
Wytłaczarki
Dr inż. Marek
Szostak
Rodzaje wytłaczarek
Wytłaczarki jednoślimakowe
Wytłaczarki jednoślimakowe są używane
najczęściej. Masa tworzywa jest dostarczana
lejem zasypowym do ślimaka, który obraca się
w strefowo grzanym cylindrze. Tam tworzywo
topi się, głównie przez tarcie, a w mniejszym
stopniu przez dopływ ciepła, ewentualnie
odgazowuje, ulega ujednorodnieniu przez
ścinanie
oraz
spręża
się.
Działanie
transportujące zachodzi wskutek występowania
sił tarcia tworzywa względem ścian cylindra i
ślimaka. Wymiary ślimaka dopasowuje się do
wymogów wytłaczanego tworzywa najczęściej
wtedy, kiedy ma być osiągnięta optymalna
wydajność.
4
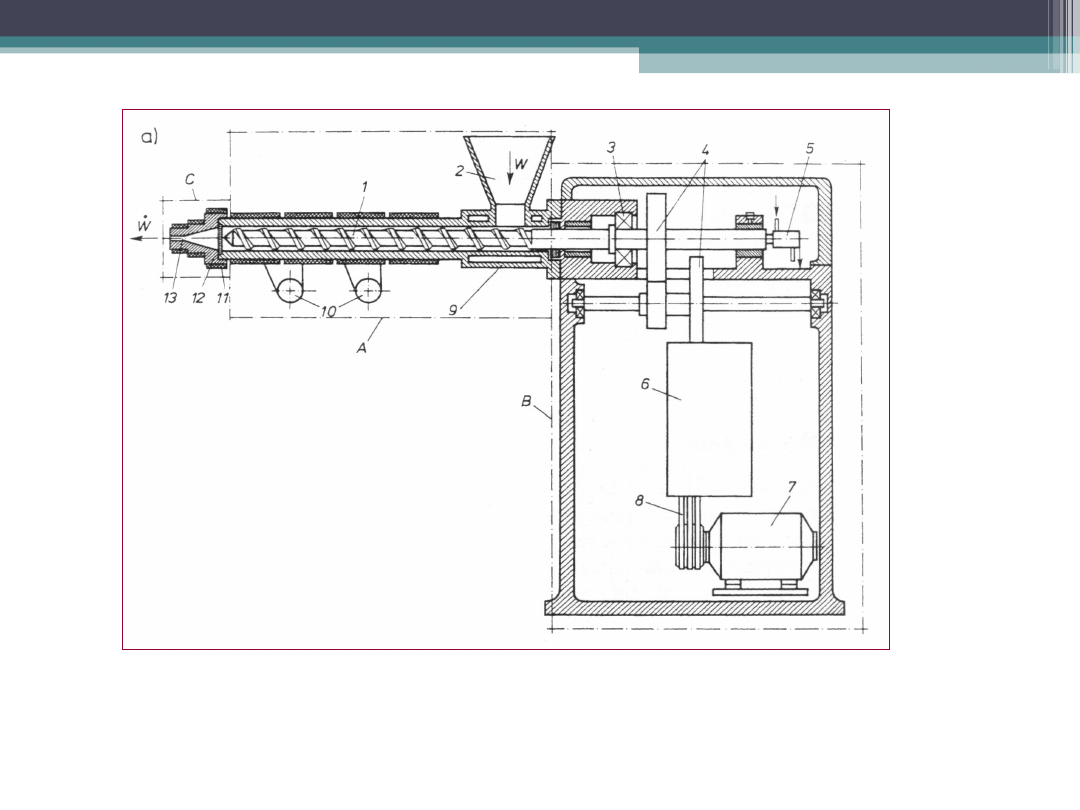
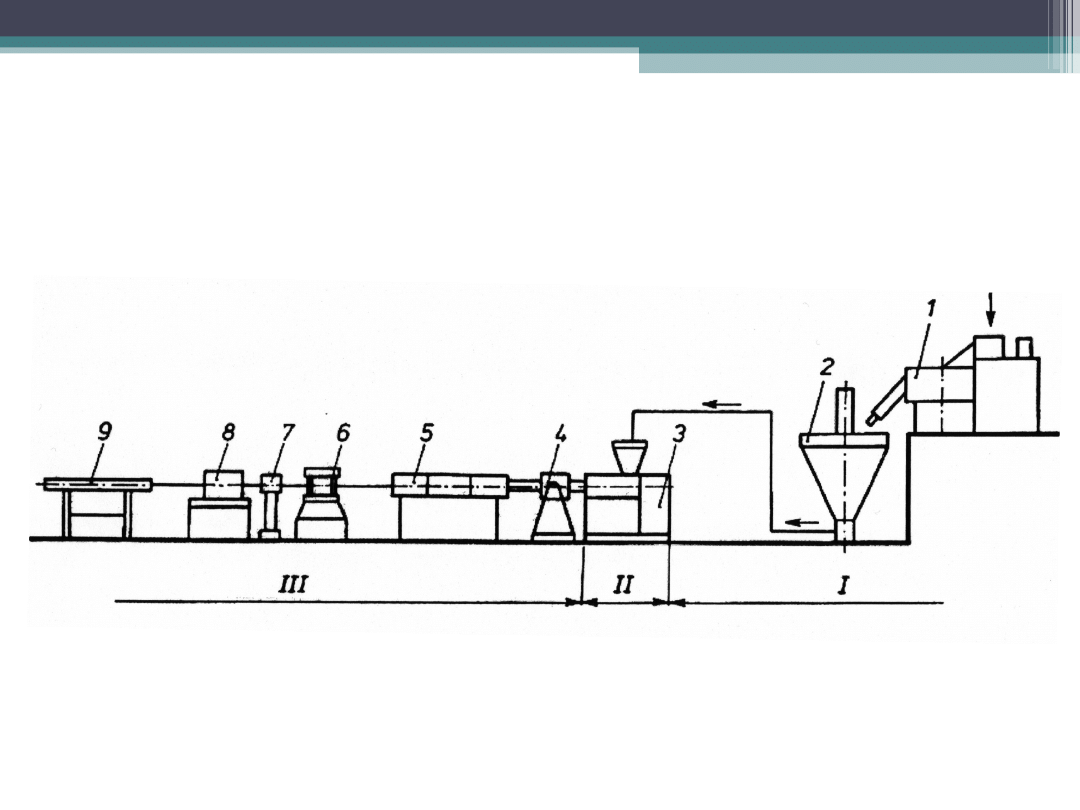
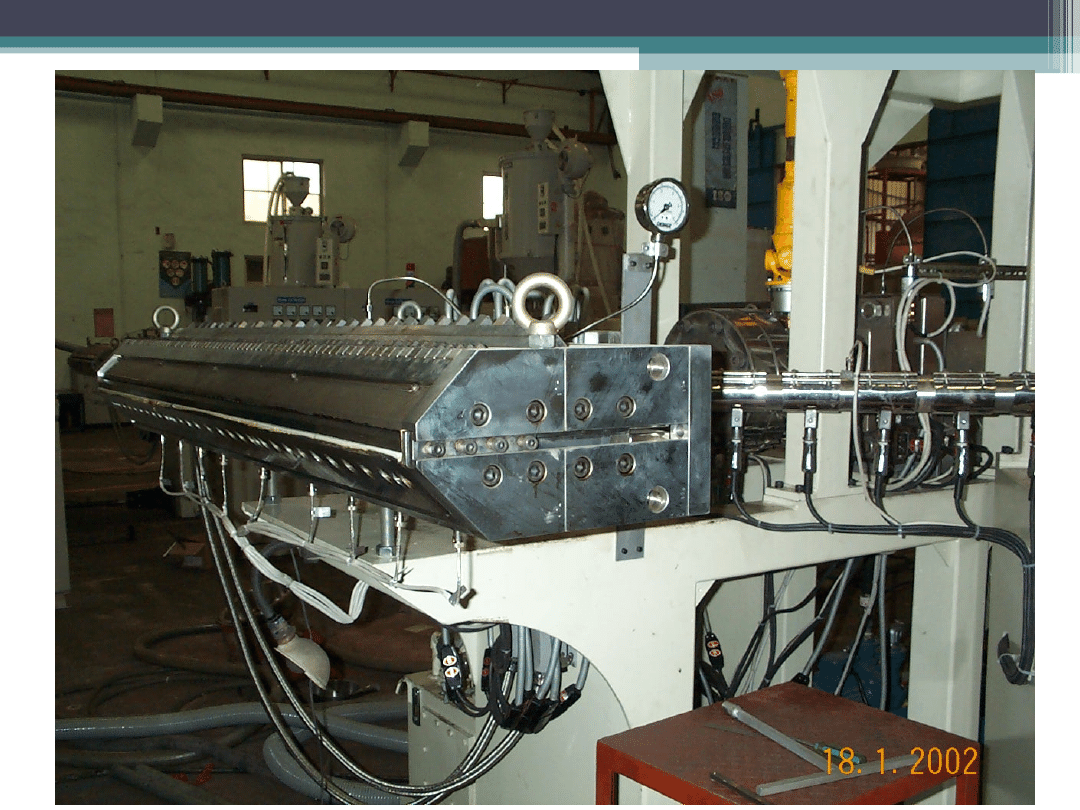
Wytłaczarka jednoślimakowa
A – układ uplastyczniający, B – układ napędowy, C – narzędzie (głowica wytłaczarska); 1 – ślimak, 2 – zasobnik, 3
– łożysko, przekładnia zębata, 5 – doprowadzenie wody chłodzącej ślimak, 6 – przekładnia bezstopniowa, 7 –
silnik elektryczny, 8 – przekładnia pasowa, 9 – chłodzenie wodą zasobnika, 10 – wentylatory, 11 – filtr tworzywa,
12 – głowica wytłaczarska, 13 – dysza wytłaczarska
Źródło: Sikora R.: Przetwórstwo tworzyw wielkocząsteczkowych, WE Warszawa 1993.
Wytłaczarki z odgazowaniem
•
Wytłaczarki z odgazowaniem umożliwiają
ominięcie wstępnego suszenia granulatu
tworzywa, które jest wrażliwe na wilgoć. W
tych wytłaczarkach mniej więcej w połowie
długości ślimaka profil rdzenia jest tak
pogłębiony, że ciśnienie stopu spada do
ciśnienia atmosferycznego, a para wodna i
inne lotne części składowe mogą uchodzić
przez otwory odgazowujące w cylindrze.
Wytłaczarki kaskadowe
•
Wytłaczarki kaskadowe lub tandemowe są
różnymi wariantami ślimaka odgazowującego.
Składają się one z szeregowego połączenia
wytłaczarki uplastyczniającej, która
przygotowuje wstępnie stop tworzywa i
wytłaczarki stopowej, która homogenizuje go i
wywołuje ciśnienie masy stopu. Ponieważ obie
wytłaczarki mają osobny napęd, wydajności obu
ślimaków daje się łatwo dopasować, jednakże
koszt zbudowania takiej maszyny jest większy.
Wytłaczarki szybkobieżne
•
Wytłaczarki szybkobieżne (wytłaczarki
adiabatyczne) pracują z szybkościami
obwodowymi większymi niż zwykłe
maszyny (do 1,2 m/s). Ślimaki są tak
skonstruowane, że topienie tworzywa
następuje wyłącznie za pomocą energii
ścinania. Są one proste w budowie i nadają
się dla tworzyw niewrażliwych na działanie
temperatury, jak np. PE, PS lub PA.
Wytłaczarki planetarne
•
Wytłaczarki planetarne mają cechy
uplastyczniania zachowawczego,
zapewniają dobrą homogenizację oraz
zdyspergowanie i z tego względu nadają
się szczególnie do tworzyw wrażliwych na
działanie temperatury, jak PCW.
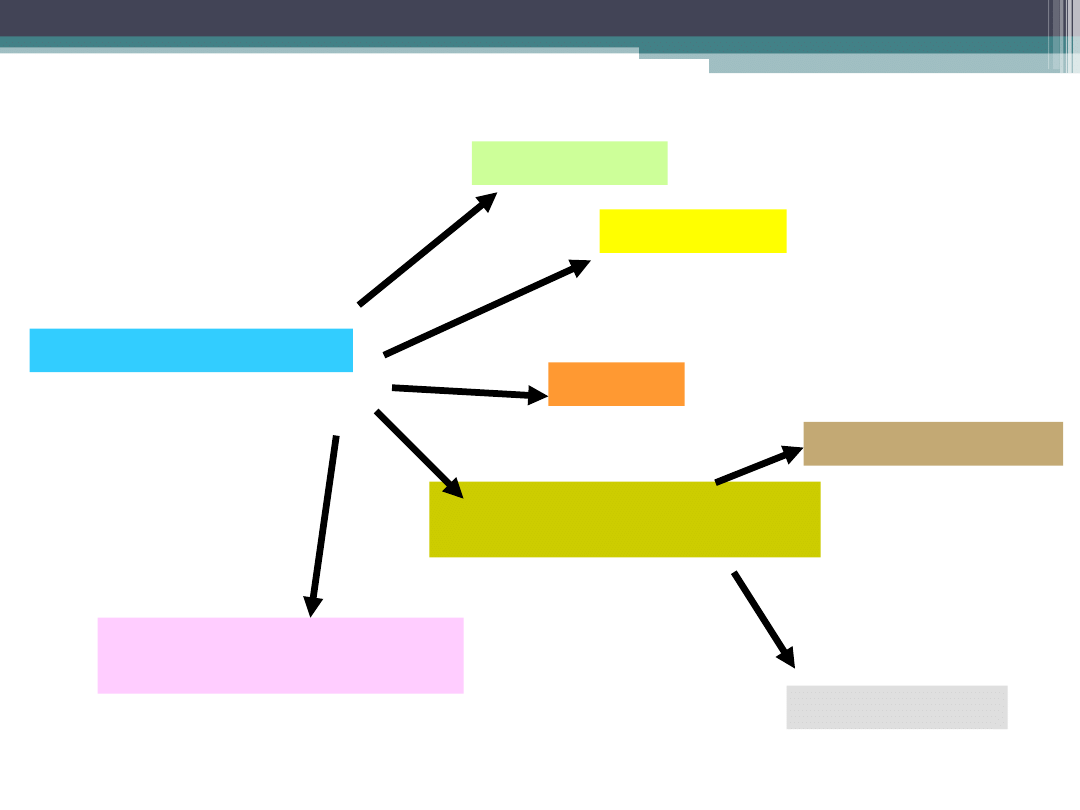
Podział procesów
wytłaczania
WYTŁACZANIE
Profili
Płyt
Folii
Wytłaczanie
z rozdmuchiwaniem
Swobodnym
W formie
Wytłaczanie
z granulowaniem
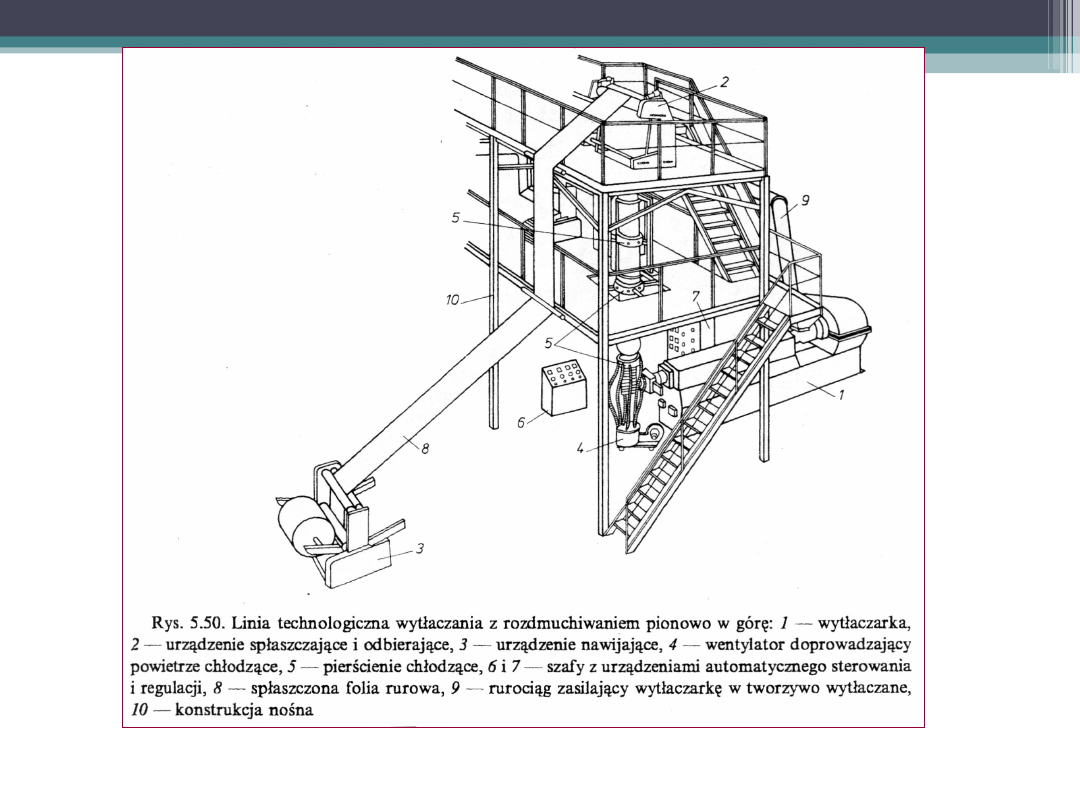
Linia do wytłaczania
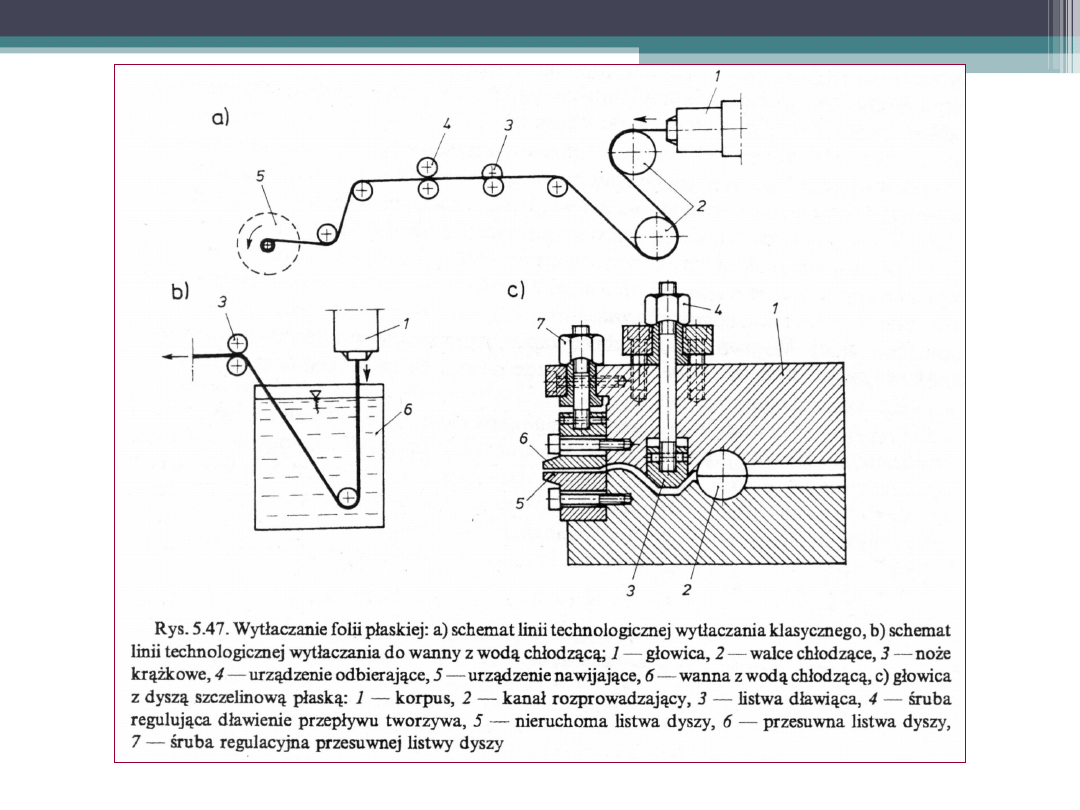
Głowica płaska
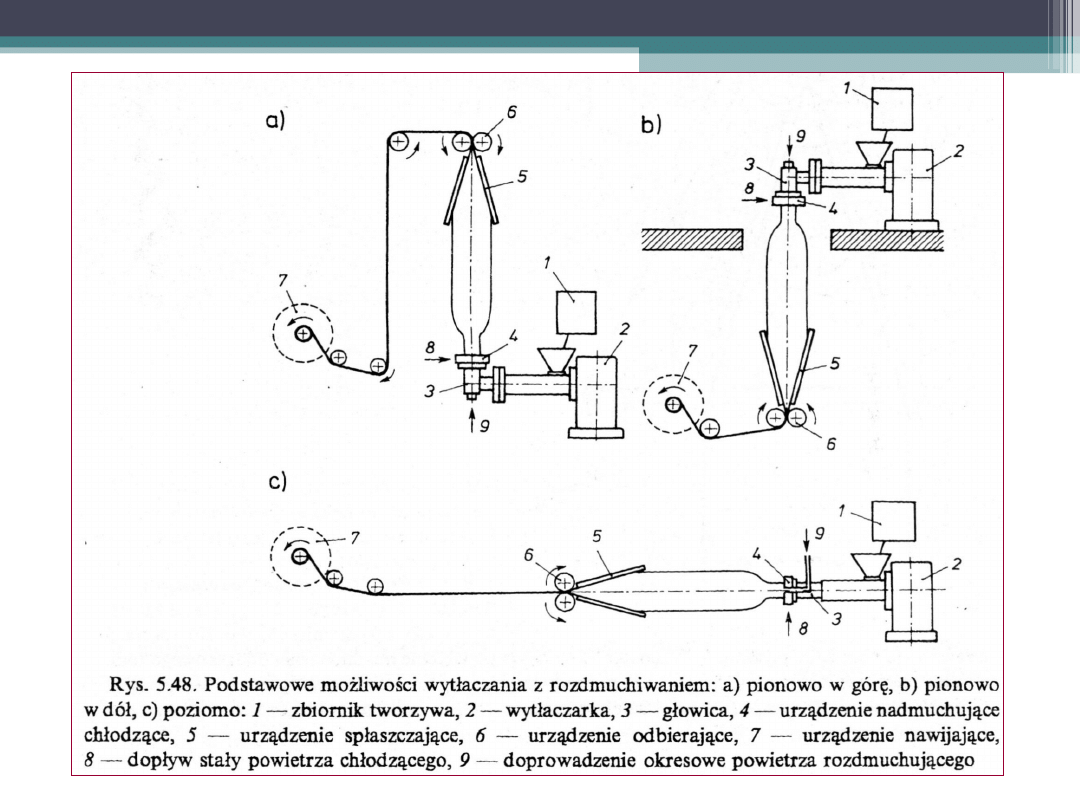
Wytłaczanie z rozdmuchiwaniem
swobodnym
Głowica kątowa
Źródło: Sikora R.: Przetwórstwo tworzyw wielkocząsteczkowych, WE Warszawa 1993.
Źródło: Sikora R.: Przetwórstwo tworzyw wielkocząsteczkowych, WE Warszawa 1993.
Wytłaczanie folii

Wytłaczanie folii
18
Źródło: Sikora R.: Przetwórstwo tworzyw wielkocząsteczkowych, WE Warszawa 1993.
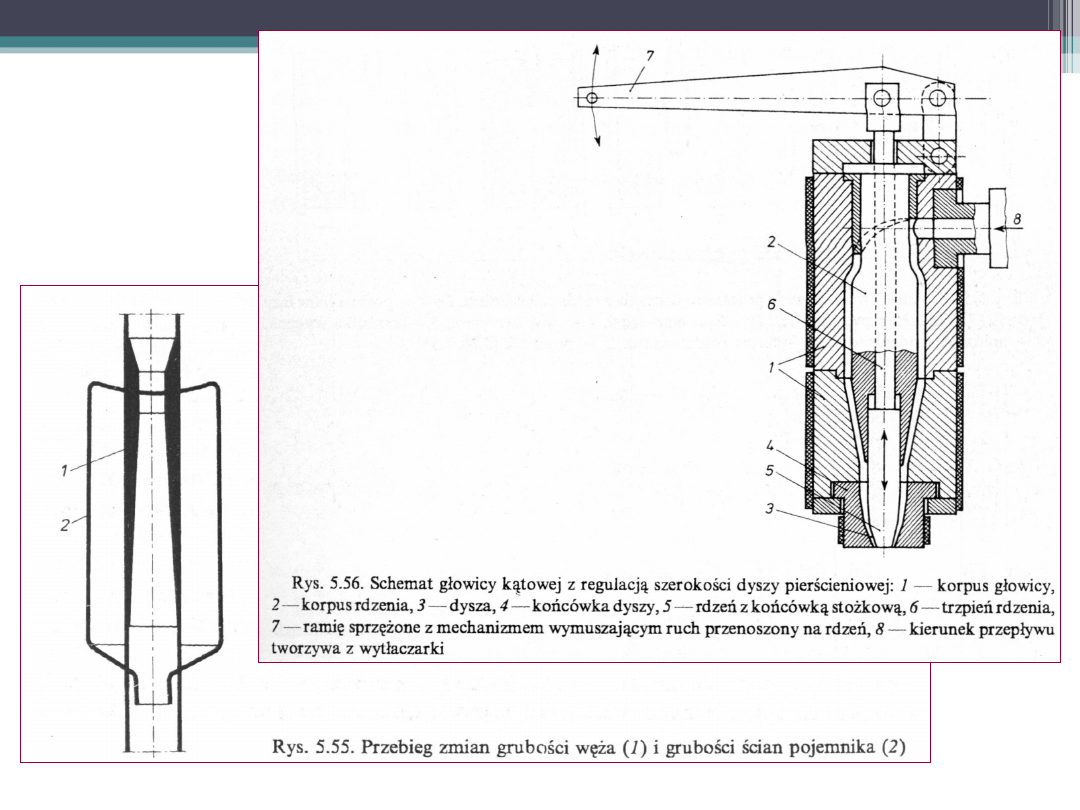
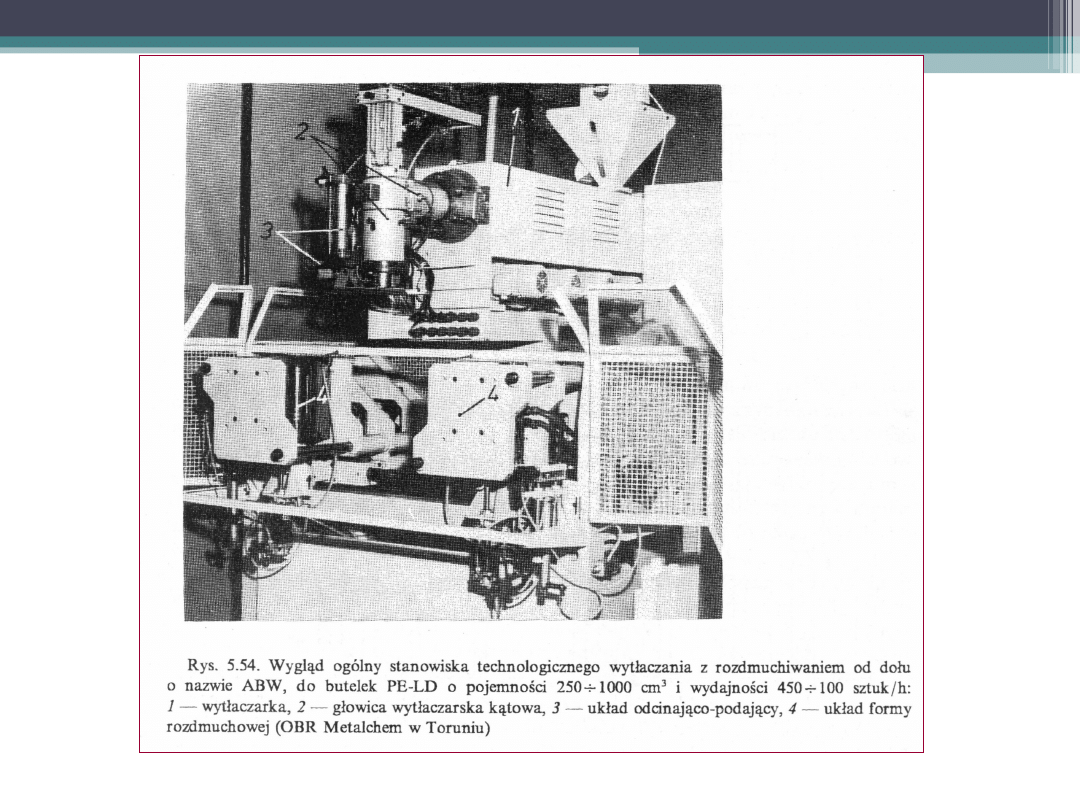
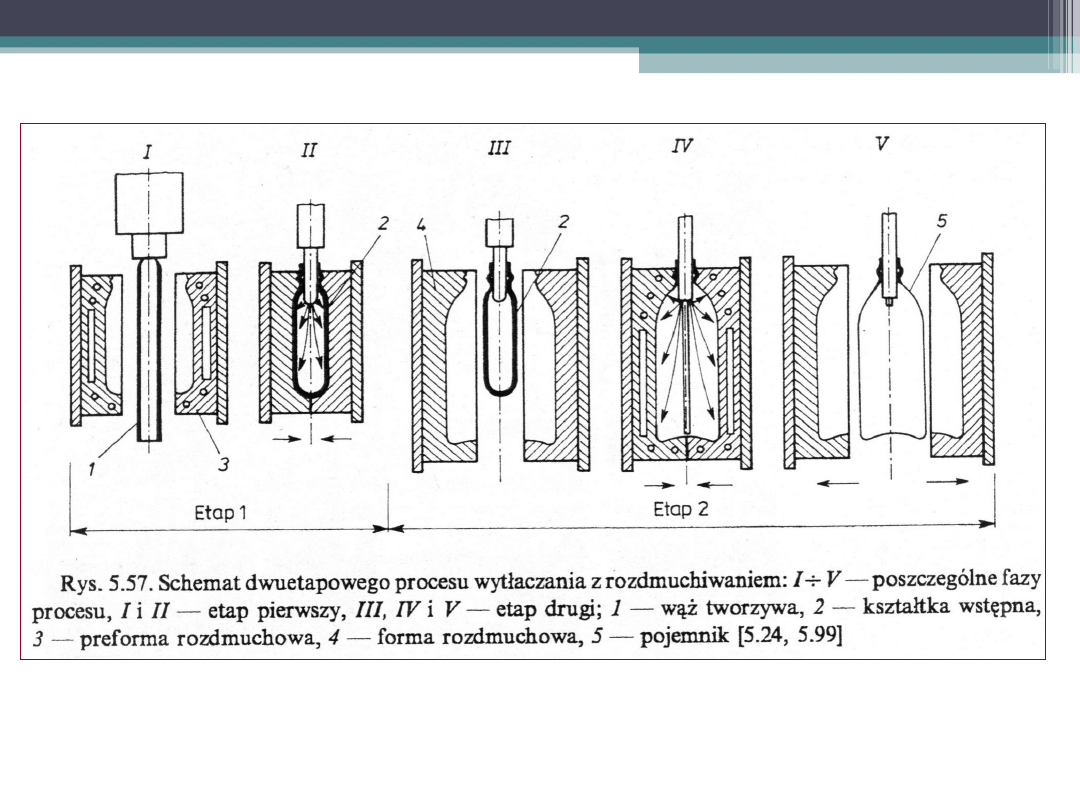
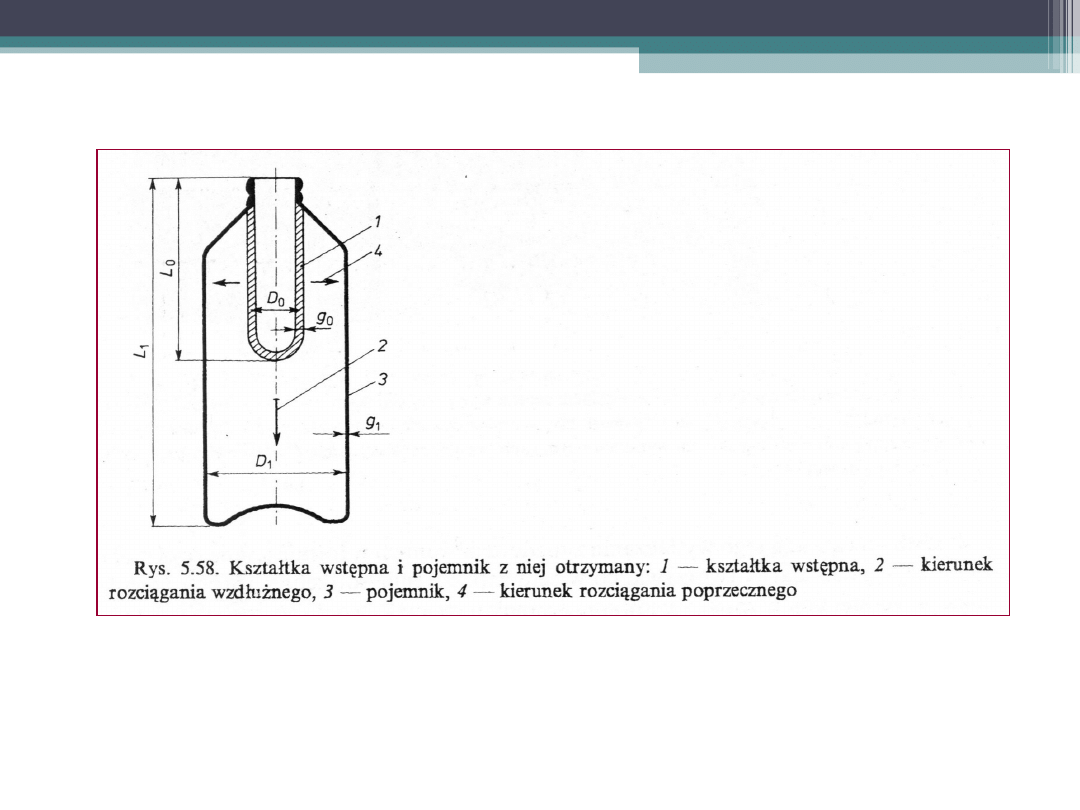
Wytłaczanie z
rozdmuchiwaniem w
formie
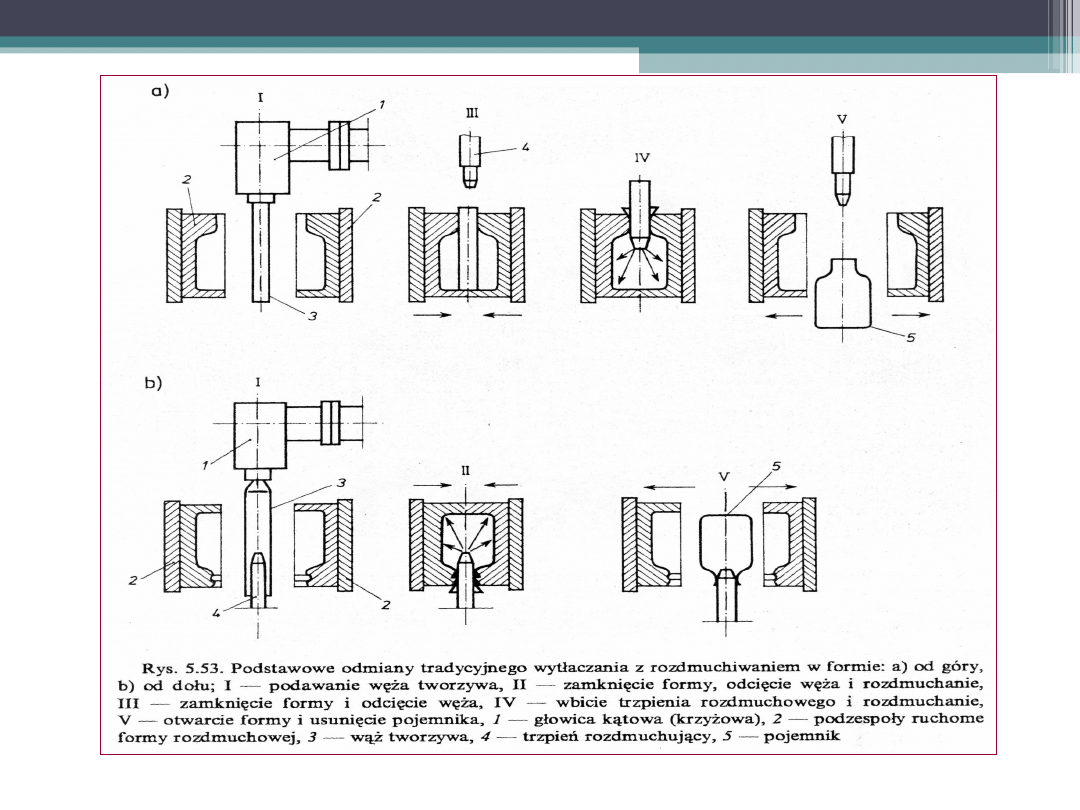
Źródło: Sikora R.: Przetwórstwo tworzyw wielkocząsteczkowych, WE Warszawa 1993.
Źródło: Sikora R.: Przetwórstwo tworzyw wielkocząsteczkowych, WE Warszawa 1993.
Źródło: Sikora R.: Przetwórstwo tworzyw wielkocząsteczkowych, WE Warszawa 1993.
Źródło: Sikora R.: Przetwórstwo tworzyw wielkocząsteczkowych, WE Warszawa 1993.
Źródło: Sikora R.: Przetwórstwo tworzyw wielkocząsteczkowych, WE Warszawa 1993.
Zalety
•
Praktycznie nielimitowana objętość
•
Możliwość współwytłaczania
•
Pojedyncza forma, niższy koszt
oprzyrządowania
•
Duża dowolność kształtu
•
Możliwość prototypowania przy formach
drewnianych i z aluminium
Wady
•
Powstawanie odpadu
•
Ograniczona precyzja wykonania gwintu i
szyjki
•
Pogarszające estetykę i wytrzymałość
linie styku formy
•
Gorsza powtarzalność
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
Wyszukiwarka
Podobne podstrony:
Sprawko wytłaczanie z rozdmuchiwaniem
4 Wytlaczanie z rozdmuchem id Nieznany (2)
6 Wytlaczanie z rozdmuchem
T3 Wytłaczanie i rozdmuch
z akumulatorem i rozdmuchem
wytlaczanie
wytłaczanie
13 WYZNACZANIE GRANICZNYCH WARTOŚCI WSPÓŁCZYNNIKA WYTŁACZANIA (2)
Narzędzie tnące i do wytłaczania
MMM PROCES WYTŁACZANIA
INSTRUKCJA OBSŁUGI WYTŁACZARKI
wytłaczanie
sprawko wytłaczanie
technologia wytlaczania
Kurs dal początkujących- 10 lekcji, Lekcja 10-Wytłaczanie metodą GetShape, Wytłaczanie metodą GetSha
KSZTAŁTOWANIE NACZYŃ CYLINDRYCZNYCH W PROCESIE WYTŁACZANIA
więcej podobnych podstron