
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Jan Sarniak
Henryk Stańczyk
Wykonywanie
typowych
zabiegów
na
frezarkach
722[03].Z2.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Michał Sylwestrzak
mgr inż. Grzegorz Śmigielski
Opracowanie redakcyjne:
mgr inż. Henryk Stańczyk
mgr inż. Jan Sarniak
Konsultacja:
mgr inż. Andrzej Zych
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[03].Z2.02.
„Wykonywanie typowych zabiegów na frezarkach”, zawartego w programie nauczania dla
zawodu Ślusarz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawy procesu frezowania
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
11
4.2. Narzędzia do frezowania
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
16
4.2.3. Ćwiczenia
16
4.2.4. Sprawdzian postępów
18
4.3. Rodzaje frezarek i ich wyposażenie
19
4.3.1. Materiał nauczania
19
4.3.2. Pytania sprawdzające
23
4.3.3. Ćwiczenia
23
4.3.4. Sprawdzian postępów
25
4.4. Typowe operacje frezarskie
26
4.4.1. Materiał nauczania
26
4.4.2. Pytania sprawdzające
29
4.4.3. Ćwiczenia
29
4.4.4. Sprawdzian postępów
32
4.5. Zasady bhp, ochrony ppoż. i ochrony środowiska
33
4.5.1. Materiał nauczania
33
4.5.2. Pytania sprawdzające
33
4.5.3. Ćwiczenia
34
4.5.4. Sprawdzian postępów
36
5. Sprawdzian osiągnięć ucznia
37
6. Literatura
46

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o wykonywaniu typowych
zabiegów na frezarkach. Będzie to rozszerzenie wiadomości z technologii wytwarzania części
maszyn które te pomogą Ci zrozumieć zagadnienia związane z procesem frezowania.
W poradniku zamieszczono:
−
wymagania wstępne, wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
−
cele kształcenia, wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania, czyli wiadomości teoretyczne niezbędne do opanowania treści
jednostki modułowej,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś wymagane umiejętności,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian osiągnięć w postaci przykładowego zestawu zadań testowych. Pozytywny
wynik sprawdzianu potwierdzi osiągnięcie wymaganego poziomu wiadomości
i umiejętności z zakresu tej jednostki modułowej,
−
literaturę uzupełniającą.
Na początku pracy z poradnikiem zapoznaj się z wymaganiami wstępnymi. Jeśli nie
opanowałeś ich w pełni, to powinieneś uzupełnić braki. W razie potrzeby możesz poprosić
nauczyciela o dodatkowe wyjaśnienia. Następnie zapoznaj się ogólnie z celami kształcenia.
Poziom osiągnięcia celów kształcenia będzie sprawdzany za pomocą testów.
Materiał nauczania podzielony jest na rozdziały. Najpierw dokładnie przeczytaj
wiadomości teoretyczne a następnie samodzielnie udziel odpowiedzi na pytania
sprawdzające.
Teraz możesz już przystąpić do ćwiczeń, które w miarę możliwości wykonaj samodzielnie.
Możesz również konsultować się z kolegami i razem rozwiązywać problemy. Po zakończeniu
ćwiczeń sprawdź poziom opanowania umiejętności zawartych w celach kształcenia,
wykorzystując do tego celu sprawdzian osiągnięć.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
722[03].Z2
Technologia wytwarzania części
maszyn
722[03].Z2.01
Wykonywanie typowych
zabiegów na tokarkach
722[03].Z2.02
Wykonywanie typowych
zabiegów na frezarkach
722[03].Z2.04
Wykonywanie obróbki
cieplnej i plastycznej
722[03].Z2.03
Wykonywanie typowych
zabiegów na szlifierkach
722[03].Z2.05
Wykonywanie połączeń
spajanych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska,
−
posługiwać się dokumentacją techniczną,
−
wykonywać pomiary warsztatowe,
−
rozpoznawać materiały konstrukcyjne, narzędziowe i eksploatacyjne,
−
rozpoznawać elementy maszyn i mechanizmy,
−
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować proces frezowania,
−
rozpoznać zespoły frezarki i określić ich przeznaczenie,
−
sklasyfikować narzędzia do frezowania,
−
zaplanować obróbkę części na frezarce,
−
dobrać ciecze chłodząco-smarujące do frezowania,
−
dobrać warunki skrawania do frezowania,
−
zamocować narzędzia na frezarce,
−
zamocować przedmioty obrabiane,
−
wykonać frezowanie płaszczyzn,
−
wykonać frezowanie rowków,
−
wykonać frezowanie wielowypustu z zastosowaniem podzielnicy,
−
sprawdzić jakość wykonanej pracy,
−
skorzystać z instrukcji obsługi frezarki,
−
skorzystać z dokumentacji technologicznej,
−
zastosować przepisy bhp, ochrony ppoż. i ochrony środowiska obowiązujące na
stanowisku pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Podstawy procesu frezowania
4.1.1. Materiał nauczania
Frezowanie
Frezowanie jest obróbką skrawaniem narzędziami wieloostrzowymi, zwanymi frezami.
Frez wykonuje ruch obrotowy, który jest ruchem głównym, natomiast stół frezarki
z zamocowanym materiałem, wykonuje ruch posuwowy.
Ze względu na kształt powierzchni obrabianych wyróżnia się następujące rodzaje
frezowania:
−
frezowanie płaszczyzn,
−
frezowanie obwiedniowe powierzchni zewnętrznych i wewnętrznych,
−
frezowanie gwintów i rowków śrubowych,
−
frezowanie obwiedniowe kół zębatych,
−
frezowanie rowków profilowych,
−
frezowanie kształtowe,
−
frezowanie numeryczne.
Ze względu na kształt części skrawającej freza rozróżniamy frezowanie:
−
walcowe,
−
czołowe,
−
walcowo-czołowe,
−
kształtowe.
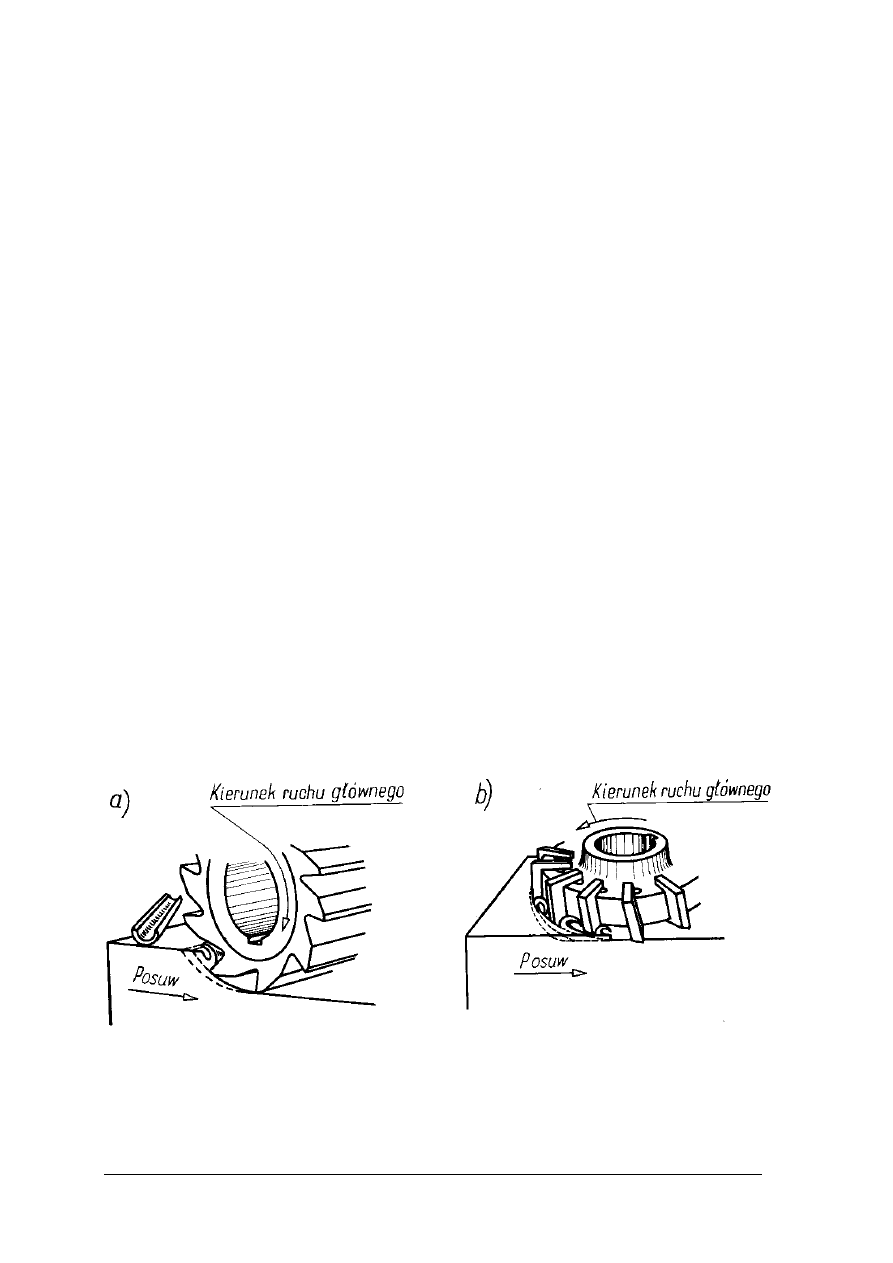
Podczas frezowania czołowego frez skrawa ostrzami wykonanymi na powierzchni
czołowej. Przy frezowaniu walcowo-czołowym frez skrawa równocześnie ostrzami na
powierzchni walcowej i czołowej.
W procesie frezowania kształtowego zarys powierzchni frezowanej zależy od kształtu
krawędzi skrawających freza.
Rys.1. Frezowanie: a) walcowe, b) czołowe [8]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
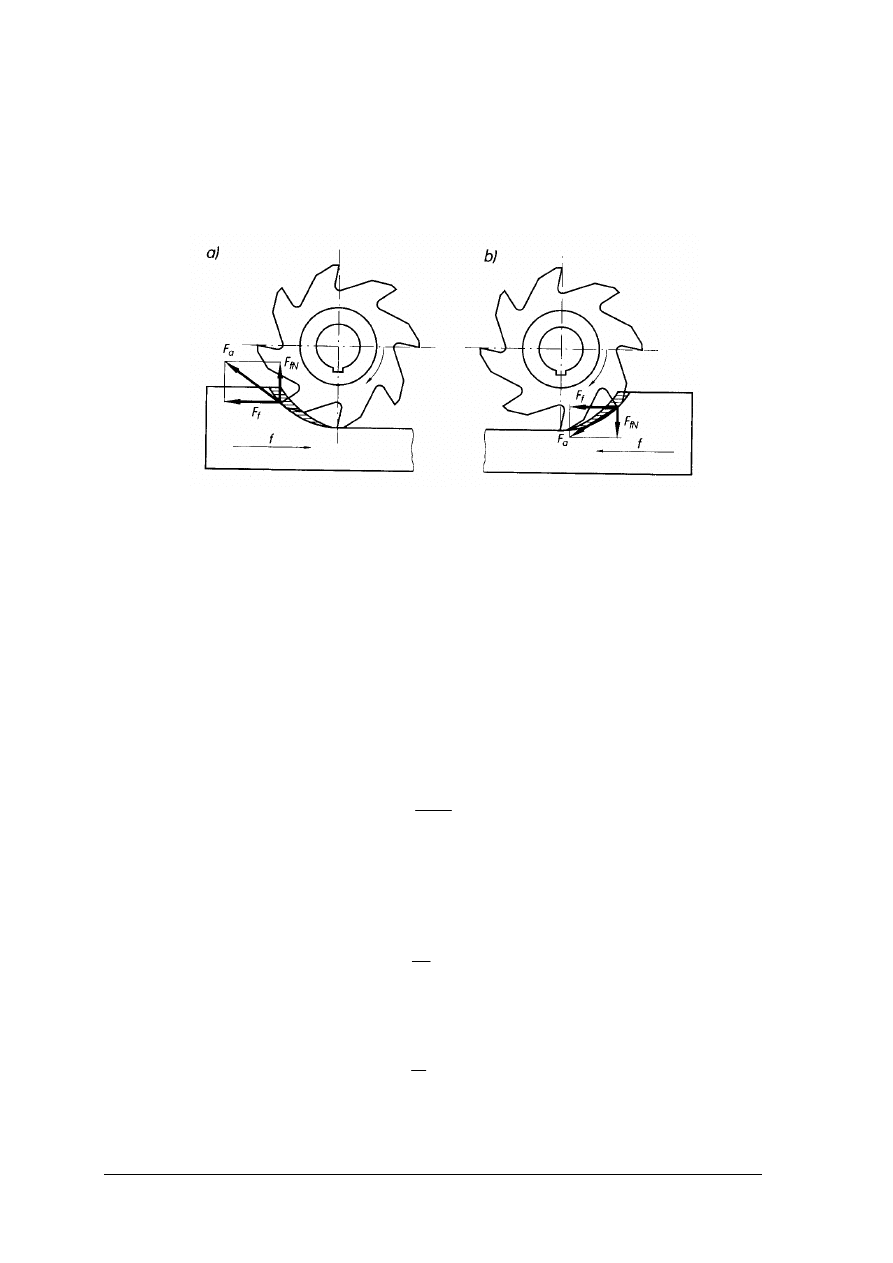
Rozróżniamy frezowanie obwodowe przeciwbieżne i współbieżne. Przy frezowaniu
przeciwbieżnym, kierunek ruchu posuwowego materiału f (rys. 2) jest przeciwny do kierunku
poziomej składowej prędkości obwodowej freza w miejscu styku z materiałem F
f
, a przy
frezowaniu współbieżnym kierunki te są zgodne.
Rys.2. Rodzaje frezowania: a) przeciwbieżne, b) współbieżne[11]
Przy frezowaniu współbieżnym zachodzi możliwość wciągnięcia materiału przez frez,
w przypadku gdy, występują luzy w mechanizmie posuwu frezarki.
Może to być przyczyną uszkodzenia freza lub części obrabianej. Dlatego przy frezowaniu
współbieżnym luzy w mechanizmie posuwowym muszą być usunięte [11].
Parametry skrawania
W procesie frezowania wyróżniamy technologiczne i geometryczne parametry skrawania.
Technologicznymi parametrami skrawania przy frezowaniu są: prędkość skrawania V
c,
posuw
minutowy f
t
, posuw na obrót f, posuw na ostrze f
z
, głębokość frezowania a
p
, szerokość
frezowania B.
Prędkość skrawania oblicza się według wzoru:
V
c
=
1000
dn
π
[m/min]
Przy czym: d – średnica zewnętrzna freza w mm,
n – prędkość obrotowa wrzeciona frezarki w obr/min.
Posuw na jeden obrót, jest to. wartość przemieszczenia elementu obrabianego w kierunku
ruchu posuwowego podczas jednego obrotu freza.
ƒ =
n
f
1
[ mm/obr]
gdzie: ƒ
t
– posuw minutowy w mm/min.
Posuw na jedno ostrze jest to wartość przemieszczenia części w kierunku ruchu posuwowego
odpowiadającego obrotowi freza o kąt odpowiadający jego podziałce:
ƒ
z
=
z
f
[mm/ostrze]
gdzie: z – liczba zębów freza.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Głębokość skrawania przy frezowaniu a
p
jest wymiarem naddatku skrawanego przy
jednym przejściu freza.
Geometrycznymi parametrami frezowania są:
−
szerokość warstwy frezowanej B,
−
grubość warstwy frezowanej h,
−
kąt zetknięcia ψ,
−
chwilowy kąt zetknięcia freza z materiałem obrabianym [11].
Dobór warunków skrawania przy frezowaniu sprowadza się do ustalenia prędkości
skrawania, posuwu, głębokości skrawania i liczby przejść narzędzia potrzebnych dla
całkowitego usunięcia naddatku na obróbkę.
Prędkość skrawania zależy przede wszystkim od materiału narzędzia, rodzaju materiału
obrabianego i sposobu jego zamocowania. Prędkość skrawania dobiera się na podstawie
specjalnie opracowanych tablic, a następnie określa wartość posuwu.
Ciecze chłodząco-smarujące
Z uwagi na duże opory skrawania przy frezowaniu i powstające w związku z tym duże
ilości ciepła, zachodzi konieczność stosowania cieczy chłodząco smarujących.
Stosowanie cieczy chłodząco-smarujących w procesie frezowania powoduje intensywne
odprowadzenie ciepła ze strefy skrawania, zmniejszenie współczynnika tarcia ostrza
o powierzchnię materiału obrabianego, zmniejszenie oporów skrawania i zmniejszenie mocy
skrawania.
Rozróżniamy trzy grupy cieczy chłodząco – smarujących; ciecze o działaniu chłodzącym,
emulsje typu woda-olej oraz oleje tworzące na powierzchni obrabianej trwałe powłoki.
Do grupy cieczy o działaniu chłodzącym należą wodne roztwory elektrolitów, które chłodząc
jednocześnie zabezpieczają przed korozją.
Emulsje typu „olej-woda”, stanowią zawieszone w wodzie bardzo drobne kuleczki oleju
pokryte cienką warstewką mydła. Ciecze tej grupy zapewniają dobre smarowanie przy
jednoczesnym działaniu chłodzącym.
Do trzeciej grupy należą oleje, tworzące na powierzchni obrabianej trwałe i mocne powłoki.
Właściwości chłodzące cieczy tej grupy są bardzo słabe [1].
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega proces frezowania?
2. Jakich narzędzi używa się do frezowania?
3. Jaki ruch wykonuje narzędzie w procesie frezowania?
4. Jaki ruch wykonuje przedmiot obrabiany podczas frezowania?
5. Na czym polega frezowanie współbieżne?
6. Na czym polega frezowanie przeciwbieżne?
7. Na czym polega frezowanie walcowe?
8. Na czym polega frezowanie czołowe?
9. Na czym polega frezowanie walcowo-czołowe?
10. Na czym polega frezowanie kształtowe?
11. Jakie są technologiczne parametry skrawania przy frezowaniu?
12. Jakie ciecze chłodzaco-smarujące stosowane są podczas frezowania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.1.3. Ćwiczenia
Ćwiczenie 1
Uzupełnij tabelę wpisując w odpowiednich rubrykach cechy charakterystyczne
frezowania współbieżnego i przeciwbieżnego:
Rodzaj frezowania
Cechy charakterystyczne
Frezowanie współbieżne
Frezowanie przeciwbieżne
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zamieszczony w poradniku i w spisie literatury, dotyczący
problematyki frezowania współbieżnego i przeciwbieżnego,
2) uzupełnić tabelę wpisując w odpowiednich rubrykach cechy charakterystyczne
frezowania współbieżnego i przeciwbieżnego.
Wyposażenie stanowiska pracy:
−
materiały piśmienne,
−
literatura techniczna.
Ćwiczenie 2
Dobierz parametry skrawania dla operacji frezarskich przedstawionych w tabeli:
Opis operacji frezowania
Szybkość
skrawania V
c
[m/min]
Posuw
f
z
[ mm/1 ostrze]
Frezowanie rowka wpustowego o szerokości 10 mm.
Materiał obrabiany – stal gat. St5.
Narzędzie – frez palcowy ze stali szybkotnącej.
Frezowanie czołowe płaszczyzny korpusu
Materiał obrabiany – żeliwo gat. Zl 250.
Narzędzie – głowica frezarska
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zamieszczony w poradniku i literaturze, dotyczący doboru
parametrów skrawania przy frezowaniu,
2) uzupełnić tabelę wpisując w odpowiednich rubrykach wartości szybkości skrawania
i posuwów.
Wyposażenie stanowiska pracy:
−
materiały piśmienne,
−
literatura techniczna.
Ćwiczenie 3
Dobierz czynnik chłodzący odpowiedni do rodzaju obróbki:
Charakterystyka obróbki
Sposób chłodzenia
Frezowanie stali węglowej
i stopowej narzędziami
ze stali szybkotnącej.
Frezowanie
stopów
magnezu
narzędziami ze stali
szybkotnącej
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować rodzaje czynników chłodząco – smarujących stosowanych w procesie
frezowania i ich zastosowanie w poszczególnych rodzajach obróbki, wykorzystując
poradnik dla ucznia i literaturę,
2) uzupełnić
tabelę
wpisując
w
odpowiednich
rubrykach
rodzaj
cieczy
chłodząco-smarującej.
Wyposażenie stanowiska pracy:
−
materiały piśmienne,
−
poradnik dla ucznia,
−
literatura techniczna.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wykonać frezowanie płaszczyzn?
2)
wyjaśnić na czym polega frezowanie przeciwbieżne?
3)
wyjaśnić na czym polega frezowanie współbieżne?
4)
dobrać parametry skrawania przy frezowaniu?
5)
dobrać ciecze chłodząco-smarujące do rodzaju obróbki
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Narzędzia do frezowania
4.2.1. Materiał nauczania
Frezy
Frezy są narzędziami wieloostrzowymi o ostrzach rozmieszczonych na powierzchniach
brył obrotowych, służącymi do obróbki płaszczyzn, rowków i powierzchni kształtowych na
frezarkach. Ze względu na rodzaj powierzchni, na której znajdują się ostrza, wyróżnia się
frezy walcowe, czołowe i walcowo-czołowe. Frezy walcowe mogą być wykonane z zębami
prostymi lub śrubowymi. W zależności od kształtu i sposobu wykonania ostrzy wyróżnia się
frezy ścinowe i zataczane.
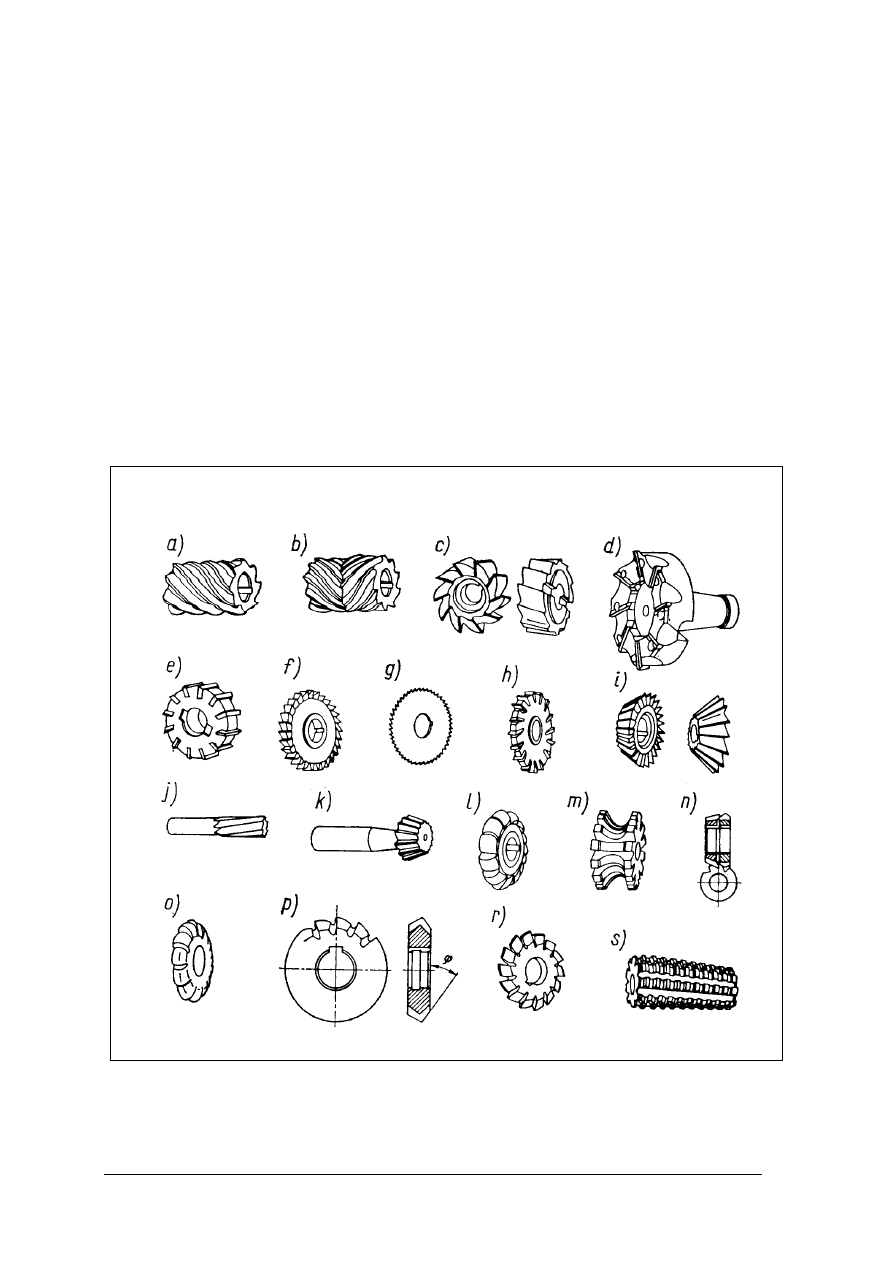
Ze względu na sposób mocowania rozróżnia się frezy nasadzane i trzpieniowe.Frezy
trzpieniowe mogą być wykonane z uchwytem stożkowym i walcowym. Pod względem
wykonania spotyka się frezy pojedyncze, zespołowe, składane oraz głowice frezowe. Z uwagi
na kształt frezy możemy podzielić na: walcowe, trzpieniowe, tarczowe, piłkowe, kątowe
i kształtowe [11]. Omawiane rodzaje frezów przedstawiono na rys.4.
Rys. 4. Rodzaje frezów: a) pojedynczy walcowy, b) zespołowy walcowy, c) walcowo-czołowy,
d) głowica trzpieniowa, e) głowica nasadzana, f) tarczowy trzystronny, g) piłkowy,
h) tarczowy trzystronny o wstawianychostrzach, i) kątowy, j) palcowy, k) trzpieniowy,
l), m) kształtowe, n) zespołowy do rozwiertaków, o) do gwintów, p) do frezów r) do kół
zębatych, s) do ślimacznic [9]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Frezy walcowo-czołowe do średnicy 80 mm są wykonywane w całości ze stali
szybkotnącej. Frezy walcowo-czołowe o średnicach większych niż 80 mm, zbudowane są
z korpusu wykonanego ze stali węglowej konstrukcyjnej wyższej jakości, w którym osadzone
są ostrza w postaci płytek z węglików spiekanych lub z noży ze stali szybkotnącej. Pozostałe
frezy są przeważnie wykonywane ze stali szybkotnącej [9].
Geometria ostrzy frezów
Geometria ostrza jest rozpatrywana w układzie narzędzia i roboczym. Charakterystyczne
kąty części roboczej frezów podane są w katalogach i normach. Kształty i elementy
geometryczne ostrzy frezów ścinowych i zataczanych przedstawiono na rys. 5.
Rys. 5.
Kształty i elementy geometryczne ostrzy frezów: a) jednościnowych, b) dwuścinowych,
c) jednościnowych z grzebieniem krzywoliniowym, d) zataczanych [11] γ
0
– kąt
natarcia w płaszczyźnie przekroju głównego, α
0
– kąt przyłożenia, α
01
– pomocniczy
kątprzyłożenia, f – szerokość powierzchni przyłożenia
Sposoby mocowania frezów
Rys. 6.
Trzpień do freza piłkowego: 1 – trzpień, 2 – podkładka oporowa,
3 – podkładka dociskowa, 4 – nakrętka, 5 – narzędzie [6]
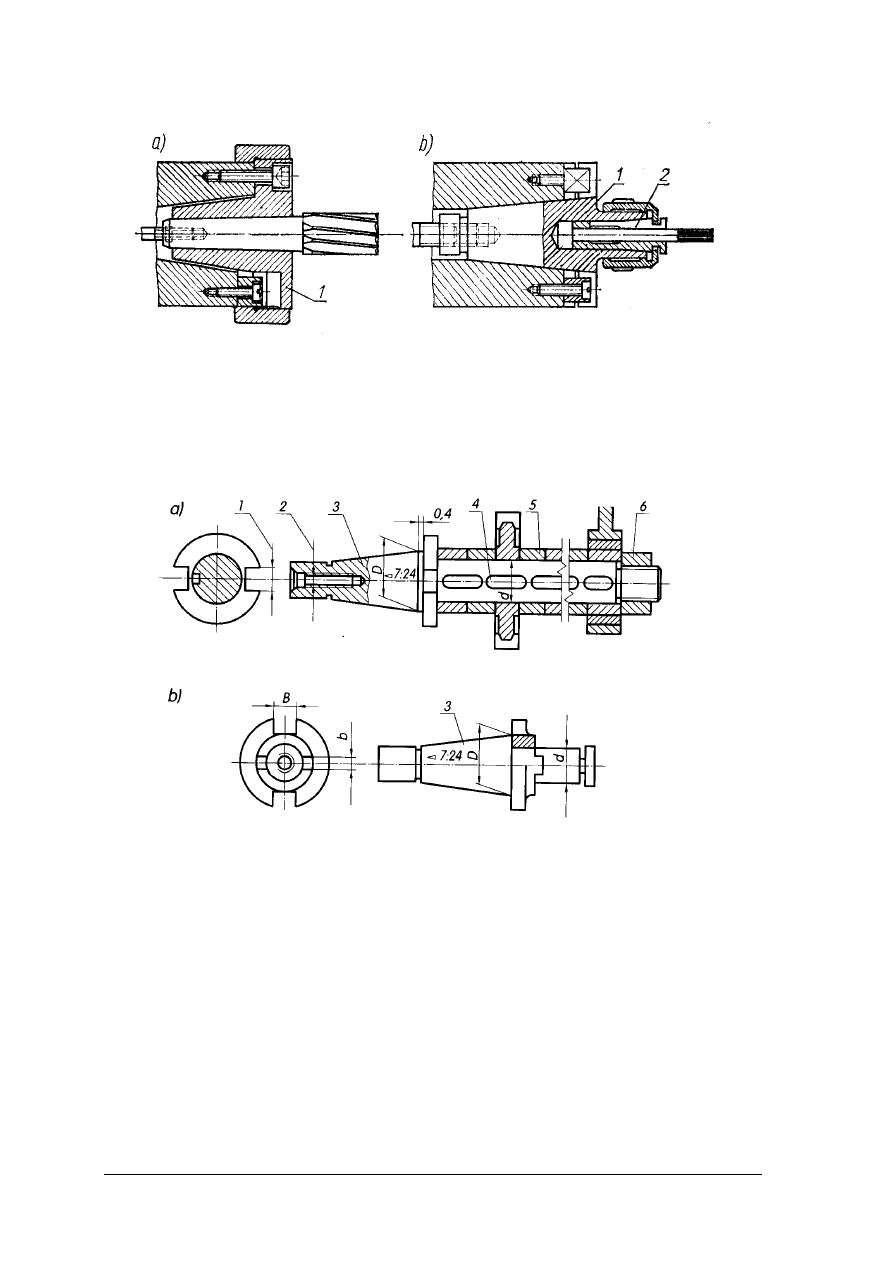
Frezy trzpieniowe o średnicy do 16 mm posiadają uchwyt walcowy, natomiast w zakresie
średnic 10–40 mm mają chwyt stożkowy Morse`a. Frezy o średnicy większej niż 40 mm są
wykonywane jako nasadzane.
Małe frezy piłkowe mocuje się na trzpieniach za pomocą pierścieni i nakrętek (rys. 6),
natomiast większe są wykonywane z rowkiem wpustowym. Końcówki wrzecion frezarskich
są wykonywane z gniazdem stożkowym o zbieżności 7:24, które służy do ustalania trzpienia
freza (rys. 7). W celu zamocowania oprawki do frezów z chwytem stożkowym Morse`a
w gnieździe z uchwytem stożkowym o zbieżności 7:24, stosuje się tulejki redukcyjne.
Małe głowice, trzpienie do frezarek z osią poziomą lub pionową, trzpienie zabierakowe,
trzpienie do frezów piłkowych, oprawki zaciskowe z chwytem stożkowym 7:24 są ustalane
w gnieździe wrzeciona za pomocą powierzchni stożkowej trzpienia i mocowane we
wrzecionie śrubą wkręcaną w trzpień [11].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 7. Sposób mocowania frezów palcowych na wrzecionie frezarki: a) w oprawce redukcyjnej,
b) w tulei rozprężnej osadzonej w oprawce [4] 1 – oprawka, 2 – tuleja rozprężna
Trzpienie frezarskie
Rys. 8. Trzpienie frezarskie: a) długi, do frezarki z poziomą osią obrotu, b) krótki do frezarki
z poziomą osią obrotu [11] 1 – rowek zabieraka, 2 – gwint do zaciśnięcia śrubą,
3 – chwyt stożkowy, 4 – wpust, 5 – pierścień ustalający, 6 – nakrętka
Trzpienie frezarskie służą do mocowania frezów nasadzanych na frezarkach poziomych
przedstawiono na rys. 8. Wykonywane są one w trzech odmianach: długie, średnie i krótkie.
Część chwytowa trzpienia jest osadzona w stożkowym gnieździe wrzeciona. Trzpienie
frezarski w zależności od potrzeb, może być podparty przy wykorzystaniu podtrzymki stałej
lub ruchomej w dowolnym miejscu.
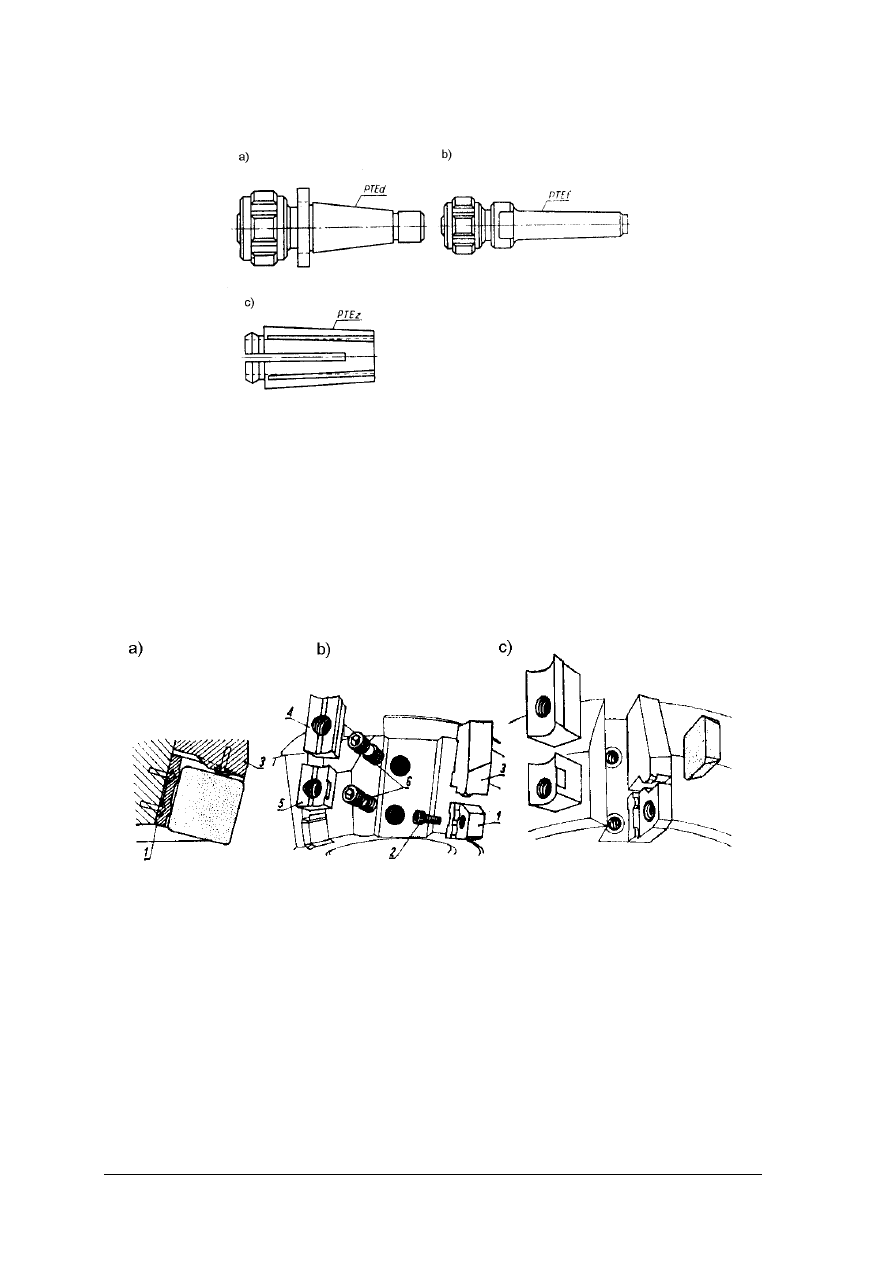
Oprawki zaciskowe
Frezy trzpieniowe z chwytem walcowym mocowane są w oprawkach zaciskowych
z chwytem Morse’a lub amerykańskim 7 : 24. Wewnątrz korpusu oprawki znajduje się tulejka
sprężynująca, przesuwana za pomocą nakrętki. Oprawki zaciskowe przedstawiono na rys. 9.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys. 9. Oprawki zaciskowe: a) z chwytem stożkowym, b) z chwytem stożkowym
Morse’a, c) tuleja rozprężna do oprawek zaciskowych [3]
Zamocowanie płytek wieloostrzowych z węglików spiekanych
Opracowano wiele systemów zamocowania płytek wieloostrzowych z węglików
spiekanych do frezów składanych i głowic frezarskich. Rozwiązania konstrukcyjne
poszczególnych systemów zamocowań zostały opracowane przez producentów płytek
wieloostrzowych i narzędzi składanych.
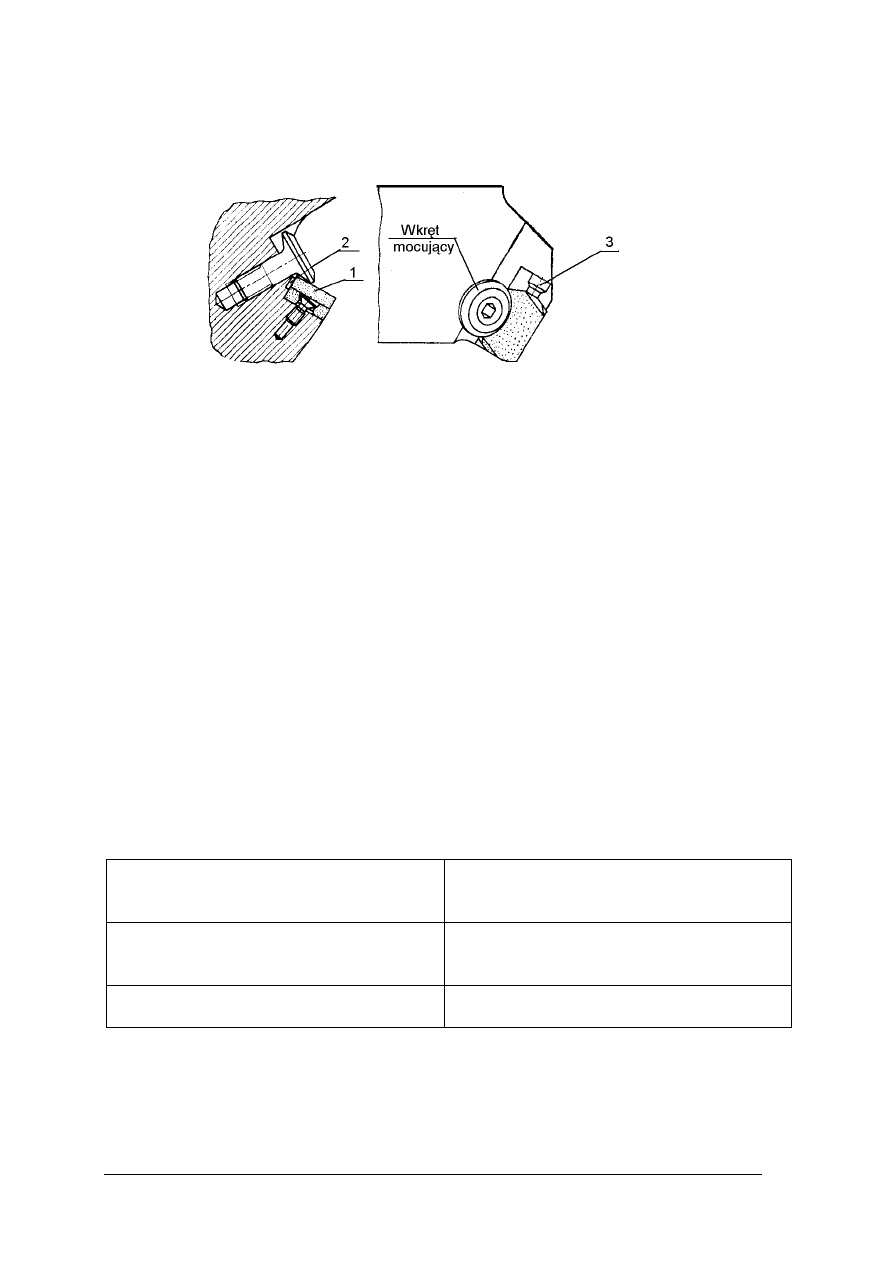
Elementy składowe ustalania położenia i mocowania płytek wieloostrzowych głowicy
frezowej pokazano na rys. 10.
Rys. 10. Elementy składowe głowic frezowych [2]
Płytka skrawająca (rys. 10a) jest ustalona w gnieździe dolną powierzchnią oraz dwiema
powierzchniami bocznymi. Jedną powierzchnią boczną przylega ona w dwóch punktach do
gniazda 1, a drugą – tylko w jednym punkcie do podtrzymki osiowej 3. Gniazdo 1 jest
zamocowane do korpusu głowicy (rys. 10b) wkrętem 2, natomiast podtrzymka 3 jest
unieruchomiona klinem 4 dociskanym wkrętem 6 z gwintem różnicowym.
Zamocowanie płytki skrawającej w gnieździe odbywa się klinem 5 dociskanym drugim
wkrętem 6. Elementy te w częściowym złożeniu pokazano na rys. 10c.
Płytki wieloostrzowe głowicy (rys. 11) mają specjalny kształt. Są to płytki odwracalne
z dwoma ostrzami na każdej z dwóch powierzchni czołowych (natarcia).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Płytka skrawająca 1 opiera się boczną powierzchnią o twardą wkładkę 2 z węglików
spiekanych oraz górną powierzchnią – o kołek 3 również z węglików spiekanych [2].
Rys. 11. Zamocowanie płytki skrawającej w głowicy frezowej [2]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest podział frezów ze względu na przeznaczenie?
2. Jaki jest podział frezów ze względu na materiał ostrza?
3. Jakie są rodzaje frezów ze względu na kształt?
4. Jaki jest podział frezów ze względu na rodzaje ostrzy?
5. Jakie znasz rodzaje frezów ze względu na sposób zamocowania?
6. Jakie znasz sposoby zamocowania frezów?
7. Jakie znasz rodzaje płytek wieloostrzowych do głowic frezarskich?
8. Jakie są sposoby płytek wieloostrzowych w głowicy frezowej?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dobierz frezy oraz przyrządy pomiarowe do wykonania podanych operacji, według
rysunków znajdujących się na stanowisku pracy.
Zakres wykonywanych prac frezarskich
Rodzaj freza
Frezowanie rowka wpustowego
nieprzelotowego
Frezowanie czołowe płaszczyzny
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zamieszczony w poradniku i literaturze,
2) dobrać frezy do wskazanych operacji,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
3) opracować wykaz przyrządów pomiarowych,
4) zgromadzić narzędzia na stanowisku pracy,
5) uzupełnić tabelę wpisując w odpowiednich rubrykach narzędzia do wykonania
wskazanych prac.
Wyposażenie stanowiska pracy:
−
materiały piśmienne,
−
literatura techniczna,
−
komplet frezów do wykonania wskazanych operacji (wypożyczalnia narzędzi),
−
przyrządy pomiarowe niezbędne do przeprowadzenia wskazanych operacji frezowania.
Ćwiczenie 2
Dobierz narzędzia i oprzyrządowanie do obróbki rowka wpustowego, przy zamocowaniu
w imadle maszynowym według rysunku znajdującego się na stanowisku pracy oraz wykonaj
zamocowanie freza i przedmiotu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi frezarki,
2) zapoznać się z rysunkiem warsztatowym przedmiotu obrabianego,
3) opracować wykaz narzędzi do wykonania prac wskazanych w ćwiczeniu,
4) opracować wykaz oprzyrządowania technologicznego do zamocowania freza,
5) zamocować frez do wrzeciona,
6) zamocować imadło maszynowe na stole frezarki,
7) sprawdzić poprawność wykonanych prac.
Wyposażenie stanowiska pracy:
−
rysunek warsztatowy przedmiotu obrabianego,
−
frezarka uniwersalna pionowa,
−
imadło maszynowe,
−
elementy do zamocowania imadła na stole frezarki,
−
oprawka z tulejkami zaciskowymi do zamocowania freza palcowego,
−
elementy do zamocowania oprawki we wrzecionie frezarki,
−
frez palcowy do rowków,
−
komplet kluczy płaskich,
−
literatura techniczna,
−
materiały piśmienne.
Ćwiczenie 3
Dobierz narzędzia i oprzyrządowanie do obróbki płaszczyzn, przy zamocowaniu
w imadle maszynowym oraz wykonaj zamocowanie freza i przedmiotu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją obsługi frezarki,
2) zapoznać się z rysunkiem warsztatowym przedmiotu obrabianego,
3) opracować wykaz narzędzi do wykonania prac wskazanych w ćwiczeniu,
4) opracować wykaz oprzyrządowania technologicznego do zamocowania freza,
5) zamocować frez do wrzeciona,
6) zamocować imadło maszynowe na stole frezarki,
7) sprawdzić poprawność wykonanych prac.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Wyposażenie stanowiska pracy:
−
rysunek warsztatowy przedmiotu obrabianego,
−
frezarka uniwersalna pionowa,
−
imadło maszynowe,
−
elementy do zamocowania imadła na stole frezarki,
−
oprawka z tulejkami zaciskowymi do zamocowania freza palcowego,
−
elementy do zamocowania oprawki we wrzecionie frezarki,
−
frez palcowy do rowków,
−
komplet kluczy płaskich,
−
literatura techniczna,
−
materiały piśmienne.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
rozróżnić rodzaje frezów?
2)
scharakteryzować rodzaje ostrzy frezów?
3)
rozróżnić oprzyrządowanie do zamocowania frezów?
4)
scharakteryzować sposoby mocowania frezów na obrabiarce?
5)
rozróżnić typy głowic frezarskich?
6)
scharakteryzować
sposoby
mocowania
głowic
frezarskich
charakteryzować rodzaje płytek wieloostrzowych?
7)
określić sposoby zamocowania płytek wieloostrzowych w głowicy
frezarskiej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.3. Rodzaje budowa i wyposażenie frezarek
4.3.1. Materiał nauczania
Rodzaje i budowa frezarek
Zadaniem frezarek jest obróbka powierzchni za pomocą frezów walcowych, walcowo-
czołowych oraz głowic frezarskich. Można na nich obrabiać powierzchnie przez frezowanie
kształtowe, kopiowe lub obwiedniowe. Ruch główny obrotowy wykonuje narzędzie,
natomiast ruch posuwowy wykonuje przedmiot obrabiany. Mechanizmy posuwu frezarkach
posiadają oddzielny niezależny napęd.
Rozróżniamy frezarki:
−
ogólnego przeznaczenia,
−
frezarki specjalizowane,
−
frezarki specjalne.
Do frezarek ogólnego przeznaczenia zaliczamy:
−
frezarki wspornikowe – (poziome zwykłe, poziome uniwersalne, pionowe zwykłe,
pionowe uniwersalne, narzędziowe),
−
fezarki bezwspornikowe-łożowe i wzdłużne,
−
frezarki karuzelowe [4].
Frezarki wspornikowe służą do obróbki niedużych przedmiotów, z możliwością
przemieszczania przedmiotu z posuwem mechanicznym lub ręcznym w każdej z trzech osi
układu współrzędnych. Frezarki poziome uniwersalne są wyposażone w obrotnicę, na której
znajduje się stół krzyżowy. Obrotnica wraz z podzielnicą umożliwiają frezowanie
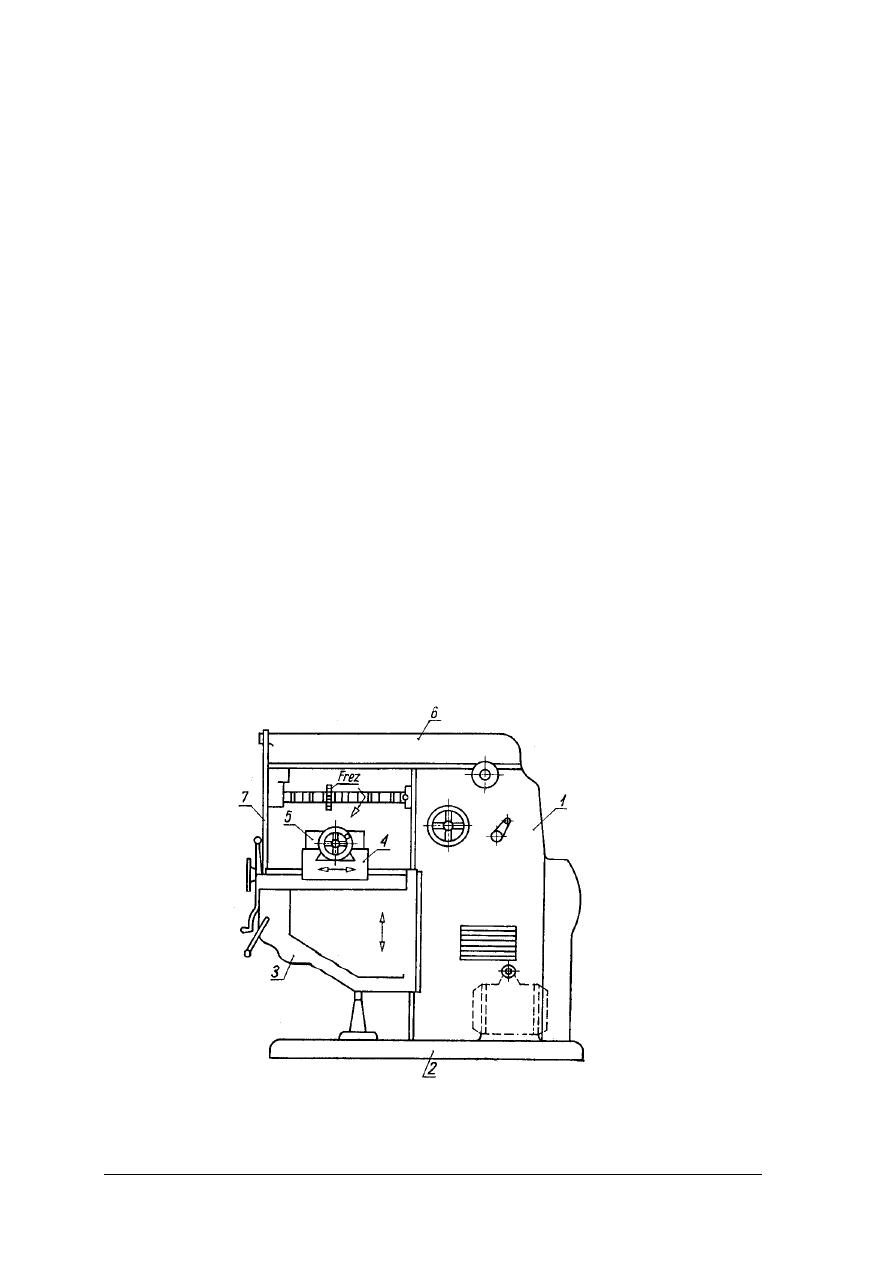
powierzchni śrubowych. Mechanizmy napędu głównego frezarki (rys.12), znajdują się
w korpusie 1, a mechanizmy napędu posuwu wraz z odrębnym silnikiem – we wsporniku 3.
W celu usztywnienia konstrukcji wspornik 3 jest połączony belką wysuwną 6 za pomocą
podtrzymki 7.
Rys.12. Frezarka wspornikowa pozioma zwykła. [4]
1 –
korpus, 2 – podstawa,
3 – wspornik, 4 – sanie poprzeczne, 5 – stół, 6 – belka wysuwna,
7 – podtrzymka
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Frezarki wspornikowe poziome uniwersalne mają podobną budowę jak frezarki poziome
zwykłe. Frezarki te charakteryzuje bogate oprzyrządowanie w postaci podzielnicy, skrętnego
stołu wraz z prowadnicami oraz poszerzony zakres prędkości obrotowych wrzeciona i
posuwów stołu.
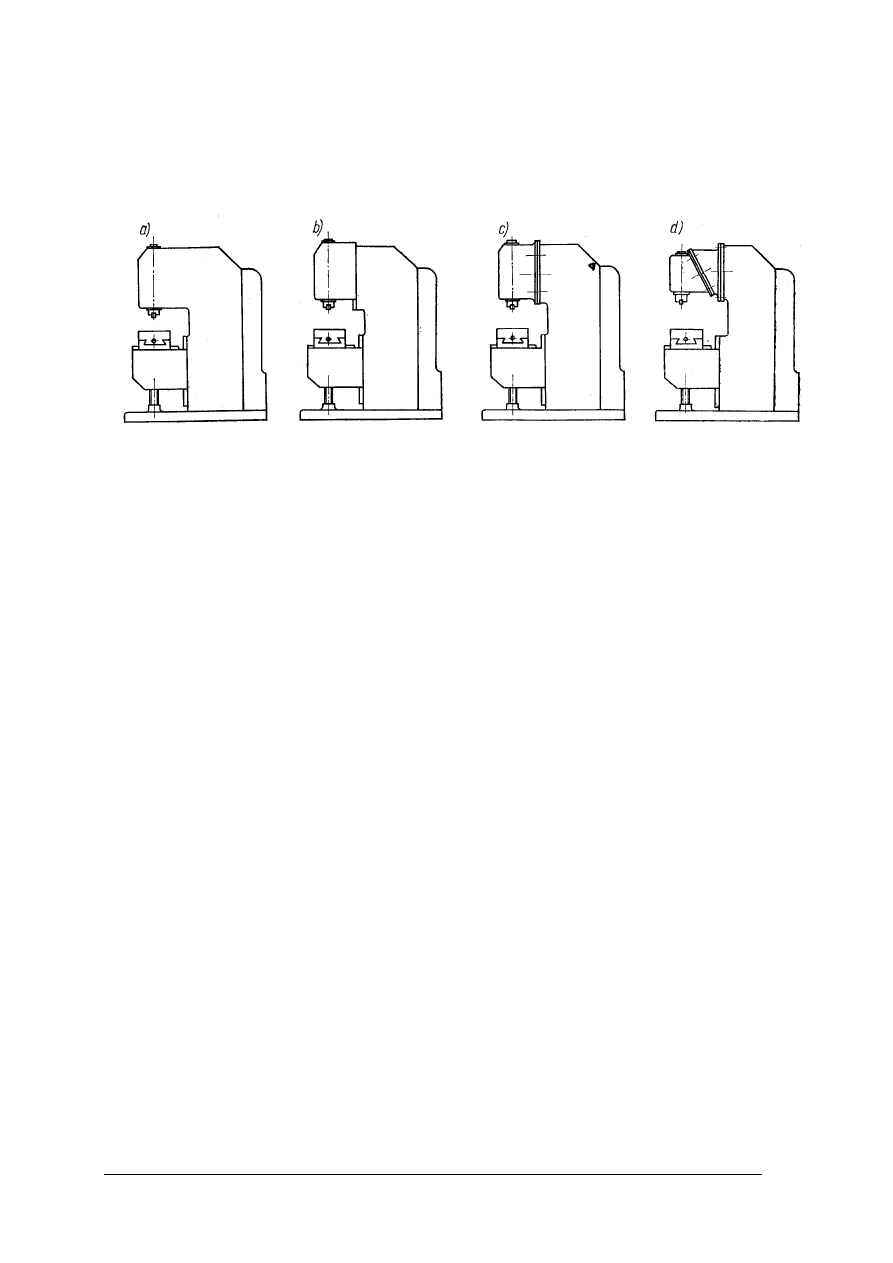
Rys.13. Frezarki wspornikowe pionowe: a) zwykła, b) z przesuwnym wrzeciennikiem,
c) ze skrętnym wrzeciennikiem w płaszczyźnie pionowej, d) ze skrętnym
wrzeciennikiem w dwóch płaszczyznach [4]
Frezarki wspornikowe pionowe różnią się od frezarek poziomych tym, że ich oś
wrzeciona jest pionowa. Na rys. 13 przedstawiono cztery odmiany wspornikowych frezarek
pionowych.
Frezarki bezwspornikowe łożowe są wyposażone w stół krzyżowy osadzony na
prowadnicach łoża. Stół może wykonywać ruchy posuwowe wzdłużne i poprzeczne
w płaszczyźnie poziomej. Posuwowy ruch pionowy lub ruch wgłębny jest uzyskiwany przez
wrzecienniki lub wysuwne wrzeciono. Napęd stołu pochodzi od odrębnego silnika. Frezarki
bezwspornikowe są budowane jako pionowe lub poziome i mogą być wyposażone w głowice
wrzecionowe skrętne w dwóch płaszczyznach. Są przeznaczone do obróbki długich i ciężkich
przedmiotów lub drobnych, mocowanych jednocześnie nawet po kilkanaście sztuk [4].
Wyposażenie frezarek
Wyposażenie frezarek stanowią:
−
uchwyty obróbkowe – (elementy do bezpośredniego mocowania przedmiotu na stole
frezarki, imadła maszynowe, uchwyty składane z części uniwersalnych),
−
frezerskie przyrządy obrabiarkowe – (stoły dwupozycyjne, obrotowe, pochylne,
przyrządy podziałowe, podzielnice),
−
uchwyty (oprawki) do mocowania frezów – (trzpienie frezarskie, trzpienie frezarskie
zabierakowe, oprawki zaciskowe, tuleje redukcyjne),
−
głowice przystawne,
−
skrzynki mechanicznego posuwu głowicy wrzeciona [3].
Mocowanie przedmiotów obrabianych na frezarce
Mocowanie przedmiotów na stole frezarek odbywa się za pomocą: imadeł, uchwytów
samocentrujących, stołu obrotowego lub podzielnicy, specjalnych uchwytów frezarskich,
docisków i śrub z łbami założonymi w rowki teowe stołu. Środkowy rowek teowy stołu
frezarki jest wykonany znacznie dokładniej niż pozostałe rowki i służy do dokładnego
ustalania przyrządów mocujących przedmioty [11].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
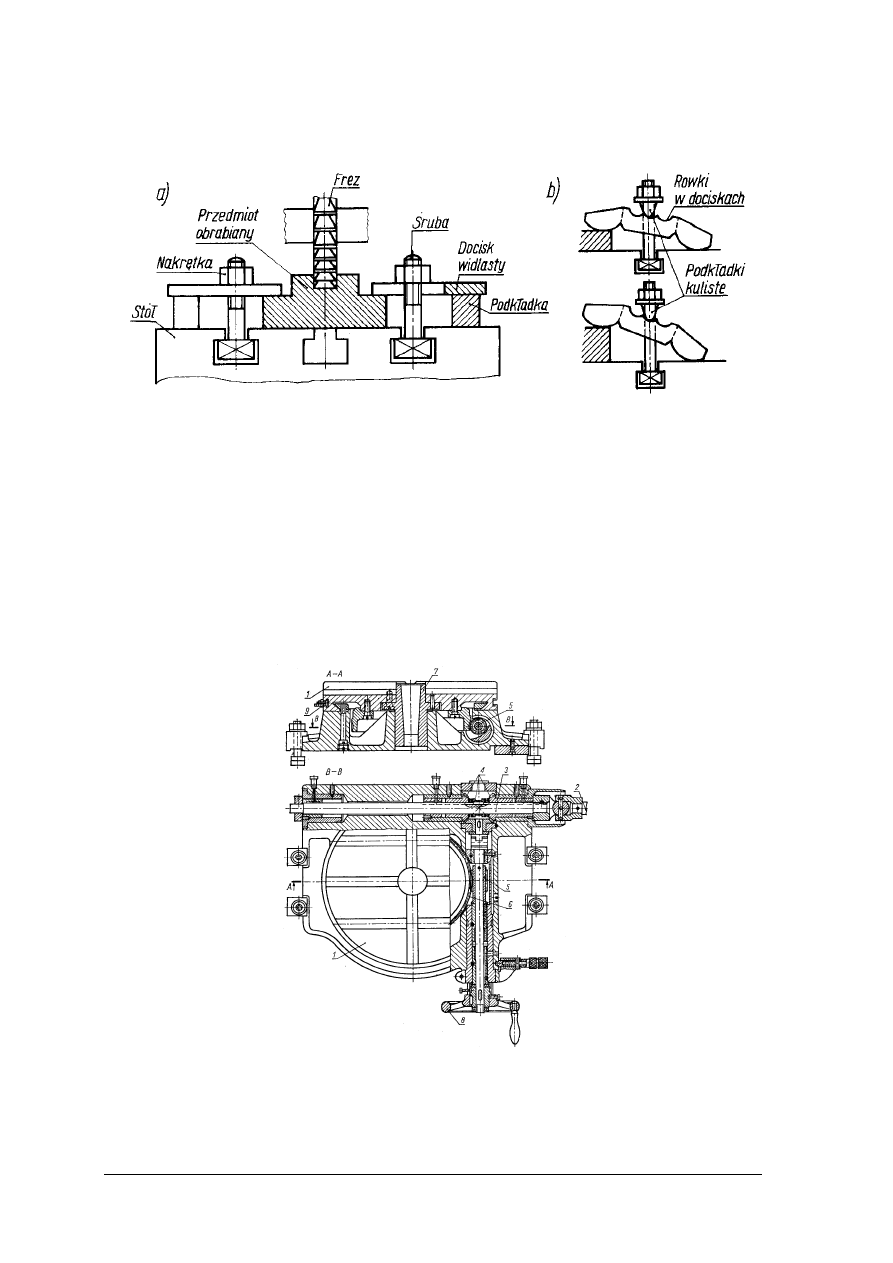
Rys.14.
Zamocowanie przedmiotu obrabianego bezpośrednio na stole frezarki: a) za pomocą
docisków widlastych, b) za pomocą docisków uniwersalnych [8]
Do bezpośredniego mocowania przedmiotów na stołach frezarek stosuje się dociski (rys.
14). Jako opory pod dociski widlaste stosuje się podkładki zwykłe lub schodkowe.
Do zamocowania przedmiotu na frezarce służą imadła maszynowe, które mogą być
mocowane na stole frezarki.
Do frezowania wieloboków, rowków lub innych elementów rozmieszczonych na
obwodzie przedmiotu obrabianego służą stoły obrotowe z podzielnicą (rys. 15). Stół taki
można wykorzystać przy obróbce powierzchni o zarysie kołowym. Napęd stołu jest ręczny
lub mechaniczny [4].
Rys. 15. Stół obrotowy z napędem mechanicznym [4] 1 – stół, 2 – wałek redukcyjno-
przegubowy, 3 – wałek nawrotnicy stożkowej, 4, 5 i 6 – przekładnia ślimakowa,
7 – wrzeciono stołu, 8 – kółko ręcznego napędu stołu, 9 – zderzak
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
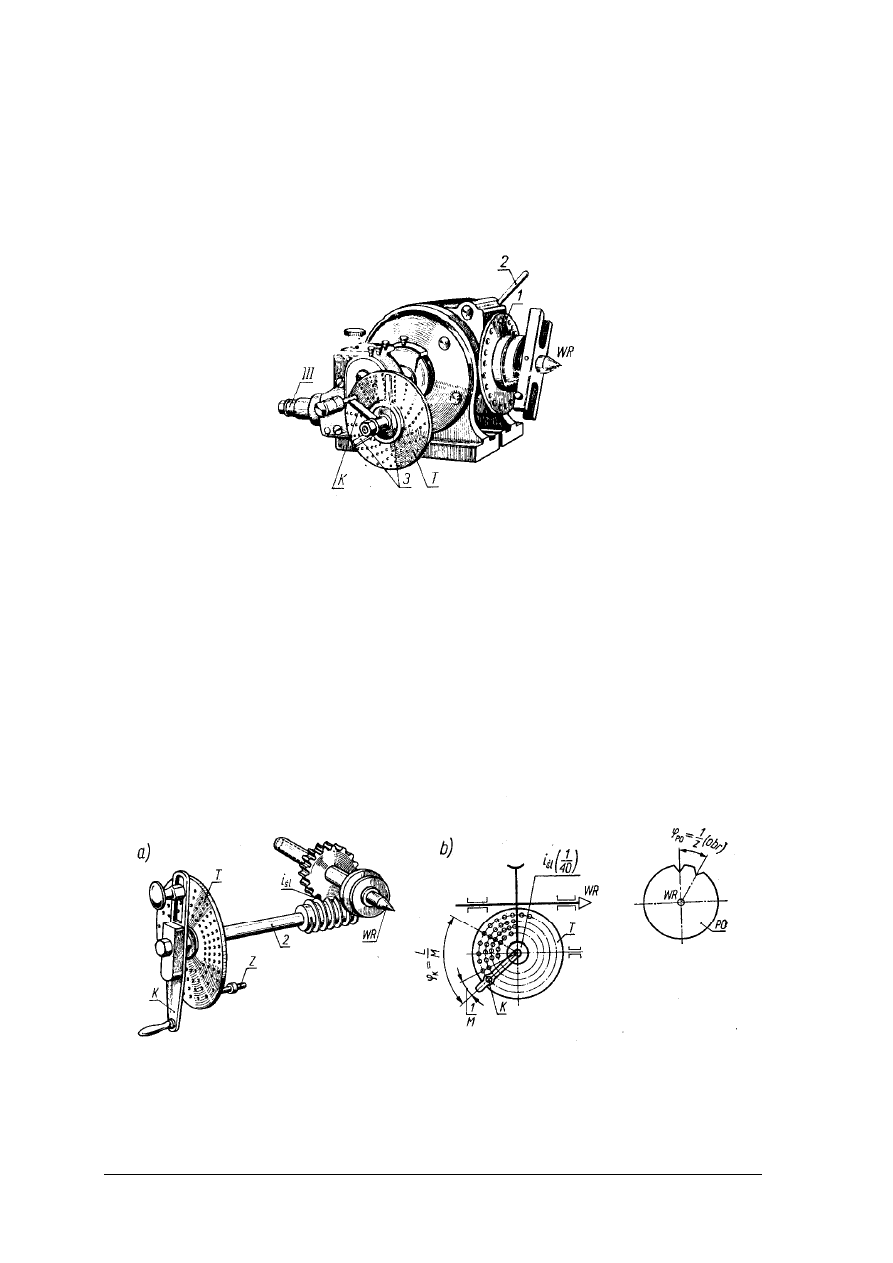
Podzielnice służą do wykonywania podziału kątowego, a także jako mechanizmy
pomocnicze przy obróbce rowków śrubowych i krzywek o zarysie w postaci spirali
Archimedesa. Podzielnicę uniwersalną jednotarczową przedstawia rys. 16. Podział następuje
w wyniku ręcznego obrotu korby K względem tarczy podziałowej T, mającej szereg
współśrodkowych okręgów podziałowych o różnych liczbach podziałek.
Rys. 16.
Podzielnica uniwersalna jednotarczowa [4] WR – wrzeciono podzielnicy, T – tarcza
podziałowa, 1 – dodatkowa tarcza do podziału bezpośredniego, 2 – dźwignia do
kasowania luzów i usztywnienia przekładni ślimakowej w celu przeciwdziałania siłom
skrawania, z – zatrzask unieruchamiający tarczę T do zwykłego podziału
Podział zwykły (rys. 17a) – tarcza podziałowa T unieruchomiona jest zatrzaskiem
Z. W celu wykonania podziału zwykłego obraca się korbę K o wartość kątową φ
K
na
unieruchomionej tarczy podziałowej T (rys. 17b).
W celu wykonania podziału zwykłego należy wyznaczyć wartość φ
K
= 40 : z w postaci
ułamka zwyczajnego i tak go przekształcić, aby mianownik M był równy liczbie otworków
wybranego okręgu podziałowego. Wtedy licznik L będzie liczbą podziałek (otworków),
o które należy obrócić korbę K na obwodzie tarczy o M otworkach (rys.17b).
gdzie: z – liczba podziału.
Rys. 17. Podzielnica w przypadku podziału zwykłego: a). elementy biorące udział w podziale,
b) schemat kinematyczny [4] WR – wrzeciono, i
śl –
przełożenie przekładni ślimakowej,
Z – zatrzask unieruchamiania tarczy T, K – korba, M – liczba otworków w tarczy]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
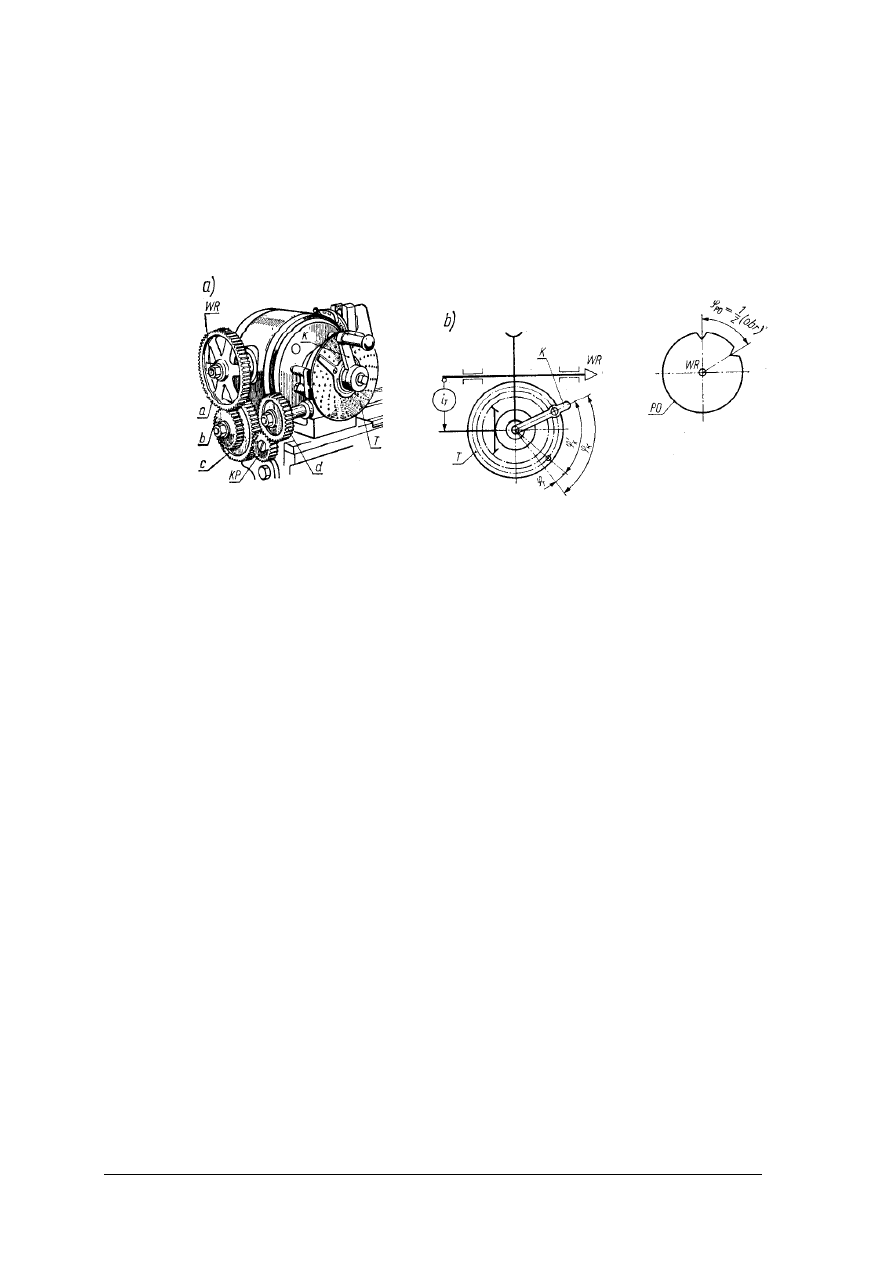
Podział różnicowy (rys. 18), tarcza T jest odblokowana i uczestniczy w ruchu
podziałowym. Podziału różnicowego dokonuje się wtedy, gdy ze względu na ograniczoną
liczbę okręgów podziałowych nie można dokonać podziału zwykłego. Dotyczy to liczb nie
będących liczbami pierwszymi większymi od 50 lub będących wielokrotnością tych liczb.
Podział różnicowy wymaga dużego doświadczenia wykonania, dlatego należy go wykonywać
przy wykorzystaniu odpowiedniej literatury podanej w spisie [4].
Rys. 18.
Podzielnica w przypadku podziału złożonego: a). elementy biorące udział
w podziale, b) schemat kinematyczny [4] K – korba, T – tarcza, a, b, c, i d – koła
zmianowe, KP – koła pośrednie, WR – wrzeciono, i
T
– przełożenie przekładni
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki zakres prac można wykonać na frezarkach?
2. Jakie są rodzaje frezarek?
3. Jakie ruchy wykonuje przedmiot obrabiany w procesie frezowania?
4. Jakie główne podzespoły posiada frezarka?
5. Jakie wyposażenie posiadają frezarki?
6. Jakie przyrządy obróbkowe stosowane są do prac frezerskich?
7. Jakie są sposoby zamocowania materiału obrabianego na frezarce?
8. Na czym polega podział zwykły przy wykorzystaniu podzielnicy?
4.3.3. Ćwiczenia
Ćwiczenie 1
Przygotuj podzielnicę do frezowania sześciokątnego łba śruby na frezarce pionowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zamieszczony w poradniku i w spisie literatury, dotyczący
przygotowania podzielnicy do pracy,
2) zapoznać się z instrukcją obsługi podzielnicy,
3) wykonać niezbędne obliczenia związane z przygotowaniem podzielnicy do pracy,
4) zamontować odpowiednią tarczkę podziałową do podzielnicy,
5) sporządzić wykaz elementów do zamocowania podzielnicy,
6) zamontować podzielnicę na stole frezarki,
7) zamocować przedmiot obrabiany w uchwycie podzielnicy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
8) sprawdzić jakość wykonanych prac,
9) przestrzegać przepisów bhp na stanowisku pracy.
Wyposażenie stanowiska pracy:
−
frezarka pionowa,
−
podzielnica uniwersalna z wyposażeniem,
−
rysunek warsztatowy przedmiotu obrabianego,
−
materiały piśmienne,
−
literatura techniczna.
Ćwiczenie 2
Wykonaj zamocowanie przedmiotu do obróbki bezpośrednio na stole frezarki poziomej
według rysunku znajdującego się na stanowisku pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zamieszczony w poradniku i w spisie literatury, dotyczący
zamocowania przedmiotu bezpośrednio na stole frezarki,
2) zapoznać się z instrukcją obsługi frezarki,
3) zapoznać się z rysunkiem przedmiotu,
4) wykonać wykaz elementów wyposażenia do zamocowania przedmiotu,
5) wykonać wykaz narzędzi do zamocowania przedmiotu na stole frezarki,
6) zamocować przedmiot na stole frezarki,
7) sprawdzić jakość wykonanej pracy,
8) przestrzegać przepisów bhp na stanowisku pracy.
Wyposażenie stanowiska pracy:
−
frezarka pionowa,
−
przedmiot obrabiany,
−
rysunek warsztatowy przedmiotu obrabianego,
−
elementy do zamocowania przedmiotu bezpośrednio na stole frezarki,
−
komplet kluczy płaskich,
−
przyrządy pomiarowe,
−
materiały piśmienne,
−
literatura techniczna.
Ćwiczenie 3
Wykonaj zamocowanie imadła maszynowego i przedmiotu do frezowania według
rysunku znajdującego się na stanowisku pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zamieszczony w poradniku i w spisie literatury, dotyczący
sposobów mocowania przedmiotu przy pomocy imadła maszynowego,
2) zapoznać się z instrukcją obsługi frezarki,
3) zapoznać się z rysunkiem przedmiotu,
4) wykonać wykaz elementów wyposażenia do zamocowania imadła maszynowego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
5) wykonać wykaz narzędzi do zamocowania przedmiotu na stole frezarki,
6) zamocować imadło na stole frezarki,
7) zamocować przedmiot w imadle maszynowym,
8) sprawdzić jakość wykonanych prac,
9) przestrzegać przepiów bhp na stanowisku pracy.
Wyposażenie stanowiska pracy:
−
frezarka pionowa,
−
imadło maszynowe,
−
przedmiot obrabiany,
−
rysunek warsztatowy przedmiotu obrabianego,
−
elementy do zamocowania imadła maszynowego,
−
komplet kluczy płaskich,
−
przyrządy pomiarowe,
−
materiały piśmienne,
−
literatura techniczna.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić przeznaczenie poszczególnych typów frezarek?
2)
rozróżnić główne zespoły frezarki?
3)
określić wyposażenie frezarek?
4)
dobrać oprzyrządowanie do zamocowania frezów?
5)
dobrać oprzyrządowanie do zamocowania głowic frezerskich?
6)
zamocować przedmioty do obróbki na frezarce?
7)
przygotować podzielnicę do podziału zwykłego?
8)
przygotować podzielnicę do podziału różnicowego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.4. Typowe operacje frezerskie
4.4.1. Materiał nauczania
Frezowanie płaszczyzn
Obróbka płaszczyzn może być przeprowadzana z zastosowaniem frezowania
obwodowego frezami walcowymi albo frezowania czołowego głowicami frezowymi lub
frezami walcowo-czołowymi.
Przy obwodowym frezowaniu płaszczyzny na wybór freza w głównej mierze wpływa
rodzaj materiału przedmiotu obrabianego, szerokość płaszczyzny obrabianej i głębokość
frezowania. Do frezowania płaszczyzn o szerokości do 100 mm stosuje się frezy walcowe
pojedyncze, natomiast przy szerokościach większych stosowane są frezy zespołowe.
Ustawienie freza walcowego na wymaganą głębokość frezowania przy frezowaniu płaszczyzn
w przedmiotach zamocowanych bezpośrednio na stole frezarki lub w imadle, odbywa się
przez podniesienie stołu [3].
Frezowanie czołowe płaszczyzn o niewielkich szerokościach jest wykonywane przy
użyciu frezów walcowo-czołowych. Frezowanie czołowe płaszczyzn o dużych szerokościach
przeprowadza się przy zastosowaniu głowic frezowych.
Obecnie coraz szerzej obróbkę płaszczyzn przeprowadza się głowicami frezowymi.
Parametry skrawania przyjmuje się na podstawie norm i katalogów.
Przedmioty obrabiane mocuje się bezpośrednio na stole frezarki, w imadłach maszynowych,
na stołach podziałowych lub w podzielnicy. Sposób zamocowania jest zależny od zakresu
wykonywanych oraz przyjętej technologii obróbki:
Frezowanie rowków
Przelotowe rowki o przekroju prostokątnym frezowane są frezami tarczowymi,
a nieprzelotowe – frezami palcowymi walcowo-czołowymi. Rowki przelotowe, które nie
wymagają dużej dokładności, frezowane są frezami tarczowymi trzystronnymi, a wymagające
dokładniejszej obróbki, jak np. rowki klinowe – frezami do rowków klinowych z ostrzami
zataczanymi.
Przedmioty płaskie do frezowania rowków powinny być mocowane bezpośrednio na
stole frezarki lub w imadle na frezarce poziomej, w której zapewniona jest prostopadłość
wzdłużnego przesuwu stołu do osi wrzeciona. Frezowanie rowków w przedmiotach płaskich
powinno być przeprowadzone na frezarce poziomej z zamocowaniem przedmiotu
bezpośrednio na stole lub w imadle maszynowym.
Przy zamocowaniu bezpośrednim na stole frezarki, przedmiot należy zamocować przy
pomocy docisków widlastych, śrub z płetwą i płytek oporowych. Przy zamocowaniu
przedmiotu w imadle maszynowym, należy sprawdzić ustawienie imadła względem
prowadnic głównych frezarki. Ustawienie freza na wymaganą głębokość przy frezowaniu
rowka wykonuje się pokrętłem do ręcznego podnoszenia stołu, a wielkość podniesienia
odczytuje się na podziałce.
Ustawienie freza w osi wałka przy frezowaniu rowka frezem tarczowym przedstawiono
na rys. 19. Przy prawidłowym ustawieniu freza wymiary S i a powinny być równe. Wymiar
S mierzony jest suwmiarką, a wymiar a może być sprawdzony płytkami wzorcowymi.
Pomiary położenia freza wykonuje się z obu stron wałka.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 19.
Ustawienie freza tarczowego w osi wałka [ 3]
Rowki nieprzelotowe lub jednostronnie przelotowe, o mniejszym stopniu dokładności,
frezowane są frezami palcowymi walcowo-czołowymi, a o większej dokładności frezami
palcowymi do rowków na wpusty [3].
Frezowanie rowków wpustowych
Rowki wpustowe mogą być wykonywane frezami tarczowymi, frezami palcowymi
walcowo-czołowymi i frezami palcowymi do rowków na wpusty. Frezami tarczowymi
wykonywane są rowki na wpusty wtedy, gdy rowek jest długi. Najbardziej zalecane jest
wykonywanie rowków frezami specjalnie przeznaczonymi do tego celu na frezarkach do
rowków wpustowych (rys. 20).
Rys. 20. Frezowanie rowka na wpust po wielokrotnym przejściu freza palcowego dwuostrzowego [3]
Rowki na wpusty czółenkowe Woodruffa o mniejszych wymiarach wykonywane są
frezami trzpieniowymi, natomiast o większych wymiarach – frezami tarczowymi
(nasadzanymi). Rowki te mogą być wykonywane na frezarkach poziomych z ręcznym
podnoszeniem stołu [3].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
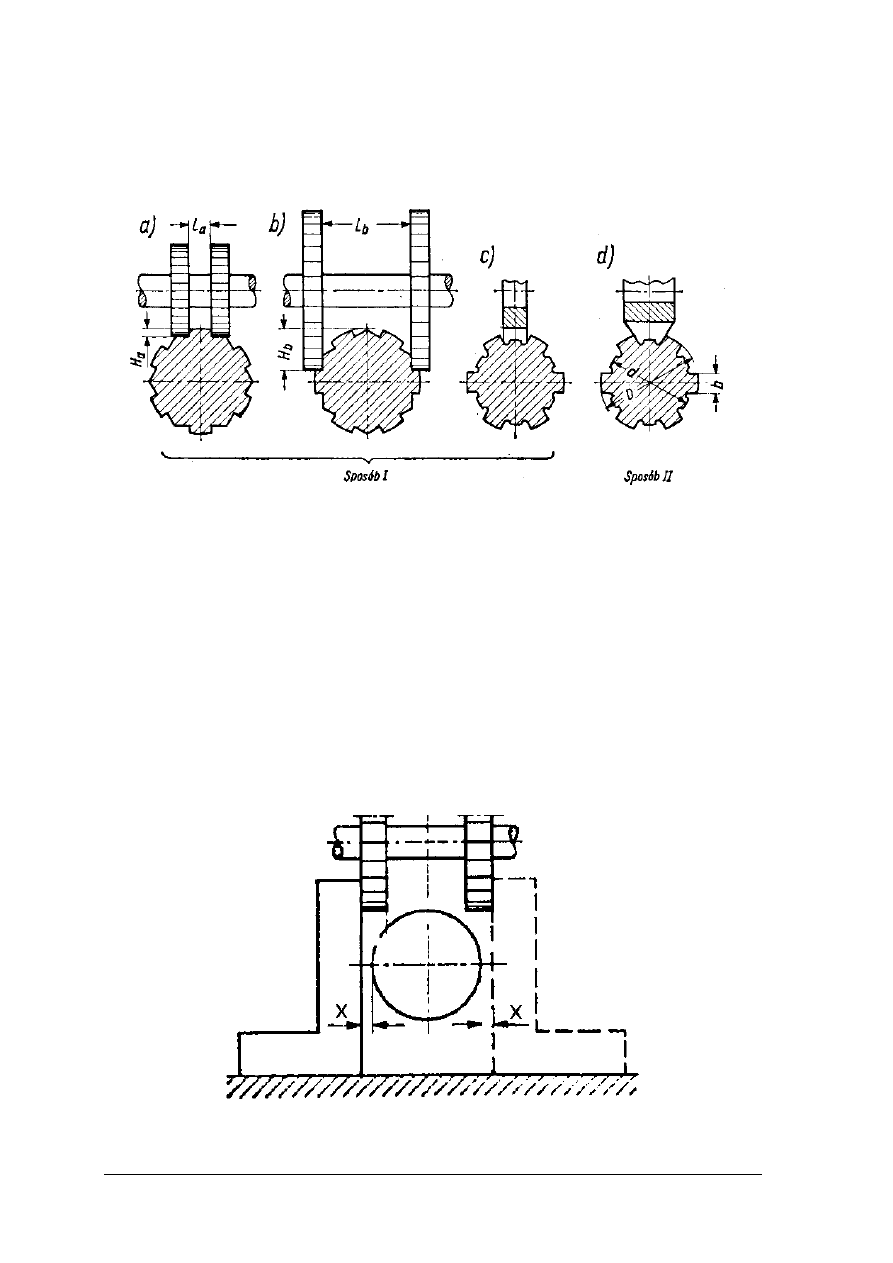
Frezowanie wałków wielowypustowych
Na rys. 21 przedstawione są dwa sposoby frezowania wałków wielowypustowych na
frezarkach uniwersalnych
Rys. 21. Sposoby frezowania wałków wielowypustowych na frezarce uniwersalnej [7]
Pierwszy sposób polega frezowaniu powierzchni bocznych jednego wypustu (rys. 21a)
lub wypustów przeciwległych (rys. 21b) za pomocą frezów tarczowych dwu lub
trzystronnych. Frezowanie dna rowków wykonuje się frezem kształtowym z ostrzami
zataczanymi (rys. 21c, 21 d).
Drugi sposób polega na frezowaniu pełnego zarysu rowka przy jednym przejściu, za
pomocą freza kształtowego z ostrzami zataczanymi.
Wałek do frezowania rowków wielowypustowych jest zamocowany przy wykorzystaniu
podzielnicy uniwersalnej i konika, które montuje się na stole frezarki.
Podstawowym warunkiem prawidłowego wykonania wałka wielowypustowego jest
symetryczne ustawienie frezów względem osi wałka. Ustawienie to sprawdza się za pomocą
kątownika i płytek wzorcowych (rys.22). Wymiary x przy ustawieniu z obu stron wałka
muszą być jednakowe [3].
Rys. 22.
Sprawdzenie ustawienia frezów względem osi wałka [3]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
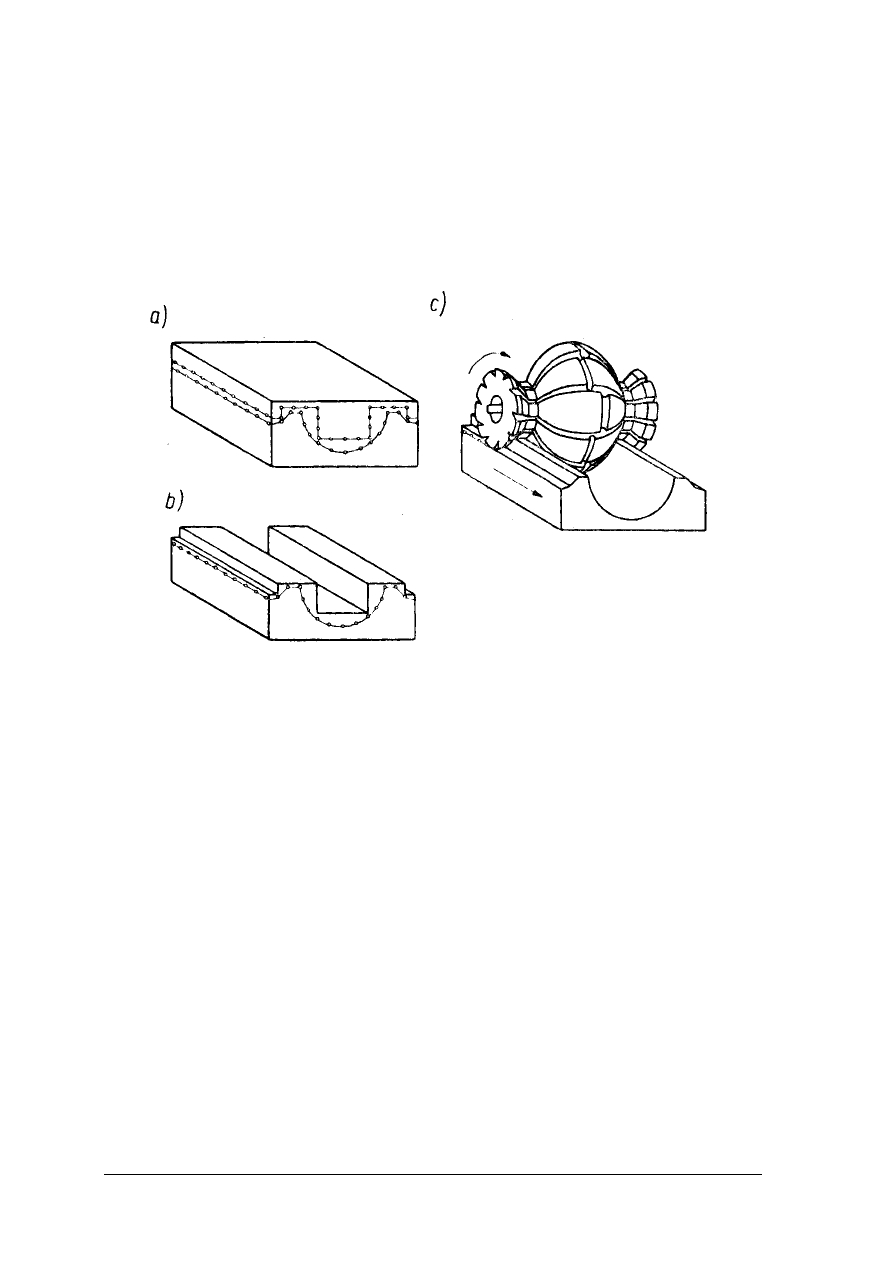
Frezowanie kształtowe
W produkcji seryjnej i masowej wąskie powierzchnie kształtowe frezuje się frezami
kształtowymi (rys. 23). Ze względu na znaczne opory przy pracy tych frezów na obróbkę
prowadzi się w dwóch etapach. W pierwszym etapie przeprowadza się wstępne usunięcie
materiału frezem tarczowym lub zespołem frezów tarczowych (rys. 23b), natomiast drugim
etapie przeprowadza się obróbkę wykańczającą frezem kształtowym (rys. 23c).
Rys.23.
Obróbka powierzchni kształtowej frezem kształtowym: a) wytrasowanie
czół przedmiotów przed obróbką, b) obróbka zgrubna frezami
tarczowymi, c) obróbka wykańczająca frezem kształtowym [7]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są metody obróbki płaszczyzn na frezarce?
2. Jakie są metody frezowania rowków przelotowych?
3. Jakimi frezami wykonuje się rowki wpustowe?
4. Jakie frezy stosowane są do wykonywania rowków?
5. Jakie są sposoby frezowania wałków wielowypustowych?
6. Jakich narzędzi używa się do frezowania rowków wielowypustowych?
7. Jakie są metody frezowania powierzchni kształtowych?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj frezowanie powierzchni czołowych płyty stalowej o wymiarach 30 x 20 x 500
według rysunku znajdującego się na stanowisku pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zamieszczony w poradniku i literaturze, dotyczący obróbki
przedmiotów przy zamocowaniu bezpośrednio na stole frezarki, doboru narzędzi,
ustalania parametrów skrawania, pomiarów warsztatowych,
2) zapoznać się z instrukcją obsługi frezarki,
3) zapoznać się z rysunkiem warsztatowym przedmiotu,
4) opracować wykaz operacji technologicznych,
5) opracować wykaz narzędzi obróbkowych,
6) opracować wykaz elementów wyposażenia do zamocowania przedmiotu,
7) opracować wykaz narzędzi do zamocowania przedmiotu na stole frezarki,
8) zamocować przedmiot na stole frezarki,
9) zamocować frez,
10) ustawić parametry pracy frezarki,
11) wykonać frezowanie powierzchni czołowych płyty,
12) sprawdzić jakość wykonanych prac,
13) uporządkować stanowisko pracy,
14) przestrzegać przepisów bhp na stanowisku pracy.
Wyposażenie stanowiska pracy:
−
frezarka pozioma,
−
frez walcowo-czołowy,
−
trzpień frezarski krótki,
−
przedmiot obrabiany,
−
rysunek warsztatowy przedmiotu obrabianego,
−
elementy do zamocowania przedmiotu na stole frezarki,
−
komplet kluczy płaskich,
−
narzędzia pomiarowe,
−
pilnik gładzik,
−
środki ochrony bhp,
−
materiały piśmienne,
−
literatura zamieszczona w poradniku dla ucznia.
Ćwiczenie 2
Wykonaj frezowanie rowka wpustowego nieprzelotowego w wałku według rysunku
znajdującego się na stanowisku pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zamieszczony w poradniku i w literaturze dotyczący technologii
wykonania rowków wpustowych,
2) zapoznać się z instrukcją obsługi frezarki,
3) zapoznać się z rysunkiem warsztatowym przedmiotu,
4) opracować wykaz operacji technologicznych do wykonania rowka wpustowego,
5) opracować wykaz narzędzi obróbkowych,
6) opracować wykaz oprzyrządowania technologicznego,
7) zamocować podzielnicę i konik na stole frezarki,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
8) zamocować wałek do wykonania rowka,
9) zamocować frez,
10) ustawić parametry pracy frezarki,
11) wykonać frezowanie rowka,
12) sprawdzić jakość wykonanej pracy,
13) uporządkować stanowisko pracy,
14) przestrzegać przepisów bhp na stanowisku pracy.
Wyposażenie stanowiska pracy:
−
frezarka pionowa,
−
frez palcowy do rowków wpustowych,
−
oprawka do freza palcowego z tulejkami zaciskowymi,
−
elementy do zamocowania oprawki we wrzecionie frezarki,
−
przedmiot obrabiany,
−
rysunek warsztatowy przedmiotu obrabianego,
−
podzielnica uniwersalna,
−
konik podzielnicy,
−
komplet kluczy,
−
przyrządy pomiarowe,
−
pilnik gładzik,
−
środki ochrony bhp,
−
materiały piśmienne,
−
literatura zamieszczona w poradniku dla ucznia.
Ćwiczenie 3
Wykonaj frezowanie mosiężnego korpusu o wymiarach 50 x 80 x 100, przy
zamocowaniu w imadle maszynowym, na frezarce pionowej według rysunku znajdującego się
na stanowisku pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zamieszczony w poradniku i w literaturze, dotyczący obróbki
przedmiotów przy zamocowaniu w imadle maszynowym,
2) zapoznać się z instrukcją obsługi frezarki,
3) zapoznać się z rysunkiem warsztatowym przedmiotu,
4) opracować wykaz operacji technologicznych,
5) opracować wykaz narzędzi obróbkowych,
6) opracować wykaz elementów wyposażenia do zamocowania przedmiotu,
7) zamocować przedmiot na stole frezarki,
8) zamocować frez,
9) ustawić parametry pracy frezarki,
10) wykonać frezowanie korpusu według rysunku,
11) sprawdzić jakość wykonanych prac,
12) uporządkować stanowisko pracy,
13) przestrzegać przepisów bhp na stanowisku pracy.
Wyposażenie stanowiska pracy:
−
frezarka pionowa,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
−
imadło maszynowe,
−
nakładki miekkie do szczęk imadła,
−
frez walcowo-czołowy,
−
trzpień frezarski krótki,
−
przedmiot obrabiany,
−
rysunek warsztatowy przedmiotu obrabianego,
−
elementy do zamocowania imadła na stole frezarki,
−
komplet kluczy płaskich,
−
przyrządy pomiarowe,
−
pilnik gładzik,
−
środki ochrony bhp,
−
materiały piśmienne,
−
literatura zamieszczona w poradniku dla ucznia.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
rozróżnić sposoby frezowania płaszczyzn?
2)
rozróżnić narzędzia do frezowania płaszczyzn?
3)
scharakteryzować
frezowanie
płaszczyzn
metodą
obwodową?
4)
scharakteryzować frezowanie płaszczyzn metodą obwodową?
5)
scharakteryzować frezowanie płaszczyzn metodą czołową?
6)
dobrać oprzyrządowanie do frezowania płaszczyzn?
7)
rozróżnić metody frezowania rowków wpustowych?
8)
rozróżnić narzędzia do obróbki rowków wpustowych?
9)
dobrać oprzyrządowanie do frezowania rowków wpustowych?
10) scharakteryzować metody obróbki rowków wpustowych?
11) rozróżnić sposoby frezowania wielowypustów?
12) dobrać narzędzia do frezowania wielowypustów?
13) dobrać oprzyrządowanie do frezowania wielowypustów?
14) sprawdzić jakość wykonanych prac?
15) skorzystać z dokumentacji technologicznej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.5. Zasady BHP, ochrony ppoż. i ochrony środowiska
4.5.1. Materiał nauczania
Przy wykonywaniu prac na frezarkach należy zachować wzmożone środki ostrożności.
Brak skupienia i uwagi może być przyczyną nieszczęśliwych wypadków. Pracownik przy
pracach na frezarce powinien mieć odpowiednią odzież i stosować środki ochrony osobistej.
Mechanizmy napędowe frezarki powinny być osłonięte. Niedopuszczalne jest
zdejmowanie osłon. Bardzo częstą przyczyną okaleczenia jest wykonywanie pomiarów
kontrolnych przy obracającym się frezie. Pomiary obrabianego elementu należy wykonywać
tylko przy wyłączonej frezarce. Nie należy usuwać ręką wiórów lub zdmuchiwać strumieniem
sprężonego powietrza. Jeżeli zaistnieje konieczność usunięcia wiórów sprzed freza, to należy
do tego celu użyć pędzelka. Wióry znajdujące się na stanowisku pracy należy zgarniać
zmiotką do pojemnika.
Przy pracy na frezarce istnieje niebezpieczeństwo wciągnięcia ubrania pracownika przez
obracające się pokrętła. Aby temu zapobiec, wszystkie pokrętła w nowoczesnych
obrabiarkach osadzone są luźno na wałkach a sprzęgnięcie ich odbywa się za pośrednictwem
sprzęgieł kłowych. Frezer powinien unikać gromadzenia zbędnych materiałów, ponieważ
utrudniają one obsługę. Należy zwracać uwagę aby na podłodze nie było plam olejowych,
ponieważ pracownik może pośliznać się na zaoliwionej podłodze i ulec wypadkowi. Dla
uniknięcia pośliźnięcia się na zaoliwionej podłodze zawsze przed frezarką powinien
znajdować się drewniany chodnik.
W widocznym miejscu hali obróbki powinna znajdować się apteczka wyposażona
w środki opatrunkowe. Hale warsztatowe obróbki mechanicznej powinny posiadać
odpowiednią wentylację, klimatyzację (ogrzewanie w zimie i schładzanie powietrza w lecie),
odpowiednie oświetlenie, itp.
Napięcie lamp oświetleniowych przy obrabiarkach nie powinno być większe niż 24 V.
Słaba izolacja przewodów elektrycznych oraz wadliwe działanie przełączników elektrycznych
może być przyczyna nieszczęśliwych wypadków. Pracownik jest zobowiązany zgłaszać
uszkodzenia instalacji elektrycznej swojemu przełożonemu, a w żadnym wypadku nie
powinien samodzielnie ich naprawiać. Aby uniknąć porażenia prądem, wszystkie obrabiarki
muszą być uziemione.
W przypadku porażenia pracownika prądem elektrycznym, należy w pierwszej kolejności
odłączyć źródło prądu, a następnie przystąpić do udzielania pomocy poszkodowanemu.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są wymagania dotyczące środków ochrony osobistej przy pracach frzerskich?
2. Czy pracownik może naprawiać uszkodzenia przewodów elektrycznych?
3. Jakie czynności należy wykonać przy udzielaniu pomocy porażonemu prądem?
4. Jakie powinno być napięcie lamp oświetleniowych frezarki?
5. Jakie warunki powinno spełniać oświetlenie hali warsztatowej?
6. Jakie zasady bhp obowiązują przy smarowaniu i konserwacji frezarki?
7. Jakie zasady bhp obowiązują przy usuwaniu wiórów z frezarki?
8. Jakie zasady bhp obowiązują przy pomiarach elementów obrabianych na frezarce?
4.5.3. Ćwiczenia
Ćwiczenie 1
Określ warunki bhp przy wykonywaniu operacji frezowania korpusu stalowego według
podanego w tabeli opisu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Warunki bhp dla stanowiska pracy
Opis
operacji frezowania
Środki ochrony
osobistej
Zabezpieczenie przed
odpryskami wiórów
Oświetlenie
stanowiska pracy
Frezowanie czołowe
korpusu
stalowego
głowicą
frezarską
z
płytkami
wieloostrzowymi
z
zamocowaniem
bezpośrednio na stole
frezarki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zamieszczony w poradniku i literaturze, dotyczący warunków
bhp na stanowisku frezerskim,
2) uzupełnić tabelę zgodnie ze wskazaniami.
Wyposażenie stanowiska pracy:
−
materiały piśmienne,
−
literatura zamieszczona w poradniku dla ucznia.
Ćwiczenie 2
Określ warunki bhp jakie powinna spełniać hala obróbki w której odbywa się frezowanie
bloków pomp.
Warunki BHP dla hali obróbki
Opis
operacji
frezowania
Oświetlenie hali
obróbki
mechanicznej
Warunki klimatyczne
hali obróbki
Zabezpieczenie
przed odpryskami
wiórów
Frezowanie
czołowe bloków
pomp ze staliwa
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zamieszczony w poradniku i literaturze, dotyczący warunków
bhp na stanowisku frezerskim,
2) uzupełnić tabelę zgodnie ze wskazaniami.
Wyposażenie stanowiska pracy:
−
materiały piśmienne,
−
literatura zamieszczona w poradniku dla ucznia.
Ćwiczenie 3
Określ warunki bhp które obowiązują podczas wykonywania operacji frezowania według
opisu podanego w tabeli.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zamieszczony w poradniku i w spisie literatury, dotyczący
warunków bhp na stanowisku frezerskim,
2) uzupełnić tabelę zgodnie ze wskazaniami.
Warunki bhp
Opis operacji
frezowania
Środki ochrony
osobistej
Oświetlenie
stanowiskowe
Zabezpieczenie przed
zapyleniem
Frezowanie
elementów
z żeliwa szarego
głowicami
frezowymi
z płytkami
z węglików
spiekanych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Wyposażenie stanowiska pracy:
−
materiały piśmienne,
−
literatura zamieszczona w poradniku dla ucznia.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
dobrać środki ochrony osobistej do prac frezerskich?
2)
określić warunki oświetlenia hali i stanowiska pracy?
3)
wskazać zabezpieczenia narzędzi do operacji frezerskich?
4)
określić warunki klimatyczne hali obróbki mechaniczne?
5)
określić wymagania dotyczące organizacji pracy przy pracy na
frezarce?
6)
określić wymagania dotyczące instalacji elektrycznej frezarki?
7)
podać wymagania dotyczące środków opatrunkowych?
8)
zastosować zasady udzielania pierwszej pomocy przy wypadkach?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 30 zadań wielokrotnego wyboru. Tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie zadania na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 60 min.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
ZESTAW ZADAŃ TESTOWYCH
1. W procesie frezowania narzędzie wykonuje ruch
a) posuwowy wzdłuż osi x, y.
b) obrotowy.
c) posuwisto-zwrotny.
d) posuwowy wzdłuż osi x.
2. W procesie frezowania współbieżnego
a) kierunek ruchu posuwowego materiału jest przeciwny do kierunku poziomej
składowej prędkości obwodowej freza w miejscu styku z materiałem.
b) kierunek ruchu posuwowego materiału jest zgodny z kierunkiem poziomej składowej
prędkości obwodowej freza w miejscu styku z materiałem.
c) kierunek ruchu posuwowego materiału jest prostopadły do kierunku poziomej
składowej prędkości obwodowej freza w miejscu styku z materiałem.
d) wióry gromadzą się przed frezem.
3. Mechanizm napędu posuwu frezarki jest
a) niezależny od prędkości obrotowej wrzeciona i posiada oddzielny napęd.
b) zależny od prędkości obrotowej wrzeciona i posiada oddzielny napęd.
c) niezależny od prędkości obrotowej wrzeciona i posiada wspólny napęd.
d) zależny od prędkości obrotowej wrzeciona i posiada wspólny napęd.
4. Frezarki poziome uniwersalne
a) posiadają zespół wrzeciona skrętny w dwóch płaszczyznach.
b) są wyposażone w obrotnicę, na której znajduje się stół krzyżowy.
c) służą do obróbki przedmiotów długich i ciężkich.
d) służą do obróbki wszystkich przedmiotów bez względu na zakres operacji.
5. Do wykonania rowka wpustowego nieprzelotowego należy zastosować
a) frez walcowy.
b) głowicę frezową.
c) frez palcowy.
d) frez piłkowy.
6. Frezy krążkowe modułowe do nacinania uzębienia kół zębatych mają ostrza
a) jednościnowe.
b) dwuścinowe.
c) zataczane.
d) ścinowe z krzywoliniowym zarysem grzbietu.
7. Kolejność czynności podczas frezowania powinna być następująca
a) zamocowanie przedmiotu, pomiary końcowe, obróbka, zamocowanie narzędzia.
b) pomiary końcowe, zamocowanie przedmiotu, obróbka, zamocowanie narzędzia.
c) obróbka, zamocowanie narzędzia, pomiary końcowe, zamocowanie przedmiotu.
d) zamocowanie narzędzia, zamocowanie przedmiotu, obróbka, pomiary końcowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
8. Obróbkę wielowypustu należy wykonać w kolejności
a) obróbka frezem kształtowym, obróbka zgrubna frezem tarczowym, szlifowanie,
pomiary końcowe.
b) szlifowanie, obróbka zgrubna frezami tarczowymi, obróbka frezami kształtowymi,
pomiary końcowe.
c) obróbka zgrubna zespołem frezów tarczowych, obróbka frezem kształtowym,
szlifowanie, pomiary końcowe.
d) pomiary końcowe, obróbka zgrubna frezami tarczowymi, obróbka kształtowa.
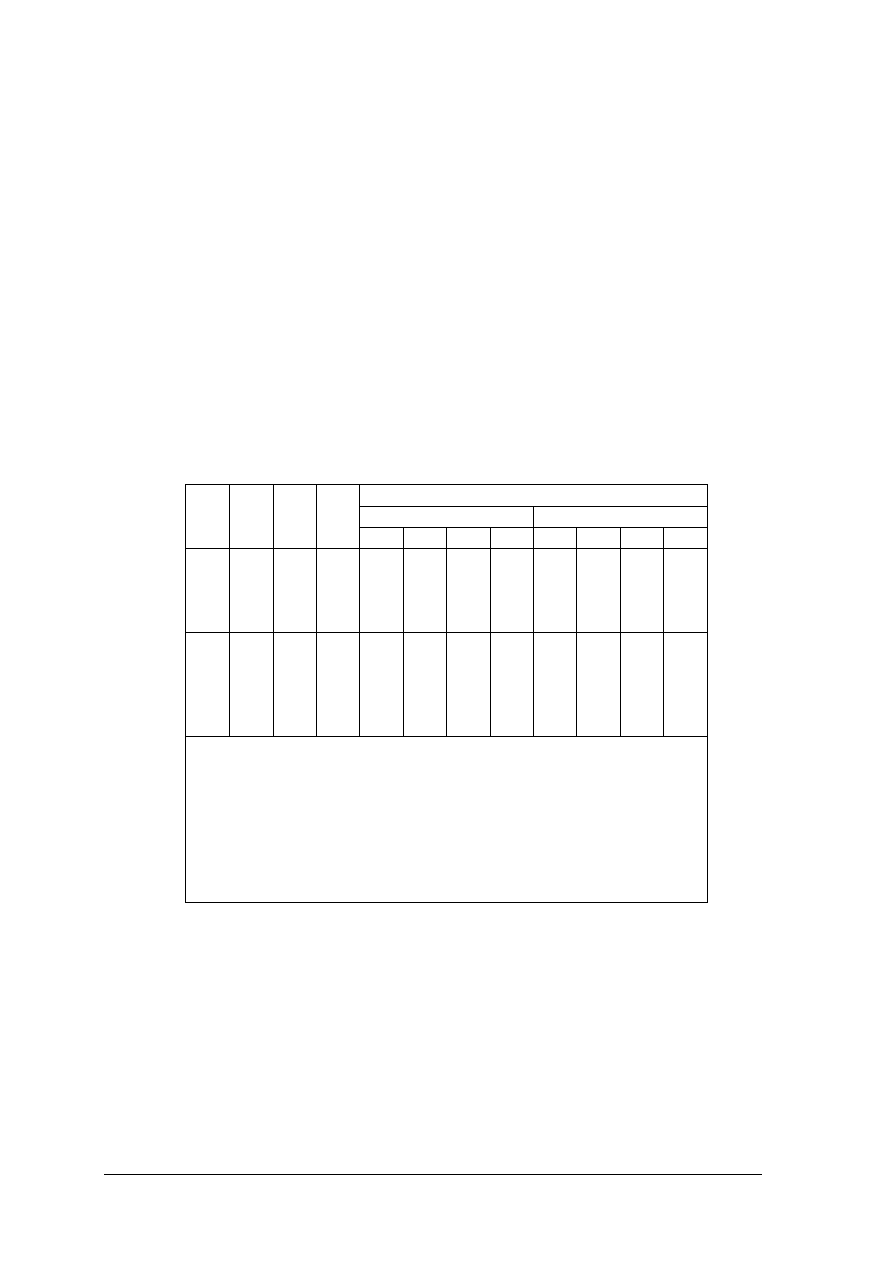
9. Przy frezowaniu czołowym płaszczyzn, dla głębokości frezowania g = 5 mm, średnicy
freza D = 75 mm i posuwu p
z
= 0,08 mm, prędkości skrawania v oraz n wg tabeli
powinny posiadać wartości
a) v = 29,7 m/min, n = 126 obr/min.
b) v = 36,6 m/min, n = 155 obr/min.
c) v = 41 m/min., n = 174 obr/min.
d) v = 44,2 m/min, n = 187 obr/min.
Warunki skrawania przy czołowy frezowaniu płaszczyzn [9]
Głębokość frezowania g [mm]
3
5
v
z
B
p
z
v
n
p
m
N
s
v
n
p
m
N
s
60
10
50
0,12
0,08
0,05
0,03
36,9
42,0
45,1
50,6
196
222
239
268
235
178
120
81
1,54
1,25
0,95
0,73
35,1
39,7
42,8
48,0
186
210
227
254
223
168
114
76
2,35
2,7
2,0
1,6
75
10
60
0,20
0,12
0,08
0,05
0,03
31,4
38,4
43,2
46,5
52,1
133
163
183
197
221
266
196
146
99
66
1,91
1,54
1,25
1,3
0,95
29,7
36,6
41,0
44,2
49,5
126
155
174
187
210
252
186
139
93
63
4,0
1,98
1,91
1,39
1,17
Materiał obrabiany: stal konstrukcyjna węglowa R
r
= 750 MPa.
Narzędzia: frezy walcowo-czołowe, stal SW9, praca z chłodzeniem
narzędzia.
Oznaczenia: D – średnica freza w [mm], z – liczba zębów freza, B –
szerokość frezowania w [mm],
p
z
– posuw na 1 ząb freza w [mm], v – prędkość skrawania w [m/min],
n – prędkość obrotowa freza [obr/min], p
m
– posuw minutowy
w [mm/min], N
s
– moc skrawania kW.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
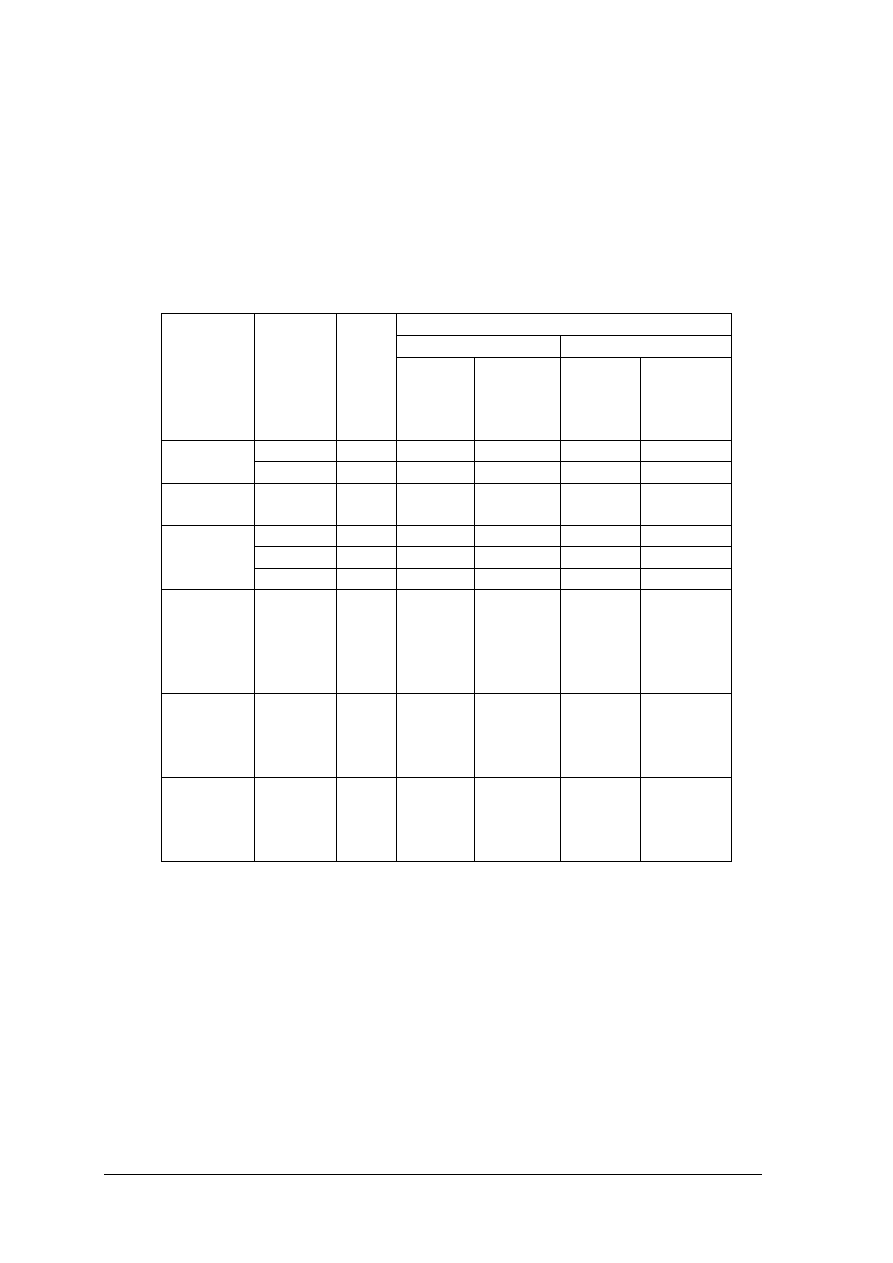
10. Przy frezowaniu przeciwbieżnym stali węglowej do ulepszania cieplnego, głowicami
frezowymi z ostrzami z węglików spiekanych prędkość skrawania powinna wynosić
a) v = (80–120) m/min
b) v = (100–160) m/min
c) v = (120–200) m/min
d) v = (150–200) m/min
Zalecane szybkości skrawania przy frezowaniu przeciwbieżnym frezami ze stali
szybkotnącej
i głowicami frezowymi [7]
Szybkość skrawania v [m/mim]
Frezy
Głowice z ostrzami
Materiał
obrabiany
Twardość
HB
[MPa]
Wytrz.
R
m
[MPa]
Walcowe
Walcowo-
czołowe
Ze stali
szybkotn.
Z
węglików
spiekanych
1700
180
14–20
16–22
17–25
60–100
Żeliwo
szare
2200
230
10–16
12–17
12–18
30–50
Żeliwo
ciągliwe
1500
380
14–20
16–23
17–25
60–100
1400
500
14–24
18–28
20–30
120–200
1700
600
16–24
18–28
18–28
100–160
Stal
węglowa
2200
750
1520
17–23
16–24
80–120
Stal
węglowa
do
ulepszania
cieplnego
1800
750
16–22
18–25
18–28
100–160
Stal
chromowo-
niklowa do
nawęglania
2200
650
14 – 20
16 – 23
17 – 25
80 – 100
Stal
chromowo-
niklowa do
ulepszania
2300
750
12 – 18
14 – 20
15 – 22
60 – 100
11. Podczas frezowania elementów wykonanych z żeliwa szarego należy
a) stosować emulsję chłodząco-smarujace typu „olej-woda”.
b) obrabiać bez użycia środków chłodząco-smarujących.
c) chłodzić wodą.
d) chłodzić sprężonym powietrzem.
12 W procesie skrawania stopów magnezu jako środek chłodząco-smarujący należy
stosować wyłącznie
a) wodę.
b) emulsje wodno-olejowe.
c) oleje mineralne.
d) sprężone powietrze.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
13. Do zamocowania zespołu frezów na frezarce poziomej należy zastosować
a) trzpień frezarski długi.
b) trzpień frezarski krótki.
c) oprawkę do frezów palcowych.
d) tulejki rozprężne.
14. Do zamocowania freza walcowo-czołowego na frezarce pionowej należy zastosować
a) oprawkę z tulejkami zaciskowymi.
b) trzpień frezarski krótki i tuleję redukcyjną,
c) trzpień frezarski długi i tulejki dystansowe,
d) podtrzymkę przesuwną i tulejki dystansowe.
15. Do zamocowania przedmiotu obrabianego bezpośrednio na stole frezarki należy
zastosować
a) imadło o regulowanym kącie pochylenia.
b) oprzyrządowanie specjalne.
c) imadło maszynowe bez podstawy.
d) śruby z płetwą, dociski widlaste i podpory zębate.
16. Przy frezowaniu wałka wielowypustowego należy zastosować
a) stół podziałowy.
b) pryzmy.
c) liniał sinusowy.
d) podzielnicę z konikiem.
17. Kolejność operacji technologicznych podczas frezowania płaszczyzn korpusu stalowego
w kształcie prostopadłościanu o wymiarach 50x100x100 powinna być następująca
a) frezowanie
zgrubne,
pomiary
międzyoperacyjne,
frezowanie
kształtujące,
załamanieostrych krawędzi pilnikiem, kontrola ostateczna.
b) frezowanie
kształtujące,
pomiary
międzyoperacyjne,
frezowanie
zgrubne,
załamanieostrych krawędzi pilnikiem, kontrola ostateczna.
c) pomiary
międzyoperacyjne,
frezowanie
zgrubne,
frezowanie
kształtujące,
załamanieostrych krawędzi pilnikiem, kontrola ostateczna.
d) kontrola ostateczna, frezowanie zgrubne, frezowanie kształtujące, załamanie ostrych
krawędzi pilnikiem, pomiary międzyoperacyjne.
18. Czynności przygotowawcze do obróbki powierzchni czołowych elementu o wymiarach
30 x 450 x 600 na frezarce poziomej, obejmują
a) Zamocowanie przedmiotu na stole podziałowym przy pomocy docisków,
zamocowanie freza tarczowego.
b) zamocowanie przedmiotu w dwóch imadłach maszynowych, zamocowanie głowicy
frezowej.
c) zamocowanie freza kształtowego, zamocowanie przedmiotu przy pomocy docisków
bezpośrednio na stole frezarki.
d) zamocowanie freza walcowo-czołowego, zamocowanie przedmiotu przy pomocy
docisków bezpośrednio na stole frezarki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
19. Do wykonania rowka wpustowego nieprzelotowego w wałku należy zastosować
a) frezarkę poziomą, frez tarczowy, imadło maszynowe.
b) frezarkę pionową, podzielnicę z konikiem, frez palcowy.
c) frezarkę pionową, stół podziałowy, frez piłkowy.
d) frezarkę poziomą, frez kształtowy, podzielnicę.
20. Rowek na wpust czółenkowy Woodruffa należy wykonać przy zastosowaniu
a) freza trzpieniowego, frezarki pionowej i ręcznego podnoszenia stołu.
b) freza tarczowego, frezarki pionowej i mechanicznego posuwu stołu.
c) frezarki poziomej, ręcznego podnoszenia stołu i freza trzpieniowego.
d) frezarki poziomej, mechanicznego podnoszenia stołu i freza trzpieniowego.
21. Podczas wykonywania wielowypustów w produkcji seryjnej kolejność operacji powinna
być następująca
a) frezowanie wypustów frezem kształtowym, szlifowanie.
b) frezowanie zgrubne wypustów frezem palcowym, frezowanie dna rowków frezem
kształtowym, szlifowanie wypustów.
c) frezowanie zgrubne wypustów zespołem frezów tarczowych, frezowanie dna
rowków frezem kształtowym, szlifowanie wypustów
d) frezowanie dna rowków frezem kształtowym, frezowanie wypustów zespołem
frezów tarczowych, szlifowanie wypustów.
22. Frezowanie wielowypustów na wałku wykonujemy
a) frezarką poziomą, frezem kształtowym, trzpieniem frezarskim, podzielnicą
z konikiem.
b) frezarką pionową, zespołem frezów tarczowych, trzpieniem frezarskim, przy
użyciuimadła maszynowego.
c) frezarką narzędziową, frezem palcowym, oprawką z tulejkami zaciskowymi, prz
użyciu stołu podziałowego.
d) frezarką obwiedniową, frezem palcowym, trzpieniem frezarskim, przy użyciu
uchwytu trójszczękowego samocentrującego.
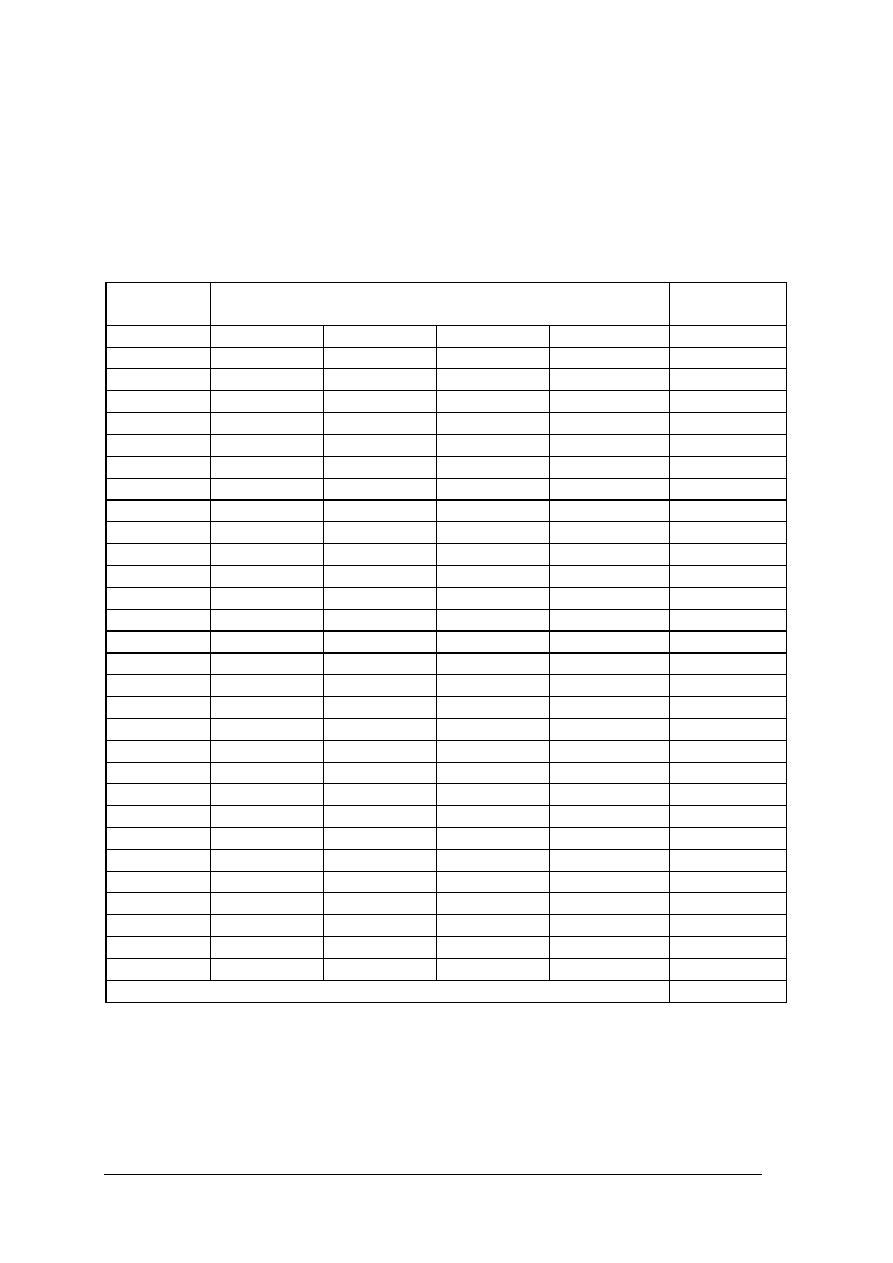
23. Rowek 6 N9 został wykonany poprawnie, jeżeli jego wymiar wynosi
a) 10,290 [mm] Odchyłki wymiarów tolerowanych według PN / M- 02105
b) 10,140 [mm]
c) 9,970 [mm]
d) 9,960 [ mm]
24. Wymiar 24 k6 należy sprawdzić przy wykorzystaniu
a) suwmiarka o dokładności pomiarowej 0,5 mm.
b) mikrometr o zakresie pomiarowym (0–25) mm.
c) średnicówka mikrometryczna o zakresie pomiarowym (25–50) mm.
d) przymiar kreskowy.
Klasy dokładności 9 i 10
Przedział
wymiarów
nominalnych
Pole tolerancji
Powyżej
do
[ mm ]
A9
B9
C9
CD9
N9
P9
E10
1
3
+ 295
+270
+165
+140
+85
+60
+59
+34
-4
-29
-6
-31
+54
+14
3
6
+300
+270
+170
+140
+100
+70
+75
+45
0
-30
-12
-42
+68
+20
14
18
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
25. Zgodnie z tabelą frezarka FHV – 50 posiada:
a) stożek wrzeciona MT 5.
b) wymiary stołu 600 x 240 mm.
c) osiem prędkości obrotów wrzeciona.
d) maksymalną poziomą szerokość frezowania 50 mm.
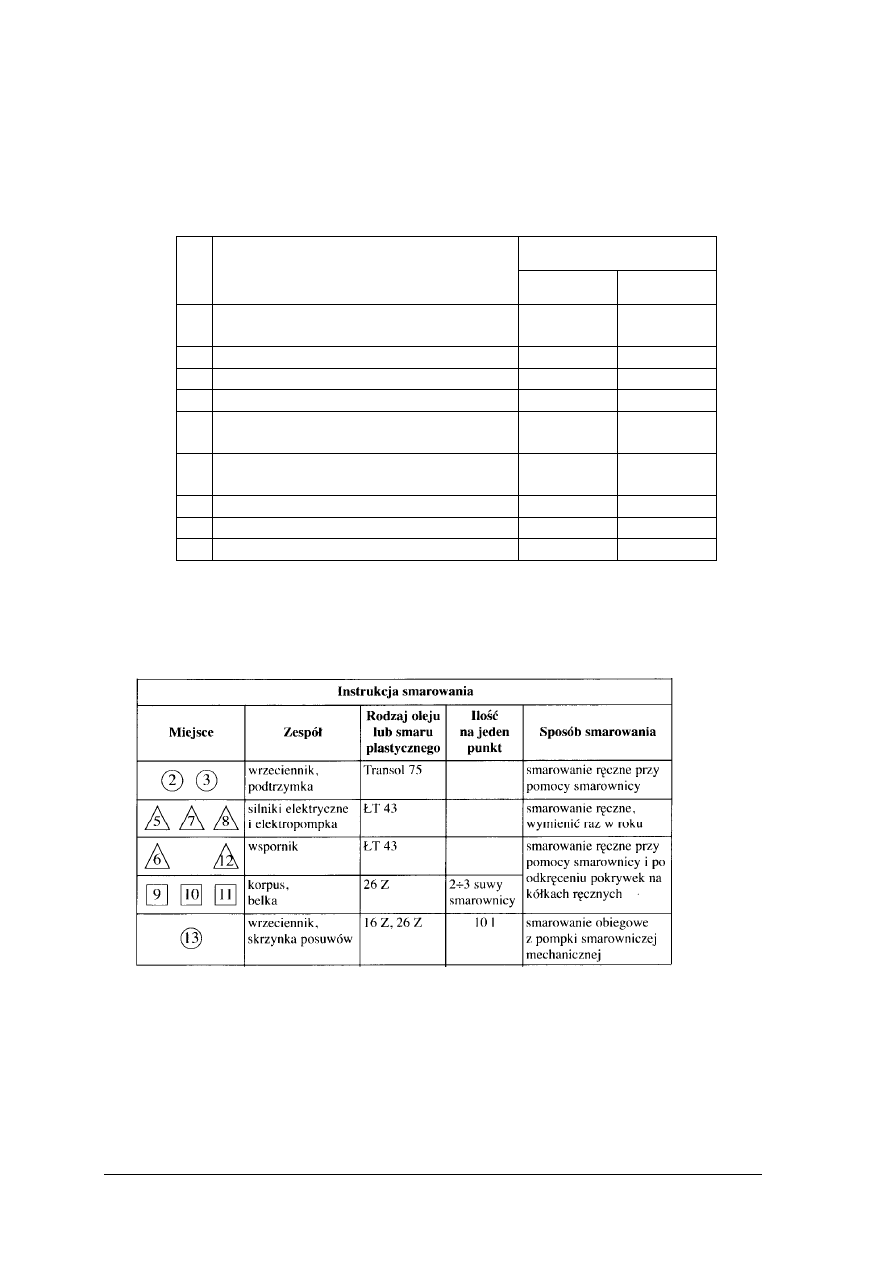
26. Zgodnie z instrukcją podtrzymka frezarki jest smarowana:
a) obiegowo przy pomocy pompki smarowniczej.
b) rozbryzgowo olejem Transol 75.
c) ręcznie przy pomocy smarownicy olejem Transol 75.
d) ręcznie przy pomocy smarownicy smarem ŁT 43.
27. Przedmiot obrabiany do wykonania operacji frezowania powinien być zamocowany
według
a) karty normowania czasów pracy.
b) rysunku konstrukcyjnego przedmiotu obrabianego.
c) wykazu narzędzi skrawających i pomiarowych.
d) karty instrukcji obróbki.
Typ frezarki
Lp.
Parametry techniczne
FHV – 50P FHV – 54P
1
Maksymalna
pozioma
szerokość
frezowania [mm]
100
100
2
Stożek wrzeciona
MT 4
MT5
3
Liczba prędkości wrzeciona
8
8, 9
4
Zakres obrotów wrzeciona
230–1825
230–1825
5
Odległość
pomiędzy
wrzecionem
a kolumną
200–550
200–700
6
Odległość
pomiędzy
wrzecionem
a stołem
100 – 480
100 – 480
7
Wymiary stołu
800 x 240
800 x 240
8
Przesuw stołu w osi X i Y
400 x 230
400 x 230
9
Masa [kg]
770
970

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
28. Kolejność wykonywania operacji frezowania powinna być określana na podstawie
a) wykazu narzędzi specjalnych i oprzyrządowania technologicznego.
b) karty technologicznej obróbki.
c) dokumentacji techniczno-ruchowej obrabiarki.
d) wykazu wyposażenia obrabiarki.
29. W przypadku porażenia pracownika prądem elektrycznym podczas pracy na obrabiarce
z utratą przytomności, należy postępować według kolejności
a) powiadomić przełożonych, odłączyć źródło prądu, prowadzić sztuczne oddychanie,
wezwać na pomoc personel medyczny.
b) wezwać na pomoc personel medyczny, powiadomić przełożonych, odłączyć źródło
prądu, prowadzić sztuczne oddychanie.
c) prowadzić sztuczne oddychanie, wezwać na pomoc personel medyczny, powiadomić
przełożonych, odłączyć źródło prądu.
d) odłączyć źródło prądu, prowadzić sztuczne oddychanie, wezwać na pomoc personel
medyczny, powiadomić przełożonych.
30. Napięcie indywidualnych lamp oświetleniowych przy obrabiarkach nie powinno być
w żadnym przypadku większe niż
a) 24 V.
b) 38 V.
c) 45 V.
d) 60 V.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
KARTA ODPOWIEDZI
Imię i nazwisko...................................................................................
Wykonywanie typowych zabiegów na frezarkach
Zaznacz poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
25
a
b
c
d
26
a
b
c
d
27
a
b
c
d
28
a
b
c
d
29
a
b
c
d
30
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
6. LITERATURA
1. Dmochowski J.: Podstawy obróbki skrawaniem. PWN, Warszawa 1978
2. Górski E.: Poradnik narzędziowca. WNT, Warszawa 1980
3. Górski E.: Poradnik frezera. WNT, Warszawa 1970
4. Jaworski Z., Jurczak E.: Maszyny i urządzenia. WSiP, Warszawa 1982
5. Kunstetter S., Narzędzia skrawające do metali, WNT, Warszawa 1973
6. Kunstetter S., Podstawy konstrukcji narzędzi skrawających, WNT, Warszawa 1980
7. Lipski R.:Zarys obróbki mechanicznej, PWSZ, Warszawa 1962
8. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1992
9. Solist H. Lenart T.:Technologia i eksploatacja maszyn.WSiP, Warszawa 1996
10. Wrotny L.T.: Obrabiarki skrawające do metali. WNT, Warszawa 1974, 1979
11. Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2001
Wyszukiwarka
Podobne podstrony:
12 Wykonywanie typowych zabiegów na tokarkach
14 Wykonywanie typowych zabiegów na szlifierkach
14 Wykonywanie typowych zabiegów na szlifierkach
13 Wykonywanie prac gospodarczych na terenie obiektu
13 Wykonywanie zabiegow zdobnic Nieznany (2)
13 Obrobka na frezarce DMU60
13 Obrobka na frezarce DMU60
13 Wykonywanie zabiegow zdobnic Nieznany (2)
BOROWINA - zabiegi na twarz i ciało, KOSMETYKA
Czy wykonywanie skazanej z góry na niepowodzenie RKO jest zawsze niewłaściwe, MEDYCYNA, RATOWNICTWO
Jaki jest mechanizm działania zabiegów na rozstępy
ZABIEGI NA TR. RӯOWATY, Kosmetyka wżne!!!!a
13 03 Roboty kolejowe i na torowiskach v1 1id 14882
peojekt -Zabieg na ciało, Kosmetologia
(13) Przywództwo i procesy oddziaływania na pracownikówid 844
więcej podobnych podstron