12
Ø 16 - 75
Ø 20 -
Najważniejsze sprawy do
uwzględnienia
Stosować kąt przystawienia zbliżony do
90°. Ograniczy to udar i siły skrawania.
Stosować największy rozmiar trzonka
i najmniejszy możliwy wysięg trzonka,
aby zapewnić maksymalną stabilność.
Najważniejsze sprawy do
uwzględnienia
Stosować w miarę możliwości kąt
przystawienia mniejszy niż 90°.
Ograniczy to udar i siły skrawania.
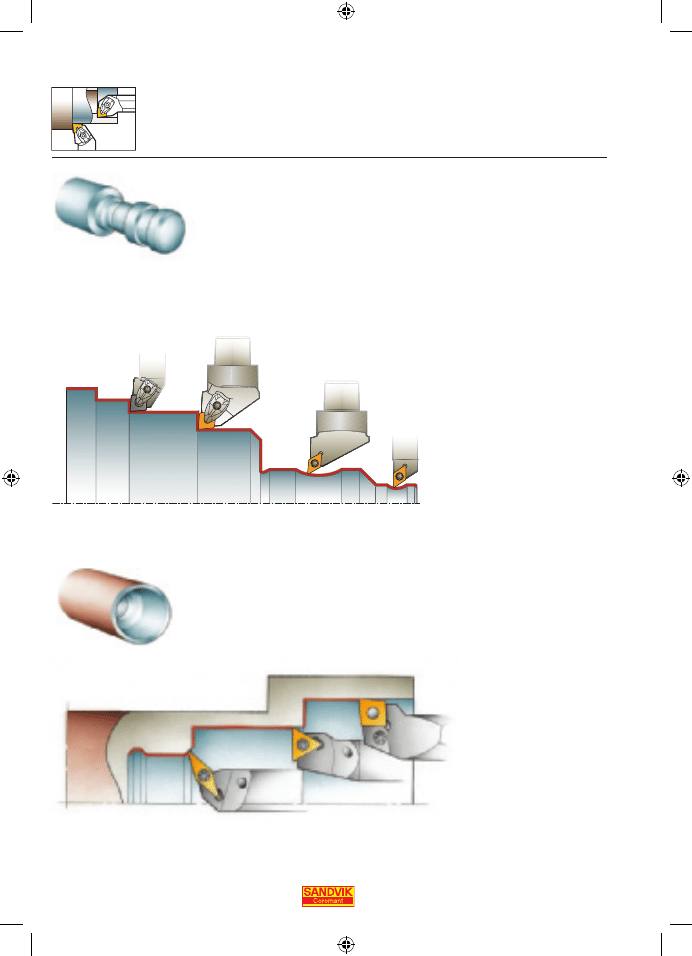
TOCZENIE
Jak wybrać właściwe narzędzie do danej operacji
Narzędzia tokarskie
OBRÓBKA ZEWNĘTRZNA
CoroTurn
®
107
– Obróbka zewnętrzna małych, długich
i smukłych przedmiotów
OBRÓBKA WEWNĘTRZNA
T-MAX P
– Wewnętrzna obróbka w dużych
otworach z małymi wysięgami
narzędzia, w stabilnych
warunkach.
CoroTurn
®
107
– Pierwszy wybór do wewnętrznej
obróbki otworów o małych i średnich
średnicach (ø16-75 mm) oraz w przy-
padku stosowania długiego wysięgu.
CoroTurn
®
RC
– Obróbka zewnętrzna, od zgrub-
nej do wykańczającej
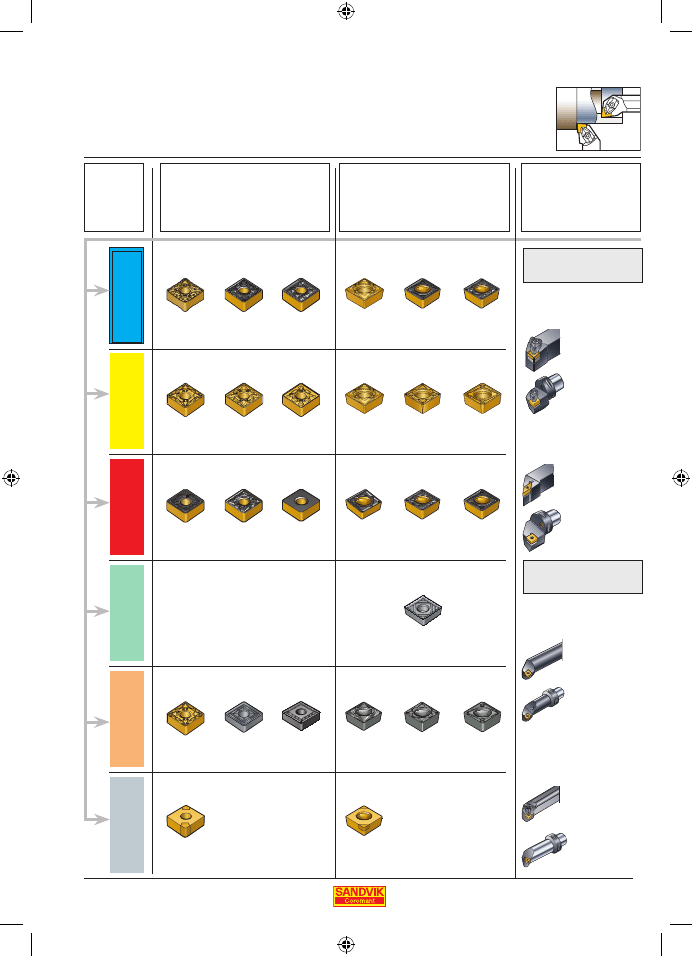
13
P
M
K
N
S
H
Strona 40
42
Strona 44
46
Strona 34
36
Strona 24
28
Narzędzia tokarskie
Coromant
Capto
Strony 62–64
Chwyt trady-
cyjny
Strony 63–66
Oprawki na płytki
ujemne
Coromant
Capto
Strony
103–105
Chwyt trady-
cyjny
Strony
102–104
Oprawki na płytki
dodatnie
Obróbka
wewnętrzna
Coromant
Capto
Strony 97–101
Chwyt trady-
cyjny
Strony 96–100
Oprawki na płytki
dodatnie
Coromant
Capto
Strony 57–61
Chwyt trady-
cyjny
Strony 56–60
Oprawki na płytki
ujemne
Obróbka
zewnętrzna
Oprawki
Przejdź do strony
poświęconej uchwytom.
Wybierz typ i wielkość
uchwytu.
Obróbka
wykańczająca
Strona
94
Obróbka
wykańczająca
Strona
54
Obróbka
zgrubna
Obróbka
średnia
Strona
92
Strona
90
Obróbka
wykańczająca
Strona
88
Obróbka
zgrubna
Obróbka
średnia
Strona
52
Strona
50
Obróbka
wykańczająca
Strona
48
Obróbka
średnia
Strona
86
Obróbka
zgrubna
Obróbka
średnia
Strona
84
Strona
82
Obróbka
wykańczająca
Strona
80
Obróbka
zgrubna
Obróbka
średnia
Obróbka
wykańczająca
Strona
38
Obróbka
zgrubna
Obróbka
średnia
Strona
78
Strona
76
Obróbka
wykańczająca
Strona
74
Obróbka
zgrubna
Obróbka
średnia
Strona
32
Obróbka
wykańczająca
Strona
30
Obróbka
zgrubna
Obróbka
średnia
Strona
72
Strona
70
Obróbka
wykańczająca
Strona
68
Obróbka
zgrubna
Obróbka
średnia
Strona
24
Obróbka
wykańczająca
Strona
22
Płytki dodatnie CoroTurn 107
Przejdź do strony poświęconej
płytkom i wybierz geometrię, ga-
tunek, oraz parametry skrawania.
Płytki ujemne T-MAX P
Przejdź do strony poświęconej
płytkom i wybierz geometrię, ga-
tunek, oraz parametry skrawania.
Określić
materiał
Jak wybrać płytkę i uchwyt narzędziowy
TOCZENIE
14
95°
93°
93°
91°
V
C
W
D
T
C
95°
C
95°
C
_
107°30
V
_
93°
D
91°
T
93°
D
_<
93°
D
93°
T
75°
S
91°
T
91°
T
45°
S
93°
V
93°
V
95°
W
91°
T
R
S
75°
S
45°
S
75°
S
75°
95°
S
75°
95°
R
91°
T
107°30
V
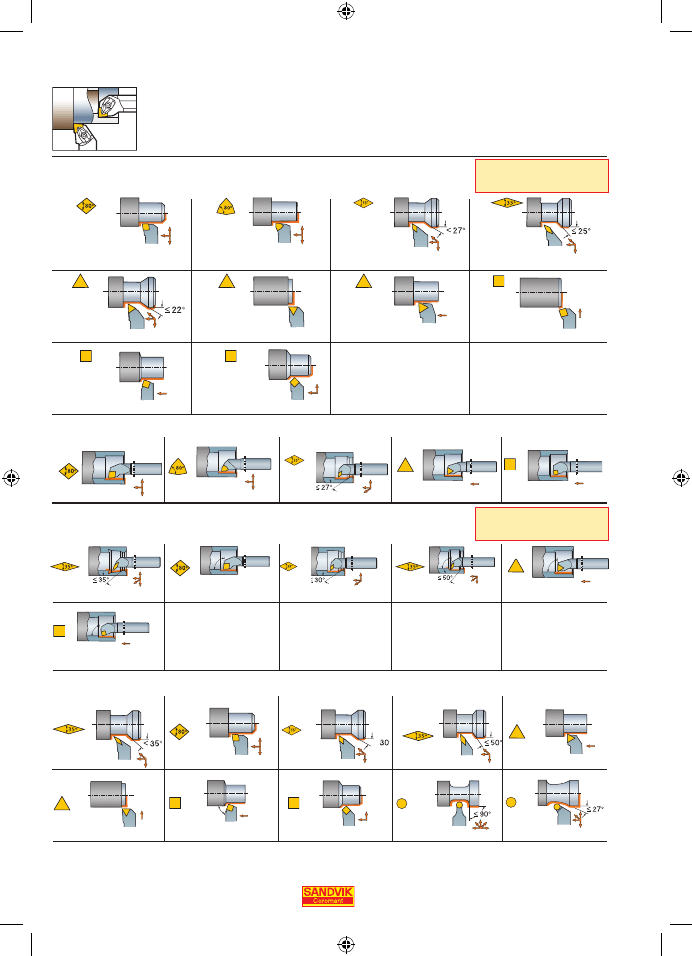
TOCZENIE
Toczenie z użyciem płytek T-Max P i CoroTurn
®
107
Narzędzia tokarskie
CoroTurn 107
Mocowanie śrubą
CoroTurn
®
RC
Kształt płytki: C = rombowa 80°, D = rombowa 55°, R = okrągła, S = kwadratowa,
T
= trójkątna, V = rombowa 35°, W = trygonalna
OBRÓBKA ZEWNĘTRZNA
(Strony 56 - 61)
OBRÓBKA WEWNĘTRZNA
(Strony 102 - 106)
OBRÓBKA ZEWNĘTRZNA
(Strony 96 - 101)
OBRÓBKA WEWNĘTRZNA
(Strony 62 - 66)
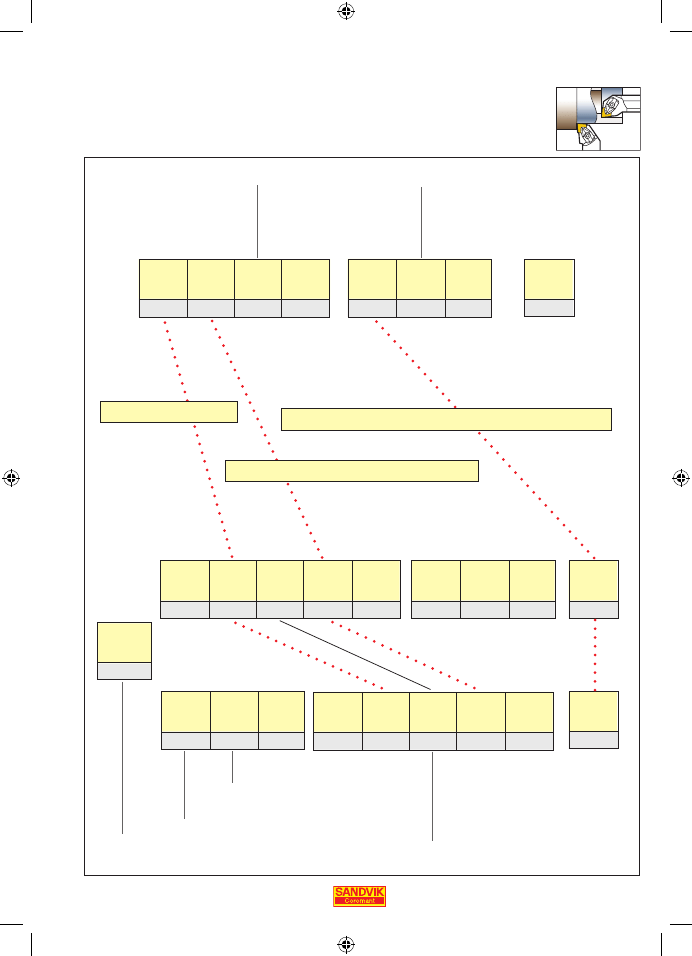
15
P C L N R
B
1
C
2
D
09
5
16 16 H
E
F
G
C N M G
1
2
3
4
PF
8
-
09 03 08
5
6
7
C3 -
A
S C L C R
B
1
C
2
D
09
5
S 25 T
H
J
G
TOCZENIE
Grubość płytki
Tolerancje
S = Trzonek jednolity stalowy
A = Trzonek stalowy z wewnętrznym
podawaniem chłodziwa
Średnica
trzonka
Konfiguracja
oprawki
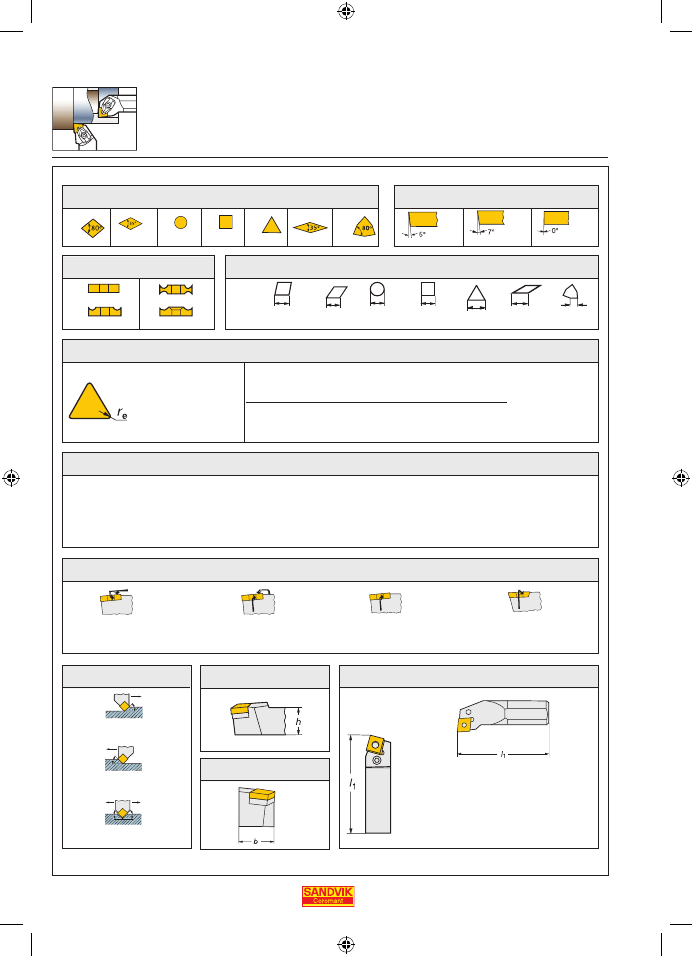
5. Wielkość płytki = długość krawędzi skrawającej
2. Kąt przyłożenia płytki
1. Kształt płytki
Wewnętrzne
Zewnętrzne
OPRAWKI
PŁYTKA
Coromant Capto
®
Wielkość złącza
Oznaczenia płytek i oprawek
Wyciąg z ISO 1832—1991
Narzędzia tokarskie
16
80°
C
D
R
S
T
V
W
55°
80°
35°
N
C
B
A
G
M
T
06—19
07—15
06—12
09—19
06—22
11—16
06—08
04 rε = 0,4
08 rε = 0,8
12 rε = 1,2
16 rε = 1,6
24 rε = 2,4
T-MAX P
08
08
12
CoroTurn 107
04
08
08
D
R
L
N
M
P
S
κ
r
κ
r
κ
r
κ
r
H = 100
K = 125
M = 150
P = 170
Q = 180
R = 200
S = 250
T = 300
U = 350
V = 400
W = 450
Y = 500
TOCZENIE
Oznaczenia płytek i oprawek
Wyciąg z ISO 1832—1991
Narzędzia tokarskie
Długość
narzędzia = l1
w mm
E. WYSOKOŚĆ TRZONKA
G. DŁUGOŚĆ NARZĘDZIA
Mocowanie śrubą
Docisk przez otwór
Docisk od góry oraz
przez otwór
F. SZEROKOŚĆ TRZONKA
Wersja prawa
Neutralna
Wersja lewa
D. WERSJA NARZĘDZIA
Mocowanie sztywne (RC)
B. SYSTEM MOCOWANIA
Producent może dodać do kodu oznaczającego geometrię płytki dodatkowe dwa sym-
bole, na przykład
-PF
= ISO P Obróbka wykańczająca
-MR
= ISO M Obróbka zgrubna
8. GEOMETRIA – OPCJA PRODUCENTA
Zalecenia odnośnie pierwszego wyboru promienia naroża
:
OBRÓBKA WYKAŃCZAJĄCA
ŚREDNIA
ZGRUBNA
l mm:
7. PROMIEŃ NAROŻA
4. TYP PŁYTKI
2. KĄT PRZYŁOŻENIA PŁYTKI
5. WIELKOŚĆ PŁYTKI = DŁUGOŚĆ KRAWĘDZI SKRAWAJĄCEJ
1. KSZTAŁT PŁYTKI
Wyszukiwarka
Podobne podstrony:
Narzedzia wspomagajace zarzadzanie projektem
Język jako narzędzie paradoksy
narzedzia
Narzędzia chirurgiczne i ich rodzaje
Podstawowe stale konstrukcyjne i narzędziowe
MRIT Materiały narzędziowe
Komputer przenośny nowoczesne narzędzie
63 MT 09 Przybornik narzedziowy
12 Narzedzia promocji miejscowo Nieznany (2)
3 Narzędzia wyszukiwawcze i źródła informacji ppt
Narost na ostrzu narzędzia
Perswazyjny telemarketing 50 narzedzi sprzedazy i obslugi klienta przez telefon do zastosowania od z
NARZĘDZIA POSZUKIWACZY PLANET
więcej podobnych podstron