Laboratorium Obrabiarek CNC |
|
Temat: Ustawianie narzędzi i obsługa pulpitu operacyjnego centrum frezarskiego FYS 16NM
|
|
|
Prowadzący: |
|
Ocena: |
1. Cel ćwiczenia
Celem ćwiczenia jest zapoznanie studentów z:
obsługa pulpitu układu sterowania SINUMERIK 801 w trybie pracy:
sterowanie ręczne i ręczne wprowadzenie informacji do układu,
sposobami ustawiania frezów w oprawkach obróbkowych,pomiarem wielkości korekcyjnych frezów,
wprowadzaniem wielkości korekcyjnych frezów do układu sterowania.
2. Przebieg ćwiczenia
W ćwiczeniu zapoznaliśmy się z pulpitem układu sterowania SINUMERIK 801 (NUMS 322T) ,oraz z wprowadzianiem do układu sterowania prostych komend (np. start/stop wrzeciona, przemieszczenie stołu ruchem przestawczym, ruchem roboczym)
Rys1. Schemat pulpitu układu sterowania NUMS 322T
Elementy obsługi na pulpicie NUMS 322T
Włączenie zasilania i zerowanie części cyfrowej i analogowej,
STOP Awaryjny,
START,
STOP - zatrzymanie posuwu bez utraty informacji przy pracy Auto, B/B (blok po bloku).
RWI (ręczne wprowadzanie informacji),
STOP warunkowy - umożliwia przerwanie wykonywania programu w blokach,
w których zapisana jest funkcja MOI
przycisk umożliwiający opuszczanie bloków programu poprzedzonych znakiem „ / "
nastawnik prędkości ruchu posuwowego (umożliwia zmniejszenie posuwu co 10%)
przełącznik rodzaju pracy
przełącznik ADRES (umożliwia wybór i wprowadzanie słów i bloku informacji w trybie RWI)?
Wyświetlacz N - wyświetla numer wykonywanego bloku programu
nastawnik numeru bloku,
wyświetlacz X/Z - wyświetla położenie suportu w osi X lub Z względem punktu,w którym nastąpiło wyzerowanie liczników położenia,
nastawnik liczby i znaku,
przycisk WPIS, wprowadzanie do pamięci danych w trybie pracy RWL
przycisk KAS, powoduje skasowanie wprowadzanego bloku danych,
lampki sygnalizacyjne,
przycisk WYSW. X/Z, przełączanie wyświetlania położenia w osi X lub Z,
przycisk zerujący licznik położenia w wybranej osi (X lub Z).
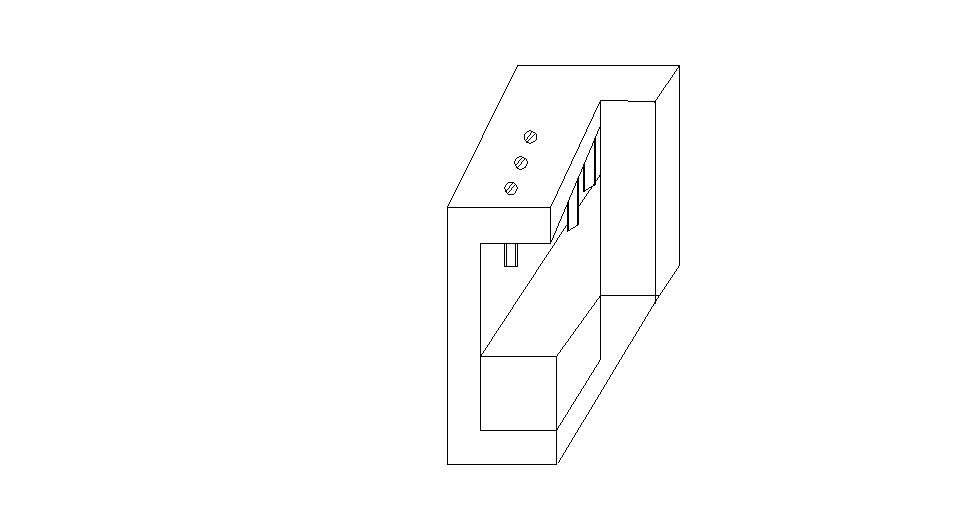
Rys2. Sposób mocowania narzędzia w oprawce.
1-oprawka; 2- śruby mocujące; 3- w tym miejscu mocujemy narzędzie
Pomiar wartości noża tokarskiego
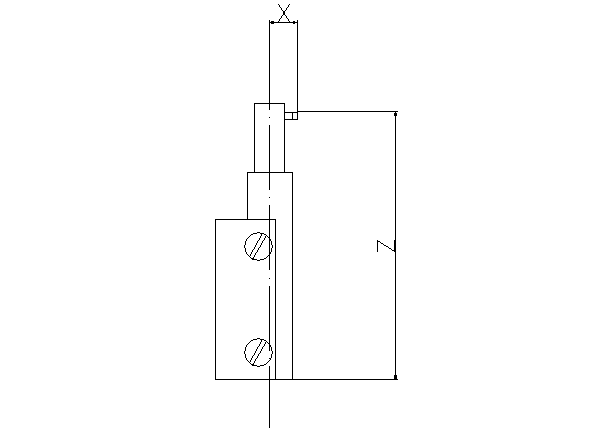
Rys3. Wytaczak do rowków Z= 285,9 mm;
X= -20,2 mm
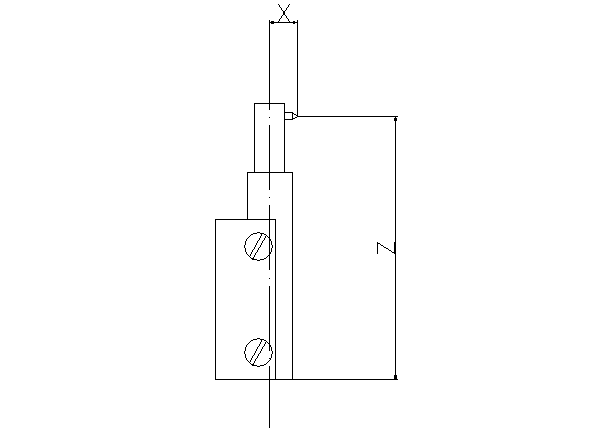
Rys4. Nóż do gwintów zewnętrznych:
Z=230 mm;X=-19,9 mm
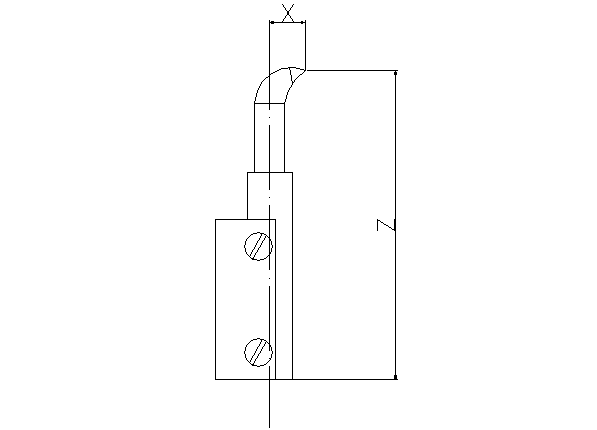
Rys5. Nóż : prawy odsadzany
Z=206,2 mm;X=5 mm
Rys6. Przykładowy model centrum frezarskiego FYS 16NM
Wnioski
Obrabiarki CNC spowodowały że czas wykonywania przedmiotów zmniejszył się
Obrabiarki CNC umożliwiają wykonanie kilku operacji jedna po drugiej bez ponownego mocowania
Parametry pracy obrabiarek CNC są o wiele lepsze niż maszyn sterowanych ręcznie
Warunki pracy polepszyły się dla pracownika i przy zachowaniu regulaminu BHP zmniejszyły się wypadki
Wyszukiwarka
Podobne podstrony:
Narzedzia wspomagajace zarzadzanie projektem
Język jako narzędzie paradoksy
narzedzia
Narzędzia chirurgiczne i ich rodzaje
Podstawowe stale konstrukcyjne i narzędziowe
MRIT Materiały narzędziowe
Komputer przenośny nowoczesne narzędzie
63 MT 09 Przybornik narzedziowy
Narzędzia tokarskie
12 Narzedzia promocji miejscowo Nieznany (2)
90 99 UST o zbiorowym zaopatr Nieznany (2)
3 Narzędzia wyszukiwawcze i źródła informacji ppt
więcej podobnych podstron