
6
/ 2 0 1 3
25
T E C H N I K A
d e n t y s t y c z n a
Masy osłonowe
zamykać wewnątrz pęcherzyków
powietrza. Masa po zmieszaniu daje
się łatwo wylewać. Czas pracy i czas
wiązania takiego materiału powinien
wynosić nie więcej niż 10-15 minut.
Po związaniu materiał ma odpowied-
nią wytrzymałość mechaniczną (oko-
ło 10 MPa), tak aby podczas samej
manipulacji nie uległ uszkodzeniu.
Ważna jest odpowiednia wytrzyma-
łość w wysokiej temperaturze, która
nie może ulec drastycznemu obniże-
niu, aby roztopiony metal o dużej gę-
stości nie spowodował pęknięcia całej
formy i nie wypłynął na zewnątrz.
Jednym z najistotniejszych parame-
trów całej masy osłonowej jest kom-
pensacja skurczu wosku oraz meta-
lu, które, przechodząc z fazy ciekłej
do stałej, ulegają skurczowi. Kolejną
sprawą jest odpowiednia porowatość
samego materiału, tak aby powietrze
oraz produkty gazowe, które powstają
w wyniku spalania się wosku, mogły
swobodnie wydostać się na zewnątrz.
Obojętność masy w stosunku do od-
lewanego metalu powinna być taka,
aby nie powodowała ona jego korozji.
Po zakończonym procesie odlewni-
czym oraz po ochłodzeniu masa osło-
nowa winna w łatwy sposób ulec od-
dzieleniu się od powierzchni metalu.
I oczywiście kluczowy parametr
– jej cena nie może być za wysoka.
Dlatego też producenci tego typu ma-
teriałów wytwarzają kilka różnych
klas mas osłonowych różniących się
składem oraz zastosowaniem.
P
odział
mas
osłonowych
Masy osłonowe można podzielić za-
sadniczo ze względu na:
Opiera się ona, jak powszechnie wia-
domo, na uformowaniu – wymode-
lowaniu danego elementu z wosku
odlewniczego, zatopieniu tego ele-
mentu w masie formierskiej (masie
osłonowej), a następnie, po związa-
niu tejże masy, wypaleniu w wysokiej
temperaturze. Podczas tego procesu
wosk ulega całkowitej eliminacji,
co daje miejsce na roztopiony metal,
który w trakcie procesu odlewniczego
wypełnia całkowicie powstałą prze-
strzeń.
s
kład
mas
osłonowych
Jeśli do tego typu zagadnienia podej-
dziemy w sposób bardzo ogólny,
we wszystkich typach mas osłono-
wych daje się wyróżnić dwa zasad-
nicze elementy. Jednym z nich jest
materiał odporny na wysoką tem-
peraturę (kwarc, krystobalit), zaś
drugim lepiszcze, którego zadaniem
jest spojenie elementów materiału
ogniotrwałego. Zadaniem materia-
łu ogniotrwałego jest wytrzymanie
wysokiej temperatury, jednocześnie
musi on być odporny na utlenianie,
korozję oraz musi odpowiednio
zwiększać wymiary pod wpływem
temperatury.
Na samym początku warto byłoby
zdefiniować, jakimi cechami powi-
nien odznaczać się „idealny” materiał
formierski.
Podstawowym wyznacznikiem jest
na pewno jego drobna granulacja,
która pozwala na uzyskanie gładkiej
powierzchni odlanego elementu me-
talowego. Dodatkowo, po zmiesza-
niu proszku z płynem powinien się
on dać w łatwy sposób zarobić i nie
TITLE
Casing investment
Słowa kLuCzowE
masa osłonowa
STrESzCzEnIE
Celem artykułu jest
przedstawienie czytelnikowi zagadnień
związanych z masami osłonowymi,
ich składu techniki pracy, właściwości,
a także potencjalnych źródeł
niepowodzeń.
kEy wordS
casing investment
SuMMary
This article aims
to shift the reader issues conected
with investments, their composition
techniques, properties and potential
sources of failure.
dr Zbigniew Raszewski
P
odczas wykonywania
w laboratorium
uzupełnień, których skład-
nikami są elementy
metalowe, w 90% przy-
padków posługujemy się
techniką odlewniczą. Pod-
stawową jej metodą, znaną
już niemal od starożytności
(około 3000 lat p.n.e.), jest
technika traconego wosku.

N
o w o c z e s N y
T
e c h N i k
D
e N T y s T y c z N y
26
T E C H N I K A
d e n t y s t y c z n a
• temperaturę samego procesu od-
lewniczego: wysokotemperaturowe
– masy osłonowe na bazie fosfora-
nów i krzemianów – oraz nisko-
temperaturowe, gdzie lepiszczem
jest gips – ostatnio coraz rzadziej
stosowane,
• różnice w głównym składniku mas,
czyli masy na bazie krzemianów
(kwarc, krystobalit), tlenku magne-
zu oraz tlenku cyrkonu,
• użyte lepiszcze, np.: gips, fosfora-
ny (fosforany sodowe i amonowe),
związki krzemoorganiczne (tetra-
metoksysilan itd.)
Dodatkowo do mas osłonowych
dodaje się różnego typu modyfika-
tory, których zadaniami są regulacja
czasu wiązania, wpływ na ekspansję,
zmniejszenie warstwy tlenków na po-
wierzchni metalu. Jako dodatków uży-
wa się więc grafitu, talku czy też miki.
z
miany
fizyczne
i
chemiczne
zachodzące
w
masie
osłonowej
Pod
wPływem
temPeratury
Najbardziej popularnymi materia-
łami używanymi w masach osłono-
wych są surowce pochodzenia mi-
neralnego zawierające dużą ilość
dwutlenku krzemu. Atom krzemu
ma 4 elektrony walencyjne, co po-
zwala na uzyskanie przestrzennej
struktury. Podstawową odmianą kry-
stalograficzną jest więc sieć heksago-
nalna, tak jak w przypadku kwarcu.
Inna odmiana – trydymit – ma struk-
turę kubiczną.
Podczas ogrzewania do wysokich
temperatur zachodzą dwa zjawiska,
które są odpowiedzialne za zwięk-
szenie objętości całego materiału.
Na samym początku następują prze-
sunięcia pomiędzy atomami – powo-
duje to zmniejszenie gęstości samego
materiału, a w przypadku dalszego
podnoszenia temperatury następuje
zniszczenie struktury krystalicznej.
Ochładzając gwałtownie tego typu
krzemionkę, uzyskuje się amorficz-
1
Masa osłonowa i metal
2
Konstrukcja metalowa po uwolnieniu z masy, która powinna w dosyć
łatwy sposób odseparować się od metalu
3
Po wypiaskowaniu ostrokonturowym Al
2
O
3
1
2
3
fo
t. ar
chiwum autor
ów
6
/ 2 0 1 3
27
T E C H N I K A
d e n t y s t y c z n a
ną strukturę kwarcu. Długotrwałe ogrzewanie kwarcu
w wysokich temperaturach prowadzi do uzyskania ko-
lejnej odmiany zwanej krystobalitem. Jeśli taki kwarc
zaczniemy ogrzewać powtórnie, może on przechodzić
z formy α (stabilnej w niskich temperaturach) do formy β.
Ekspansja termiczna kwarcu z powiększeniem objęto-
ści zachodzi w temperaturze 575°C (1,4%). Krystobalit
charakteryzuje się niższą temperaturą, podczas której
zachodzi zwiększenie objętości o 1,6% (przedział tempe-
raturowy 200-270°C).
Trydymit ma dwie temperatury, podczas których zwięk-
sza swoją objętość o około 1% (1170°C i 1630°C).
Masy osłonowe
używane do odlewów metali nieszlachetnych
Ponieważ tego typu metale odznaczają się wyższymi
temperaturami mięknięcia (powyżej 100°C), nie mogą
być do nich używane masy osłonowe na bazie gipsu,
gdyż ulega on rozkładowi w temperaturze powyżej
900°C z wydzieleniem dwutlenku siarki o silnych wła-
ściwościach korodujących. Jako lepiszcze stosuje się
więc fosforany. Ze względu na zastosowanie fosforanowe
masy osłonowe dzieli się na: masy przeznaczone do wy-
konywania koron, mostów, wkładów i nakładów oraz
masy do wykonywania konstrukcji metalowych i protez
szkieletowych.
Zawierają one w swoim składzie około 20% lepiszcza
składającego się z fosforanu amonowo-magnezowe-
go (NH
4
MgPO
4
6H
2
O) oraz diwodorofosforanu amonu
(NH
4
H
2
PO
4
) jako składników o charakterze kwasowym
oraz tlenku magnezu MgO (zasady).
Głównym składnikiem odpowiedzialnym za ekspansję
termiczną jest oczywiście kwarc, krystobalit lub ich mie-
szanina.
Składnikiem płynnym tego typu mas jest koloidalna
krzemionka, która jest odpowiedzialna za zwiększenie
ekspansji termicznej oraz zwiększenie twardości całej
masy (uwaga – nie można jej przemrozić!). Czasami doda-
wana jest niewielka domieszka węgla, który jest odpowie-
dzialny za redukcję nadmiernej warstwy tlenków:
NH
4
H
2
PO
4
+ MgO + 5H
2
O NH
4
Mg PO
4
* 6H
2
O
→ NH
4
MgPO
4
* 6H
2
O
Reakcja wiązania masy osłonowej jest typową reakcją
kwasu (fosforany i diwodorofosforany) i zasady (MgO).
Na samym początku, po związaniu masy w temperatu-
rze pokojowej, uzyskujemy lepiszcze w postaci fosforanu
amonowo-magnezowego, o strukturze koloidalnej, która
otacza nieprzereagowane cząstki tlenku magnezu. Kiedy
umieszczamy pierścień z masą w piecu i zaczynamy ogrze-
wać, pod wpływem zwiększania temperatury w lepiszczu
zachodzą różnego typu przemiany:
MgO + NH
4
H
2
PO
4
+ H
2
O
→ (NH
4
Mg PO
4
* 6H
2
O)n
W temperaturze około 50°C dochodzi do dehydratacji
nadmiaru wody użytej do zarobienia masy. Sama krze-
mionka też jest przecież wodną zawiesiną. Kiedy tem-
peratura zaczyna wzrastać do około 160°C, cząsteczki
fosforanu tracą wodę krystaliczną:
(NH
4
Mg PO
4
* H
2
O)
Dalsze ogrzewanie do temperatury około 600°C powo-
duje powstanie fazy niekrystalicznej pirofosforanu ma-
gnezu Mg
2
P
2
O
7
, a kolejnemu przyrostowi temperatury to-
warzyszy pojawienie się fazy krystalicznej, by ostatecznie
r e k l a m a
Ze względu na zastosowanie
fosforanowe
masy osłonowe
dzieli się na: masy
przeznaczone do wykonywania koron,
mostów, wkładów i nakładów oraz masy
do wykonywania konstrukcji metalowych
i protez szkieletowych.
N
o w o c z e s N y
T
e c h N i k
D
e N T y s T y c z N y
28
T E C H N I K A
d e n t y s t y c z n a
Zalety
Wady
Wysoka odporność po związaniu
w temp. pokojowej
Odporność po wypaleniu – trudność
w uwolnieniu elementu metalowego
Wytrzymałość po wypaleniu, małe
prawdopodobieństwo pęknięcia pod-
czas wlewania metalu
Duży wpływ zmian w ekspansji termicznej
w zależności od proporcji mieszania kolo-
idalnej krzemionki i wody
Wytrzymuje temperaturę do 1375°C
Duża reaktywność ze stopami metali nie-
szlachetnych, co powoduje grubą warstwę
tlenków
Tab. 1. Masy fosforanowe na bazie fosforanu magnezu – zalety i wady
G
E
C
B
D
A
4
Technika traconego wosku (Taggart, 1907). A – ß lej; B – ß kanał dolotowy; C – ß element woskowy;
D – ß masa formierska; E – ß pierścień; G – ß grubość masy osłonowej
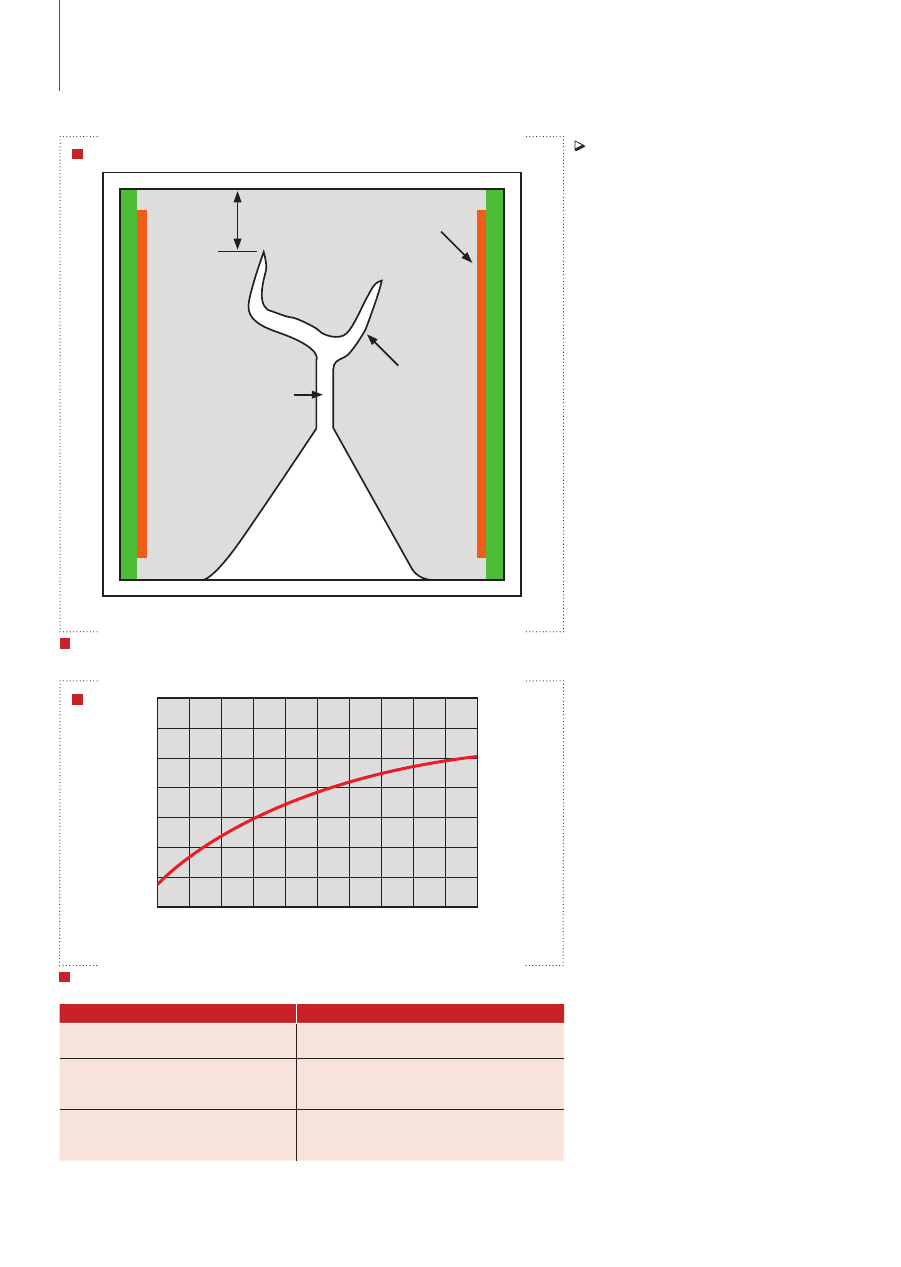
5
Wpływ ilości krzemionki koloidalnej w fosforanowych masach osłonowych na rozszerzalność masy
w temperaturze 1040°C pirofosforan
przeszedł w sól Mg
3
(P
2
O
7
)
2
.
Jeśli do zarobienia masy osłonowej
użyjemy koloidalnej krzemionki,
wówczas materiał ten będzie miał
ekspansję termiczną. Jeśli użyjemy
czystej wody, może spotkać nas przy-
kra niespodzianka i odlew metalowy
nie będzie pasował do modelu i w ja-
mie ustnej, gdyż masa nie zrówno-
waży skurczu metalu. Fosforanowe
masy formierskie odznaczają się
czasem pracy około 2 minut, a cał-
kowitym czasem wiązania – około
30-60 minut.
Na czas wiązania ma wpływ szereg
czynników:
• temperatura (dodatkowo sama re-
akcja jest reakcją egzotermiczną,
czyli wydziela się ciepło podczas
wiązania masy),
• mieszanie za pomocą mieszadła
próżniowego przyspiesza czas wią-
zania,
• zwiększenie ilości płynu wydłuża
czas pracy masy.
Odporność na zgniatanie tego typu
materiałów waha się w przedziale
9-15 MPa. Ekspansja, czyli zwięk-
szenie objętości podczas wiązania,
to około 0,4%. Jeśli masa będzie mo-
gła związać w obecności nadmiaru
wody (wkładka w pierścieniu), to eks-
pansja higroskopijna wynosi dodatko-
wo 0,6-0,8%.
Masa fosforanowa zarobiona
z samą wodą ma ekspansję termicz-
ną około 0,8% (+0,4% podczas wią-
zania, całkowita ekspansja wyniesie
+1,2% ). Dla porównania z koloidalną
krzemionką 1,2% (+0,4%, co daje cał-
kowitą ekspansję na poziomie +1,6%).
M
asy
osłonowe
do
odlewów
stopów
tytanu
W ostatnich latach tytan, ze względu
na swoją wysoką biokompatybilność,
znajduje coraz szersze zastosowanie
w technice dentystycznej. Jednak
ze względu na łatwość utleniania
oraz wysoką temperaturę topnie-
percent liquid concentration
per
cent exp
ansion
0
1.4
1.2
1.0
0.8
0.6
0.4
0.2
0
10
20
30
40
50
60
70
80
90 100%
4
5
6
/ 2 0 1 3
29
T E C H N I K A
d e n t y s t y c z n a
nia (1668°C) jest materiałem trud-
nym do odlewów. Dodatkowo coraz
bardziej powszechna technologia
CAD/CAM, gdzie daną konstrukcję
można uzyskać w metodach mniej
praco- i czasochłonnych, wypiera
samą technologię odlewu tytanu.
Skurcz tytanu podczas odlewu wynosi
1,8-2,0%. Dodatkowo, aby powierzch-
nia tytanu nie reagowała z tlenem
z powietrza, cały proces powinien za-
chodzić w ochronnej atmosferze gazu
obojętnego, jakim jest argon.
Masy osłonowe do tego typu odle-
wów składają się z:
• tlenku magnezu i fosforanów jako
lepiszcza, zaś za ekspansję termicz-
ną są odpowiedzialne różnego typu
materiały, takie jak: Al
2
O
3
, ZrO
2
,
SiO
2
, ZrSiO
4
, LiAlSi
2
O
6
,
• mniej popularnego układu: krze-
mian etylu oraz MgO, Al
2
O
3
, SiO
2
,
• tlenku cyrkonu, kwasu fosforowego,
• w literaturze można spotkać też ce-
menty na bazie tlenku glinu oraz
MgO, Zr.
Według badaczy japońskich najbar-
dziej reaktywnym składnikiem z roz-
topionym tytanem jest krzemionka,
która tworzy warstwy o grubości na-
wet 250 µm, następnie tlenek glinu
– grubość tego wytrącenia wynosi
około 100 µm, zaś najmniejsze war-
tości osiągnięto dla tlenków wapnia,
cyrkonu i magnezu – około 1 µm.
m
asy
osłonowe
na
bazie
tlenku
waPnia
Znajdują zastosowanie do odlewów
stopów tytanu. Składnikiem lepisz-
cza jest tlenek wapnia, zaś materia-
łem odpowiedzialnym za ekspansję
– tlenek cyrkonu. Reakcja wiązania
masy polega na przyłączeniu do tlen-
ku wapnia wody, co daje początkową
wytrzymałość masy oraz ekspansję:
CaO + H
2
O → Ca (OH)
2
Proces ten może zachodzić w spo-
sób trudny do kontroli i przez wiele
dni, dlatego też stosuje się tutaj gazo-
wy dwutlenek węgla:
CaO + H
2
O Ca(CO
3
) + Ca(OH)
2
Ekspansja podczas wiązania wyno-
si około 1,3%, a całkowita – do 2,5%.
m
asy
osłonowe
na
bazie
tlenku
cyrkonu
–
kwas
fosforowy
Masy osłonowe na bazie tlenku cyr-
konu znajdują zastosowanie w odle-
wach stopów tytanu. Proszek skła-
da się z mieszaniny ZrSiO
4
w około
30% oraz dwutlenku cyrkonu ZrO
2
.
Składnikiem płynu jest 15-proc.
kwas ortofosforowy. Zaletami tej
masy są: umiarkowana rozszerzal-
ność termiczna, łatwość przewodze-
nia ciepła, niska reaktywność z po-
wierzchnią roztopionego tytanu.
Właściwości fizyczne tej masy to:
proporcje mieszania proszek z pły-
nem 10:1, odporność na zgniatanie:
1 MPa po 24 godzinach, wytrzyma-
łość po wypaleniu: 10 MPa, rozsze-
rzalność: 0,31% do 1000°C, podczas
wiązania – 0,04%. Do zalet tej masy
należy też dodać szybkość umiesz-
czenia w piecu i szybki przyrost
temperatury. Całość wygrzewania
trwa około 20 minut. Powierzch-
nia uzyskanego odlewu jest bardzo
gładka.
q
Piśmiennictwo
1. Bae J.Y., Asaoka K.: Effects of colloidal silica
suspension mixing on porosity of phospha-
te-bonded investments after setting and he-
ating processes „Dent Mater J.”, 2013; 32 (3):
502-7.
2. Asaoka K., Bae J.Y., Lee H.H.: Porosity
of dental phosphate-bonded investments
after setting and heating processes. „Dent
Mater J.”, 2012; 31 (5): 835-42.
3. Zhang Z., Ding N., Tamaki Y., Hotta Y., Han-
-Cheol C., Miyazaki T.: Properties of expe-
rimental titanium cast investment mixing
with water reducing agent solution. „Dent
Mater J.”, 2012; 31 (5): 724-8.
4. Rodrigues R.C., Almeida E.P., Faria A.C., Ma-
cedo A.P., de Mattos Mda G., Ribeiro R.F.:
Effect of different investments and mold tem-
peratures on titanium mechanical proper-
ties. „J. Prosthodont Res.”, 2012; 56 (1): 58-64.
SiO
2
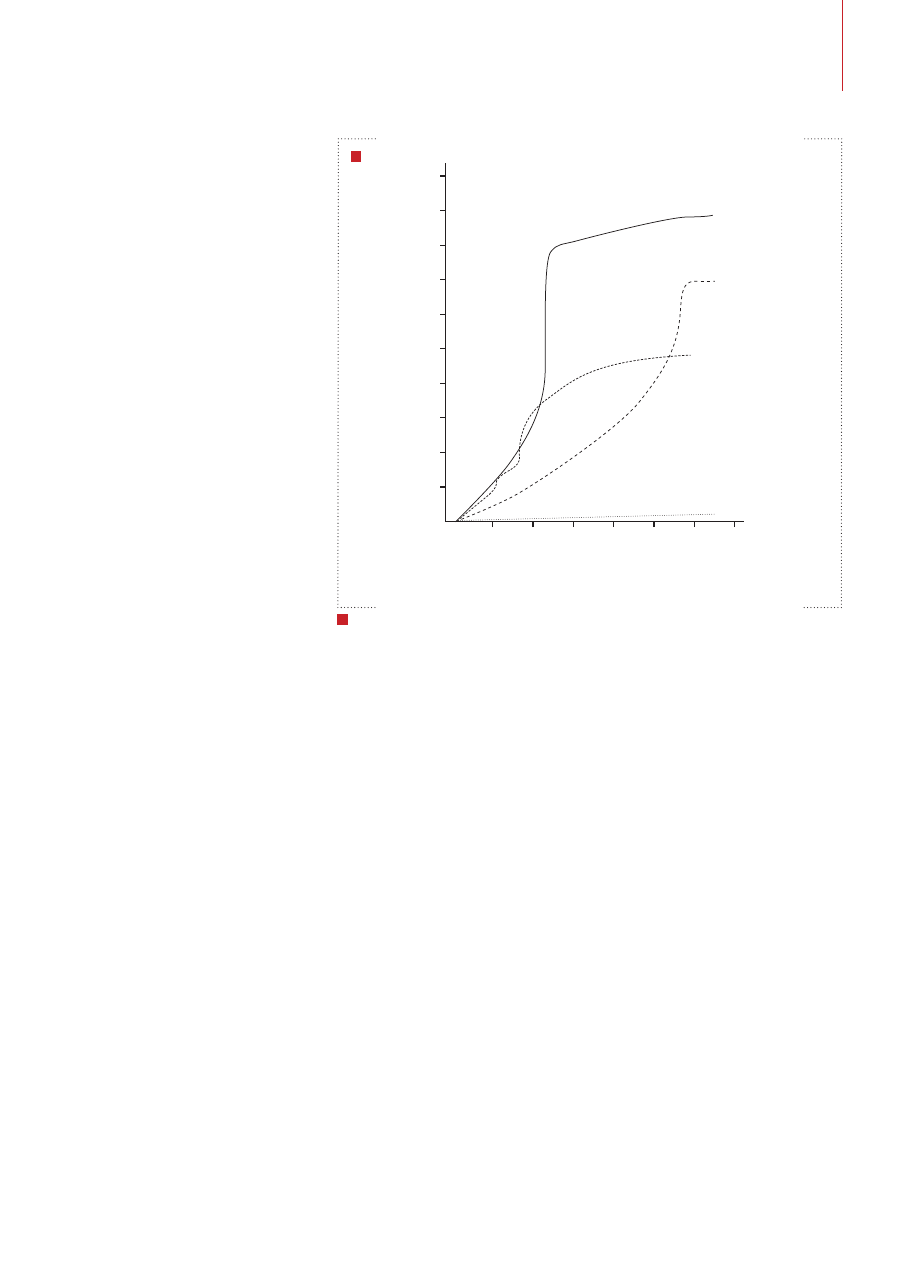
6
Rozszerzalność termiczna kwarcu, krystobalitu oraz tridymitu
2.0
1.8
1.6
1.4
1.2
1.0
0.8
0.6
0.4
0.2
exp
ansion – %
cristobalite
quartz
tridymite
Fused quartz
teMperature
100
212
200
392
300
572
400
752
500
932
600
1112
700
1292
°C
°F
6
Document Outline
Wyszukiwarka
Podobne podstrony:
technik artykul 2013 06 40592
technik artykul 2013 06 40602
technik artykul 2013 06 40581
technik artykul 2013 06 40582
technik artykul 2013 06 40604
technik artykul 2013 06 40601
technik artykul 2013 06 40597
technik artykul 2013 06 40600
technik artykul 2013 06 40595
technik artykul 2013 06 40590
technik artykul 2013 06 40593
technik artykul 2013 06 40585
technik artykul 2013 06 40598
technik artykul 2013 06 40587
technik artykul 2013 06 40599
technik artykul 2013 06 40596
technik artykul 2012 06 37650
technik artykul 2011 06 34347
technik artykul 2013 04 39762
więcej podobnych podstron