
N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
60
T E C H N I K A
D E N T Y S T Y C Z N A
Termoformowanie
– system Scheu-Dental – profesjonalizm w każdym calu
Technika termoformowania w ciągu
ostatnich kilku lat znalazła stałe miejsce
w laboratorium techniki dentystycznej
w zakresie wykonywanych prac prote-
tycznych. Produkcja elementów metodą
polegającą na uplastycznieniu przy
użyciu źródła ciepła, odpowiedniego
materiału w postaci płyty i natłoczeniu
na model roboczy przy pomocy próżni
lub nadciśnienia szybko zyskała akcep-
tację. Początki systemów opierały się na
kilku rodzajach folii termoplastycznej,
co znacznie ograniczało zakres pracy.
Jednocześnie kiedy stomatologia este-
tyczna wykazała zapotrzebowanie na
elementy pomocnicze w postaci tzw.
łyżek do wybielania zębów, popularne
stały się proste, nieskomplikowane
urządzenia, które nie są w stanie
wykorzystać możliwości technologii
termoformowania w pełnym zakresie.
Obecnie można dysponować nowocze-
snymi urządzeniami (fot. 1) i szerokim
wachlarzem materiałów termoplastycz-
nych (o zróżnicowanych grubościach,
twardości, składzie chemicznym) i po-
mocniczych, zintegrowanych w profe-
sjonalnych systemach.
C
O
NALEŻY
WIEDZIEĆ
O
URZĄDZENIACH
?
Wyróżniamy trzy podstawowe typy
urządzeń do techniki termoformowania,
SŁOWA KLUCZOWE
termoformowanie, uplastycznienie,
materiały termoplastyczne, materiały
uzupełniające
STRESZCZENIE
Termoformowanie
pozwala na produkowanie elementów
protetycznych dzięki uplastycznieniu
materiałów za pomocą temperatury.
W technice tej stosowane są
trzy podstawowe typy urządzeń.
Wykorzystywane materiały powinny
mieć średnicę 125 mm; system
zakłada również użycie materiałów
pomocniczych.
lic. tech. dent. Paweł Matusiak, tech. dent. Dragan Skrobić*
Fot. 1. BIOSTAR; Fot. 2. Folie do termoformowania; Fot. 3. BIOPLAST; Ochraniacz dla sportowców
T
echnika termoformowania
jest coraz popularniejsza
w laboratoriach techników
dentystycznych. Na rynku
dostępnych jest wiele
nowoczesnych urządzeń
i materiałów termoplastycz-
nych, które ułatwiają pracę.
Artykuł prezentuje rozwią-
zania systemu Scheu-Dental.
w zależności od sposobu podawania
czynnika formującego:
1. urządzenia podciśnieniowe z pompą
ssącą,
2. urządzenia podciśnieniowe z ukła-
dem przepływu powietrza w celu
uzyskania próżni,
3. urządzenia nadciśnieniowe.
Sposób podania czynnika formującego
ma podstawowe znaczenie dla precyzji
dopasowania wykonywanych prac do
modelu roboczego, szczególnie w pra-
cach z zakresu ortodoncji.
Z praw fizyki wynika, że urządzenia
podciśnieniowe dysponują możliwością
uzyskania wartości czynnika formujące-
go w granicach 0,7 bar (855 N/95 cm²).
W przypadku urządzeń nadciśnienio-
wych zakres ciśnienia roboczego wynosi
od 2,5 bar do 6 bar (4750 N/95 cm²), co
pozwala wykorzystać możliwości kształ-
towania materiałów (ryc. 1).
Precyzyjne prace – zgodnie z procedu-
rami produkcji – wymagają zastosowa-
nia określonego nadciśnienia podanego
w instrukcji produktu. W urządzeniach
firmy Scheu-Dental zastosowano tech-
nologię ciśnieniową.
U
PLASTYCZNIANIE
MATERIAŁÓW
Płyty polimerowe stosowane w technolo-
gii termoformowania należy uplastycznić
przy pomocy temperatury, doprowadza-
1
2
3
2
/ 2 0 1 0
61
T E C H N I K A
D E N T Y S T Y C Z N A
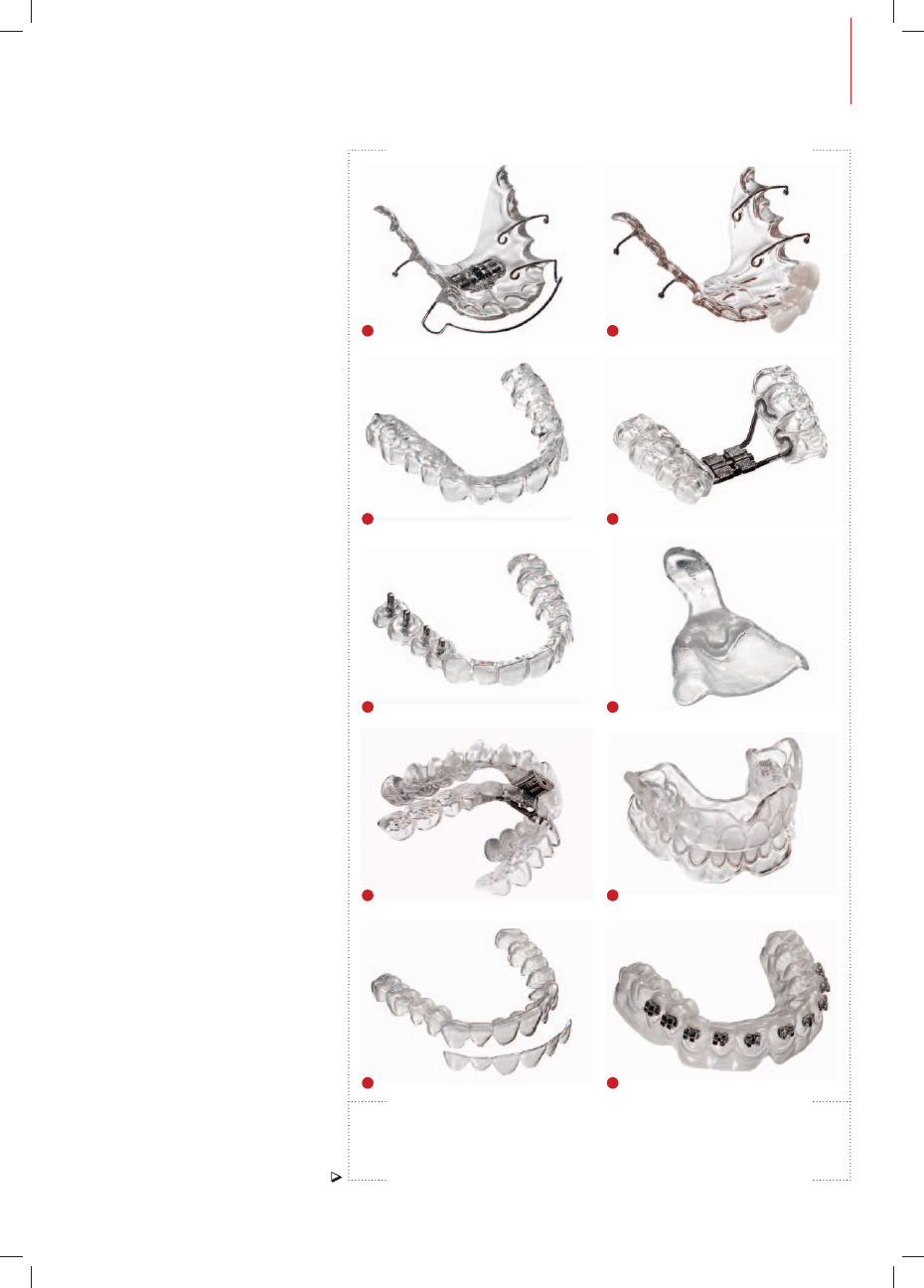
Fot. 4. BIOCRYL C, BIOCRYL M; Płytka Schwarza; Fot. 5. BIOCRYL C; Proteza tymczasowa; Fot. 6. DURAN
DURASPLINT; akryl, szyna terapeutyczna; Fot. 7. DURAN; Śruba Vector 600 i 620 Hyrax; Fot. 8. IMPRELON
S; Szablon impantologiczny; Fot. 9. IMPRELON; Łyżka indywidualna; Fot. 10. DURASOFT; Aparaty przeciw
chrapaniu TAP-T; Fot. 11. BIOPLAST; Pozycjoner; Fot. 12. BIOPLAST; Bleach, Szyna do wybielania zębów;
Fot. 13. COPYPLAST; Maska transferowa do zamków aparatu stałego
jąc je do stanu, w którym przy użyciu
czynnika zewnętrznego będą mogły ule-
gać odkształceniom, aż do momentu po-
wrotu do temperatury otoczenia. w tym
celu urządzenia posiadają różnego typu
elementy grzejne. Typowe grzałki oporo-
we, stosowane standardowo, nagrzewają
materiały w czasie uzależnionym od
temperatury otoczenia oraz wstępnej
temperatury urządzenia w przypadku
kolejnego uplastyczniania. Dodatkowym
problemem jest także nierównomierne
rozkładanie temperatury, szczególnie
w przypadku materiałów o grubości
od 2 mm do 5 mm. Przygotowanie płyt
do formowania jest w tych warunkach
utrudnione i nie daje gwarancji uzyskania
powtarzalnych wyników. Podejmowanie
decyzji na podstawie obserwacji stopnia
uplastycznienia folii często prowadzi do
przegrzania materiału i w konsekwencji
do znacznego ograniczenia trwałości
gotowego produktu.
Niekontrolowane wyniki grubości kon-
strukcji, pęcherzyki powietrza w struk-
turze, porowate powierzchnie (przebar-
wienia w trakcie użytkowania) powstają
w wyniku zbyt wysokiej temperatury
uplastyczniania materiału w urządze-
niach bez jej kontroli.
W nowoczesnych rozwiązaniach
(Scheu-Dental) zastosowano promien-
nik podczerwieni, który równomiernie
przekazuje temperaturę już od pierwszej
sekundy po uruchomieniu programu.
Jednocześnie zamknięta komora grzew-
cza z układem termostatycznym pozwala
ustalić (na podstawie specyfikacji) czas
potrzebny do prawidłowego przygoto-
wania płyt.
Gotowość folii do formowania jest
sygnalizowana automatycznie – bez po-
trzeby obserwacji. Konstrukcje urządzeń
Scheu-Dental pozwalają nagrzewać ma-
teriały od strony przylegania do modelu
roboczego, co ma istotny wpływ na do-
kładność dopasowania gotowych prac.
M
ATERIAŁY
DO
TERMOFORMOWANIA
Materiały do termoformowania powin-
ny mieć średnicę 125 mm, czyli 5 cali.
Wszystkie płyty do termoformowania
firmy Scheu-Dental zostały zaopa-
trzone w 3-cyfrowe kody (fot. 2), które
w przypadku urządzeń sterowanych
fot. ar
chiwum autor
ów
4
6
8
10
12
5
7
9
11
13
N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
62
T E C H N I K A
D E N T Y S T Y C Z N A
mikroprocesorem BIOSTAR
®
automa-
tycznie (przy użyciu skanera) ustalają
zaprogramowany czas pracy. W innych
urządzeniach zostają wprowadzone dane
z możliwością niezależnego korygowania
ustawienia czasu nagrzewania, studze-
nia i ciśnienia na podstawie instrukcji.
W celu dokonania prawidłowego wyboru
materiału należy poznać jego twardość
(stabilność konstrukcji, odporność na
ścieranie), właściwości chemiczne (moż-
liwości zespalania, połączeń z akrylem)
i podstawowe zastosowania.
Moduł twardości i wytrzymałości
materiałów (tab. 1)
1. folie elastyczne twarde:
• BIOCRYL
®
„C” (PMMA – polimeta-
krylan metylu) i BIOCRYL
®
„M” (PVC
– polichlorek winylu) – przezroczyste
lub zabarwione płytki bez monomeru
resztkowego do wykonywania protez
i aparatów ortodontycznych, dobrze
łączą się z samopolimerami. Przykład
gotowej pracy – fot. 4, 5.
• DURAN
®
(PET-G – polietylenote-
reftalan glikolu) – transparentny,
odporny na ścieranie materiał do
wszystkich zastosowań w leczeniu
przy pomocy szyn (fot. 6, 7).
• IMPRELON
®
„S” (PC – poliwęglan) –
niełamliwy, transparentny i odporny
na ścieranie materiał do szyn prote-
tycznych i aparatów ortodontycznych
o najwyższej jakości, gwarantuje
wyjątkowe właściwości podczas dłu-
gookresowego użytkowania (fot. 8).
• IMPRELON
®
(PS – polistyren) – służy
do wykonywania prac tymczasowych,
np. łyżek indywidualnych (fot. 9).
2. folie połączone – twarde/miękkie
• DURASOFT
®
(PC – poliwęglan) prze-
zroczysty, dwuwarstwowy materiał
na szyny z miękką częścią wewnętrz-
ną, posiada szczególnie przyjazne
właściwości użytkowania; przezna-
czony do wykonywania aparatów
przeciwko chrapaniu (fot. 10).
3. folie elastyczne miękkie
• BIOPLAST
®
(EVA – etylen – octan
winylu) – jedno- lub wielokolorowe
płytki na szyny, ochraniacze na zęby,
pozycjonery, modele powielone, jak
również jako BIOPLAST
®
bleach na
szyny do wybielania zębów (fot. 3,
11, 12).
• COPYPLAST
®
(PE – polietylen) –
posiada podobne zastosowanie jak
BIOPLAST
®
, jest materiałem o zwięk-
szonej wytrzymałości; przeznaczony
do wykonywania masek transfero-
wych (fot. 13), szyn wybielających
i do fluoryzacji.
• COPYPLAST
®
„C” (PE-Blend – poli-
etylen) – przezroczysty, elastyczny
materiał przeznaczony do wykony-
wania estetycznych szyn ortodon-
tycznych i retencyjnych,
• HARDCAST
®
(PP – polipropylen)
i COPYPLAST
®
(PE – polietylen)
w połączeniu z folią dystansową
mogą służyć do wykonywania kształ-
tek pod korony oraz jako utrzymywa-
cze przestrzeni w technice wybiela-
nia i fluoryzacji.
Moduł twardości i wytrzymałości omó-
wionych materiałów przedstawia tabela
twardości.
Materiały i narzędzia pomocnicze
Bardzo ważnym elementem systemu do
techniki termoformowania są materiały
uzupełniające:
• płyn do izolowania modelu roboczego
zapewnia gładkie (chemicznie czy-
ste) powierzchnie, które gwarantują
utrzymanie odpowiedniej higieny
wykonanych prac,
• materiał do blokowania podcieni,
• materiał fotopolimeryzujący dla
uzyskania przestrzeni w szynach do
wybielania zębów,
• płyny do aktywacji chemicznej przy
łączeniu szyn lub nakładaniu akrylu,
• akryl do łączenia elementów metalo-
wych z materiałem termoformowal-
nym i budowania relacji w zgryzach
konstrukcyjnych,
• zestaw do rejestracji zgryzu konstruk-
cyjnego,
• zestawy narzędzi do obróbki i polero-
wania,
• kleszcze do formowania elementów
dodatkowych lub retencyjnych,
• preparaty do czyszczenia w trakcie
użytkowania wyrobów medycznych.
P
ODSUMOWANIE
System Scheu-Dental jest profesjonalnym
rozwiązaniem dla laboratorium techniki
dentystycznej. Dysponuje nowocze-
snymi urządzeniami o najwyższych
parametrach technicznych, w których
zastosowano technologię nadciśnienio-
wą, termostatycznie regulowane komory
grzewcze z promiennikami podczerwieni
z nagrzewaniem płyt do profilowania od
strony modelu roboczego. Ergonomiczny
sprzęt, kodowane materiały podstawowe,
szeroki wybór ich twardości i grubości
oraz dodatki pomocnicze sprawiają, że
praca w tym systemie jest wyjątkowo
łatwa i przyjemna.
KURSY I SZKOLENIA
tech. dent. Dragan Skrobić
tel. kom. 501 748 466
Dystrybutor: DENON DENTAL Sp. z o.o.
05-520 Konstancin-Jeziorna, ul. Kolejowa 49
tel. 22 717 58 70, www.dental.pl
e-mail: denon@dental.pl
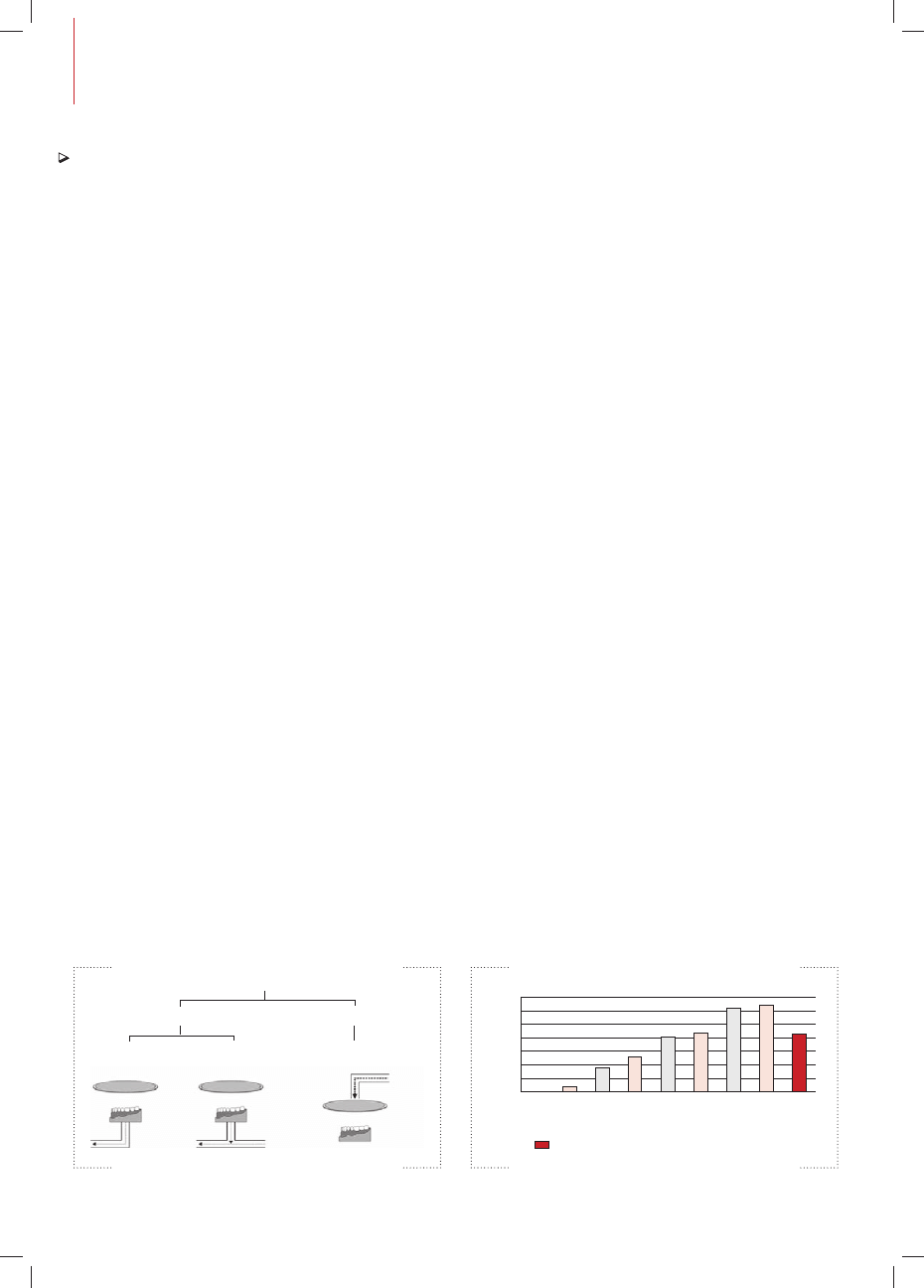
Ryc. 1. Termoformowanie
Tabela 1. Tabela twardości
TERMOFORMOWANIE
technika próżniowa
technika ciśnieniowa
pompa
próżniowa
Powietrze jest
zasysane od
dołu (pompa
próżniowa)
Powietrze jest
zasysane od dołu
(kompresor)
skompresowane
powietrze
skompresowane
powietrze
Powietrze jest
podawane na
płytkę z góry
(kompresor)
płytka
płytka
płytka
maks. 0,7 bar
maks. 0,7 bar
3/5 bar
0,5-0,9 bar
4-8 bar
3-6 bar
materiał porównawczy z zakresu protetyki
Bioplast
3200
2150
3100
2200
2050
1300
890
200
20
3500
3000
2500
2000
1000
1500
0
500
E-Moduł [MP
a]
Copyplast
Hardcast
Copyplast „C”
Duran
Imprelon „S”
Biocryl „C”
Imprelon
Paladon 65
Document Outline
Wyszukiwarka
Podobne podstrony:
technik artykul 2010 02 28925
technik artykul 2010 02 28926
technik artykul 2010 02 28936
technik artykul 2010 02 28935
technik artykul 2010 02 28918
technik artykul 2010 02 28917
technik artykul 2010 02 28915
technik artykul 2010 02 28928
technik artykul 2010 02 28916
technik artykul 2010 02 28934
technik artykul 2010 02 28931
technik artykul 2010 02 28932
technik artykul 2010 02 28922
technik artykul 2010 02 28937
technik artykul 2010 02 28929
technik artykul 2010 02 28924
technik artykul 2010 02 28930
technik artykul 2010 02 28938
technik artykul 2010 01 28279
więcej podobnych podstron