„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Jan Sarniak
Henryk Stańczyk
Wykonywanie
typowych
zabiegów
na
szlifierkach
722[03].Z2.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Grzegorz Śmigielski
mgr inż. Michał Sylwestrzak
Opracowanie redakcyjne:
mgr inż. Jan Sarniak
mgr inż. Henryk Stańczyk
Konsultacja:
mgr inż. Andrzej Zych
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[03].Z2.03.
„Wykonywanie typowych zabiegów na szlifierkach”, zawartego w programie nauczania dla
zawodu Ślusarz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Zasady bhp, ochrony ppoż oraz ochrony środowiska
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
8
4.1.3. Ćwiczenia
8
4.1.4. Sprawdzian postępów
9
4.2. Szlifierki i ściernice
10
4.2.1. Materiał nauczania
10
4.2.2. Pytania sprawdzające
16
4.2.3. Ćwiczenia
17
4.2.4. Sprawdzian postępów
20
4.3. Szlifowanie powierzchni płaskich, walcowych i stożkowych
21
4.3.1. Materiał nauczania
21
4.3.2. Pytania sprawdzające
23
4.3.3. Ćwiczenia
24
4.3.4. Sprawdzian postępów
26
4.4. Ostrzenie narzędzi
27
4.4.1. Materiał nauczania
27
4.4.2. Pytania sprawdzające
32
4.4.3. Ćwiczenia
33
4.4.4. Sprawdzian postępów
34
5. Sprawdzian osiągnięć ucznia
35
6. Literatura
43

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy dotyczącej wykonywania typowych
zabiegów na szlifierkach. Będzie to rozszerzenie wiadomości z technologii wytwarzania
części maszyn które te pomogą Ci zrozumieć zagadnienia związane z procesem szlifowania.
W poradniku zamieszczono:
–
wymagania wstępne, wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
–
cele kształcenia, wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania, czyli skondensowane wiadomości teoretyczne niezbędne do
opanowania treści jednostki modułowej,
–
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś wymagane umiejętności,
–
ćwiczenia pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian osiągnięć w postaci przykładowego zestawu zadań. Pozytywny wynik
sprawdzianu potwierdzi Twoją właściwą pracę na zajęciach i osiągnięcie wymaganego
poziomu wiedzy i umiejętności z zakresu tej jednostki modułowej,
–
literaturę uzupełniającą z którą powinieneś się zapoznać, gdyż poradnik jest tylko
rodzajem przewodnika który ma Ci ułatwić przyswajanie wiedzy w uporządkowany
i systematyczny sposób.
Na początku pracy z poradnikiem zapoznaj się z wymaganiami wstępnymi. Jeśli nie
opanowałeś ich w pełni, to powinieneś uzupełnić braki. W razie potrzeby możesz poprosić
nauczyciela o dodatkowe wyjaśnienia.
Następnie zapoznaj się ogólnie z celami kształcenia. Poziom osiągnięcia celów
kształcenia będzie sprawdzany za pomocą testów. Materiał nauczania podzielony jest na
rozdziały. Najpierw dokładnie przeczytaj wiadomości teoretyczne a następnie samodzielnie
udziel odpowiedzi na pytania sprawdzające. Jeżeli w pytaniach wystąpią zagadnienia nie ujęte
w poradniku, to uzupełnij wiedzę, abyś mógł na nie odpowiedzieć
Teraz możesz już przystąpić do ćwiczeń, które w miarę możliwości wykonaj samodzielnie.
Możesz również konsultować się z kolegami i razem rozwiązywać problemy.
Po zakończeniu ćwiczeń sprawdź poziom opanowania umiejętności zawartych w celach
kształcenia, wykorzystując do tego celu zamieszczony w poradniku sprawdzian osiągnięć.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
722[03].Z2
Technologia wytwarzania części
maszyn
722[03].Z2.01
Wykonywanie typowych
zabiegów na tokarkach
722[03].Z2.02
Wykonywanie typowych
zabiegów na frezarkach
722[03].Z2.04
Wykonywanie obróbki
cieplnej i plastycznej
722[03].Z2.03
Wykonywanie typowych
zabiegów na szlifierkach
722[03].Z2.05
Wykonywanie połączeń
spajanych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska,
–
posługiwać się dokumentacją techniczną,
–
wykonywać pomiary warsztatowe,
–
rozpoznawać materiały konstrukcyjne, narzędziowe i eksploatacyjne,
–
rozpoznawać elementy maszyn i mechanizmów,
–
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
scharakteryzować proces szlifowania,
–
rozpoznać zespoły typowych szlifierek,
–
rozpoznać i sklasyfikować materiały na ściernice,
–
dobrać ciecze chłodząco-smarujące do szlifowania,
–
zamocować ściernice,
–
zamocować przedmioty szlifowane,
–
dobrać warunki skrawania do szlifowania,
–
scharakteryzować zużycie ściernic,
–
wykonać szlifowanie płaszczyzn,
–
wykonać szlifowanie powierzchni walcowej zewnętrznej,
–
naostrzyć narzędzia,
–
sprawdzić jakość wykonanej pracy,
–
skorzystać z instrukcji obsługi szlifierki,
–
skorzystać z dokumentacji technologicznej,
–
zastosować przepisy bhp, ochrony ppoż. i ochrony środowiska obowiązujące na
stanowisku pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Zasady bhp, ochrony ppoż. oraz ochrony środowiska
4.1.1. Materiał nauczania
Zasady bezpiecznego użytkowania maszyn
Istotnym czynnikiem wpływającym na jakość i wydajność pracy jest bezpieczeństwo
i higiena pracy. Stworzenie bezpiecznych i higienicznych warunków pracy jest obowiązkiem
pracodawcy. Operator (bezpośredni użytkownik) maszyny musi przestrzegać w pełni
ustanowionych w tym zakresie przepisów. Przepisy takie określa się najczęściej w sposób
zwięzły w formie instrukcji. Mogą to być instrukcje bhp, dotyczące wszystkich pracowników
przedsiębiorstwa, a także dotyczące użytkowania konkretnych maszyn i urządzeń, tzw.
instrukcje stanowiskowe przeznaczone dla operatorów.
Bezpieczeństwo pracy podczas szlifowania [5]
Przy pracy na szlifierkach konieczne jest przestrzeganie następujących zasad:
–
nie wolno pracować ściernicami nie oznaczonymi fabrycznie,
–
nie wolno przekraczać dopuszczalnej prędkości skrawania ustalonej dla ściernicy,
–
ściernicę należy przechowywać w pomieszczeniach suchych o stałej pokojowej
temperaturze, oraz chronić przed uderzeniami i zanieczyszczeniami,
–
ściernica przed zamocowaniem na wrzecionie powinna być poddana próbie „dźwięku”
przez lekkie uderzenie drewnianym młotkiem (tarcza bez pęknięć wydaje czysty,
metaliczny dźwięk),
–
ściernica musi być dobrze wyważona, tak, aby nie powodowała drgań szlifierki,
–
ściernice o średnicach powyżej 50 mm muszą być zabezpieczone osłonami wykonanymi
z blachy stalowej,
–
podczas szlifowania nie wolno dokonywać pomiarów, ani dotykać ręką obrabianego
przedmiotu,
–
podczas szlifowania (oczyszczania) odlewów szlifierz powinien pracować w ubraniu
ochronnym i skórzanych rękawicach,
–
podczas szlifowania bez użycia cieczy smarująco-chłodzących należy chronić oczy
specjalnymi okularami,
–
niedopuszczalne jest szlifowanie na sucho bez urządzeń do odprowadzania pyłu
szlifierskiego (w tym celu należy używać kapturów ochronnych z rurą przewodu ssącego
i przewodami odprowadzającymi pył do specjalnego zbiornika),
–
podczas pracy nie wolno samowolnie zmieniać ustalonych w dokumentacji
technologicznej warunków skrawania, np. głębokości czy prędkości obwodowej
ściernicy,
–
zamocowanie ściernicy oraz przedmiotu obrabianego winno być pewne,
–
przed przystąpieniem do pracy pracownik powinien zapoznać się dokładnie z instrukcją
obsługi szlifierki i przestrzegać zawartych w niej wskazówek,
–
przed rozpoczęciem szlifowania na kilka minut należy uruchomić wrzeciennik ściernicy
(bieg luzem) w celu rozgrzania wrzeciona i dodatkowego wykrycia ewentualnych wad
ściernicy,
–
nie wolno pracować przy uszkodzonych osłonach ściernicy lub na szlifierce bez osłon,
–
przy mocowaniu przedmiotów w uchwycie, należy pamiętać o wyjęciu klucza z gniazda
uchwytu przed uruchomieniem wrzeciona przedmiotu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
–
po zakończeniu pracy należy dokładnie oczyścić szlifierkę, a w celu usunięcia cieczy
chłodzącej, która gromadzi się w dolnej części tarczy, należy uruchomić wrzeciono
ściernicy na kilka minut bez dopływu chłodziwa,
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakiej próbie poddaje się ściernice przed zamontowaniem?
2. Jakie ściernice wymagają osłon z blachy stalowej?
3. Jaki rodzaj szlifowania wymaga bezwzględnego odprowadzania pyłu?
4. W jakim celu uruchamia się wrzeciennik na biegu luzem przed rozpoczęciem obróbki?
5. Z jakim dokumentem należy się zapoznać przed rozpoczęciem pracy na szlifierce?
6. Dlaczego konieczne jest wyważenie ściernicy przed montażem?
4.1.3. Ćwiczenia
Ćwiczenie 1
Przygotuj się do pracy na szlifierce zgodnie z wymaganiami bezpieczeństwa i higieny
pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się dokładnie z instrukcją obsługi szlifierki, sprawdzić stan osłon ściernicy,
2) uruchomić wrzeciennik na 3 minuty dla rozgrzania wrzeciona i wykrycia ewentualnych
wad ściernicy,
3) wyłączyć szlifierkę i przekazać nauczycielowi swoje spostrzeżenia i uwagi.
Wyposażenie stanowiska pracy:
−
szlifierka dowolnego rodzaju,
−
instrukcja obsługi szlifierki.
Ćwiczenie 2
Sprawdź która z dwóch przygotowanych do montażu ściernic może być użyta do
szlifowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) opukać starannie obie ściernice drewnianym młotkiem,
2) ustalić która ze ściernic jest pęknięta i nie nadaje się do użycia pamiętając, że dobra
z nich powinna wydawać czysty metaliczny dźwięk.
Wyposażenie stanowiska pracy:
−
dwie ściernice, z których jedna jest pęknięta,
−
młotek drewniany.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Ćwiczenie 3
Wykonaj czynności wymagane od pracownika po zakończeniu pracy na szlifierce.
Aby wykonać ćwiczenie, powinieneś:
1) uruchomić wrzeciono ściernicy na 3 minuty bez dopływu cieczy chłodzącej, dla
usunięcia cieczy spod ściernicy,
2) dokładnie oczyścić szlifierkę z wiórów i pyłu.
Wyposażenie stanowiska pracy:
−
szlifierka nie oczyszczona po zakończeniu pracy,
−
szczotka zmiotka,
−
szufelka,
−
pojemnik na odpady.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
rozróżnić czynności dozwolone i niedozwolone dla szlifierza?
2)
określić wymagania bhp dotyczące osłon szlifierki?
3)
wykonać czynności po zakończeniu pracy na szlifierce?
4)
wyróżnić czynności przed uruchomieniem szlifierki?
5)
sprawdzić, czy ściernica nie jest pęknięta?
6)
sprawdzić szlifierkę przed rozpoczęciem pracy?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.2. Szlifierki i ściernice
4.2.1. Materiał nauczania
Szlifierki
Szlifowanie umożliwia uzyskanie wysokiej dokładności wymiarowej oraz dużej
gładkości powierzchni.
Szlifierki są obrabiarkami przeznaczonymi do obróbki wykańczającej powierzchni
cylindrycznych i płaszczyzn części maszyn w stanie surowym lub uprzednio utwardzonych.
Do szlifowania stosowane są narzędzia wieloostrzowe zwane ściernicami, które posiadają
nieregularna geometrię ostrza. Ruch główny, obrotowy w procesie szlifowania wykonuje
zawsze ściernica, a ruch posuwowy przedmiot obrabiany, ściernica lub oba elementy
równocześnie.
Rozróżnia się szlifierki:
–
ogólnego przeznaczenia,
–
specjalizowane,
–
specjalne.
Szlifierki ogólnego przeznaczenia można podzielić na:
–
szlifierki do wałków: kłowe (zwykłe i uniwersalne), bezkłowe,
–
szlifierki do otworów: zwykłe, bezkłowe,
–
szlifierki do płaszczyzn: pracujące obwodem ściernicy, ze stołem prostokątnym lub
obrotowym oraz pracujące czołem ściernicy ze stołem prostokątnym lub obrotowym.
Szlifierki do wałków kłowe
Szlifierki do wałków kłowe uniwersalne.
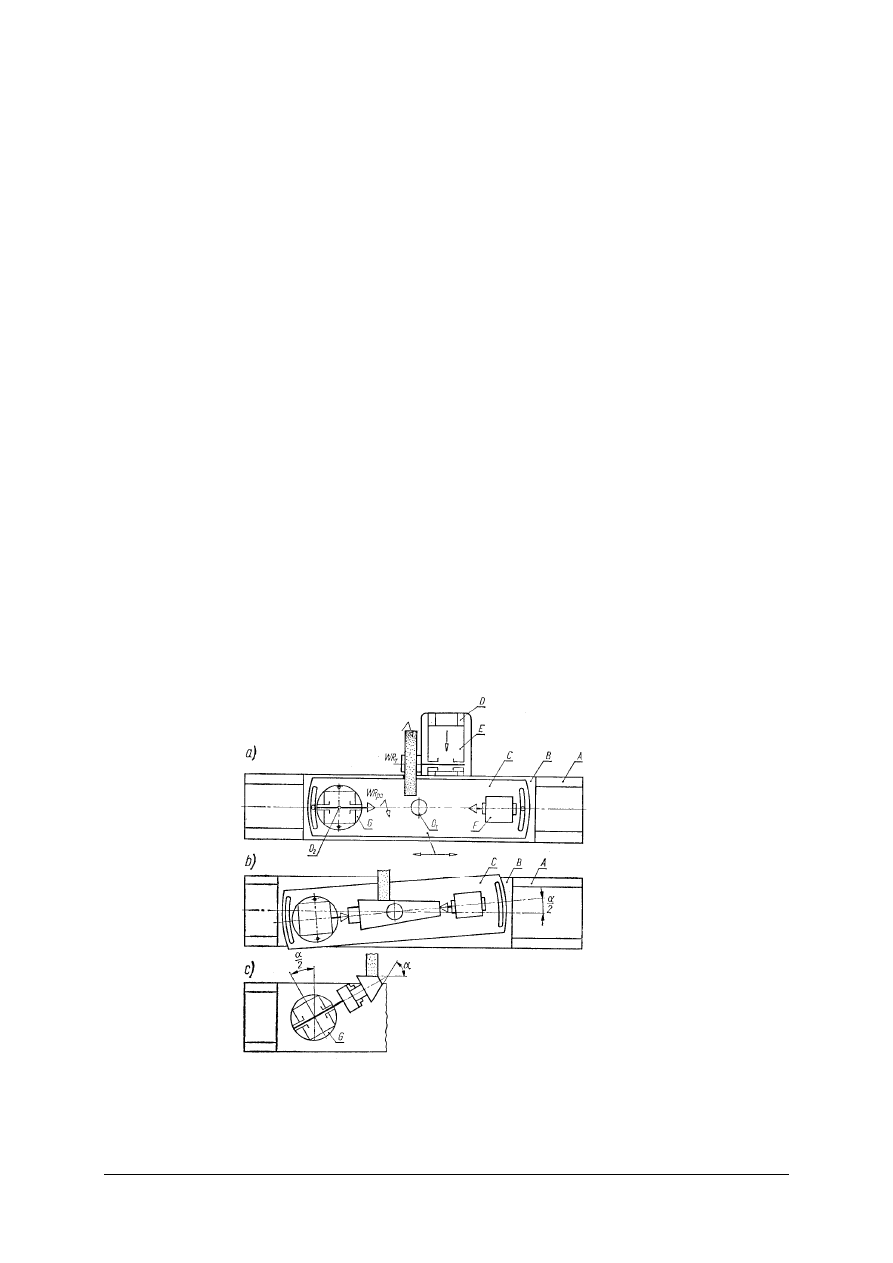
Na rys.1 przedstawiono schemat uniwersalnej szlifierki kłowej do wałków.
Szlifierka ta posiada możliwość skrętu stołu oraz wrzeciennika przedmiotu, co umożliwia
szlifowanie wałków oraz stożków krótkich o małej zbieżności.
Rys. 1. Sposób szlifowania na uniwersalnej szlifierce kłowej do wałków: a) układ kształtowania
walców, b) układ kształtowania stożków długich, c) układ kształtowania stożków krótkich
A – prowadnice łoża, B – sanie stołu, C – płyta stołu, skrętna w osi O
1
, D – prowadnice
wrzeciennika ściernicy, F – konik, G – wrzeciennik przedmiotu obrabianego [5]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
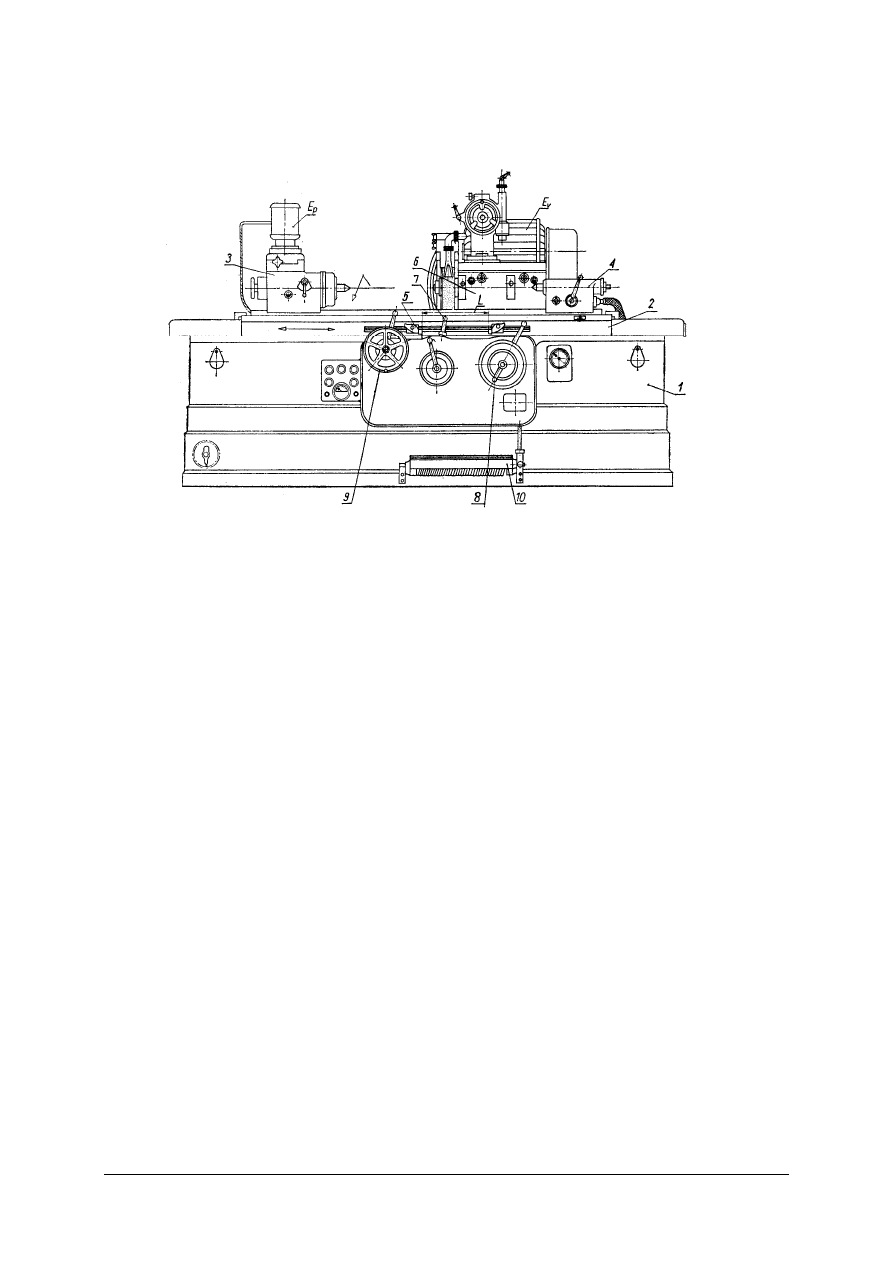
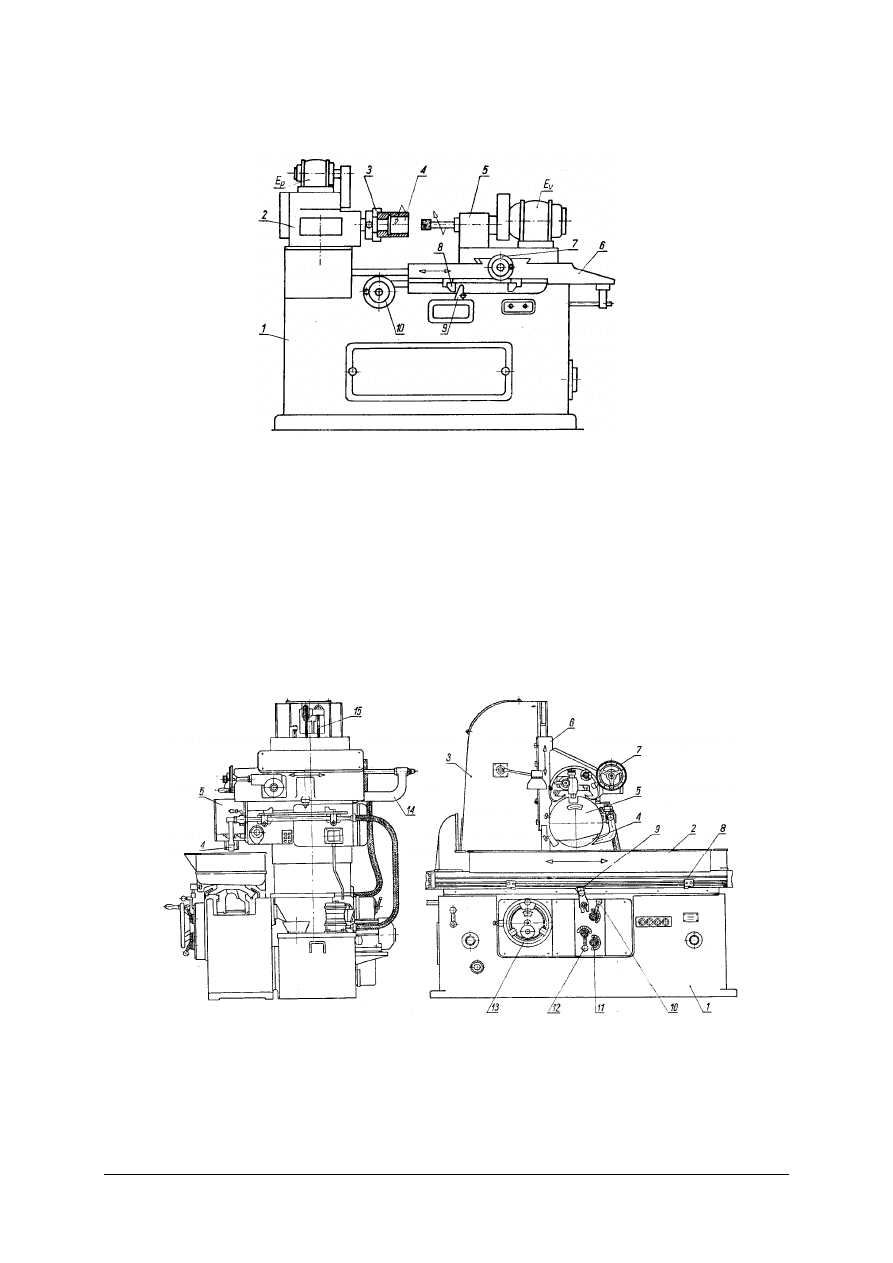
Na rys. 2 przedstawiono szlifierkę kłową do wałków SJW1000.
Rys. 2.
Szlifierka kłowa do wałków SJW 1000, produkcji krajowej [6]: 1 – łoże, 2 – stół,
3 – wrzeciennik przedmiotu, 4 – konik, 5 – zderzak, 6 – wrzeciennik narzędzia,
7 – dźwignia zaworu rozrządu
Na łożu osadzone są wszystkie zespoły szlifierki. Na wzdłużnych prowadnicach łoża
osadzony jest stół z napędem hydraulicznym, który w procesie szlifowania wykonuje ruchy
prostoliniowo-zwrotne.
Górna część stołu może być skręcana dookoła osi pionowej w granicach ± 4,5
o
, co
umożliwia obróbkę stożków o niewielkiej zbieżności.
Wrzeciono szlifierki zakończone kołnierzem z zewnętrzną powierzchnią ustalającą
umożliwia osadzenie uchwytu trójszczękowego do zamocowania przedmiotu, a także posiada
wewnątrz stożek Morse’a do osadzenia kła stałego, umożliwiającego podparcie szlifowanych
wałków. Wrzeciennik przedmiotu jest napędzany z oddzielnego silnika
umieszczonego
w górnej jego powierzchni.
Konik
służy do podtrzymania przedmiotu zamocowanego
w kłach. Za stołem szlifierki na poprzecznych prowadnicach łoża jest umieszczony
wrzeciennik ściernicy. Wrzeciennik ten ma przesuw w kierunku prostopadłym do osi
szlifierki [5].
Szlifierki do otworów
Szlifierki do otworów są obrabiarkami przeznaczonymi do szlifowania otworów
przelotowych i nieprzelotowych, niestopniowanych i stopniowanych, walcowych
i stożkowych w zakresie średnic 12–100 mm. Szlifierki te zwykle buduje się w dwu
odmianach: z prostoliniowo-zwrotnym ruchem posuwowym wrzeciennika narzędziowego lub
prostoliniowo-zwrotnym ruchem posuwowym wrzeciennika przedmiotu. Szlifierkę do
otworów z prostoliniowo-zwrotnym ruchem wrzeciennika narzędziowego przedstawiono na
rys. 3. Szlifierka ta ma wrzeciennik przedmiotu zamocowany na łożu, a stół porusza się wraz
z wrzeciennikiem narzędziowym. Ponadto wrzeciennik narzędziowy można przesuwać
w kierunku poprzecznym w celu nastawienia ściernicy na głębokość szlifowania [5].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 3.
Szlifierka do otworów z przesuwnym wrzeciennikiem ściernicy [4]: 1 – łoże,
2 – wrzeciennik przedmiotu, 3 – uchwyt samocentrujący, 4 – przedmiot
obrabiany, 5 – wrzeciennik narzędziowy, 6 – stół, 7 – kółko ręcznego posuwu
wrzeciennika narzędziowego, 8 – przestawny zderzak, 9 – dźwignia mechanizmu
hydraulicznego, 10 – kółko ręcznego posuwu stołu
Szlifierki do płaszczyzn
Szlifierki do płaszczyzn budowane są jako obwodowe i czołowe. Najczęściej
stosowane są szlifierki obwodowe. Na rysunku 4 przedstawiono szlifierkę do płaszczyzn
obwodową SPB30, produkcji krajowej.
Rys. 4. Szlifierka do płaszczyzn obwodowa [5]: 1 – łoże, 2 – stół, 3 – stojak, 4 – ściernica,
5 – wrzeciennik, 6 – sanie pionowe, 7 – kółko ręcznego przesuwu wrzeciennika narzędziowego,
8 – zderzaki krańcowe przesuwu stołu, 9 – dźwignia suwaka sterującego przesuwem stołu,
10 – dźwignia do regulacji prędkości przesuwu stołu, 11 – dźwignia do nastawiania ciągłego lub
stopniowego przesuwu ściernicy, 12 – dźwignia wyłączania hydraulicznego napędu stołu
i nastawiania szlifierki na ręczny przesuw stołu, 13 – kółko pionowego dosuwu ściernicy,
14 – wspornik tłoczyska cylindra
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Przedstawiona na rys.4 szlifierka posiada poziomą oś wrzeciona i pracuje obwodem
ściernicy. Przedmiot obrabiany w zależności od rodzaju materiału, kształtów zamocowuje się
na stole elektromagnetycznym lub bezpośrednio na stole szlifierki przy wykorzystaniu
rowków teowych i śrub dociskowych. Stół ma napęd hydrauliczny. Prędkość przesuwu stołu
jest regulowana bezstopniowo. Zmiana kierunku przesuwu stołu jest dokonywana
samoczynnie – zderzakami lub ręcznie. Ściernica jest osadzona na wrzecionie połączonym
bezpośrednio z osią silnika. Przesuw wgłębny wrzeciennika ściernicy może być sterowany
przez mechanizm hydrauliczny (samoczynnie) lub ręcznie. Dosuwu ściernicy do przedmiotu
obrabianego dokonuje się ręcznie [5].
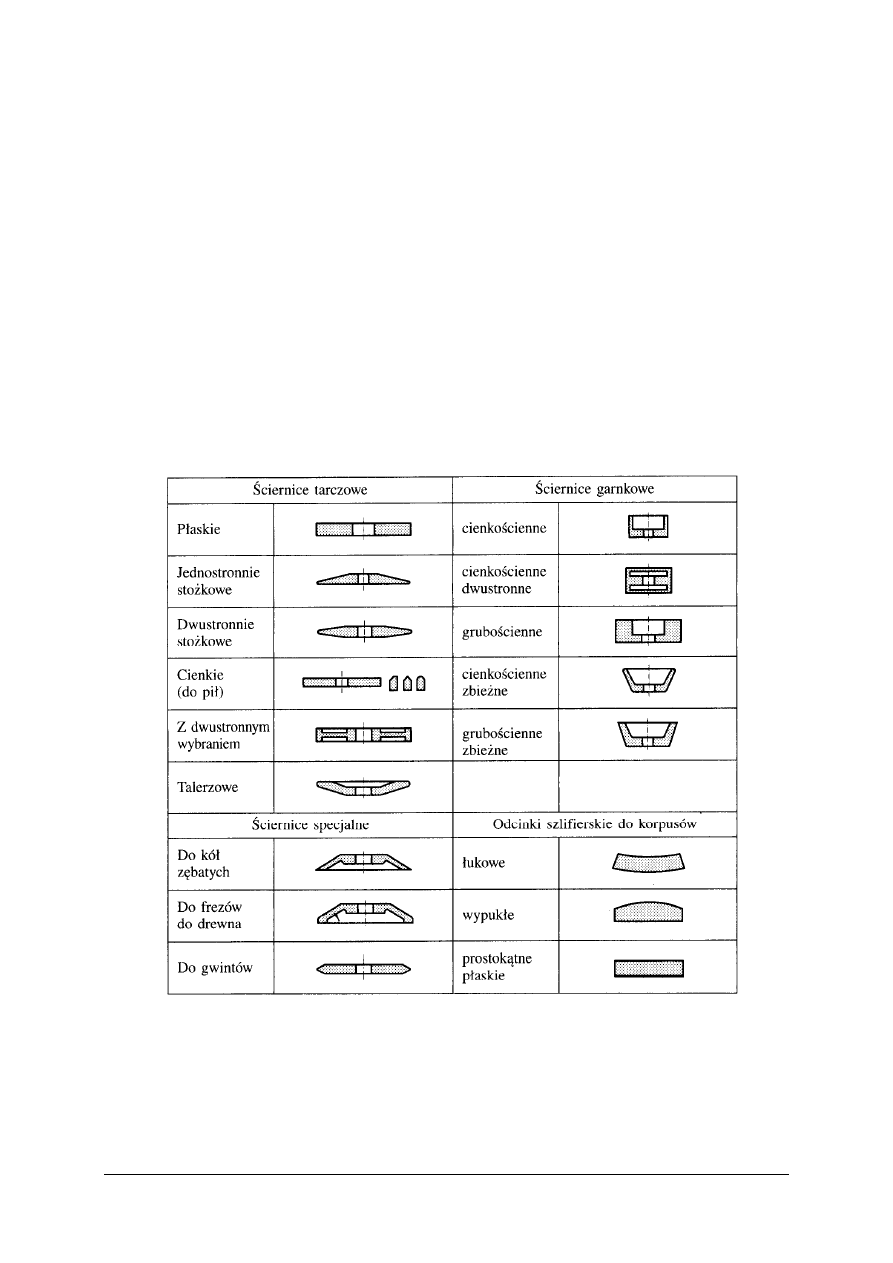
Ściernice
W procesie szlifowania stosowane są narzędzia zwane ściernicami, które wykonują ruch
obrotowy będący ruchem głównym Ściernice są narzędziami obrotowymi o różnych
kształtach w przekrojach osiowych dostosowanych do różnorodnych zadań obróbkowych
(tablica 1).
Tablica 1. Rodzaje ściernic [11]
Części robocze ściernic są wykonywane z mieszaniny twardych ziaren ściernych i spoiwa
wiążącego je w porowate struktury. Ziarna ścierne są osadzone w spoiwie w sposób
przypadkowy.
Najczęściej stosowanymi głównymi materiałami ściernymi są: korund lub elektrokorund
,
węglik krzemu, węglik boru, regularny azotek boru i diament. Oznaczenie ściernic ujęte
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
w PN-91/M-59101 obejmuje: kształt i wymiary, materiał i wielkość ziaren, rodzaj spoiwa,
strukturę i twardość ściernicy [11].
Klasyfikacja i zasady doboru ściernic
Wyróżniamy trzy podstawowe grupy narzędzi i materiałów ściernych: narzędzia ścierne
spojone, narzędzia ścierne nasypowe, pasty ścierne i polerskie.
Narzędzia ścierne spojone stanowią ściernice w postaci brył obrotowych; segmenty ścierne
osełki ścierne, przeznaczone do maszynowej lub ręcznej obróbki wykańczającej
[2].
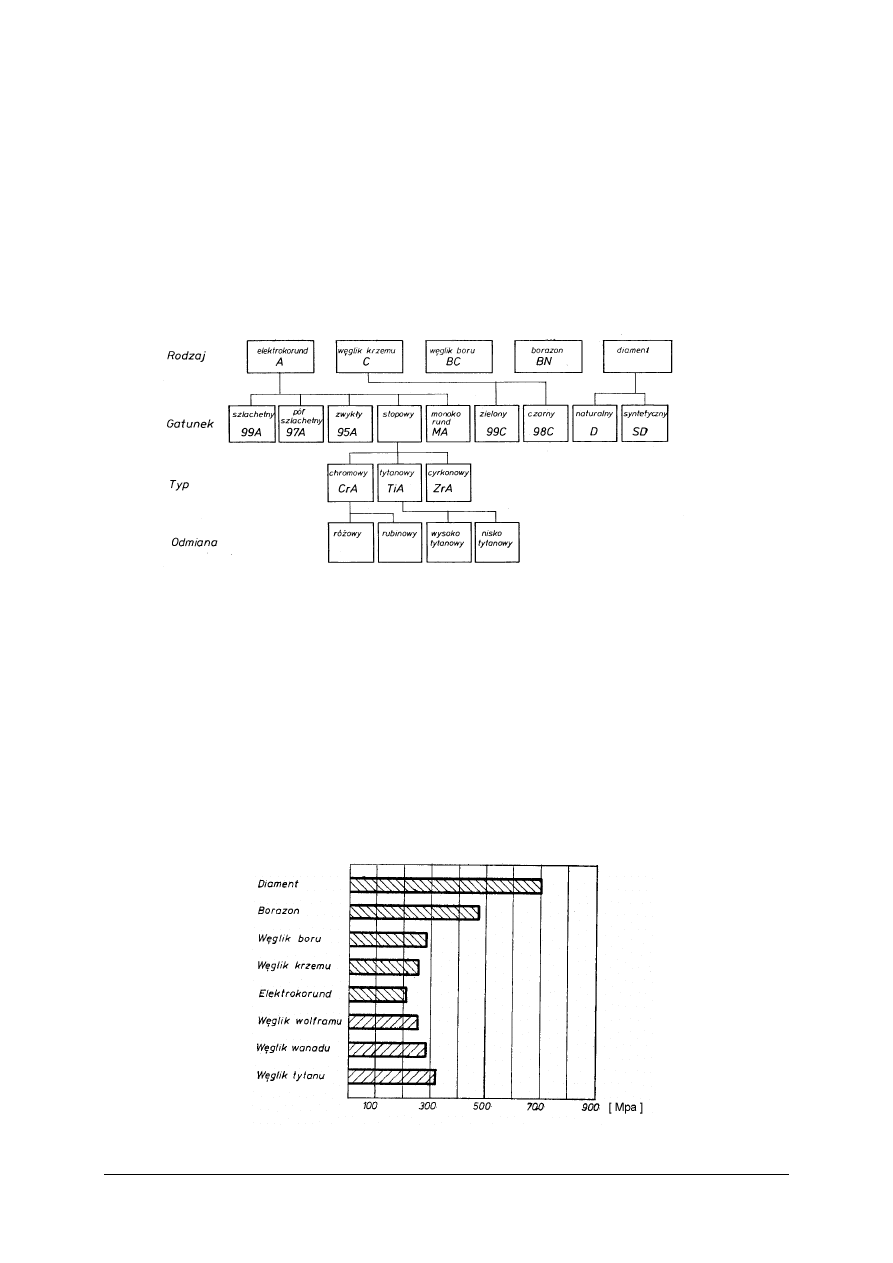
Na rys. 5 przedstawiono umowny schemat klasyfikacyjny ścierniw stosowanych do wyrobu
ściernic.
Rys. 5. Schemat klasyfikacyjny i oznaczenia ścierniw [3]
Wielkościami charakteryzującymi materiały ścierne spojone są: rodzaj materiału
ściernego, wielkość ziarna, rodzaj materiału wiążącego, struktura, twardość i porowatość oraz
kształt i wymiary [2].
Spoiwo jest składnikiem wiążącym materiał ściernicy. Najczęściej stosowane są spoiwa
ceramiczne, żywiczne, gumowe, metalowe i galwaniczne.
Struktura jest umowną liczbą zależną od objętości ścierniwa, masy narzędzia oraz jego
całkowitej objętości [2].
Twardość ściernicy określana jest wielkością oporu, który stawia spoiwo przeciw
odrywaniu ziaren ściernych z powierzchni narzędzia pod działaniem sił zewnętrznych [2].
Rys. 6. Średnie twardości niektórych rodzajów ścierniwa i węglików metali [2]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Wstępny dobór ściernicy do wykonania określonej operacji szlifowania prowadzi się wg
ogólnych wytycznych oraz zaleceń katalogów narzędzi ściernych i poradników normowania.
W dalszej kolejności koryguje się go na podstawie obserwacji ściernicy w konkretnej operacji
szlifowania [2].
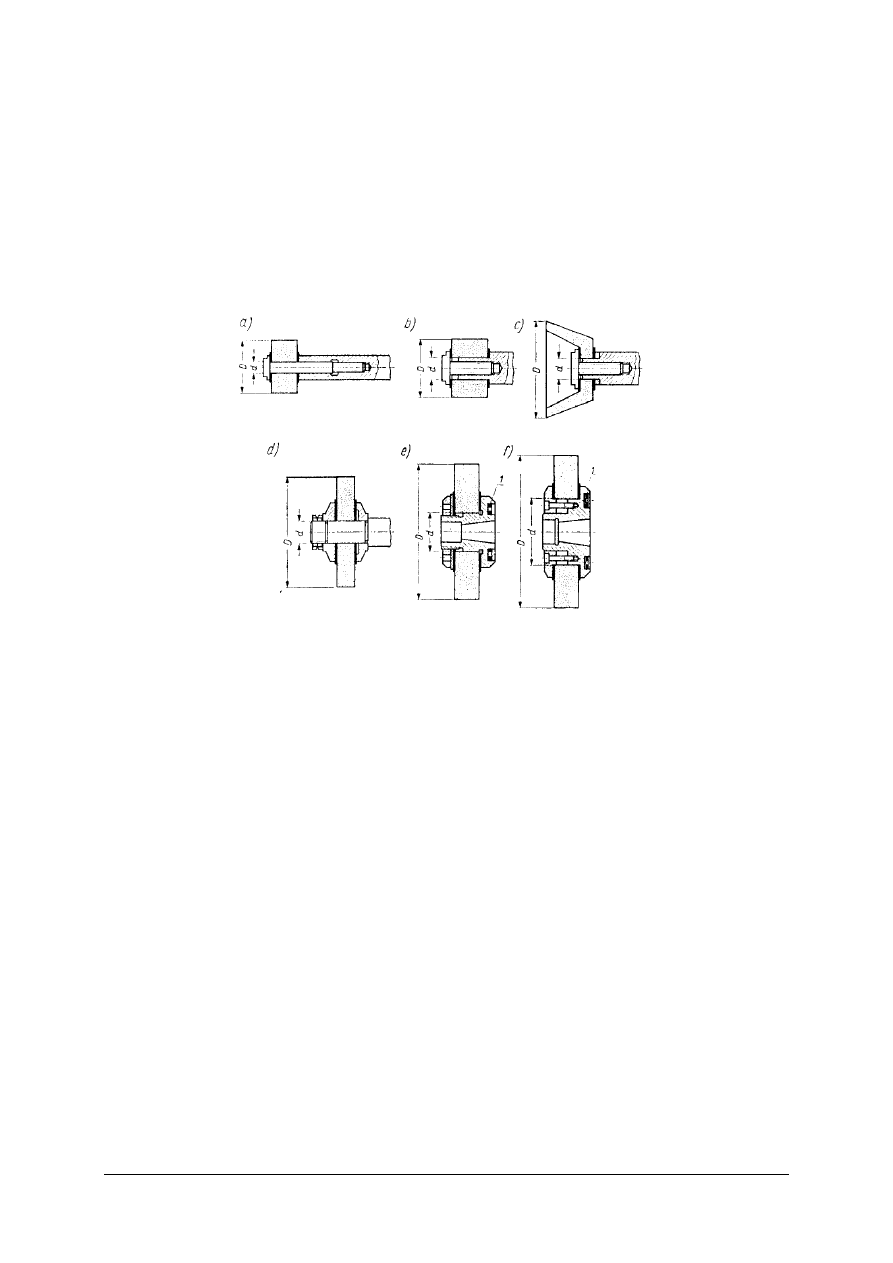
Mocowanie ściernic
Prawidłowy przebieg procesu szlifowania wymaga poprawnego zamocowania,
obciągania i wyrównoważenia tarczy ściernej.
Przykłady zamocowanie ściernic zamieszczono na rys. 7.
Rys. 7.
Przykłady zamocowania ściernic [4]
Sposób a) jest stosowany przy zamocowaniu ściernic w zakresie średnic:
D = (10–70) mm, d = (3–20) mm.
Sposoby b) i c) stosowane są przy zamocowaniu ściernic w zakresie średnic:
D = (30–110) mm, d = (10–20) mm.
Sposób d) jest stosowany przy zamocowaniu ściernic w zakresie średnic:
D = (50–300) mm, d = (10–40) mm.
Sposób e) i f) jest stosowany przy zamocowaniu ściernic w zakresie średnic:
D = (125–1000) mm, d = (32–304,8) mm.
Do zamocowania ściernic stosowane są metalowe oprawy kołnierzowe, podkładki
skórzane lub gumowe, elementy do wyrównoważania oraz elementy złączne. Oprawy
kołnierzowe ściernic płaskich objęte są PN – 76/M-60625.
Dla ściernic nasadzanych i trzpieniowych o średnicach: 10, 12 i 14 mm są przewidziane
przedłużacze do wrzecion, stosowane głównie przy szlifowaniu otworów [4].
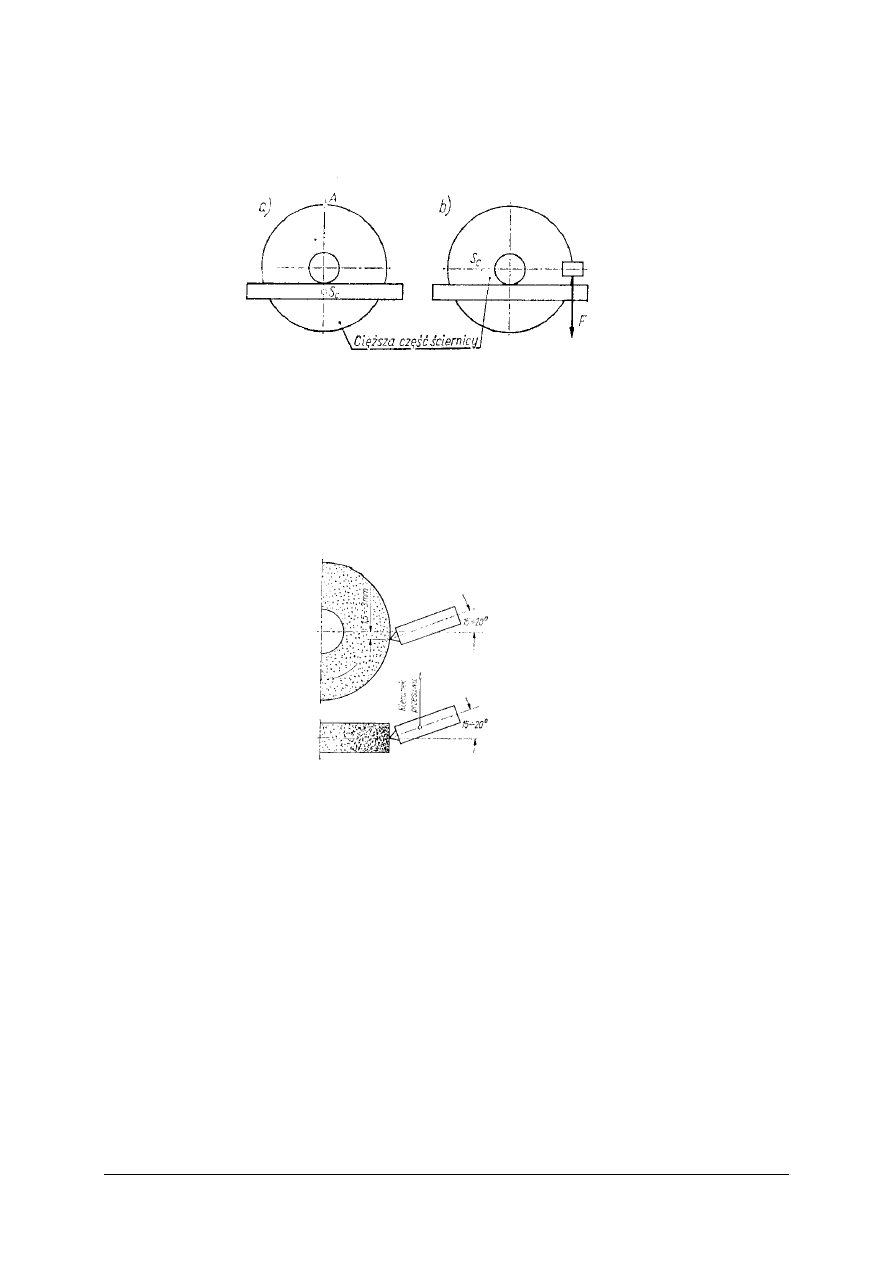
Wyrównoważanie ściernic
Ściernice stosowane do operacji szlifowania powinny być wyrównoważane statycznie
i dynamicznie.
Wyrównoważenie statyczne polega na doprowadzeniu środka ciężkości tarczy do
położenia osiowego.
Wyrównoważenie dynamiczne polega na ograniczeniu do możliwego minimum
momentów sił bezwładności powstających wskutek niejednorodnego rozkładu masy
ściernicy. Powinno być stosowane bezpośrednio na wrzecionie szlifierki, jeżeli prędkość
obwodowa tarczy jest większa niż 45 m/s [11].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Najprostszym urządzeniem służącym do wyrównoważania statycznego mogą być dwie
listwy (pryzmy) ustawione poziomo i równolegle (rys.8).
Rys. 8. Pomiar odchyłki statycznego wyrównoważenia ściernicy [4]
Obciaganie ściernic
Obciąganie polega na usunięciu bicia promieniowego i wzdłużnego ściernicy za pomocą
narzędzia zwanego obciągaczem diamentowym (rys.9).
Rys. 9. Ustawienie obciągacza diamentowego przy ostrzeniu ściernicy [4]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz materiały ścierne do wyroby ściernic?
2. Na jakich obrabiarkach wykonuje się szlifowanie wałków?
3. Na jakich obrabiarkach wykonuje się szlifowanie płaszczyzn?
4. Jakich narzędzi używa się do szlifowania?
5. Na czym polega wyrównoważanie statyczne i dynamiczne ściernicy?
6. W jakim celu stosuje się obciąganie ściernicy?
7. Na czym polega szlifowanie kłowe wałków?
8. Na czym polega szlifowanie obwodowe płaszczyzn?
9. Jakie są kryteria ogólne doboru ściernic?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2.3. Ćwiczenia
Ćwiczenie 1
Określ ruch główny i charakterystykę ruchu posuwowego szlifierek.
Typ szlifierki
Ruch główny
Charakterystyka ruchu
posuwowego
Szlifierka do wałków kłowa
Szlifierka do otworów
Szlifierka do płaszczyzn obwodowa
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować zawarty w poradniku i literaturze materiał, dotyczący szlifierek i ściernic,
2) uzupełnić tabelę wpisując odpowiednie ruchy główne i posuwowe dla wskazanych
szlifierek.
Wyposażenie stanowiska pracy:
–
kartka papieru,
–
materiał zamieszczony w poradniku,
–
literatura techniczna.
Ćwiczenie 2
Określ typ ściernicy i oprzyrządowanie do zamocowania przedmiotu na szlifierkach.
Rodzaj szlifierki
Typ ściernicy
Oprzyrządowanie
do
zamocowania
przedmiotu obrabianego
Szlifierka do wałków kłowa
Szlifierka do otworów
Szlifierka do płaszczyzn obwodowa
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zawarty w literaturze dotyczący szlifierek i ściernic,
2) uzupełnić tabelę wpisując odpowiednio typ ściernicy i oprzyrządowanie do zamocowania
przedmiotu obrabianego dla wskazanych rodzajów szlifierek.
Wyposażenie stanowiska pracy:
–
kartka papieru,
–
materiał zamieszczony w poradniku,
–
literatura techniczna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Ćwiczenie 3
Określ charakterystykę napędów: ściernicy i posuwu dla szlifierek.
Typ szlifierki
Charakterystyka napędu
ściernicy
Charakterystyka
napędu posuwu
Szlifierka do wałków kłowa
Szlifierka do otworów
Szlifierka do płaszczyzn obwodowa
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zawarty w poradniku i literaturze, dotyczący szlifierek i ściernic,
2) uzupełnić tabelę wpisując odpowiednio charakterystykę napędu ściernicy i posuwu dla
wskazanych szlifierek.
Wyposażenie stanowiska pracy:
–
kartka papieru,
–
materiał zamieszczony w poradniku,
–
literatura techniczna.
Ćwiczenie 4
Dobierz oprzyrządowanie technologiczne do szlifowania otworu o średnicy 100 mm.
Zakres
prac
przygotowawczych
doprzeprowadzeniaoperacji
szlifowania otworu ø 100 mm.
Rodzaj oprzyrządowania technologicznego
Zamocowanie przedmiotu obrabianego
Zamocowanie ściernicy
Obciąganie ściernicy
Wyrównoważanie ściernicy
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować zawarty w poradniku i literaturze materiał, dotyczący szlifierek i ściernic,
2) uzupełnić tabelę wpisując odpowiedni typ oprzyrządowania dla wskazanych rodzajów
prac przygotowawczych do przeprowadzenia operacji szlifowania otworu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Wyposażenie stanowiska pracy:
–
kartka papieru,
–
materiał zamieszczony w poradniku,
–
literatura techniczna.
Ćwiczenie 5
Dobierz materiał ściernicy do zabiegów szlifierskich.
Opis zabiegów szlifowania
Dobór materiału ściernego ściernicy
Szlifowanie
stali
konstrukcyjnych
węglowych
Szlifowanie
dokładne
stali
hartowanych.
Szlifowanie stali i stopów o twardości
powyżej 60HRC
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować zawarty w poradniku i literaturze materiał, dotyczący klasyfikacji
i doboru ściernic,
2) uzupełnić tabelę wpisując odpowiedni rodzaj materiału ściernego do wskazanych
zabiegów szlifowania.
Wyposażenie stanowiska pracy:
−
kartka papieru,
−
materiał zamieszczony w poradniku,
−
literatura techniczna.
Ćwiczenie 6
Dobierz twardość ściernicy do prac szlifierskich.
Opis operacji szlifowania
Dobór twardości ściernicy
Szlifowanie materiałów twardych
Szlifowanie materiałów miękkich

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować zawarty w poradniku i literaturze materiał, dotyczący klasyfikacji
i doboru ściernic,
2) uzupełnić tabelę wpisując odpowiedni rodzaj materiału ściernego do wskazanych prac
szlifierskich.
Wyposażenie stanowiska pracy:
−
kartka papieru,
−
materiał zamieszczony w poradniku,
−
literatura techniczna.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować szlifierki?
2)
sklasyfikować ściernice?
3)
rozróżnić główne zespoły szlifierki kłowej do wałków?
4)
rozróżnić główne zespoły szlifierki do otworów?
5)
rozróżnić główne zespoły szlifierki do płaszczyzn?
6)
rozróżnić elementy zamocowania ściernicy na wrzecionie szlifierki?
7)
określić
sposoby
zamocowania
przedmiotu
obrabianego
na
szlifierkach?
8)
określić sposoby wyrównoważania ściernic?
9)
określić zasady obciągania ściernic?
10) podać ogólne zasady doboru ściernic?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.3.
Szlifowanie powierzchni płaskich, walcowych i stożkowych
4.3.1. Materiał nauczania
Zasada procesu szlifowania
Szlifowaniem nazywa się obróbkę skrawaniem, w której narzędziem skrawającym jest
najczęściej ściernica zbudowana z drobnych ziaren mineralnych tkwiących w odpowiednim
spoiwie. Szlifowanie stosuje się do usuwania cienkiej warstwy z różnych materiałów i może
ono być stosowane zarówno jako obróbka zgrubna, jak i wykańczająca.
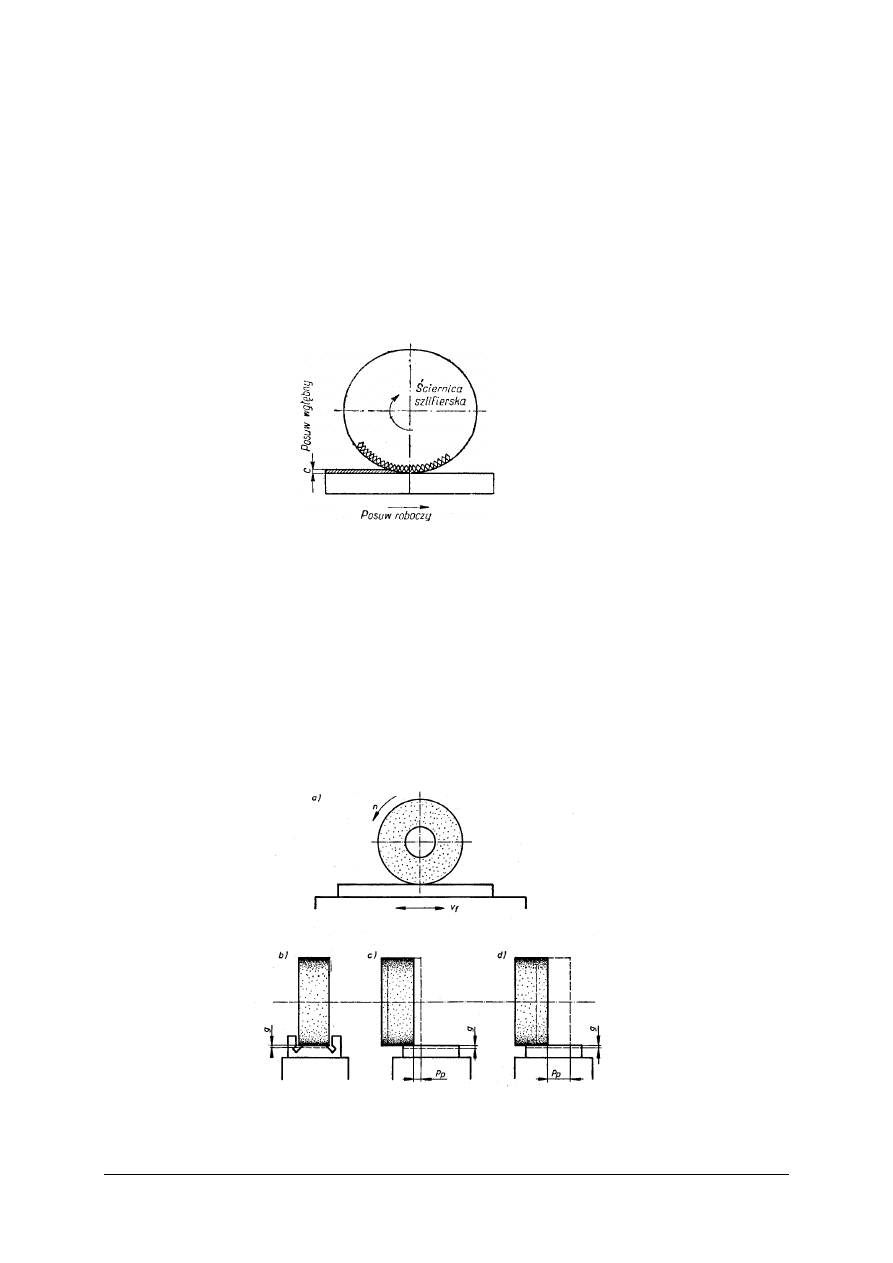
Przykład szlifowania przedstawia rys.10.
Rys. 10. Praca skrawania przy szlifowaniu [8]
Wydzielające się w czasie szlifowania ciepło wymaga obfitego chłodzenia narzędzia
i przedmiotu cieczami smarująco-chłodzącymi.
W tym rodzaju obróbki rozróżnia się szlifowanie: wałków, otworów, płaszczyzn,
gwintów i kół zębatych, oraz szlifowanie kształtowe i kopiowe, przy którym można uzyskać
bardzo duże dokładności: od (10 do 0,05) μm.
Szlifowanie powierzchni płaskich
Rozróżniamy dwa sposoby szlifowania płaszczyzn: obwodem i powierzchnią czołową
ściernicy. W przypadku pierwszym stosujemy najczęściej ściernice tarczowe płaskie,
w drugim – garnkowe i segmentowe.
Rys. 11. Schemat szlifowania płaszczyzn obwodem ściernicy: a, b) bez posuwu poprzecznego;
c) z posuwem poprzecznym głębokie; d) z posuwem poprzecznym zwykłe [2]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rozróżniamy trzy odmiany szlifowania płaszczyzn obwodem ściernicy (rys. 11): bez
posuwu poprzecznego, z posuwem poprzecznym głębokie oraz z posuwem poprzecznym
zwykłe.
Przy szlifowaniu z posuwem poprzecznym głębokim, naddatek na szlifowanie odpowiada
głębokości skrawania.
Podczas szlifowania z posuwem poprzecznym zwykłym, naddatek na szlifowanie
usuwany jest w wyniku wielokrotnych przejść ściernicy.
Podstawowymi parametrami procesu szlifowania obwodowego są: prędkość obrotowa
i prędkość obwodowa ściernicy, posuw wzdłużny przedmiotu szlifowanego, posuw
poprzeczny, posuw wgłębny odpowiadający głębokości skrawania. [2].
Szlifowanie zewnętrzne powierzchni walcowych i stożkowych z posuwem wzdłużnym
Rys. 12. Schemat szlifowania zewnętrznego z posuwem wzdłużnym [2]
Podczas szlifowania ruchem głównym jest ruch obrotowy ściernicy. Ruchami
posuwowymi są: ruch obrotowy przedmiotu obrabianego, ruch wzdłużny ściernicy lub
przedmiotu oraz ruch poprzeczny ściernicy, przy zmianie kierunku posuwu wzdłużnego.
Do technologicznych parametrów szlifowania zewnętrznego zaliczamy: prędkość
obwodową ściernicy, posuw wzdłużny ściernicy lub przedmiotu obrabianego, posuw
poprzeczny oraz prędkość obrotową
i obwodową przedmiotu obrabianego.
Prędkości obwodowe przy szlifowaniu zewnętrznym, w zależności od własności
ściernicy, wynoszą od (25–40) m/s, przy wysoce wydajnym szlifowaniu mogą dochodzić
nawet do (80–100) m/s.
Podczas szlifowania zewnętrznego powierzchni walcowych z posuwem wzdłużnym (rys. 12)
średnie prędkości obwodowe przedmiotu obrabianego wahają się w granicach (10–40) m/min [2].
Szlifowanie zewnętrzne wgłębne powierzchni walcowych i stożkowych
Rys. 13. Schemat szlifowania wgłębnego [2] 1 – ściernica szlifująca, 2 – ściernica prowadząca,
3 – przedmiot obrabiany, 4 – zderzak
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Przy szlifowaniu wgłębnym (rys. 13) ruchem głównym jest ruch obrotowy ściernicy.
Szerokość ściernicy musi być większa od długości powierzchni szlifowanej. Ruchami
posuwowymi są: ruch obrotowy przedmiotu obrabianego oraz ciągły posuw poprzeczny
ściernicy [2].
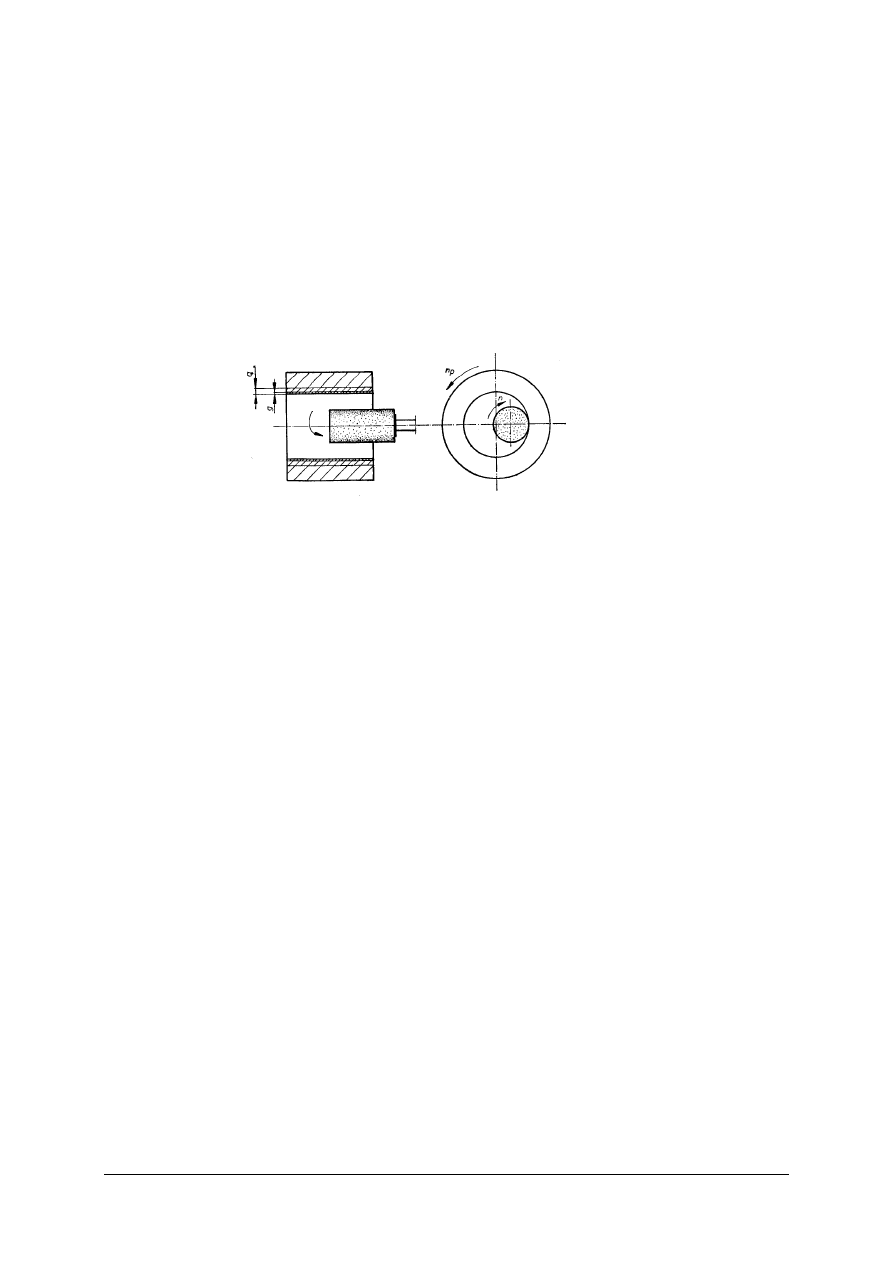
Szlifowanie wewnętrzne powierzchni walcowych i stożkowych
Szlifowanie wewnętrzne stosuje się do powierzchni walcowych i stożkowych,
przelotowych i nieprzelotowych. Schemat szlifowania wewnętrznego ilustruje rys. 14.
Podczas szlifowania ruchem głównym jest ruch obrotowy ściernicy, a ruchami posuwowymi:
posuw wzdłużny oraz poprzeczny ściernicy oraz posuw obwodowy, którym jest ruch
obrotowy przedmiotu obrabianego[2].
Rys. 14. Schemat szlifowania wewnętrznego [2]
Ciecze chłodząco-smarujące
Z uwagi na duże opory skrawania przy szlifowaniu i powstające w związku z tym duże
ilości ciepła oraz niebezpieczeństwo przegrzania powierzchni przedmiotu obrabianego,
zachodzi konieczność stosowania cieczy chłodząco-smarujących.
Stosowanie cieczy chłodząco-smarujących w procesie szlifowania powoduje intensywne
odprowadzenie ciepła ze strefy skrawania, zmniejszenie współczynnika tarcia ostrza
o powierzchnię materiału obrabianego, zmniejszenie oporów skrawania, zmniejszenie mocy
skrawania, pochłaniają i odprowadzają pył szlifierski a także pozwalają na podniesienie
gładkości powierzchni i dokładności wymiarowej.
Rozróżniamy trzy grupy cieczy chłodząco-smarujących; ciecze o działaniu chłodzącym,
emulsje typu „olej-woda” oraz oleje tworzące na powierzchni obrabianej trwałe powłoki.
Do grupy cieczy o działaniu chłodzącym należą wodne roztwory elektrolitów, które
chłodząc jednocześnie zabezpieczają przed korozją.
Emulsje typu „olej-woda”, stanowią zawieszone w wodzie bardzo drobne kuleczki oleju
pokryte cienką warstewką mydła. Ciecze tej grupy zapewniają dobre smarowanie przy
jednoczesnym działaniu chłodzącym.
Do trzeciej grupy należą oleje, tworzące na powierzchni obrabianej trwałe i mocne
powłoki. Właściwości chłodzące cieczy tej grupy są bardzo słabe
[2].
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są metody szlifowania wałków i otworów?
2. Na czym polega szlifowanie wałków z posuwem wzdłużnym?
3. Na czym polega szlifowanie wgłębne wałków?
4. Na czym polega szlifowanie wewnętrzne otworów walcowych i stożkowych?
5. Na czym polega szlifowanie obwodowe płaszczyzn?
6. Jakie ruchy występują w poszczególnych metodach szlifowania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
7. Jakie oprzyrządowanie technologiczne zastosujesz do szlifowania płaszczyzn, wałków
i otworów?
8. Jakie ciecze chłodząco-smarujące stosowane są przy szlifowaniu?
9. Jakie są technologiczne parametry skrawania przy szlifowaniu?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dobierz: oprzyrządowanie, ściernicę i parametry szlifowania wałka.
Opis operacji
szlifowania
Oprzyrządowanie
technologiczne
Ściernica
Parametry obróbki
Szlifowanie
dokładne
powierzchni
zewnętrznej
wałka
niestopniowanego
o
średnicy 30 mm ze stali
hartowanej
z posuwem wzdłużnym
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować zawarty w poradniku i literaturze materiał, dotyczący szlifowania
wałków,
2) uzupełnić tabelę podając oprzyrządowanie technologiczne, ściernicę i parametry obróbki.
Wyposażenie stanowiska pracy:
−
kartka papieru,
−
materiał zamieszczony w poradniku,
−
literatura techniczna.
Ćwiczenie 2
Do operacji szlifowania wałka zaplanuj: oprzyrządowanie technologiczne, ściernicę
i parametry obróbki.
Warunki szlifowania
Opis operacji
szlifowania
Oprzyrządowanie
technologiczne
Ściernica
Parametry obróbki
Szlifowanie
dokładne
wgłębne
wałka
stopniowanego
ze stali węglowej
w
stanie
surowym

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować materiał zawarty w poradniku i literaturze, dotyczący technologii
szlifowania wałków,
2) uzupełnić tabelę podając oprzyrządowanie technologiczne, ściernicę i parametry obróbki.
Wyposażenie stanowiska pracy:
–
kartka papieru,
–
materiał zamieszczony w poradniku,
–
literatura techniczna.
Ćwiczenie 3
Wykonaj szlifowanie obustronne płaszczyzn stalowej płyty o wymiarach 100 x 400
o grubości 6 [mm] na grubość 5±0,05 [mm].
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić, która z obrabiarek znajdujących się w warsztacie, może być wykorzystana do
wykonania tej operacji,
2) dobrać przyrządy pomiarowe,
3) wyrównać ściernicę przy pomocy urządzenia do obciągania,
4) uzyskać zgodę nauczyciela na uruchomienie szlifierki i wykonać operację szlifowania,
5) usunąć ostre krawędzie pilnikiem,
6) wykonać pomiary po szlifowaniu,
7) przedstawić pracę do oceny.
Wyposażenie stanowiska pracy:
−
szlifierka do płaszczyzn ze stołem elektromagnetycznym,
−
urządzenie do obciągania ściernicy,
−
pilnik gładzik płaski,
−
mikrometr o zakresie pomiarowym 0–25 mm,
−
stalowa płyta do szlifowania o wymiarach 6 x 100 x 410 mm.
Ćwiczenie 4
Wykonaj szlifowanie przelotowe otworu w tulei o długości 50 mm na wymiar ø 32 H7.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1) określić, która z obrabiarek znajdujących się w warsztacie, może być wykorzystana do
wykonania tej operacji,
2) dobrać przyrządy pomiarowe,
3) wyrównać ściernicę przy pomocy urządzenia do obciągania,
4) uzyskać zgodę nauczyciela na uruchomienie szlifierki i wykonać operację szlifowania,
5) wykonać pomiary po szlifowaniu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Wyposażenie stanowiska pracy:
–
szlifierka do otworów,
–
urządzenie do obciągania ściernicy,
–
średnicówka zegarowa z przedłużaczem o zakresie pomiarowym 25–50 mm,
–
tuleja do szlifowania.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
dobrać oprzyrządowanie do szlifowania wałków?
2)
dobrać parametry skrawania do szlifowania wałków?
3)
wykonać szlifowanie wałka?
4)
wykonać szlifowanie otworu?
5)
dobrać oprzyrządowanie do szlifowania otworów?
6)
wykonać szlifowanie płaszczyzn?
7)
dobrać oprzyrządowanie do szlifowania płaszczyzn?
8)
dobrać ciecze chłodząco-smarujące do szlifowania?
9)
sprawdzić jakość wykonanych prac?
10) skorzystać z dokumentacji technologicznej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.4. Ostrzenie narzędzi
4.4.1. Materiał nauczania
Technologia ostrzenia narzędzi
Celem ostrzenia narzędzi poprzez szlifowanie jest przywrócenie ostrzu jego prawidłowej
geometrii przez częściowe usuwanie materiału ostrza za pomocą tarczy szlifierskiej. Ostrzenie
wykonuje się na powierzchni przyłożenia, natarcia, lub na obu tych powierzchniach.
Ostrzenie wykonuje się ściernicami elektrokorundowymi, karborundowymi lub
diamentowymi, zależnie od rodzaju (twardości) materiału. Na rysunku 15 przedstawiono
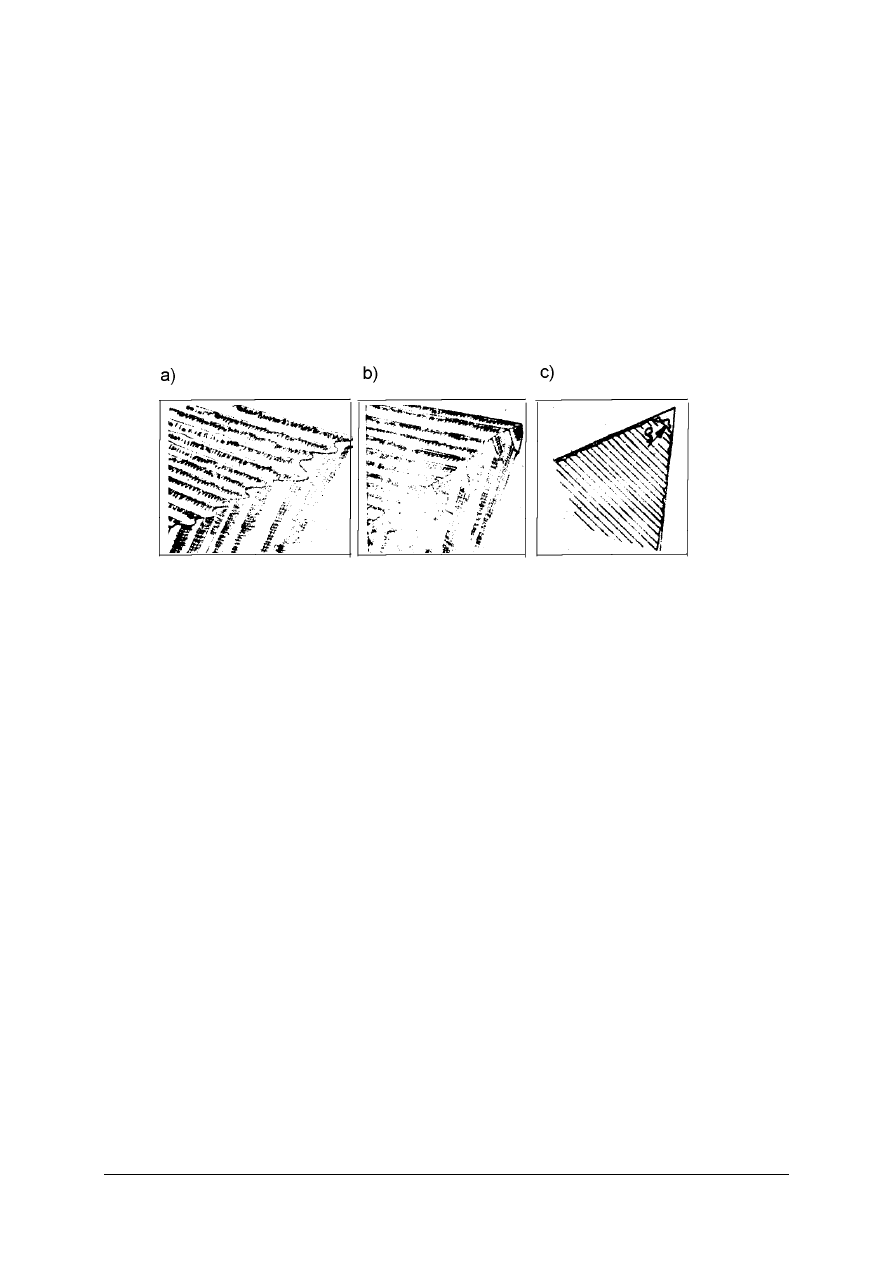
powierzchnie: przyłożenia, natarcia oraz krawędź skrawającą po ostrzeniu.
Rys. 15.
Szczerbatość i promień zaokrąglenia krawędzi ostrza: a) szczerbatość krawędzi,
b) wykruszenie krawędzi skrawającej powstające podczas pracy narzędzia,
c) zaokrąglenie w przekroju prostopadłym do krawędzi ostrza [1]
Czynnikami decydującymi o przebiegu ostrzenia są: dokładność obrabiarek (ostrzarek)
i warunki ostrzenia. Ostrzarki powinny być obrabiarkami o dużej dokładności i dokładnym
wyważeniu.
Warunki ostrzenia jest to zbiór parametrów określających kinematykę ostrzenia, ściernicę
oraz parametry operacji.
Najwyższe dokładności obróbki można osiągnąć ściernicami diamentowymi, które coraz
częściej zastępują ściernice tradycyjne. Powinno się ich koniecznie używać do ostrzenia
narzędzi z węglików spiekanych i spieków.
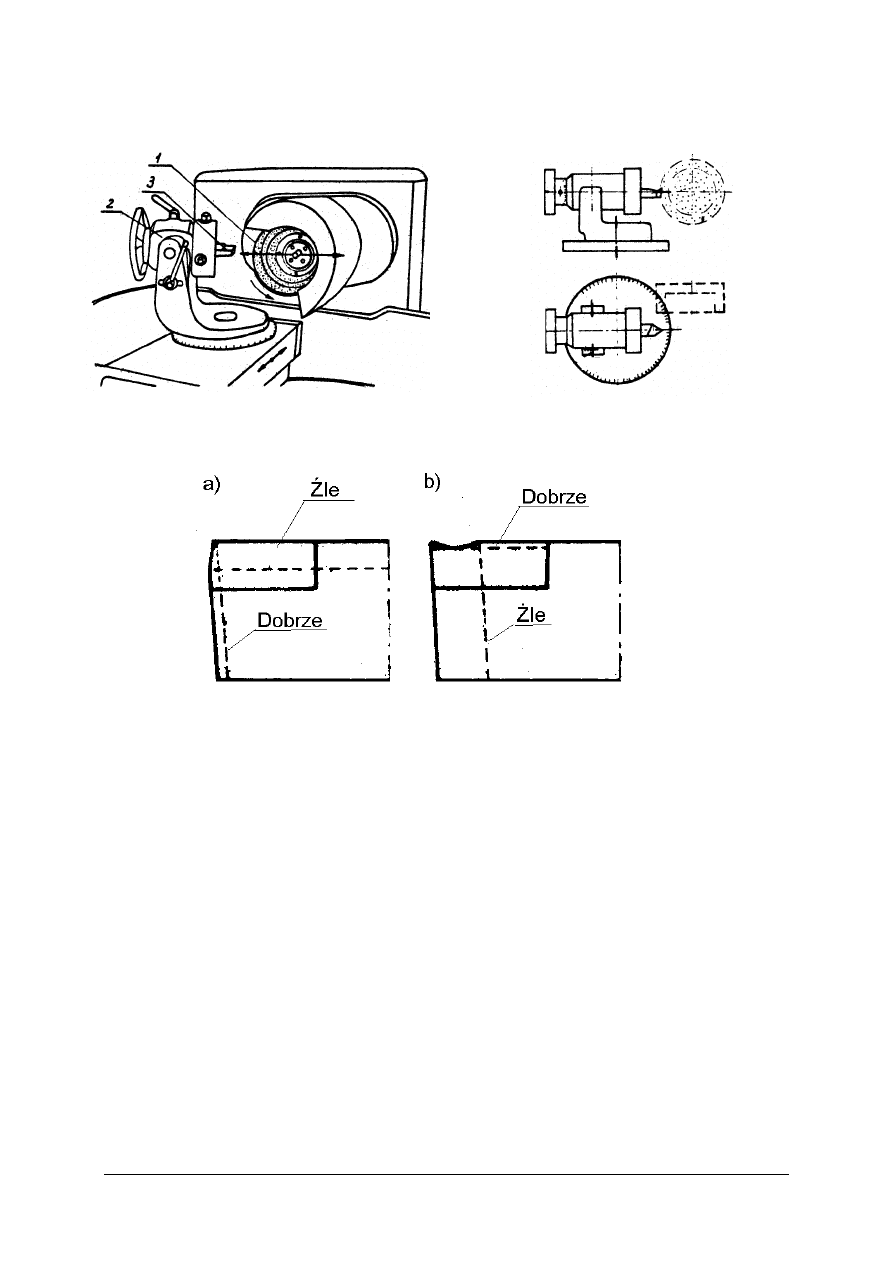
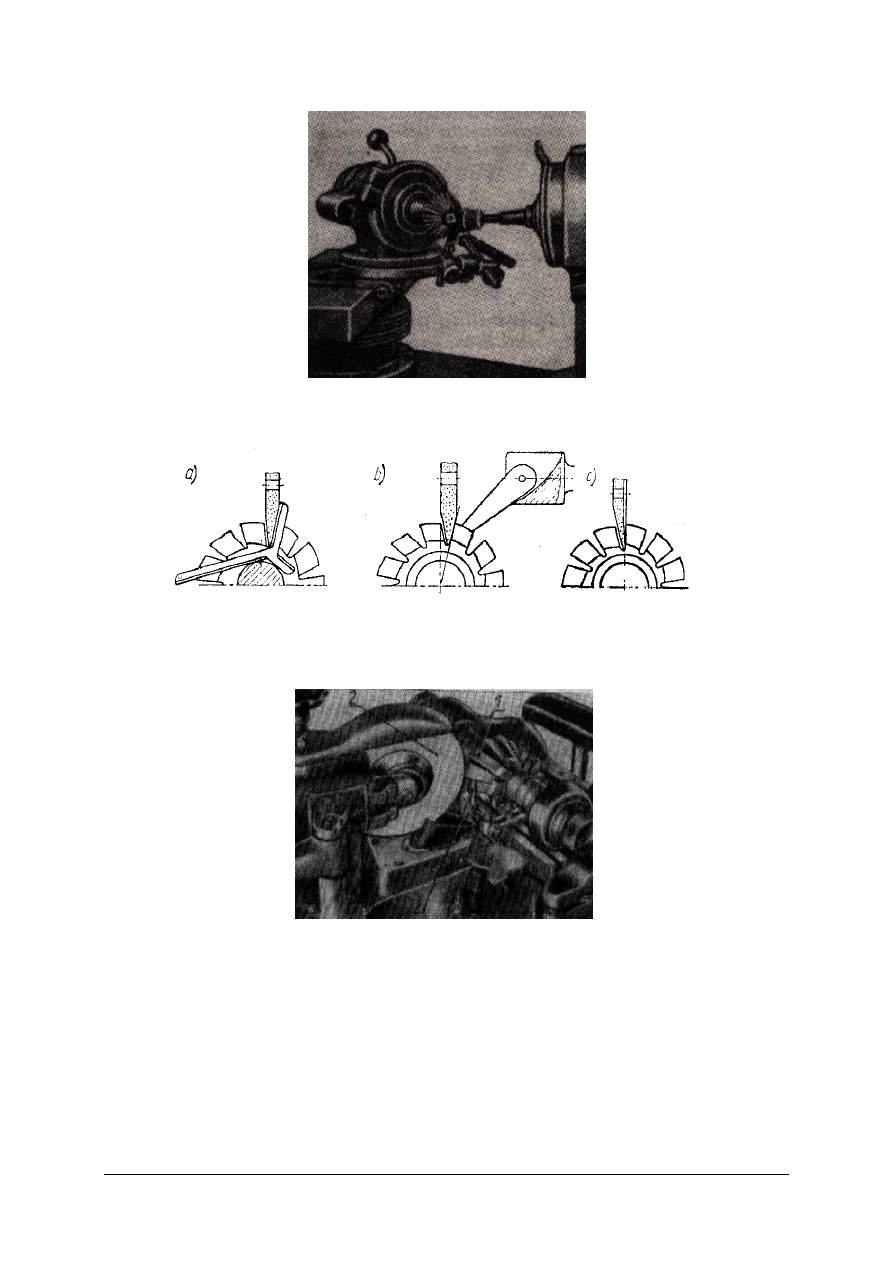
Ostrzenie noży tokarskich
Ostrzenie noży tokarskich wykonuje się na szlifierkach specjalnych lub uniwersalnych,
zależnie od wielkości produkcji. Często stosuje się ostrzarki o trzech osiach obrotu rys.16.
W nożach, w których występuje wyraźne zużycie na jednej powierzchni, szlifujemy tylko
tę powierzchnię (rys. 17). Zasada ta dotyczy noży ze stali szybkotnącej, oraz noży z płytkami
z węglików spiekanych.
Doboru warunków szlifowania przy ostrzeniu noży dokonuje się na podstawie
specjalnych tabel podanych w literaturze np. [4]. Ze względów ekonomicznych dość często
zabieg ostrzenia wstępnego przeprowadza się ściernicą karborundową, a ostrzenie
wykańczające – ściernicą diamentową.
Kontrola noży po ostrzeniu dotyczy sprawdzenia wartości elementów geometrycznych
ostrza, oraz jakości szlifowanych powierzchni.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 16.
Ostrzarka o trzech osiach obrotu: 1 – ściernica, 2 – uchwyt trójskalowy, 3 – ostrzone narzędzie
[1]
Rys. 17. Prawidłowe i nieprawidłowe szlifowanie powierzchni roboczych [1]
Przy ostrzeniu jednostkowym lub małoseryjnym geometrię ostrza sprawdza się
uniwersalnymi przyrządami pomiarowymi, ewentualnie kątomierzami przeznaczonymi
wyłącznie do noży, a w produkcji masowej za pomocą sprawdzianów i specjalnych
wzorników.
Docieranie ostrzy wykonuje się: dla zwiększenia trwałości ostrza lub dla uzyskania jak
najwyższej gładkości powierzchni. Zabieg docierania wykonuje się przy pomocy specjalnych
tarcz (np. żeliwnych) z użyciem materiału ściernego w postaci pasty (np. z proszku węglika
boru lub pasty diamentowej). Jakość docierania sprawdza się przy pomocy lupy, przy czym,
na docieranym nożu nie powinny być widoczne wyszczerbienia i inne nierówności krawędzi
skrawającej ostrza [4].
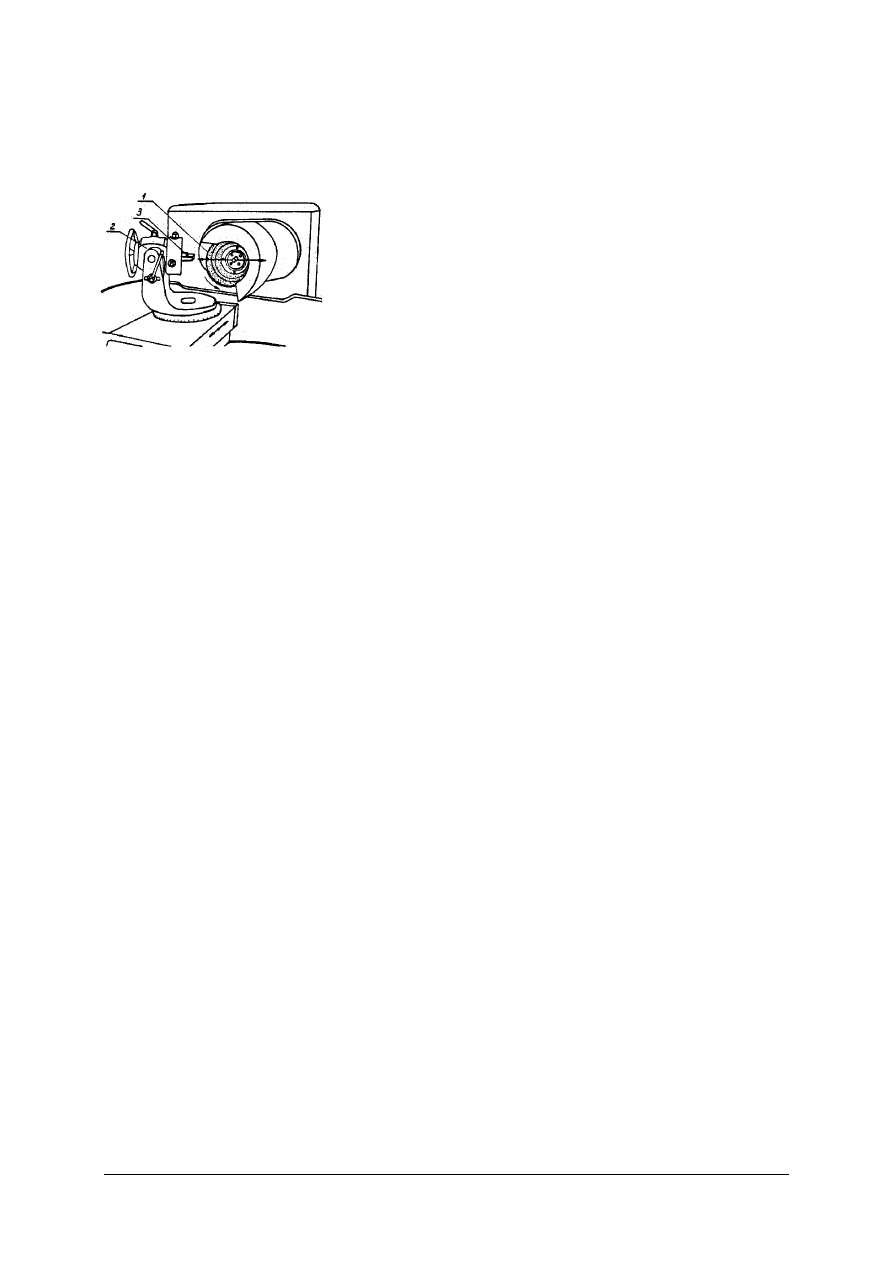
Ostrzenie wierteł krętych
Wiertła kręte ostrzy się na głównych powierzchniach przyłożenia. Jest wiele sposobów
ostrzenia wierteł, z których najczęściej stosowana jest tzw. metoda Washburne’a, przy której
powierzchnia przyłożenia kształtowana jest w postaci powierzchni stożkowej. Powierzchnie
przyłożenia najczęściej ostrzone są kolejno, najpierw jedna a następnie druga. Typową
ostrzarkę do wierteł przedstawiono na rys. 18.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
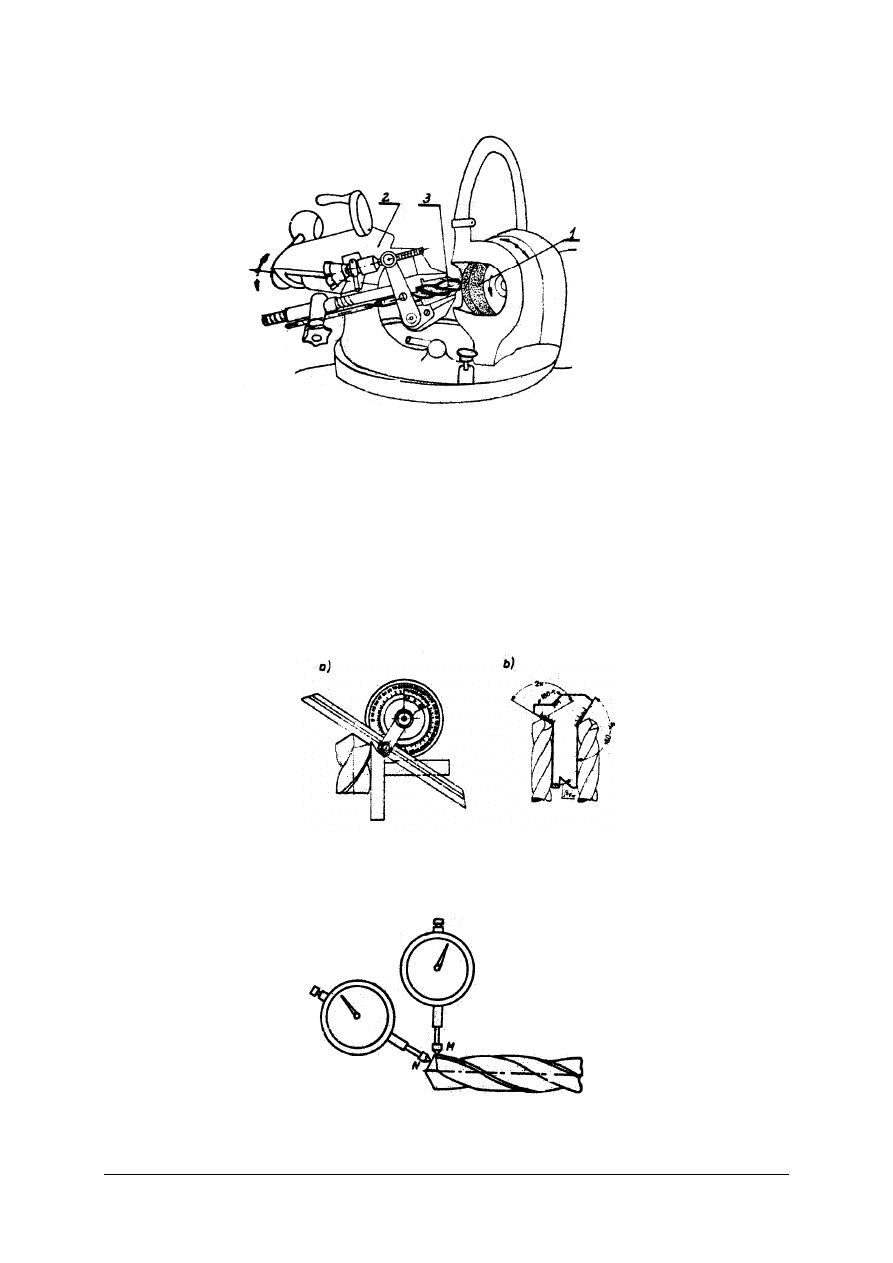
Rys. 18.
Ostrzarka do wierteł krętych: 1) ściernica, 2) uchwyt, 3) ostrzone narzędzie [1]
Ostrzarka wyposażona jest w specjalny uchwyt zapewniający odpowiednie usytuowanie
i ruch wiertła względem ściernicy. Ostrzone wiertło mocuje się w uchwycie, którego oś
stożka obrotu nie pokrywa się z osią wiertła. Po włączeniu ostrzarki i ustawieniu głębokości
szlifowania dokonuje się obrotu uchwytu o 180˚. W trakcie obrotu kształtowana jest
powierzchnia przyłożenia będąca wycinkiem stożka [1].
Kontrola wierteł krętych obejmuje [1]:
a) oględziny zewnętrzne – jak przy nożach tokarskich,
b) kontrolę wymiarową – np. pomiar kątów (rys. 19), czy bicia osiowego (rys. 20).
Rys. 19.
Pomiar kątów w wiertle: a) kątomierzem uniwersalnym, b) wzornikiem [1]
Rys. 20.
Schemat pomiaru bicia osiowego w punkcie N oraz promieniowego w punkcie M [1]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
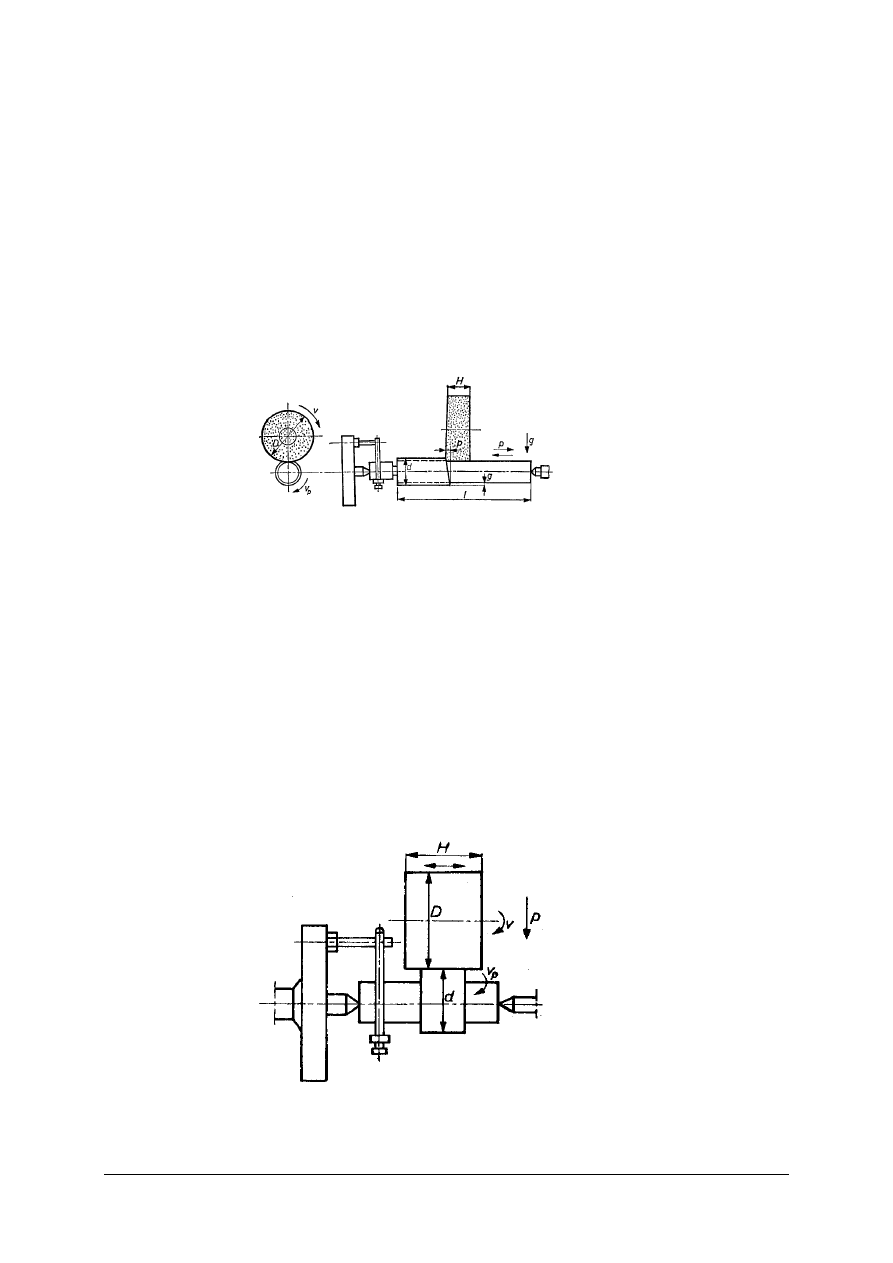
Ostrzenie frezów
Jest wiele różnych rodzajów frezów. Ostrzenie tych narzędzi wykonuje się na
uniwersalnych szlifierkach ostrzarkach, w sposób zależny od rodzaju freza [4].
Na rys. 21, rys. 22, rys. 23, rys. 24, rys. 25, rys. 26 przedstawione są przykłady ostrzenia
różnych rodzajów frezów.
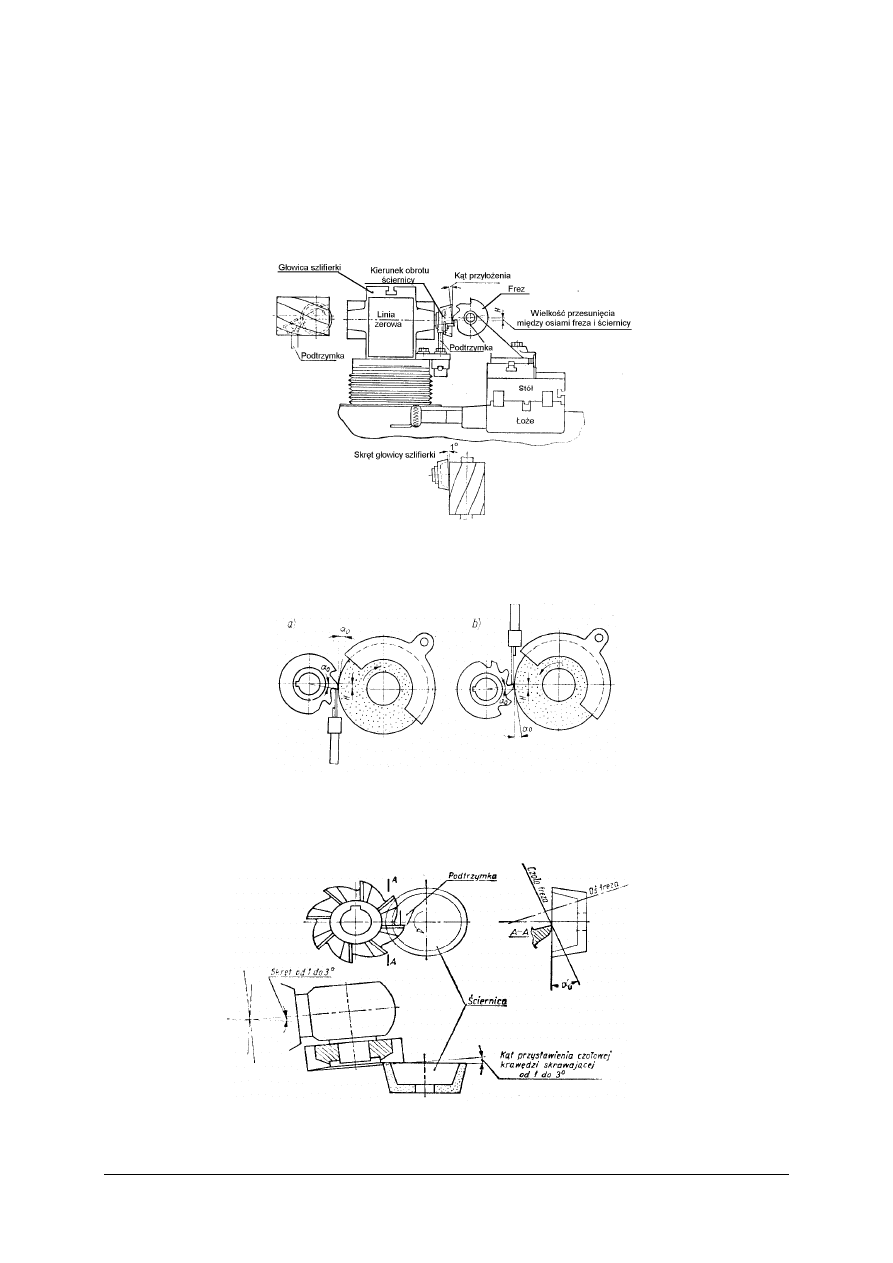
Rys. 21. Ustawienie szlifierki uniwersalnej przy ostrzeniu freza walcowego [4]
Rys. 22. Ustawienie ostrza freza przy szlifowaniu powierzchni przyłożenia obwodem ściernicy
tarczowej: a) przy dolnym podparciu ostrza, b) przy górnym podparciu ostrza [4]
Rys. 23.
Ustawienie freza walcowo-czołowego przy szlifowaniu powierzchni przyłożenia ostrzy
czołowych [4]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 24. Szlifowanie powierzchni przyłożenia ostrzy freza kątowego [4]
Rys. 25.
Ostrzenie freza krążkowego z ostrzami zataczanymi przez szlifowanie powierzchni
natarcia ostrzy z kątem natarcia 0˚: a) ustawienie freza za pomocą wzornika,
b) szlifowanie ściernicą dwustronnie stożkową, c) szlifowanie ściernicą talerzową [4]
Rys. 26.
Ostrzenie freza kształtowego z ostrzami ścinowymi na ostrzarce kopiowej: 1) frez
kształtowy, 2) ściernica, 3) podtrzymka [4]
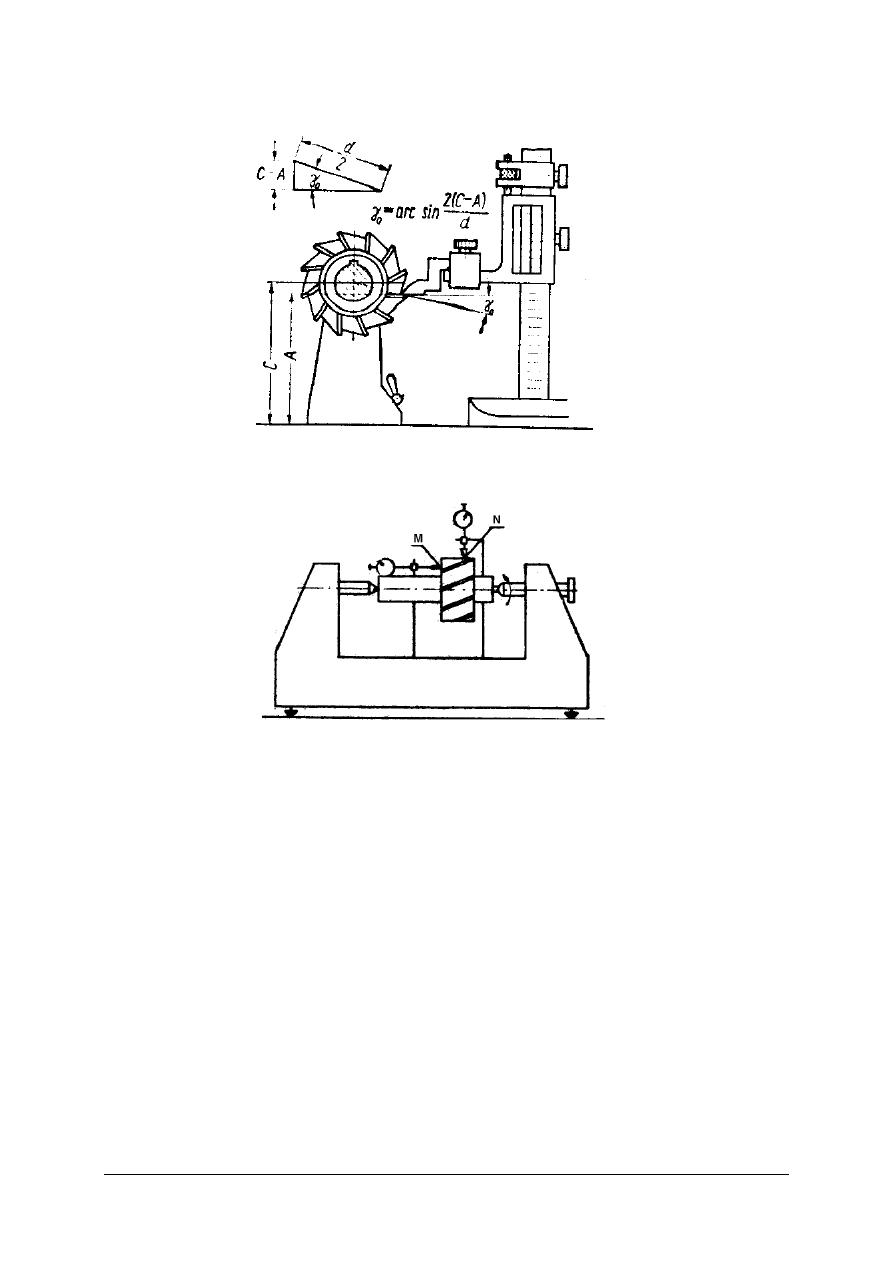
Kontrola frezów obejmuje [1]:
−
oględziny zewnętrzne frezów – mające na celu wstępną weryfikację jakości frezów
i obejmujące podobne czynności jakie opisano przy kontroli noży i wierteł,
−
kontrolę wymiarową frezów – która przewiduje pomiary: średnicy freza, długości części
roboczej (ewentualnie chwytowej jeżeli istnieje), kątów natarcia i przyłożenia ostrzy
głównych i pomocniczych, oraz kontrolę bicia ostrzy frezów. Pomiaru kątów dokonuje
się zwykle wysokościomierzem (rys. 27), a bicia na przyrządzie kłowym (rys. 28).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 27.
Określanie kątów ostrza freza za pomocą wysokościomierza suwmiarkowego [1]
Rys. 28. Bicie osiowe w punkcie M oraz promieniowe w punkcie N frezów [1]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel ostrzenia narzędzi?
2. Z jakich materiałów wykonuje się ściernice do ostrzenia narzędzi?
3. Jakie czynniki decydują o przebiegu ostrzenia?
4. Co rozumie się przez warunki ostrzenia?
5. Na jakich obrabiarkach wykonuje się ostrzenie?
6. W jaki sposób ostrzy się noże tokarskie?
7. W jakim celu wykonuje się docieranie ostrzy noży tokarskich?
8. Jak ostrzy się wiertła?
9. Jakie czynności obejmuje kontrola wierteł?
10. Co obejmuje kontrola frezów?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.4.3. Ćwiczenia
Ćwiczenie 1
Określ nazwy zespołów nr. 1, 2 i 3 ostrzarki o trzech osiach obrotu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przypomnieć sobie wiadomości z poradnika dotyczące ostrzarek do ostrzenia
podstawowych narzędzi obróbczych,
2) zapisać w notatkach nazwy zespołów szlifierki i sprawdzić poprawność odpowiedzi na
podstawie poradnika.
Wyposażenie stanowiska pracy:
−
literatura techniczna,
−
poradnik dla ucznia.
Ćwiczenie 2
Uzupełnij poniższe zdania dotyczące ostrzenia narzędzi:
a) przy dolnym lub górnym podparciu ostrza, szlifuje się frezy ściernicą..........................
b) metodą Washburne’a ostrzy się.......................................................................................
c) wklęsła powierzchnia przyłożenia powstaje przy ostrzeniu ściernicą............................
d) z wyjmowaniem lub bez wyjmowania noży ostrzy się....................................................
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z poradnikiem i literaturą,
2) uzupełnić podane zdania wpisując rodzaj ściernicy lub narzędzia.
Wyposażenie stanowiska pracy:
−
przybory do pisania,
−
literatura techniczna,
−
poradnik dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Ćwiczenie 3
Wykonaj ostrzenie wiertła
φ
16 do wykonania otworów w płycie wykonanej ze stali St5
i pomierz kąt wierzchołkowy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić na podstawie literatury wymagany kąt wierzchołkowy dla stali St5,
2) wykonać ostrzenie wiertła na szlifierce stołowej,
3) wykonać pomiary kąta wierzchołkowego za pomocą sprawdzianu,
4) przedstawić nauczycielowi wyniki pomiarów.
Wyposażenie stanowiska pracy:
−
wiertło kręte
φ
16,
−
sprawdzian kontrolny kąta wierzchołkowego,
−
szlifierka stołowa,
−
literatura techniczna.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
dobierać rodzaj ściernicy do rodzaju materiału ostrza?
2)
wykonać ostrzenie wiertła?
3)
ocenić, czy frez lub wiertło wymagają ostrzenia?
4)
rozróżnić czynności kontrolno-pomiarowe po ostrzeniu narzędzi?
5)
dobrać sprzęt do kontroli narzędzi?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 30 zadań. Tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 60 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
ZESTAW ZADAŃ TESTOWYCH
1. W procesie szlifowania bezkłowego wałków ruch główny wykonuje
a) przedmiot obrabiany.
b) ściernica robocza.
c) ściernica prowadząca.
d) podtrzymka.
2. Przy szlifowaniu wewnętrznym otworów ściernica zamocowana na trzpieniu wykonuje ruch
a) posuwowy wzdłużny.
b) obrotowy, posuwowy wzdłużny i poprzeczny.
c) obrotowy.
d) posuwowy poprzeczny.
3. Napęd ruchów posuwowych w szlifierkach do płaszczyzn jest
a) hydrauliczny.
b) elektryczny.
c) elektromagnetyczny.
d) zależny od prędkości obrotowej wrzeciona szlifierki.
4. Wyposażenie szlifierki bezkłowej do wałków stanowi
a) rolka prowadząca.
b) podtrzymka.
c) tuleja dystansowa.
d) konik do podparcia przedmiotu szlifowanego.
5. Materiałem ściernym o największej twardości jest
a) borazon.
b) węglik tytanu.
c) diament naturalny.
d) elektrokorund.
6. Parametrem charakteryzującym materiał ścierny jest
a) kształt ziarna ściernego.
b) gładkość ziarna ściernego.
c) kolor ścierniwa.
d) wielkość ziarna.
7. Prawidłowo dobrana ciecz chłodząco-smarująca w procesie szlifowania powinna
wykazywać
a) dobrą przewodność elektryczną.
b) słabe właściwości zmywające.
c) odporność na przejmowanie ciepła.
d) dobre właściwości chłodzące i smarujące.
6. Ciecz chłodząco-smarująca w czasie pracy szlifierki powinna być
a) filtrowana.
b) podgrzewana.
c) chłodzona.
d) wymieniana.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
7. Do zamocowania ściernicy trzpieniowej o średnicy 10 mm należy zastosować
a) tuleję redukcyjną.
b) tuleję rozprężną.
c) trzpień szlifierski.
d) przedłużacz.
8. Do zamocowania ściernicy płaskiej należy użyć
a) oprawy kołnierzowe i podkładki skórzane.
b) kołnierze i podkładki stalowe.
c) podkładki skórzane.
d) tulejki redukcyjne i podkładki z poliamidu.
.
11. Do zamocowania przedmiotu przy szlifowaniu obwodowym płaszczyzn należy zastosować
a) stół elektromagnetyczny.
b) oprzyrządowanie specjalne.
c) liniał sinusowy.
d) stół podziałowy.
12. Konik należy zastosować przy szlifowaniu
a) czołowym płaszczyzn.
b) powierzchni cylindrycznych wewnętrznych.
c) bezkłowym wałków.
d) zewnętrznym wgłębnym wałków.
13. Przy szlifowaniu maszynowym ściernicą o spoiwie żywicznym należy zastosować
prędkość obwodową ściernicy
a) 12 [m/s].
b) 15 [m/s].
c) 25 [m/s].
d) 30 [m/s].
Dopuszczalne prędkości obwodowe ściernic ogólnego przeznaczenia o średnicy
powyżej 150 mm(wg PN-61/M-59122)
14. Do szlifowania materiałów miękkich należy zastosować ściernice
a) bardzo miękkie.
b) miękkie.
c) twarde.
d) o dowolnej twardości.
Spoiwo
Ceramiczn
e
Żywiczne Gumowe
Magnezyt
Rodzaj
narzędzia
Rodzaj
szlifowani
a
Dopuszczalna prędkość obwodowa [m/s]
Ręczne
20
25
25
12
Wszystkie
rodz.
ściernic
Maszyno
we
25
30
30
15

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
15. Po operacji szlifowania bezkłowego wałka, trwającej 10 minut należy
a) ściernicę wymienić na nową.
b) przeprowadzić zabieg obciągania ściernicy.
c) wykonać wyrównoważanie ściernicy.
d) stosować ściernicę bez zabiegów naprawczych.
Średnie okresy trwałości ściernic [3]
Sposób i odmiana szlifowania
Trwałość
T [min]
Szlifowanie zewnętrzne na okrągło:
—
z posuwem wzdłużnym i wybiegiem ściernicy,
—
z posuwem wzdłużnym bez wybiegu,
—
bezkłowe z posuwem wzdłużnym,
—
bezkłowe z posuwem poprzecznym
40
30
60
30
Szlifowanie wewnętrzne
10
Szlifowanie płaszczyzn:
—
obwodem ściernicy,
—
czołem ściernicy.
25
10
Szlifowanie kształtowe
10
16. Przy zużyciu ściernicy może wystąpić
a) napełnienie porów narzędzia sprasowanymi cząstkami wiórów.
b) uszkodzenie napędu szlifierki.
c) wadliwa praca układu chłodzenia.
d) wzrost gładkości powierzchni szlifowanej.
17. Kolejność czynności przy szlifowaniu płaszczyzn korpusu stalowego w kształcie
prostopadłościanu o wymiarach 5x100x200 będzie następująca
a) zamocowanie przedmiotu na stole elektromagnetycznym, szlifowanie powierzchni
z jednej strony, pomiar międzyoperacyjny, odwrócenie i zamocowanie przedmiotu
z drugiej strony, szlifowanie powierzchni z drugiej strony, pomiary końcowe.
b) zamocowanie przedmiotu na stole elektromagnetycznym, szlifowanie powierzchni
z jednej strony, pomiar międzyoperacyjny, odwrócenie i zamocowanie przedmiotu
z drugiej strony, pomiary końcowe, szlifowanie powierzchni z drugiej strony.
c) zamocowanie przedmiotu na stole elektromagnetycznym, szlifowanie powierzchni
z jednej strony, odwrócenie i zamocowanie przedmiotu z drugiej strony, pomiary
końcowe, szlifowanie powierzchni z drugiej strony, pomiar międzyoperacyjny.
d) zamocowanie przedmiotu na stole elektromagnetycznym, szlifowanie powierzchni
z jednej strony, odwrócenie i zamocowanie przedmiotu z drugiej strony, szlifowanie
powierzchni z drugiej strony, pomiar międzyoperacyjny, pomiary końcowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
18. Czynności przygotowawcze do szlifowania powierzchni o wymiarach 50 x 400 na
szlifierce do płaszczyzn, będą następujące
a) dobór ściernicy, pomiary sprawdzające, zamocowanie ściernicy, zamocowanie
przedmiotu, ustawienie parametrów pracy obrabiarki, szlifowanie zgrubne,
szlifowanie dokładne.
b) dobór ściernicy, zamocowanie ściernicy, zamocowanie przedmiotu, ustawienie
parametrów pracy obrabiarki, szlifowanie dokładne, szlifowanie zgrubne, pomiary
sprawdzające.
c) dobór ściernicy, zamocowanie ściernicy, zamocowanie przedmiotu, ustawienie
parametrów pracy obrabiarki, szlifowanie zgrubne, szlifowanie dokładne, pomiary
sprawdzające.
d) szlifowanie zgrubne, zamocowanie ściernicy, dobór ściernicy, zamocowanie
przedmiotu, ustawienie parametrów pracy obrabiarki, szlifowanie dokładne, pomiary
sprawdzające.
19. Do wykonania szlifowania bezkłowego wałka należy przygotować
a) tarczę szlifierską, tarczę prowadzącą, tuleję rozprężną, pryzmy.
b) rolkę prowadzącą, rolkę podpierającą, tuleję oporową, mikroskop warsztatowy.
c) rolkę prowadzącą, rolkę dociskową, rolkę podpierającą, narzędzia ślusarskie.
d) tarczę szlifierską, tarczę prowadzącą, podtrzymkę, narzędzia pomiarowe.
20. Technologiczna kolejność czynności przy wykonywaniu szlifowania powierzchni otworu
cylindrycznego powinna być następująca
a) przygotowanie ściernicy, zamocowanie przedmiotu, szlifowanie zgrubne, pomiary
międzyoperacyjne, szlifowanie dokładne, pomiary końcowe.
b) zamocowanie przedmiotu, szlifowanie dokładne, pomiary międzyoperacyjne,
szlifowanie zgrubne, pomiary końcowe, przygotowanie ściernicy.
c) szlifowanie
zgrubne,
przygotowanie
ściernicy, zamocowanie przedmiotu,
szlifowanie dokładne, pomiary międzyoperacyjne, pomiary końcowe.
d) pomiary międzyoperacyjne, zamocowanie przedmiotu, szlifowanie dokładne,
szlifowanie zgrubne, pomiary końcowe, przygotowanie ściernicy.
21. Ostrzenie wierteł dużych średnic należy przeprowadzić poprzez szlifowanie powierzchni
a) przyłożenia na szlifierce stołowej.
b) natarcia na szlifierce do wierteł.
c) przyłożenia na szlifierce do wierteł.
d) natarcia na szlifierce stołowej.
22. Do ostrzenia freza walcowego należy przygotować
a) szlifierkę narzędziową, tarczę szlifierską, trzpień do zamocowania freza, pazur
prowadzący.
b) szlifierkę stołową, trzpień frezarski, podzielnicę uniwersalną, tarczę szlifierską,
trzpień do zamocowania freza.
c) szlifierkę bezkłową, podzielnicę zwykłą, ściernicę palcową, trzpień do zamocowania
freza.
d) szlifierkę narzędziową, stół podziałowy, ściernicę tarczową, trzpień do zamocowania
freza.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
23. Wymiar 24 k6 należy sprawdzić przy wykorzystaniu
a) suwmiarki o dokładności pomiarowej 0,5 mm.
b) mikrometru o zakresie pomiarowym 0–25 mm.
c) średnicówki mikrometrycznej o zakresie pomiarowym 25–50 mm.
d) głębokościomierza mikrometrycznego o dokładności pomiarowej 0,01 mm.
24. Odchyłki wymiaru 10 H7 należy określić na podstawie tabeli odchyłek dla
a) wymiarów tolerowanych dla wymiaru 7 mm i 10 klasy dokładności wykonania.
b) wymiarów swobodnych tzw. warsztatowych, dla wymiaru 7 mm i 10 klasy
dokładności wykonania.
c) wymiarów tolerowanych dla wymiaru 10 mm i 7 klasy dokładności wykonania,
d) swobodnych tzw. warsztatowych, dla wymiaru 10 mm i 7 klasy dokładności
wykonania.
25. Przeprowadzenie regulacji mechanizmów szlifierki, oczyszczanie filtrów oleju i cieczy
chłodzącej można przeprowadzić na podstawie zaleceń podanych w
a) instrukcji prób.
b) karcie instrukcji obróbki.
c) instrukcji obsługi.
d) karcie technologicznej remontu głównego.
26. Na podstawie instrukcji obsługi szlifierki można określić
a) parametry techniczne obrabiarki.
b) niezawodność danej frezarki.
c) zakres prac diagnostycznych przy naprawie głównej.
d) cenę obrabiarki i jej podzespołów.
27. Parametry skrawania do wykonania operacji szlifowania powinny być dobierane na
podstawie
a) karty normowania czasów pracy.
b) rysunku konstrukcyjnego przedmiotu obrabianego.
c) wykazu narzędzi skrawających i pomiarowych.
d) karty instrukcyjnej obróbki.
28. Kolejność technologiczna wykonywania operacji szlifowania powinna być określana
przy wykorzystaniu
a) wykazu narzędzi specjalnych i oprzyrządowania technologicznego.
b) karty technologicznej obróbki.
c) dokumentacji techniczno-ruchowej maszyny.
d) wykazu wyposażenia obrabiarki.
29. W przypadku porażenia pracownika prądem elektrycznym podczas pracy na obrabiarce
z utratą przytomności, należy postępować według kolejności
a) Powiadomić przełożonych, odłączyć źródło prądu, prowadzić sztuczne oddychanie,
wezwać na pomoc personel medyczny.
b) Wezwać na pomoc personel medyczny, powiadomić przełożonych, odłączyć źródło
prądu, prowadzić sztuczne oddychanie.
c) Prowadzić sztuczne oddychanie, wezwać na pomoc personel medyczny, powiadomić
przełożonych, odłączyć źródło prądu.
d) Odłączyć źródło prądu, prowadzić sztuczne oddychanie, wezwać na pomoc personel
medyczny, powiadomić przełożonych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
30. Napięcie indywidualnych lamp oświetleniowych przy obrabiarkach nie powinno być
w żadnym przypadku większe niż
a) 24 V.
b) 38 V.
c) 45 V.
d) 60 V.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
KARTA ODPOWIEDZI
Imię i nazwisko.....................................................................................................
Wykonywanie typowych zabiegów na szlifierkach
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
25
a
b
c
d
26
a
b
c
d
27
a
b
c
d
28
a
b
c
d
29
a
b
c
d
30
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
6. LITERATURA
1. Biedunkiewicz W.: Materiały do ćwiczeń warsztatowych z techniki wytwarzania – zeszyt
VII – Politechnika Szczecińska 1982
2. Dmochowski J.: Podstawy obróbki skrawaniem. PWN, Warszawa 1978
3. Feld M.: Projektowanie procesów technologicznych typowych części maszyn.WNT,
Warszawa 1983
4. Górski E.: Poradnik narzędziowca. WNT, Warszawa 1980
5. Jaworski Z, Jurczak E.: Maszyny i urządzenia. Obrabiarki. WSiP, Warszawa 1982
6. Legutko S.: Podstawy eksploatacji maszyn i urządzeń. WSiP, Warszawa 2004
7. Lipski R.: Ślusarstwo cz.II-Zarys obróbki mechanicznej. PWSZ, Wrocław 1962
8. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1992
9. Solis H, Lenart T.: Technologia i eksploatacja maszyn. WSiP, Warszawa 1996
10. Wrotny L.: Obrabiarki skrawające do metali. WNT, Warszawa 1979
11. Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2001
Wyszukiwarka
Podobne podstrony:
12 Wykonywanie typowych zabiegów na tokarkach
13 Wykonywanie typowych zabiegów na frezarkach
14 Wykonywanie zabiegow zdobnic Nieznany
14 Wykonywanie zabiegów zdobniczych paznokci
14 Wykonywanie zabiegów zdobniczych paznokci
BOROWINA - zabiegi na twarz i ciało, KOSMETYKA
Czy wykonywanie skazanej z góry na niepowodzenie RKO jest zawsze niewłaściwe, MEDYCYNA, RATOWNICTWO
Jaki jest mechanizm działania zabiegów na rozstępy
ZABIEGI NA TR. RӯOWATY, Kosmetyka wżne!!!!a
peojekt -Zabieg na ciało, Kosmetologia
projekty stopy, zabieg na stopy
20 Wykonywanie powłok antykorozyjnych na powierzchniach metalu
14 - Kod ramki, RAMKI NA CHOMIKA, Miłego dnia
ZABIEG NA PIERSI, Kosmetyka
ZABIEG NA OKOLICE OCZU+HENNA, PROJEKTY ZABIEGÓW
14 Wykonywanie izolacji termicz Nieznany
więcej podobnych podstron