanie
odpowiedzi na pytanie, w jaki sposób podobne zadania zostały wcze
ś
niej rozwi
ą
zane.
5. Wybór odpowiedniego rozwi
ą
zania – oceniane s
ą
ró
ż
ne mo
ż
liwo
ś
ci rozwi
ą
za
ń
i wybierane z nich najlepsze
rozwi
ą
zanie.
6. Opracowanie szczegółowego projektu – w tej fazie wykonywany jest szczegółowy projekt systemu. Mo
ż
e to
tak
ż
e wymaga
ć
wytworzenia modeli lub prototypów, aby okre
ś
li
ć
optymalne szczegóły rozwi
ą
zania.
7. Wykonanie dokumentacji wytwórczej – z wybranego projektu jest nast
ę
pnie wykonywana dokumentacja
zwi
ą
zana z wytwarzaniem (np. rysunki wykonawcze cz
ęś
ci), schematy układów itp., która stanowi podstaw
ę
wytwarzania systemu mechatronicznego.
Fazy procesu rozwoju wyrobów
22
Projektowanie systemu mechatronicznego jest zło
ż
onym procesem z interakcjami pomi
ę
dzy
wieloma obszarami i dziedzinami. Rozpatruje si
ę
podstaw
ę
budowy i działania wyrobów
mechatronicznych jako powi
ą
zanie mechaniki, elektroniki i technik komputerowych. I tak np. waga
łazienkowa mo
ż
e by
ć
zbudowana na zasadzie
ś
ciskania spr
ęż
yny z mechanizmem do
przetwarzania ruchu w obrót wałka i wynikaj
ą
cego z tego ruchu wskazówki na skali pomiarowej.
Problemem, który musi by
ć
uwzgl
ę
dniony podczas rozwoju wagi jest to,
ż
e wskazywany ci
ęż
ar
nie mo
ż
e zale
ż
e
ć
od pozycji człowieka na wadze. Przy pomocy mechatroniki mo
ż
na wzi
ąć
pod
uwag
ę
inne mo
ż
liwo
ś
ci budowy wagi łazienkowej. I tak np. spr
ęż
yny mo
ż
na zast
ą
pi
ć
elementami
czujnikowymi z tensometrami. Sygnały wielko
ś
ci wyj
ś
ciowych z mostka tensometrycznego za
pomoc
ą
mikroprocesora mog
ą
wskazywa
ć
ci
ęż
ar na wy
ś
wietlaczu ciekłokrystalicznym LCD.
Dzi
ę
ki temu zbudowane w taki sposób wagi s
ą
prostsze pod wzgl
ę
dem mechanicznym, gdy
ż
zawieraj
ą
one mniej zespołów i ruchomych cz
ęś
ci. Zło
ż
one zadania s
ą
przy tym przenoszone na
oprogramowanie.
Konwencjonalnym sposobem regulacji temperatury w domowej instalacji centralnego ogrzewania
jest umieszczenie termostatu z bimetalu w obwodzie regulacji. Je
ż
eli zmienia si
ę
temperatura w
mieszkaniu, to zmienia si
ę
tak
ż
e odkształcenie elementów bimetalicznych, które jest
wykorzystywane do uruchomienia wył
ą
cznika instalacji grzewczej. Natomiast rozwi
ą
zaniem
mechatronicznym tego problemu mogłoby by
ć
zastosowanie sterowanego mikroprocesorowo
układu np. z termo-diod
ą
jako sensorem. Taki system, w porównaniu z termostatem
bimetalicznym, ma wiele zalet. Termostat bimetaliczny jest stosunkowo prymitywny i temperatura
nie jest dokładnie regulowana. Ponadto opracowanie metod do uzyskiwania ró
ż
nych temperatur
w ró
ż
nych okresach czasu z takim czujnikiem jest zło
ż
one i trudne w realizacji. System
mikroprocesorowy mo
ż
e natomiast łatwo zapewni
ć
dokładno
ść
i przebieg czasowy regulacji
temperatury. Zatem taki system jest znacznie bardziej elastyczny w porównaniu z
konwencjonalnymi układami.
Systemy konwencjonalne i mechatroniczne
Model post
ę
powania / model procesu:
Model post
ę
powania / model procesu:
model post
ę
powania okre
ś
la, w jaki sposób s
ą
zorganizowane poszczególne fazy w procesie rozwoju,
przykłady:
- model kaskadowy (wodospadowy),
- model V,
- model spiralny,
- model prototypów,
- zunifikowany proces (ang. Unified Process),
- model pomocniczy.
Modele rozwoju oprogramowania
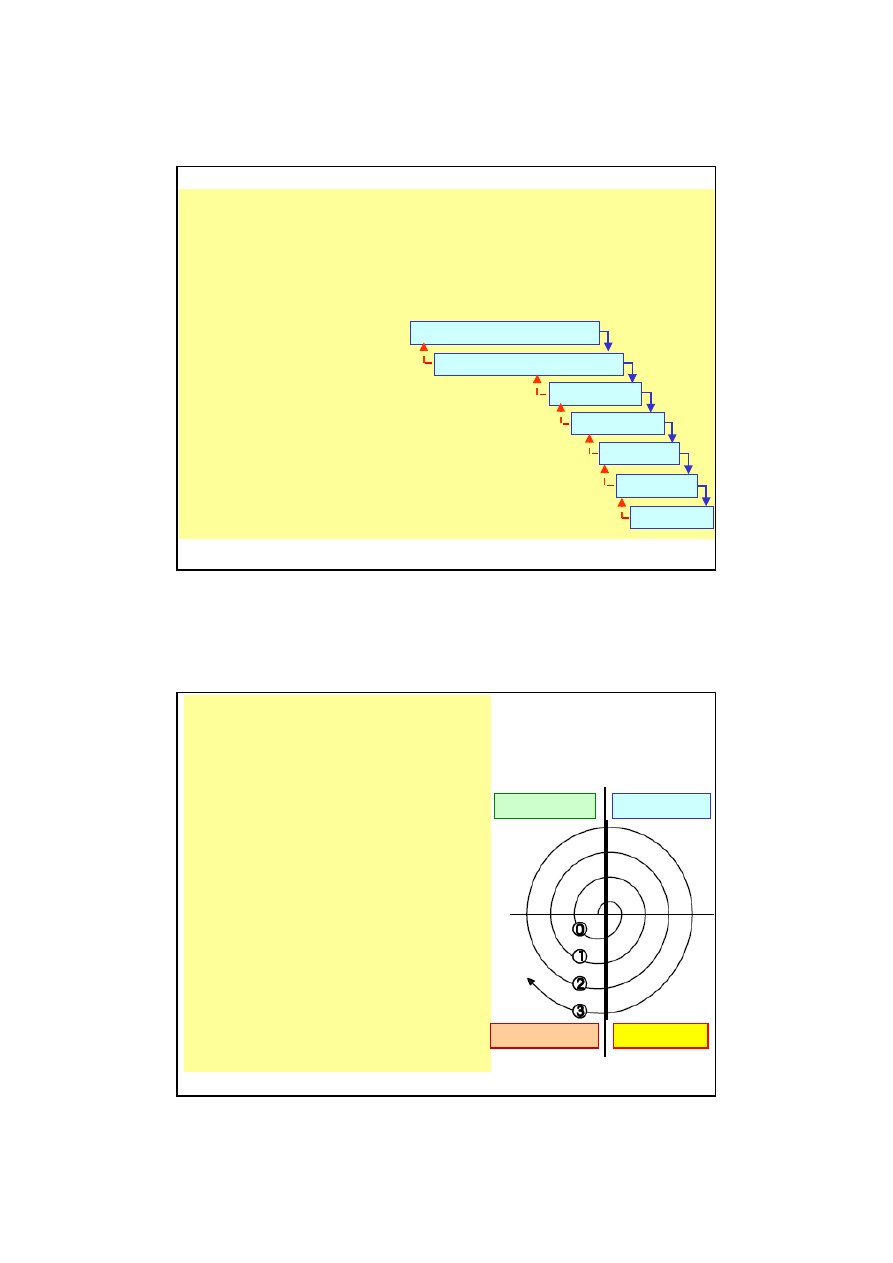
23
Model kaskadowy
Ka
ż
da aktywno
ść
jest przeprowadzana w odpowiedniej kolejno
ś
ci i
pełnym zakresie,
P
ę
tle sprz
ęż
enia zwrotnego pomi
ę
dzy stopniami:
- sprz
ęż
enia zwrotne s
ą
ograniczone do okre
ś
lonych stopni,
Wyniki uzyskane w jednej fazie maj
ą
wpływ na nast
ę
pn
ą
faz
ę
(tak jak w
kaskadzie),
Zalety:
- jasne zadania dla ka
ż
dej z faz,
- dokładne planowanie przy małych nakładach,
Wady:
- wymagania na pocz
ą
tku s
ą
cz
ę
sto bardzo niejasne
i niestabilne,
- powrót do wcze
ś
niejszej fazy wi
ąż
e si
ę
z du
ż
ymi nakładami,
- problemy s
ą
rozpoznawane z opó
ź
nieniem
.
Wymagania systemowe
Wymagania oprogramowania
Analiza
Projektowanie
Kodowanie
Testowanie
Eksploatacja
Rozwój odbywa si
ę
po spirali od
ś
rodka na zewn
ą
trz,
Ka
ż
da spirala jest iteracyjnym,
ewolucyjnym cyklem z jednakowymi
fazami,
Cele cyklu oraz ocena ryzyka s
ą
okre
ś
lane z wyników ostatniego cyklu.
Zalety:
Zalety:
- minimalizacja ryzyka we wszystkich
fazach i dla wszystkich składników,
- model elastyczny: model post
ę
powania
jest okre
ś
lony oddzielnie dla ka
ż
dego
cyklu i ka
ż
dego składnika.
Wady:
Wady:
- wysokie nakłady na zarz
ą
dzanie,
poniewa
ż
cz
ę
sto uzyskuje si
ę
nowe
rozstrzygni
ę
cia.
Model spiralny rozwoju oprogramowania
Analiza
Analiza
Projekt
Projekt
Zastosowanie
Zastosowanie
Realizacja
Realizacja
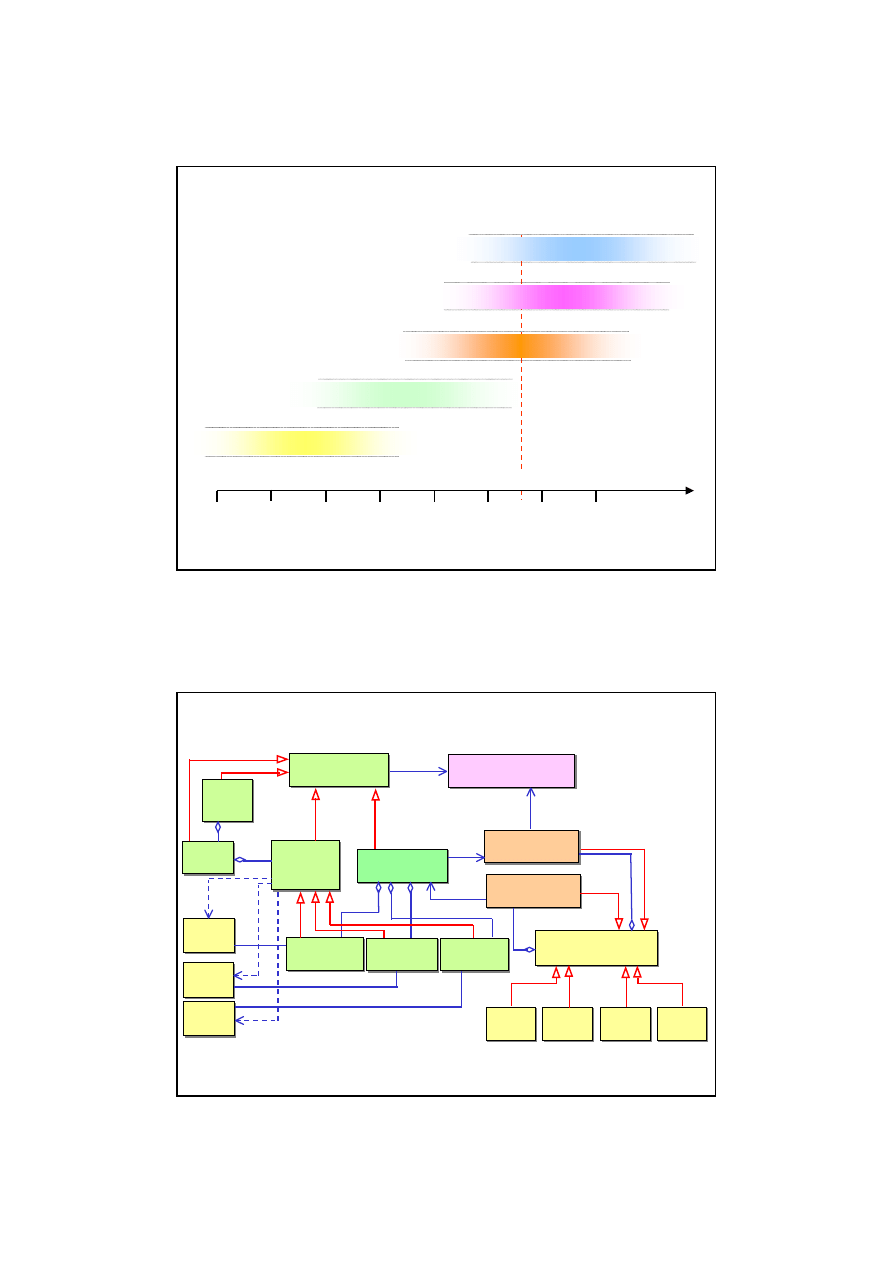
24
Historyczny rozwój metod programowania
1950
1960
1970
1980
1990
2000
2010
2020
Rok
Programowanie jako sztuka
Strukturalne/ zorientowane na funkcje
Zorientowane obiektowo
Oparte na komponentach
Zorientowane agentowo
Bastein?
Systematyczne
opracowywanie od nowa
Konfigurowanie Samoorganizacja
Metamodel komponentu mechatronicznego
Obiekt
mechatroniczny
Obiekt
mechatroniczny
Zespół
Zespół
Obiekt
konstrukcyjny
Obiekt
konstrukcyjny
Pod-
zespół
Pod-
zespół
Cz
ęść
Cz
ęść
Materiał
Materiał
Sygnał
Sygnał
Energia
Energia
Komponent
mechaniczny
Komponent
mechaniczny
Komponent
programowy
Komponent
programowy
Komponent
elektryczny
Komponent
elektryczny
Warstwa
Warstwa
Mecha-
nika
Mecha-
nika
Elektro-
nika
Elektro-
nika
Hydrau-
lika
Hydrau-
lika
Stero-
wanie
Stero-
wanie
Warstwa
komponentu
Warstwa
komponentu
Warstwa
funkcji
Warstwa
funkcji
Opis
funkcji
Opis
funkcji
opisuje
opisuje
zawiera
zawiera
zawiera
zawiera
zawiera
z
a
w
ie
ra
z
a
w
ie
ra
jest
jest
jest
jest
jest
je
s
t
je
s
t
je
s
t
je
s
t
je
s
t
je
s
t
je
s
t
ma
je
s
t
ma dost
ę
p do
ma
dost
ę
p do
m
a
d
o
s
t
ę
p
d
o
opisuje
implementuje
im
p
le
m
e
n
tu
je
im
p
le
m
e
n
tu
je
Wyszukiwarka
Podobne podstrony:
MTR 2011 Wstep do mechatr cz 1
MTR 2009 Wstep do mechatr cz 3 (2)
MTR 2009 Wstep do mechatr cz 5 (2)
MTR 2009 Wstep do mechatr cz 7 (2)
MTR 2009 Wstep do mechatr cz 1
MTR 2009 Wstep do mechatr cz 6
MTR 2009 Wstep do mechatr cz 2 (2)
MTR 2009 Wstep do mechatr cz 4 (2)
MTR 2009 Wstep do mechatr cz 8 Nieznany
MTR 2009 Wstep do mechatr cz 3 (2)
MTR 2009 Wstep do mechatr cz 2
MTR 2009 Wstep do mechatr cz 5
MTR 2009 Wstep do mechatr cz 1
MTR 2009 Wstep do mechatr cz 3
MTR 2009 Wstep do mechatr cz 4
MTR 2009 Wstep do mechatr cz 7
MTR 2009 Wstep do mechatr cz 8
Wstęp do pedagogiki, WSTĘP DO PEDAGOGIKI 15.10.2011, WSTĘP DO PEDAGOGIKI
więcej podobnych podstron