1
Politechnika Wrocławska
W y d z i a ł M e c h a n i c z n y
W y d z i a ł M e c h a n i c z n y
Instytut Technologii Maszyn i Automatyzacji
Kierunek studiów:
Mechatronika
Mechatronika
Studia I-stopnia, rok I, sem. 2, rok akad. 2008/09
Materiały do wykładu „
Wst
ę
p do
Wst
ę
p do
mechatroniki
mechatroniki”
Przykłady systemów mechatronicznych: obrabiarki,
roboty przemysłowe
Dr in
ż
. Zbigniew Smalec (p. 3.19 B-4)
Cz
ęść
7 (1 – 48)
Wrocław, 2009
W budowie maszyn produkcyjnych stosowanych w takich bran
ż
ach przemysłu jak: obróbka mechaniczna,
przetwórstwo tworzyw sztucznych, tekstylny, opakowaniowy, drukarski, drzewny i szklarski kluczowe znaczenie
maj
ą
układy sterowania ruchem MC (ang. Motion Control). Dotycz
ą
one bardzo dokładnego (rz
ę
du
µ
m) i
realizowanego z wysok
ą
dynamik
ą
pozycjonowania zespołów roboczych.
I tak np. wcze
ś
niej w maszynach drukarskich synchronizacja działania ich zespołów roboczych była realizowana
na drodze mechanicznej za pomoc
ą
tzw. wału królewskiego i krzywek. Natomiast obecnie nowe generacje
maszyn drukarskich nie zawieraj
ą
ju
ż
przekładni i innych mechanicznych zespołów sprz
ę
gaj
ą
cych.
Synchronizacja na drodze elektronicznej umo
ż
liwia redukcj
ę
składników mechanicznych, zmniejszenie kosztów i
zapewnia wi
ę
ksz
ą
swobod
ę
w kształtowaniu wygl
ą
du maszyn. Praca poszczególnych zespołów jest
synchronizowana za pomoc
ą
sieciowego systemu komunikacyjnego. Otwiera to nowe mo
ż
liwo
ś
ci modułowej
budowy całych maszyn drukarskich. Elektroniczna synchronizacja modułowych jednostek w maszynie jest
znacznie „sztywniejsza” ni
ż
uzyskiwana przez sprz
ęż
enia mechaniczne. Dzi
ę
ki temu uzyskuje si
ę
wzrost
produktywno
ś
ci, dokładno
ś
ci i popraw
ę
jako
ś
ci druku.
Natomiast w prasach czy wtryskarkach coraz cz
ęś
ciej stosowane s
ą
serwonap
ę
dy elektryczne przy zachowaniu
wysokich wymaga
ń
dotycz
ą
cych bezpiecze
ń
stwa tych maszyn.
Istotn
ą
rol
ę
w budowie maszyn odgrywaj
ą
tak
ż
e takie innowacyjne rozwi
ą
zania jak np. bezpo
ś
rednie nap
ę
dy
elektryczne, czy elektroniczna technika bezpiecze
ń
stwa, które otwieraj
ą
nowe mo
ż
liwo
ś
ci rozwi
ą
za
ń
. Ze strony
firm produkuj
ą
cych maszyny wytwórcze wyst
ę
puj
ą
oczekiwania, aby stosowane w nich zespoły umo
ż
liwiały
jeszcze dokładniejsz
ą
i wydajniejsz
ą
realizacj
ę
procesów wytwarzania.
Istotne znaczenie w budowie maszyn maj
ą
równie
ż
komputerowe systemy wspomagania prac in
ż
ynierskich
CAD/CAE/CAM (ang. Computer Aided Design/ Computer Aided Engineering/ Computer Aided Manufacturing).
Umo
ż
liwiaj
ą
one tworzenie modeli konstrukcyjnych poszczególnych zespołów maszyny, analiz
ę
obci
ąż
e
ń
i
wytrzymało
ś
ci elementów, a tak
ż
e przygotowanie procesów wytwarzania cz
ęś
ci i monta
ż
u zespołów.
Mechatroniczne podej
ś
cie w budowie maszyn wymaga specjalistów, którzy maj
ą
pogl
ą
d na cał
ą
maszyn
ę
, a
zatem nie oddzielnie rozpatrywane cz
ęś
ci mechaniczne, elektryczno/ elketroniczne i oprogramowanie. Konieczne
jest rozpatrywanie zespołów mechanicznych, techniki nap
ę
dów i regulacji w modelu systemowym. Wa
ż
ne jest
przy tym równie
ż
uwzgl
ę
dnianie relacji efekty (u
ż
yteczno
ść
) /koszty.
Aspekty rozwoju obiektów mechatronicznych
2
Serwis w budowie maszyn i instalacji w tradycyjnym podej
ś
ciu obejmuje usuwanie zakłóce
ń
w ich
pracy oraz wykonywanie napraw. Usługi serwisowe s
ą
przez producentów maszyn i instalacji cz
ę
sto
traktowane jako niepo
żą
dana działalno
ść
. Jednak obecnie obserwuje si
ę
stopniow
ą
zmian
ę
takiego
nastawienia. Globalizacja i rosn
ą
ca zale
ż
no
ść
od eksportu powoduj
ą
,
ż
e producenci wyrobów musz
ą
zapewnia
ć
serwis jako dodatkow
ą
usług
ę
ze wzgl
ę
dów konkurencyjnych. Taki rozwój jest ponadto
wzmacniany przez rosn
ą
c
ą
porównywalno
ść
wielu wyrobów. Z tego wynika fakt,
ż
e na rynkach o du
ż
ej
konkurencji czynnikiem rozstrzygaj
ą
cym o zakupie wyrobu staje si
ę
nie tylko jego jako
ść
i cena, ale
tak
ż
e dodatkowe usługi serwisowe.
Dalszym powodem silnie rosn
ą
cego znaczenia serwisu jest du
ż
a zło
ż
ono
ść
maszyn i urz
ą
dze
ń
(instalacji), która została znacznie przyspieszona przez szerokie zastosowanie układów
mechatronicznych. Urz
ą
dzenia i systemy mechatroniczne cz
ę
sto mog
ą
by
ć
instalowane i
eksploatowane tylko ł
ą
cznie ze wspomaganiem serwisowym, poniewa
ż
wymagaj
ą
one specjalnego
Know-how i w przypadku zakłóce
ń
ich działania lub konieczno
ś
ci naprawy wymagaj
ą
odpowiedniego
wsparcia przez kompetentny personel producenta. Z tych wzgl
ę
dów serwis z czysto technicznej
działalno
ś
ci usługowej rozwin
ą
ł si
ę
do oddzielnej dyscypliny z szerokim zakresem działa
ń
.
Przeprowadzone analizy wykazały,
ż
e usługi np. serwisowe maj
ą
bardzo du
ż
e znaczenie dla klientów.
Dzi
ę
ki rozwojowi szerokopasmowych sieci komunikacyjnych i upowszechnieniu Internetu jako ogólnie
dost
ę
pnego, globalnego medium telekomunikacyjnego ro
ś
nie równie
ż
zastosowanie teleserwisu
(serwisu zdalnego). Teleserwis jest przy tym traktowany przede wszystkim jako efektywna mo
ż
liwo
ść
przeprowadzania zdalnej diagnostyki i usuwania niektórych bł
ę
dów w maszynach (instalacjach).
Teleserwis nie jest przy tym ograniczony tylko do poszczególnych obszarów zastosowa
ń
, takich jak
np. zdalna diagnostyka i piel
ę
gnacja, lecz mo
ż
e si
ę
rozci
ą
ga
ć
na cały cykl
ż
ycia wyrobów.
W teleserwisie dotycz
ą
cym maszyn mog
ą
by
ć
realizowane nast
ę
puj
ą
ce istotne usługi: (1)
uruchamianie, (2) zapewnienie cz
ęś
ci zamiennych, (3) przygotowanie cz
ęś
ci zamiennych, (4)
inspekcja/ monitoring, (5) diagnostyka, (6) ustawianie stanu, (7) tuning maszyny, (8) nadzorowanie
procesu, (9) kierowanie procesem oraz (10) tuning procesu.
Teleserwis (zdalna obsługa)
Wiele zastosowa
ń
układów regulacji poło
ż
enia ma za zadanie wyeliminowanie niepo
żą
danych drga
ń
. I tak np.
roboty przemysłowe i manipulatory s
ą
cz
ę
sto budowane jako lekkie konstrukcje o małym ci
ęż
arze, aby uzyska
ć
wysok
ą
dynamik
ę
ich ruchu. Jednak zwi
ą
zana z tym elastyczno
ść
elementów mechanicznych powoduje
podatno
ść
do drga
ń
. Odkształcenia wyst
ę
puj
ą
ce podczas fazy przyspieszania wzbudzaj
ą
oscylacje i powoduj
ą
znaczne obni
ż
enie dokładno
ś
ci pozycjonowania. Dlatego te
ż
w celu ograniczenia bł
ę
dów cz
ę
sto konieczna jest
wzgl
ę
dnie wolna i bez zmiany kierunku realizacja ruchów. Ponadto w pozycjach ko
ń
cowych wymagany jest
czas na ustalenie poło
ż
enia.
Znacznie lepsze pozycjonowanie mo
ż
na uzyska
ć
przez zastosowanie zaawansowanych algorytmów regulacji z
dodatkowymi zmiennymi stanu. Jednak najcz
ęś
ciej bardzo trudno jest zmierzy
ć
dokładn
ą
pozycj
ę
punktu
ko
ń
cowego struktury lub ugi
ę
cie konstrukcji. Rozwi
ą
zanie tego problemu mo
ż
na uzyska
ć
przez zastosowanie
regulacji wyprzedzaj
ą
cej. Do realizacji takiego rozwi
ą
zania nie s
ą
wymagane
ż
adne dodatkowe czujniki, ale
konieczna jest dokładna identyfikacja systemu i okre
ś
lenie zmian jego parametrów. I tak np. zastosowanie
filtracji cyfrowej w układach regulacji poło
ż
enia pozwala na wyeliminowanie wyst
ę
powania drga
ń
podczas pracy
obrabiarek, robotów i innych maszyn. Odpowiednie kształtowanie sygnału wej
ś
ciowego w czasie w cyfrowych
układach regulacji poło
ż
enia wymaga szybkich i efektywnie realizowanych oblicze
ń
. Mo
ż
na równie
ż
łatwo
wprowadzi
ć
dodatkowe ograniczenia w sygnałach steruj
ą
cych.
W systemach mechatronicznych, zwłaszcza o wielu stopniach swobody, obserwuje si
ę
cz
ę
sto problem
wzbudzania rezonansów mechanicznych.
śą
danej jako
ś
ci dynamicznych ruchów struktury kinematycznej o
elastycznej budowie cz
ę
sto nie mo
ż
na uzyska
ć
przez odpowiednie nastawienie poszczególnych regulatorów w
serwonap
ę
dach.
Przykładem takiego podatnego na drgania systemu mechatronicznego mo
ż
e by
ć
d
ź
wig bramowy.
Konwencjonalna regulacja poło
ż
enia w takim obiekcie zapewnia wprawdzie uzyskiwanie dokładno
ś
ci statycznej,
ale problemem s
ą
wahania przenoszonego ładunku podczas dynamicznej pracy d
ź
wigu. Takie zjawisko, oprócz
konieczno
ś
ci wydłu
ż
enia czasu pozycjonowania dla zapewnienia wymaganej dokładno
ś
ci, mo
ż
e równie
ż
powodowa
ć
niebezpiecze
ń
stwo wyst
ą
pienia kolizji. Rozwi
ą
zanie tego problemu mo
ż
na uzyska
ć
przez
zastosowanie zaawansowanych algorytmów regulacji.
Mechatronika jako sposób eliminowania drga
ń
i poprawy
dokładno
ś
ci
3
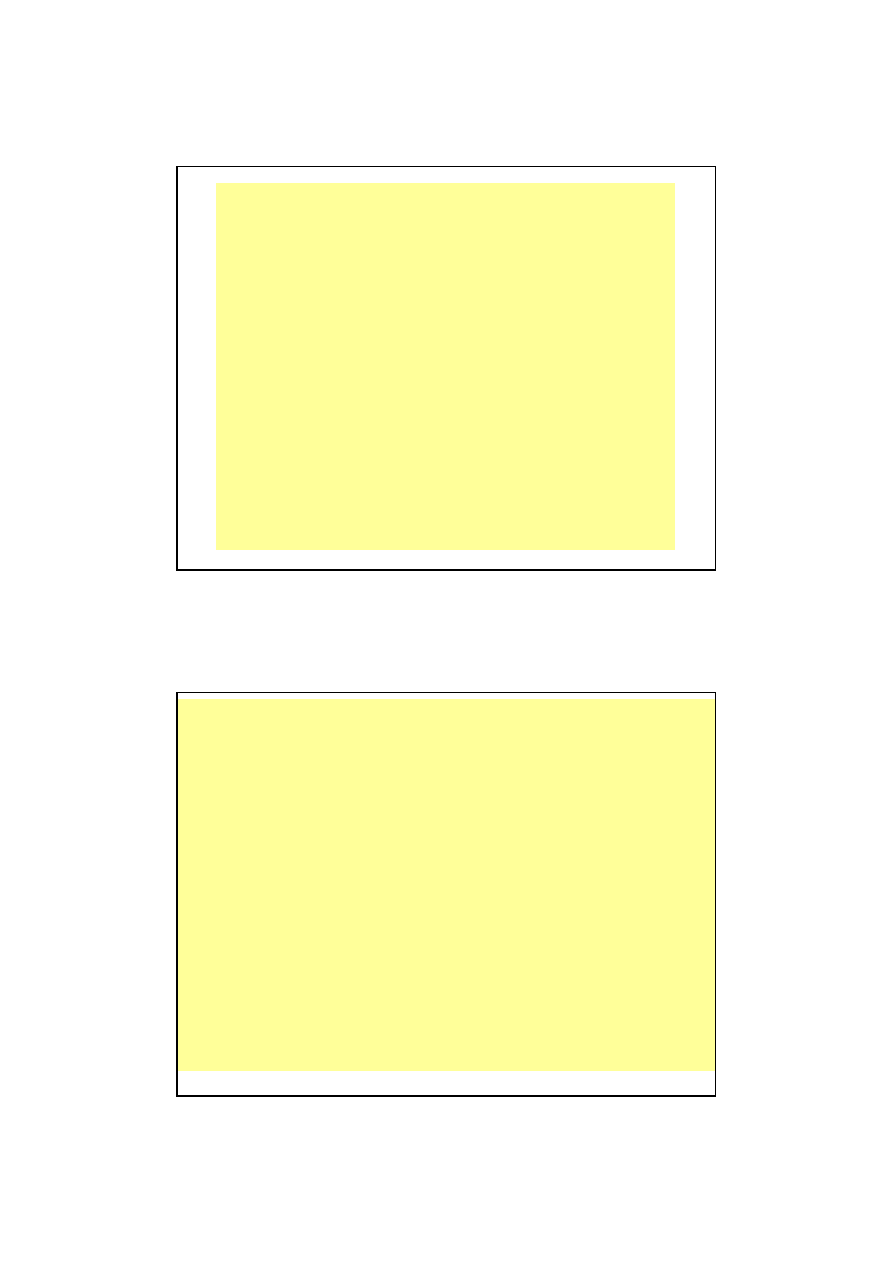
Model wahadła odwróconego jako przykład systemu
mechatronicznego i Segway
Stabilizacja elementów (zespołów) mechanicznych w niestabilnych poło
ż
eniach jest problemem, który
spotyka si
ę
w wielu obszarach techniki. Mog
ą
to by
ć
np. procesy transportowe, w których przedmioty
(ładunki) musz
ą
by
ć
w niestabilnym stanie przenoszone z jednego miejsca na drugie. Równie
ż
transport cieczy w otwartych pojemnikach wymaga odpowiednich rozwi
ą
za
ń
, aby unikn
ąć
ich wylania.
Reprezentatywnym przykładem tego rodzaju przypadków zastosowa
ń
jest
model wahadła
model wahadła
odwróconego
odwróconego, które jest stabilizowane w pozycji pionowej (
ϕϕϕϕ
= 0).
Aktuator
Sensory
Przetwarzanie
informacji
x
y
z
Układ podstawowy (mechaniczny)
ϕϕϕϕ
Pr
ę
t (rami
ę
)
Przegub
Segway Human Transporter
Zawiera m.in.
5 czujników
przechyłu
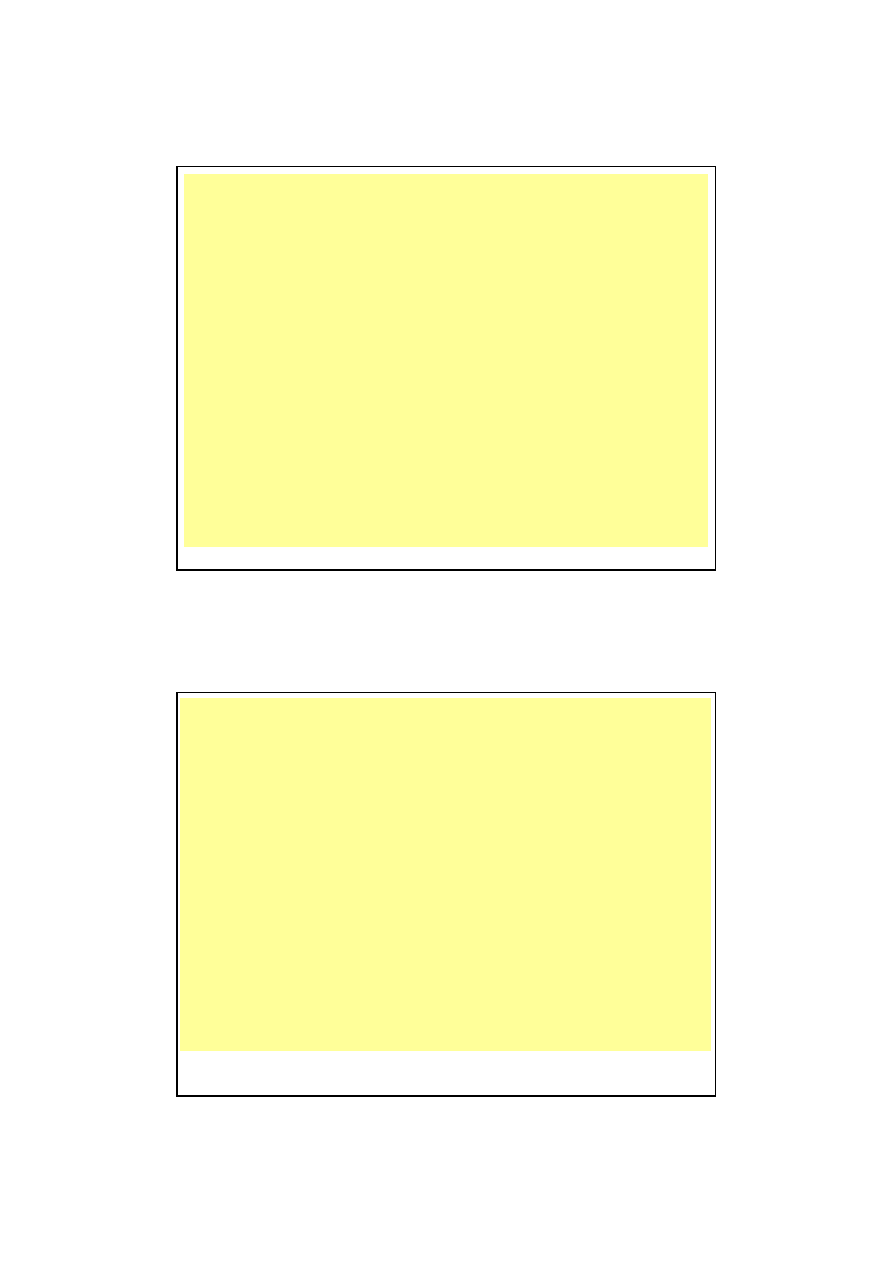
Prosty system mechatroniczny ”unosz
ą
ca si
ę
kulka“
Systemy mechatroniczne s
ą
tego rodzaju układami technicznymi, w których realizowane jest
odpowiednie „gospodarowanie” (zarz
ą
dzanie) energi
ą
przez regulowane działania. W typowym
systemie mechatronicznym sygnały s
ą
mierzone, nast
ę
pnie przetwarzane, po czym wyprowadzane
oraz przetwarzane np. w siły lub ruchy. Mo
ż
na to zobrazowa
ć
na prostym przykładzie systemu
„unosz
ą
cej si
ę
kulki” (lewitacji magnetycznej). Ferromagnetyczna kulka jest utrzymywana w powietrzu
za pomoc
ą
układu regulacji. Sygnał wej
ś
ciowy (mierzony) pochodzi z czujnika optycznego, w którym
promienie
ś
wietlne z o
ś
wietlacza, w zale
ż
no
ś
ci od poło
ż
enia kulki, padaj
ą
na
ś
wiatłoczuły element
czujnika. Warto
ść
uzyskiwanego z takiego czujnika napi
ę
cia jest w przybli
ż
eniu proporcjonalna do
pionowego ruchu kulki. Sygnał ten jest nast
ę
pnie podawany do regulatora, który za po
ś
rednictwem
wzmacniacza wyprowadza odpowiedni sygnał (warto
ść
pr
ą
du) do cewki elektromagnesu.
Wzmacniacz
Regulator
Czujnik
optoelektro-
niczny
Elektromagnes
O
ś
wietlacz
4
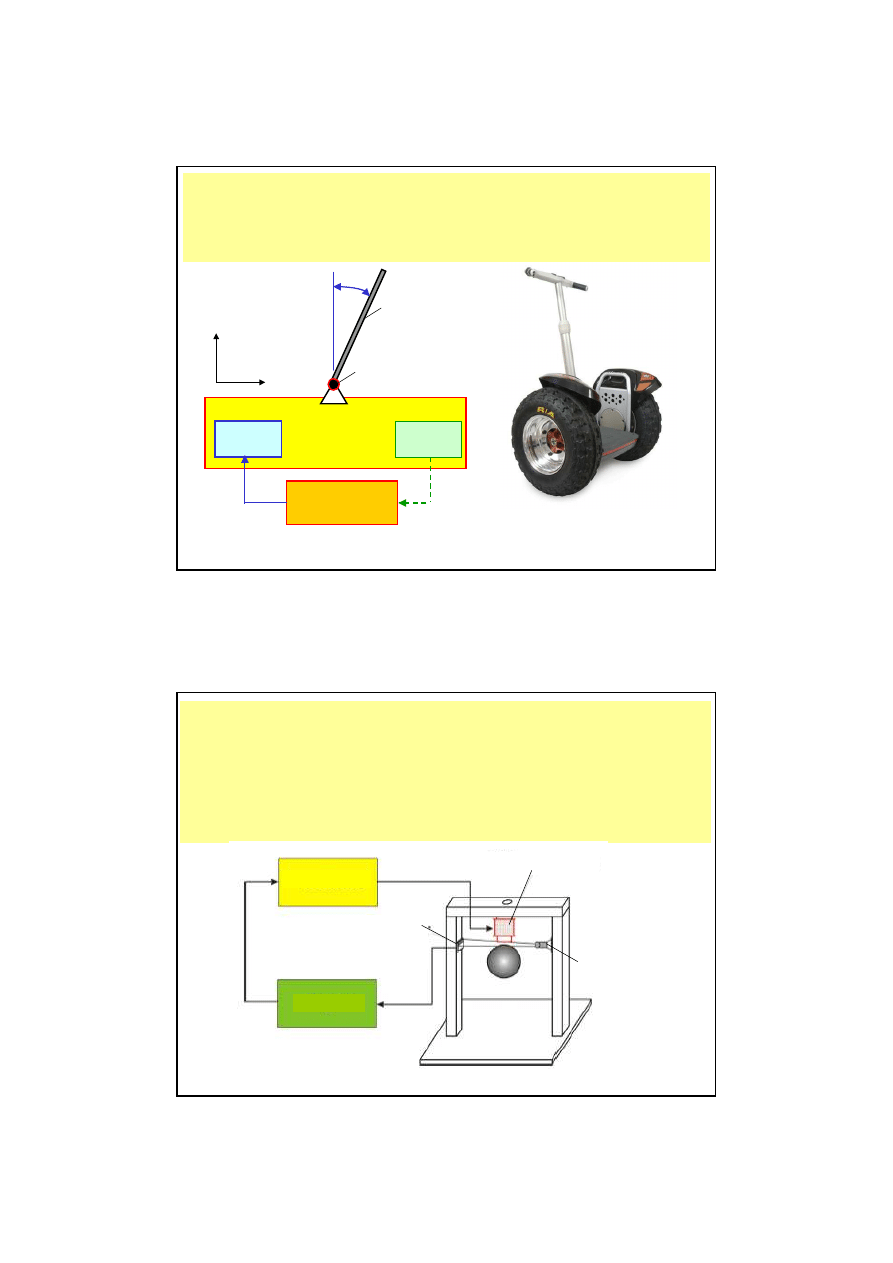
Technika magnetycznego ło
ż
yskowania jest stosowana szczególnie w takich zastosowaniach, gdzie
konieczne jest zapewnienie małych strat tarcia, pracy bezobsługowej, wysokich warto
ś
ci pr
ę
dko
ś
ci
obrotowych, niestosowania
ś
rodków smarnych, hermetyczne zamkni
ę
cie, sterylno
ść
oraz praca
bezstykowa (np. wynikaj
ą
ca z agresywnych lub bardzo czystych, wra
ż
liwych mediów). Wskutek tego
rodzaju specjalnych wymaga
ń
zastosowanie ło
ż
ysk magnetycznych jest uzasadnione wówczas, gdy
nie jest mo
ż
liwe u
ż
ycie konwencjonalnej techniki ło
ż
yskowania. I tak np. w konwencjonalnym
ło
ż
yskowaniu zu
ż
ycie wzrasta w kwadratowej zale
ż
no
ś
ci od pr
ę
dko
ś
ci obrotowej. Ponadto przy bardzo
du
ż
ych warto
ś
ciach pr
ę
dko
ś
ci obrotowej wyst
ę
puj
ą
du
ż
e straty mocy oraz problemy z wydzielaniem
si
ę
ciepła.
Ło
ż
yska magnetyczne
Ło
ż
yska magnetyczne s
ą
stosowane w:
• systemach laserowych CO
2
(spr
ęż
arki),
• biotechnologii (bioreaktory),
• technice medycznej (pompy do krwi,
wspomaganie oddychania),
• obrabiarkach (obróbka szybko
ś
ciowa HSC, HSG,
HSD),
• maszynach włókienniczych (szybkoobrotowe
wrzeciona),
• pompach do cieczy (przemysł chemiczny,
farmaceutyczny,
ś
rodków spo
ż
ywczych),
• technice lotniczej i kosmicznej,
• przemy
ś
le optycznym (np. skanery).
Regulator
Wzmacniacz
mocy
Sensor
F
M
F
g
Elektromagnes
Wirnik
S
x
Dzi
ę
ki działaniu sił pola magnetycznego wałek unosi
si
ę
mi
ę
dzy magnesami. Ło
ż
yska bierne składaj
ą
si
ę
z magnesów trwałych. Natomiast w aktywnych
ło
ż
yskach magnetycznych wyst
ę
puj
ą
elektromagnesy wraz z układem sensorycznym i
cyfrowym sterowaniem, a zatem s
ą
to systemy
mechatroniczne.
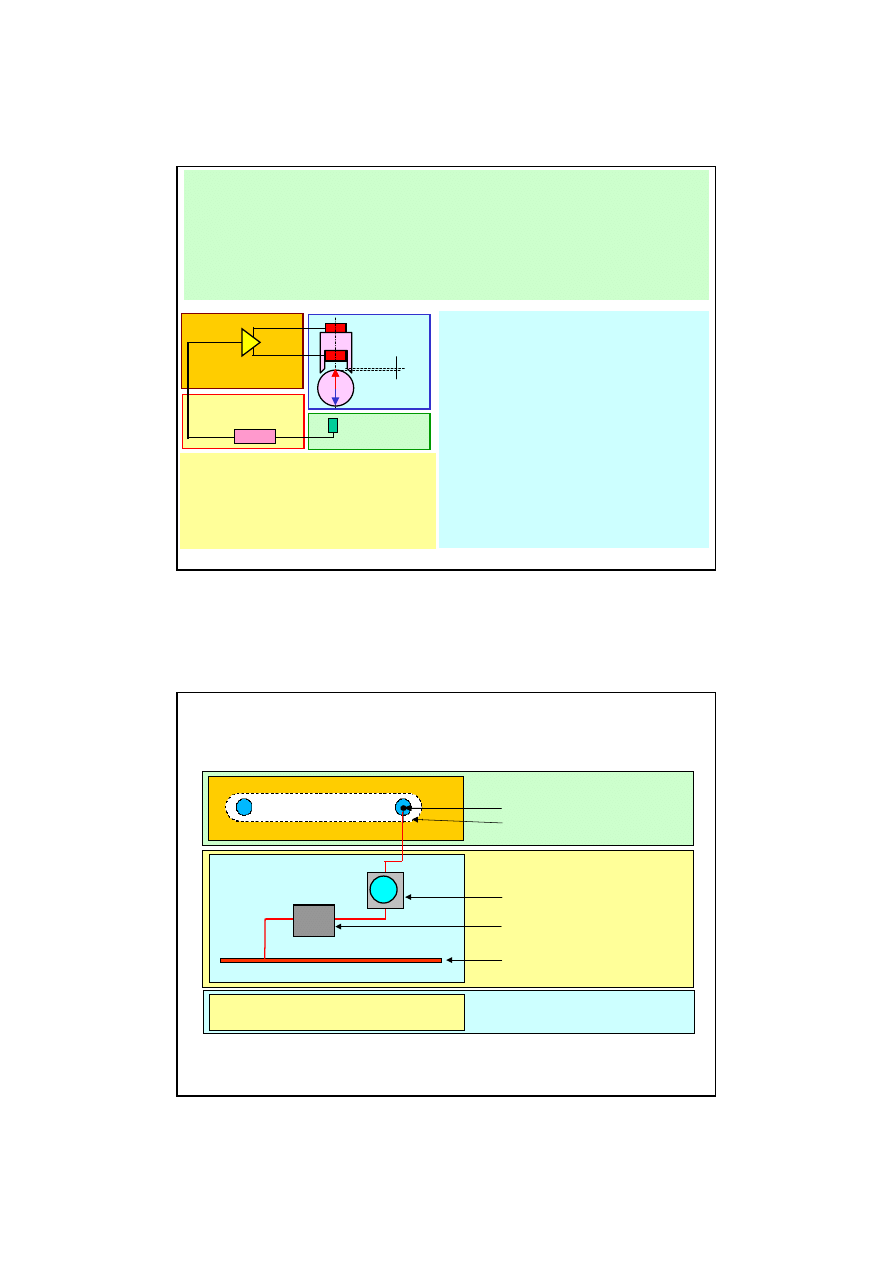
Przykład obiektu mechatronicznego
Informacje z ró
ż
nych narz
ę
dzi rozwojowych
PCz
M1
Fieldbus (miejscowa
sie
ć
komunikacyjna)
Przetwornik cz
ę
stotliwo
ś
ci
Silnik
Specyficzne informacje CAE
Specyficzne informacje CAD
O
ś
Poruszaj
ą
ca si
ę
ta
ś
ma
send(device, message);
Logika programu
Wbudowany PC
CAD (ang. Computer Aided Design), CAE (ang. Computer Aided Engineering)
5
Bez systemów mechatronicznych, które opieraj
ą
swoje działanie na oprogramowaniu, np. bezpiecze
ń
stwo i
komfort obecnych samochodów byłyby znacznie ni
ż
sze, a zu
ż
ycie paliwa znacznie wy
ż
sze. Szacunki wykazuj
ą
,
ż
e obecnie prawie 80% potencjału wszystkich ulepsze
ń
w samochodach zawiera si
ę
w elektronice i tym samym
zastosowaniu systemów mechatronicznych. Równie
ż
producenci nowoczesnych maszyn (np. drukarskich)
twierdz
ą
,
ż
e ponad 50% funkcjonalno
ś
ci, a tak
ż
e mo
ż
liwo
ś
ci optymalizacyjnych jest okre
ś
lone przez
oprogramowanie.
Mechatronika, głównie dzi
ę
ki zastosowaniu oprogramowania, daje zatem du
ż
e szanse optymalizacji
dotychczasowych rozwi
ą
za
ń
mechanicznych. Jednak rozwój wyrobów mechatronicznych wymaga zmiany
podej
ś
cia w in
ż
ynierii. Konieczne jest zastosowanie interdyscyplinarnego post
ę
powania. Istotnym czynnikiem
skutecznego zastosowania mechatroniki s
ą
takie koncepcje rozwi
ą
za
ń
, które zapewniaj
ą
przejrzysto
ść
rosn
ą
cego
udziału oprogramowania w budowie wyrobów. Dlatego tez coraz cz
ęś
ciej np. funkcjonalno
ś
ci maszyn s
ą
tworzone
jako gotowe moduły oprogramowania. Przykładem rozwi
ą
zania mechatronicznego w budowie maszyn jest
funkcjonalno
ść
„lataj
ą
cej piły”. Polega ona na realizacji ci
ę
cia prostopadłego do kierunku ruchu podczas ci
ą
gle
produkowanego materiału, np. płyty wiórowe, wykładziny podłogowe, tafle szklane itp.
Zasad
ę
„lataj
ą
cej piły” mo
ż
na tak
ż
e przenie
ść
na inne aplikacje, np. produkcj
ę
opakowa
ń
foliowych. Wówczas jedna stacja zgrzewa w
stałych odst
ę
pach r
ę
kaw foliowy, a nast
ę
pna
stacja (tzn. lataj
ą
ca piła) w okre
ś
lonej odległo
ś
ci
odcina poszczególne sztuki opakowania.
Tego rodzaju rozwi
ą
zania musz
ą
zapewnia
ć
ś
cisł
ą
współprac
ę
mechaniki, nap
ę
dów i
oprogramowania steruj
ą
cego, co pozwala na
uzyskanie wymaganych własno
ś
ci
dynamicznych i dokładno
ś
ci.
„Lataj
ą
ca piła” jako klasyczny przykład systemu
mechatronicznego
W praktyce, takie rozwi
ą
zania mechatroniczne jak lataj
ą
ca piła, które wymagaj
ą
zawsze dokładnej
regulacji poło
ż
enia i wysokich własno
ś
ci dynamicznych, prowadz
ą
do coraz cz
ę
stszego zastosowania
serwo-nap
ę
dów.
Innym standardowym zastosowaniem systemu mechatronicznego jest „elektroniczny nap
ę
d krzywkowy”.
Zamienia on liniowe informacje o drodze osi wiod
ą
cej poprzez sterowany drogowo generator profili w
„krzywkowe” ruchy. W efekcie uzyskuje si
ę
mi
ę
kkie, płynne przebiegi ruchów zespołów roboczych
maszyny. Typowymi przykładami „elektronicznych nap
ę
dów krzywkowych” s
ą
maszyny pakuj
ą
ce,
automaty monta
ż
owe lub maszyny do oprawy ksi
ąż
ek. Takie rozwi
ą
zania s
ą
tak
ż
e domen
ą
serwonap
ę
dów. Ze wzgl
ę
du na du
żą
ilo
ść
danych, które wyst
ę
puj
ą
podczas obliczania przebiegów
krzywek, zaleca si
ę
bezpo
ś
redni
ą
implementacj
ę
takich zada
ń
w regulatorze serwonap
ę
du.
Równie
ż
koordynowane ruchy wielu osi maszyny s
ą
dobrym przykładem systemów mechatronicznych:
systemy manipulacyjne i roboty przenosz
ą
towary, przedmioty lub narz
ę
dzia po okre
ś
lonych torach w
przestrzeni. Poniewa
ż
w budowie maszyn stosowanych jest coraz wi
ę
cej nap
ę
dów o regulowanej
pr
ę
dko
ś
ci obrotowej, to dobrym rozwi
ą
zaniem jest wykorzystanie falowników ze wspólnym zasilaczem.
Kierowanie ruchem przejmuje najcz
ęś
ciej układ sterowania ruchem MC (ang. Motion Control), który mo
ż
e
by
ć
np. oparty na komputerze PC. Układ ten z wieloosiowego przebiegu ruchów oblicza warto
ś
ci zadane
pr
ę
dko
ś
ci obrotowych wzgl. momentu obrotowego dla poszczególnych osi.
Wszystkie z wymienionych przykładów maj
ą
t
ą
wspóln
ą
cech
ę
,
ż
e ruchy ich zespołów roboczych powstaj
ą
w wyniku
ś
cisłej współpracy oprogramowania (w sterowniku lub inteligentnym nap
ę
dzie) i elementów
mechanicznych maszyny. Aktuatorami s
ą
tutaj serwo-silniki o bezstopniowo regulowanej pr
ę
dko
ś
ci
obrotowej. Wbudowane czujniki do pomiaru poło
ż
e
ń
k
ą
towych lub liniowych musz
ą
by
ć
uzupełnione
inicjatorami drogowymi (np. indukcyjnymi czujnikami zbli
ż
eniowymi). Wszystkie te składniki tworz
ą
system
mechatroniczny. W takim cało
ś
ciowym rozwi
ą
zaniu nie jest przy tym rozstrzygaj
ą
ce przestrzenne
rozmieszczenie poszczególnych komponentów, ale ich funkcjonalna współpraca.
Elektroniczne krzywki i systemy manipulacyjne jako
przykłady systemów mechatronicznych
6
Mechatronika w technikach produkcyjnych
Obrabiarki sterowane numerycznie CNC
Roboty przemysłowe
Gniazda, systemy i linie wytwórcze
Aktywne tłumienie drga
ń
Magnetycznie uło
ż
yskowane wrzecion
Kontrola jako
ś
ci i regulacja procesu w trybie on-line
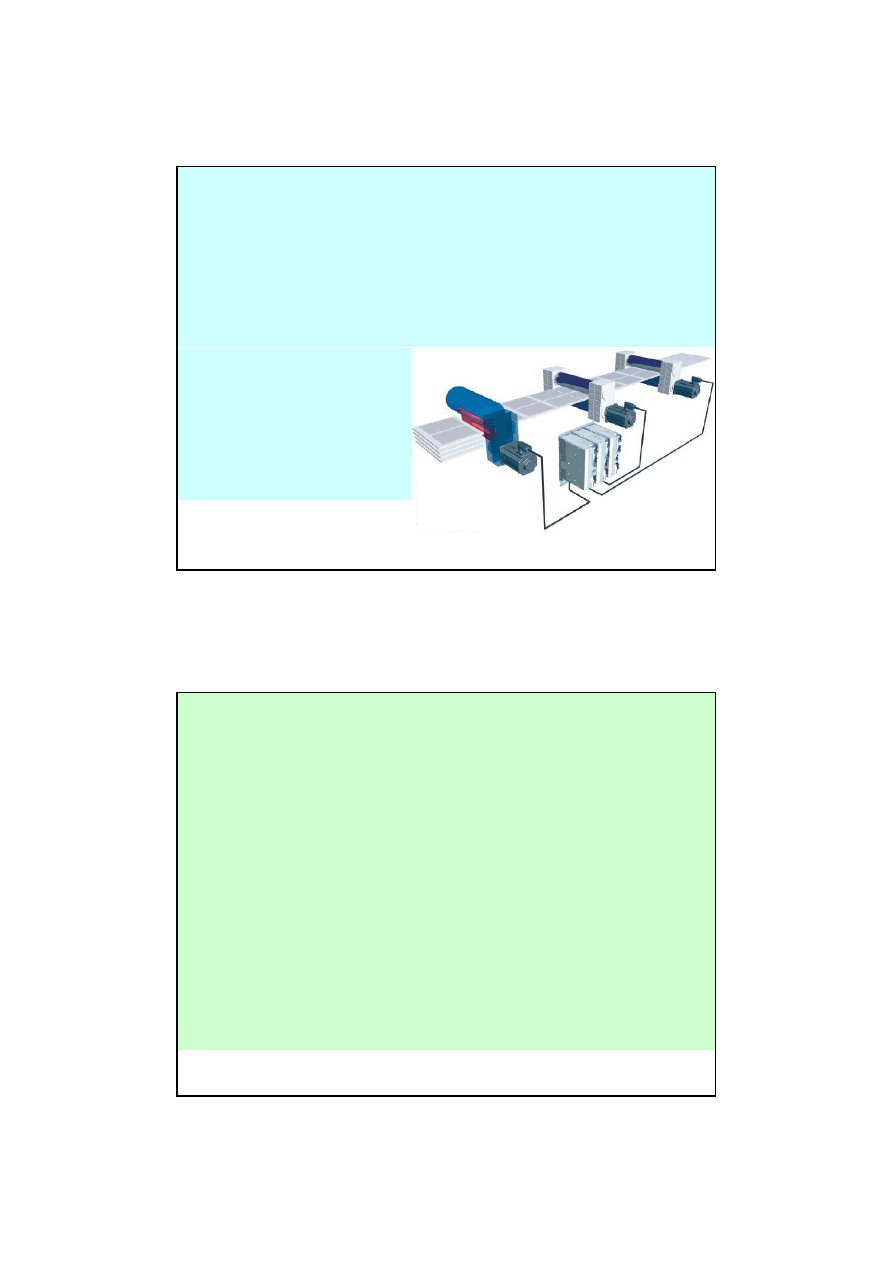
Maszyna do produkcji woreczków foliowych
W maszynie do produkcji woreczków foliowych poszczególne osie serwonap
ę
dów musz
ą
si
ę
porusza
ć
w sposób synchroniczny. Zarówno nap
ę
d dla listew zgrzewarki jak i dla no
ż
a
odcinaj
ą
cego musz
ą
by
ć
w biegn
ą
cym procesie precyzyjnie i dynamicznie zsynchronizowane.
Oparte na sterowniku swobodnie programowalnym PLC (ang. Programmable Logical
Controller) sterowanie ruchem MC (ang. Motion Control) jest tutaj bardzo dobrym
rozwi
ą
zaniem. Umo
ż
liwia ono centralne sterowanie ruchami i mo
ż
e bez problemu integrowa
ć
ró
ż
ne składniki systemu.
Sterownik
PLC
Rolka
rozwijaj
ą
ca
Czujnik
nacisku
Ta
ś
ma
doprowadzaj
ą
ca
Zgrzewanie
boków
Wyj
ś
ciowy transporter
ta
ś
mowy
Rolki
Osie serwo
Terminal
obsługi
Znacznik nadruku
Falownik
7
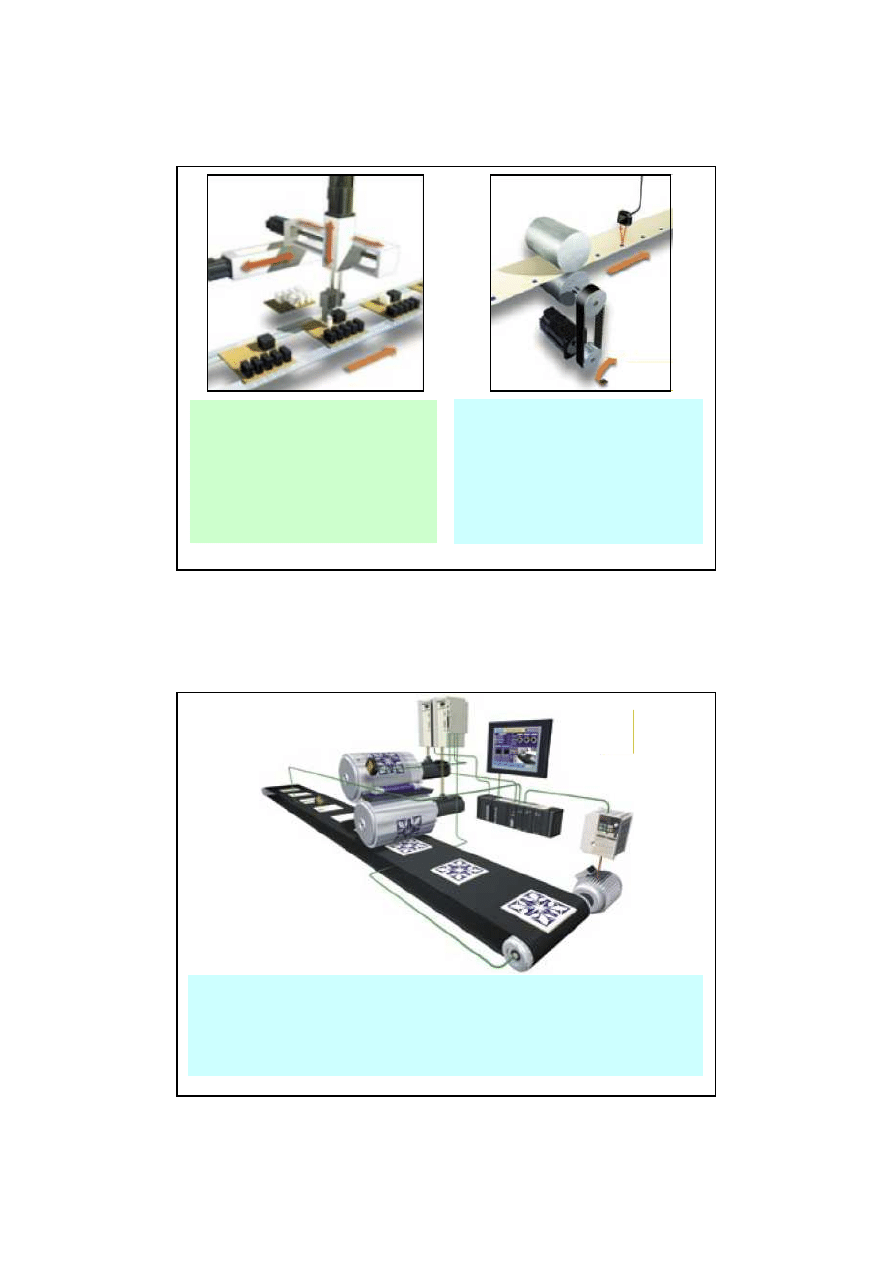
Systemy monta
ż
owe
Sterownik systemu umo
ż
liwia bezpo
ś
rednie
wykonywanie ci
ą
gu indywidualnych lub
interpolowanych ruchów, przy czym dla
ka
ż
dej osi w sterowniku pozycjonowania
mo
ż
na zapami
ę
ta
ć
du
żą
liczb
ę
punktów (np.
100). Praca systemu jest zaprogramowana
w sterowniku PLC.
Podawanie materiału
Przy pomocy funkcji dostarczania o
ś
po
wyst
ą
pieniu sygnału przerwania mo
ż
e si
ę
przemie
ś
ci
ć
o okre
ś
lony odcinek, dzi
ę
ki
czemu mo
ż
na łatwo realizowa
ć
aplikacje
podawania Odpowiednie sterowanie
przyspieszeniem i opó
ź
nieniami zapewniaj
ą
du
żą
dokładno
ść
dostarczania i pozwalaj
ą
unika
ć
po
ś
lizgów materiału.
Przykłady systemów mechatronicznych
Przykład systemu mechatronicznego
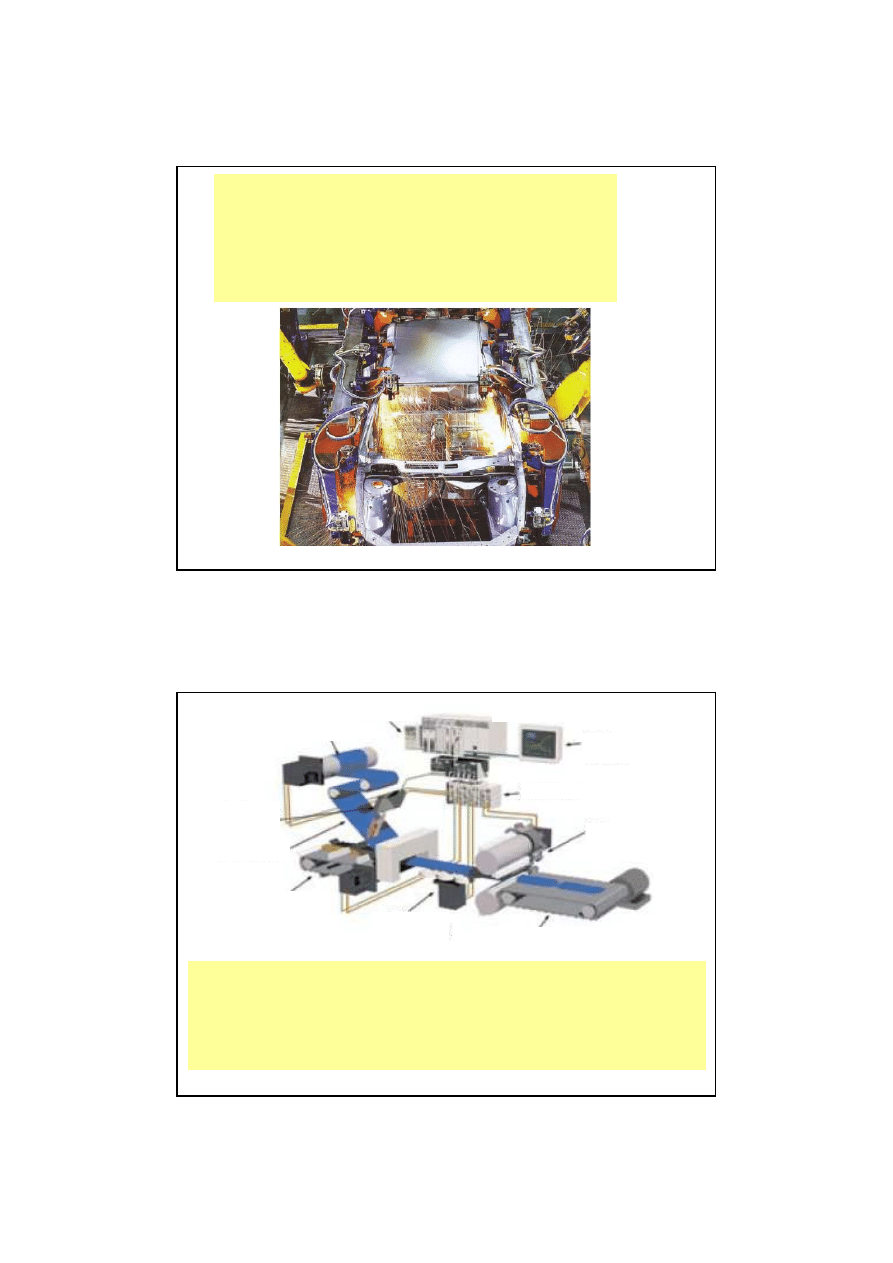
Wykonywanie nadruków na płytkach ceramicznych metod
ą
walców drukarskich
Ta maszyna drukuje wzory na płytkach ceramicznych. Musi to by
ć
wykonywane z najwy
ż
sz
ą
dokładno
ś
ci
ą
, poniewa
ż
płytki czterokrotnie (dla trzech farb pierwotnych i czarnej) musz
ą
przebiec ten sam proces. Rozwi
ą
zanie maszyny jest oparte na zastosowaniu serwonap
ę
dów
(typu Sigma II), które dzi
ę
ki swoim dobrym własno
ś
ciom dynamicznym i mo
ż
liwo
ś
ciom
sterowania spełniaj
ą
wszystkie wymagania aplikacji.
8
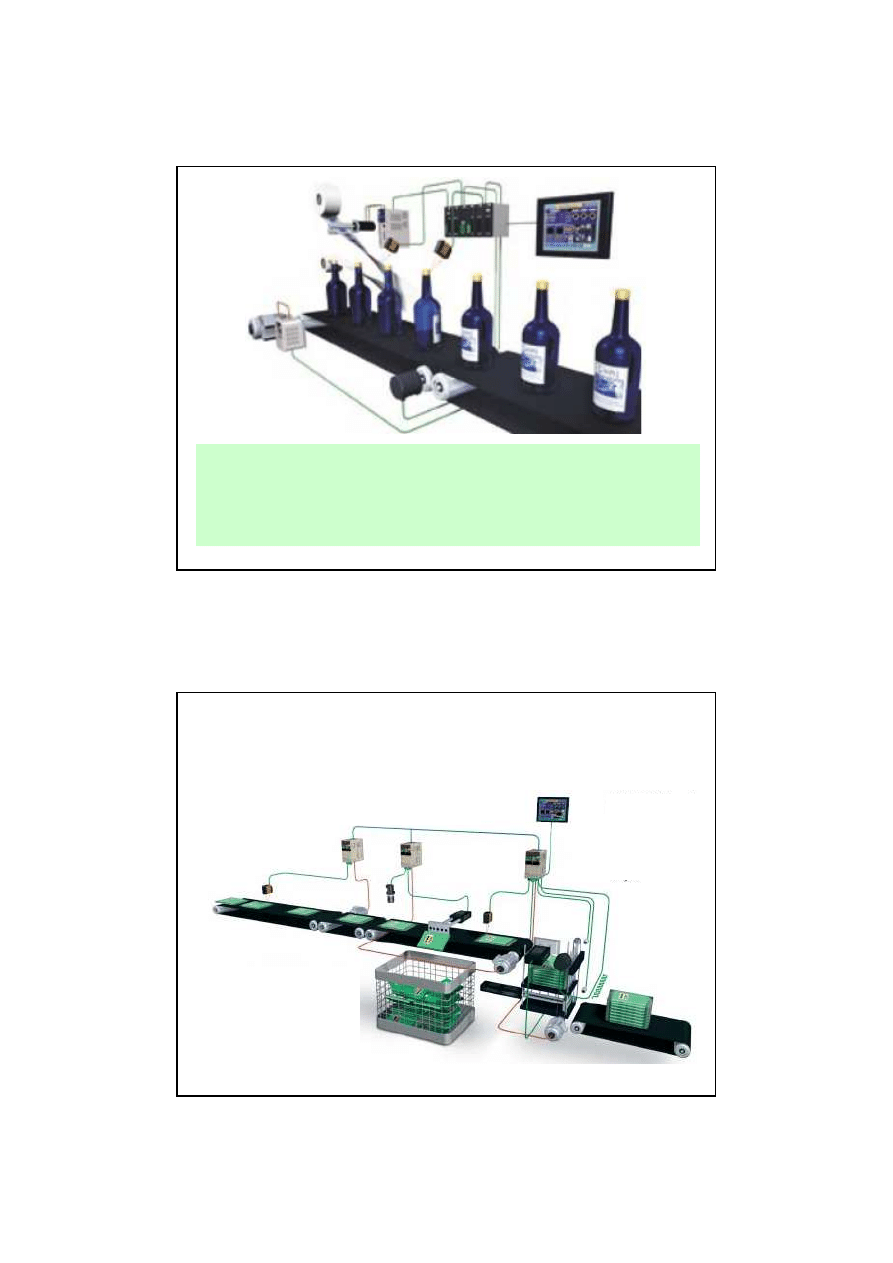
Przykład systemu mechatronicznego
Etykieciarka
Ta maszyna do naklejania etykiet (etykieciarka) umieszcza samoprzylepne etykiety na
obiektach (np. butelkach, kartonach), które przemieszczaj
ą
si
ę
na transporterze ta
ś
mowym
maszyny. Transporter ten jest nap
ę
dzany silnikami krokowymi, które zapewniaj
ą
szybki i
dokładnie powtarzalny ruch osi etykieciarki, aby umie
ś
ci
ć
wszystkie etykiety we wła
ś
ciwych
miejscach.
Przykład rozproszonego układu sterowania lini
ą
wytwórcz
ą
Falowniki s
ą
rozwi
ą
zaniem odpowiednim w nap
ę
dach do:
• sterowania bram,
• stacji pomp,
• inteligentnych przeno
ś
ników ta
ś
mowych,
• sterowania pionowych osi,
• myjni przemysłowych,
• ogólnych zada
ń
pozycjonowania.
Sterownik PLC w poł
ą
czeniu z
falownikami nap
ę
dów umo
ż
liwia
dokładne sterowanie wszystkich
procesów.
Dzi
ę
ki modułowej budowie
mo
ż
na łatwo system
rozbudowywa
ć
9
„Maszyna pakuj
ą
ca“ jako system mechatroniczny
Tokarka CNC typu NEF 400 (prod. DMG)
10
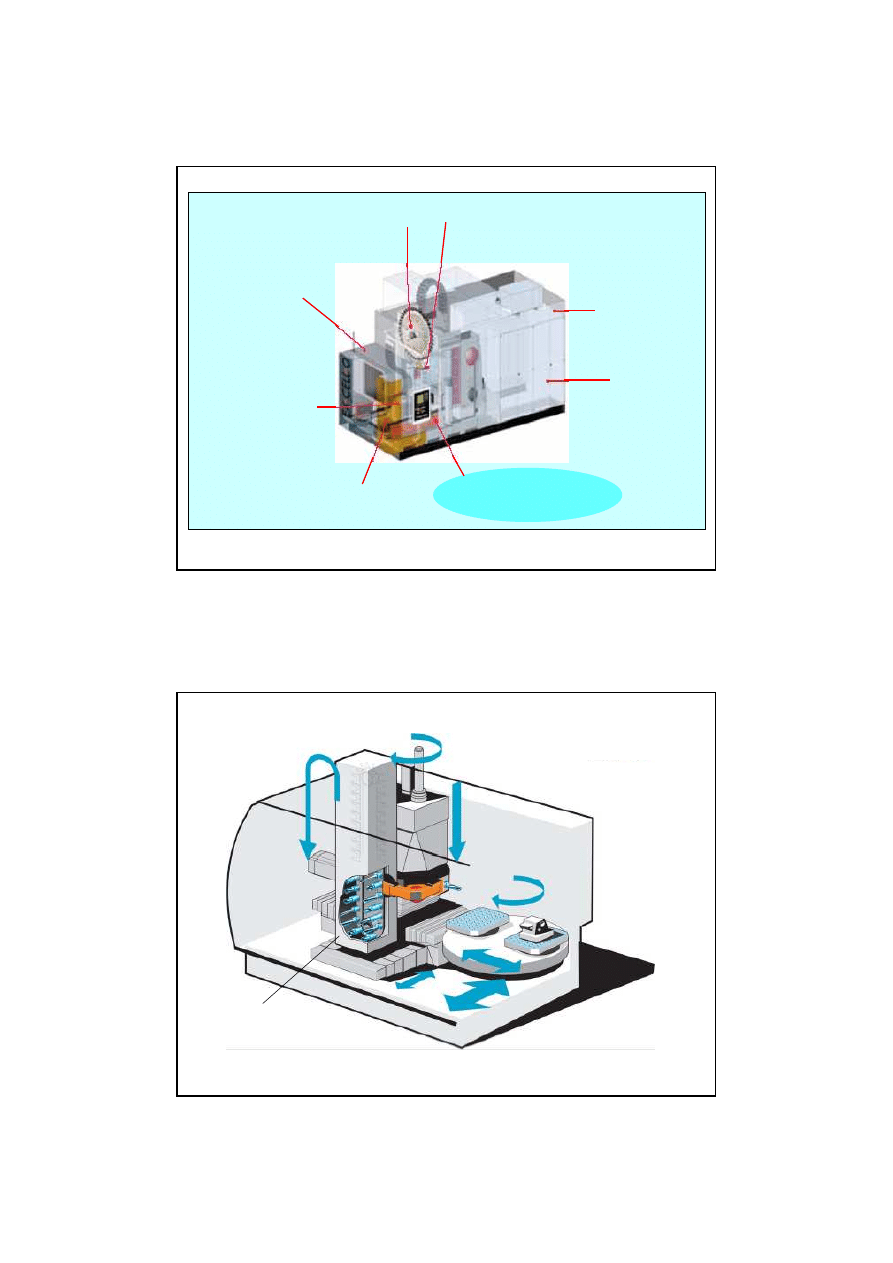
System mechatroniczny „obrabiarka CNC“
Efektywne wrzeciono
16.000/24.000 obr/mion
Magazyn narz
ę
dzi typu Pick-up
(wymaga mało miejsca w przestrzeni roboczej
)
Liczba narz
ę
dzi: 40
Wymiana przedmiotów
r
ę
czna lub automatyczna
Palety przedmiotów
500-630 mm
Czas wymiany palety: 7 s
Obróbka z chłodzeniem i na sucho
Silniki liniowe dla osi X, Y i Z
Zwarta budowa
obrabiarki
wymaga to małej
powierzchni np. 1200 x
2400 mm
Pełna hermetyzacja
Pełna hermetyzacja
wszystkie agregaty s
ą
zwarte i chronione oraz
łatwo dost
ę
pne
Przykład frezarskiego centrum obróbkowego
Magazyn
narz
ę
dzi
Zmieniacz
palet z
przedmiotem
obrabianym
Zmieniacz
narz
ę
dzi
11
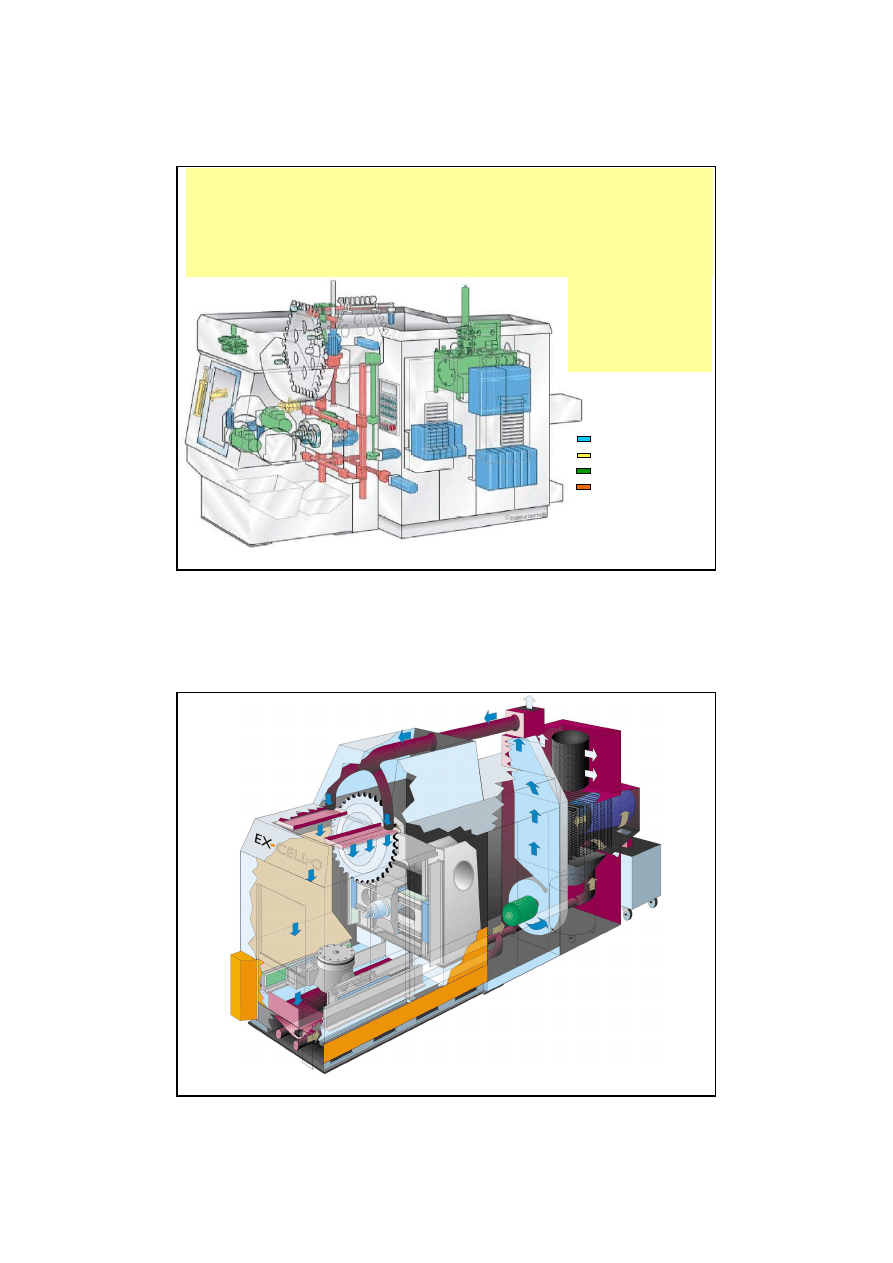
Realizacja ruchu w maszynach na przykładzie obrabiarki CNC
Do poruszania zespołów roboczych maszyn stosowane s
ą
trzy rodzaje nap
ę
dów: elektryczne, hydrauliczne i
pneumatyczne. Wybór rodzaju nap
ę
du zale
ż
y od konkretnej aplikacji.
I tak nap
ę
dy elektryczne s
ą
stosowane w takich przypadkach, gdy wymagana jest du
ż
a dokładno
ść
pozycjonowania, a tak
ż
e ruch ci
ą
gły. Szczególnie przydatne s
ą
tutaj serwonap
ę
dy, które mog
ą
by
ć
stosowane
w ró
ż
nych aplikacjach: np. sterowania numerycznego CNC i komputerowego, w windach, instalacjach
transportowych i monta
ż
owych.
Układy hydrauliczne stosuje si
ę
w przypadku wyst
ę
powania du
ż
ych obci
ąż
e
ń
, a tak
ż
e gdy wymagana jest
szybka reakcja układu nap
ę
dowego (np. w prasach).
Natomiast nap
ę
dy
pneumatyczne s
ą
niezawodne i bezpieczne, a
tak
ż
e odporne na wahania
temperatury, zabrudzenia,
drgania i zakłócenia
elektromagnetyczne.
- układy pneumatyczne
- układy elektryczne
- układy hydrauliczne
- zespoły (przekładnie)
liniowe
Przykład budowy centrum obróbkowego EX-CELL-O
12
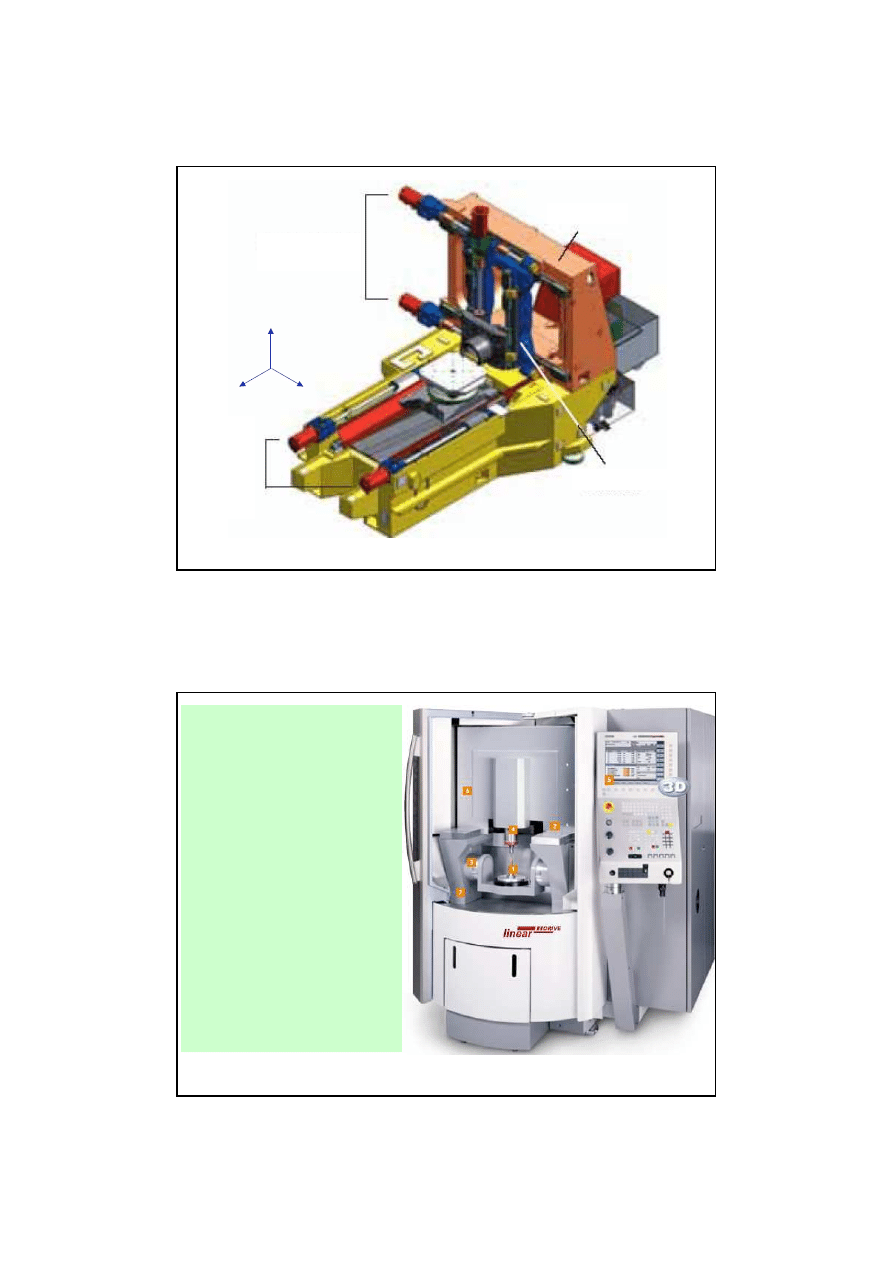
Budowa frezarki bramowej CNC typu DCG firmy Mori Seiki
Podwójny
nap
ę
d osi X
Rama
Po
d
w
ó
jn
y
n
a
p
ę
d
o
s
i
Z
Sanie osi Y
x
z
y
Centrum obróbkowe ULTRASONIC do frezowania
HSC i obróbki ultrad
ź
wi
ę
kowej (DMG)
1. Kombinacja ró
ż
nych technologii:
frezowania szybko
ś
ciowego HSC (ang.
High Spesd Cutting) i obróbki
ultrad
ź
wi
ę
kowej w jednej obrabiarce,
dzi
ę
ki głowicy ULTRASONIC-HSK 32.
2. Zwarta budowa bramowa z bezpo
ś
rednimi
nap
ę
dami liniowymi w osiach X, Y i Z oraz
bezwzgl
ę
dne układy pomiaru poło
ż
enia
we wszystkich osiach.
3. Mo
ż
liwo
ść
modułowej rozbudowy do 4-tej
wzgl. 5-tej osi: ULTRASONIC 20-5 linear z
opcjonalnym stołem obrotowo-uchylnym
dla symultanicznej obróbki 5-osiowej.
4. Chłodzone wod
ą
wrzeciono o max.
pr
ę
dko
ś
ci obrotowej 40.000 obr/min.
5. Inteligentne algorytmy regulacji
(sterowanie adaptacyjne ADC i sterowanie
akustyczne ACC) dla automatycznego
dopasowania posuwu w czasie
rzeczywistym.
6. Automatyczna wymiana narz
ę
dzi
(magazyn z max. 32-narz
ę
dziami).
7. Rozwi
ą
zanie monoBock zapewniaj
ą
ce
wysok
ą
sztywno
ść
i dobre tłumienie drga
ń
.
13
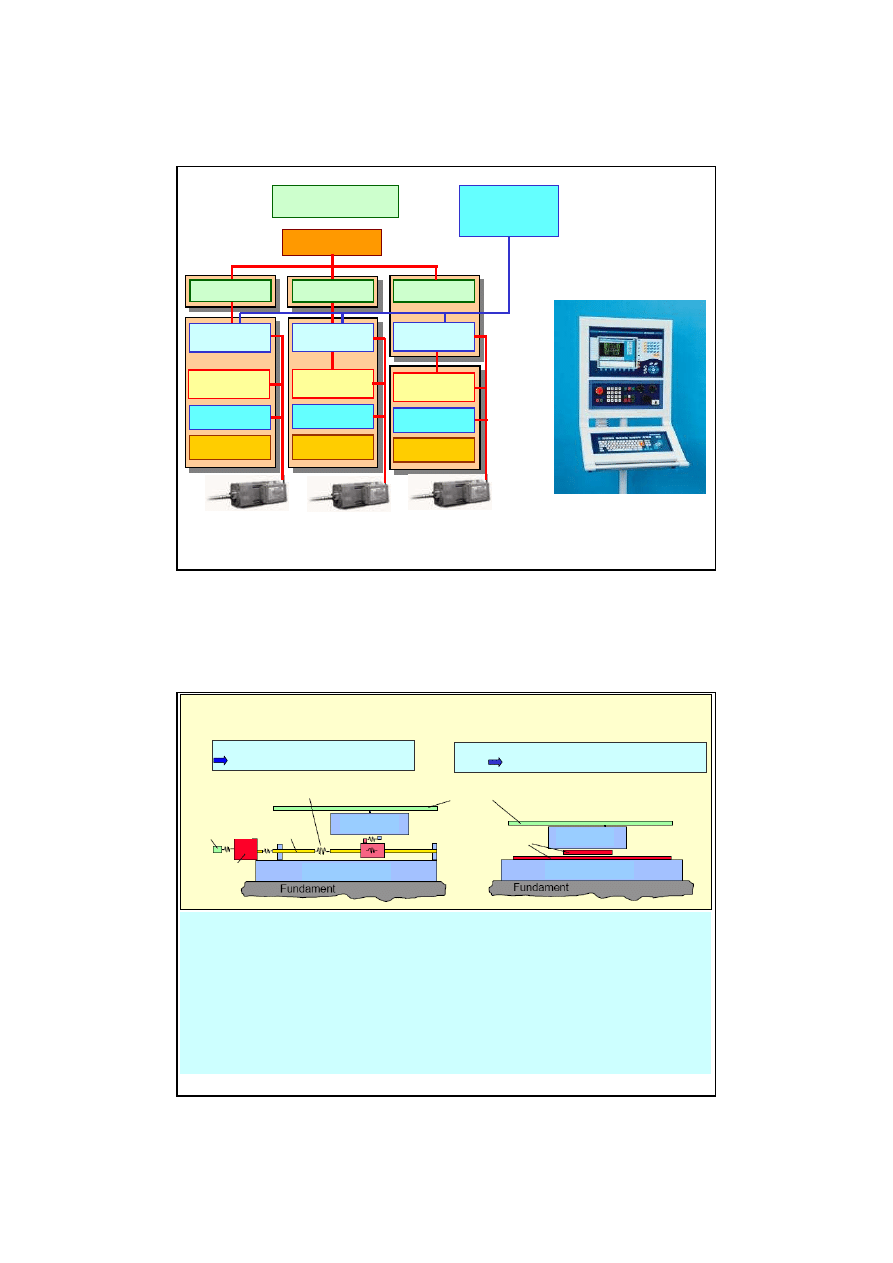
Wizualizacja
Przygotowanie danych
Sterownik (PLC)
Generator profilu
Regulator
poło
ż
enia
Regulator
poło
ż
enia
Regulator pr
ę
dko-
ś
ci obrotowej
Regulator pr
ę
dko-
ś
ci obrotowej
Regulator pr
ę
dko-
ś
ci obrotowej
Regulator pr
ą
du
Regulator pr
ą
du
Regulator pr
ą
du
Jednostka mocy
Jednostka mocy
Jednostka mocy
CNC
CNC
Obliczanie toru
ruchu/ interpolacja
Generator profilu
Regulator
poło
ż
enia
Generator profilu
Serwonap
ę
dy
Sieciowy system
komunikacjny
(np. Profibus)
Przykład sterowania kształtowego CNC (obrabiarka)
Układ sterowania
numerycznego CNC
oparty na PC
Porównanie:
Po
ś
rednie tworzenie siły nap
ę
dowej:
ograniczone własno
ś
ci dynamiczne
Tworzenie siły nap
ę
dowej bezpo
ś
rednio na saniach:
wy
ż
sze własno
ś
ci dynamiczne
Konwencjonalny nap
ę
d posuwu
z toczn
ą
ś
rub
ą
poci
ą
gow
ą
Bezpo
ś
redni nap
ę
d liniowy
Podatno
ść
w ła
ń
cuchu
nap
ę
dowym
Bezpo
ś
redni układ
pomiaru poło
ż
enia
Po
ś
redni układ
pomiarowy
Toczna
ś
ruba
poci
ą
gowa
Sanie
Sanie
Ło
ż
e obrabiarki
Ło
ż
e obrabiarki
Silnik
Silnik liniowy
obrotowy
Dwa rozwi
ą
zania nap
ę
dów posuwu obrabiarek
Podstawow
ą
ró
ż
nica pomi
ę
dzy nap
ę
dami z silnikami liniowymi a silnikami obrotowymi (np. z toczn
ą
ś
rub
ą
poci
ą
gow
ą
) polega na
bezpo
ś
rednim tworzeniu siły nap
ę
dowej
w bezpo
ś
rednim nap
ę
dzie
liniowym
bez wyst
ę
powania podatno
ś
ci
w ła
ń
cuchu nap
ę
dowym.
Silnik liniowy umo
ż
liwia
bezpo
ś
rednie i bezdrganiowe uzyskiwanie siły
na saniach obrabiarki przy
najwy
ż
szych pr
ę
dko
ś
ciach ruchu i dokładno
ś
ciach toru
.
Dzi
ę
ki bezpo
ś
redniemu zamocowaniu aktywnej cz
ęś
ci na saniach
obrabiarki wyeliminowane s
ą
takie
elementy po
ś
rednicz
ą
ce jak: sprz
ę
gła, paski z
ę
bate, toczne
ś
ruby poci
ą
gowe, a tym samym tak
ż
e
wyst
ę
puj
ą
ce w nich luzy i spr
ęż
ysto
ś
ci (podatno
ś
ci).
Dzi
ę
ki zastosowaniu izolacji termicznej w poł
ą
czeniu z chłodzeniem ciecz
ą
uzyskuje si
ę
pełne
odprz
ę
gni
ę
cie termiczne
silnika liniowego od obrabiarki i tym samym
unika si
ę
nagrzewania zespołów
obrabiarki
.
14
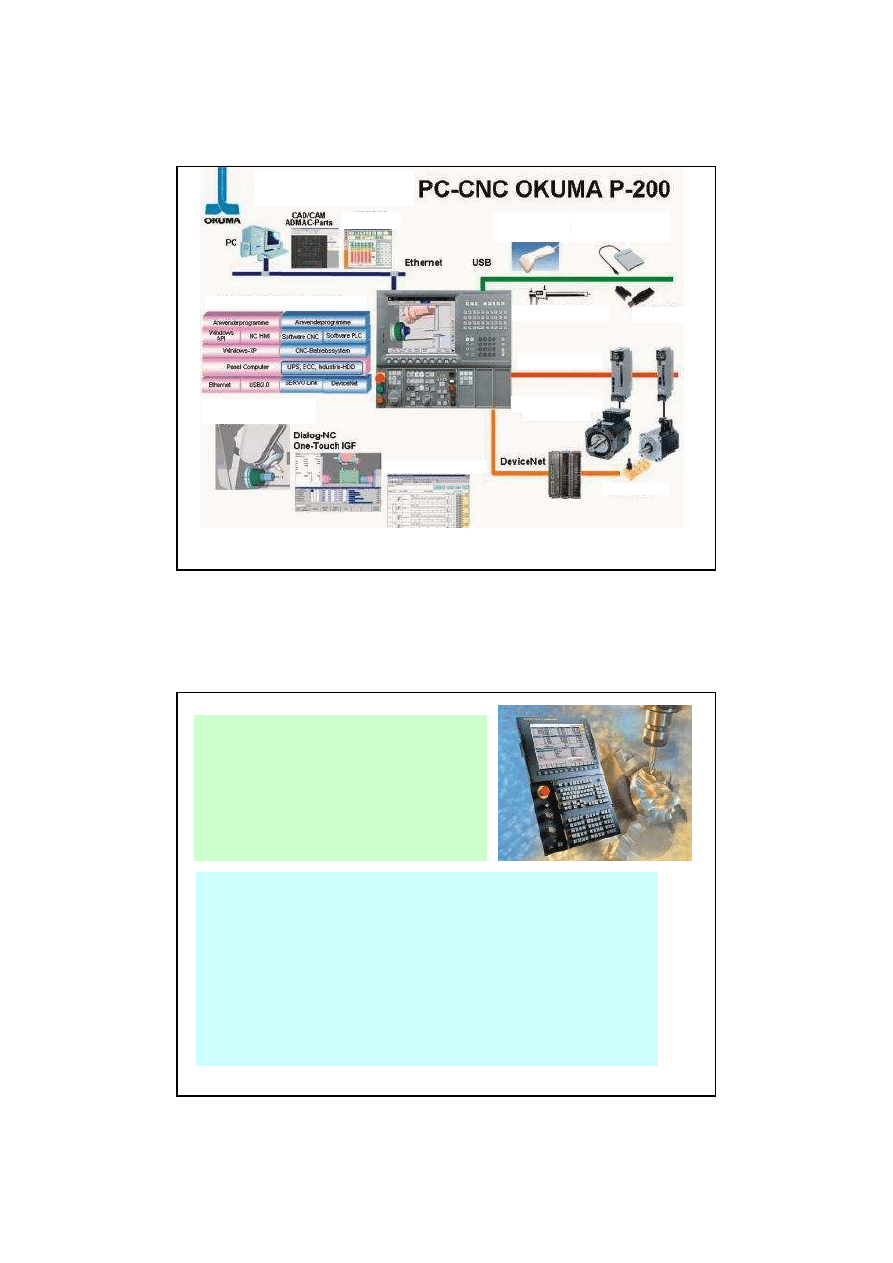
Konfiguracja
Konfiguracja
Skaner kodu
Skaner kodu
kreskowego
kreskowego
Zewn
ę
trzne
Zewn
ę
trzne
pami
ę
ci dyskowe
pami
ę
ci dyskowe
Cyfrowe pomiary
Cyfrowe pomiary
Pami
ęć
USB
Pami
ęć
USB
Servo
Servo
Link
Link
Nap
ę
dy i układy
Nap
ę
dy i układy
pomiarowe
pomiarowe
Sygnały I/O
Sygnały I/O
Plan obróbki (Excel)
Plan obróbki (Excel)
System unikania
System unikania
kolizji CAS
kolizji CAS
Architektura systemu OSP
Architektura systemu OSP
-
-
200
200
PDA/MDA
PDA/MDA
Budowa systemu sterowania numerycznego CNC P
Budowa systemu sterowania numerycznego CNC P
-
-
200 firmy
200 firmy
OKUMA
OKUMA
Prosta obsługa jest czynnikiem kluczowym zastosowania CNC:
wysoka wydajno
ść
u u
ż
ytkownika obrabiarki,
wysoka dyspozycyjno
ść
układu CNC i obrabiarki,
przyjazna dla u
ż
ytkownika warstwa obsługi,
5-osi, obróbka szybko
ś
ciowa HSC i hybrydowa,
technika bezpiecze
ń
stwa jako integralna cz
ęść
CNC,
technologia Ethernet’u do wymiany danych przez sie
ć
komunikacyjn
ą
,
zdalna diagnostyka.
Wymagania dotycz
ą
ce układów i obrabiarek CNC
Wa
ż
ne kryteria doboru sterowników CNC:
niezawodno
ść
i jako
ść
,
szybka wymiana bloków programu NC,
dost
ę
pno
ść
cz
ęś
ci zamiennych,
krótkie czasy realizacji usług dla klientów,
małe nakłady zwi
ą
zane ze szkoleniem.

15
Przykład 5-osiowego centrum obróbkowego typu Gantry
Przykład 5-osiowej frezarki CNC
16
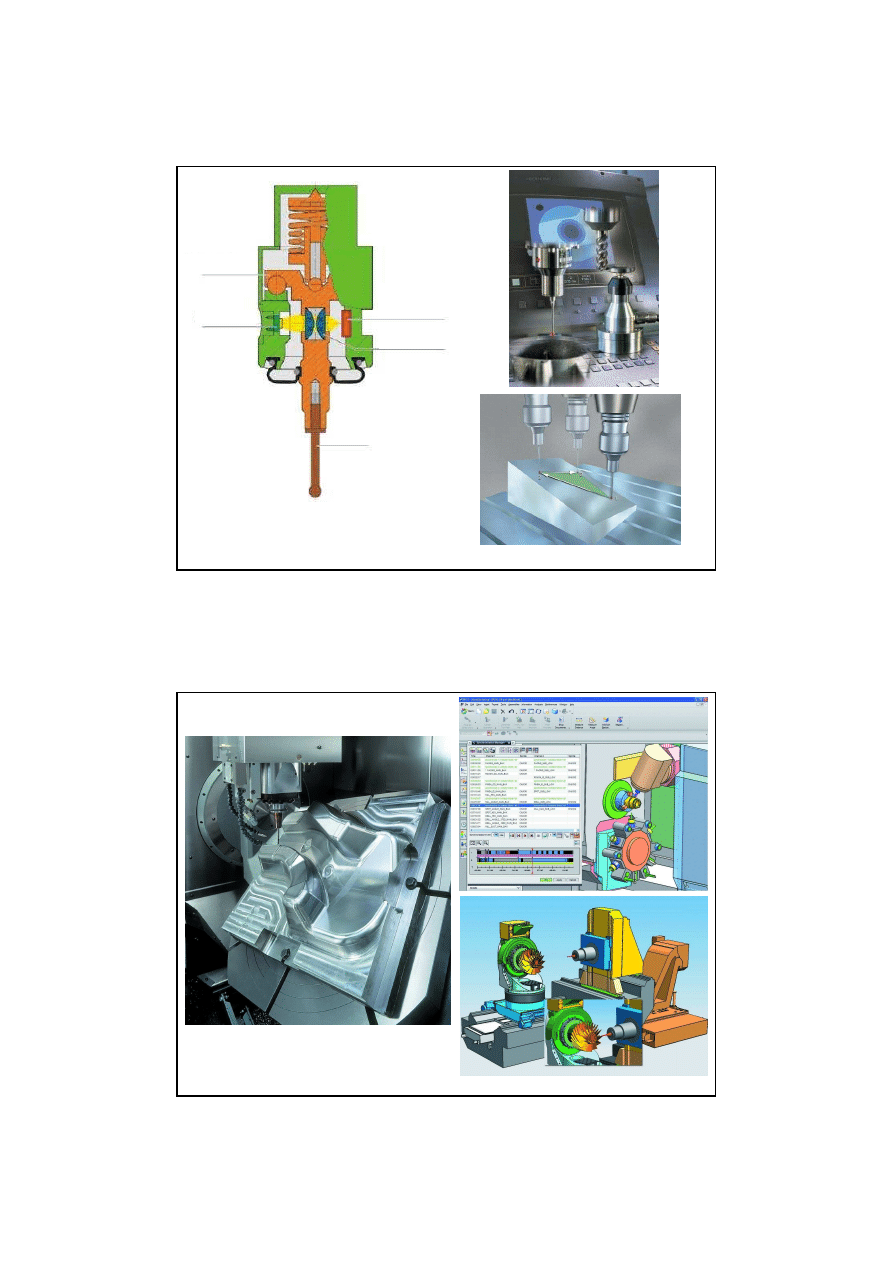
Sondy stykowe stosowane do pomiarów na obrabiarkach CNC
Przeł
ą
cznik
LED
Pr
ę
t sondy
Ró
ż
nicowy element
fotoelektryczny
Układ soczewek
Budowa sondy stykowej do pomiaru
przedmiotów (Heidenhein)
Przykład obróbki przedmiotu i symulacji dla obrabiarek CNC
17
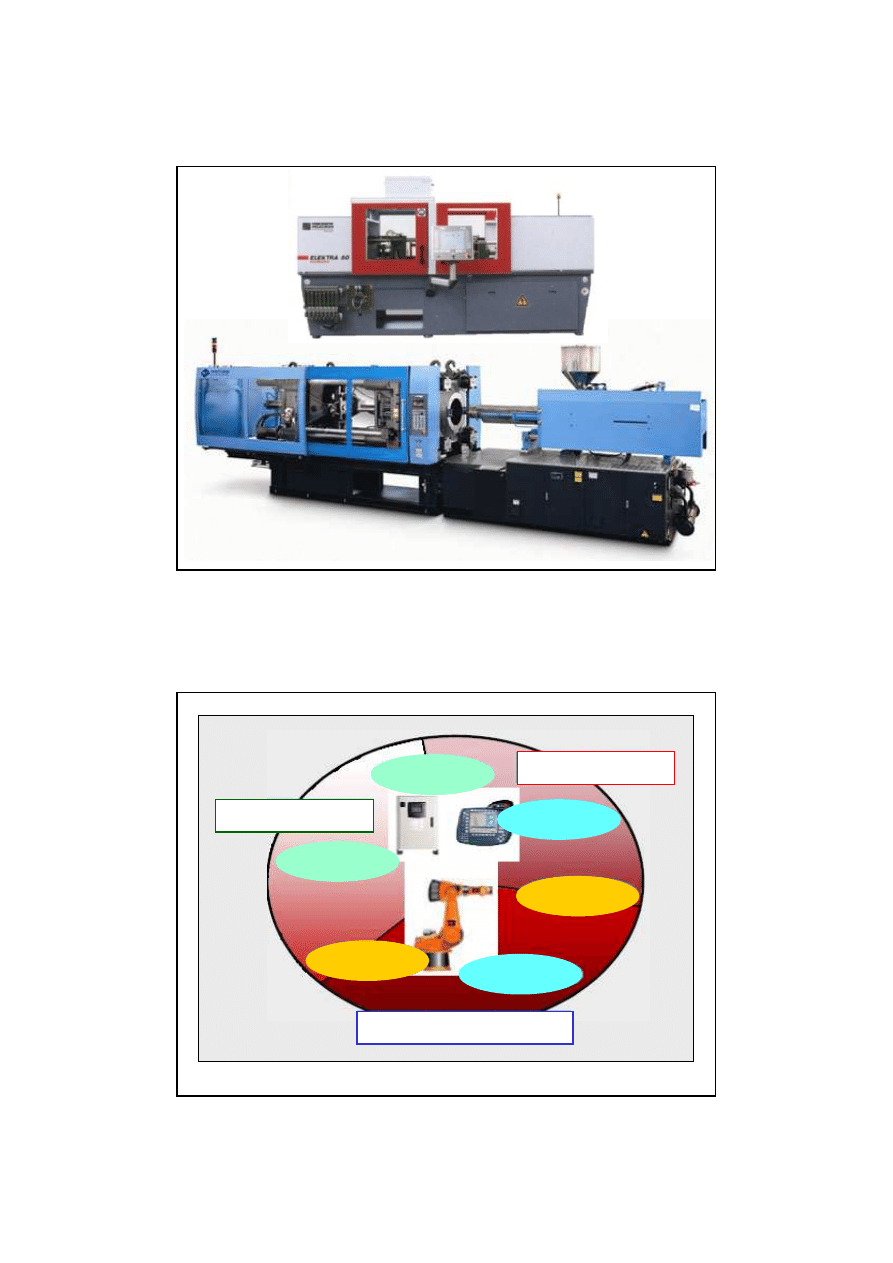
Przykłady wtryskarek sterowanych CNC
Robot przemysłowy jako system mechatroniczny
Informatyka
Elektronika
Mechanika
Sensory
Sprz
ę
t
Nap
ę
dy
Układ
kinematyczny
Symulacja
Programowanie
18
Definicja robota wg Robot Institute of America z 1979 r.:
"A robot is defined as a reprogrammable, multifunctional manipulator designed
to move material, parts, tools, or specialized devices through various
programmed motions for the performance of a variety of tasks".
Robot jest re-programowalnym, wielofunkcyjnym manipulatorem, który jest
przeznaczony do manipulowania materiałami, przedmiotami, narz
ę
dziami lub
specjalistycznymi
urz
ą
dzeniami
na
podstawie
ró
ż
nych,
uprzednio
zaprogramowanych przebiegów ruchu, aby zrealizowa
ć
szereg zada
ń
.
Podobnie jak wiele innych rozwi
ą
za
ń
technicznych równie
ż
historia robotów
rozpocz
ę
ła si
ę
od fikcji. W tym przypadku jest to sztuka teatralna czeskiego autora
Karela
Č
apka, który wprowadził poj
ę
cie „robot”. Słowo robot zostało u
ż
yte po raz
pierwszy w 1921 r. w sztuce "R.U.R." (ang. Rossum's Universal Robots). Słowo to
wywodzi si
ę
z czeskiego okre
ś
lenia "robota", które mo
ż
na tak
ż
e przetłumaczy
ć
jako
praca przymusowa (niewolnicza).
Spopularyzowanie robotów i poj
ę
cia robotyka nast
ą
piło w w latach 40-tych XX w.
przez autora literatury Science Fiction Issac’a Asimov’a, który t
ą
tematyk
ę
opisał w
wielu ksi
ąż
kach i sformułował trzy prawa robotów (Runabout, 1942 r.), rozszerzone
pó
ź
niej jeszcze o prawo zerowe.
Zatem roboty były najpierw cz
ęś
ci
ą
ś
wiata fikcji, a dopiero po ok. 20-tu latach stały si
ę
rzeczywisto
ś
ci
ą
.
Definicja robota
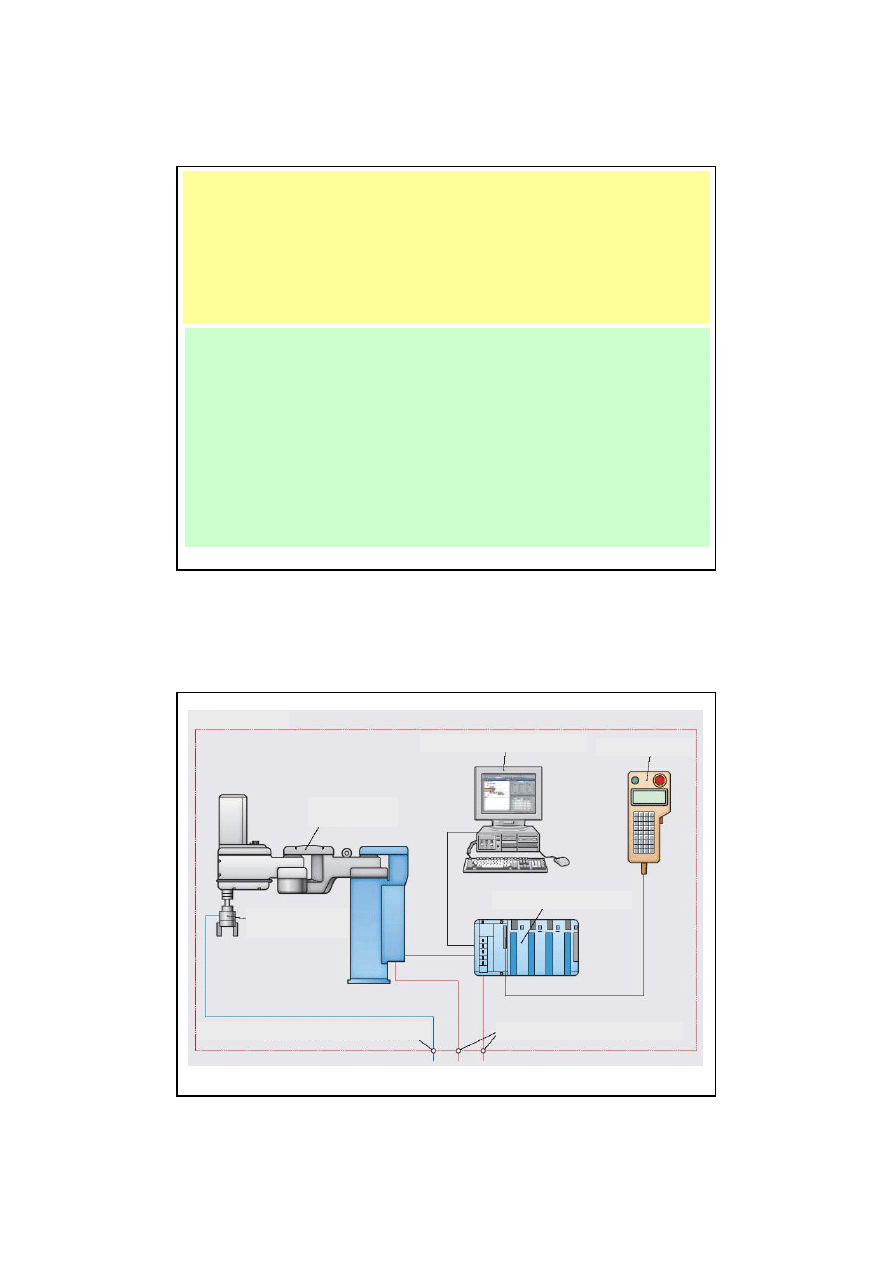
System robota przemysłowego
Granica systemu
PC do programowania robota
Panel do uczenia
Układ sterowania robota
Robot (cz
ęść
manipulacyjna)
Przył
ą
cza do zasilania spr
ęż
onym powietrzem
Przył
ą
cza do zasilania elektrycznego
Chwytak nap
ę
dzany
pneumatycznie
19
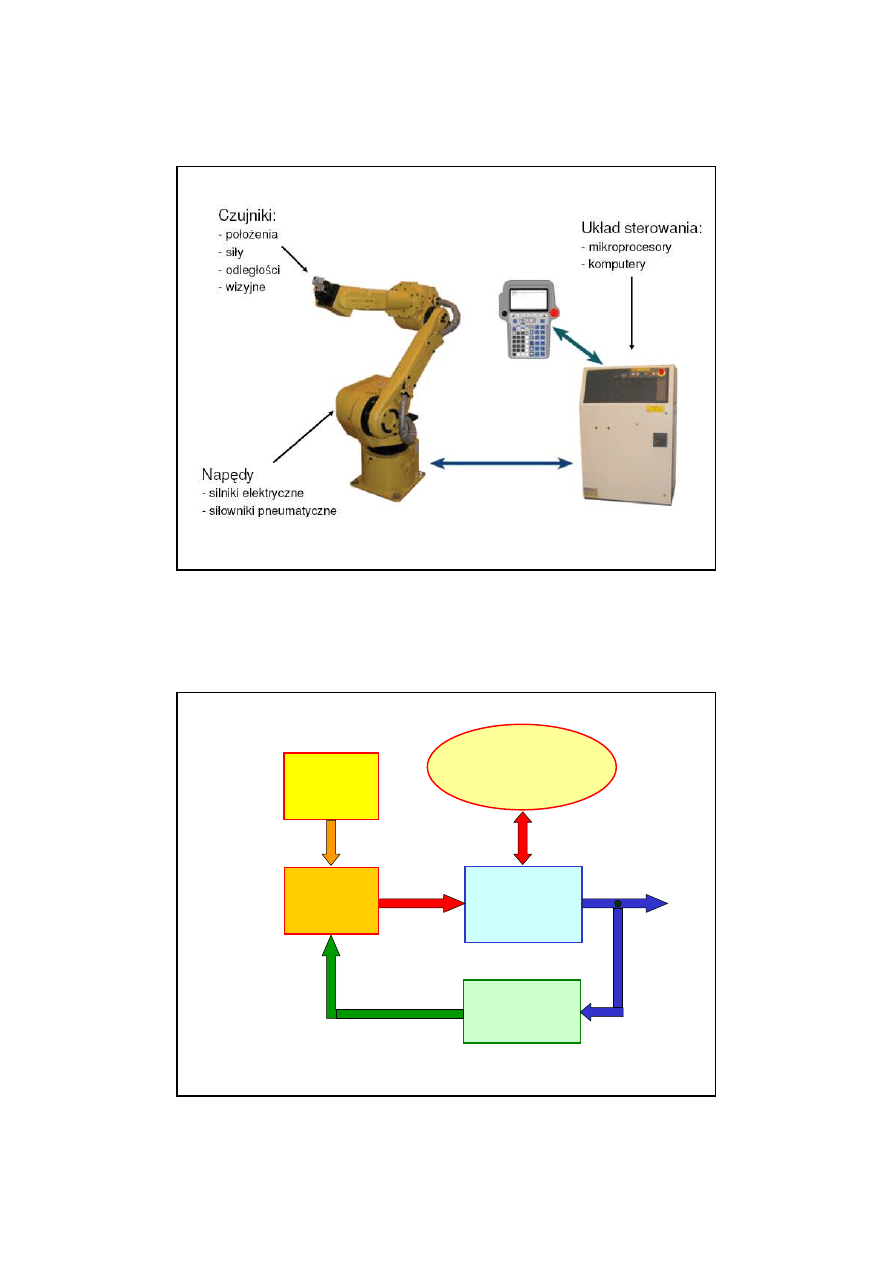
Elementy układu robota przemysłowego
(aktuatory):
Ogólna struktura układu regulacji robota przemysłowego
Sterowanie
ruchami
Algorytmy
regulacji
Ramiona
robota, układ
nap
ę
dowy
Układ
pomiarowy,
sensoryka
Zadane ruchy,
siły/ momenty
Warto
ś
ci
zadane
Trajektorie
ruchu (siły/
momenty)
Ś
rodowisko
robocze
20
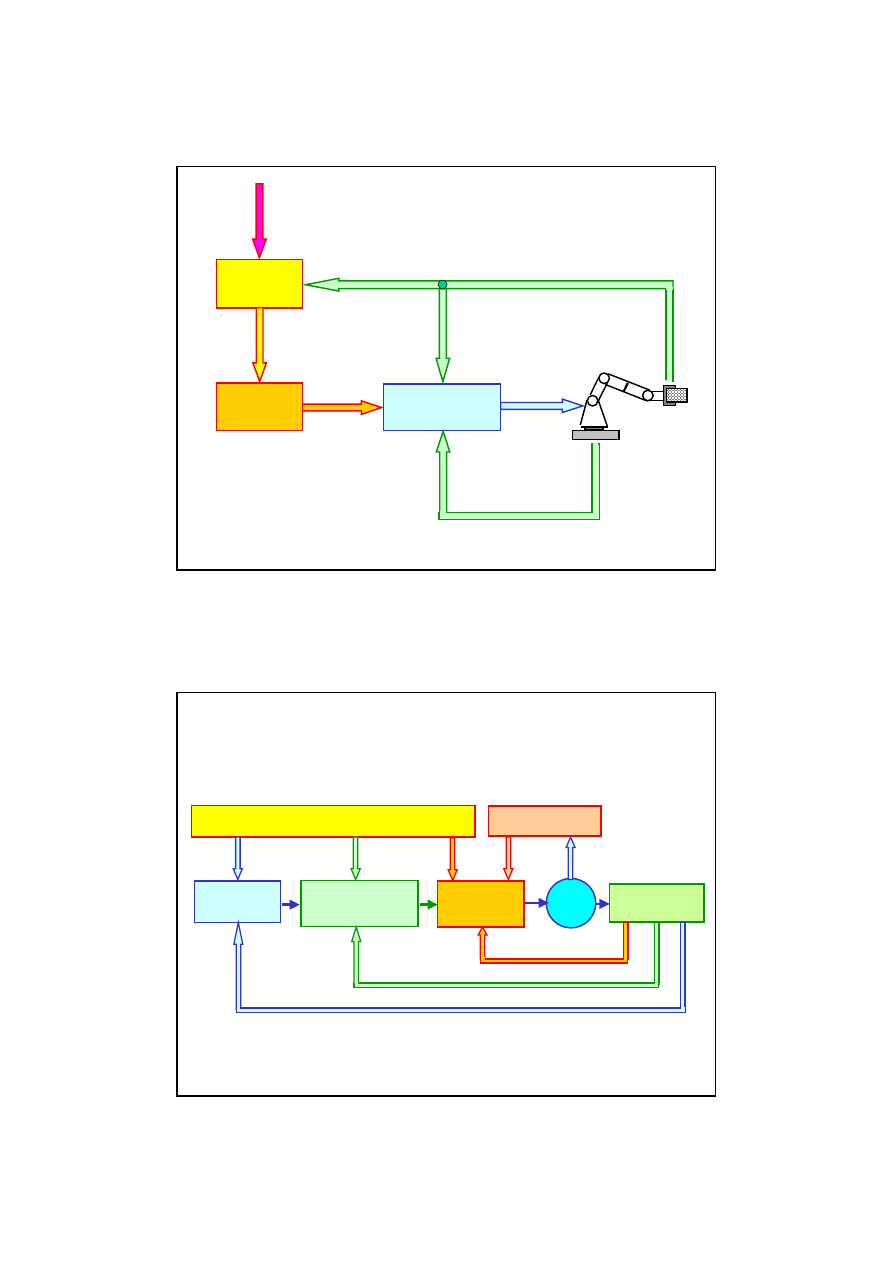
Wewn
ę
trzna i zewn
ę
trzna regulacja robota
Zewn
ę
trzna
regulacja
Wewn
ę
trzna
regulacja (regulacja
przegubów)
Odwrotna
kinematyka
Zadane
warto
ś
ci dla
przegubów
Zadane
warto
ś
ci we
współrz
ę
dnych
roboczych
Informacje z sensorów
Wielko
ś
ci mierzone
Wielko
ś
ci
nastawiaj
ą
ce
Okre
ś
lenie
celu
Regulacja kaskadowa osi robota
Warto
ś
ci zadane (interpolator dokładny
)
Regulator
poło
ż
enia
Regulator pr
ę
d-
ko
ś
ci obrotowej
Regulator
pr
ą
du
Jednostka mocy
Pomiary
Rzeczywista warto
ść
poło
ż
enia
Rzeczywista warto
ść
pr
ę
dko
ś
ci obrotowej
Pr
ą
d
∼∼∼∼
Moment
Silnik
21
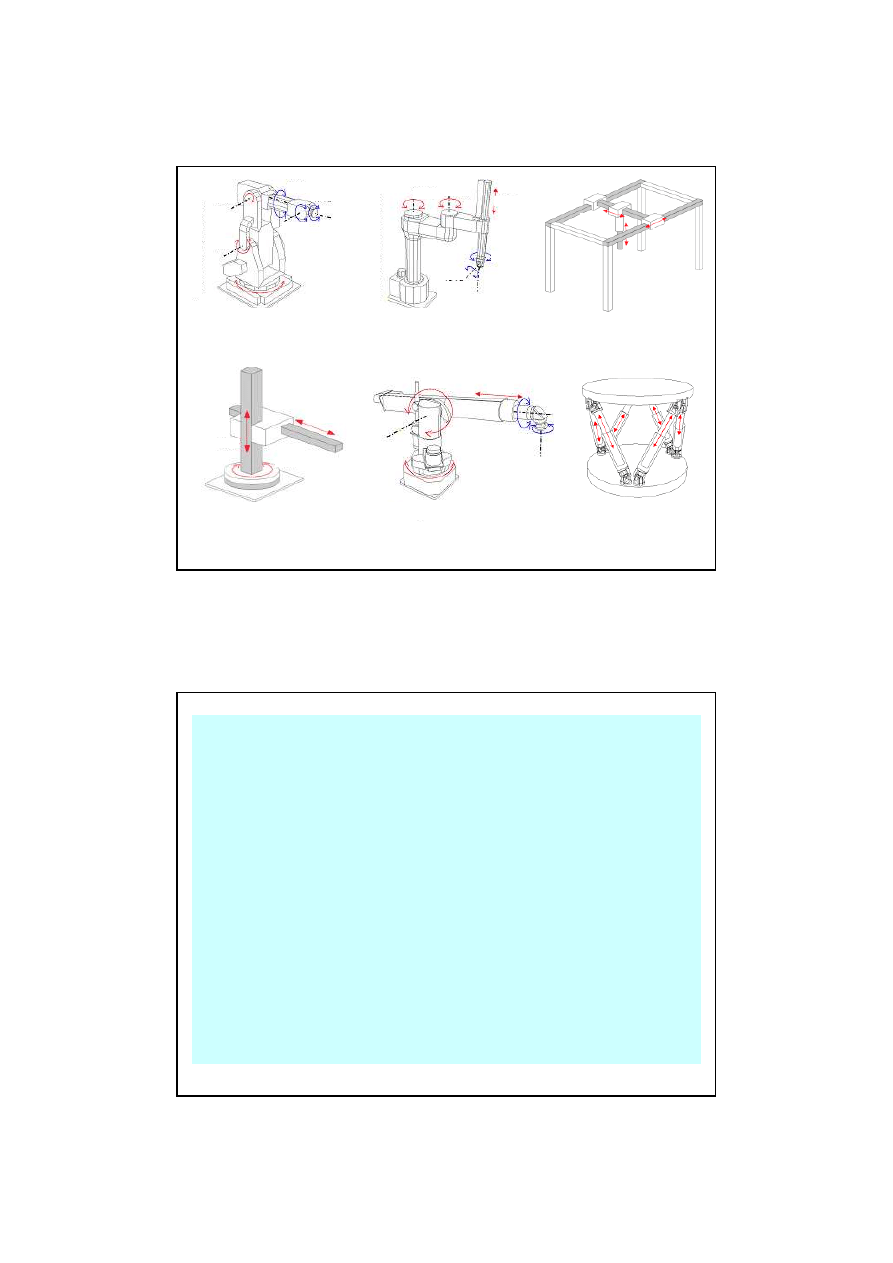
Rodzaje układów kinematycznych robotów przemysłowych
Pionowy przegubowy
Poziomy przegubowy
Kartezja
ń
ski
Cylindryczny
Kulisty
Heksapod
OG: o
ś
główna
OP: o
ś
pomocnicza
OG: o
ś
główna
OP: o
ś
pomocnicza
OG: o
ś
główna
OP: o
ś
pomocnicza
OG: o
ś
główna
OP: o
ś
pomocnicza
OG: o
ś
główna
OG: o
ś
główna
OG1
OG2
OG3
OG1
OG2
OG3
OG3
OG1
OG2
OG2
OG1
OG3
OG1
OG2
OG1- 6
OP1
OP2
OP3
OP2
OP1
OP1
OP2
OG3
1.
1.
Robot sekwencyjny:
Robot sekwencyjny:
- wyposa
ż
ony w sekwencyjny (wykonuj
ą
cy kolejno zaprogramowane ruchy
i czynno
ś
ci) układ sterowania.
2. Robot realizuj
2. Robot realizuj
ą
ą
cy zadane trajektorie
cy zadane trajektorie
:
:
- realizuje ustalon
ą
procedur
ę
sterowanych ruchów według instrukcji
programowych.
3. Robot adaptacyjny
3. Robot adaptacyjny
:
:
- ma sensoryczny, adaptacyjny, b
ą
d
ź
ucz
ą
cy si
ę
układ sterowania,
- typowym przykładem jest tutaj robot wyposa
ż
ony w czujniki wizyjne, przez
co jest mo
ż
liwa korekta ruchów podczas pobierania elementów, monta
ż
u
lub spawania łukowego.
4.
4.
Teleoperator
Teleoperator
:
:
- ze sterowaniem zdalnym, realizowanym przez operatora lub komputer,
- jego funkcje s
ą
zwi
ą
zane z przenoszeniem na odległo
ść
funkcji
motorycznych i sensorycznych operatora,
- z tej klasy wył
ą
cza si
ę
manipulatory o poł
ą
czeniach mechanicznych.
Klasyfikacja robotów ze wzgl
ę
du na sterowanie
22
Generacje robotów
0. generacja
0. generacja
–
–
mechanizmy:
mechanizmy:
Zapami
ę
tanie ci
ą
gu ruchów (przestrzennie, czasowo) w konstrukcji mechanicznej (np. sprz
ęż
enia
nap
ę
dów), kartach dziurkowanych i walcach z kołkami,
Lalki mechaniczne, mechanizmy.
1. generacja
1. generacja
–
–
programowalne manipulatory/ maszyny, 1960
programowalne manipulatory/ maszyny, 1960
–
–
1975 r.:
1975 r.:
Mała moc obliczeniowa, wzmocnienie siły ci
ą
gu ruchów,
Tylko stałe punkty zatrzymania (programowanie PTP – od punktu do punktu),
Brak zdolno
ś
ci sensorycznych (tylko działania Pick-and-Place).
2. generacja
2. generacja
–
–
roboty adaptacyjne, automatyzacja, 1976
roboty adaptacyjne, automatyzacja, 1976
–
–
1982 r.
1982 r.
Wiele sensorów (np. kamery),
Dopasowywanie do otoczenia,
Własne j
ę
zyki programowania (np. VAL),
Mała inteligencja robotów (adaptacyjna realizacja zada
ń
).
3. generacja
3. generacja
–
–
autonomia, integracja, od 1983 r.:
autonomia, integracja, od 1983 r.:
Du
ż
a moc obliczeniowa (systemy wieloprocesorowe),
Programowanie zorientowane na zadania,
Wymaganie (maszynowej) autonomii, integracja funkcji sterowniczych w robocie.
4. generacja
4. generacja
–
–
humanoid
humanoid
, rozwi
ą
zania sztucznej inteligencji AI (ang.
, rozwi
ą
zania sztucznej inteligencji AI (ang.
Artificial Intelligence
Artificial Intelligence
):
):
Wysoka elastyczno
ść
w odniesieniu do otoczenia i zada
ń
,
Zdolno
ść
uczenia i dopasowywania,
Samorefleksja,
Emocje.
Ze wzgl
ę
du na sposób programowania i mo
ż
liwo
ś
ci komunikowania si
ę
robota ze
ś
rodowiskiem
zewn
ę
trznym mo
ż
na podzieli
ć
roboty na trzy generacje:
I.
Roboty nauczane.
II.
Roboty ucz
ą
ce si
ę
.
III. Roboty inteligentne.
Ruch wzgl
ę
dem
zewn
ę
trznego
ś
rodowiska.
Alternatywno
ść
programu.
Brak
Brak
Stopie
ń
samodzielno
ś
ci
W j
ę
zyku naturalnym o
ograniczonej liczbie słów.
Model
ś
rodowiska
zewn
ę
trznego. Wybór i
optymalizacja programów
na podstawie modelu.
Przez nauczanie przez
operatora z elementami
adaptacyjnymi. Szukanie
pozycji ze sprz
ęż
eniem
zwrotnym.
Sekwencyjne lub przez
nauczanie przez
operatora. Brak modelu
ś
rodowiska
zewn
ę
trznego.
Rodzaj
programowania
Za pomoc
ą
sensorów
dotyku, wzroku i/lub
innych „zmysłów”.
Za pomoc
ą
sensorów
dotyku i/lub wzroku.
Brak
Zbieranie
informacji o
ś
rodowisku
zewn
ę
trznym
Ró
ż
ne obiekty. Zmienne
poło
ż
enie obiektów w
czasie.
Ró
ż
ne obiekty, ale
jednorodne. Zmienne
poło
ż
enie obiektów.
Stałe obiekty. Stałe
poło
ż
enie obiektów.
Ś
rodowisko
zewn
ę
trzne
III-generacja
II-generacja
I-generacja
Robot przemysłowy
Cecha
Generacje robotów
23
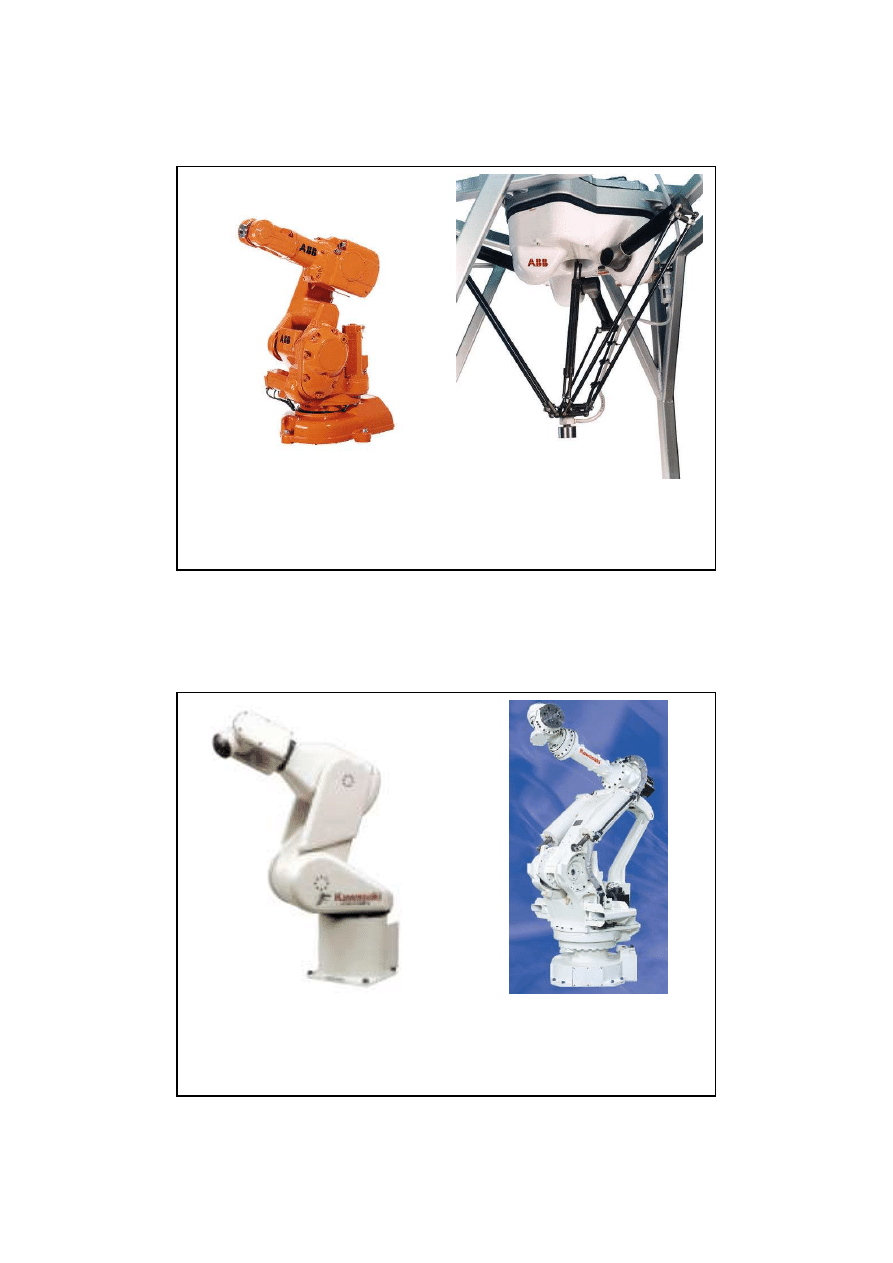
IRB 140 (ABB)
Ud
ź
wig: 6 kg
6 osi
IRB 340 (ABB) - tripod
Ud
ź
wig: 1,2 kg
4 osie
Przykłady robotów przemysłowych firmy ABB
FS003N (Kawasaki)
Ud
ź
wig: 3 kg
6 osi
ZD130S (Kawasaki)
Ud
ź
wig: 130 kg
4 osie
Przykłady robotów przemysłowych firmy Kawasaki
24
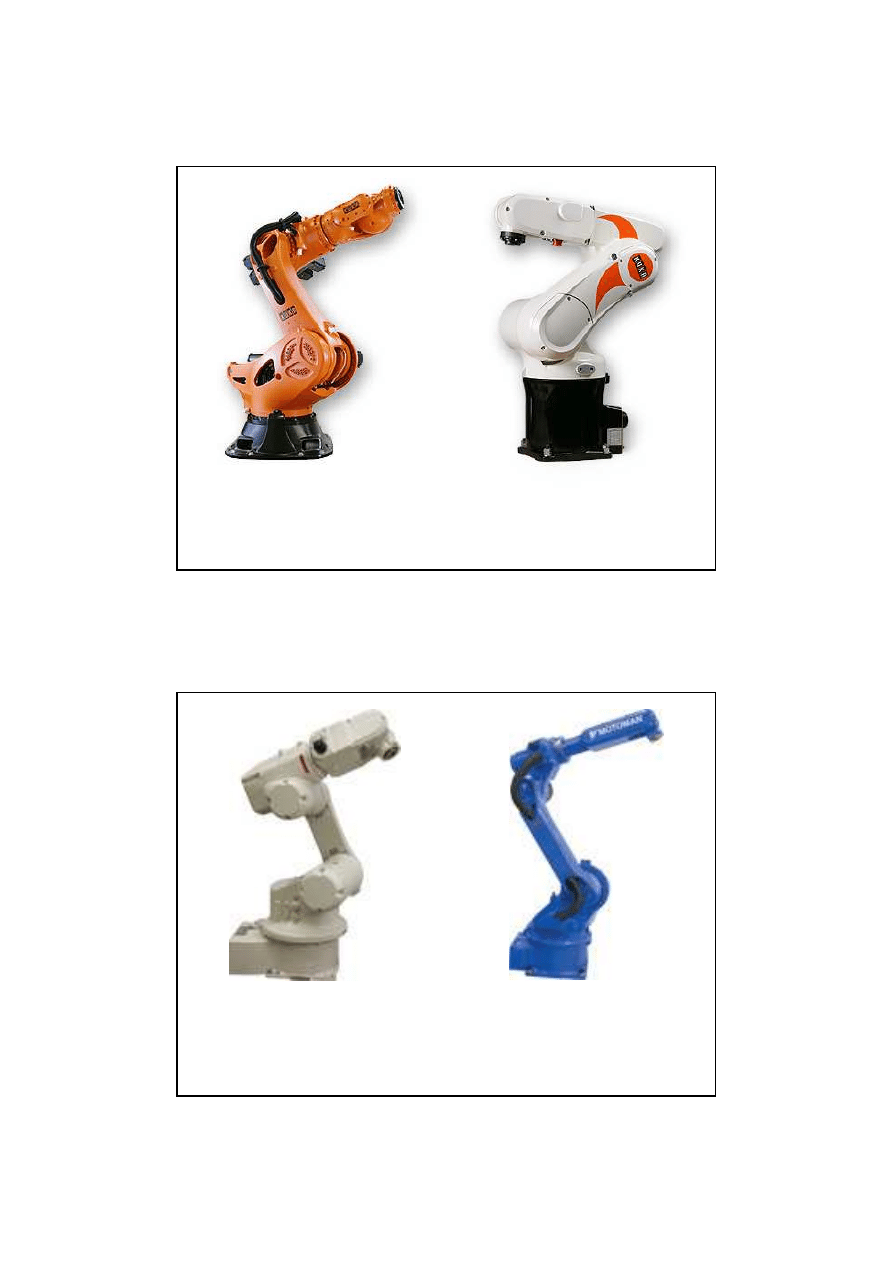
KR 1000 titan (KUKA)
Ud
ź
wig: 1000 kg
6 osi
KR 5 sixx R650 (KUKA)
Ud
ź
wig: 5 kg
6 osi
Przykłady robotów przemysłowych firmy KUKA
MOTOMAN-HP3L
Ud
ź
wig: 3 kg
6 osi
MOTOMAN-SSF2000
Ud
ź
wig: 6 kg
6 osi
Przykłady robotów przemysłowych firmy MOTOMAN
Wyszukiwarka
Podobne podstrony:
MTR 2009 Wstep do mechatr cz 3 (2)
MTR 2009 Wstep do mechatr cz 5 (2)
MTR 2009 Wstep do mechatr cz 7 (2)
MTR 2009 Wstep do mechatr cz 1
MTR 2009 Wstep do mechatr cz 6
MTR 2009 Wstep do mechatr cz 2 (2)
MTR 2009 Wstep do mechatr cz 4 (2)
MTR 2009 Wstep do mechatr cz 8 Nieznany
MTR 2009 Wstep do mechatr cz 3 (2)
MTR 2009 Wstep do mechatr cz 2
MTR 2009 Wstep do mechatr cz 5
MTR 2009 Wstep do mechatr cz 1
MTR 2009 Wstep do mechatr cz 3
MTR 2009 Wstep do mechatr cz 4
MTR 2009 Wstep do mechatr cz 8
MTR 2011 Wstep do mechatr cz 8
MTR 2011 Wstep do mechatr cz 1
Wstęp do MATLABA cz 1
więcej podobnych podstron