„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Paweł Pierzchalski
Przygotowanie form do drukowania wypukłego
825[01].Z3.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Henryk Godlewski
mgr inż. Przemysław Śleboda
Opracowanie redakcyjne:
mgr Elżbieta Gonciarz
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 825[01].Z3.02,
„Przygotowanie form do drukowania wypukłego”, zawartego w modułowym programie
nauczania dla zawodu drukarz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1.
Charakteryzowanie procesów przygotowawczych do drukowania
technikami wypukłymi
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
12
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
14
4.2.
Charakteryzowanie oraz wykonywanie form do drukowania wypukłego
15
4.2.1. Materiał nauczania
15
4.2.2. Pytania sprawdzające
30
4.2.3. Ćwiczenia
31
4.2.4. Sprawdzian postępów
32
4.3.
Zastosowanie systemu tulei rozprężnych we fleksografii
33
4.3.1. Materiał nauczania
33
4.3.2. Pytania sprawdzające
39
4.3.3. Ćwiczenia
39
4.3.4. Sprawdzian postępów
39
5.
Sprawdzian osiągnięć ucznia
41
6. Literatura
46
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu właściwości i sposobów
wykonywania form do drukowania wypukłego. W poradniku najwięcej uwagi poświęcono
formom fleksograficznym z uwagi na to, iż technika ta jest obecnie praktycznie jedyną (poza
typooffsetem) spośród technik drukowania wypukłego wykorzystywaną na skalę
przemysłową.
W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
Schemat układu jednostek modułowych
825[01].Z1
Technologia drukowania wypukłego
825[01].Z1.01
Eksploatowanie maszyn do drukowania wypukłego
825[01].Z1.02
Przygotowanie form do drukowania wypukłego
825[01].Z1.03
Drukowanie wypukłe

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
–
posługiwać się terminologią poligraficzną,
–
charakteryzować podstawowe działy poligrafii,
–
określać podstawowe szeregi i formaty wyrobów poligraficznych
–
posługiwać się podstawowymi miarami poligraficznymi,
–
charakteryzować papiery drukowe, papiery tzw. nowej generacji, papiery syntetyczne,
–
klasyfikować oraz określić skład farb drukowych,
–
określać mechanizmy utrwalania farb,
–
określać drukowe i użytkowe właściwości farb,
–
klasyfikować i charakteryzować formy drukowe różnych technik drukowania,
–
klasyfikować maszyny drukujące,
–
charakteryzować techniki drukowania,
–
współpracować w grupie,
–
formułować wnioski,
–
oceniać swoje umiejętności,
–
uczestniczyć w dyskusji,
–
prezentować siebie i grupę w której pracujesz,
–
przestrzegać przepisów bezpieczeństwa i higieny pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
–
określić właściwości i zakres zastosowania materiałów do drukowania wypukłego,
–
obliczyć ilość materiałów do określonej wielkości produkcji,
–
dobrać i przygotować podłoża do produkcji,
–
przygotować farby drukarskie oraz materiały pomocnicze,
–
rozróżnić formy drukowe do drukowania wypukłego,
–
określić wymagania jakie muszą spełniać formy drukowe do drukowania wypukłego,
–
scharakteryzować fotopolimerowe formy typograficzne,
–
scharakteryzować proces powstawania fotopolimerowej formy typograficznej,
–
wyjaśnić budowę i zasadę działania numeratora,
–
scharakteryzować formy fleksograficzne,
–
scharakteryzować procesy powstawania form fleksograficznych,
–
założyć formy fleksograficzne na cylindrze lub tulei formowej,
–
skontrolować jakość form drukowych typograficznych i fleksograficznych,
–
zorganizować stanowisko pracy,
–
dobrać środki ochrony indywidualnej,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1. Charakteryzowanie procesów przygotowawczych do
drukowania technikami wypukłymi
4.1.1. Materiał nauczania
Dobieranie podłoży drukowych i farb w technikach drukowania wypukłego
Papier nadal jest podstawowym, powszechnie stosowanym podłożem drukowym.
Nazwy, określenia, podział i wady wytworów papierniczych oraz własności fizyczne
i chemiczne papierów ustalają normy.
Własności papieru dzielą się na następujące grupy:
–
strukturalno-wymiarowe; wśród nich występują między innymi gramatura, porowatość,
grubość, gładkość, wytrzymałość powierzchniowa, dwustronność,
–
mechaniczne,
–
optyczne, a więc białość i połysk,
–
hydrofobowe i hydrofilowe; dotyczą stopnia zaklejenia, chłonności wody, stateczności
wymiarowej w uzależnieniu od zmian wilgoci atmosferycznej,
–
ochronne, to przenikalność i przepuszczalność,
–
dielektryczne,
–
chemiczne, wśród nich zwłaszcza odczyn wyciągu wodnego oraz zawartość substancji
organicznych i nieorganicznych,
–
inne własności specjalne.
Na każdym papierze można drukować wszystko – z różnymi efektami jakościowymi,
Chcąc je utrzymać na żądanym poziomie, należy każdorazowo dobrać papier do techniki
i szybkości drukowania, do rodzaju formy drukowej i charakteru powielanego oryginału oraz
uwzględnić przy dokonywaniu doboru sposób i czas utrwalania się farby, oczekiwany wygląd
odbitki i wreszcie ekonomikę procesu. Własności papieru, które trzeba wziąć pod uwagę przy
ustalaniu jego rodzaju i gatunku, najodpowiedniejsze dla konkretnego przypadku drukowania
charakteryzują jego drukowność. Będzie ona uznana za dobrą, jeżeli odbitki otrzymane
w warunkach ustalonych technologią będą odtwarzać oryginał z wymaganą dokładnością,
a farba na odbitce nie będzie rozlewać się, rozmazywać, prześwitywać i przebijać oraz jeżeli
będzie ona utrwalać się prawidłowo. Drukowność papieru wpływa więc zarówno na jego
zachowanie się podczas drukowania bądź na przebieg tego procesu, jak i na jakość
otrzymanego druku. Ocena jej na podstawie jednego bezpośredniego pomiaru nie jest
możliwa. Dochodzi się do niej pośrednio, badając cechy papieru wpływające na jego
przydatność. Rozróżnia się wśród nich takie, które muszą być uwzględniane przy ocenie
wszystkich papierów drukowych oraz specyficzne dla każdej z technik drukowania.
Dobór podłoży drukowych – na tym etapie planowania produkcji należy w sposób
ostateczny i precyzyjny dobrać wszelkie materiały, które będą użyte w procesie produkcji.
Dotyczy to głównie podłoży drukowych, ale również innych wytworów papierowych i nie
tylko. Technolog dobierając poszczególne materiały nie może kierować się tylko swoim
zdaniem, ale również zdaniem klienta. Powinien pełnić raczej funkcję doradczą
i weryfikować możliwość zastosowania danego materiału zaproponowanego przez klienta.
Dużą pomocą podczas rozmowy z klientem są wszelkiego rodzaju wzorniki materiałów oraz
gotowe wyroby poligraficzne. Z punktu widzenia interesu firmy należy proponować do
produkcji wyroby, których firma standardowo używa np. proponowane przez współpracującą

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
hurtownię. Z reguły hurtownie współpracujące z określoną firmą poligraficzną zaopatrują ją
w zestaw próbników pogrupowanych tematycznie, np.:
–
papiery niepowlekane,
–
papiery powlekane,
–
kartony jednostronnie powlekane,
–
tektury introligatorskie,
–
papiery i kartony ozdobne,
–
koperty,
–
wyroby introligatorskie,
–
inne wyroby stosowane w poligrafii.
W każdej z tych grup tematycznych znajdziemy na pewno wyrób dający się zastosować
w danej sytuacji technologicznej o odpowiednich cechach użytkowych, z których
najważniejsze to: rodzaj wyrobu, , format, gramatura oraz sposób ryzowania.
Obliczanie
zapotrzebowania
materiałowego
–
sprecyzowanie
parametrów
technologicznych wyrobu oraz dokładne dobranie wyrobu do procesu technologicznego
otwiera drogę do obliczenia zapotrzebowania materiałowego. Jest to dość skomplikowana
operacja technologiczna, a jednocześnie odpowiedzialna ze względu na to, że każda pomyłka
może w produkcji skutkować brakiem materiału lub zbyt jego dużą ilością co w obydwu
przypadkach wiąże się ze stratami finansowymi. Warto jednak wspomnieć, że coraz
powszechniejsze stają się kalkulacyjne programy komputerowe pisane pod kątem
wykorzystania w procesach poligraficznych. Obliczenia materiałowe z reguły sprowadzają się
do obliczenia wagi (lub ilości arkuszy) wytworu papierniczego potrzebnego do wykonania
założonego nakładu. Oprócz obliczeń czysto matematycznych muszą jednak uwzględniać
aspekty technologiczne np. straty materiału podczas produkcji.
Farby typograficzne – przez kilka stuleci były jedynymi reprezentantkami farb
graficznych; obecnie straciły one na znaczeniu. Typografia bowiem ustąpiła miejsca
technikom drukowania pracującym szybciej i taniej.
Farby rotacyjne stosowało się do drukowania przeważnie na papierach klas V–VIII –
słabo zaklejonych. Utrwalanie się tych farb dochodzi do skutku wyłącznie w wyniku
wsiąkania spoiwa. Farby te nie zawierają ani olejów ani żywic schnących. W skład tego
rodzaju farb wchodzą: sadza, podbarwiacz i jako spoiwo – olej mineralny, którego lepkość
wymaga najczęściej podwyższenia. W tym celu roztwarza się w nim niedrogą żywicę lub
asfalt. W przypadku zbyt małej lepkości spoiwa na słabo zaklejonych papierach jego
wsiąkanie staje się nadmierne, przy czym zachodzi ono poziomo i w głąb papieru. Po
przekroczeniu dopuszczalnej granicy rozchodzenia się poziomego wywołuje nieostrość
konturów. Poszczególne punkty klisz siatkowych są wówczas obwiedzione otoczką lub
tworzą plamy. Natomiast zbyt dalekie wsiąkanie w głąb powoduje przebijanie farby.
Wykazującej tę wadę farby rotacyjnej w warunkach drukarni nie da się poprawić. Natomiast
spoiwo zbyt lepkie opóźnia utrwalanie się farby, powodując jej mazanie lub odciąganie.
Ponieważ w farbach rotacyjnych nie ma składników schnących, dodawanie do nich suszek
jest bezcelowe. Farby rotacyjne czarne zawierające dużo asfaltu mają odcień brązowy,
natomiast zbytnio podbarwione – niebieski.
Farby arkuszowe występowały w wielu odmianach zależnie od tego, na jakie podłoże
drukowe są przeznaczone i jakie wymagania jakościowe stawia się odbitce. Najbardziej
zbliżone do rotacyjnych były farby akcydensowe. Ich czerń nie jest głęboka, utrwalają się
głównie w wyniku wsiąkania i nadają się do drukowania tylko na podłożach wsiąkliwych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Zawierają przede wszystkim olej mineralny obok niedużych ilości substancji błonotwórczych,
podbarwiacz tłuszczowy i sadzę.
Farby dziełowe czarne tworzą na odbitce czerń o znacznej intensywności, nadają się do
drukowania z klisz siatkowych o niezbyt drobnym rastrze i utrwalają się w dużej mierze na
skutek procesów chemicznych. Zawierają więc znaczny procent olejów lub żywic schnących.
Farby ilustracyjne były najwyższą jakościowo odmianą farb arkuszowych. Były one
przeznaczone głównie do drukowania ilustracji drobno rastrowanych na papierach i kartonach
kredowanych. Dają one odbitki o głębokiej, obojętnej czerni, również z połyskiem. Utrwalają
się prawie wyłącznie na skutek polimeryzacji spoiwa, gdyż olej mineralny albo w ogóle
w nim nie występuje albo jest go bardzo mało. Przygotowując do drukowania farbę
ilustracyjną nie można więc dodawać do niej cieczy nie wysychających.
Farby dwutonowe były odmianą farb ilustracyjnych. Bywały stosowane przede
wszystkim w drukowaniu typograficznym, bardzo rzadko w offsetowym. Zazwyczaj są
czarne, rzadziej kolorowe, zawierają obok pigmentu nieznaczną ilość barwnika tłuszczowego.
Barwnik ten, rozpuszczony w spoiwie, wsiąka wraz z nim w masę papieru, powodując
tworzenie się barwnych otoczek wokół punktów siatki. Efekt tego rodzaju nazywa się
powstawaniem dodatkowego „tonu” w odróżnieniu od „tonu” zasadniczego, widocznego
pośrodku punktu i pochodzącego od pigmentu zawartego w farbie, np. sadzy w farbach
czarnych. Te dwa „tony” zdecydowały o nazwie farb – „dwutonowe”.
Farby typograficzne z uwagi na całkowite odejście od typograficznej techniki drukowania nie
znajdują obecnie zastosowania
Podłoża drukowe stosowane we fleksografii – można podzielić na pięć głównych grup:
–
papier,
–
tektura falista,
–
folie z tworzyw sztucznych,
–
folie z aluminium,
–
laminaty foliowe.
Papier – jest zadrukowywany techniką fleksograficzną najczęściej w postaci zwoju, ale
także, choć znaczniej rzadziej, w postaci arkuszy (kartony wielowarstwowe, kartony lite
wykonane z jednorodnego materiału) oraz tektura falista.
Fleksografia nie stawia praktycznie żadnych ograniczeń w stosowaniu papierów o ile są
one bez wad powierzchniowych np. typu fałd, dziur, zakładek, wybłyszczeń, nierówności
powierzchni, itp. Ograniczeniom podlegają jednak pewne skrajne właściwości papieru i tak
papier powlekany o zbyt dużej zawartości kaolinu w powłoce powoduje nadmierną chłonność
i szybkość wsiąkania w rezultacie na powierzchni zostaje niezwiązany pigment, który można
zmazać palcem (jest to tzw. efekt kredowania). Sytuacja odwrotna – zbyt mała chłonność
papieru utrudnia i wydłuża czas schnięcia farby. Duża zawartość wosków w powłoce
papierów, może prowadzić do złego zwilżania papieru oraz do złej adhezji farby. Jak powyżej
wspomniano są to przyczyny skrajne, występujące w zasadzie tylko w przypadku wad
produkcyjnych papieru.
W związku z tym techniką fleksograficzną można zadrukowywać papiery powlekane od
papierów z fotograficznym połyskiem tj. typu chromolux poprzez papiery dwu-, trzy-
i
wielokrotnie
powlekane
do
jednokrotnie
powlekanych.
Asortyment
papierów
niepowlekanych obejmuje papiery pakowe, aż do papierów ozdobnych. Zadrukowywane są

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
także wszystkie typy papierów samoprzylepnych. Oczywiście każdy rodzaj papieru wymaga
przy drukach rastrowych innej liniatury rastra. Na papierze o niskiej jakości nie uzyskuje się
dobrego jakościowo druku.
Tektura falista – opakowania z tektury falistej są dzisiaj stosowane prawie we wszystkich
dziedzinach gospodarki jako idealne opakowania w postaci dużych i małych pudeł. Przez
dobór materiałów pokryciowych i kombinacji fali można uzyskać tekturę falistą o specjalnych
właściwościach i wytrzymałości. Może ona służyć do produkcji opakowań o specjalnych
przeznaczeniach. Opakowania z tektury falistej zastępują dzisiaj częściowo także opakowania
kartonowe (tj. z tektury litej lub wielowarstwowej).
Na zewnętrznej stronie pudeł z tektury falistej drukowane są informacje. Współcześnie
stosowane są dwa systemy drukowania tektury falistej. System tradycyjny to drukowanie
fleksograficzne na gotowej tekturze falistej na specjalnych maszynach arkuszowych lub na
drukarkowycinarce podczas wykonywania wykroju pudła. Jest to drukowanie bezpośrednie
na tekturze zwane „Post-Print”. Druga technologia, która jest stosunkowo nową technologią,
ale za to umożliwiającą drukowanie wielobarwne to „Pre-Print”. Technologia „Pre-Printu”
polega na zadrukowywaniu kartonu pokryciowego przed sformowaniem tektury falistej
tj. przed sklejeniem z falą. W przypadku „Pre-Printu” istnieje możliwość drukowania kartonu
pokryciowego ze zwoju lub białego papieru arkuszowego, który jest następnie laminowany
z arkuszem tektury. Podczas wykonywania wykroju tektura zadrukowana w technologii
„PrePrintu” zostaje uzupełniona napisami informacyjnymi, itp., przez fleksograficzny nadruk
kreskowy.
Folie z tworzyw sztucznych – foliami nazywamy cienkie materiały o grubości od 5 µm
(5/1000 mm) w przypadku tworzyw sztucznych i od około 10 µm w przypadku aluminium, do
około 300 µm dla tworzyw sztucznych i do około 150µm dla aluminium. Folie z tworzyw
sztucznych i z aluminium nazywane są bardzo często monofoliami w odróżnieniu od
laminatów foliowych zwanych często także foliami kompleksowymi. Określenie monofolia
oznacza, że folia jest homogeniczna czyli zbudowana z jednego materiału. Folie aluminiowe
przeznaczone do drukowania mogą mieć powierzchnię gładką lub moletowaną. W przypadku
folii z tworzyw sztucznych do drukowania fleksograficznego stosowane są praktycznie
wyłącznie folie gładkie. Folie z tworzyw sztucznych stosowane w drukowaniu
fleksograficznym dzielimy na:
–
folie z celulozy regenerowanej (celofan),
–
folie polietylenowe (PE),
–
folie polipropylenowe,
–
folie poliestrowe (PET),
Folie aluminiowe – folię aluminiową produkuje się przez walcowanie czystego glinu lub
jego stopów. Zawiera ona zwykle nie mniej niż 97% czystego glinu. Większość folii
aluminiowych stosowanych do produkcji opakowań ma grubość od 4 do 200 µm. Folia
aluminiowa o grubości mniejszej od 15 µm ma zwykle jedną stronę z połyskiem, a drugą
matową. Dzieje się tak, ponieważ jednocześnie walcuje się dwie jej taśmy. Ze względu na
jakość powierzchni i rodzaj końcowej obróbki folie aluminiowe można podzielić na:
–
folię gładką – stosowaną przede wszystkim do pakowania produktów cukierniczych
i mlecznych,
–
folię lakierowaną, pokrytą barwnymi lakierami – stosowaną do pakowania produktów
cukierniczych,
–
folię tłoczoną – stosowaną do pakowania wyrobów cukierniczych i tytoniowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Folia aluminiowa może być produkowana w arkuszach lub zwojach. Najczęściej techniką
fleksograficzną zadrukowuje się folie o grubościach od 5 µm do 150 µm. Właściwości folii
aluminiowej są takie same jak metalicznego glinu lub stopu glinu, z którego została
wykonana folia.
Laminaty foliowe – zwane również foliami kompleksowymi powstają przez połączenie
ze sobą folii wykonanych z różnych materiałów lub dodatkowo jeszcze z różnymi rodzajami
papieru. Przez dobór warstw składowych laminatu otrzymuje się materiały o ściśle
określonych właściwościach. Laminaty służą do produkcji opakowań i to najczęściej
opakowań drukowanych. Są one wytwarzane przez sklejenie warstw składowych lub też
bezklejowo metodą współwytłaczania lub/i metodą ekstruzyjną.
Laminaty wytwarza się w ten sposób, że dobiera się warstwy składowe o różnych
właściwościach, otrzymując materiał wielowarstwowy o pożądanych cechach. Najczęściej
występuje od 2 do 5 warstw tj. folii z tworzyw sztucznych i folii aluminiowych oraz
wytworów papierowych. Oprócz warstw składowych dochodzą jeszcze lakiery, primery
i powłoki barierowe. Istnieje zatem dość duża możliwość produkowania różnych laminatów.
Najczęściej produkowanych jest ponad dwadzieścia rodzajów. Największym odbiorcą
laminatów foliowych jest przemysł spożywczy z zastosowaniem ich do produkcji opakowań
ż
ywności.
Dobór i charakterystyka farb fleksograficznych – farby te składają się najczęściej
z: barwidła, środka wiążącego, specjalnych dodatków i rozpuszczalników. Są to farby ciekłe
produkowane na bazie lotnych rozpuszczalników organicznych i wody. Produkowane są
także w wersji bezrozpuszczalnikowej jako farby utrwalane promieniowaniem UV.
W związku z tym współcześnie można podzielić farby fleksograficzne na:
–
farby rozpuszczalnikowe,
–
farby wodorozcieńczalne,
–
farby fotoutwardzalne UV.
Farby fleksograficzne rozpuszczalnikowe i wodorozpuszczalne produkowane są
w postaci koncentratów, czyli że do bezpośredniego stosowania farby muszą być
rozcieńczane.
Farby rozpuszczalnikowe – należą do najstarszych farb. Zawierają one:
–
spoiwa (żywice sztuczne),
–
pigmenty albo barwniki,
–
ś
rodki pomocnicze do poprawienia niektórych właściwości np. odporności na ścieranie,
gładkości powierzchniowej, adhezji itp.,
–
rozpuszczalniki, w których rozpuszczone są spoiwa, ew. barwniki (jeśli są obecne)
i niektóre środki pomocnicze.
Proces utrwalania farby na podłożu polega na odparowaniu rozpuszczalnika, w wyniku
czego na podłożu pozostaje warstwa spoiwa z dodatkami. Niektóre środki pomocnicze jak np.
substancje sieciujące wywołują odpowiednie reakcje chemiczne, co zmienia strukturę
chemiczną farby. Dotyczy to farb dwuskładnikowych utrwalanych poprzez reakcje
chemiczne.
Najczęściej stosuje się następujące rozpuszczalniki: octan etylu, alkohol etylowy,
metoksypropanol, etoksypropanol itp.
Farby rozpuszczalnikowe zostały w toku produkcji odpowiednio udoskonalone i ich
właściwości są dobrze znane. Istnieje możliwość zastosowania różnorodnych spoiw, środków
barwiących i środków pomocniczych, tak że obecnie farby rozpuszczalnikowe mogą spełniać
różnorodne wymagania techniczne. Przy pomocy farb rozpuszczalnikowych można uzyskać

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
najlepsze efekty drukowania. Przy tym samym nakładzie środków technicznych
i finansowych uzyskuje się odbitki o jakości dotychczas nieosiągalnej przy drukowaniu
innymi farbami. Do farb tych przystosowane zostały maszyny drukujące o dobrych
parametrach technicznych i stosunkowo niskich cenach.
Farby wodorozcieńczalne – podstawowy skład chemiczny farb wodorozcieńczalnych jest
podobny do składu farb rozpuszczalnikowych. Zawierają:
–
spoiwa (żywice sztuczne),
–
pigmenty albo barwniki,
–
ś
rodki pomocnicze do poprawiania niektórych właściwości np. odporności na ścieranie,
gładkości powierzchniowej, przyczepności itp.),
–
rozpuszczalniki, w których rozpuszczane są spoiwa, ew. barwniki (jeśli są obecne)
i niektóre środki pomocnicze.
Od farb rozpuszczalnikowych różnią się tym, że podstawowym rozpuszczalnikiem jest
woda, a organicznych rozpuszczalników jest tylko od 5-10%. Bardzo rzadko są stosowane
farby, które zupełnie nie zawierają rozpuszczalników organicznych, gdyż ich stosowanie jest
stosunkowo kłopotliwe i mogą ulec zniszczeniu przez ujemne temperatury. W czasie
utrwalania farby na podłożu zostaje warstwa farby wraz z niewielkimi ilościami
rozpuszczalników organicznych.
Użycie wody jako rozpuszczalnika jest ekonomiczne i nie powoduje zanieczyszczenia
ś
rodowiska. Natomiast ilość rozpuszczalników organicznych jest tak mała, że przy obecnych
przepisach mieści się w granicach dopuszczalnej emisji zanieczyszczeń. Dzięki temu można
zrezygnować z kosztownego spalania par, jakie jest stosowane przy farbach
rozpuszczalnikowych.
Dalszą zaletą jest niepalność farb wodorozcieńczalnych i tym samym proste zasady
transportu,
przechowywania
i
stosowania
(odpadają
wszystkie
zabezpieczenia
przeciwpożarowe). Zalety farb wodorozcieńczalnych nie obejmują jednak właściwości
istotnych w czasie drukowania co jest ich poważną wadą.
Podstawowym problemem farb wodorozcieńczalnych jest ich niewielka odporność na
działanie wody. Problem odporności farby na wodę można rozwiązać dwoma sposobami:
Stosuje się spoiwa (tzw. kwaśne żywice), które nie są rozpuszczalne w wodzie, ale przez
producenta farb za pomocą specjalnych środków zostają przekształcone w spoiwa rozpusz-
czalne w wodzie. Takimi środkami są amoniak albo aminy. W roztworze wodnym spoiwa są
rozpuszczalne, ale po wysuszeniu następuje rozkład w żywicę nierozpuszczalną w wodzie
oraz amoniak lub aminę. Proces ten zazwyczaj trwa kilka dni i dlatego odporność odbitki na
działanie wody należy badać najwcześniej po 24 godzinach po zadrukowaniu. Odporność na
działanie wody nie jest jednak wysoka, a ponadto odbitki nieprzyjemnie pachną amoniakiem
lub aminami, a związki te są szkodliwe dla zdrowia.
Stosuje się spoiwa nierozpuszczalne w wodzie. Które dysperguje się (zawiesza)
w wodzie w postaci drobnych cząsteczek. Po drukowaniu woda odparowuje,
a ze zdyspergowanego tworzywa powstaje błonka nierozpuszczalna w wodzie o stosunkowo
wysokiej odporności na działanie wody. Wadą tego systemu jest możliwość zaschnięcia
błonki farbowej na cylindrze anilox lub na formie drukowej, co prowadzi do wypełnienia
kałamarzyków rastrowych anilox lub też wgłębień na formie drukowej. Określa się to
mianem trudnego ponownego rozpuszczenia wysuszonej farby.
Większość farb wodorozcieńczalnych jest kombinacją ww. systemów stanowiącą
kompromis pomiędzy farbą o wysokiej wodoodporności na odbitce z możliwością
ponownego rozpuszczenia wyschniętej powłoki farbowej na cylindrze anilox lub na formie
drukowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Farby utrwalane promieniowaniem UV – produkowane obecnie farby fleksograficzne UV
utrwalają się według dwóch różnych mechanizmów: rodnikowego i kationowego. Niemniej
ich właściwości są zbliżone. Farby utrwalane promieniowaniem UV są najnowszym
rozwiązaniem technicznym. W związku z tym zakres stosowania jest jeszcze stosunkowo
nieduży.
Farby utrwalane promieniowaniem UV nie zawierają rozpuszczalników. Zawierają one:
–
spoiwa, którymi w przypadku farb utrwalanych według mechanizmu rodnikowego są
najczęściej akrylany o różnej strukturze chemicznej i zmiennej lepkości, w przypadku
farb utrwalających się według mechanizmu kationowego są to cykloalifatyczne żywice
epoksydowe,
–
pigmenty albo barwniki,
–
ś
rodki pomocnicze do poprawienia niektórych właściwości (np. odporności na ścieranie,
gładkości powierzchniowej, przyczepności itp.) oraz do zainicjowania reakcji
fotochemicznej (fotoinicjatory).
Pod wpływem działania promieniowania nadfioletowego (UV) ciekłe spoiwo
przekształca się w suchą warstwę. Dokładniej pod wpływem działania promieniowania
cząsteczka fotoinicjatora zostaje rozbita na 2 bardzo reaktywne rodniki. Rodniki reagują
z cząsteczkami monomeru j tworząc ponownie rodnik, który reaguje z dalszymi monomerami
tworząc makrorodnik. Dzięki zachodzącej reakcji łańcuchowej powstają duże cząsteczki
o konsystencji stałej. Reakcja narastania zostaje przerwana dopiero wtedy kiedy 2 rodniki
spotkają się i wzajemnie reagując ze sobą tworzą nieaktywną cząsteczkę albo gdy wszystkie
cząsteczki monomerów zostały już wykorzystane. Proces narastania cząsteczek zainicjowany
pod wpływem działania promieniowania nazywa się fotopolimeryzacją. Proces
fotopolimeryzacji przebiega w ułamku sekundy.
Farby triadowe – do drukowania fleksograficznego są obecnie produkowane jako: farby
rozpuszczalnikowe, farby wodorozcieńczalne i farby utrwalane promieniowaniem UV.
O wyborze systemu farby najczęściej decyduje rodzaj zadrukowywanego podłoża i maszyny.
Ta ostatnia decyduje o tym czy możliwe jest zastosowanie farb utrwalanych
promieniowaniem UV.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz właściwości papierów stosowanych w poligrafii?
2.
Na czym polega dobór podłoża drukowego?
3.
Jakie znasz rodzaje papierów?
4.
W jaki sposób oblicza się zapotrzebowanie materiałowe do wykonania określonej
produkcji poligraficznej?
5.
Czym charakteryzują się farby typograficzne?
6.
Jakie znasz rodzaje farb fleksograficznych i czym się one charakteryzują?
7.
Czym charakteryzuje się tektura falista?
8.
Jakie znasz rodzaje folii stosowanych do druku fleksograficznego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.3. Ćwiczenia
Ćwiczenie 1
Oblicz ile waży 1500 arkuszy formatu RA1, papieru o gramaturze 135 g/m².
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z wymiarami arkuszy w formatach brutto,
2)
obliczyć pole powierzchni formatu RA1 w m²,
3)
obliczyć wagę jednego arkusza RA1,
4)
obliczyć wagę 1500 arkuszy RA1,
5)
wynik podać w kilogramach.
Wyposażenie stanowiska pracy:
–
kalkulator,
–
przybory piśmienne,
–
poradnik dla ucznia.
Ćwiczenie 2
Oblicz ile pełnoformatowych arkuszy papieru netto, będziesz potrzebował do
wydrukowania 5000 ulotek formatu A4 drukowanych „na spad”?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
rozrysować na formacie A1 użytki A4 i wybrać optymalny wariant rozmieszczenia
użytków,
2)
obliczyć ilość arkuszy A1,
3)
dokonać wyboru formatu zamawianego papieru, biorąc pod uwagę obraz drukowany „na
spad” ulotki.
Wyposażenie stanowiska pracy:
–
kalkulator,
–
przybory piśmienne,
–
handlowy katalog papierów,
–
poradnik dla ucznia.
Ćwiczenie 3
Dobierz podłoże drukowe na podstawie przykładowego wyrobu poligraficznego
w postaci folderu reklamowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
uważnie obejrzeć przykładowy folder reklamowy,
2)
określić właściwości papieru użytego do wyprodukowania folderu,
3)
dobrać z wzorników papieru, papier najbardziej odpowiadający pod kątem struktury
powierzchni i gramatury.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Wyposażenie stanowiska pracy:
–
przykładowy folder reklamowy,
–
wzorniki papierów,
–
poradnik dla ucznia.
Ćwiczenie 4
Zaproponuj materiały potrzebne do produkcji fleksograficznej na postawie
przykładowego wyrobu poligraficznego wykonanego w technice fleksograficznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
uważnie obejrzeć przedstawiony wyrób poligraficzny,
2)
zaproponować podłoże drukowe,
3)
zaproponować rodzaj farby do konkretnego podłoża,
4)
zaproponować środki pomocnicze do drukowania fleksograficznego.
Wyposażenie stanowiska pracy:
–
przykładowy wyrób poligraficzny wykonany techniką fleksograficzną,
–
wzorniki papierów i folii stosowanych we fleksografii,
–
katalog farb i środków pomocniczych stosowanych we fleksografii,
–
poradnik dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować podłoża drukowe?
2)
scharakteryzować właściwości papierów stosowanych w poligrafii?
3)
scharakteryzować farby typograficzne?
4)
dobrać odpowiednie podłoże drukowe do konkretnego zamówienia?
5)
sklasyfikować farby fleksograficzne?
6)
scharakteryzować poszczególne rodzaje farb fleksograficznych?
7)
określić środki pomocnicze w drukowaniu fleksograficznym?
8)
obliczyć zapotrzebowanie materiałowe do wykonania konkretnego
wyrobu poligraficznego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.2. Charakteryzowanie oraz wykonywanie form do drukowania
wypukłego
4.2.1. Materiał nauczania
Formy wypukłodrukowe możemy podzielić na:
–
wykonywane ręcznie,
–
ze składu zecerskiego,
–
chemigraficzne – trawione,
–
fotoreliefowe (fotopolimerowe),
–
grawerowane,
–
stereotypowe (wtórne).
Formy drukowe wykonywane ręcznie
Otrzymuje się je sposobem rytowania (grawerowania) rysunku na odpowiednich
płytkach. Miejsca wygrawerowane na tych formach są powierzchniami niedrukującymi,
miejsca nie naruszone przy grawerowaniu (wyżej położone) – miejscami drukującymi. Do
drukowania typograficznego formy grawerowane mają rysunek lewoczytelny, a ich nazwy
pochodzą od nazw materiału grawerowanego, tj.:
–
drzeworyt – grawerowany w drewnie,
–
staloryt wypukły – grawerowany w stali,
–
linoryt – grawerowany w linoleum.
Formy te nie mają obecnie zastosowania w przemyśle, a stosowane są głównie przez
artystów plastyków przy tworzeniu grafik.
Formy drukowe ze składu zecerskiego
Skład zecerski możemy podzielić na ręczny, maszynowy i mieszany. Może on służyć
jako forma drukowa do drukowania wypukłego typograficznego, lub stanowić formę
pierwotną do wykonania innego rodzaju form drukowych (form stereotypowych). Składanie
ręczne polegało na odpowiednim zestawieniu materiału zecerskiego w postaci czcionek
i justunku drobnego znajdującego się w szufladach, tzw. kasztach. Podstawowym narzędziem
pracy zecera był wierszownik, będący jakby metalową półeczką z jednym bokiem ruchomym.
Bok ten ustawiało się w odpowiednim miejscu tak, aby uzyskać długość „półeczki” równą
długości wiersza. Istotnym postępem w pracy składacza, było wprowadzenie składania
maszynowego. Dawało ono możliwość znacznie większej wydajności pracy. Maszyny do
składania były dwojakiego rodzaju: czcionkowe (monotypy) – odlewające poszczególne
czcionki i układające je w wiersze oraz wierszowe (linotypy) odlewające całe wiersze.
W dalszym ciągu konieczne było jednak ręczne zestawienie formy w ramie formowej.
Obecnie nie spotyka się już form ze składu zecerskiego w przemyśle z powodu małej
wydajności przy ich wytwarzaniu, a także odejścia od drukowania techniką typograficzną na
skalę przemysłową. Bardzo ważnym czynnikiem zaniechania wykorzystywania tych form był
także fakt, iż obecność ołowiu w materiale zecerskim ma bardzo niekorzystny wpływ na
zdrowie zecera, powodując ołowicę – ciężką chorobę zawodową zecerów. Biorąc to pod
uwagę, jedynymi obecnie stosowanymi rodzajami formy typograficznej są klisze
chemigraficzne (metalowe trawione) i formy fotopolimerowe (fotoreliefowe) ze zdecydowaną
przewagą fotopolimerowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Wykonywanie metalowych form chemigraficznych przez trawienie
Chemigraficzne formy wypukłodrukowe metalowe wykonuje się przez trawienie
(roztwarzanie) płytek, blach metalowych zwanych płytami, w odpowiednich substancjach.
Metal podczas trawienia reaguje chemicznie z substancjami trawiącymi i w postaci soli
przechodzi do roztworu trawiącego. Aby wytworzyć formę wypukłodrukową, powierzchnie
drukujące muszą podczas trawienia być chronione przed działaniem substancji trawiących.
Taką warstwę stanowi tzw. warstwa kopiowa.
Warstwę kopiową wytwarza się na powierzchni płyty metalowej przez wysuszenie
nałożonej cienkiej warstwy roztworu kopiowego. Warstwa kopiowa ma właściwości
ś
wiatłoczułe. Pod wpływem promieniowania świetlnego zachodzą w niej reakcje chemiczne
(zwane reakcjami fotochemicznymi), podczas których warstwa kopiowa traci lub zmienia
właściwości rozpuszczania się w odpowiednich rozpuszczalnikach.
Z tego powodu rozróżnia się dwa rodzaje warstw kopiowych: fotoutwardzalne
i fotorozpuszczalne.
Warstwy kopiowe fotoutwardzalne pod wpływem promieniowania świetlnego stają się
nierozpuszczalne w tych rozpuszczalnikach, w jakich były rozpuszczalne przed
naświetleniem.
Warstwy kopiowe fotorozpuszczalne pod wpływem promieniowania świetlnego stają się
rozpuszczalne w tych rozpuszczalnikach, jakich były nierozpuszczalne przed naświetleniem.
Następnym etapem wykonywania metalowych form chemigraficznych jest naświetlenie
warstwy kopiowej. Może ono być wykonane przez negatyw (negatywową formę kopiową)
i taką technologię nazywamy negatywową, lub też naświetlenie przez diapozytyw (formę
kopiową pozytywową przezroczystą) i taką technologię nazywamy pozytywową.
Naświetlenie wykonuje się w kopioramie gdzie źródłem światła są lampy metalohalogenowe.
Po naświetleniu wykonuje się wywołanie płyty. Wywoływaczem jest substancja, która:
–
rozpuszcza warstwę kopiową nie naświetloną, zaś nie rozpuszcza warstwy kopiowej
naświetlonej w przypadku warstw kopiowych fotoutwardzalnych,
–
rozpuszcza warstwę kopiową naświetloną, zaś nie rozpuszcza warstwy kopiowej
nienaświetlonej w przypadku warstw kopiowych fotorozpuszczalnych.
Jako substancję wywołującą stosuje się najczęściej wodę lub roztwór wodny substancji
alkalicznych. Po wywołaniu mamy już tzw. kopię. Na kopii jedne powierzchnie (niedrukujące
lub drukujące, naświetlone lub nienaświetlone w zależności od zastosowanej technologii
i rodzaju warstwy), są zakryte warstwą kopiową, inne nie mają warstwy kopiowej, odsłonięta
jest powierzchnia płyty. Najczęściej płyty cynkowe trawi się w roztworze kwasu azotowego.
Kopia ma warstwę kopiową zbyt mało kwasoodporną i w procesach trawienia zostałaby ona
zniszczona. Dlatego konieczne jest dodatkowe hartowanie warstwy kopiowej. Hartowanie jest
dwuetapowe: najpierw chemiczne, później termiczne. Hartowanie chemiczne polega na
zanurzeniu kopii w roztworze bezwodnika chromowego. Hartowanie termiczne polega na
nagrzewaniu płyty do wysokiej temperatury przez odpowiedni czas. Tak otrzymana płytę
można już trawić. W procesach chemigraficznych stosuje się przeważnie warstwy kopiowe
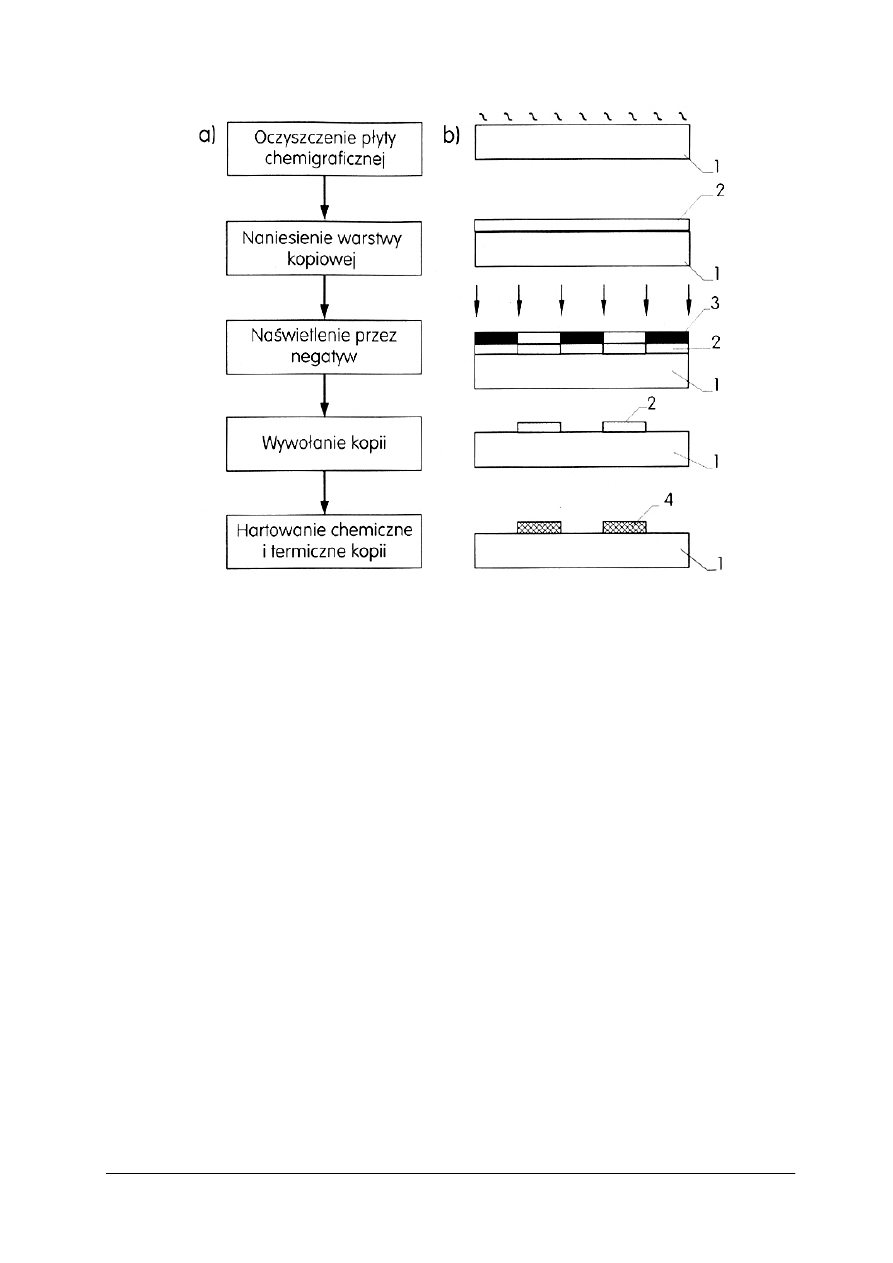
fotoutwardzalne i technologię negatywową. Schemat tego procesu przedstawia rys.1.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 1. Schemat wykonania kopii chemigraficznej: [11, s. 101]
a) schemat technologiczny, b) schemat rysunkowy
1 – płyta chemigraficzna, 2 – warstwa kopiowa, 3 – negatyw, 4 – warstwa kopiowa zahartowana
Podczas trawienia następuje roztwarzanie metalu w miejscach niepokrytych zahartowaną
warstwą kopiową. Trawienie następuje w głąb płyty, ale i po wytrawieniu w głąb również na
boki, czyli pod warstwę kopiową, co w konsekwencji prowadziłoby do zmniejszania
powierzchni drukujących. Zjawisko trawienia na boki pod warstwę kopiową nazywamy
podtrawianiem. Podtrawianie jest niedopuszczalne, więc aby uniknąć tego procesu należy
zastosować odpowiednią technologię trawienia. Znane są dwie technologię trawienia
zapobiegające podtrawianiu: wielostopniowa i jednostopniowa.
Wykonanie klisz chemigraficznych przez wielostopniowe trawienie płyt cynkowych
wymaga wielu operacji ręcznych. Dlatego uzyskany efekt – jakość gotowej kliszy w dużym
stopniu zależy od wykonawcy. Praktycznie niemożliwe jest uzyskanie dwóch identycznych
klisz. Dlatego też taki proces nie może być uznany jako proces przemysłowy. Dążenie do
uniezależnienia jakości klisz od umiejętności wykonawcy doprowadziły do opracowania
technologii jednostopniowego trawienia.
W trawieniu jednostopniowym zabezpieczenie przed podtrawieniem powierzchni
bocznych elementów drukujących następuje przez dodatek do roztworu kwasu azotowego
odpowiedniego roztworu ochronnego. Do trawienia jednostopniowego stosuje się specjalne
płyty cynkowe lub magnezowe, inne niż do trawienia wielostopniowego.
Trawienie jednostopniowe musi być wykonane maszynowo. Maszyny do tego procesu
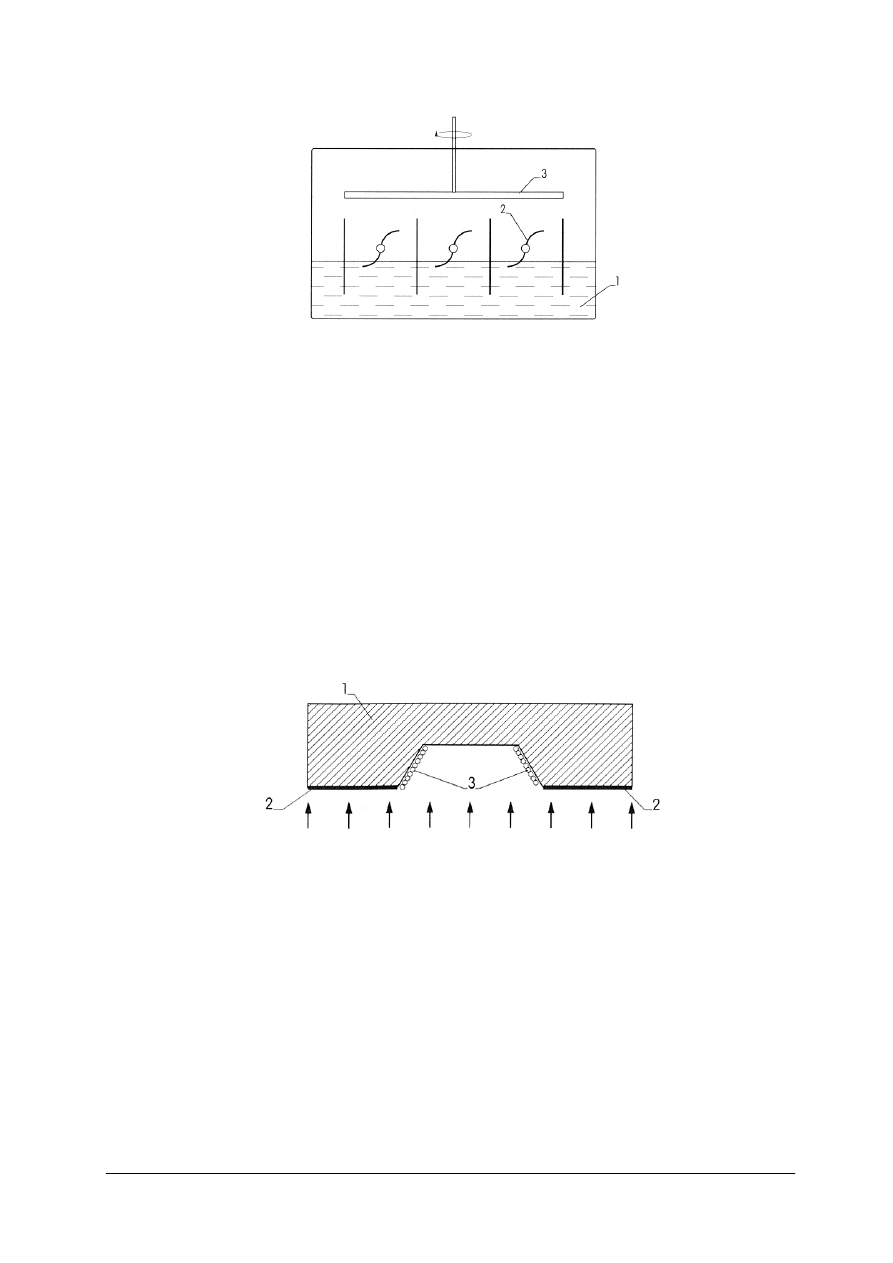
narzucają substancję trawiącą na kopię chemigraficzną. Proces ten ilustruje rys. 2.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 2. Przykładowy schemat budowy maszyny do trawienia jednostopniowego [11, s. 106]
1 – wanna z roztworem trawiącym, 2 – łopatki, 3 – tarcza z kopią chemigraficzną
Substancją trawiącą jest roztwór kwasu azotowego z dodatkiem roztworu ochronnego.
Roztwór ochronny nie rozpuszcza się w roztworze kwasu azotowego, ale podczas mieszania
tworzy z nim emulsję. Emulsja ta zostaje narzucona na płytę chemigraficzną. Kuleczki
roztworu ochronnego rozpływają się na powierzchni płyty i przylegają, tworząc błonkę.
Roztwór ochronny szczepia się z powierzchnią płyty z określoną siłą i nie dopuszcza do niej
kwasu azotowego. Aby trawienie mogło nastąpić, trzeba narzucić substancję trawiącą na
powierzchnię płyty z taką siłą, aby uderzenie o powierzchnie spowodowało przerwanie błonki
roztworu ochronnego. Jeżeli substancja trawiąca będzie narzucana z określoną siłą na
powierzchnię płyty równoległą do ruchu substancji trawiącej, to siła uderzenia
o powierzchnię płyty będzie równa zeru. Jeżeli powierzchnia płyty będzie prostopadła do
ruchu substancji trawiącej, to siła uderzenia substancji o powierzchnię płyty będzie
największa.
Rys. 3. Schemat mechanizmu trawienia jednostopniowego [11, s. 107]
1 – płyta chemigraficzna, 2 – warstwa kopiowa, 3 – błona roztworu ochronnego (strzałkami zaznaczono
kierunek narzucania substancji trawiącej)
Jeżeli powierzchnia płyty będzie ustawiona pod pewnym kątem (większym od 0º,
mniejszym od 90º) do kierunku narzucania substancji trawiącej, to siła uderzenia substancji
o powierzchnię płyty będzie tym mniejsza, im mniejszy będzie kąt między powierzchnią
płyty, a kierunkiem narzucania substancji trawiącej.
Właściwości roztworu ochronnego są tak dobierane, aby siła szczepienia z powierzchnią
płyty umożliwiła uzyskanie żądanej wartości kąta trawienia. Siłę narzucania substancji
trawiącej na powierzchnię płyty można w pewnym stopniu regulować w maszynie trawiącej,
zmieniając tym samym w pewnym stopniu kąt trawienia.
Trawienie rozpoczyna się procesem zaprawiania, czyli trawienia rozcieńczonym
roztworem kwasu azotowego na niewielką głębokość, którego celem jest oczyszczenie
powierzchni płyty. Bezpośrednio po zaprawieniu kliszę umieszcza się w maszynie do
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
trawienia jednostopniowego i przeprowadza się proces trawienia. Trawienie klisz
rastrowanych i kreskowych można wykonywać jednocześnie. W małych punktach rastrowych
następuje wytrawienie ścianek bocznych do wytworzenia stożka o głębokości zależnej od kąta
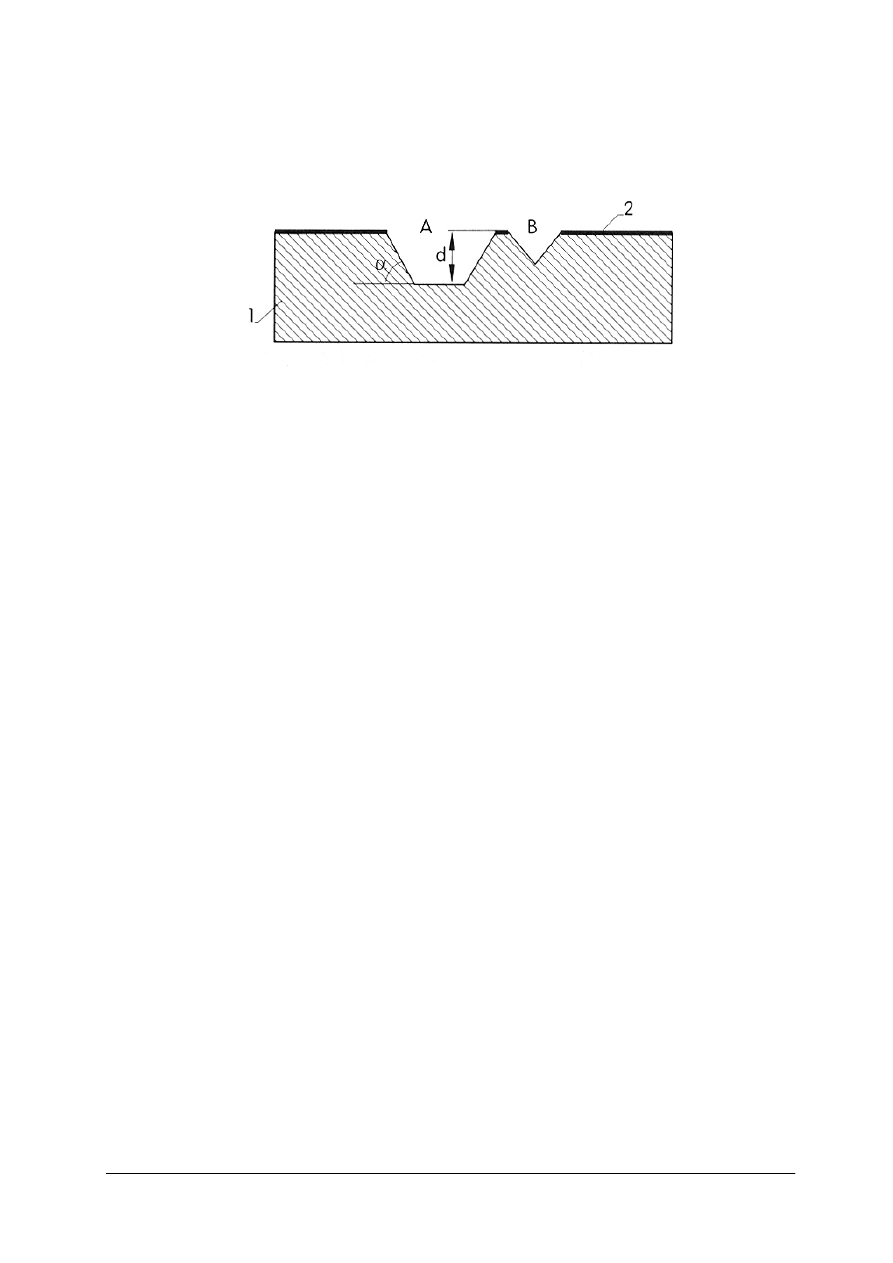
trawienia, co ilustruje rys. 4. Po osiągnięciu tego, dalsze trawienie nie następuje.
Rys. 4. Przekrój przez wytrawioną płytę chemigraficzną: [11, s. 107]
A – element kreskowy, B – element rastrowy
1 – płyta chemigraficzna, 2 – warstwa kopiowa, α – kąt trawienia, d – głębokość trawienia
Efekt trawienia jednostopniowego nie zależy od wykonawcy przy zachowaniu takich
samych warunków trawienia, jest więc możliwe uzyskanie takich samych klisz w każdym
przypadku. Technologia ta może być dzięki temu uznana za przemysłową.
Otrzymane przez trawienie klisze metalowe mogą być stosowane do drukowania
typograficznego i typooffsetowego, w zależności od otrzymanego rysunku: lewoczytelnego
do drukowania typograficznego, prawoczytelnego do drukowania typooffsetowego.
Obecnie technologii wykonywania klisz chemigraficznych metalowych praktycznie się
już nie stosuje, gdyż wyparły je technologie wykonywania form z wykorzystaniem
fotopolimerów.
Wykonywanie form fotoreliefowych (fotopolimerowych)
Formy fotoreliefowe są to formy, w których potrzebny do drukowania relief uzyskuje się
w światłoczułej warstwie, podobnej do warstwy kopiowej, lecz znacznie od niej grubszej.
Reliefem nazywa się ogólnie ukształtowanie powierzchni. W drukowaniu wypukłym
forma drukowa musi mieć odpowiedni relief tak, aby powierzchnie drukujące były
umieszczone na jednej powierzchni powyżej powierzchni niedrukujących.
Warstwa światłoczuła, w której ma powstać forma fotoreliefowa musi mieć odpowiednie
właściwości.
Właściwości
te
uzyskuje
się
dzięki
zastosowaniu
związków
wielkocząsteczkowych czułych na promieniowanie świetlne. Związki te nazywa się
fotopolimerami.
Stosowane obecnie formy fotoreliefowe uzyskuje się z fotopolimerów stałych lub
kompozycji fotopolimerów ciekłych.
Płyty z fotopolimerami stałymi są wykonane z warstwy fotopolimeru stałego o grubości
równej głębokości reliefu. Ponieważ fotopolimer jest drogi, nie stosuje się większej grubości
warstwy fotopolimerowej, a utrzymanie poszczególnych elementów formy fotoreliefowej
uzyskuje się przez zastosowanie podłoża często z cienkiej blachy aluminiowej. Na wierzchu
podłoża znajduje się warstwa przeciwodblaskowa, która jednocześnie silnie skleja warstwę
fotopolimerową z podłożem. Stosuje się też płyty z podłożem z przezroczystej folii z tworzyw
sztucznych. Wtedy przeważnie warstwa fotopolimeru jest grubsza.
Płyty fotoreliefowe są produkowane fabrycznie i są płytami presensybilizowanymi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 5. Układ warstw w płytach fotoreliefowych stałych [11, s. 109]
1 – podłoże, 2 – warstwa adhezyjna i ewentualnie przeciwodblaskowa, 3 – warstwa fotopolimerowa
Pierwszą operacją jest naświetlenie. Warstwy fotopolimerowe są fotoutwardzalne.
Naświetlenie wykonuje się więc przez negatyw (formę kopiową negatywową). W przypadku
płyt z podłożem przezroczystym zaleca się przed naświetleniem przez negatyw wykonać
krótkie naświetlenie płyty od strony spodniej. Zwiększy to siłę sczepienia fotopolimeru
z folią. Naświetlenie wykonuje się światłem rozproszonym. Dzięki temu światło w warstwie
fotopolimeru przedostaje się prostoliniowo pod czarne miejsca formy kopiowej i powoduje
utwardzenie tych miejsc, dzięki czemu elementy drukujące mają stożkowe powierzchnie
boczne.
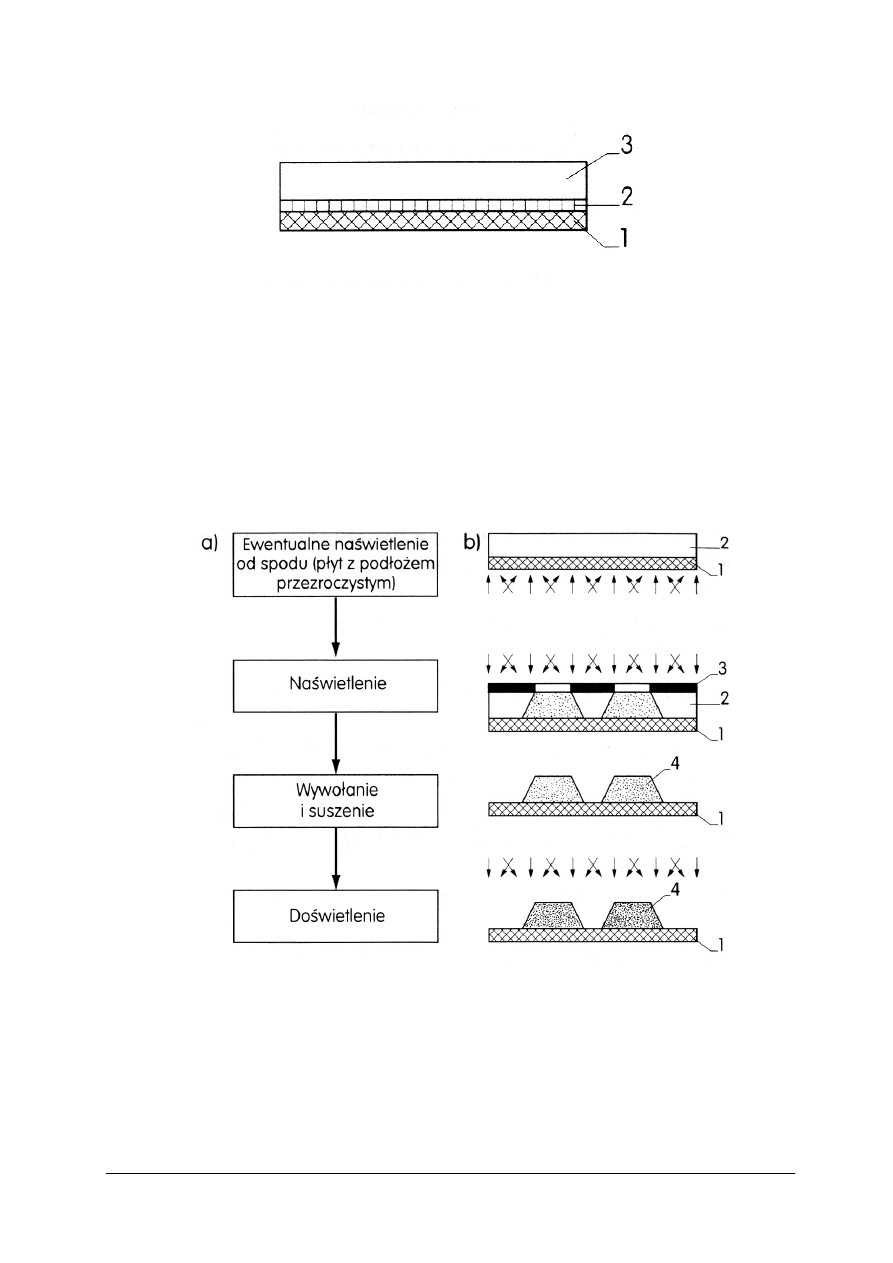
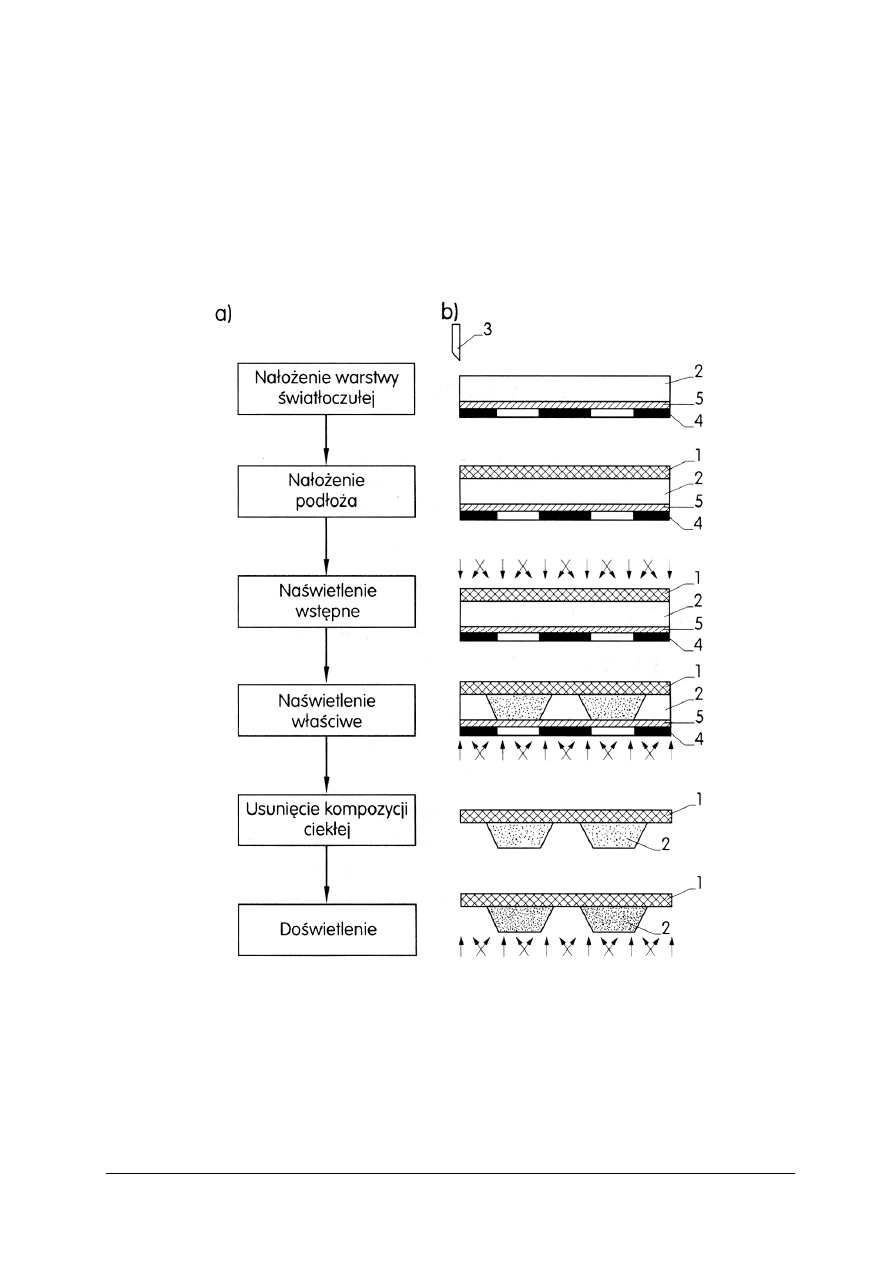
Rys. 6. Schemat wykonywania form fotoreliefowych: [11, s. 110]
a) schemat technologiczny, b) schemat ideowy
1 – podłoże, 2 – warstwa fotopolimerowa, 3 – negatyw, 4 – elementy drukujące
Po naświetleniu wykonuje się wywołanie warstwy fotopolimeru. Podczas wywoływania
następuje rozpuszczenie miejsc nienaświetlonych warstwy fotopolimerowej. Pozostała część,
naświetlona, warstwy fotopolimerowej ma stożkowe powierzchnie boczne takie jak przy
trawieniu płyt metalowych. Może więc stanowić po wysuszeniu już gotową formę
wypukłodrukową, ale często dodatkowo się ją naświetla w celu dodatkowego utwardzenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Proces otrzymywania formy fotoreliefowej jest więc bardzo prosty. Produkuje się płyty
fotopolimerowe o dużej twardości przeznaczone do drukowania typograficznego lub
typooffsetowego oraz płyty miękkie i elastyczne przeznaczone do drukowania
fleksograficznego. Formy fotoreliefowe stałe elastyczne przeznaczone do drukowania
fleksograficznego różnią się właściwościami od tych stosowanych w typografii, gdyż inne są
wymagania w stosunku do nich.
Drukowanie fleksograficzne wymaga zastosowania form bardzo elastycznych
i odpornych na najrozmaitsze rozpuszczalniki stosowane w farbach fleksograficznych.
Obecnie stosuje się farby fleksograficzne, których skład jest uzależniony od rodzaju
zadrukowywanego podłoża. Formy fotoreliefowe fleksograficzne są odporne tylko na wodę,
alkohole, etery glikolowe, niektóre ketony i niewielkie zawartości estrów. Dlatego też można
stosować tylko farby zawierające te rozpuszczalniki. Skład chemiczny fleksograficznych płyt
fotoreliefowych jest bardzo skomplikowany. Podobnie jak płyty typograficzne, mają one
podłoże. W tym przypadku są stosowane dwa rodzaje podłoży: stalowe i z folii poliestrowej.
Podłoże stalowe umożliwia bardzo łatwe umocowanie formy drukowej na magnetycznych
cylindrach
formowych
maszyn
drukujących.
Podłoże
poliestrowe,
dzięki
swej
przezroczystości, umożliwia wykonanie naświetlenia z dwóch stron. Między podłożem,
a światłoczułą warstwą fotopolimerową znajduje się, identycznie jak w płytach
typograficznych, warstwa adhezyjna (przyczepna), która odgrywa też czasem rolę warstwy
przeciwodblaskowej.
W płytach fotoreliefowych fleksograficznych, znajdują się również warstwy, których nie
ma w płytach typograficznych. W większości płyt fleksograficznych na warstwie
fotopolimerowej znajduje się matowa folia antyadhezyjna. Potrzeba użycia tej folii wynika
z tego, że warstwa światłoczuła zawiera związki o stosunkowo niewielkich cząsteczkach.
Takie związki mają właściwości przylepne. Podczas naświetlania mogłoby nastąpić
sczepienie negatywu z warstwą fotopolimerową oraz lokalnie mogłyby pozostać pęcherzyki
powietrza między negatywem i warstwą fotopolimerową, co w konsekwencji prowadziłoby
do lokalnych podświetleń. Folia antyadhezyjna jest zdejmowana po naświetleniu lub
samorzutnie rozpuszcza się w czasie wywoływania. Na folii antyadhezyjnej znajduje się
gruba folia ochronna z tworzywa sztucznego. Chroni ona płytę przed uszkodzeniami
mechanicznymi i jest zdejmowana z płyty przed naświetleniem.
Do niektórych zastosowań produkuje się płyty bardziej elastyczne. Płyty takie mają
elastyczne warstwy spodnie z przezroczystej folii poliestrowej, mającej z obu stron warstwy
adhezyjne (przyczepne), co umożliwia silne połączenie z innymi warstwami płyt. Pod spodem
folii podłożowej znajduje się elastyczna warstwa łatwo odkształcająca się przy drukowaniu.
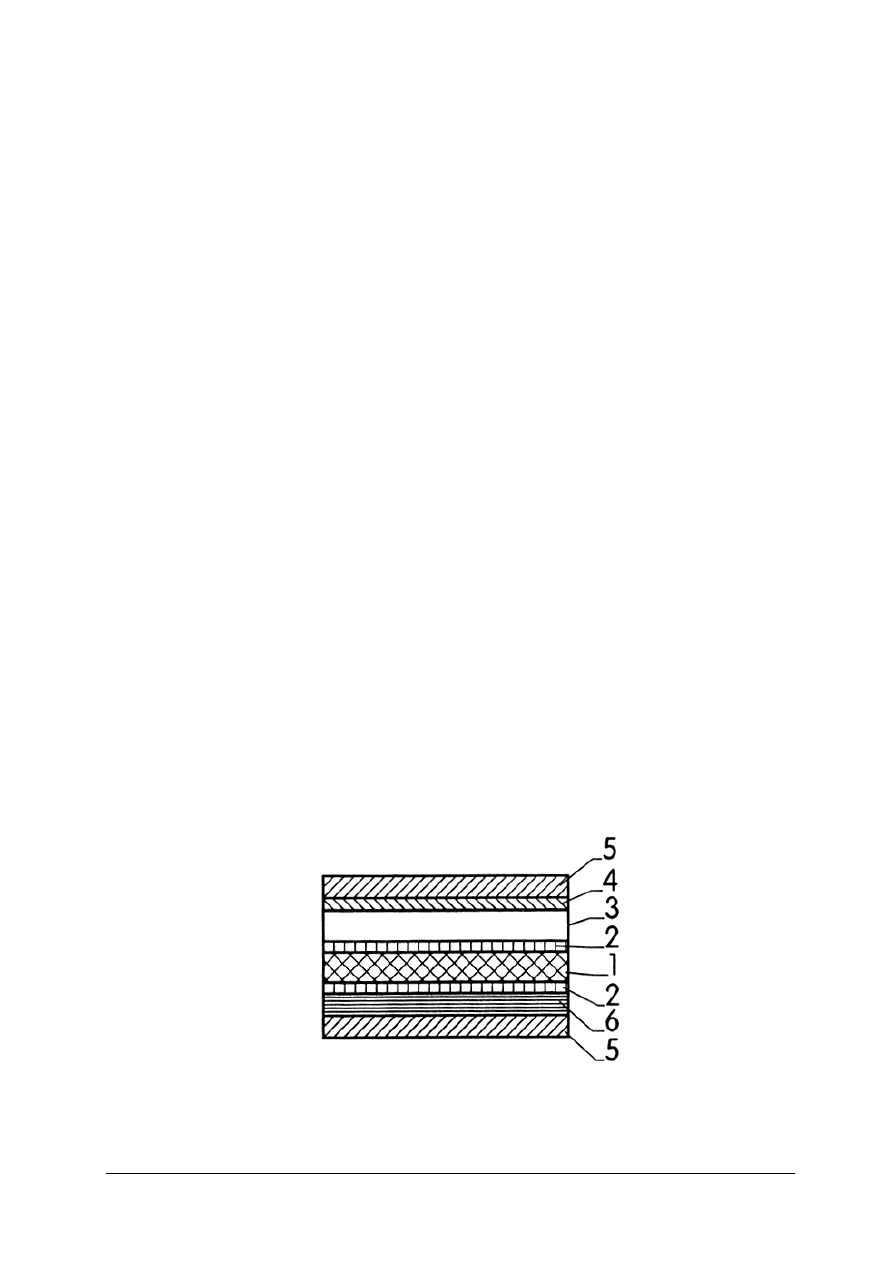
Rys. 7. Układ warstw w płytach fotoreliefowych z warstwą kompresyjną
z dodatkową warstwą o bardzo małej twardości [4, s. 181]
1 – podłoże, 2 – warstwa adhezyjna, 3 – warstwa fotopolimerowa, 4 – warstwa antyadhezyjna,
5 – folia ochronna, 6 – warstwa kompresyjna
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Warstwa ta jest chroniona przy przewożeniu i przechowywaniu folią ochronną, którą
należy zdjąć przed użyciem. Warstwa ta nie jest światłoczuła.
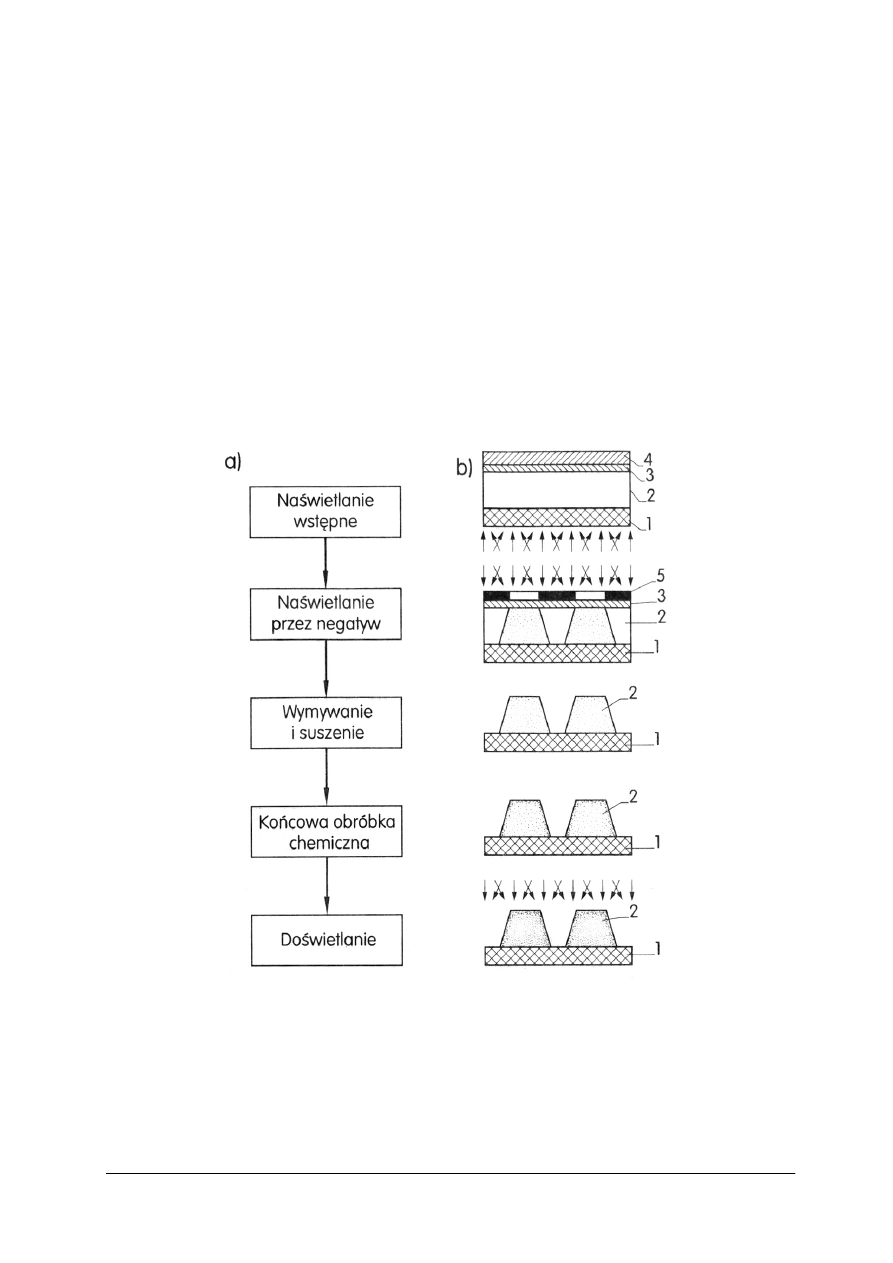
Technologia wykonywania form fotopolimerowych fleksograficznych obejmuje
następujące operacje technologiczne:
–
wstępne naświetlenie bez negatywu przez spodnią stronę płyty (w przypadku
przezroczystego podłoża poliestrowego),
–
naświetlanie właściwe od strony wierzchniej przez negatyw po zdjęciu folii ochronnej,
–
wymywanie powierzchni nie naświetlonej przy użyciu urządzeń dyszowych,
szczotkowych lub tamponowych,
–
suszenie za pomocą strumienia nagrzanego powietrza,
–
końcowa obróbka chemiczna, polegająca na zanurzeniu formy w odpowiednim
roztworze, np. wody bromowej, mającemu na celu pozbycie się przylepności warstwy
fotopolimerowej,
–
doświetlenie bez negatywu, dzięki któremu następuje dalsza reakcja fotochemiczna
w warstwie fotopolimerowej (zwiększa to wytrzymałość formy fleksograficznej).
Rys. 8. Schemat wykonania fleksograficznych form fotoreliefowych: [4, s. 182]
a) schemat technologiczny, b) schemat ideowy
1 – podłoże, 2 – warstwa fotopolimerowa w której zostają wytworzone elementy drukujące,
3 – warstwa antyadhezyjna, 4 – warstwa ochronna, 5 – warstwa srebrowa negatywu
Fotopolimerowymi kompozycjami ciekłymi są układy fotopolimerowe będące przed
naświetleniem cieczą i dużej lepkości, dostarczane do zakładów poligraficznych
w odpowiednich naczyniach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Pierwszą operacją technologiczną jest wylanie fotopolimerowej kompozycji ciekłej na
płaską powierzchnię, równą warstwą, o odpowiedniej grubości. Wylana warstwa
fotopolimerowa może mieć podłoże, może być bez podłoża. Wtedy rolę podłoża odgrywa
cienka warstwa fotopolimerowa znajdująca się na spodzie formy. Podłożem jest najczęściej
cienka przezroczysta folia poliestrowa.
Po uzyskaniu cienkiej równej warstwy fotopolimerowej naświetla się ją. W czasie
naświetlania w warstwie fotopolimerowe zachodzą reakcje fotochemiczne powodujące
zestalenie się fotopolimeru. Nie naświetlone części kompozycji fotopolimerowej pozostają
ciekłe.
Rys. 9. Schemat wykonywania form z kompozycji ciekłych z podłożem przezroczystym: [11, s. 111]
a) schemat technologiczny, b) schemat ideowy
1 – podłoże, 2 – warstwa ciekłej kompozycji fotopolimerowej, 3 – rakiel wyrównujący warstwę ciekłej
kompozycji, 4 – negatyw, 5 – folia przekładkowa niedopuszczająca fotopolimeru do negatywu
Naświetlenie przeprowadza się dwukrotnie. Pierwsze naświetlanie wykonuje się od
spodu. Naświetla się cała powierzchnię spodnią. Ma to na celu wytworzenie cienkiej warstwy
która zastępuje podłoże (w przypadku wykonywania form bez podłoża), lub lepsze związanie,
połączenie elementów drukujących z podłożem (w przypadku wykonywania form
z przezroczystym podłożem).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Drugie naświetlanie wykonuje się przez negatyw (negatywową formę kopiową) od strony
wierzchniej światłem rozproszonym, w celu uzyskania stożkowego kształtu elementów
drukujących.
Po naświetleniu wykonuje się wywoływanie. Polega ono w tym przypadku na pozbyciu
się nieprzereagowanej ciekłej kompozycji. Można to uzyskać przez jej rozpuszczenie,
wymycie wodą pod ciśnieniem lub wydmuchanie sprężonym powietrzem.
Po wywołaniu uzyskuje się już gotową formę fotoreliefową, którą można jeszcze
dodatkowo utwardzić, np. przez dodatkowe naświetlenie (doświetlenie).
Produkowane fotopolimerowe kompozycje ciekłe przeznaczone do drukowania
typograficznego i typooffsetowego mają dużą twardość po zestaleniu, przeznaczone do
drukowania fleksograficznego mają małą twardość po zestaleniu.
Ogólnie, formy fotoreliefowe otrzymane z fotopolimerowych kompozycji ciekłych mają
gorszą jakość niż z płyt fotoreliefowych stałych. Formy fotoreliefowe stosuje się obecnie
w bardzo dużym zakresie w przemyśle poligraficznym.
Formy kopiowe do form fleksograficznych oraz montaż form na cylindrze drukującym
Forma kopiowa do wykonywania form fleksograficznych powinna być negatywem
czytelnym od strony emulsji fotograficznej (prawoczytelnym). Negatyw powinien mieć
matową powierzchnię oraz gęstość optyczną co najmniej 4.
We fleksografii możemy się spotkać z terminem „klisza” określającym formę drukową.
W niektórych przypadkach klisze stanowią w zasadzie fragment całej formy drukowej, którą
otrzymuje się poprzez naklejenie na cylinder formowy poszczególnych klisz. Można więc
stwierdzić, że proces montażu odbywa się nie z form kopiowych (przed wykonaniem formy),
ale z form drukowych (klisz).
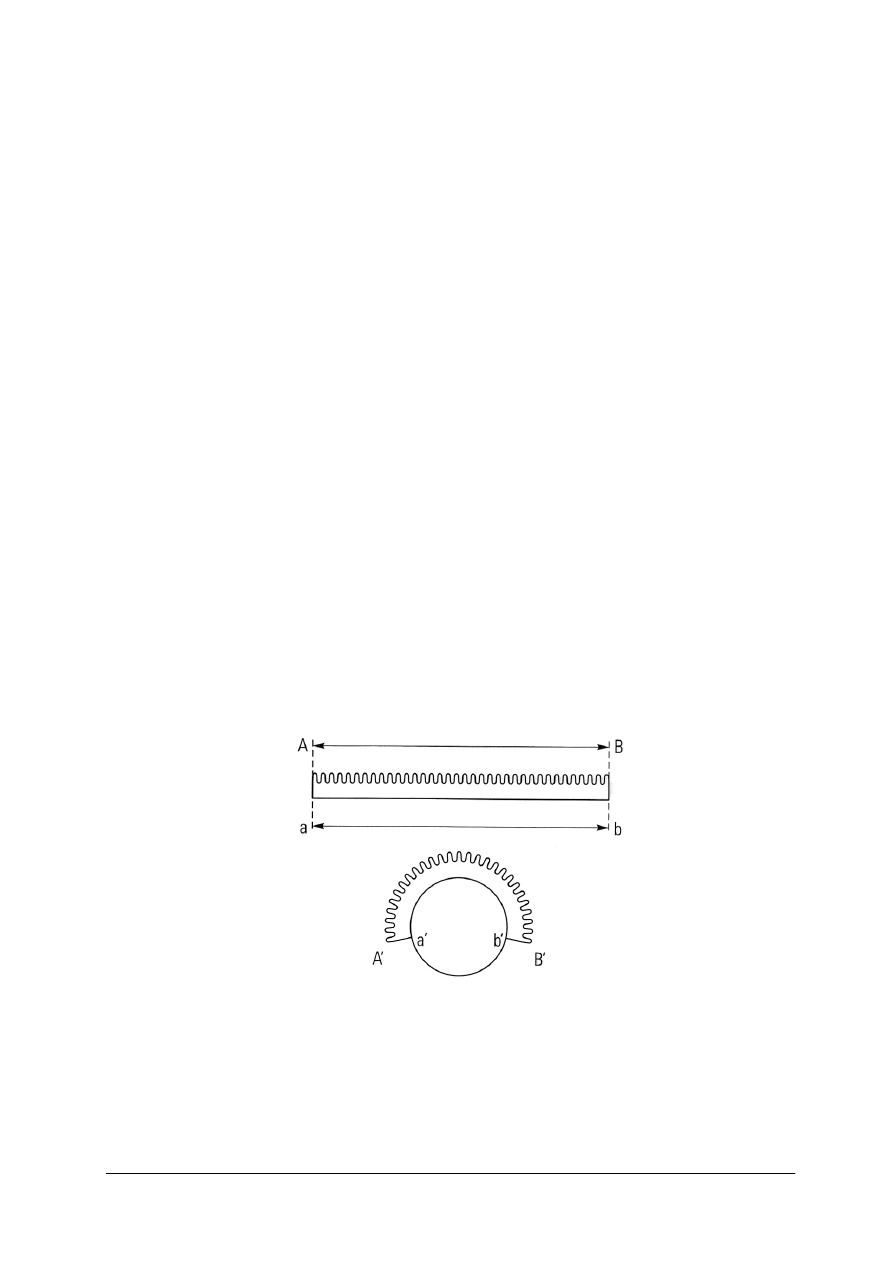
W trakcie naklejania formy na cylinder formowy, w wyniku rozciągania długość łuku na
płaszczyźnie elementów drukujących jest większa od długości łuku przy podłożu. Zjawisko to
ilustruje rys. 10. Różnica rośnie wraz w grubością formy i zmniejszaniem średnicy cylindra
formowego. Rezultat jest taki, że gdy na formie kopiowej będą okrąg i kwadrat, to po
skopiowaniu i naklejeniu na cylinder formowy figury zmienią się w elipsę i prostokąt. Aby do
tego nie doszło, należy skrócić formę kopiową proporcjonalnie wzdłuż obwodu.
Rys. 10. Zmiana długości rysunku na formie po zamocowaniu jej na cylindrze drukowym [15, s. 145]
ab=AB, a’b’<A’B’
Zakres czynności roboczych przy montażu form drukowych – czynność zamontowania
fleksograficznej formy drukowej na powierzchni cylindra formowego we wszystkich
technikach montażu odbywa się zasadniczo w ten sam sposób. Po oczyszczeniu powierzchni
cylindra, okleja się cylinder taśmą dwustronnie klejącą. Format naklejonej taśmy dwustronnie
klejącej powinien być nieco większy niż format montowanej formy. Taśma dwustronnie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
klejąca powinna być naklejona bardzo równo (pomiędzy taśmą a powierzchnią cylindra nie
mogą znajdować się żadne pęcherzyki powietrza, oraz folia nie może mieć zagnieceń nie
może być „pościnana”). Górna strona taśmy dwustronnie klejącej, jest pokryta folią rozdzie-
lającą, która zostaje zdjęta bezpośrednio przed naklejeniem taśmy na powierzchnię cylindra.
Przed zamontowaniem formy jej strona podłożowa (folia poliestrowa) musi zostać umyta
z resztek kleju, kurzu, czy farby, najlepiej w tym celu użyć alkoholu. Taśma dwustronnie
klejąca charakteryzuje się dużą siłą klejenia, a spodnia podłożowa strona formy posiada
gładką powierzchnię. Gdyby w tym przypadku przykleić gładką powierzchnię poliestrowej
folii podłożowej formy drukowej do taśmy dwustronnie klejącej, przy demontażu formy
mogłoby dojść do jej mechanicznego uszkodzenia. Aby temu zapobiec, należy spodnią stronę
formy – folię poliestrową spryskać specjalnym środkiem rozdzielającym. Zabieg ten
powoduje osłabienie siły sklejenia taśmy dwustronnie klejącej z powierzchnią podłożowej
folii poliestrowej formy fotopolimerowej. Jednak aby zagwarantować sobie pewne
zamontowanie formy drukowej na cylindrze nie spryskujemy środkiem rozdzielającym
przedniej (najazdowej) i tylnej krawędzi formy drukowej.
Należy nadmienić, że do montażu form fotopolimerowych wykonanych z płyt cienkich
(płyty o grubości 1,14 mm), stosuje się cienkie taśmy dwustronnie klejące np: o grubości 0,05
mm, które określa się taśmami asymetrycznymi. Taśmy asymetryczne charakteryzują się
zróżnicowaną siłą klejącą od strony cylindra formowego i formy drukowej. W przypadku
tych taśm dwustronnie klejących nie istnieje konieczność stosowania środka rozdzielającego,
o którym wspomniano powyżej. Asymetryczność taśmy dwustronnie klejącej polega na tym,
ż
e jej siła klejąca od strony formy drukowej, jest słabsza od siły klejącej od strony cylindra
formowego. Demontaż formy drukowej zamontowanej za pomocą taśmy asymetrycznej, jest
łatwiejszy i co najważniejsze bardziej bezpieczny dla formy (występuje mniejsze ryzyko
mechanicznego uszkodzenia formy przy jej demontażu). Zastosowanie taśm dwustronnie
klejących asymetrycznych ma uzasadnienie nie tylko w przypadku form o grubości
1,14, które są narażone na uszkodzenie mechaniczne przy ich demontażu. W przypadku
stosowania taśm dwustronnie klejących kompresyjnych np: (taśma o grubości 0,55 mm
w połączeniu z formą fotopolimerową o grubości 2,54 mm) asymetrycznych istnieje mniejsze
ryzyko rozwarstwiania się samej taśmy przy demontażu formy. Oczywiście w przypadku
taśmy dwustronnie klejącej symetrycznej, można posłużyć się wyżej wspomnianym środkiem
rozdzielającym.
Po zamontowaniu formy drukowej na cylindrze należy zabezpieczyć krawędzie formy
przed wnikaniem pod nie farby podczas drukowania nakładu. Rozpuszczalnik farby wnikając
pod formę drukową, osłabia siłę klejenia taśmy montażowej dwustronnie klejącej, co
prowadzi często do tzw. wstawania krawędzi formy podczas drukowania nakładu. W celu
zabezpieczenia krawędzi formy stosuje się w najprostszym przypadku taśmę jednostronnie
klejącą, za pomocą której okleja się krawędzie formy fotopolimerowej. Innym rozwiązaniem
jest zastosowanie silikonowego uszczelniacza do krawędzi form drukowych. Warstwę
silikonu nanosi się w formie spoiny wzdłuż wszystkich krawędzi formy drukowej (w ten
sposób następuje uszczelnienie krawędzi formy drukowej).
Metody montażu form drukowych – bez względu na zastosowaną metodę montażu,
bardzo ważne jest aby wszystkie formy drukowe były zamontowane tak samo, tylko w takim
przypadku możliwe jest spasowanie wszystkich kolorów w maszynie drukującej za pomocą
tzw. registrów.
W przypadku wykonywania montaży składających się z wielu użytków w każdym
kolorze, bardzo ważne jest aby odstępy pomiędzy poszczególnymi użytkami były dokładnie
zachowane dla każdego montażu kolejnych kolorów. W przeciwnym razie nie będzie
możliwe poprawne spasowanie kolorów wszystkich drukowanych motywów i może się

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
okazać, że niektóre motywy będą miały idealnie spasowane kolory, a inne znajdujące się obok
na wydruku będą źle spasowane. Wynika to z faktu, że registry w maszynie drukującej
pozwalają na zmianę położenia całego cylindra formowego i nie jest możliwe pasowanie
poszczególnych użytków w danym kolorze.
Należy ponadto nadmienić, że fleksograficzne maszyny drukujące są wyposażone
w registry umożliwiające pasowanie „na biegu” poprzeczne i wzdłużne do kierunku
drukowania, a najnowocześniejsze fleksograficzne maszyny drukujące arkuszowe do
bezpośredniego drukowania tektury falistej mogą być dodatkowo wyposażane w registry
do pasowania „na biegu” po skosie.
Montaż ręczny – w tej metodzie montażowej formy drukowe są montowane ręcznie bez
użycia urządzenia do montażu form. Cylindry formowe muszą posiadać na swojej
powierzchni linie równoległe i prostopadłe do osi cylindra. Na formie drukowej muszą być
natomiast linie i punktury do pasowania. W oparciu o te elementy dokonuje się montażu
formy na cylindrze, ale ta metoda montażu może być stosowana jedynie w przypadku
montowania tylko jednego użytku w przypadku każdego koloru. Ze względu na słabą
dokładność tej metody montażowej, przy próbie zmontowania na każdym cylindrze kilku
użytków, nie jest możliwe zachowanie powtarzalnych odległości pomiędzy poszczególnymi
użytkami we wszystkich montowanych kolorach. W efekcie prowadzi to do olbrzymich
problemów z pasowaniem kolorów na odbitce.
Montaż z zastosowaniem urządzenia z lustrem przezroczystym – w ostatnich latach
w wielu drukarniach fleksograficznych pojawiły się urządzenia do montażu form z lustrem
przeźroczystym Na urządzeniach tego typu jest możliwość montowania prac zawierających
wiele użytków. Jednocześnie istnieje możliwość wykonywania odbitek próbnych, w celu
kontroli poprawności spasowania form, za pomocą tzw. cylindra do próbnych odbitek.
Na powierzchni cylindra do próbnych odbitek mocuje się makietę oryginału, lub
wzorcową odbitkę drukarską (np: z poprzedniego nakładu). Do urządzenia wstawia się
cylinder formowy pierwszego montowanego koloru, oklejony taśmą dwustronnie klejącą.
Montażysta obserwuje z góry przeźroczyste lustro, które znajduje się pomiędzy cylindrem
formowym, a cylindrem z naklejoną makietą i jest ustawione pod określonym kątem. Obydwa
cylindry zostają równomiernie oświetlone i w płaszczyźnie odbicia lustra montażysta
obserwuje zarówno rysunek makiety, jak i powierzchnię cylindra formowego. W tym
momencie przesuwa on formę drukową nad powierzchnią cylindra formowego do momentu,
gdy rysunek na formie pokryje się z obserwowanym rysunkiem na makiecie. Dla poprawienia
widoczności formy można jej powierzchnię zabarwić kredą. Po zmontowaniu pierwszego
koloru, montażysta Wykonuje próbną odbitkę, pokrywając formę drukową specjalną farbą do
próbnych odbitek.
Próbną odbitkę wykonuje się na oddzielnym arkuszu papieru wcześniej napiętym na
cylindrze. Z powierzchni cylindra do próbnych odbitek demontuje się makietę przed
wykonaniem próbnej odbitki pierwszego zmontowanego koloru. Odbitka próbna
z pierwszego zmontowanego koloru staje się teraz wzorcem do montażu następnych
kolejnych kolorów. Jeśli montażysta zauważy jakieś błędy w montażu może bezpośrednio
przy maszynie przeprowadzić niezbędną korektę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
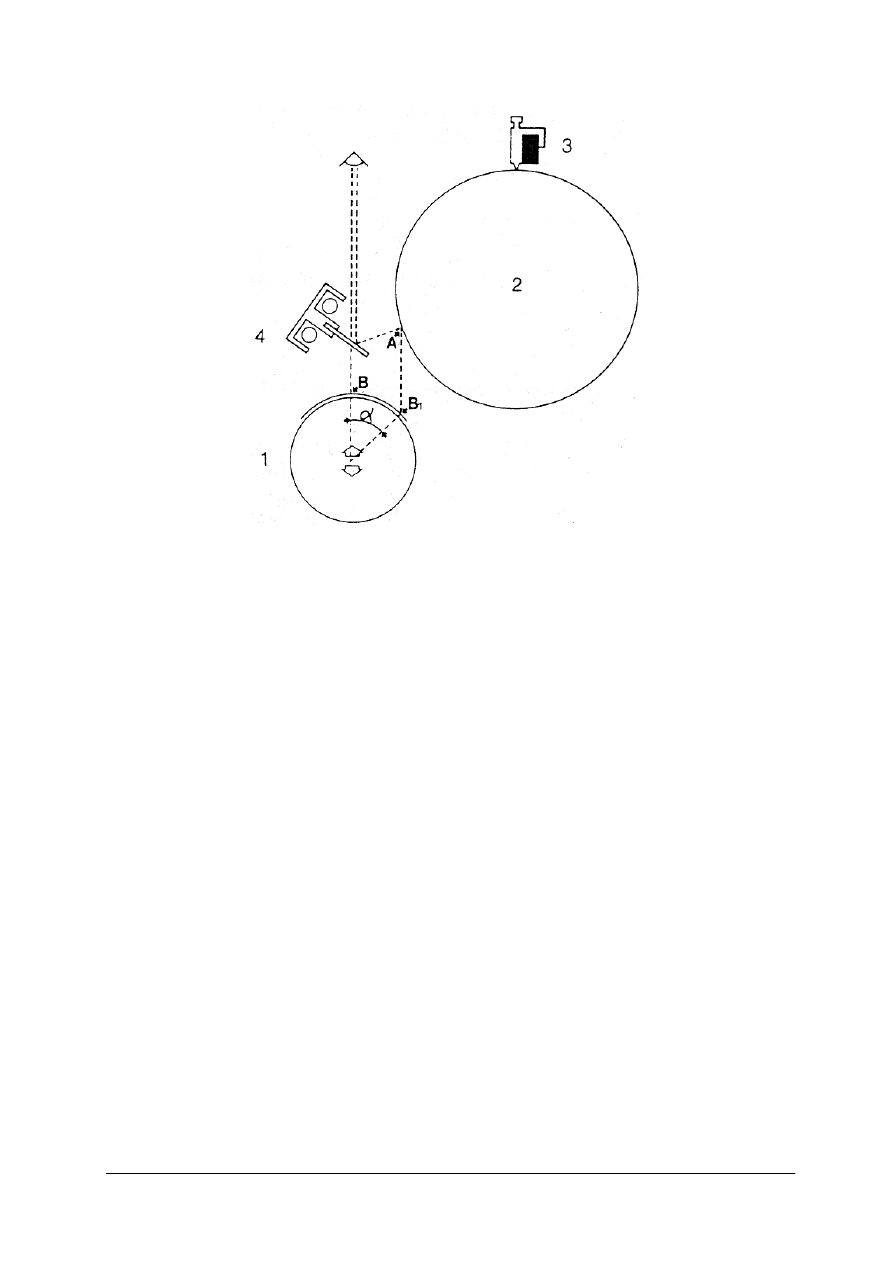
Rys. 11. Montaż z zastosowaniem urządzenia z lustrem przezroczystym [13, s. 5.19]
1 – cylinder formowy, 2 – cylinder do próbnych odbitek, 3 – ława z liniałem, 4 – lustro przezroczyste,
Należy pamiętać, że montażysta musi dokonywać obserwacji lustra zawsze pod tym
samym kątem (patrząc z góry), inaczej nie eliminując błędu paralaksy, może zmontować
użytki kolejnych kolorów ze znaczną niedokładnością.
Montaż z zastosowaniem urządzenia z systemem kamer video – w urządzeniach
wyposażonych w systemy kamer video montaż form przebiega przy użyciu tych urządzeń. Są
one ustawiane na elementy pasowania-punktury, lub mikropunktury na formie drukowej.
Układ optyczny kamer video jest wyposażony w krzyże do pasowania. W tej technice
montażu, można montować tylko te formy, które posiadają krzyże, lub inne punktury do
pasowania. Montowanie form odbywa się w ten sposób, że przy montażu form pierwszego
koloru kamery video (posiadające własny precyzyjny napęd) są ustawiane nad punkturami
użytków do momentu, gdy krzyże do pasowania w optyce kamer video, pokryją się
z punkturami na formie drukowej. Moment pokrycia się krzyży kamer z punkturami form
obserwuje się na monitorze. W tej pozycji kamery zostają spozycjonowane, a parametry ich
położenia są zapamiętywane przez komputer sterujący urządzeniem. Układ użytków
pierwszego montowanego koloru można nazwać bazą wymiarową do montażu użytków
następnych kolorów. Przy montowaniu następnych użytków kolejnego koloru, kamery są
automatycznie przesuwane do pozycji, w której krzyże kamer pokrywały się z punkturami
użytków pierwszego montowanego koloru. Kolejne użytki następnych kolorów są montowane
w sposób analogiczny. W przypadku tych urządzeń możliwe jest także wykonywanie
próbnych odbitek, np.: wszystkich montowanych użytków (wszystkich kolorów) na jednym
arkuszu.
Z samej zasady działania tych urządzeń wynika, że montaż form jest o wiele
dokładniejszy niż w przypadku urządzeń z lustrem przezroczystym. Jeżeli przy montażu form
do wznowienia nakładu, dane dotyczące tego konkretnego zamówienia zostały już przy
pierwszym montażu wprowadzone do komputera urządzenia montażowego, ponowny montaż

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
użytków na cylindrach formowych nie przedstawia żadnych trudności. Wszystkie dane
dotyczące położenia kamer video przy pierwszym montażu są automatycznie przywoływane
i kamery samoczynnie ustawiają się w pozycjach odpowiadających położeniu poszczególnych
montowanych użytków. Należy tylko tak ustalić położenie poszczególnych użytków, aby
punktury montowanych form pokryły się z krzyżami do pasowania spozycjonowanych kamer
video.
Urządzenia tego typu umożliwiają ponadto przeprowadzanie montażu na tulejach, oraz
jednocześnie przy montażu wielu użytków w danym kolorze automatycznie projektują
optymalny rozkład użytków na cylindrze formowym w celu zagwarantowania optymalnych
warunków odtaczania się cylindra formowego w procesie drukowania.
Montaż z listwą kołkową do pasowania – inną metodą montażu form jest montowanie
przy wykorzystaniu listwy kołkowej. Komplet negatywów do skopiowania musi posiadać
układ wysztancowanych otworów do pasowania. Taki sam układ otworów muszą posiadać
arkusze płyt fotopolimerowych, z których będą wykonywane formy drukowe. Podczas
naświetlania głównego (kopiowania negatywów) płyta fotopolimerowa wraz z negatywem
przeznaczonym do skopiowania zostaje zamontowana w listwie kołkowej i w takim układzie
zostaje skopiowany negatyw na płytę. W listwie kołkowej układ kołków odpowiada układowi
otworów wysztancowanych w negatywach i wykonanych formach drukowych. Listwa
kołkowa jest umieszczona (spozycjonowana), w stanowisku na którym przeprowadza się
montaż form na cylinder formowy. W stanowisku tym zostaje umieszczony cylinder formowy
– oś cylindra jest równoległa do uprzednio zamontowanej listwy kołkowej, jednocześnie
zostaje on oklejony taśmą montażową dwustronnie klejącą. Następnie w listwie kołkowej
montuje się formę drukową pierwszego koloru (krawędzią sperforowaną) w taki sposób, że
pozostała część formy leży swobodnie na cylindrze formowym. W momencie gdy cylinder
zostanie obrócony we właściwą pozycję montażową przez dociśnięcie formy do cylindra
następuje jej zamontowanie na cylindrze formowym. Montaż form drukowych na kolejnych
cylindrach odbywa się w analogiczny sposób. Listwa kołkowa pozostaje przez cały czas gdy
są montowane następne formy w stanowisku montażowym.
Montowanie form na folii poliestrowej napinającej – system montowania form
drukowych na tzw. foliach napinających znalazł zastosowanie w przypadku fleksograficznych
maszyn drukujących arkuszowych do bezpośredniego zadruku tektury falistej. W systemie
tym, montuje się formy drukowe za pomocą taśmy dwustronnie klejącej) na folii poliestrowej
napinającej. Przednia krawędź tej folii (od strony najazdowej) jest przymocowana do tzw.
listwy napinającej przedniej np. o przekroju teowym, która to listwa jest montowana w kanale
montażowym cylindra formowego (cylinder formowy może posiadać na obwodzie jeden lub
trzy takie kanały). Tylna krawędź arkusza folii napinającej jest przymocowywana do tzw.
listwy napinającej tylnej. Listwa tylna posiada otwory, w które są wkładane elastyczne paski
odciągowe. Drugie wolne końce tych pasków są zaczepiane o listwę kanału montażowego
cylindra. W ten sposób uzyskujemy układ, w którym folia z zamontowaną na jej powierzchni
formą drukową zostaje napięta na powierzchni cylindra formowego.
Wykonywanie form fleksograficznych metodą laserowo-fotochemiczną (CTP)
Istnieją dwa sposoby wykonywania form fleksograficznych za pomocą lasera, metoda
laserowo-fotochemiczna oraz wypalanie – grawerowanie laserowe.
W
technologii
laserowo-fotochemicznej
podstawą
jest
wykorzystanie
płyty
fotopolimerowej, którą tworzą: poliestrowe podłoże nośne, warstwa fotopolimerowa oraz
górna nieprzepuszczająca światła czarna warstwa termoczuła.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
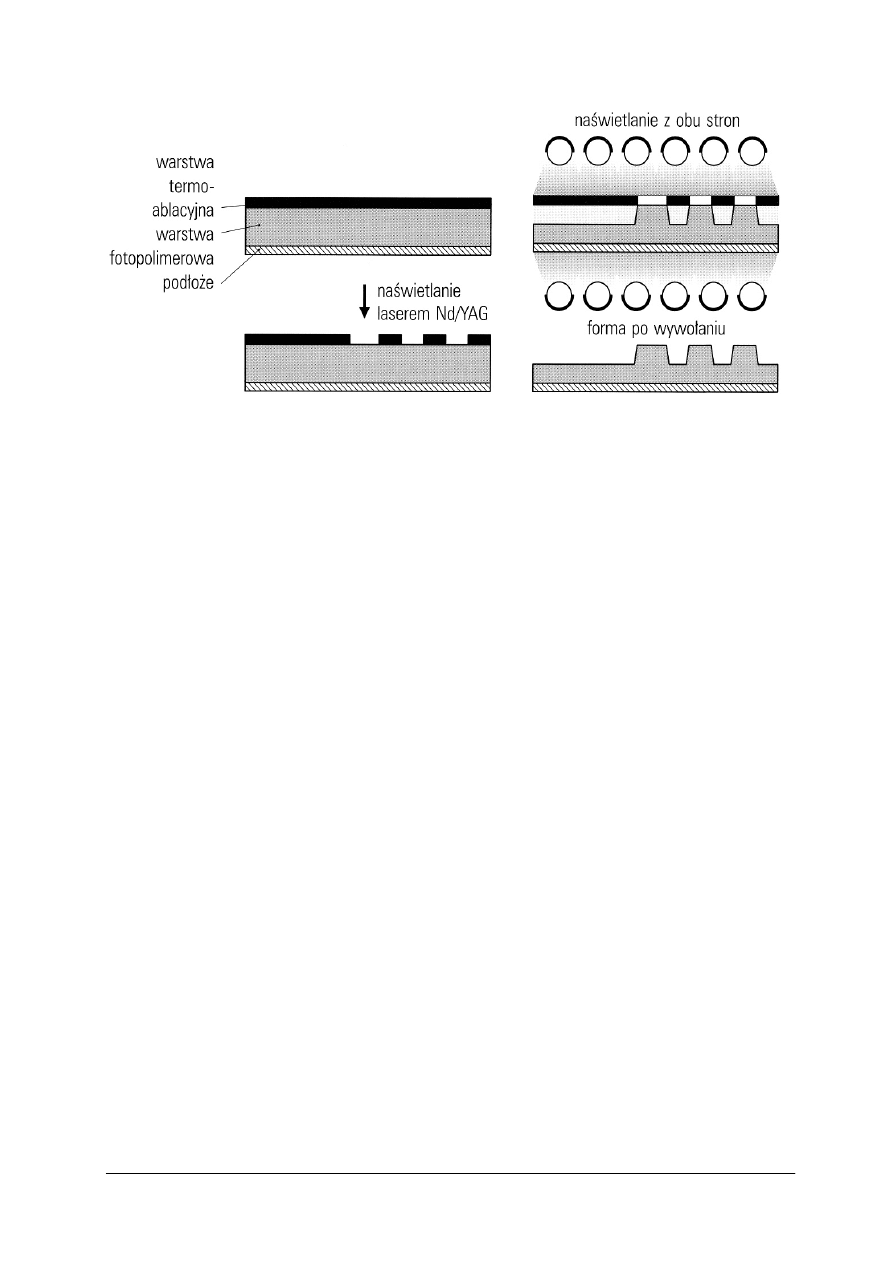
Rys. 12. Schemat wykonania formy fleksograficznej metodą laserowo-fotochemiczną (CTP) [15, s. 146]
Płyta jest punktowo naświetlana laserem podczerwonym w naświetlarce bębnowej (płyta
znajduje się na zewnętrznej powierzchni obracającego się cylindra) o rozdzielczości
naświetlania od 1000 do 4000 dpi. Wykorzystując zasadę termoablacji (termorozkładu),
z elementów drukujących usuwa się warstwę wierzchnią i w ten sposób powstaje
negatywowa, zintegrowana forma kopiowa. Dalsza obróbka jest taka sama jak przy
klasycznych formach fotopolimerowych. Zaletą jest fakt, że nie ma problemów ze stykiem
filmu fotograficznego z warstwą, a także to, że jest całkowity prześwit w miejscach
elementów drukujących.
Wypalanie laserem stosowane jest dla form gumowych w postaci płyt lub tulei
nakładanych na metalowy rdzeń. Formę uzyskuje się poprzez usuwanie gumy z miejsc
niedrukujących za pomocą impulsów wysoko wydajnego lasera podczerwonego (około 2 kW,
wydajność laserów, dla porównania, do CTP w offsecie wynosi do 40 W). Pod wpływem
powstałej wysokiej temperatury guma wyparowuje. W ten sposób można uzyskać formy
płaskie lub bezszwowe na specjalnej tulei nośnej.
Wykonywanie grawerowanych form wypukłodrukowych
Grawerowanie form wypukłodrukowych wykonuje się elektronicznie. Początkowo
grawerowane formy wykonywano w sposób mechaniczny. Obecnie stosuje się jeszcze
grawerowanie laserowe.
Mechaniczne grawerowanie form wypukłodrukowych wykonywało się w materiałach
twardych: metalach i twardych tworzywach sztucznych. Do wykonywania tych form zbędny
jest cały proces fotoreprodukcyjny. Maszyna do grawerowania składa się z dwóch części:
odczytującej i grawerującej. W części odczytującej ustawia się oryginał, w części
grawerującej – grawerowany materiał. Zarówno oryginał jak i grawerowany materiał
wykonują takie same ruchy.
W części odczytującej na mały fragment oryginału pada promień świetlny. Odbite od
oryginału światło wpada do fotoogniwa, w którym jest zamieniane na impuls elektryczny
przekazywany do komputera, w którym jest on odpowiednio analizowany i przekształcany.
Komputer przez odpowiednie urządzenia, kieruje igłą grawerującą materiał w części
grawerującej. W rezultacie otrzymuje się od razu gotową formę typograficzną lub

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
typooffsetową o żądanych parametrach. Grawerowanie mechaniczne jest dość powolne
i obecnie stosowane jest już tylko sporadycznie.
Znacznie szybszym procesem jest grawerowanie laserowe. Technologia ta służy jeszcze
do wykonywania form gumowych fleksograficznych w systemie CTP.
Formy stereotypowe (wtórne)
Znane są trzy technologie stereotypowe: technologia stereotypowa metalowa odlewana,
technologia galwanostereotypowa oraz technologia stereotypowa z tworzyw sztucznych
i gumy.
W technologiach stereotypowych jest konieczna wykonana wcześniej forma
wypukłodrukowa, zwana formą pierwotną. Procesy stereotypowe składają się z trzech
etapów:
–
matrycowania,
–
wytworzenia formy wtórnej
–
obróbki mechanicznej formy wtórnej.
Matrycowanie polega na wtłoczeniu w formę pierwotną odpowiedniego materiału
matrycowego (tektura matrycowa, tworzywa sztuczne termoplastyczne, masy woskowe,
blachy ołowiane lub płyta z termoutwardzalnych tworzyw sztucznych – w zależności od
technologii
stereotypowej).
Wtłoczenie
wykonuje
się
w
odpowiednich
prasach
hydraulicznych. Gotowa matryca ma relief odwrotny do reliefu formy pierwotnej.
Wytworzenie formy wtórnej polega na wykonaniu w odpowiedni sposób,
w odpowiednim materiale, reliefu odwrotnego do reliefu matrycy. Relief ten jest identyczny
z reliefem formy pierwotnej.
Obróbkę mechaniczną formy wtórnej wykonuje się w celu uzyskania odpowiedniej do
drukowania grubości i formatu formy stereotypowej. Wykonuje się też pogłębienie
powierzchni niedrukujących.
Obecnie technologie stereotypowe zostały wyparte przez inne techniki wykonywania
form wypukłodrukowych i są już niespotykane.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaki jest ogólny podział form drukowych wypukłych?
2.
Jakie znasz rodzaje warstw kopiowych?
3.
Czym charakteryzują się warstwy kopiowe i jak się je wytwarza?
4.
Jakie znasz metody trawienia klisz chemigraficznych?
5.
Czym charakteryzuje się proces wywołania warstw kopiowych?
6.
Czym charakteryzuje się trawienie jednostopniowe klisz chemigraficznych?
7.
Jakie znasz rodzaje form fotoreliefowych?
8.
Czym charakteryzują się formy fotoreliefowe stałe?
9.
W jaki sposób wykonuje się formy fotoreliefowe stałe i z kompozycji ciekłej?
10.
Jakie znasz zastosowanie form fotoreliefowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.2.3. Ćwiczenia
Ćwiczenie 1
Na podstawie przykładowych form do druku wypukłego, dokonaj klasyfikacji form
wypukłodrukowych i określ ich właściwości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokładnie obejrzeć każdą z przykładowych form,
2)
określić ich podstawowe właściwości fizyczne,
3)
określić materiał, z którego zostały wykonane,
4)
scharakteryzować sposób wykonania poszczególnych form na podstawie schematów
technologicznych,
5)
dokonać klasyfikacji przedstawionych form wypukłodrukowych.
Wyposażenie stanowiska pracy:
–
przykładowe formy wypukłodrukowe różnych rodzajów,
–
plansze ze schematami technologicznymi wykonywania form wypukłodrukowych.
Ćwiczenie 2
Przyporządkuj wypukłodrukowe formy drukowe różnych rodzajów, odpowiednim
formom kopiowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokładnie obejrzeć dostępne formy drukowe,
2)
określić rodzaj poszczególnych form drukowych,
3)
dokładnie obejrzeć dostępne formy kopiowe,
4)
scharakteryzować rodzaje form kopiowych wykorzystywanych przy formach
wypukłodrukowych,
5)
dobrać odpowiednią formę drukową do właściwej formy kopiowej.
Wyposażenie stanowiska pracy:
–
przykłady form wypukłodrukowych tego samego obrazu po druku,
–
formy kopiowe w postaci diapozytywów i negatywów tego samego obrazu na formie.
Ćwiczenie 3
Wykonaj formę fleksograficzną z płyty fotopolimerowej stałej z przezroczystym
podłożem poliestrowym, z powierzonej formy kopiowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wstępnie naświetlić płytę bez negatywu od strony spodniej,
2)
zdjąć folię ochronną z płyty fotopolimerowej,
3)
położyć negatyw stroną czytelną od strony fotopolimeru,
4)
naświetlić płytę fotopolimerową przez negatyw od strony wierzchniej,
5)
wymyć powierzchnię nie naświetloną,
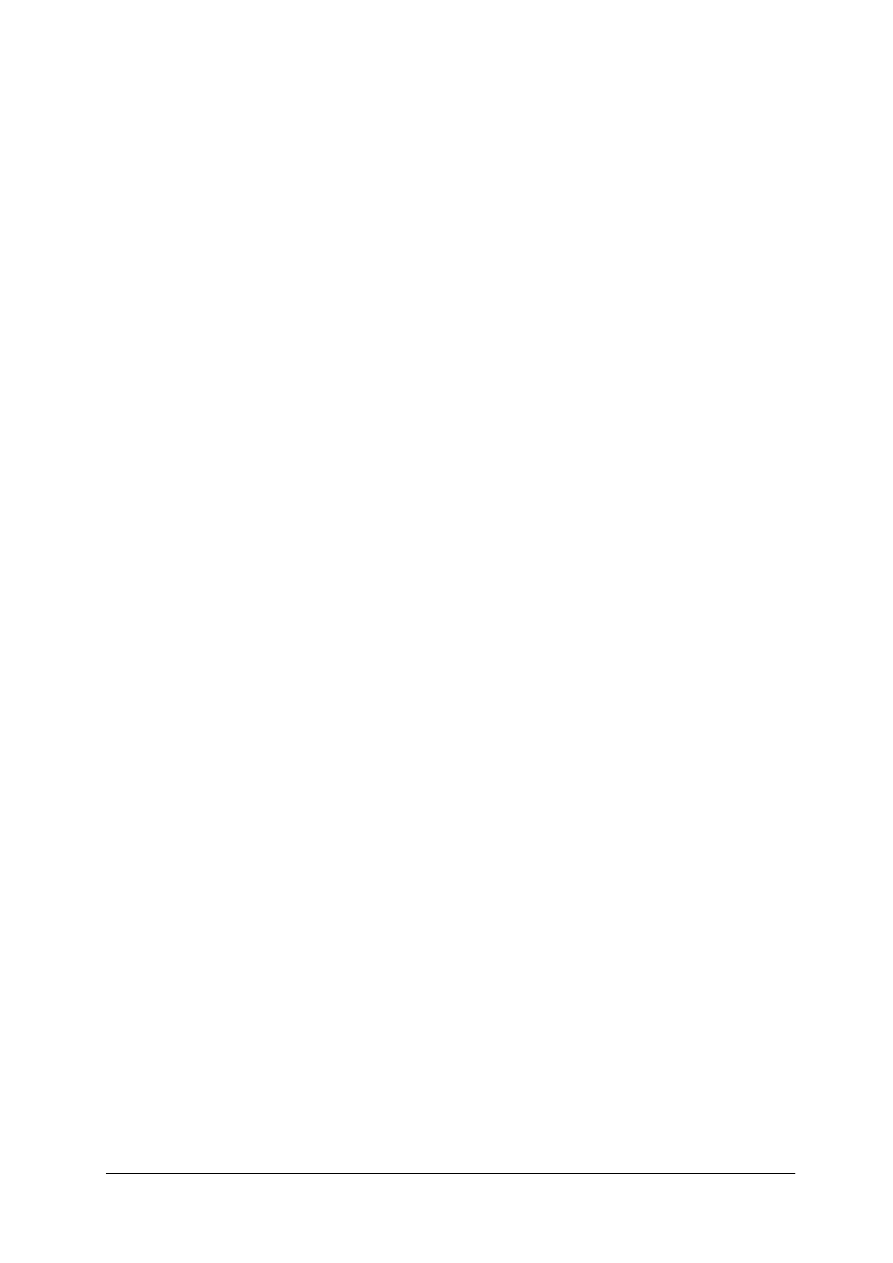
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
6)
wysuszyć, formę fotopolimerową,
7)
zanurzyć formę w roztworze wody bromowej,
8)
doświetlić bez negatywu formę fotopolimerową UVA, UVC.
Wyposażenie stanowiska pracy:
–
kopiarka do płyt fotopolimerowych,
–
płyta z fotopolimerowa na podłożu poliestrowym,
–
forma kopiowa w postaci negatywu czytelnego,
–
wywoływarka do płyt fotoutwardzalnych,
–
suszarka do płyt,
–
urządzenie doświetlające UVA, UVC.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować drukowe formy wypukłe?
2)
sklasyfikować formy wypukłych technik drukowania?
3)
dokonać podziału i scharakteryzować formy kopiowe?
4)
scharakteryzować klisze chemigraficzne metalowe?
5)
scharakteryzować etapy produkcji chemigraficznych klisz
metalowych?
6)
dokonać podziału form fotoreliefowych?
7)
scharakteryzować proces produkcji form fotoreliefowych?
8)
scharakteryzować formy fotoreliefowe?
9)
określić wykorzystanie technologii CTP do wykonywania
fleksograficznych form drukowych?
10)
scharakteryzować proces montażu form fleksograficznych na
cylindrze formowym maszyny drukującej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.3. Zastosowanie systemu tulei rozprężnych we fleksografii
4.3.1. Materiał nauczania
Zasada działania systemu tulei rozprężnych
Tuleją rozprężną (sleeve) nazywamy tuleję wykonaną z tworzywa sztucznego, która
dzięki swoim właściwościom i konstrukcji, po nałożeniu na stalowy rdzeń nadaje mu nowe
cechy. Pozwala na zmianę jego średnicy zewnętrznej bądź nadanie nowych właściwości
powierzchni zewnętrznej.
We f1eksografii tuleje rozprężne znalazły zastosowanie przede wszystkim w zespołach
drukujących maszyn. Wykorzystanie stałego rdzenia z wymiennymi tulejami pozwoliło na
bardzo szybkie przezbrajanie maszyny drukującej. Tuleja z rastrowaną powierzchnią znalazła
zastosowanie w miejsce wałka rastrowego, pozwalając na szybką zmianę liniatury, a co za
tym idzie zmianę ilości przekazywanej farby. Jednak dużo większe korzyści dało
zastosowanie tulei jako cylindra formowego.
Genezą powstania tulei rozprężnych był brak elastyczności istniejącego systemu, czyli
konwencjonalnych cylindrów formowych. Fleksografia charakteryzuje się ogromną
różnorodnością obwodów drukowych (130–2000 mm). Konwencjonalny system wymusza
posiadanie kompletu cylindrów formatowych dla każdego obwodu oraz oklejanie cylindrów
formami drukowymi przy każdym wznowieniu nakładu. Dwiema największymi zaletami
systemu tulei rozprężnych, pozwalającymi na obniżenie kosztów drukowania, są:
–
różnorodność obwodów drukowych z jednego cylindra formowego,
–
możliwość przechowywania oklejonych form drukowych na tulejach.
Zasada działania systemu – w celu otrzymania cylindra np. formowego konieczne jest
zespolenie tulei rozprężnej z rdzeniem. Do wnętrza rdzenia czyli tzw. cylindra powietrznego
pompuje się sprężone powietrze o ciśnieniu 6–8 barów. Powietrze wydostaje się następnie
z wnętrza cylindra przez precyzyjnie rozmieszczone na jego powierzchni otwory. Po
wtłoczeniu tulei na rdzeń otwory zostają zakryte, a wydobywające się powietrze tworzy
poduszkę powietrzną. Pozwala ona na swobodne przesuwanie tulei wzdłuż powierzchni
rdzenia oraz jej obrót. Średnica wewnętrzna tulei jest zawsze mniejsza niż średnica
zewnętrzna cylindra powietrznego, pozwala to, po odcięciu dopływu powietrza, na zaciśnięcie
tulei i stworzenie pewnego i wytrzymałego połączenia. Ponowne załączenie powietrza
pozwala na bezproblemowe zdjęcie tulei.
Rdzeń, czyli tzw. cylinder powietrzny, poza systemem rozprowadzającym powietrze
w niczym nie różni się od tradycyjnych cylindrów formowych. W zależności od typu
maszyny drukującej, doprowadzenie powietrza najczęściej wykonane jest jako wydrążenie
w czopie cylindra od strony napędu maszyny. Odpowiednia konstrukcja maszyn drukujących
przystosowanych do tego typu systemów pozwala na wymianę tulei bez demontażu całego
cylindra. Ze względu na długość cylindra powietrznego na jego powierzchni często wykonuje
się pojedyncze otwory pomocnicze. Pracę systemu bardzo ułatwiają kołki pasujące wykonane
na powierzchni cylindra, które współpracując ze specjalnie przygotowanym wycięciem
w tulei tworzą niezwykle prosty i skuteczny system pasujący.
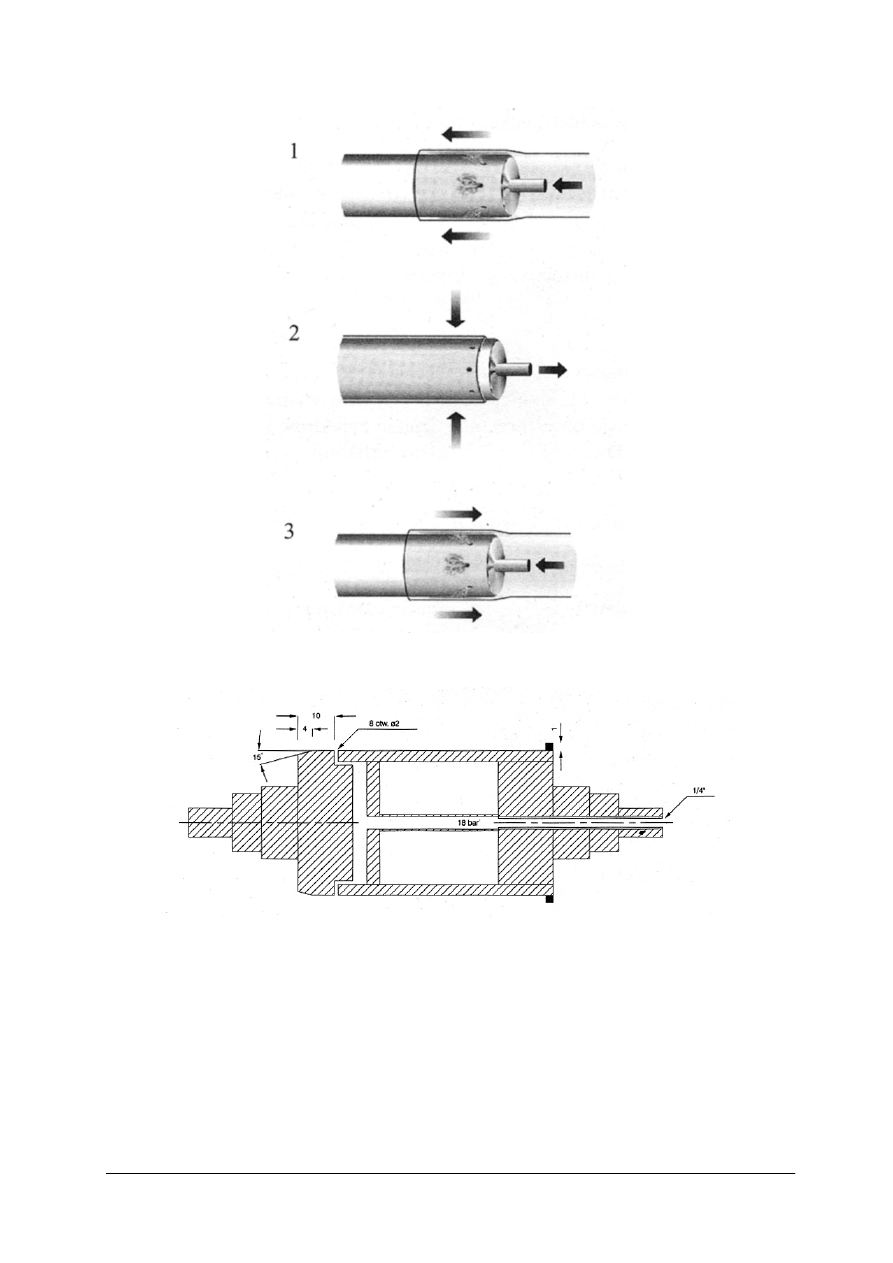
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 13. Zasada działania systemu tulei rozprężnych [13, s. 13.2]
1 – nakładanie, 2 – zespolenie, 3 – zdejmowanie
Rys. 14. Budowa cylindra powietrznego [13, s. 13.2]
Rodzaje tulei rozprężnych
Ze względu na budowę wyróżniamy następujące rodzaje tulei mające zastosowanie we
fleksografii:
–
podstawowa,
–
podstawowa ze specjalizowanym pokryciem,
–
formowa (jednowarstwowa, wielowarstwowa, kompresyjna).
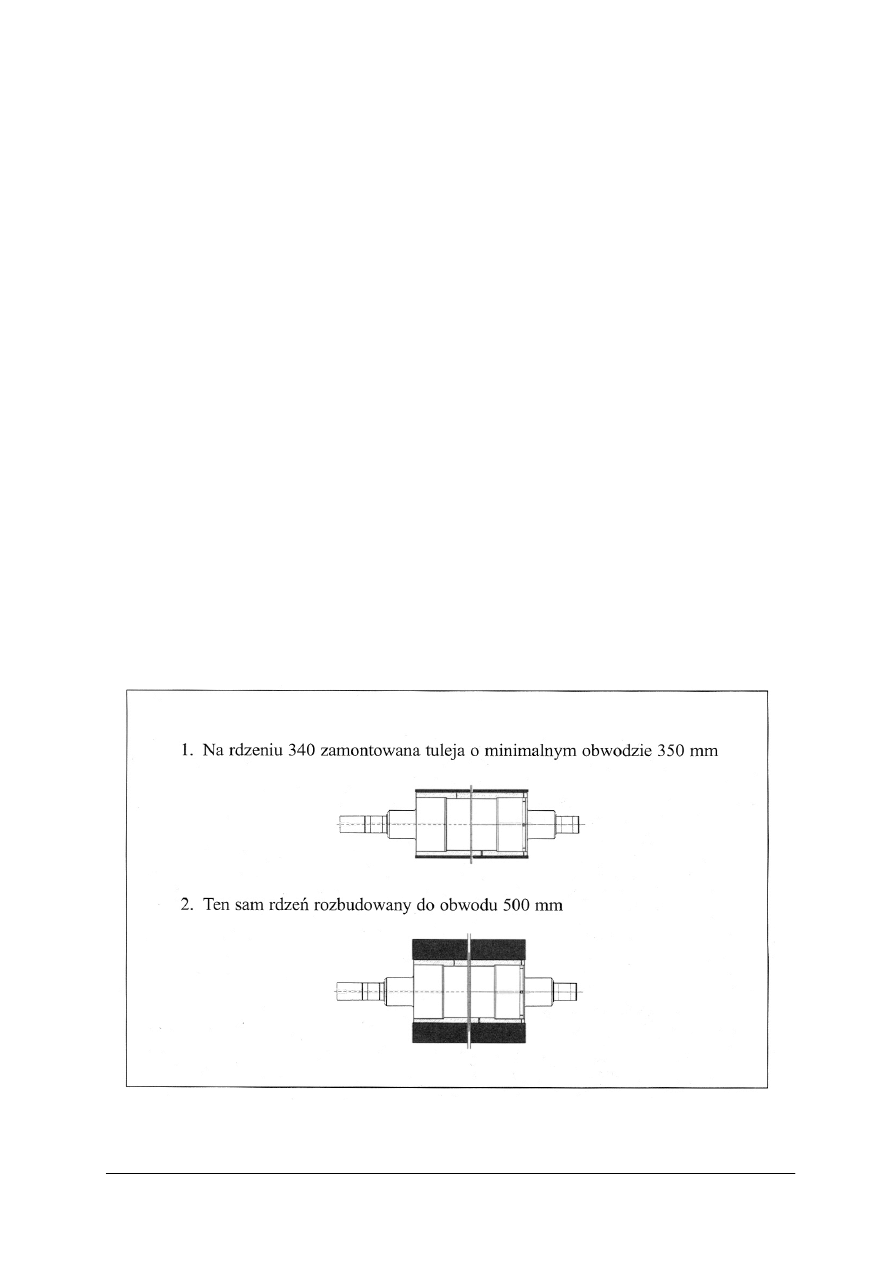
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Tuleja podstawowa jest wykonana z kilku warstw włókna szklanego wypełnionego
wysokojakościowym spoiwem (żywicą syntetyczną). Powierzchnia wewnętrzna jest idealnie
gładka, zewnętrzna zaś jest tak przygotowana, iż bez problemu można ją pokrywać takimi
materiałami jak guma czy poliuretan. Tuleję taką można wielokrotnie pokrywać różnymi
powłokami, jest ona niezwykle trwała i odporna na uszkodzenia mechaniczne. Jako materiał
wyjściowy znalazła ona zastosowanie w wielu gałęziach poligrafii jak np. fleksografia,
rotograwiura czy druk offsetowy.
Tuleja podstawowa ze specjalnym pokryciem (guma lub poliuretan) znajduje,
w zależności od materiału pokryciowego, zastosowanie w drukowaniu pełnych powierzchni,
lakierowaniu, nanoszeniu kleju, drukowaniu jako forma drukowa wykonana techniką
laserową lub grawerowana albo jako cylinder dociskowy (preser).
Tuleje formowe – w jednowarstwowych na powierzchni tulei podstawowej przykleja się
bardzo cienką warstwę pośrednią, która kompensuje przyrost średnicy wewnętrznej podczas
montażu tulei na cylindrze. Jest to strefa zapewniająca bezproblemowe przejście z elastycznej
tulei podstawowej do twardej warstwy tworzącej pozostałą część tulei formowej. Następnie
na tak przygotowaną powierzchnię nanosi się poliuretan, który ma zmienną twardość.
Tworzywo to nakłada się w taki sposób, aby warstwa przy rdzeniu była w miarę elastyczna
i miała właściwości tłumienia drgań, natomiast na powierzchni, tam gdzie przykleja się
formę, warstwa musi być twarda, odporna chemicznie i mechanicznie (ze względu na cięcie
ostrym narzędziem). Taka budowa pozwala na tworzenie cylindrów formowych o grubości
ś
cianek od 1 do 25 mm, co przy przeliczeniu na długości druku daje na obwodzie cylindra
zakres obwodów około 150 mm przy zastosowaniu jednego rdzenia. Olbrzymią zaletą tego
typu tulei jest ich bardzo wysoka stabilność wymiarowa, odporność chemiczna, mechaniczna,
a także stosunkowo niska cena.
Rys. 15. Przykład rozbudowy systemu – zwiększenie długości zadruku o 150 mm [13, s. 13.4]
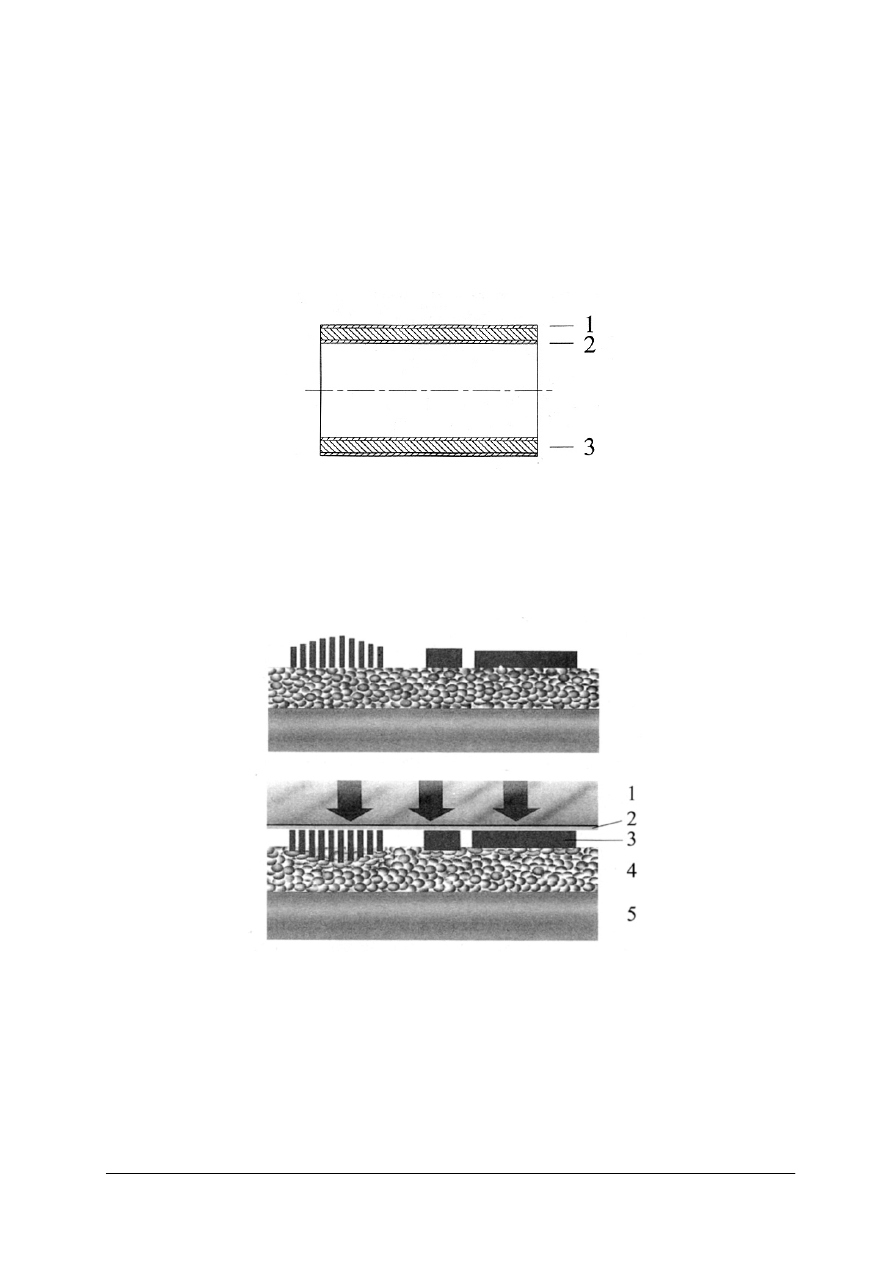
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Tuleje wielowarstwowe mają zastosowanie identyczne z jednowarstwowymi, przy czym
ze względu na ograniczenia technologiczne długość ich pozwala na stosowanie ich w małych
maszynach drukujących (do 700 mm). W budowie wyróżnia je bardzo lekkie wypełnienie ze
spienionego poliuretanu, pozwalające na zwiększenie grubości ścianki tulei od 1 do około
70 mm, co oznacza przyrost długości obwodu do około 400 mm. Wypełnienie to występuje
pomiędzy tuleją podstawową z warstwą pośrednią i powierzchnią zewnętrzną wykonaną
z twardego poliuretanu. Na tulejach tego typu oparta jest konstrukcja maszyny do tzw.
szybkiego narządu, wyposażonej w jeden stały zestaw rdzeni. Maszyna nie ma czopów od
strony obsługi, co pozwala na szybką wymianę tulei bez konieczności demontowania łożysk.
Rys. 16. Budowa tulei wielowarstwowej [13, s. 13.4]
1 – warstwa zewnętrzna, 2 – tuleja podstawowa, 3 – wypełnienie poliuretanowe
Tuleje kompresyjne są przeznaczone do stosowania fotopolimerowych form drukowych
o grubościach 0,76 mm, 1,14 mm i 1,70 mm, tak zwanych „cienkich płyt”. Powierzchnia tulei
jest twarda, a jednocześnie wystarczająco sprężysta, aby możliwe było drukowania prac
składających się z siatek i elementów tekstowo-kreskowych na jednej formie drukowej.
Rys. 17. Schemat działania warstwy kompresyjnej dla różnych elementów formy [13, s. 13.5]
Budowa jej jest taka sama jak tulei jednowarstwowej, przy czym na powierzchni, zamiast
twardego poliuretanu znajduje się około 2 mm elastyczna warstwa tzw. kompresyjna
(niektórzy producenci wykonują tuleje kompresyjne na całej grubości), niestety struktura
otwartych komórek tej warstwy jest mało odporna na uszkodzenia (cięcie) oraz wymaga
stosowania taśm o wysokiej adhezji. Tego typu tuleje pozwalają na wyeliminowanie taśm
piankowych przy pracach z cienkimi płytami, co daje duże oszczędności na samej taśmie oraz
trwałości formy drukowej. Wielkość nakładu jest uzależniona od trwałości formy, a nie od
trwałości taśmy piankowej.
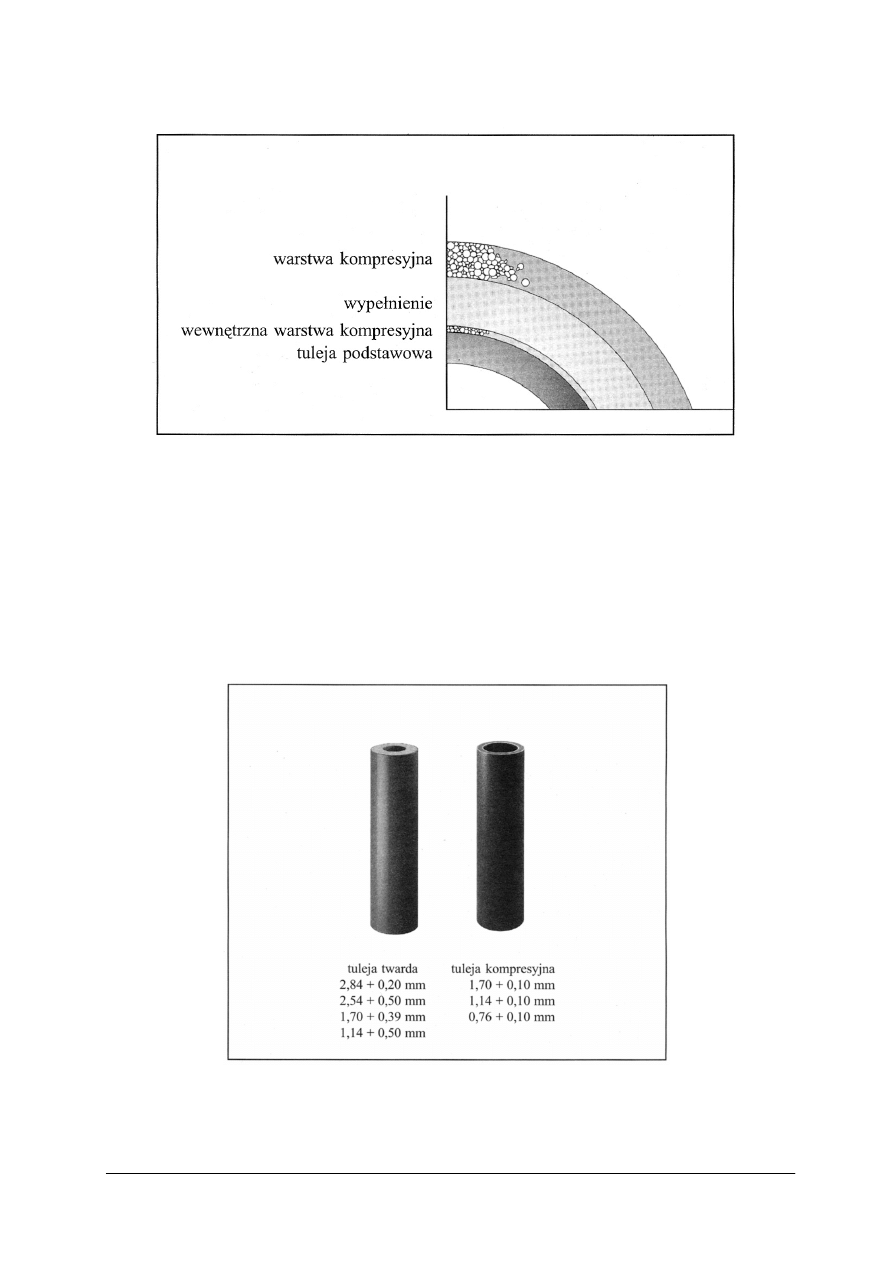
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 18. Budowa tulei kompresyjnej [13, s. 13.5]
Dobór tulei rozprężnych
Dobór tulei do maszyny drukującej jest stosunkowo prosty i opiera się na znajomości
6 parametrów:
–
ś
rednicy zewnętrznej posiadanego cylindra powietrznego,
–
długości druku, pod jaką jest wykonywana tuleja,
–
grubości formy, z którą będzie współpracowała,
–
typu i grubości taśmy, z którą będzie współpracowała,
–
szerokości tulei,
–
rodzaju tulei (twarda czy kompresyjna).
Rys. 19. Przykładowe zestawy forma drukowa + taśma klejąca [13, s. 13.6]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Przy projektowaniu systemu należy uwzględnić, jaki zakres obwodów chcemy mieć
w swoim programie produkcyjnym, oraz z jakimi pracami mamy do czynienia najczęściej.
Najkorzystniej jest przedyskutować temat uzbrojenia maszyny w tuleje z jej producentem
i oprzeć się na jego wiedzy i doświadczeniach. Pozwoli to na uniknięcie wielu stresów
i rozczarowań. Na „słabej” maszynie nie zawsze da się wydrukować bardzo wymagające
prace, mając nawet najlepszy zestaw tulei kompresyjnych.
Korzyści wynikające ze stosowania systemu tulei rozprężnych
Oto kilka podstawowych korzyści wynikających ze stosowania tulei rozprężnych:
–
zmniejszenie kosztów produkcji (oszczędność czasu, ograniczenie pracochłonności
przygotowania produkcji, zmniejszenie kosztów magazynowania),
–
zwiększenie elastyczności produkcji,
–
poprawa jakości produkcji,
–
standaryzacja procesu druku.
Zmniejszenie kosztów produkcji to argument przekonujący każdego. Stosując system
kupujemy jeden cylinder powietrzny i zestaw tulei (oczywiście dla maszyny 8-kolorowej
potrzeba 8 cylindrów i 1 tzw. montażowy). Mając zatem odpowiednie koła zębate możemy
wydrukować większą ilość obwodów drukowych. Ponadto możliwe jest przechowywanie
form naklejonych na tuleje przy wznawialnej produkcji (oczywiście – jeśli ma się kilka
kompletów tulei lub wykonuje produkcję o innej długości druku). Ta ostatnia możliwość
pozwala na oszczędności form drukowych, które są drogie i bardzo często ulegają zniszczeniu
podczas zrywania i przeklejania. Istnieje możliwość przygotowywania produkcji poza
maszyną drukującą. Otóż oklejanie tulei odbywa się na oklejarce wyposażonej
w „uproszczony” cylinder powietrzny bez czopów. Po wykonaniu odbitek próbnych (kontroli
pasowania) oklejone tuleje formowe można montować na maszynie drukującej.
Zwiększenie elastyczności produkcji polega na skróceniu czasów narządu maszyny, a co
za tym idzie zwiększeniu opłacalności małych nakładów. Inwestując w maszynę z systemem
tulei rozprężnych mamy możliwość używania różnego rodzaju form drukowych. Stosując
jeden rdzeń i różne tuleje możemy wykonywać prace z form o grubości 1,14 mm, jak
i 2,84 mm. Istnieje możliwość pracy z formami grawerowanymi, które często wykonywane są
w znacznej odległości od drukami (zamiast transportować do producenta ciężkie stalowe
rdzenie wystarczy wysłać lekką tuleję, bądź zamówić cały zestaw; koszt tulei bazowej nie jest
wysoki). Łatwość transportu i operowanie niewielkimi masami przyczyniły się do rozwoju
form wykonywanych cyfrowo na fotopolimerach.
Dotychczas większość form naświetlana była i wywoływana na urządzeniach płaskich.
Dlatego krytycznym etapem przy przygotowywaniu produkcji jest oklejanie cylindra. Niesie
ono zawsze pewną wartość błędu, którego nie da się skorygować na maszynie drukującej,
a ponadto zawsze występuje konieczność połączenia dwóch krawędzi arkusza fotopolimeru.
Obecnie wiele firm pracuje nad rozwiązaniem tego problemu. Powstała już technologia CtS
(Computer to Sleeve) pozwalająca na naświetlanie fotopolimeru przy użyciu naświetlarki
laserowej z dalszą obróbką „na okrągło”, i to do tej technologii doskonałym „interfejsem”
okazała się tuleja podstawowa. Dzięki najnowszym osiągnięciom technologii produkcji form
istnieje możliwość uzyskiwania idealnego pasowania na maszynie drukującej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na czym polega zasada działania systemu tulei rozprężnych we fleksografii?
2.
Jaki jest cel stosowania tulei rozprężnych?
3.
Jakie korzyści są z zastosowania tulei rozprężnych?
4.
Jakie znasz rodzaje tulei rozprężnych?
5.
Czym charakteryzuje się rozprężna tuleja formowa?
6.
Jakie zadanie ma warstwa kompresyjna w rozprężnych tulejach kompresyjnych?
7.
W jaki sposób dobiera się tuleję rozprężną?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj montażu tulei rozprężnej na cylindrze powietrznym w maszynie
fleksograficznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z dokumentacją techniczną systemu tulei rozprężnych,
2)
doprowadzić sprężone powietrze do wnętrza cylindra powietrznego,
3)
nałożyć tuleję na cylinder powietrzny (rdzeń),
4)
odpowiednio umiejscowić tuleję na rdzeniu,
5)
odłączyć sprężone powietrze od cylindra powietrznego.
Wyposażenie stanowiska pracy:
–
dokumentacja techniczna systemu tulei rozprężnych,
–
cylinder powietrzny z układem powietrznym,
–
tuleja rozprężna.
Ćwiczenie 2
Na podstawie przykładowych tulei rozprężnych stosowanych we fleksografii, dokonaj
klasyfikacji tulei rozprężnych oraz określ ich właściwości i korzyści wynikające z ich
stosowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokładnie obejrzeć każdą z przykładowych tulei rozprężnych,
2)
określić ich podstawowe właściwości fizyczne,
3)
określić materiał, z którego zostały wykonane,
4)
scharakteryzować ich budowę na podstawie schematów budowy tulei rozprężnych,
5)
dokonać klasyfikacji przedstawionych tulei rozprężnych,
6)
określić korzyści wynikające ze stosowania tulei rozprężnych we fleksografii.
Wyposażenie stanowiska pracy:
–
przykładowe tuleje rozprężne różnych rodzajów,
–
plansze ze schematami budowy tulei rozprężnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować zasadę systemu tulei rozprężnych?
2)
określić zastosowanie systemu tulei rozprężnych we fleksografii?
3)
zamocować tuleję rozprężną?
4)
scharakteryzować rodzaje tulei rozprężnych?
5)
dobrać odpowiednią tuleję rozprężną?
6)
wyjaśnić korzyści płynące z zastosowania systemu tulei rozprężnych?
7)
objaśnić budowę tulei wielowarstwowej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5. SPRAWDZIAN OSIĄGNIĘĆ UCZNIA
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8.
Na rozwiązanie testu masz 45 min.
9.
Po zakończeniu testu podnieś rękę i zaczekaj aż nauczyciel odbierze od Ciebie pracę.
Powodzenia!
Materiały dla ucznia:
–
instrukcja,
–
zestaw zadań testowych,
–
karta odpowiedzi.
ZESTAW ZADAŃ TESTOWYCH
1.
Przemysłową metodą otrzymywania metalowych klisz chemigraficznych jest
a)
metoda trawienia wielostopniowego.
b)
metoda trawienia jednostopniowego.
c)
naświetlanie płyt fotopolimerowych.
d)
naświetlanie płytek metalowych przez formę kopiową.
2.
W technologii wykonywania metalowych klisz chemigraficznych stosuje się następujące
rodzaje warstw kopiowych:
a)
fotorozpuszczalne, fotopolimerowe.
b)
fotoutwardzalne, syntetyczne.
c)
fotoutwardzalne, fotorozpuszczalne.
d)
fotopolimerowe, syntetyczne.
3.
Opakowania z tektury falistej zadrukowuje się techniką
a)
fleksograficzną.
b)
typograficzną.
c)
offsetową.
d)
rotograwiurową.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.
Trawienie klisz cynkowych wykonuje się w roztworze
a)
kwasy solnego.
b)
kwasu siarkowego.
c)
kwasu azotowego.
d)
kwasu siarkawego.
5.
Ochronny roztwór, zapobiegający podtrawianiu, stosuje się w technologii
a)
trawienia jednostopniowego.
b)
trawienia wielostopniowego.
c)
naświetlania fotopolimeru.
d)
wykonywania form wtórnych.
6.
Formy fotoreliefowe uzyskuje się
a)
z fotopolimerów stałych i ciekłych.
b)
z klisz metalowych.
c)
z klisz cynkowych.
d)
z miedzi.
7.
2000 arkuszy RA1 papieru o gramaturze 80 g/m² waży około
a)
96 kg.
b)
84 kg.
c)
72 kg.
d)
79 kg.
8.
Fotopolimery mają zastosowanie w poligrafii jako
a)
formy drukowe.
b)
formy kopiowe.
c)
warstwy termoutwardzalne.
d)
substancje zabezpieczające.
9.
Na formacie A1 mieści się maksymalnie
a)
6 użytków formatu A4.
b)
12 użytków formatu A4.
c)
8 użytków formatu A4.
d)
4 użytki formatu A4.
10.
1200 kg to w przybliżeniu
a)
13000 arkuszy formatu RA1 papieru o gramaturze 150 g/m².
b)
12000 arkuszy formatu RA1 papieru o gramaturze 150 g/m².
c)
18000 arkuszy formatu RA1 papieru o gramaturze 150 g/m².
d)
15250 arkuszy formatu RA1 papieru o gramaturze 150 g/m².
11.
Format RA1 ma wymiary
a)
860 × 610 mm.
b)
840 × 600 mm.
c)
880 × 625 mm.
d)
900 × 700 mm.
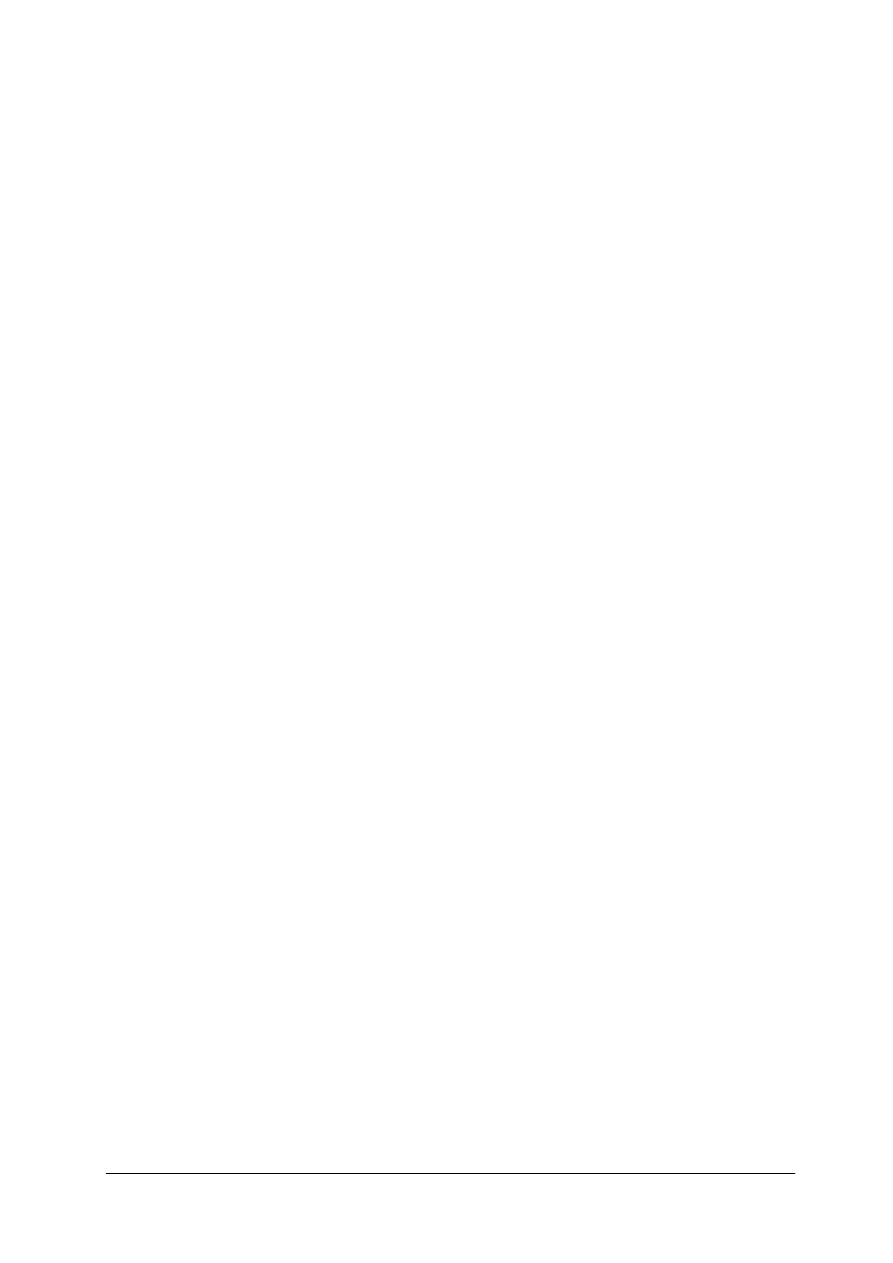
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
12.
Farby typograficzne możemy podzielić na
a)
maziste, ciekłe.
b)
fotoutwardzalne, chemoutwardzalne.
c)
rotacyjne, arkuszowe, dziełowe, ilustracyjne.
d)
maziste, gęste, rzadkie.
13.
Folie z tworzyw sztucznych do drukowania fleksograficznego możemy podzielić na
a)
celofan, polietylenowe, polipropylenowe, poliestrowe.
b)
dwustronnie powlekane, jednostronnie powlekane.
c)
zaklejane, niezaklejane.
d)
regenerowane, aluminiowe, stalowe.
14.
Farby fleksograficzne dzielimy na
a)
gęste, rzadkie.
b)
maziste, lejne.
c)
rozpuszczalnikowe, maziste, ciekłe.
d)
rozpuszczalnikowe, wodorozcieńczalne, fotoutwardzalne UV.
15.
W technologii fleksograficznej używa się farb
a)
ciekłych.
b)
mazistych.
c)
ciekłych lub mazistych.
d)
akrylowych.
16.
We fleksografii mają zastosowanie następujące rodzaje tulei
a)
zaciskowa, podstawowa ze specjalizowanym pokryciem, powietrzna.
b)
podstawowa, podstawowa ze specjalizowanym pokryciem, formowa.
c)
formowa, zaciskowa, rozprężna.
d)
cylindryczna, powietrzna, zaciskowa.
17.
Formy drukowania wypukłego dzielimy na:
a)
wykonywane ręcznie, ze składu zecerskiego, chemigraficzne-trawione, fotoreliefowe
(fotopolimerowe), grawerowane, stereotypowe (wtórne).
b)
fotoreliefowe, metalowe odlewane, ręczne, głębokościowo-zmienne.
c)
grawerowane, fotoreliefowe, ze składu maszynowego, powierzchniowo-zmienne.
d)
stereotypowe, ręczne, grawerowane, głębokościowo-zmienne.
18.
Formy typograficzne ulegają niszczeniu głównie przez
a)
rozpuszczanie.
b)
niekorzystne działanie farb drukarskich.
c)
utlenianie.
d)
ś
cieranie.
19.
W płytach z fotopolimerami stałymi podłoże może stanowić
a)
blacha cynkowa, folia aluminiowa.
b)
blacha aluminiowa, folia z tworzyw sztucznych.
c)
papier kredowany.
d)
guma.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
20.
Proces doświetlenia form fotoreliefowych ma na celu
a)
dodatkowe utwardzenie fotopolimeru.
b)
pozbycie się lepkości warstwy fotopolimeru.
c)
dodatkowe związanie fotopolimeru z podłożem.
d)
uplastycznienie warstwy fotoplimerowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Przygotowanie form do drukowania wypukłego
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
6. LITERATURA
1.
Cichocki L., Pawlicki T., Ruczka I.: Poligraficzny słownik terminologiczny. Polska Izba
Druku, Warszawa 1999
2.
Ciupalski S.: Maszyny drukujące konwencjonalne. Oficyna Wydawnicza Politechniki
Warszawskiej, Warszawa 2001
3.
Czichon H., Czichon M.: Formy fleksodrukowe. Oficyna Wydawnicza Politechniki
Warszawskiej, Warszawa 2006
4.
Czichon H., Magdzik S., Jakucewicz S.: Formy drukowe. WSiP, Warszawa 1996
5.
Druździel M., Fijałkowski T.: Maszyny i urządzenia typograficzne. WSiP,
Warszawa 1978
6.
Gruin I.: Materiały polimerowe. Wydawnictwa Naukowe PWN, Warszawa 2003
7.
Gruszczyński Cz.: Farby graficzne. WSiP, Warszawa 1990
8.
Jakucewicz S., Magdzik S.: Materiałoznawstwo dla szkół poligraficznych. WSiP,
Warszawa 2001
9.
Jakucewicz S., Czichon M., Czichon H.: Materiałoznawstwo poligraficzne.
Wydawnictwa PW, Warszawa 1992
10.
Jakucewicz S.: Materiałoznawstwo poligraficzne. Wydawnictwa PW, Warszawa 1993
11.
Jakucewicz S., Magdzik S.: Podstawy poligrafii. WSiP, Warszawa 1997
12.
Kołak J., Ostrowski J.: Maszyny i urządzenia – Maszyny drukujące. WSiP,
Warszawa 1979
13.
Podręcznik fleksografii. Zrzeszenie Polskich Fleksografów, Warszawa 1998
14.
Poligrafia ogólna. WSiP, Warszawa 1982
15.
Poligrafia procesy i technika. Tłumaczenie ze słowackiego. COBRPP, Warszawa 2005
Wyszukiwarka
Podobne podstrony:
drukarz 825[01] z3 02 n
drukarz 825[01] z3 02 n
drukarz 825[01] z3 03 n
drukarz 825[01] o1 02 n
drukarz 825[01] z2 02 u
drukarz 825[01] z4 02 n
drukarz 825[01] z3 01 n
drukarz 825[01] z4 02 u
drukarz 825[01] z3 03 u
drukarz 825[01] z2 02 n
drukarz 825[01] z1 02 n
drukarz 825[01] o1 02 n
drukarz 825[01] z4 02 n
drukarz 825[01] z1 02 n
drukarz 825[01] z2 02 u
więcej podobnych podstron