
Technologia Remontó w Urządzeń Okrę towych – III ESO
Opracował: Tomasz Burnos WSM – INPT - ZDiRMiUO
1
Ć wiczenie 1.4.
Temat:
Pomiary ką tów stożków i średnic w połą czeniach
wciskowych stożkowych.
Wprowadzenie teoretyczne
Charakterystyka po
łą czeń wciskowych stoż kowych.
Połączenia stoż kowe bezpośrednie uzyskuje się na drodze wykonania czopa i otworu
elementu na nim osadzonego w kształcie stoż kó w o jednakowej zbież ności. Istotną zaletą tych
połączeń jest moż liwość regulacji nacisku na stoż kowej powierzchni połączenia dzię ki
stosowaniu odpowiednio dobranych sił wciskających czop w otwó r elementu zewnę trznego
(piasty lub gniazda). Przy dokładnym wykonaniu powierzchni stoż kowych zapewnia się
ponadto dobre środkowanie (samocentrowanie piasty i czopa) osadzonego na czopie
elementu, co jest niezwykle istotne w budowie precyzyjnych maszyn i urządzeń technicznych.
Złącza te w poró wnaniu z połączeniami wciskowymi walcowymi wymagają podczas łączenia
i rozłączania znacznie mniejszych wzajemnych przesunię ć elementó w. Mniejsza jest ró wnież
siła niezbę dna do rozłączania, zależ na od kąta stoż ka.
W budowie maszyn połączenia stoż kowe bezpośrednie spełniają najczę ściej rolę ciernych
połączeń zaciskowych, któ rych zadaniem jest przeniesienie obciąż enia z wału na osadzony na
nim element wirujący. Wzajemne dopasowanie elementó w połączenia jest bardzo czaso i
pracochłonne. Przy niedokładnym wykonaniu kątó w moż e dochodzić do wzajemnego
wybaczania elementó w łączonych. Elementy przed montaż em muszą być suche i czyste.
Kąty stoż kó w sprawdza się przez pomiary bądź w przypadku pary elementó w przez
tuszowanie.
Połączenia stoż kowe realizuje się takimi samymi metodami jak połączenia walcowe.
Technologia Remontó w Urządzeń Okrę towych – III ESO
Opracował: Tomasz Burnos WSM – INPT - ZDiRMiUO
2
Si
ły wystę pują ce w połą czeniu.
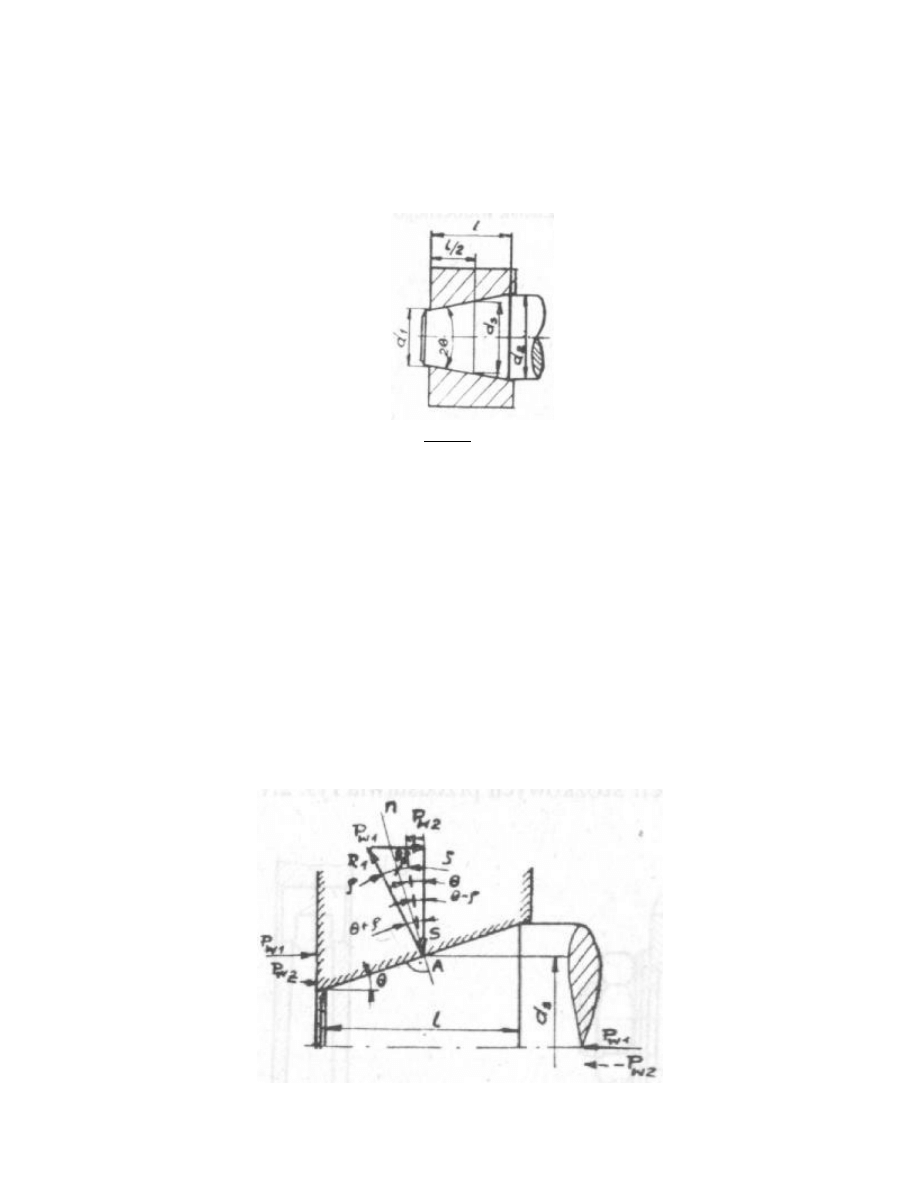
Zasadniczą cechą geometryczną połączenia stoż kowego jest jego zbież ność z, któ ra
zgodnie z oznaczeniami podanymi na rysunku określana jest wzorem:
θ
tg
l
d
d
z
2
1
2
=
−
=
Gdzie:
d
1
d
2
– średnice podstaw stoż ka w skrajnych przekrojach złącza
l – długość połączenia
2
θ
−
kąt stoż ka
Zbież ność podaje się zazwyczaj w postaci z = l:s.
Połączenia
stoż kowe
o
odpowiednio
małych
zbież nościach
charakteryzują
się
samohamownością, wystę pującą wó wczas, gdy pó łkąt stoż ka
θ jest mniejszy od kąta tarcia ρ.
Samohamowność
umoż liwia
osadzenie
w
stoż kowych
gniazdach
bez
ż adnych
uzupełniających elementó w mocujących. Wykorzystanie samohamowności połączenia
stoż kowego uprościło znacznie konstrukcję mocowania.
Przy doborze kąta
θ należ y zwró cić jednak uwagę na fakt, ż e rozłączenie połączenia
samohamownego wymaga znacznie wię kszej siły. Stąd przy przewidywanej duż ej czę stości
rozłączania połączenia stoż kowego należ y uwzglę dnić ró wnież to, ż e im wię kszy kąt
θ, tym
łatwiejszy i prostszy demontaż połączenia.
Poniż szy rysunek przedstawia siły działające na czop stoż kowy:
Technologia Remontó w Urządzeń Okrę towych – III ESO
Opracował: Tomasz Burnos WSM – INPT - ZDiRMiUO
3
W przypadku wciskania czopa siłą P
w1
w stoż kowy otwó r tulei, reakcja czopa R
1
odchyla się
od normalnej do powierzchni o kąt tarcia
ρ w kierunku ruchu tulei i tworzy z prostopadłą do
osi czopa kąt
θ + ρ. Zachodzi związek:
)
(
1
ρ
θ
+
=
tg
P
S
w
Wciśnię cie czopa w tuleję wytworzyło w połączeniu określony siłą S zacisk wstę pny. Jeśli
teraz bę dziemy zmniejszać silę P
w1
, tuleja wykaż e tendencję do zsunię cia się ze stoż kowego
czopa. Siły tarcia zmieniają zwrot i reakcja czopa R
2
odchyla się od normalnej do powierzchni
o kąt tarcia
ρ
w kierunku przeciwnym niż przy wciskaniu, tworząc z kierunkiem
prostopadłym do osi czopa kąt
θ − ρ.
Najmniejsza siła P
w2
utrzymująca układ w ró wnowadze
i nie pozwalająca na zsunię cie się tulei pod działaniem wytworzonej podczas wciskania czopa
siły S ma wartość:
)
(
2
ρ
θ
−
=
Stg
P
w
Uwzglę dniając powyż sze zależ ności, otrzymujemy istotny dla charakterystyki połączenia
stoż kowego bezpośredniego wspó łczynnik zacisku wstę pnego:
)
(
)
(
1
2
ρ
θ
ρ
θ
ζ
+
−
=
=
tg
tg
P
P
w
w
Wspó łczynnik
ζ określa stopień odciąż enia elementó w mocujących tuleję na czopie
stoż kowym, jest wię c bardzo istotnym parametrem charakteryzującym połączenie. Ż e wzoru
widać, ż e wraz ze zmniejszaniem się kąta
θ wspó łczynnik ζ maleje i osiąga wartość ζ = O
dla
θ = ρ,
to znaczy na granicy samohamowności połączenia.
Stosowane w budowie maszyn do przeniesienia momentu skrę cającego wciskowe włączenia
stoż kowe bezpośrednie mają najczę ściej stosunkowo matę zbież ności o kącie
θ < ρ i w
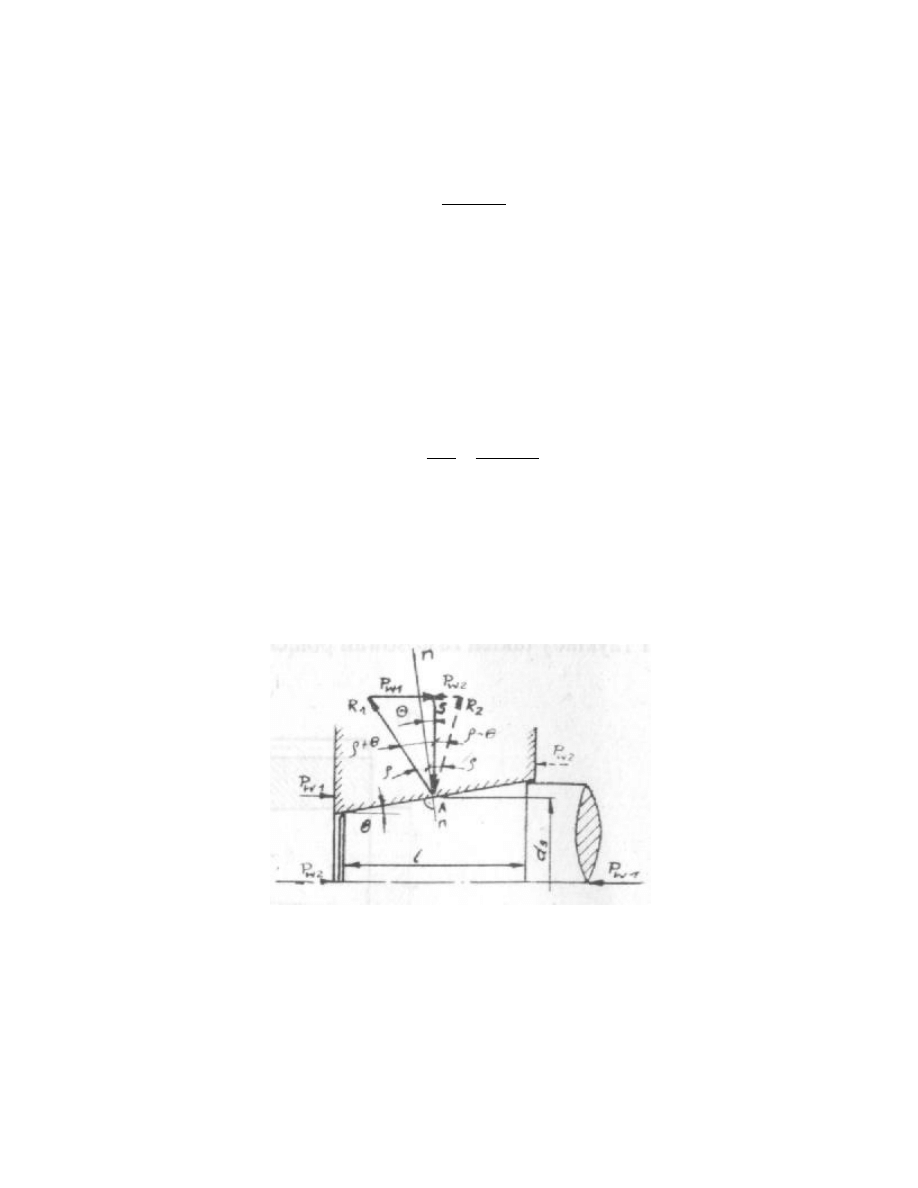
związku z tym są samohamowne. Rozkład sił w złączu samohamownym podczas jego
łączenia i rozłączania przedstawiono na rysunku:
Cechą charakterystyczną tego rozkładu jest odwrotny do P
w1
zwrot siły P
w2
. Oznacza to, ż e
po zdję ciu obciąż enia P
w1
tuleją nie zsunie się z czopa samoczynnie. Dla rozłączenia
połączenia wymagane jest przyłoż enie siły P
w2
, przeciwnie skierowanej do siły P
w1
o
wartości:
)
(
2
θ
ρ
−
=
Stg
P
w

Technologia Remontó w Urządzeń Okrę towych – III ESO
Opracował: Tomasz Burnos WSM – INPT - ZDiRMiUO
4
Wspó łczynnik wstę pnego zacisku złącza samohamownego
ζ
s
wyrazi się wó wczas wzorem:
)
(
)
(
θ
ρ
θ
ρ
ζ
+
−
=
tg
tg
s
Wspó łczynnik
ζ
s
zawiera się w przedziale O <
ζ
s
< l. Jak już wspomniano, wartości
ζ
s
bliskie zera mają złącza bę dące na granicy samohamowności. Złącza stoż kowe o wspó łczyn-
niku
ζ
s
bliskim jedności (
θ
→
0) obok momentu skrę cającego mogą ró wnież przenosić
obciąż enia wzdłuż ne w obu kierunkach. Mają wię c właściwości zbliż one do właściwości
wciskowych połączeń walcowych.
Połączenia stoż kowe bezpośrednie o małych zbież nościach wymagają przy rozłączaniu
znacznych sił. Problem ten upraszcza się w przypadku rozłączania hydrostatycznego,
polegającego na doprowadzeniu mię dzy czop a tuleję cieczy pod odpowiednio wysokim
ciśnieniem. Przykładem takiego połączenia jest połączenie śruba napę dowa – wał śrubowy,
połączenia sekcji wałó w napę dowych, sprzę gła z odcinkami wału.
Wywierconym wewnątrz czopa otworkiem i połączonymi z nim dworkami
promieniowymi wtłaczana jest na powierzchnię połączenia ciecz hydrauliczna (np. olej
maszynowy). Ciecz ta moż e być dodatkowo rozprowadzona wykonanymi na powierzchni
czopa rowkami wzdłuż nymi lub śrubowymi o duż ym skoku. Pod wpływem ciśnienia cieczy
piasta się odkształca, co powoduje zanikanie sił tarcia, dzię ki czemu pierścień łatwo się zsuwa
z czopa.
No
ś noś ć wciskowego połą czenia stoż kowego.
Podstawową wielkością decydującą o nośności połączenia stoż kowego bezpośredniego jest
nacisk powierzchniowy p, któ ry określimy rozkładając ró wnomiernie siłę promieniową S na
całą powierzchnię połączenia:
l
d
S
p
s
π
=
gdzie d
s
= (d
1
+d
2
)/2 jest średnią średnicą złącza. Moż na zapisać:
)
(
1
ρ
θ
π
+
=
ltg
d
P
p
s
w
Powyż szy wzó r przedstawia wiązek mię dzy wartością nacisku powierzchniowego p a
wartością siły P
w1
niezbę dnej do jego wywołania. Określając z kolei nacisk powierzchniowy
wymagany ze wzglę du na nośność połączenia, moż na wyznaczyć siłę P
w1
potrzebną do
wtłoczenia.
Obciąż enie połączenia momentem skrę cającym M
s
, Podobnie jak dla połączeń wciskowych
walcowych, wymaganą do przeniesienia momentu M
s
wartość nacisku powierzchniowego p
określimy z warunku:
l
d
kM
p
s
s
2
2
µπ
≥
gdzie k jest wspó łczynnikiem nadwyż ki nośności, uwzglę dniającym przeciąż enia i zmiany
wspó łczynnika tarcia. Zwykle k = 1,3— 1,5.

Technologia Remontó w Urządzeń Okrę towych – III ESO
Opracował: Tomasz Burnos WSM – INPT - ZDiRMiUO
5
Wprowadzając do zależ ności wartość P
w1
trzymujemy wzó r umoż liwiający obliczenie siły
P
w1
, z jaką należ y wciskać tuleję na czop dla uzyskania wymaganej nośności połączenia. Po
dokonaniu odpowiednich przekształceń otrzymamy:
s
S
w
d
tg
kM
P
µ
ρ
θ
)
(
2
1
+
≥
Technologia Remontó w Urządzeń Okrę towych – III ESO
Opracował: Tomasz Burnos WSM – INPT - ZDiRMiUO
6
Cz
ę ś ć praktyczna ć wiczenia
Pomiar sto
ż ka zewnę trznego za pomocą wałeczków
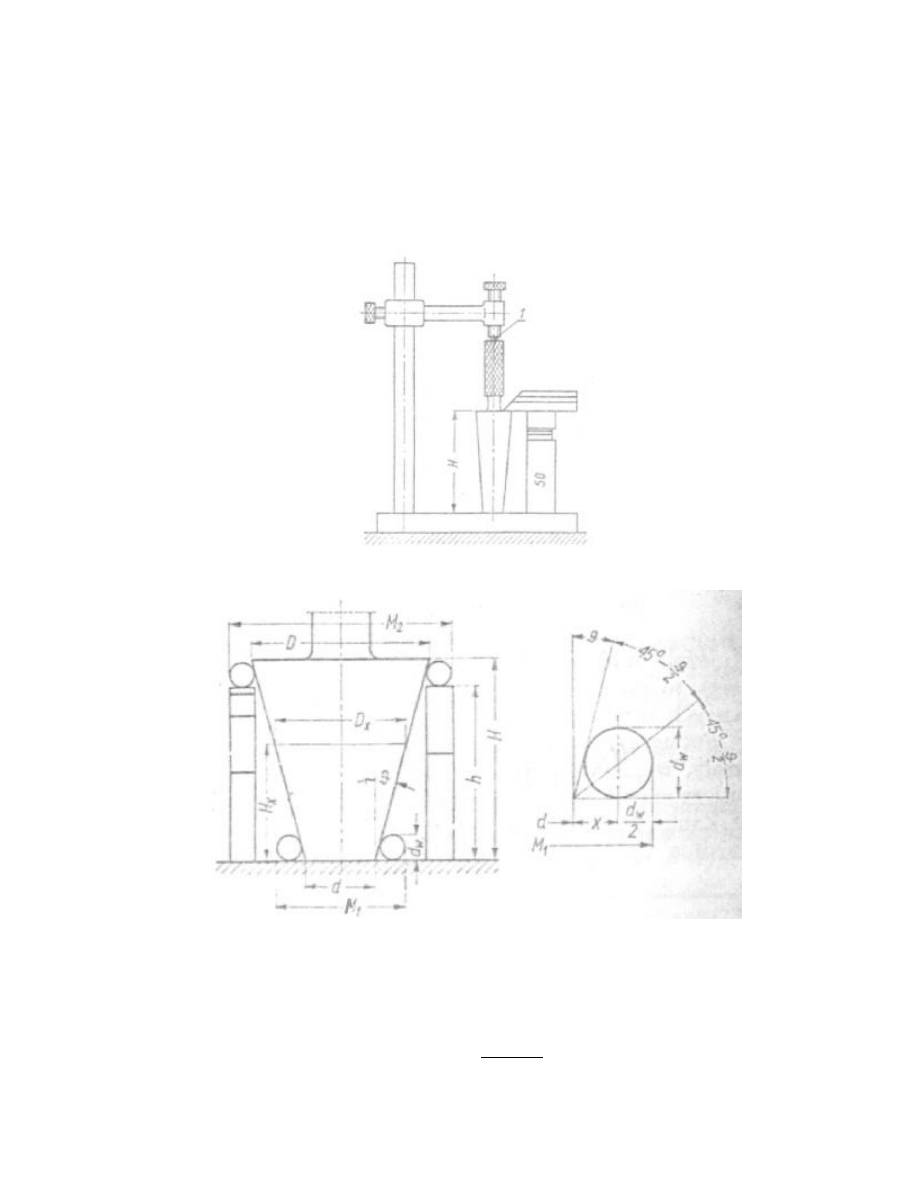
1. Pomiar wysokości stoż ka H za pomocą płytek wzorcowych, jak na rysunku:
2. Pomiar stoż ka zewnę trznego, jak na rysunku:
Przy uż yciu dwó ch wałeczkó w o ściśle jednakowej średnicy d
w
, mierzy się wielkości M
1
oraz M
2
za pomocą mikrometru.
3. Obliczenie wymiaró w stoż ka.
-
zbież ność stoż ka:
h
M
M
1
2
−
=
∆
Technologia Remontó w Urządzeń Okrę towych – III ESO
Opracował: Tomasz Burnos WSM – INPT - ZDiRMiUO
7
-
kąt stoż ka:
h
M
M
tg
2
2
1
2
−
=
∆
=
θ
-
średnica mniejszej podstawy stoż ka:
2
1
2
1
θ
tg
d
M
d
w
−
−
=
-
średnica wię kszej podstawy stoż ka:
θ
θ
θ
tg
h
H
tg
d
M
D
tg
h
H
d
D
w
)
(
2
2
1
2
)
(
2
2
−
+
−
−
=
−
+
=
4. Błąd pomiaru
Obliczany ze wzoru:
)
)(
(
2
1
3
1
2
2
1
1
2
h
f
M
M
f
f
M
M
h
tg
+
+
+
−
±
=
θ
δ
gdzie f
1
, f
2
, f
3
są błę dami wielkości M
2
, M
1
, h.
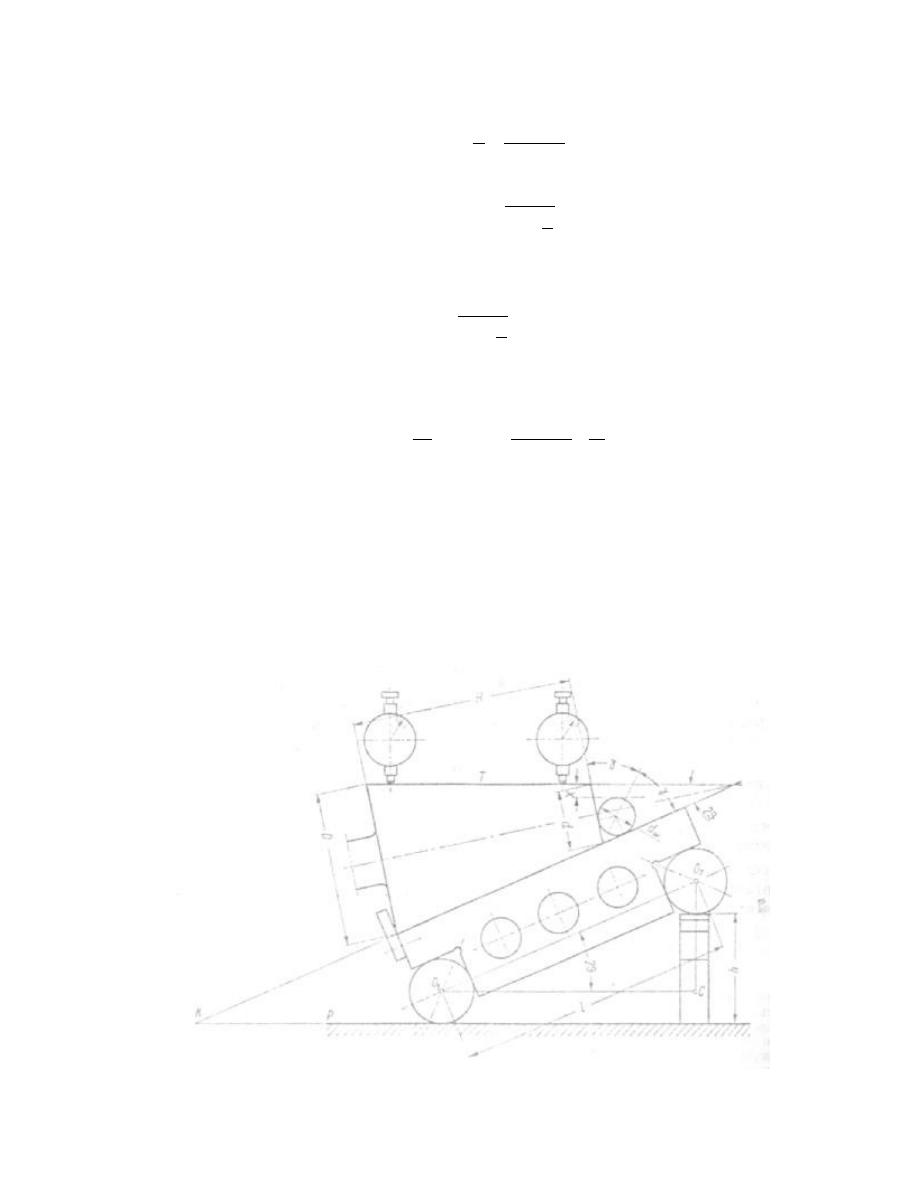
Pomiar sto
ż ka za pomocą liniału sinusowego
Liniał sinusowy składa się z liniału opartego na dwó ch o jednakowej średnicy wałkach,
któ rych osie są ró wnolegle do siebie i leż ą w płaszczyźnie ró wnoległej do gó rnej płaszczyzny
liniału. Odległość l mię dzy osiami wilkó w wynosi 100 lub 200 mm.

Technologia Remontó w Urządzeń Okrę towych – III ESO
Opracował: Tomasz Burnos WSM – INPT - ZDiRMiUO
8
Jeż eli dobierze się wysokość h stosu płytek wzorcowych tak, aby gó rna tworząca mierzonego
przedmiotu była ró wnoległa płaszczyzny płyty pomiarowej (co sprawdza się za pomocą
czujnika), to kąt 2
θ - stoż ka, oblicza się ze wzoru:
l
h
=
θ
2
sin
Jeż eli wskazania czujnika, za pomocą któ rego sprawdza się ró wnoległość tworzącej stoż ka do
płaszczyzny płyty pomiarowej, nie są jednakowe w obydwó ch skrajnych punktach
przedmiotu mierzonego, to do obliczonego kąta 2
θ należ y dodać algebraicznie poprawkę,
któ rą oblicza się ze wzoru:
3438
1
1
2
2
l
O
O
−
=
θ
δ
gdzie: (O
2
– O
1
) – ró ż nica wskazań czujnika w mm, l
1
– odległość w milimetrach mię dzy
punktami pomiarowymi.
Znak poprawki
δ
2θ
zależ y od znaku ró ż nicy wskazań O
2
– O
1
, jeż eli O
2
– O
1
>0 to
δ
2θ
<0
i
odwrotnie.
Zbież ność stoż ka oblicza się ze wzoru:
θ
tg
2
=
∆
Technologia Remontó w Urządzeń Okrę towych – III ESO
Opracował: Tomasz Burnos WSM – INPT - ZDiRMiUO
9
Pomiar sto
ż ka wewnę trznego za pomocą liniału sinusowego
Technologia Remontó w Urządzeń Okrę towych – III ESO
Opracował: Tomasz Burnos WSM – INPT - ZDiRMiUO
10
Pomiar sto
ż ka wewnę trznego za pomocą kulek
W pierwszej kolejności należ y zmierzyć mikrometrem średnice kulek d
1
oraz d
2
. Nastę pnie
przy pomocy głę bokościomierza mikrometrycznego należ y zmierzyć odległości kulek od
płaszczyzny wię kszej podstawy otworu stoż kowego, h i h
1
. Oznaczenia jak na rysunku:
Nastę pnie na podstawie wzoru i tablic trygonometrycznych oblicza się połowę kąta
wierzchołkowego:
)
(
)
(
2
sin
1
2
1
1
2
d
d
h
h
d
d
−
−
−
−
=
θ
Średnice stoż ka w płaszczyznach przechodzących przez środki kulek:
θ
θ
cos
cos
2
1
d
D
d
d
a
a
=
=
Średnicę wię kszej podstawy oblicza się ze wzoru:
θ
θ
tg
d
h
d
D
tg
d
h
D
D
a
a
)
2
(
2
)
2
(
2
2
1
2
+
+
=
+
+
=
Średnicę mniejszej podstawy oblicza się ze wzoru:
θ
θ
Htg
D
d
tg
d
h
H
d
d
a
2
)
2
(
2
1
1
−
=
−
−
−
=
Błąd pomiaru kąta wierzchołkowego oblicza się korzystając ze wzoru:
Technologia Remontó w Urządzeń Okrę towych – III ESO
Opracował: Tomasz Burnos WSM – INPT - ZDiRMiUO
11
−
−
−
+
+
−
−
−
−
−
±
=
)
(
2
1
)
(
)
(
2
1
)
(
2
1
)
(
)
(
2
1
1
2
1
2
1
1
2
1
1
2
1
1
2
sin
d
d
h
h
f
f
d
d
f
d
d
h
h
d
d
θ
δ
gdzie f
1
i f
2
są błę dami pomiaru
)
(
2
1
1
2
d
d
−
i
)
(
1
h
h
−
.
Wyszukiwarka
Podobne podstrony:
Pomiary elementów geometrycznych połączeń stożkowych - sprawko 1, Uczelnia, Metrologia, Sprawka i Pr
Polaczenia wciskowe i stozkowe(1)
Polaczenia wciskowe i stozkowe
Polaczenia wciskowe elementow stozkowych, WM-AM, Remonty
Pomiary kątów stożkowych i średnic w połączeniach wciskowych, Akademia Morska -materiały mechaniczne
Połączenia wciskowe i stozkowe
Polaczenia wciskowe i stozkowe(1)
Polaczenia wciskowe i stozkowe
Polaczenia wciskowe i stozkowe
Polaczenia nitowe
Połączenia gwintowe js
Połączenia zgrzewane
1 Gwinty, śruby, połączenia śrubowe
Połączenia ksztaltowe inne
więcej podobnych podstron