„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Leszek Joński
Wykonywanie
prac
ślusarskich
i
spawalniczych
712[05].Z1.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Grażyna Górniak
inż. Hanna Kozioł
Opracowanie redakcyjne:
mgr inż. Leszek Joński
Konsultacja:
mgr inż. Krzysztof Wojewoda
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 712[05].Z1.01
„Wykonywanie prac ślusarskich i spawalniczych”, zawartego w programie nauczania dla
zawodu monter nawierzchni kolejowej.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Trasowanie na płaszczyźnie i przestrzenne
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
15
4.1.3. Ćwiczenia
15
4.1.4. Sprawdzian postępów
17
4.2. Cięcie piłką ręczną, nożycami dźwigniowymi, ręcznymi i gilotynowymi
18
4.2.1. Materiał nauczania
18
4.2.2. Pytania sprawdzające
20
4.2.3. Ćwiczenia
20
4.2.4. Sprawdzian postępów
22
4.3. Gięcie i prostowanie metali
23
4.3.1. Materiał nauczania
23
4.3.2. Pytania sprawdzające
26
4.3.3. Ćwiczenia
27
4.3.4. Sprawdzian postępów
28
4.4. Wiercenie i gwintowanie ręczne
29
4.4.1. Materiał nauczania
29
4.4.2. Pytania sprawdzające
33
4.4.3. Ćwiczenia
33
4.4.4. Sprawdzian postępów
35
4.5. Lutowanie, spawanie i zgrzewanie metali
36
4.4.1. Materiał nauczania
36
4.4.2. Pytania sprawdzające
41
4.4.3. Ćwiczenia
41
4.4.4. Sprawdzian postępów
43
5. Sprawdzian osiągnięć
44
6. Literatura
49

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o podstawowym wykonywaniu
prac ślusarskich i spawalniczych.
W poradniku zamieszczono:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
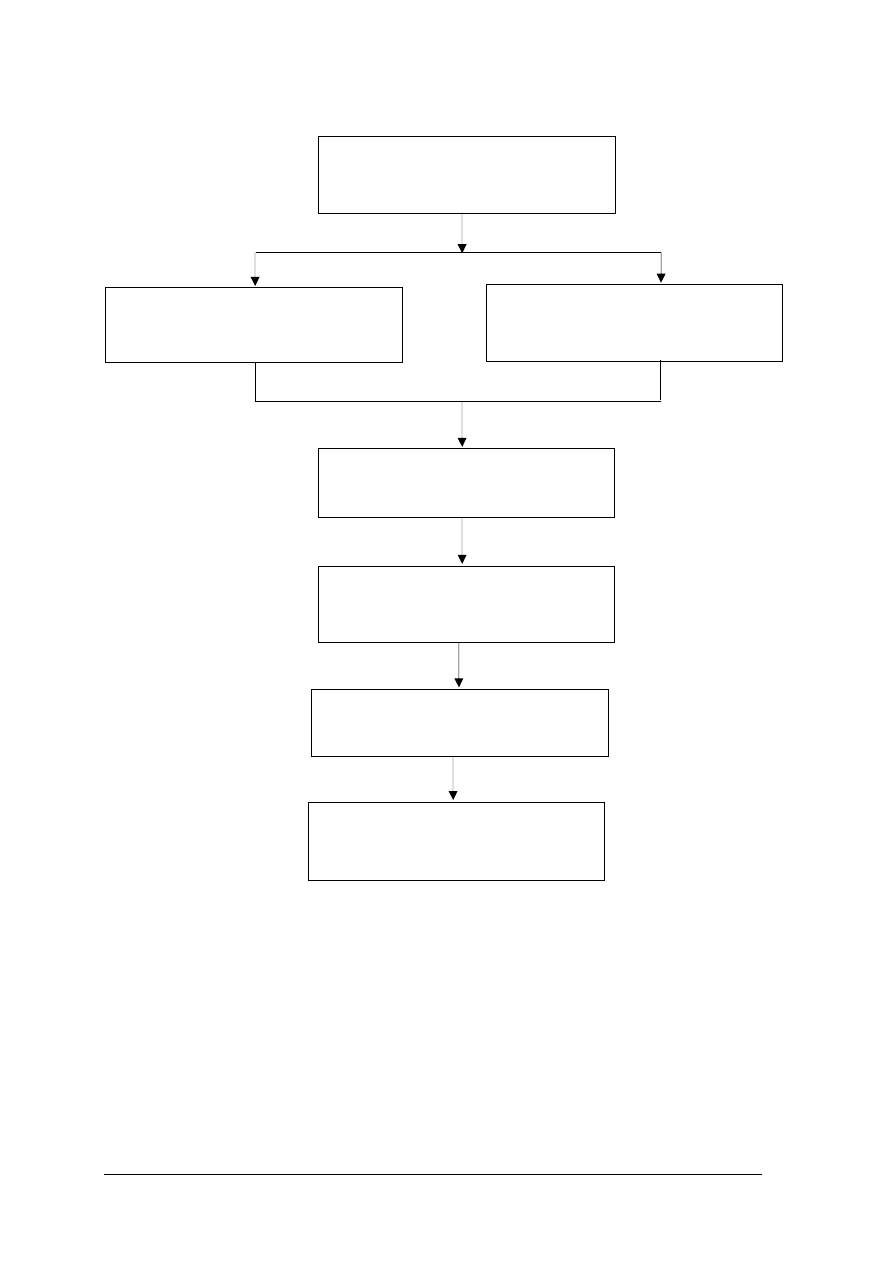
Schemat układu jednostek modułowych
712 [05].Z1.05
Układanie torów kolejowych
712[05].Z1
Budowa drogi kolejowej
712[05].Z1.02
Stosowanie maszyn i urządzeń do
budowy dróg kolejowych
712[05].Z1.01
Wykonywanie prac ślusarskich
i spawalniczych
712[05].Z1.04
Dobieranie elementów nawierzchni
kolejowej
712[05].Z1.03
Wykonywanie podtorza kolejowego
712 [05].Z1.06
Użytkowanie stacji, urządzeń
stacyjnych i przejazdów kolejowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
czytać rysunek techniczny, korzystać z różnych źródeł informacji,
–
posługiwać się przyrządami pomiarowymi,
–
charakteryzować wymagania dotyczące bezpieczeństwa pracy na stanowiskach
ślusarskim i spawalniczym,
–
korzystać z różnych źródeł informacji,
–
współpracować w grupie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
–
rozróżnić narzędzia traserskie,
–
rozróżnić podstawowe prace ślusarskie,
–
dobrać narzędzia traserskie w zależności od kształtu oraz wielkości przedmiotu
obrabianego,
–
wykonać trasowanie przed obróbką ręczną prostego przedmiotu,
–
dobrać narzędzia do obróbki ręcznej,
–
dobrać narzędzia oraz przyrządy do poszczególnych prac ślusarskich,
–
zorganizować i wyposażyć stanowisko pracy,
–
wykonać trasowanie przedmiotu zgodnie z rysunkiem wykonawczym,
–
wykonać cięcie piłką ręczną, nożycami dźwigniowymi, ręcznymi
–
i gilotynowymi przedmiotów z metali i tworzyw sztucznych,
–
wykonać gięcie płaskowników, rur, drutów i blach,
–
wykonać prostowanie płaskowników, prętów, drutów i blach,
–
wykonać wiercenie i pogłębianie otworów,
–
wykonać ręcznie gwint zewnętrzny i wewnętrzny,
–
dobrać i przygotować do stosowania narzędzia oraz materiały do lutowania,
–
wykonać połączenia lutowane elementów metalowych,
–
wyjaśnić łączenie szyn toru metodą spawania termitowego,
–
scharakteryzować łączenie szyn toru metodą zgrzewania,
–
zastosować
przepisy
bezpieczeństwa
i
higieny
pracy,
ochrony
środowiska
i przeciwpożarowe podczas pracy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4.
MATERIAŁ NAUCZANIA
4.1. Trasowanie na płaszczyźnie i przestrzenne
4.1.1. Materiał nauczania
Trasowaniem nazywa się czynności wyznaczania na powierzchni półwyrobu (blachy,
odlewu, odkuwki) środków i okręgów kół, osi, obrysów warstw przewidzianych do obróbki
i wykreślanie rozwinięć elementów konstrukcji stalowych z zachowaniem wymiarów
wskazanych na rysunkach warsztatowych.
Trasowanie na płaszczyźnie
Jeżeli czynności traserskie wykonuje się na płaszczyźnie, np. na blasze, to ma się do
czynienia z trasowaniem płaskim, które jest pewną odmianą kreślenia. Trasowania można
również dokonywać na płytach, stali kształtowej, odkuwkach, nie obrobionych odlewach itp.
Materiały te muszą mieć wymiary większe od wymiarów przedmiotu podanych na rysunku
technicznym o tzw. naddatek na obróbkę.
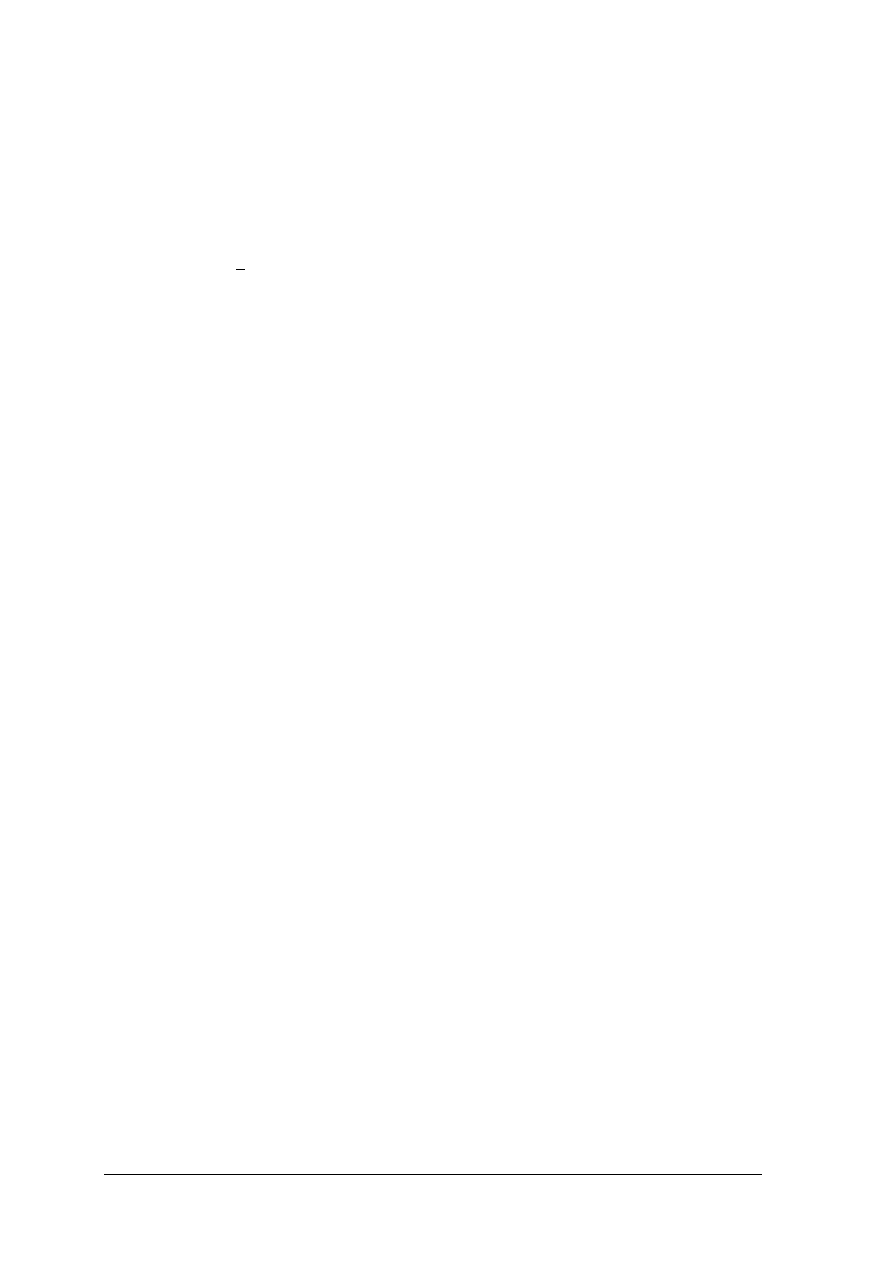
Narzędzia do trasowania
Do trasowania potrzebne są następujące narzędzia (rys 1)
−
rysik, stosowany do wykreślania na trasowanym przedmiocie linii według liniału lub
wzornika,
−
suwmiarka traserska z podstawą, stosowana do wyznaczania linii poziomych,
−
znacznik, składający się z podstawy, słupka i rysika, stosowany również do wyznaczania
linii poziomych,
−
cyrkle traserskie, stosowane do trasowania okręgów kół, budowy kątów, podziału linii
itp.,
−
punktak, stosowany do punktowania wyznaczanych linii,
−
liniał traserski z podstawą jako przyrząd pomocniczy znacznika i cyrkli,
−
kątownik, stosowany do wyznaczania linii pionowych i poziomych,
−
środkownik stosowany do wyznaczania środka na płaskich powierzchniach przedmiotów
walcowych,
−
pryzma traserska, używana za podstawę podczas trasowania niektórych przedmiotów
walcowych.
−
płyty traserskie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 1. Narzędzia traserskie: a – rysik, b – suwmiarka treserska z podstawką, c – znacznik,
d, e – cyrkle treserskie, f – punktak, g – liniał traserski z podstawą, h – kątownik,
i – środkownik, j – pryzma traserska [1, s. 21]
Stanowisko do trasowania na płaszczyźnie
Miejscem pracy trasera jest stół traserski wyposażony w płytę, której płaszczyzna jest
równa i bardzo dobrze obrobiona.
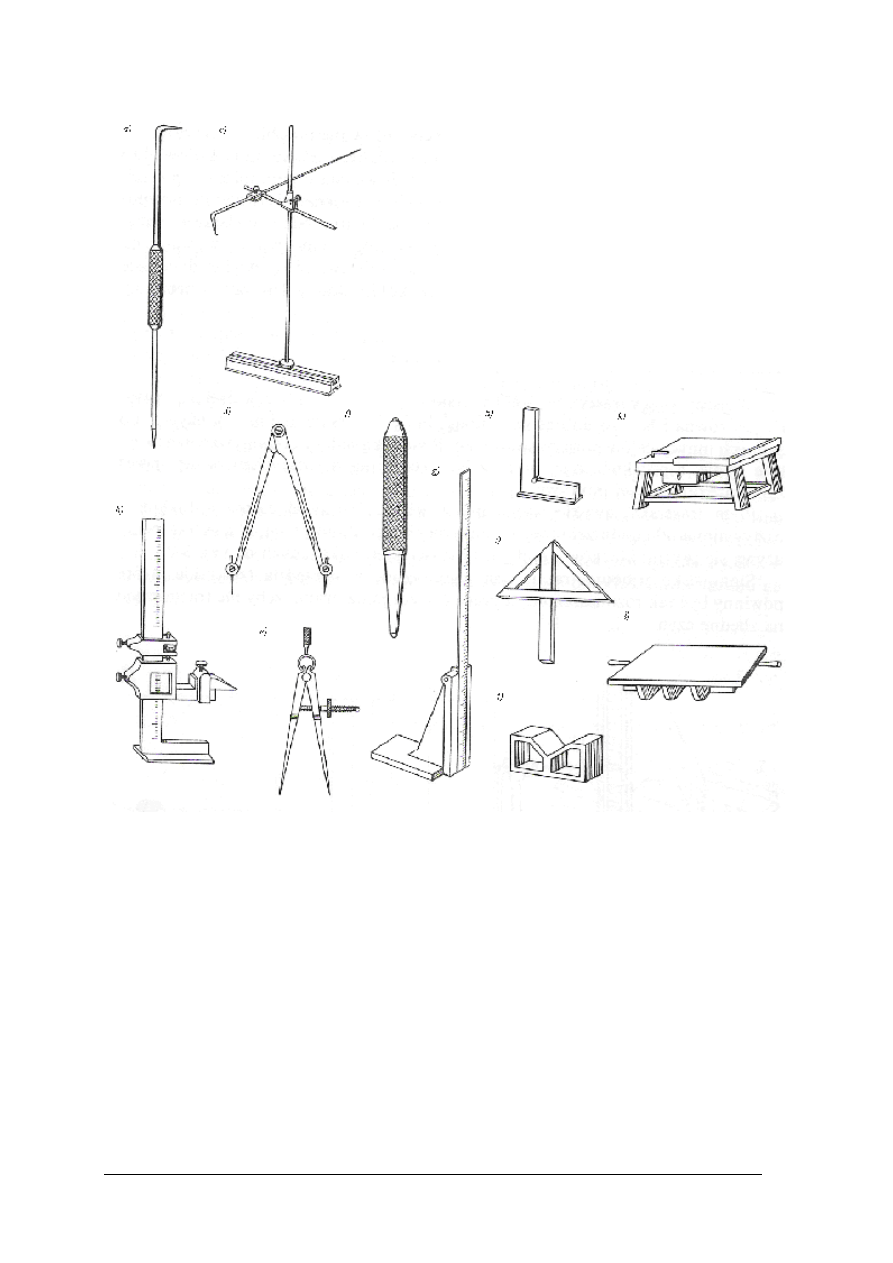
Płyta traserska, zwykle wykonana z żeliwa, jest dość ciężka i dokładnie usztywniona od
spodu żebrami. Do ustawienia przedmiotów na płycie traserskiej używa się pryzm, klocków
i podkładek traserskich pokazanych na rys. 2.
Stanowisko robocze trasera jest wyposażone w narzędzia traserskie, które powinny być
tak rozmieszczone, a praca tak zorganizowana, żeby nie tracić czasu na zbędne czynności.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 2. Przyrządy do ustawiania przedmiotów trasowanych [1, s. 22]
Technika trasowania na płaszczyźnie
Trasowanie rozpoczyna się zwykle od wyznaczenia głównych osi symetrii przedmiotu.
Jeżeli zarys przedmiotu składa się z odcinków linii prostych i krzywych, to najpierw wykreśla
się linie proste, a następnie łączy się je odpowiednimi łukami lub krzywymi. Ponieważ
podczas obróbki wyznaczone linie mogą się zetrzeć, więc żeby można je było łatwo
odtworzyć, punktuje się wszystkie przecięcia tych linii oraz środki okręgów, łuki i dłuższe
rysy w odstępach 20+50 mm. Rysy krótkie, łuki i okręgi punktuje się w odstępach 5 + 10 mm.
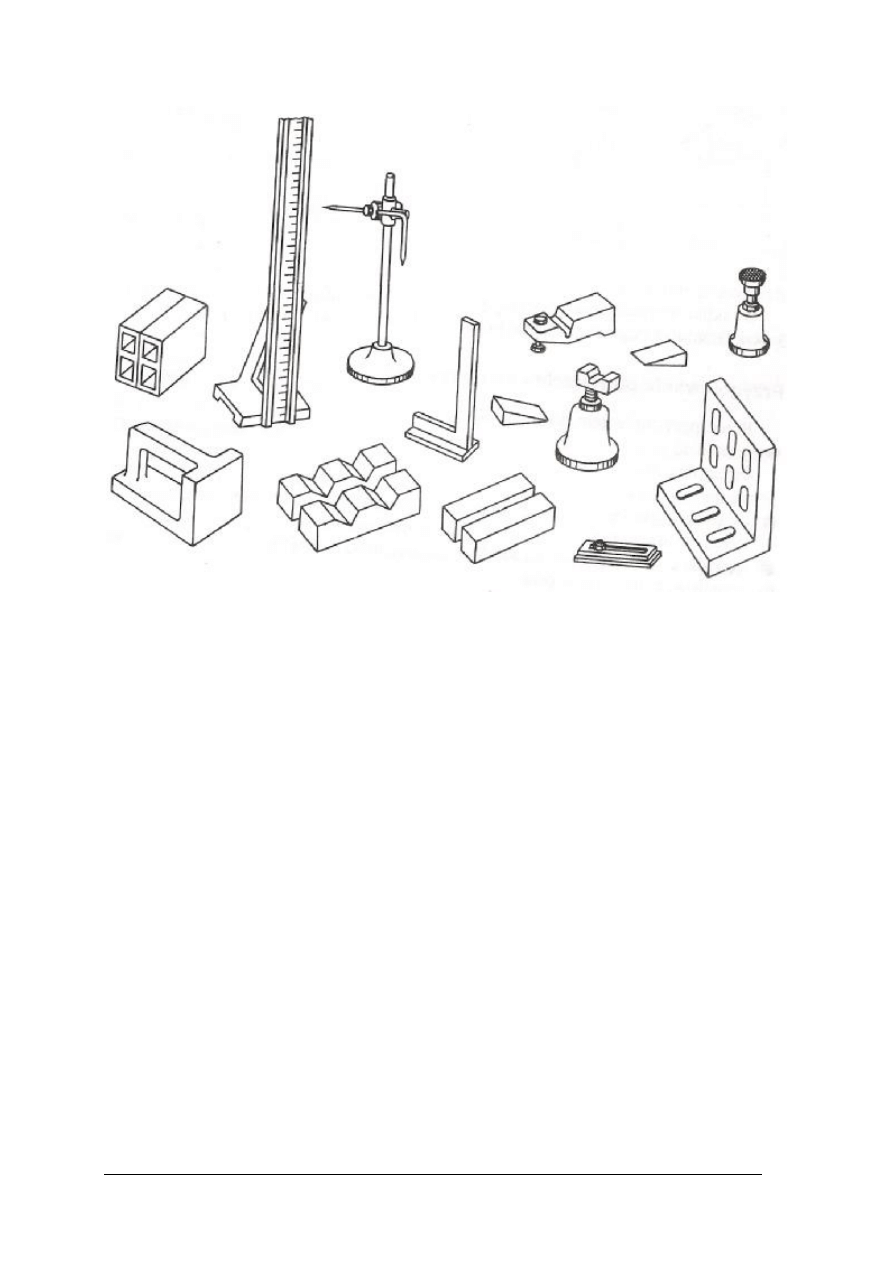
Wymiary odmierza się za pomocą przymiaru lub cyrkla według rysunku technicznego.
Wykreślanie na płycie linii prostych równoległych wzdłuż wykonanych uprzednio oznaczeń
przedstawiono na rys. 3. Na rys. 3a przedstawiono odmierzanie odstępów między liniami,
a na rys. 3b – sposób wykorzystania liniału 2 i kątownika 4 do kreślenia linii równoległych za
pomocą rysika. Na rys. 3c przedstawiono właściwy kąt nachylenia rysika 5 podczas
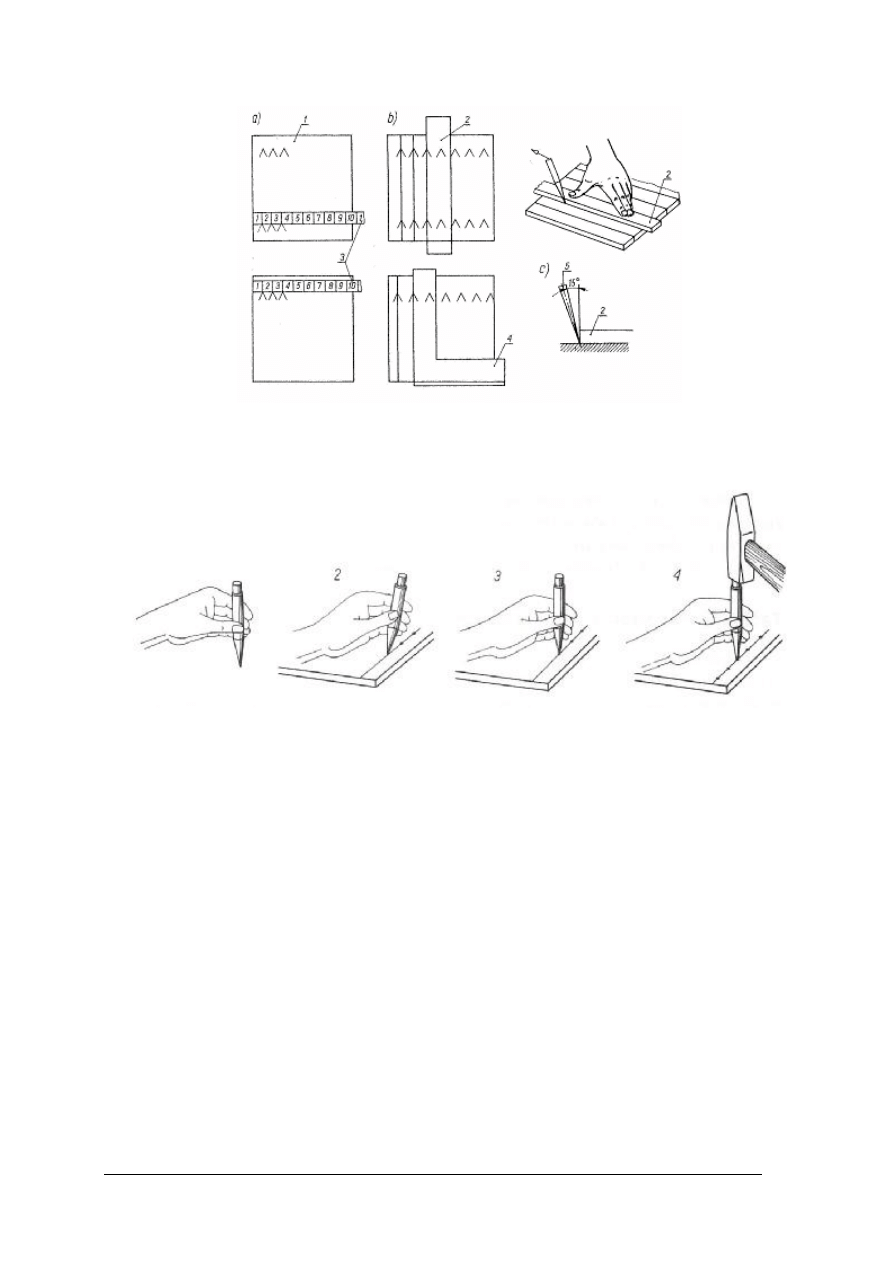
nanoszenia linii. Prawidłowe posługiwanie się punktakiem pokazano na rys. 3–4.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 3.
Trasowanie linii prostych równoległych 1 – płyta, 2 – liniał, 3 – przymiar,
4 – kątownik, 5 – rysik 3a – odmierzanie odstępów między liniami, 3b – kreślenie
linii równoległych,3c – kąt nachylenia rysika [1, s. 23]
Rys. 4. Kolejne fazy ustawiania punktaka na rysie 1 – 4 – fazy ustawiania punktaka [3, s. 36]
Trasowania głównych osi symetrii przedmiotów płaskich o zarysach prostokątnych
dokonuje się następująco: przedmiot 1 układa się na płycie traserskiej i za pomocą ostrego
cyrkla 2 dzieli się przeciwległe boki przedmiotu na połowę (rys. 5), a następnie łączy się
przeciwległe punkty podziału. Otrzymane odcinki prostych będą osiami symetrii przedmiotu.
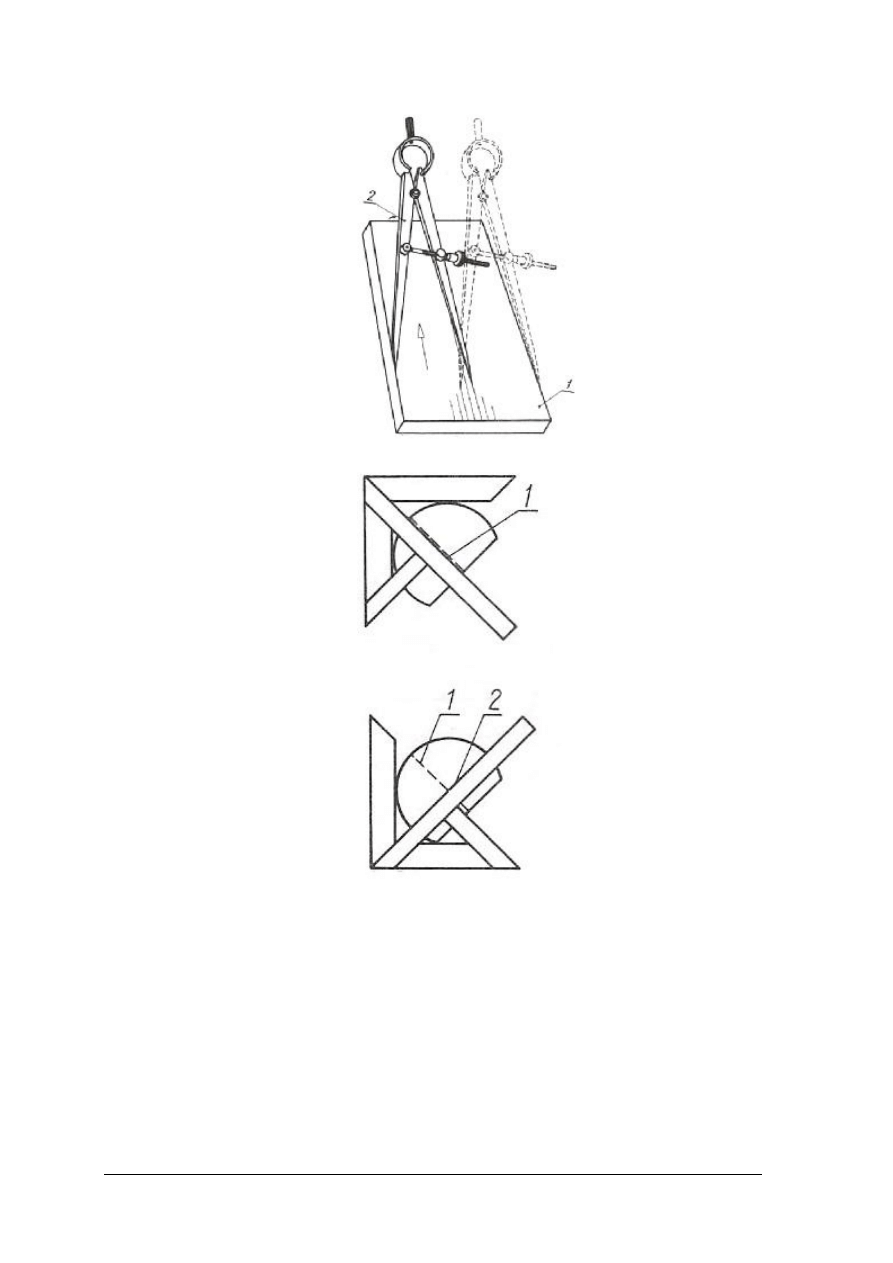
Wykreślanie okręgów i łuków wykonuje się za pomocą ostrego cyrkla. Cyrkiel rozwiera się
na wymiar danego promienia i umieszcza się jego jedno ramię w napunktowanym środku
okręgu lub łuku. Następnie lekko naciskając na drugie ramię cyrkla zatacza się żądany okrąg
lub łuk.
Trasowanie środka otworu, który ma być wiercony, polega przeważnie na trasowaniu
dwóch wzajemnie prostopadłych linii, na przecięciu których znajduje się środek otworu.
Środki czół wałków najłatwiej wyznacza się za pomocą środkownika (rys. 6). W tym celu
przykłada się środkownik do wałka w ten sposób, żeby jego ramiona boczne były styczne do
okręgu i wzdłuż ramienia środkowego wykreśla się rysę l (rys.6a), a następnie obraca się
środkownik o kąt 90° i wykreśla rysę 2 (rys.6b). Jeżeli czoło wałka jest okręgiem
prawidłowym, to środek tego okręgu będzie położony w punkcie przecięcia tych rys.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 5. Trasowanie osi symetrii płaskownika 1 – przedmiot, 2 – cyrkiel [1, s. 24]
Rys. 6. Wyznaczanie środków czół wałków 1 – rysa 1, 2 – rysa 2 [1, s. 24]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Trasowanie kątów może być wykonywane za pomocą kątomierzy lub metodą geometryczną.
Trasowanie przestrzenne
Trasowanie przestrzenne stosuje się do brył. Do narzędzi i przyrządów używanych
do trasowania przestrzennego zalicza się:
−
płytę traserską,
−
znaczniki słupkowe,
−
przymiary kreskowe,
−
skrzynki traserskie,
−
podstawki traserskie.
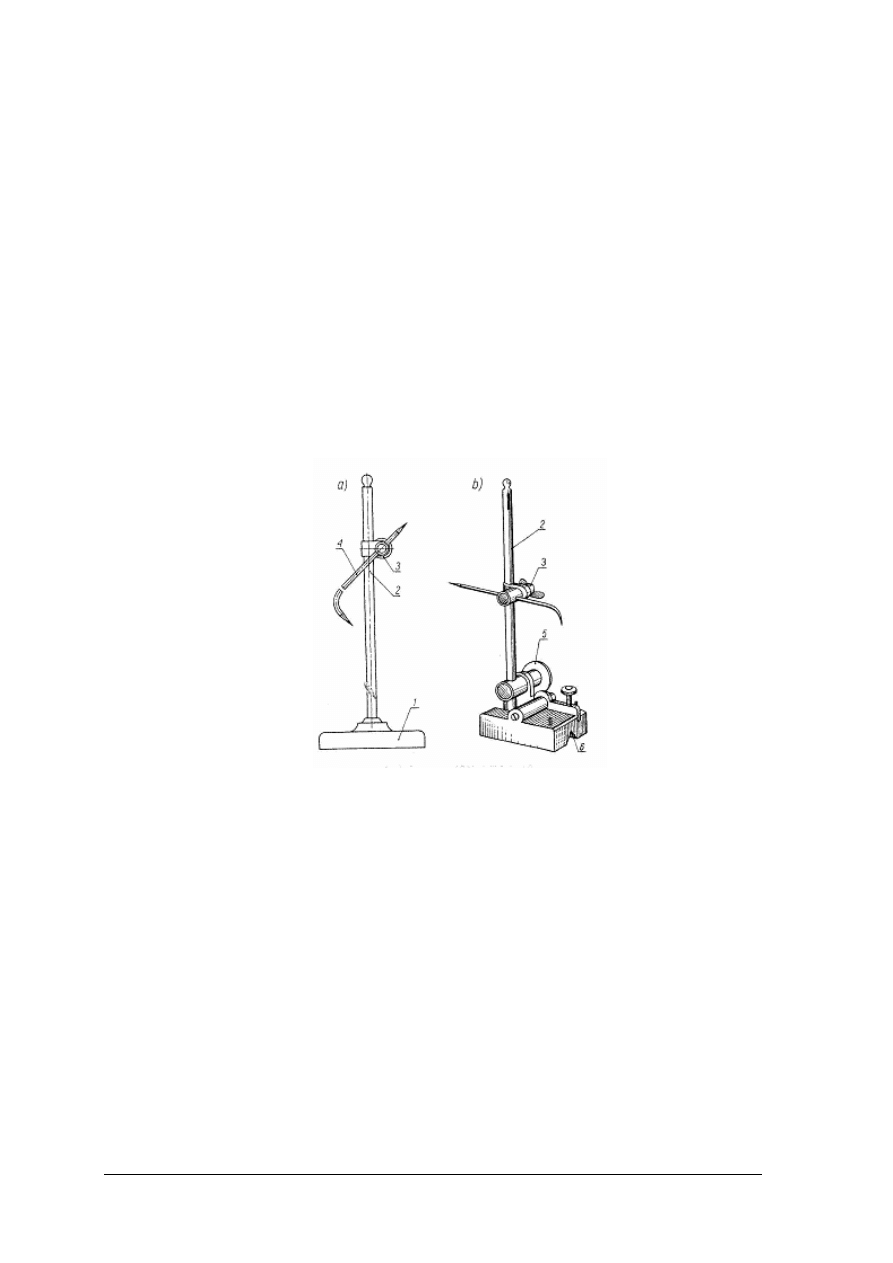
Znacznik słupkowy zwykły (rys. 7a) składa się z żeliwnej podstawy l, nieruchom
o w niej osadzonego słupka 2 oraz przesuwanego po słupku łącznika 3 z rysikiem 4. Rysik ma
jeden koniec prosty, a drugi wygięty; może on w łączniku obracać się dookoła osi poziomej
oraz przesuwać.
Znacznik słupkowy uniwersalny (rys. 7b) tym różni się od zwykłego, że słupek może się
wychylać od położenia pionowego. Położenie słupka ustala się za pomocą nakrętki 5. Żeliwna
podstawa znacznika ma od spodu pryzmowe wycięcie 6 do ustawienia znacznika na wałku.
Rys. 7.
Znaczniki słupkowe a – zwykły, b – uniwersalny1 – podstawa, 2 – słupek,
3 – łącznik, 4 – rysik, 5 – nakrętka, 6 – pryzmowe wycięcie [1, s. 26]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
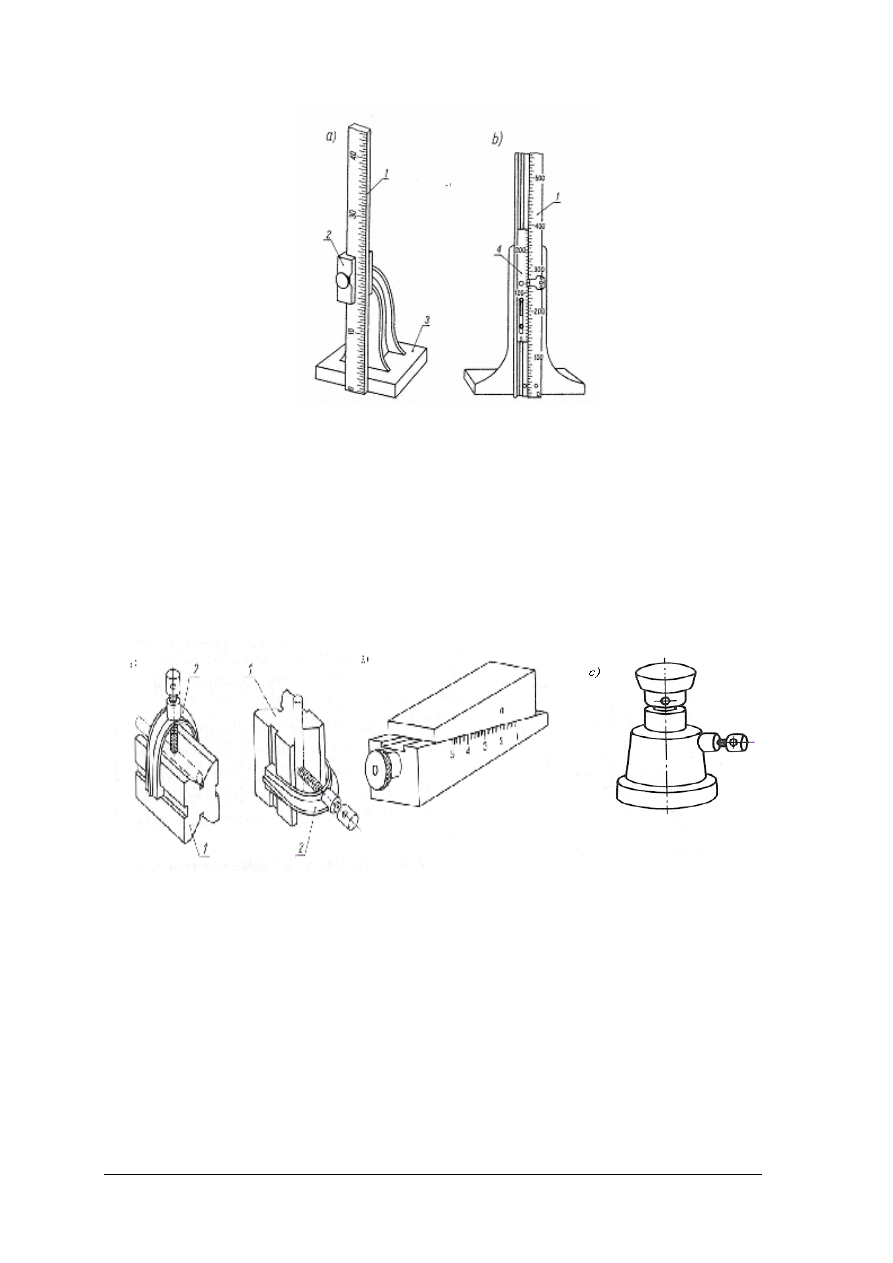
Rys. 8.
Przymiary kreskowe pionowe a – zwykły, b – różnicowy, 1 – listwa stalowa
z podziałką, 2 – uchwyt, 3 – wspornik, 4 – przesuwny przymiar [1, s. 26]
Przymiar kreskowy zwykły (rys.8 a) składa się z pionowo ustawionej listwy stalowej 1
z podziałką, osadzonej przesuwnie w uchwycie 2 wspornika 3. Zero podziałki znajduje się na
poziomie płyty traserskiej.
Przymiar różnicowy (rys. 8b) dodatkowo jest wyposażony w przesuwny przymiar
4 umożliwiający dodawanie lub odejmowanie wymiarów.
Skrzynki traserskie są to prostopadłościenne bryły żeliwne, wewnątrz puste
i poprzedzielane poprzecznymi żebrami. Mają one równe płaszczyzny, kąty proste
w narożach i równoległe do siebie krawędzie podłużne oraz poprzeczne.
Rys. 9. Podstawki traserskie 1 – pryzma traserska 2 – jarzmo [1,s. 27]
Podstawki traserskie są stosowane do umieszczania trasowanych przedmiotów na płycie.
Na rys. 9a pokazano pryzmę traserską 1 z jarzmem 2, na rys. 9b – podstawki klinowe
nastawne, natomiast na rys. 9c przedstawiono podstawkę śrubową, zwaną podnośnikiem
traserskim.
Stanowisko do trasowania przestrzennego jest wyposażone również w materiały do
malowania powierzchni.
Technika trasowania przestrzennego
Są stosowane trzy metody trasowania przestrzennego prostokątnej siatki przestrzennej:
−
za pomocą obrotu przedmiotu obrabianego,
−
za pomocą kątownika,
−
za pomocą skrzynek traserskich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
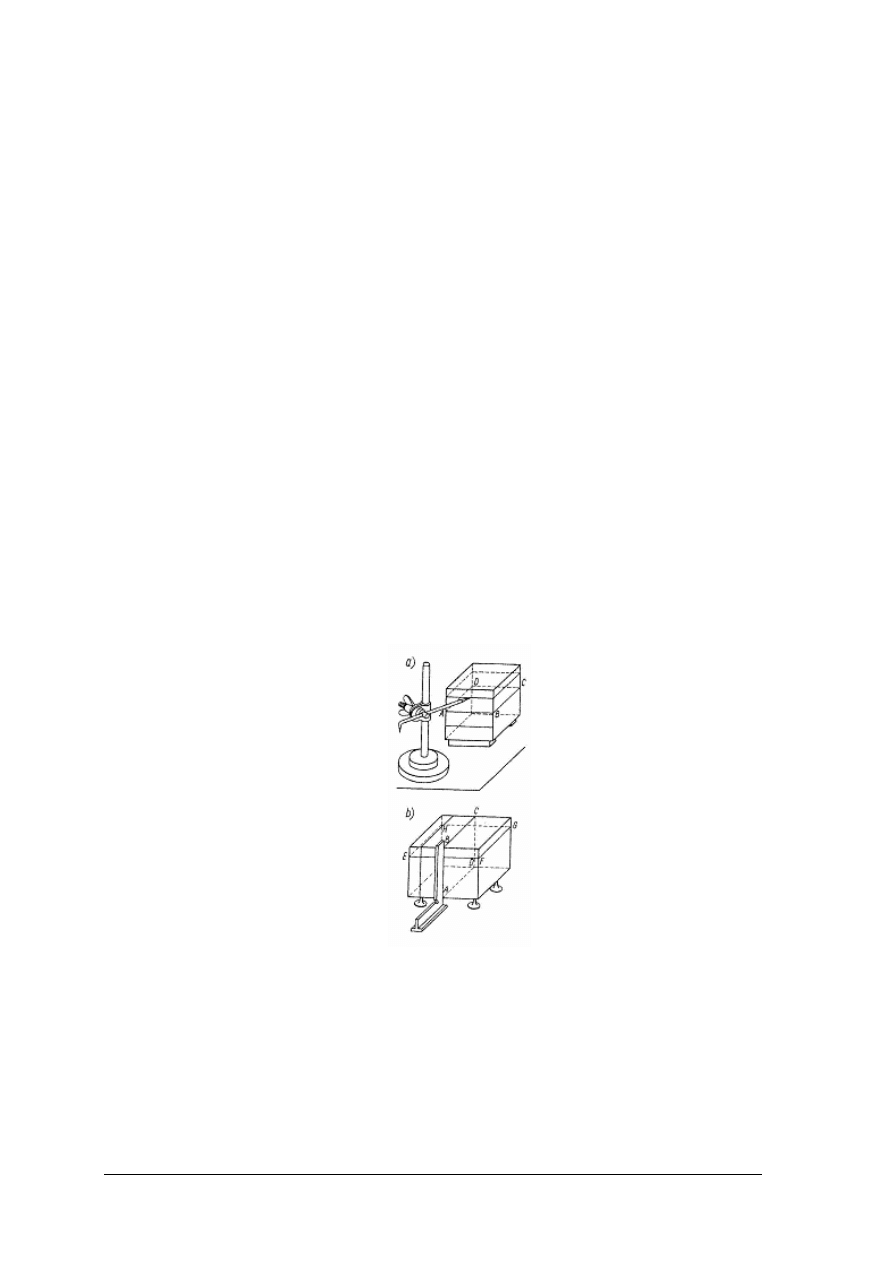
Trasowanie metodą obrotu przedmiotu obrabianego polega na ustawieniu przedmiotu
albo bezpośrednio na płycie, jeżeli jedna jego powierzchnia jest obrobiona – to na tejże
powierzchni, albo na płycie za pomocą podstawek traserskich, w przypadku gdy
powierzchnia trasowanego przedmiotu jest nie obrobiona. Następnie na płycie traserskiej
ustawia się obok znacznik z rysikiem. Wysokość ostrza rysika w stosunku do płyty ustala się
na podstawie rysunku wykonawczego za pomocą np. przymiaru kreskowego. Obracając
trasowany przedmiot wykonuje się jednocześnie rysę rysikiem (rys.10a). W ten sposób można
wykreślić wszystkie linie poziome i pionowe, a tym samym można wykonać żądaną siatkę
przestrzenną na przedmiocie. Jest to szeroko stosowana metoda trasowania przestrzennego.
W trasowaniu przestrzennym występują trzy główne czynniki: l) wybór podstawowej
powierzchni (bazy) traserskiej, 2) ustawienie przedmiotu (półwyrobu) na płycie traserskiej,
3) kreślenie rys traserskich.
Za podstawową powierzchnię (bazę) traserską obiera się powierzchnię już obrobioną.
W przypadku, gdy przedmiot przewidziany do trasowania nie ma żadnej powierzchni
obrobionej, to za powierzchnię podstawową przyjmuje się tę, która nie będzie orabiana i która
znajduje się obok głównych powierzchni przeznaczonych do obróbki.
Przed przystąpieniem do trasowania sprawdza się stan przedmiotów przewidzianych do
trasowania (odlewy, odkuwki), a więc czy nie zawierają pęknięć, skrzywień i czy ich
wymiary odpowiadają rysunkowi technicznemu. Po sprawdzeniu powleka się je farbą
traserską.
Trasowanie za pomocą kątownika polega na wykreślaniu rys poziomych w taki sam
sposób, jak w metodzie obracania przedmiotu, natomiast rysy pionowe wykonuje się rysikiem
wzdłuż odmierzonych wymiarów za pomocą kątownika ze stopą (rys.10b). Zastosowanie tego
rodzaju trasowania jest ograniczone i odnosi się tylko do takich przedmiotów, które mają
powierzchnie przystające do krawędzi kątownika.
Rys. 10.
Trasowanie prostokątnej siatki traserskiej a – z obracaniem przedmiotu
b – za pomocą kątownika [1, s. 28]
Trasowanie za pomocą skrzynek traserskich stosuje się w przypadku, gdy mamy do
czynienia z przedmiotem ciężkim, trudnym do obracania, oraz w przypadku trasowania
przedmiotów o powierzchniach kształtowych, uniemożliwiających ustawienie przedmiotu wg
kątownika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Zasady bezpiecznej pracy podczas trasowania.
W czasie trasowania należy zwracać uwagę na staranne ustawienie, zamocowanie oraz
ostrożne przenoszenie ciężkich przedmiotów. Ważne jest również prawidłowe oświetlenie
stanowiska roboczego. Porządek na stanowisku, a zwłaszcza sposób rozmieszczenia
i przechowywania narzędzi traserskich, chroni przed wszelkimi skaleczeniami.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest trasowanie?
2. Jakie występują rodzaje trasowania?
3. Jakie występują narzędzia do trasowania?
4. Jak przygotowujemy powierzchnię do trasowania?
5. Na czym wykonujemy trasowanie?
6. Od czego zaczynamy trasowanie?
7. Co zaliczamy do narzędzi i przyrządów używanych do trasowania przestrzennego?
8. Jakie są metody trasowania przestrzennego?
9. Na czym polega trasowanie metodą obrotu przedmiotu obrabianego?
10. Na czym polega trasowanie metodą kątownika?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj trasowanie przedmiotu przedstawionego na rysunku otrzymanym od
nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rysunkiem wykonawczym elementu,
2) przygotować stanowisko pracy,
3) zgromadzić odpowiednie narzędzia traserskie,
4) sprawdzić wymiary materiału z którego będzie wykonany przedmiot,
5) oczyścić przedmiot,
6) pomalować przedmiot wodnym roztworem siarczanu miedzi,
7) wybrać bazę do trasowania zarysu przedmiotu,
8) natrasować zarys przedmiotu,
9) wyznaczyć środki otworów.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
narzędzia traserskie,
−
rysunek wykonawczy przedmiotu,
−
materiał, z którego będzie wykonany przedmiot.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Ćwiczenie 2
Wykonaj trasowanie przedmiotu przedstawionego na rysunku otrzymanym od
nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rysunkiem wykonawczym elementu,
2) przygotować stanowisko pracy,
3) zgromadzić odpowiednie narzędzia traserskie,
4) sprawdzić wymiary materiału z którego będzie wykonany przedmiot,
5) oczyścić przedmiot,
6) pomalować przedmiot wodnym roztworem siarczanu miedzi,
7) wybrać bazę do trasowania zarysu przedmiotu,
8) natrasować zarys przedmiotu,
9) wyznaczyć środki otworów i położenia wycięć.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
narzędzia traserskie,
−
rysunek wykonawczy przedmiotu,
−
materiał, z którego będzie wykonany przedmiot.
Ćwiczenie 3
Wykonaj trasowanie przestrzenne przedmiotu przedstawionego na rysunku otrzymanym
od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rysunkiem wykonawczym elementu,
2) przygotować stanowisko pracy,
3) zgromadzić odpowiednie narzędzia traserskie,
4) sprawdzić wymiary materiału z którego będzie wykonywany przedmiot,
5) oczyścić przedmiot,
6) pomalować przedmiot wodnym roztworem siarczanu miedzi,
7) wyznaczyć główne osie przedmiotu,
8) wyznaczyć pozostałe osie i linie.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
narzędzia traserskie,
−
rysunek wykonawczy przedmiotu,
−
materiał, z którego będzie wykonany przedmiot.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Ćwiczenie 4
Wykonaj trasowanie przestrzenne przedmiotu przedstawionego na rysunku otrzymanym
od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rysunkiem,
2) przygotować stanowisko pracy,
3) zgromadzić odpowiednie narzędzia traserskie,
4) sprawdzić wymiary materiału z którego będzie wykonywany przedmiot,
5) oczyścić przedmiot,
6) pomalować przedmiot wodnym roztworem siarczanu miedzi,
7) wyznaczyć główne osie przedmiotu,
8) wyznaczyć pozostałe osie i linie.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
narzędzia traserskie,
−
rysunek wykonawczy przedmiotu,
−
materiał z którego będzie wykonany przedmiot,
−
wodny roztwór siarczanu miedzi.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić co to jest trasowanie?
2) wymienić rodzaje trasowania?
3) wymienić narzędzia do trasowania?
4) określić, jak przygotowujemy powierzchnię do trasowania?
5) wyjaśnić, na czym wykonujemy trasowanie?
6) wyjaśnić, od czego zaczynamy trasowanie?
7) określić, co zaliczamy do narzędzi i przyrządów używanych do
trasowania przestrzennego?
8) wymienić metody trasowania przestrzennego?
9) objaśnić, na czym polega trasowanie metodą obrotu przedmiotu
obrabianego?
10) objaśnić, na czym polega trasowanie za pomocą kątownika?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2. Cięcie piłką ręczną, nożycami dźwigowymi, ręcznymi
i gilotynowymi
4.2.1. Materiał nauczania
Cięcie piłką ręczną
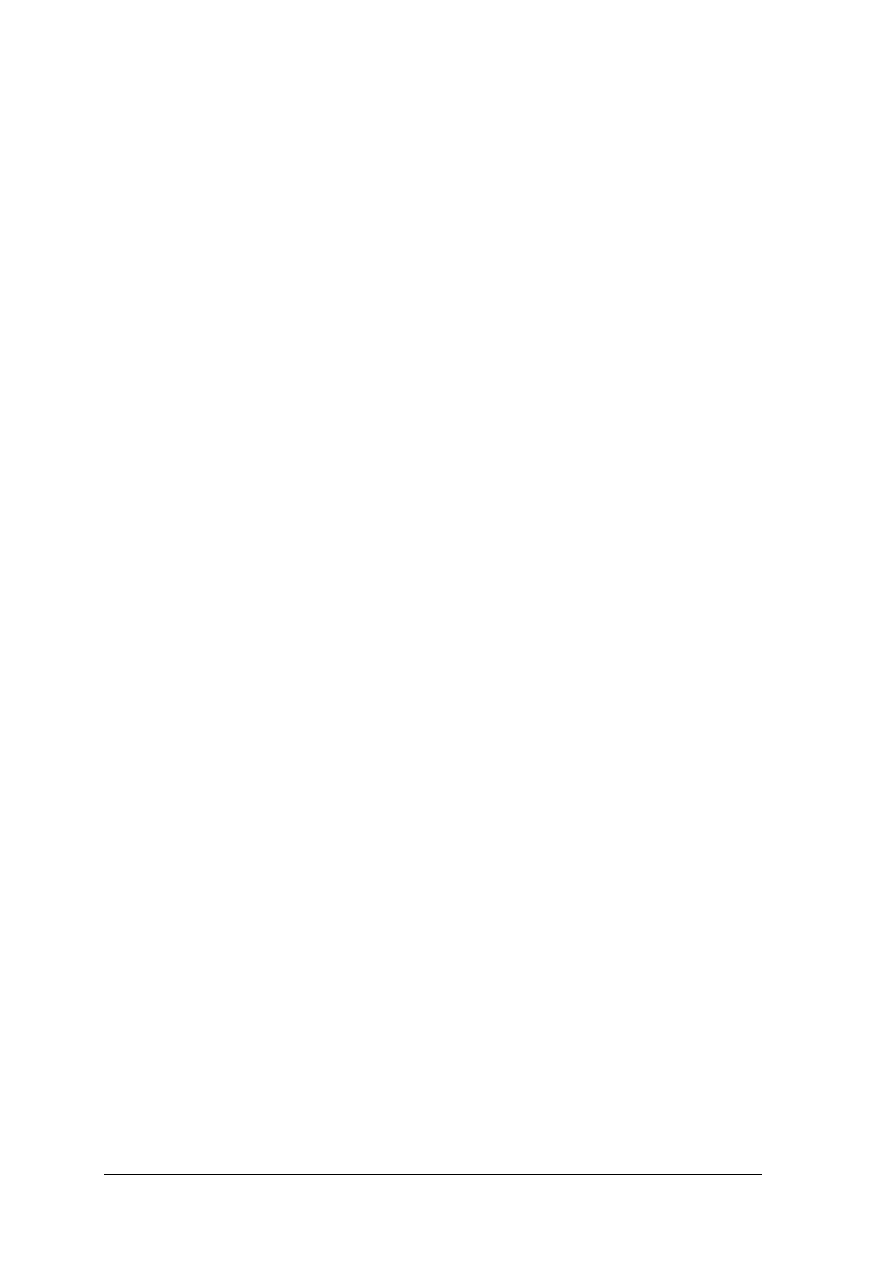
Prawidłowy sposób trzymania piłki pokazano na rysunku nr 11.Nacisk na piłkę wywiera
się podczas ruchu roboczego, czyli w kierunku do imadła, natomiast ruch powrotny jako
jałowy odbywa się bez nacisku. Ruch piłki powinien być płynny bez szarpnięć, a przesuw
piłki powinien wynosić około 2/3 użytecznej długości brzeszczotu.
Rys. 11. Technika przecinania metali piłką ręczną: a – prawidłowa postawa podczas
przecinania, b – prawidłowy sposób trzymania piłki [1, s. 35]
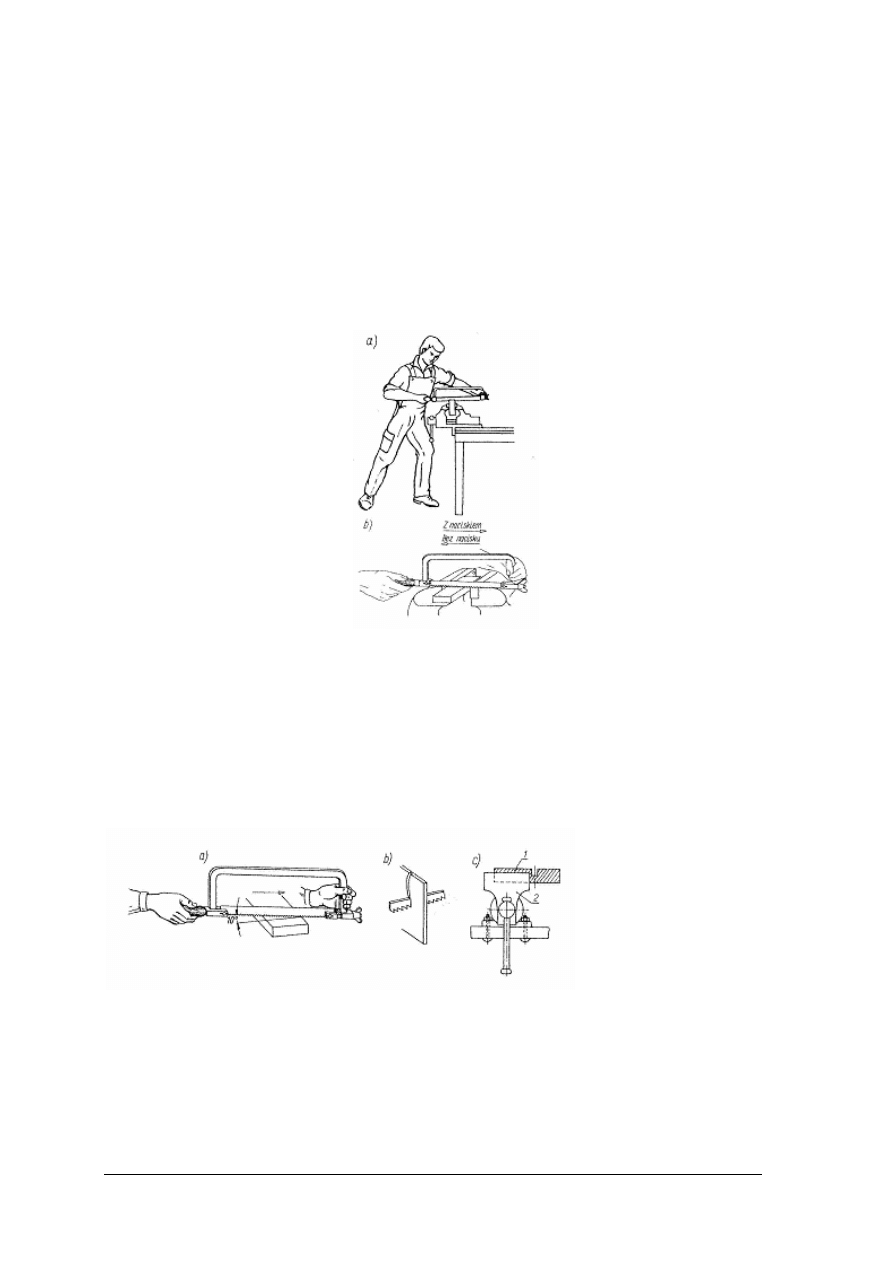
Przedmioty płaskie przecina się wzdłuż szerszej krawędzi (rys. 12a), przecinanie płaskich
przedmiotów wzdłuż węższej krawędzi (rys. 12b) jest niewłaściwe ponieważ piłka łatwo
zbacza z wyznaczonego kierunku. Przecinanie trzeba rozpoczynać lekko pochyloną do siebie
piłką (rys. 12a) z małym naciskiem. Wykonanie małego wgłębienie trójkątnym pilnikiem
w miejscu rozpoczęcia przecinania ułatwia początek przecinania piłką. Materiał 1 (rys. 12c)
przeznaczony do przecinania mocuje się w imadle 2 w ten sposób, żeby linia cięcia
znajdowała się blisko szczęki imadła.
Rys. 12.
Przecinanie piłką przedmiotów płaskich a – właściwe, b – niewłaściwe,
c – zamocowanie przedmiotu w imadle, 1 – przedmiot, 2 – imadło [1, s. 36]
Przedmioty długie przecina się początkowo brzeszczotem zamocowanym w oprawce
pionowo, a następnie brzeszczot obraca się o kąt 90
°
(rys. 13)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 13.
Przecinanie piłką długich przedmiotów [1, s. 36]
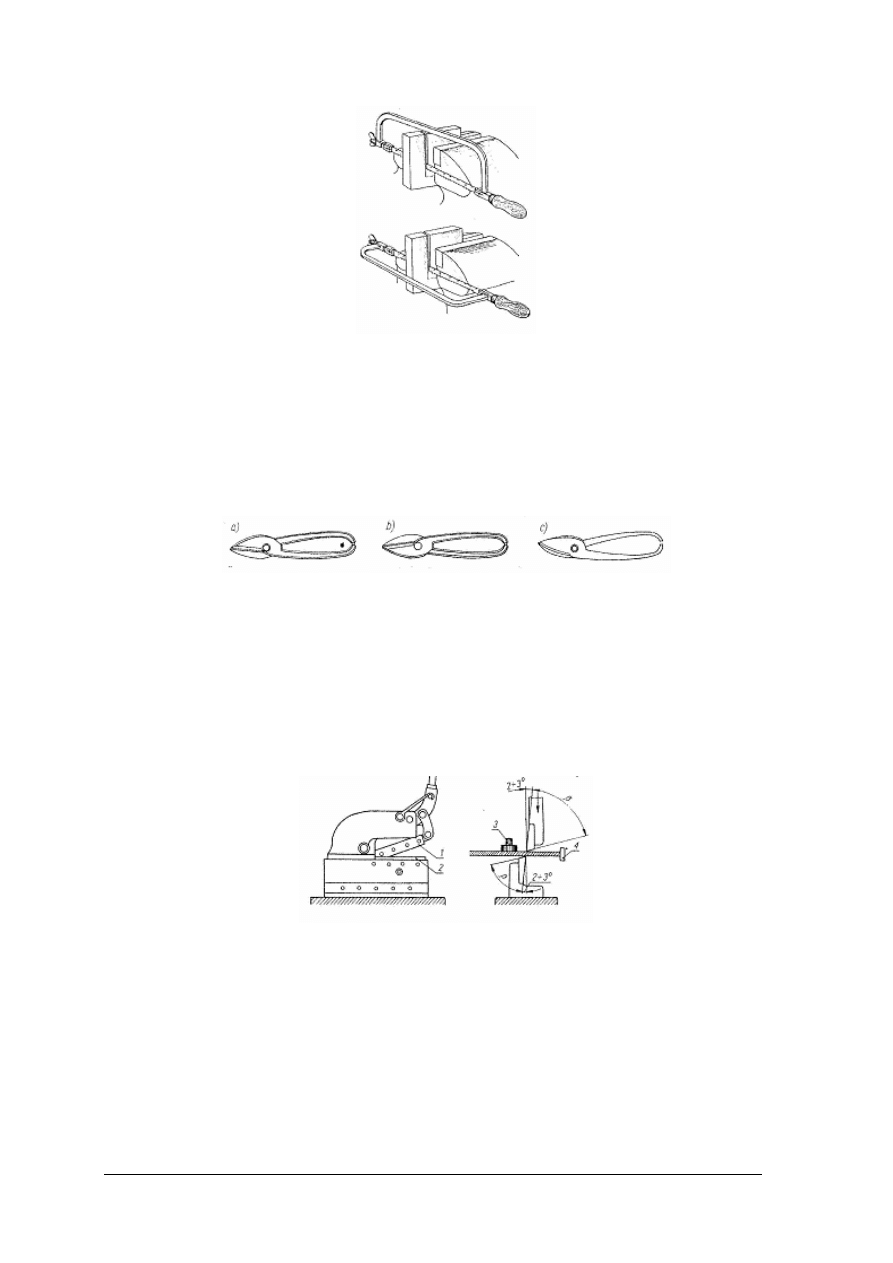
Cięcie nożycami ręcznymi. Blachy stalowe i tworzywa sztuczne do 1 mm można ciąć
nożycami ręcznymi. Nożyce składają się z dwóch noży, które wciskając się w materiał
początkowo tną, następnie przerywają go. Istniej kilka typów nożyc ręcznych (rys. 14).
W zależności od położenia szczęki górnej podczas ciecia nożyce bywają prawe lub lewe.
Jeżeli szczęka górna nożyc znajduje się z prawej strony szczęki dolnej, są to nożyce prawe
(rys.14b), a jeżeli odwrotnie, są to nożyce lewe (rys 14a). Do wycinania otworów służą
nożyce przedstawione na rysunku 14c.
Rys. 14. Nożyce ręczne: a – proste lewe, b – proste prawe, c – do wycinania otworów [3, s. 47]
Przed cięciem należy wytresować na blasze lub tworzywie sztucznym zarys wycinanego
przedmiotu. Podczas cięcia nożyce powinny być tak ustawione, żeby nie zasłaniały
wytrasowanej linii cięcia. W czasie cięcia nożycami ręcznymi światło powinno padać
z prawej strony.
Cięcie nożycami dźwigniowymi i równoległymi
Nożyce dźwigniowe przedstawiono na rys. 15. Służą one do przecinania blach grubych
(do 5 mm).
Rys. 15. Nożyce dźwigniowe 1 – nóż górny, 2 – nóż dolny 3 – przytrzymywacz, 4 – ogranicznik [1, s. 39]
Powierzchnie noży są nachylone względem płaszczyzny cięcia pod kątem 2–3
°
. Wartość
kąta ostrza
β
zależy od przecinanego materiału wynosi: dla materiałów średniej twardości
75
°
, dla materiałów twardych 80–85
°
, a dla materiałów miękkich 60–65
°
. Dolny nóż 2 nożyc
dźwigniowych jest nieruchomy i przymocowany do dolnej części korpusu. Nóż górny jest
ruchomy i połączony z dźwignią. Nożyce dźwigniowe często są wyposażone
w przytrzymywacz 3, który zapobiega wyginaniu się blach podczas cięcia oraz w zderzak
4 ułatwiający cięcie dużej liczby odcinków materiału o tych samych wymiarach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Cięcie nożycami gilotynowymi
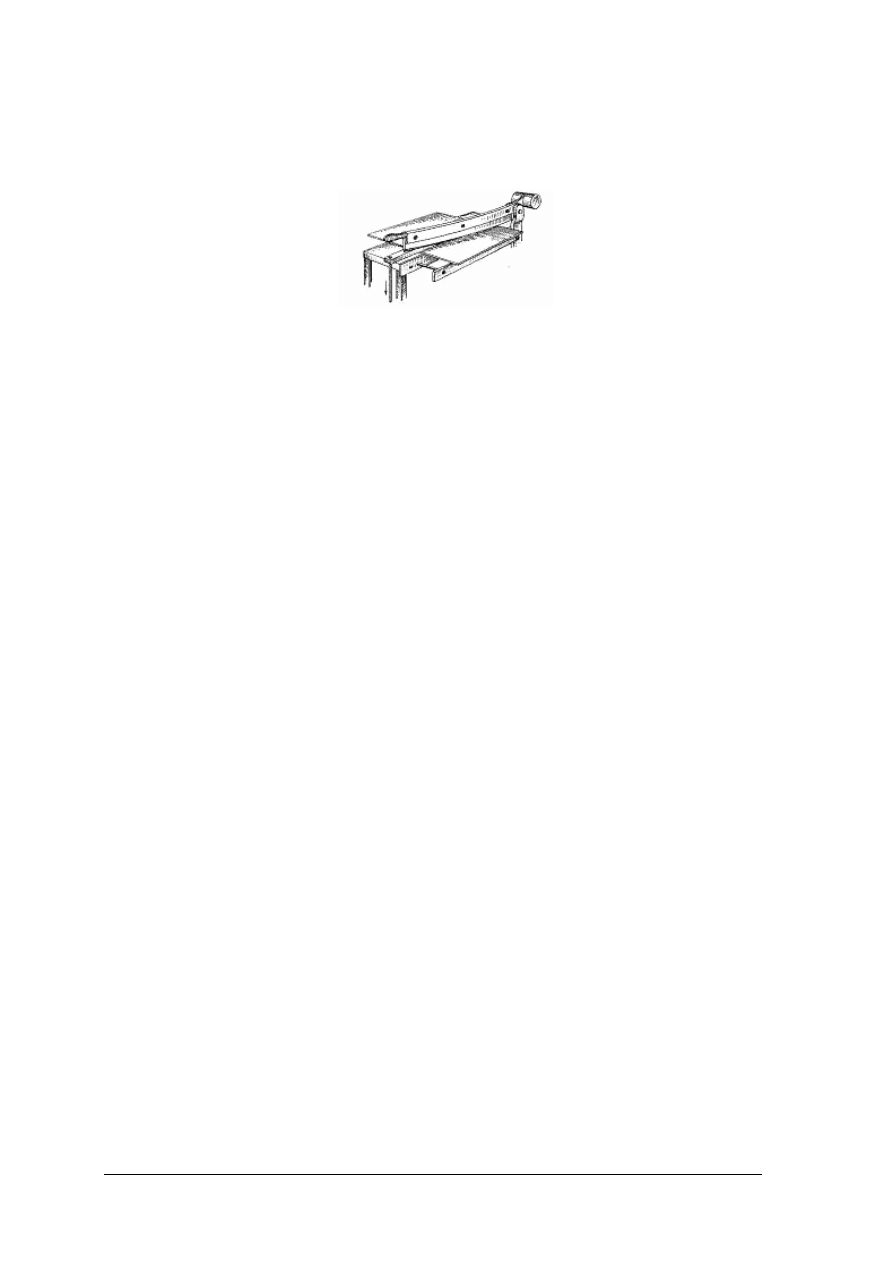
Nożyce gilotynowe służą do cięcia blach wzdłuż linii prostej. Nożyce równoległe ręczne
przedstawione na rysunku 16 służą do ciecia długich pasków blach o bardzo małej grubości.
Rys. 16.
Nożyce gilotynowe ręczne [1,s.40]
Zasady bezpiecznej pracy podczas cięcia
Zadziory powstające podczas cięcia metali nożycami należy natychmiast usuwać
specjalnym skrobakiem lub pilnikiem. Podczas cięcia nożycami ręcznymi należy blachę
dobrze uchwycić, a podczas cięcia na nożycach dźwigniowych stosować przytrzymywacz
blachy. Do pracy należy używać nożyc naostrzonych, nożyce dźwigniowe należy
zabezpieczyć przed samoczynnym opadnięciem dźwigni. Nożyce gilotynowe powinny być
wyposażone w listwę ochronną umieszczoną nisko nad stołem, tak żeby nie przechodziły pod
nią palce obsługującego.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest prawidłowy sposób trzymania piłki do cięcia?
2. Kiedy wywieramy nacisk na piłkę?
3. Jak prawidłowo przecinamy przedmioty płaskie?
4. Jak powinien być zamocowany w imadle materiał do przecinania?
5. Jak przecinamy długie przedmioty?
6. Do jakiej grubości przecinamy blachy nożycami ręcznymi?
7. Jakie znasz rodzaje nożyc ręcznych?
8. Jak powinny być ustawione nożyce ręczne podczas cięcia?
9. Do czego służą nożyce dźwigniowe?
10. Do czego służą nożyce równoległe czyli gilotynowe?
4.2.3. Ćwiczenia
Ćwiczenie 1
Pręt ciągniony
∅
10 mm potnij piłką ręczną na kawałki o długości 150 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odmierzyć odcinki pręta,
2) zamocować pręt w imadle,
3) dobrać odpowiedni brzeszczot,
4) prawidłowo zamocować brzeszczot w oprawce.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
stół ślusarski z imadłem,
−
piłka ręczna,
−
przymiar kreskowy,
−
pręt
∅
10 mm.
Ćwiczenie 2
Z blachy grubości 0,5 mm wytnij nożycami ręcznymi koło o średnicy 150 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wykonać trasowanie okręgu na blasze,
2) dobrać odpowiednie nożyce ręczne.
Wyposażenie stanowiska pracy:
−
płyta traserska,
−
poradnik dla ucznia,
−
punktak,
−
cyrkiel,
−
nożyce,
−
blacha o grubości 0,5 mm.
Ćwiczenie 3
Płaskownik o wymiarach 50 x 3 mm potnij na kawałki o długości 100 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odmierzyć odcinki płaskownika,
2) dobrać ostrza o odpowiednim kącie
β
,
3) ustawić zderzak nożyc,
4) ustalić materiał przytrzymywaczem.
Wyposażenie stanowiska pracy:
−
nożyce dźwigniowe,
−
przymiar kreskowy,
−
płaskownik.
Ćwiczenie 4
Arkusz blachy o wymiarach 2000 x 1000 mm grubości 0,5 mm potnij nożycami
gilotynowymi na pasy o szerokości 200 mm i długości 1000 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) ułożyć arkusz blachy na stole,
2) usunąć rdzę i zanieczyszczenia,
3) wykonać trasowanie linii cięcia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Wyposażenie stanowiska pracy:
−
stół traserski,
−
rysik,
−
kątownik,
−
liniał,
−
nożyce gilotynowe.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
prawidłowo trzymać piłkę ręczną?
2)
określić, przy jakim ruchu wywieramy nacisk na piłkę?
3)
wyjaśnić, jak prawidłowo przecinamy przedmioty płaskie?
4)
zamocować prawidłowo w imadle przedmiot cięty?
5)
wyjaśnić, jak przecinamy długie przedmioty?
6)
określić, do jakiej grubości przecinamy blachy nożycami
ręcznymi?
7)
rozpoznać rodzaje nożyc ręcznych?
8)
ustawić nożyce ręczne w stosunku do linii cięcia?
9)
wyjaśnić, do czego służą nożyce dźwigniowe?
10) wyjaśnić, do czego służą nożyce gilotynowe?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.3. Gięcie i prostowanie metali
4.3.1. Materiał nauczania
Gięcie i prostowanie należą do operacji obróbki plastycznej, podczas których dzięki
działaniu odpowiednich sił, nadaje się przedmiotowi żądany kształt.
Gięcie i prostowanie można wykonać na zimno lub na gorąco.
Gięcie na gorąco stosuje się do materiałów grubszych, gdyż metale i ich stopy po
podgrzaniu wykazują większą plastyczność i do gięcia jest potrzebna mniejsza siła.
Gięcie
na
zimno,
w
przypadku
dużych
odkształceń
oraz
wykonywania
odpowiedzialnych części, należy zakończyć wyżarzaniem rekrystalizującym.
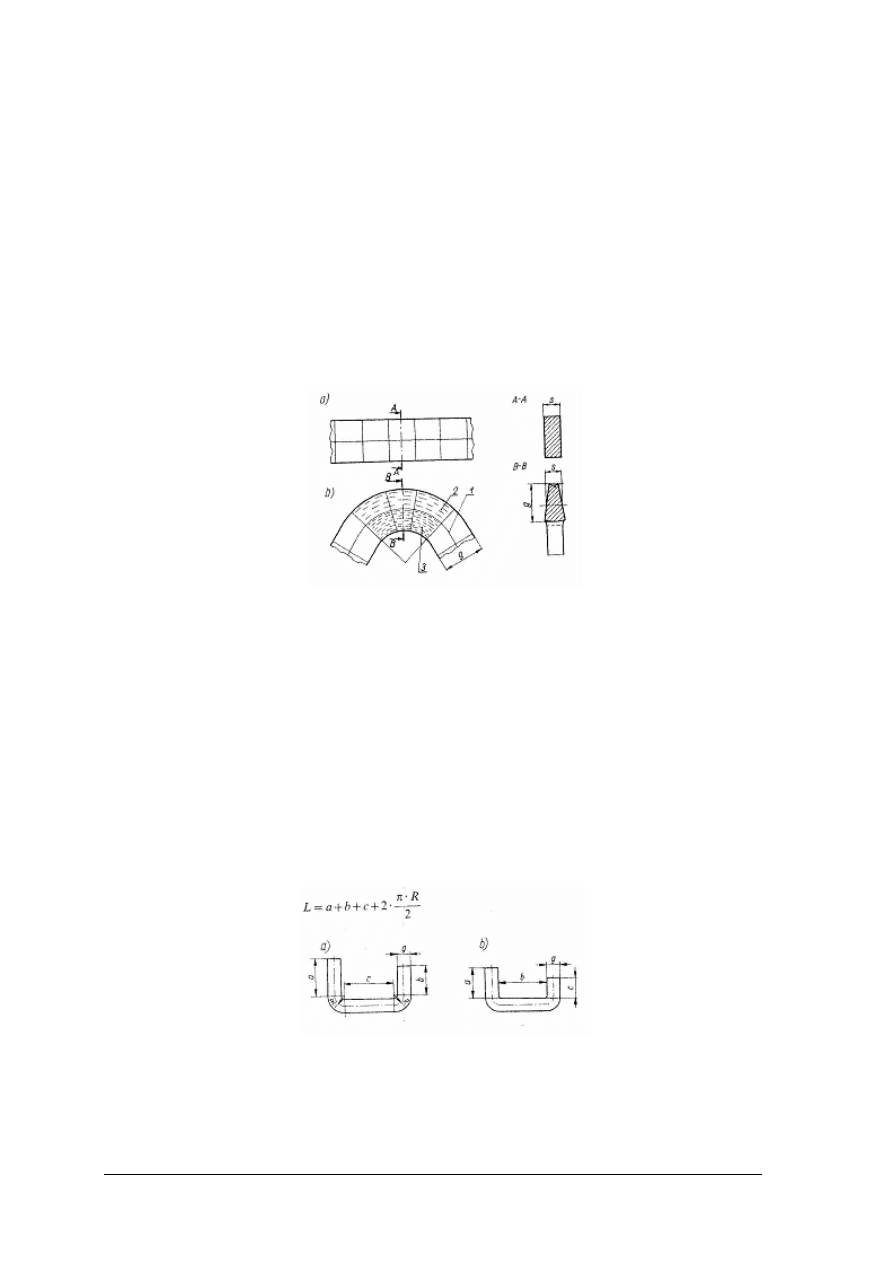
Podczas gięcia materiał zostaje odkształcony w miejscu zginania rys.17
Rys. 17.
Proces gięcia a – płaskownik przed gięciem, b – płaskownik po gięciu 1 – warstwa
obojętna, 2 – warstwa rozciągnięta, 3 – warstwa ściskana s – szerokość płaskownika
g – wysokość płaskownika [1,s. 46]
Warstwy zewnętrzne materiału są w czasie gięcia rozciągane, a po zakończeniu gięcia
wydłużane na pewnym odcinku. Warstwy wewnętrzne materiału są w czasie gięcia ściskane.
A po zakończeniu gięcia skrócone na pewnym odcinku. Warstwy środkowe leżące na
linii obojętnej przechodzącej przez środek grubości materiału nie ulegają rozciąganiu ani
ściskaniu. Zatem ze względu na wynikającą z odkształceń plastycznych zmianę wymiarów
materiału – do wykonywania przedmiotu konieczna jest znajomość długości materiału
wyjściowego. Długość materiału wyjściowego musi być równa długości linii obojętnej
w wygiętym przedmiocie.
Długość L materiału wyjściowego do wykonania przedmiotu przedstawionego na
rysunku nr 18 określa się następująco:
Rys. 18. Określanie długości gięcia a – gięcie z zaokrągleniem po stronie wklęsłej b – gięcie
bez zaokrąglenia [1,s.47]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Narzędzia i urządzenia do gięcia i prostowania
Gięcia i prostowania ręcznego dokonuje się przede wszystkim za pomocą różnego
rodzaju młotków na kowadłach, płytach żeliwnych oraz w szczękach imadeł. Do gięcia metali
nieżelaznych oraz ciężkich blach używa się młotków miedzianych, ołowianych, a czasem
drewnianych lub z twardej gumy. W celu ułatwienia zginania pod kątem 90
°
szczeki imadeł
wyposaża się w nakładki w kształcie kątowników. Do gięcia w imadłach stosowane są
różnego rodzaju podkładki ułatwiające pracę zgięcia. Zaokrąglenia kształtuje się na wałkach o
odpowiednio dobranych średnicach. Do gięcia większej liczby przedmiotów stosowane są
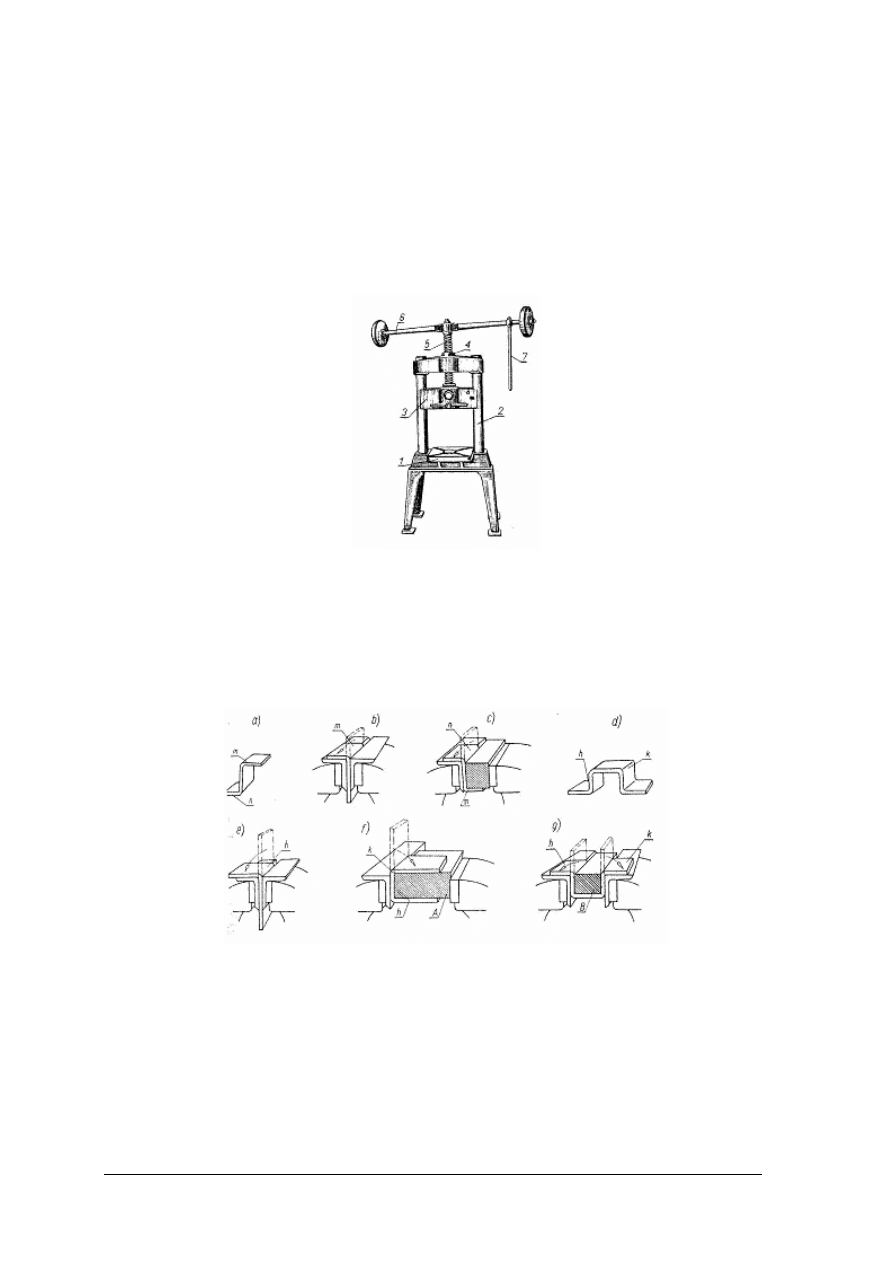
przyrządy zwane wyginakami, zamocowane na prasach np. śrubowych. (rys.19)
Rys. 19.
Prasa śrubowa ręczna 1 – stół, 2 – prowadnica słupowa, 3 – suwak,
4 – nakrętka, 5 – śruba, 6 – belka z ciężarkami, 7 – dźwignia [1, s. 48]
Gięcie płaskowników
Gięcie płaskowników najczęściej dokonuje się w szczękach imadła. Na rys.20
przedstawiono gięcie zetownika i skobla prostokątnego w imadle. Gięcie grubych
płaskowników oraz prętów dokonuje się przeważnie po uprzednim nagrzaniu, najczęściej na
prasach śrubowych.
Rys. 20.
Gięcie zetownika i skobla prostokątnego w imadle a – rysunek
zetownika, b – zaginanie ramienia m, c – zaginanie ramienia
n, d – rysunek skobla prostokątnego, e – zaginanie ramienia
h, f – zaginanie ramienia k za pomocą klocka A, g – odginanie
końcówek ramion h i k za pomocą klocka B. A – klocek, B – klocek
[1,s.49]
Gięcie blach
Ręcznie blachy cienkie gnie się w szczękach imadła bez żadnych środków
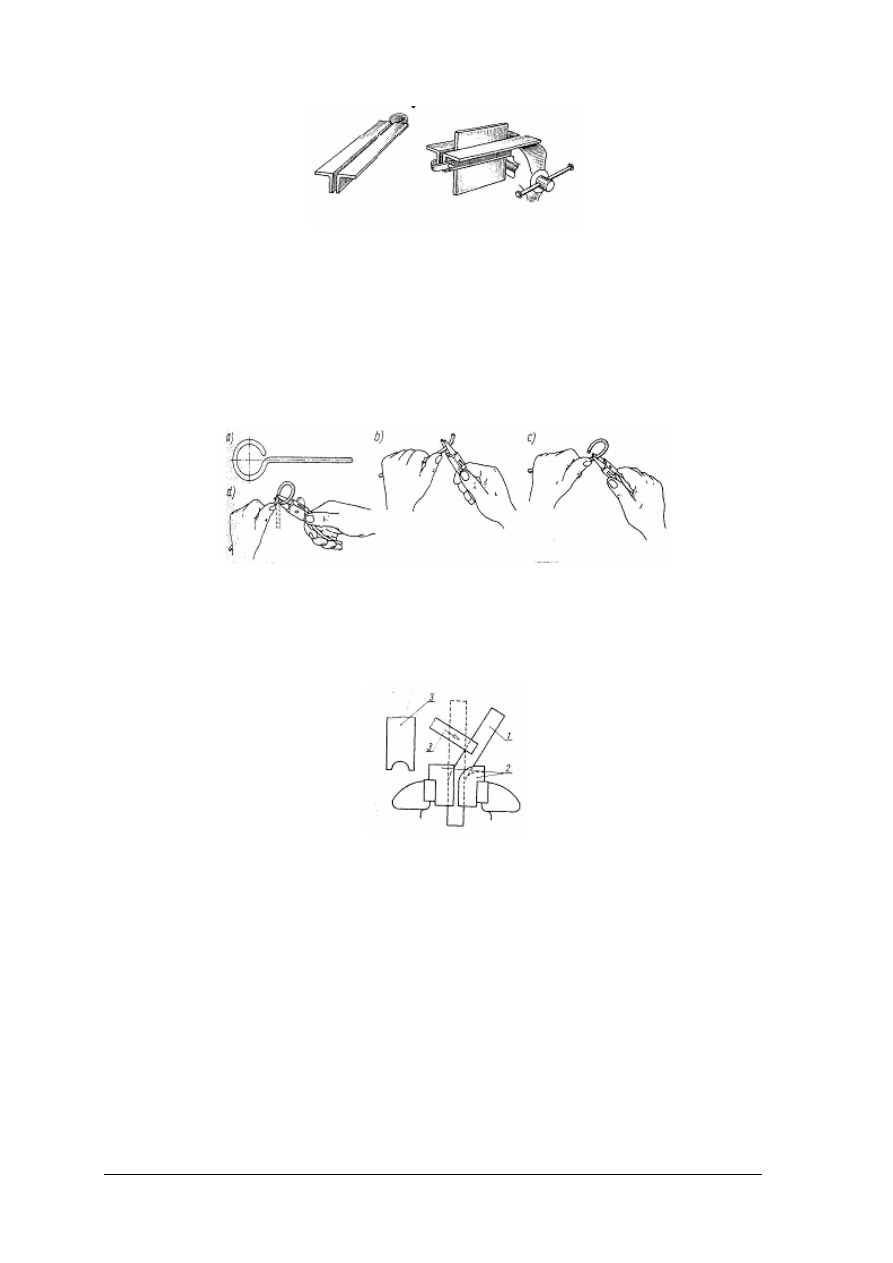
pomocniczych. W przypadku gięcia blach o znacznej szerokości lub długości należy je
mocować w dwóch kątownikach osadzonych w imadle (rys.21)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 21. Zamocowanie blachy w imadle za pomocą 2 kątowników [1, s. 50]
W przypadku gięcia blach pod kątem ostrym o małych promieniach gięcia należy
zwrócić uwagę na kierunek włókien w blasze, powstałych podczas jej walcowania. Linia
gięcia nie powinna być zgodna z kierunkiem tych włókien, gdyż blacha może pęknąć na
krawędzi gięcia. Gięcie blach można wykonać również maszynowo na krawędziarkach.
Gięcie drutu, prętów i rur
Gięcie drutu cienkiego wykonuje się szczypcami okrągłymi i płaskimi. Kolejne
czynności podczas wykonywania oczka z drutu za pomocą szczypiec okrągłych
przedstawiono na rys. 22
Rys. 22.
Gięcie oczka z drutu, a – gięty przedmiot, b, c, d – kolejne operacje gięcia [1, s. 51]
Gięcie prętów dokonuje się w imadle lub na kowadle za pomocą młotka. Aby nie
zniszczyć pręta 1 podczas gięcia imadło wyposaża się w specjalne wkładki szczękowe 2
a uderzenia młotka przenoszone są przez klocek metalowy 3 z odpowiednim wycięciem
rys.23
Rys. 23. Wyginanie pręta okrągłego w imadle 1 – pręt, 2 – wkładki szczękowe, 3 – klocek metalowy [1, s. 51]
Gięcia rur dokonuje się w imadle, posługując się przeważnie wzornikiem lub przyrządem
rolkowym, a także na specjalnych maszynach do gięcia rur. Przed przystąpieniem do gięcia
rurę należy wypełnić suchym piaskiem lub kalafonią, żeby uniknąć odkształceń w miejscu
gięcia. Gięcie rur można wykonywać na zimo lub gorąco. Rury stalowe grubościenne
o średnicy do 25 mm i promieniu gięcia ponad 30 mm można giąć na zimno bez wypełniania
piaskiem. Rury ze szwem należy tak ustawić do gięcia, żeby szew znajdował się na linii
obojętnej.
Prostowanie
Celem
prostowania
jest
przywrócenie
pierwotnych
kształtów
materiałom
zniekształconym.
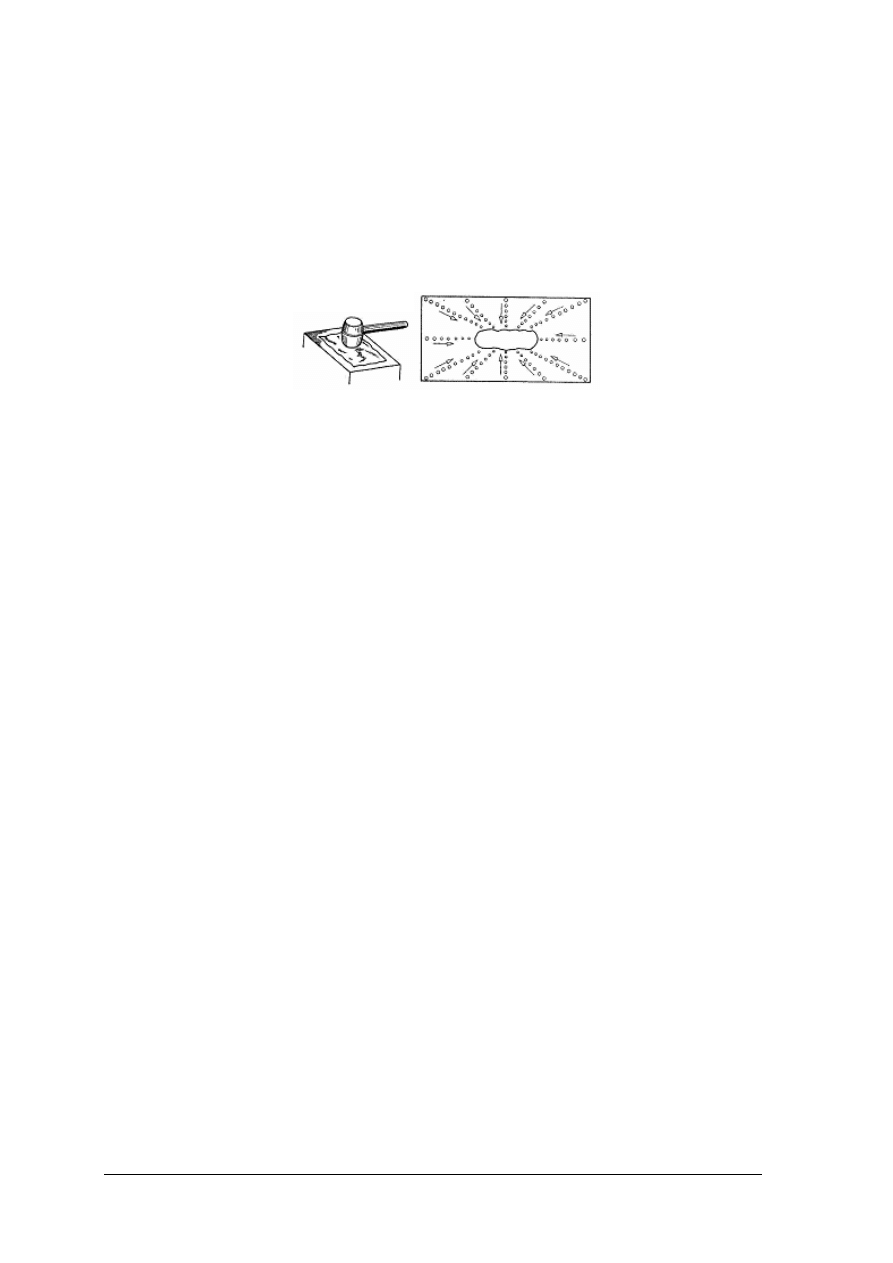
Prostowanie blach
Cienkie blachy z metali nieżelaznych prostuje się przeciągając je przez gładką krawędź
z drewna lub metalu kilkakrotnie w kierunkach prostopadłych. Cienkie blachy stalowe
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
prostujemy na gładkiej stalowej płycie młotkiem drewnianym, a blachy grubsze młotkiem
stalowym. Chcąc wyprostować blachę, układamy ją na płycie wypukłościami do góry
i uderzamy młotkiem miedzy te wypukłości. Osiągamy przez to wyciąganie blachy
i sprowadzanie nierówności do jednej wypukłości w środkowej części powierzchni blachy.
Wypukłość te należy obrysować kredą. Prostowanie wypukłości polega na zastosowaniu serii
uderzeń młotkiem wg schematu przedstawionego na rys. Uderzenia powinny być częste, silne
przy krawędziach blachy, a coraz słabsze w miarę zbliżania się do wypukłości. Gdy
wypukłość się zmniejszy, to odwracamy blachę na drugą stronę i postępując jak poprzednio
lekkimi uderzeniami doprowadzamy powierzchnię blachy do płaskości.( rys. 24)
Rys. 24. Schemat uderzeń młotkiem przy prostowaniu blachy [3, s. 38]
Prostowanie płaskowników i prętów
Zgięty płaskownik lub pręt odginamy wstępnie w imadle, a następnie kładziemy na
kowadle lub płycie wypukłością do góry uderzając młotkiem w wypukłe miejsce. Pod koniec
prostowania należy stosować coraz słabsze uderzenia i płaskownik obracać o kat 180
°
, żeby
zapobiec wygięciu w przeciwną stronę. Podczas prostowania prętów okrągłych należy
w końcowej fazie prostowania obracać je dookoła osi. Wyniki prostowania sprawdza się
wzrokowo, a zauważone nierówności oznacza kredą i ponownie prostuje. Pręty grube prostuje
się po uprzednim nagrzaniu w miejscu skrzywionym, przeważnie na prasie, stosując
odpowiednie podkładki.
Zasady bezpiecznej pracy
Przed rozpoczęciem pracy należy każdorazowo sprawdzić czy narzędzia znajdują się
w należytym stanie. Należy zwrócić uwagę na właściwe zamocowanie przedmiotu w imadle.
Podczas gięcia i prostowania blach trzeba szczególnie uważać, żeby nie skaleczyć rąk o ostre
krawędzie blach. Podczas gięcia i prostowania na prasach należy uważać, żeby nie położyć
ręki w obszarze pracy suwaka prasy. Podczas gięcia i prostowania na gorąco należy
szczególnie uważać by uniknąć poparzenia.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie rozróżniamy rodzaje gięcia i prostowania?
2. Co to jest warstwa obojętna w miejscu zginania?
3. Czemu jest równa długość materiału wyjściowego?
4. Jakie narzędzia i urządzenia stosujemy do gięcia i prostowania?
5. Na co należy zwrócić uwagę w przypadku gięcia blach pod kątem ostrym i małych
promieniach gięcia?
6. W jaki sposób wyginamy pręty w imadle?
7. W jaki sposób zabezpieczamy rurę przed deformacja podczas gięcia?
8. W jaki sposób prostujemy blachy stalowe?
9. W jaki sposób prostujemy płaskowniki?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj element z drutu stalowego Ø3 mm wg rysunku otrzymanego od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) ustalić odpowiedni wzór na obliczenie długości materiału wyjściowego,
2) obliczyć długość materiału wyjściowego,
3) uciąć materiał na żądana długość,
4) wygiąć materiał wg rysunku.
Wyposażenie stanowiska pracy:
−
stół ślusarski,
−
szczypce,
−
poradnik dla ucznia,
−
piłka do cięcia,
−
przymiar kreskowy,
−
drut stalowy,
−
rysunek wykonawczy.
Ćwiczenie2
Wykonaj element z pręta Ø 8 wg rysunku otrzymanego od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) ustalić odpowiedni wzór na obliczenie długości materiału wyjściowego,
2) obliczyć długość materiału wyjściowego,
3) uciąć materiał na żądana długość,
4) zamocować materiał w imadle,
5) wygiąć materiał wg rysunku.
Wyposażenie stanowiska pracy:
−
stół ślusarski,
−
piłka do cięcia metali,
−
przymiar kreskowy,
−
wkładki szczękowe,
−
pręt stalowy,
−
poradnik dla ucznia,
−
rysunek wykonawczy.
Ćwiczenie 3
Wykonaj skobel prostokątny wg rysunku otrzymanego od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) ustalić odpowiedni wzór na obliczenie długości materiału wyjściowego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
2) obliczyć długość materiału wyjściowego,
3) uciąć materiał na żądana długość,
4) zaznaczyć linie gięcia,
5) zamocować materiał w imadle,
6) wygiąć materiał wg rysunku.
Wyposażenie stanowiska pracy:
−
stół ślusarski,
−
liniał,
−
rysik,
−
młotek,
−
klocek,
−
poradnik dla ucznia,
−
suwmiarka,
−
rysunek wykonawczy.
4.3.4 Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić rodzaje gięcia i prostowania?
2)
wyjaśnić, co to jest warstwa obojętna w miejscu zginania?
3)
obliczyć długość materiału wyjściowego do gięcia?
4)
wymienić narzędzia i urządzenia stosowane do gięcia
i prostowania?
5)
określić, na co należy zwrócić uwagę w przypadku gięcia blach
pod kątem ostrym i małych promieniach gięcia?
6)
wygiąć pręt w imadle?
7)
określić, w jaki sposób zabezpieczamy rurę przed deformacją
pod czas gięcia?
8)
wyjaśnić, w jaki sposób prostujemy blachy stalowe?
9)
wyjaśnić, w jaki sposób prostujemy płaskowniki?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.4. Wiercenie i gwintowanie ręczne
4.4.1. Materiał nauczania
Wierceniem nazywamy wykonywanie otworów w pełnym materiale za pomocą narzędzia
skrawającego zwanego wiertłem.
Wiertła
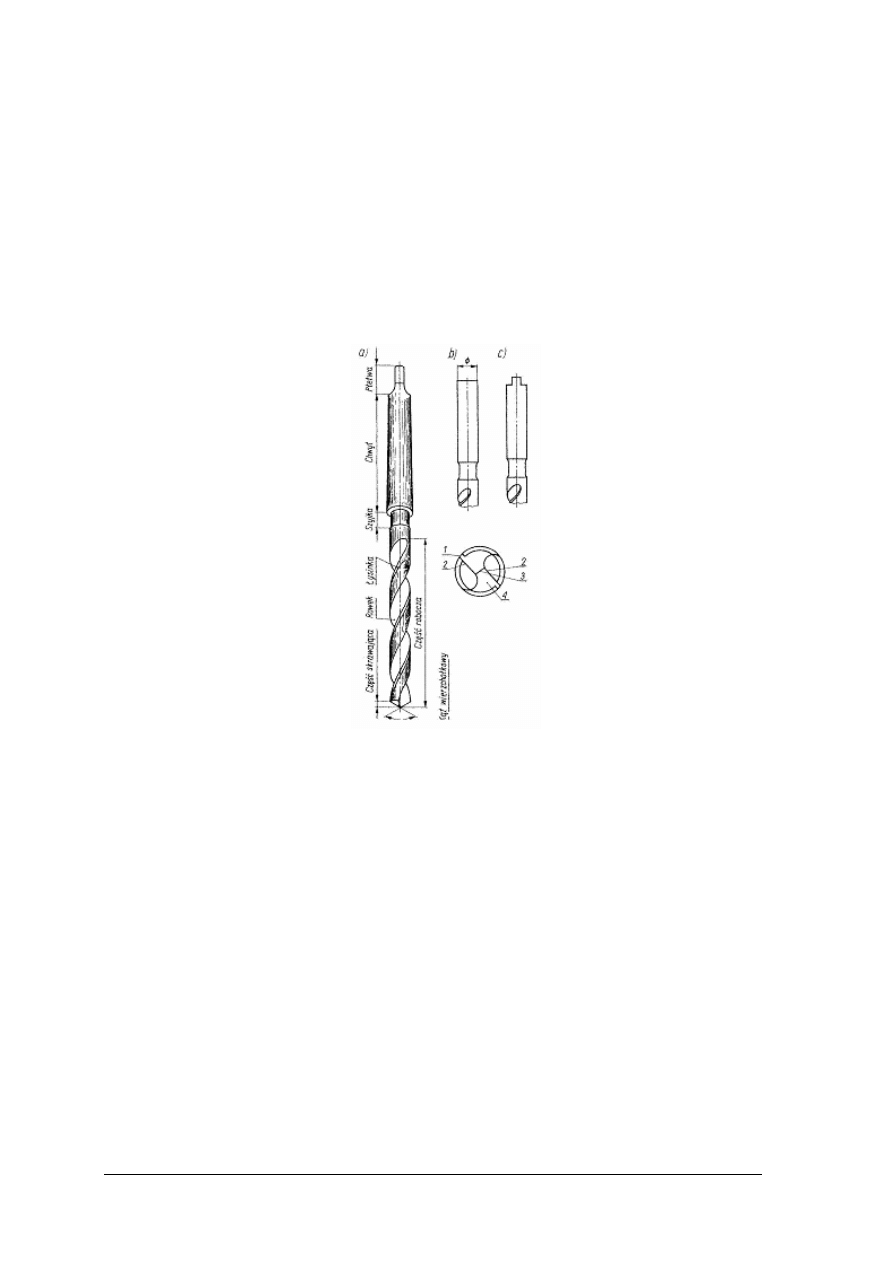
Wiertło kręte składa się z części roboczej, szyjki i chwytu. Część robocza składa się
z części skrawającej i części prowadzącej. Chwyt może być stożkowy z płetwą oraz walcowy
z płetwą lub bez (rys. 25).
Rys. 25. Wiertło kręte a – części składowe, b – chwyt walcowy bez płetwy, c – chwyt walcowy
z płetwą, 1 – łysinka, 2 – krawędzie tnące, 3 – ścin, 4 – powierzchnia przyłożenia [1,s. 67]
Część skrawającą wiertła stanowią dwie proste krawędzie tnące jednakowej długości,
które łączą się ze sobą poprzeczną krawędzią tnącą zwaną ścinem. Ścin jest wierzchołkiem
wiertła, a krawędzie tnące tworzą kąt wierzchołkowy, którego wartość zależy od rodzaju
materiału. Do żelaza i stali stosuje się wiertła o kacie wierzchołkowym wynoszącym 118
°
, do
mosiądzu, brązu i stopów aluminium – 130–140
°
, do miedzi – 125
°
, do tworzyw sztucznych –
85–90
°
.
Wiertarki
Do wiercenia otworów stosuje się wiertarki o napędzie elektrycznym lub
pneumatycznym.
Rozróżnia się wiertarki przenośne, które podczas pracy trzyma się rękami oraz wiertarki stałe.
W pracach ślusarskich największe zastosowanie mają wiertarki o napędzie elektrycznym. Na
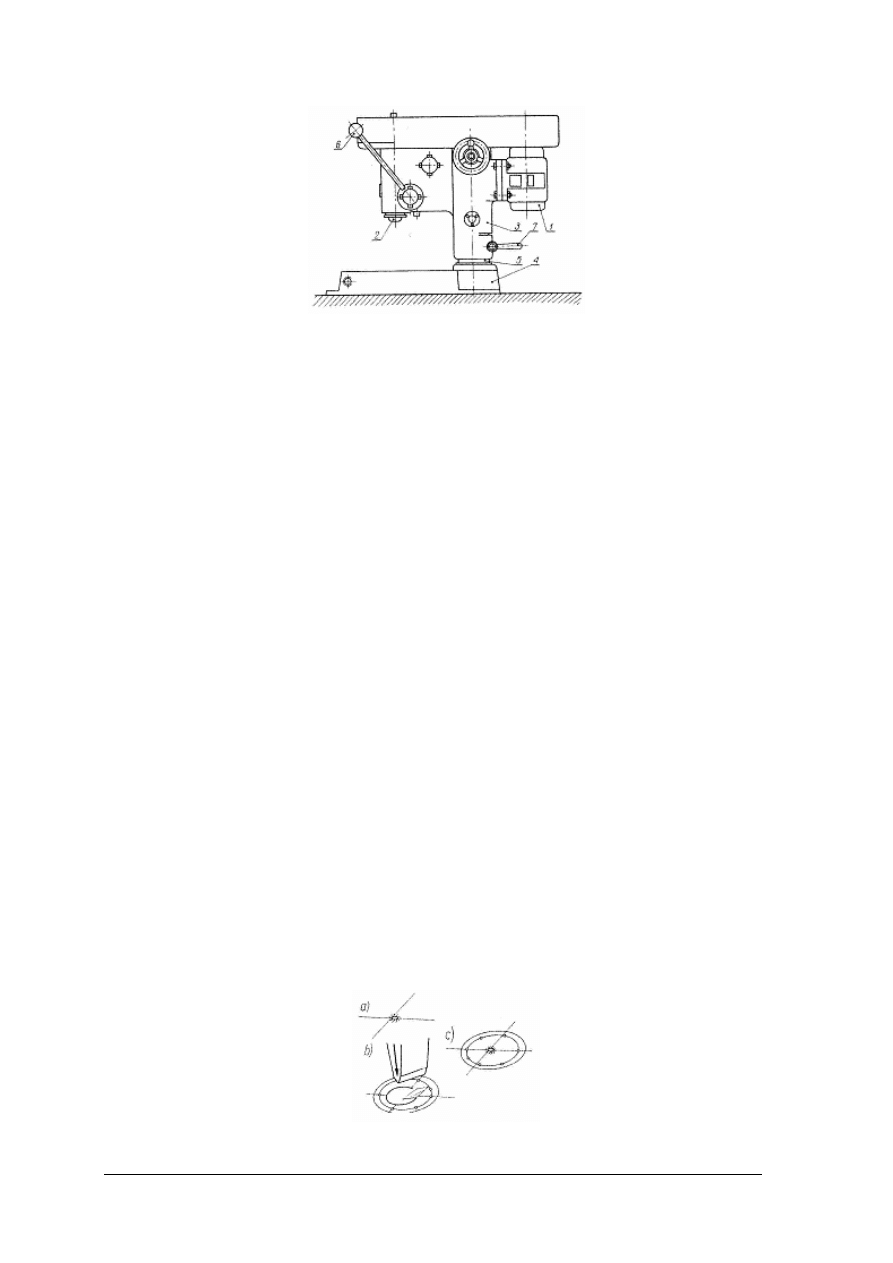
rysunku 26 przedstawiono wiertarkę stołową. Wiertarki te powszechnie są stosowane
w warsztatach ślusarskich. Zmianę prędkości wrzeciona uzyskuje się za pośrednictwem kół
stopniowych pasowych, a w bardziej nowoczesnych konstrukcjach za pośrednictwem
skrzynek przekładniowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 26. Wiertarka stołowa 1 – silnik elektryczny, 2 – wrzeciono, 3 – korpus, 4 – podstawa,
5 – słup, 6 – dźwignia, 7 – zacisk [1, s. 69]
Przygotowanie wiertarki do pracy
Przygotowanie do pracy wiertarki stołowej polega na ustawieniu i zamocowaniu
przedmiotu na stole wiertarki, ustawieniu na właściwą wysokość kadłuba wiertarki oraz
ustaleniu odpowiedniej prędkości obrotowej wrzeciona. Właściwa prędkość obrotową
wrzeciona ustawia się wg tabliczki umieszczonej na skrzynce przekładniowej, a wiertarki
które takiej skrzynki nie mają – przez odpowiednie przełożenie pasa na stopniowych kołach
pasowych. Właściwą prędkość obrotową wrzeciona wiertarki określa się na podstawie
prędkości skrawania, która powinna być dostosowana do rodzaju obrabianego materiału
i średnicy wiertła (tablice ułatwiające dobór prędkości skrawania w zależności od rodzaju
wierconego materiału są zawarte w poradnikach technicznych).
Prędkość skrawania wyraża się w m/min. Po wyszukaniu w tablicy właściwej prędkości
skrawania v należy obliczyć prędkość obrotową n wrzeciona wg wzoru:
n = 1000x V /
π
x d
d – średnica wiertła w mm.
Do mocowania wierteł z chwytem walcowym służą uchwyty dwuszczękowe lub
trójszczękowe. Wiertła a także pogłębiacze i rozwiertaki z chwytem stożkowym można
mocować wprost w gnieździe wrzeciona wiertarki, gdy wielkości stożków chwytu i gniazda
są jednakowe, lub za pośrednictwem tulei redukcyjnej gdy chwyt jest mniejszy.
Przebieg wiercenia
Przed przystąpieniem do wiercenia należy najpierw wytrasować osie otworu
i zapunktować punktakiem położenie jego środka (rys 27a) następnie cyrklem wytrasować
koło o średnicy otworu i zapunktować je w paru miejscach oraz drugie koło współśrodkowe o
średnicy nieco większej (rys 27c). Po tych czynnościach należy przystąpić do wiercenia
próbnego wykonując wiertłem niewielkie wgłębienie, sprawdzając czy jest ono
współśrodkowe do wytrasowanych kół. Jeżeli stwierdzi się brak współosiowości czy
zboczenie wiertła z osi otworu, to należy za pomocą wycinaka naciąć rowek z wgłębieniem
(rys.27b), powtórnie napunktować i powtórzyć wiercenie. Podczas wiercenia otworów
przelotowych trzeba zabezpieczyć powierzchnie imadła lub przyrządu na którym spoczywa
przedmiot, przed uszkodzeniem wiertłem.
Rys. 27. Trasowanie i punktowanie środka otworu, a – zapunktowanie środka otworu,
b – nacinanie rowka z wgłębieniem, c – trasowanie koła o średnicy otworu [1, s.72]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Pogłębianie otworów
Pogłębianie jest to powiększanie na pewnej długości wykonanego otworu w celu ścięcia
ostrych krawędzi otworu lub wykonania wgłębienia na umieszczenie walcowego lub
stożkowego łba wkręta. Pogłębianie otworów wykonuje się pogłębiaczami (rys. 28).
Rozróżnia się pogłębiacze stożkowe i czołowe. Pogłębiacze czołowe mają czop prowadzący
o średnicy równej średnicy otworu w celu utrzymania współosiowości.
Rys. 28. Pogłębiacze a – stożkowy, b – czołowe [1, s. 75]
Gwintowanie
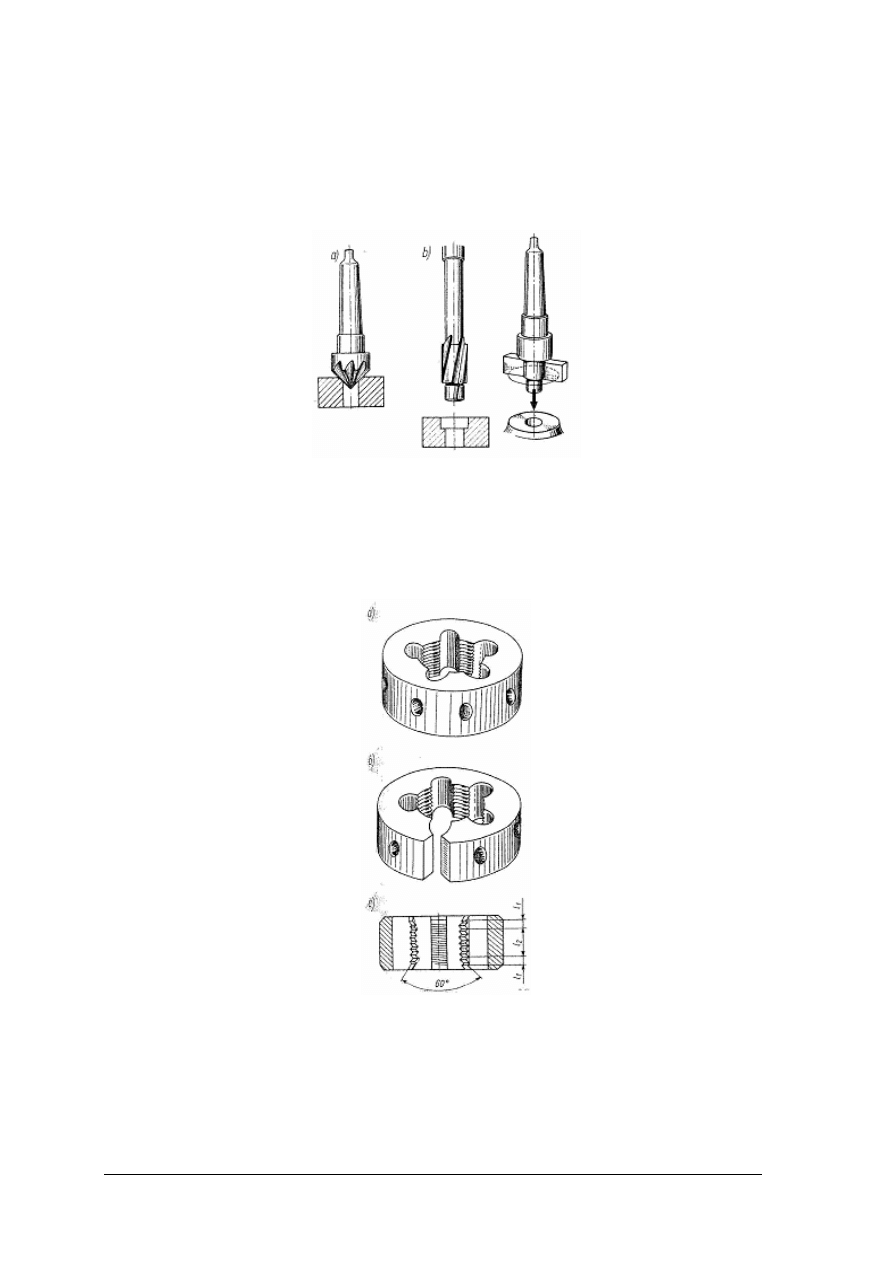
Do nacinania gwintów zewnętrznych służą narzynki a do wewnętrznych gwintowniki.
Narzynki są to stalowe hartowane pierścienie, wewnątrz nagwintowane, z wywierconymi
otworami tworzącymi krawędzie tnące i jednocześnie służącymi do odprowadzania wiórów
(rys. 29)
Rys. 29. Narzynki a – pełna, b – przecięta, c – przekrój narzynki [3, s. 55]
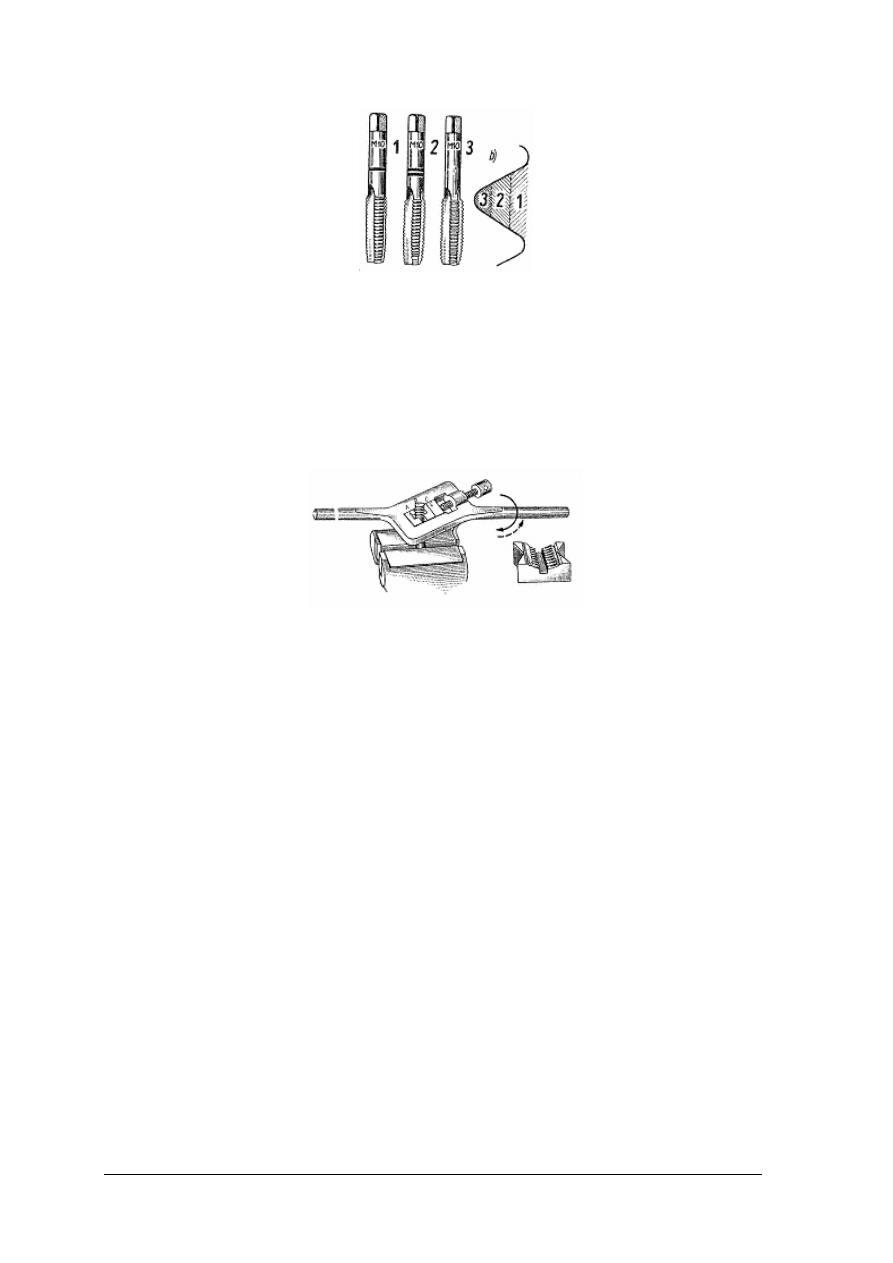
Gwintowniki mają kształt śruby o stożkowym zakończeniu z rowkami wyciętymi na
powierzchni wzdłuż osi gwintownika. Rowki te tworzą krawędzie tnące i służą do
odprowadzania wiórów. Gwintownik składa się z części roboczej i chwytu o zakończeniu
kwadratowym umożliwiającym założenie pokrętki. Do gwintowania otworów używa się
kompletu składającego się z trzech gwintowników (rys. 30); gwintownika wstępnego (nr 1),
zdzieraka (nr 2), wykańczaka (nr 3).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 30. Komplet gwintowników do otworów a – komplet gwintowników, b – kolejne zarysy
gwintów wykonane poszczególnymi gwintownikami1 – wstępny, 2 – zdzierak,
3 – wykańczak [1, s. 82]
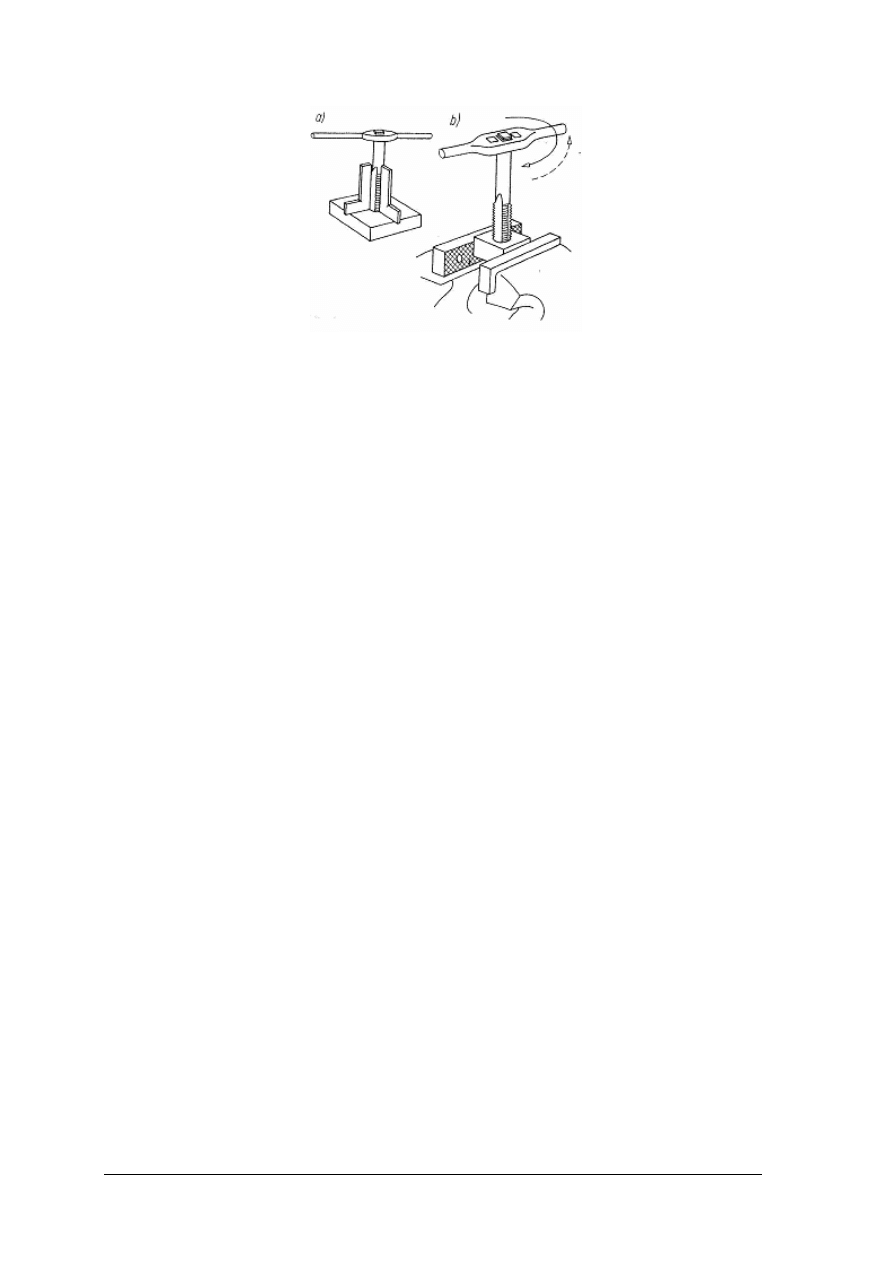
Nacinanie gwintu zewnętrznego
Sworzeń na którym ma być nacięty gwint, musi mieć odpowiednie wymiary oraz
stożkowe zakończenie. Średnica sworznia musi być mniejsza od średnicy zewnętrznej gwintu.
Wartość średnicy należy dobierać (z tablic zawartych w poradnikach technicznych)
w zależności od rodzaju i średnicy gwintu. Po takim przygotowaniu sworznia należy
zamocować go w imadle, nasmarować jego część stożkową i przystąpić do gwintowania (rys. 31)
Rys. 31. Nacinanie gwintu zewnętrznego [1, s. 83]
Nacinanie gwintu wewnętrznego
Średnicę wiertła do otworów pod gwint dobiera się wg tablic w zależności od rodzaju
gwintu, jego średnicy i rodzaju materiału. Dobór właściwej średnicy wiertła ma bardzo duże
znaczenie, ponieważ przy zbyt dużej średnicy otrzymuje się gwint niepełny, a przy za małej
łamie się gwintownik i zrywa nitka gwintu. Przedmiot z otworem należy odpowiednio
zamocować (małe przedmioty w imadle). Następnie w otwór wkłada się nasmarowany
gwintownik nr 1 i sprawdza kątownikiem prostopadłość położenia gwintownika względem
powierzchni przedmiotu (rys. 32a). Wywierając lekki nacisk osiowy należy obracać pokrętką
gwintownik w prawo aż do momentu, gdy zacznie powstawać bruzda i gwintownik będzie
wgłębiał się samoczynnie. Po wykonaniu każdego pełnego obrotu w prawo należy cofnąć
gwintownik o pół obrotu w lewo, powtarzając tę czynność aż do nacięcia całego gwintu
(rys. 32b.) Po nagwintowaniu otworu gwintownikiem nr 1 należy włożyć w otwór
gwintownik nr 2 i wkręcić go ostrożnie w nacięty zarys gwintu. Gwint należy wykończyć
gwintownikiem nr 3, postępując tak, jak podczas gwintowania poprzednimi gwintownikami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 32. Gwintowanie otworu a – sprawdzanie prostopadłości, b – przebieg gwintowania [1, s. 84]
Zasady bezpiecznej pracy
Podczas wiercenia wszystkie obracające się części napędowe wiertarki powinny być
zabezpieczone osłonami, a wiertarka uziemiona. Ubiór pracownika nie powinien mieć
żadnych zwisających części, mankiety powinny być obcisłe a głowa nakryta. Nie wolno
trzymać przedmiotu wierconego rękoma. Nie wolno zakładać narzędzi podczas ruchu
wiertarki. Wióry należy usuwać tylko szczotką i to po wyłączeniu wiertarki. Podczas
gwintowania nie należy używać uszkodzonych narzędzi. Nie wolno usuwać wiórów palcami
ani ich zdmuchiwać. Należy przestrzegać dobrego zamocowania gwintowanych przedmiotów.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Z jakich części składa się wiertło?
2. O jakim kącie wierzchołkowym stosuje się wiertła do wiercenia różnych materiałów?
3. Jak przygotowuje się wiertarkę do pracy?
4. Jak oblicza się prędkość obrotową wrzeciona wiertarki?
5. Jakie czynności należy wykonać przed przystąpieniem do wiercenia?
6. Jakimi narzędziami dokonujemy pogłębiana otworów?
7. Czym nacinamy gwinty zewnętrzne?
8. Czym nacinamy gwinty wewnętrzne?
9. Z ilu gwintowników składa się komplet do gwintowania otworów?
10. W jaki sposób ustalamy średnicę wiertła do otworu pod gwint?
11. Jak przebiega proces gwintowania otworów?
4.4.3. Ćwiczenia
Ćwiczenie 1
Oblicz prędkość obrotową wrzeciona wiertarki przy wykonywaniu otworu Ø 15 mm
w elemencie wykonanym ze stali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać prędkość skrawania stali w poradniku technicznym,
2) zapisać prędkość skrawania na papierze,
3) odnaleźć wzór na prędkość obrotową wrzeciona wiertarki,
4) wykonać obliczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Wyposażenie stanowiska pracy:
−
papier formatu A 4,
−
długopis,
−
poradnik dla ucznia,
−
poradnik techniczny.
Ćwiczenie 2
W elemencie przedstawionym na rysunku otrzymanym od nauczyciela wykonaj otwory.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) natrasować i napunktować środki otworów,
2) odczytać średnice otworów z rysunku wykonawczego,
3) dobrać odpowiednie wiertła,
4) dobrać prędkość obrotową wiertarki w zależności od średnicy wiertła,
5) zamocować przedmiot w imadle maszynowym na stole wiertarki.
Wyposażenie stanowiska pracy:
−
kątownik,
−
suwmiarka,
−
rysik,
−
punktak,
−
młotek,
−
wiertarka stołowa,
−
imadło maszynowe,
−
wiertło,
−
pogłębiacz walcowy,
−
poradnik dla ucznia,
−
rysunek wykonawczy.
Ćwiczenie 3
W elemencie przedstawionym na rysunku otrzymanym od nauczyciela wykonaj gwint
zewnętrzny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rysunkiem,
2) zamocować element w imadle,
3) wykonać fazki na końcach pręta,
4) wykonać gwint zewnętrzny wg rysunku.
Wyposażenie stanowiska pracy:
−
pilnik,
−
narzynka,
−
oprawa z pokrętką,
−
stół ślusarski,
−
poradnik dla ucznia,
−
rysunek wykonawczy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Ćwiczenie 4
W elemencie przedstawionym na rysunku otrzymanym od nauczyciela wykonaj otwory
przelotowe oraz otwory gwintowane.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rysunkiem,
2) natrasować i napunktować środki otworów,
3) zamocować element w pryźmie,
4) dobrać wiertła,
5) dobrać prędkość obrotową wrzeciona wiertarki zależnie od średnicy wiertła,
6) wykonać otwory,
7) wykonać gwint wewnętrzny.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
wiertarka stołowa,
−
pryzma,
−
wiertła,
−
punktak,
−
rysik,
−
komplet gwintowników,
−
podkładki,
−
zaciski,
−
rysunek wykonawczy.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić, z jakich części składa się wiertło?
2)
określić, jaki kąt wierzchołkowy wiertła stosuje się
do wiercenia różnych materiałów?
3)
przygotować wiertarkę stołową do pracy?
4)
obliczyć prędkość obrotową wrzeciona wiertarki?
5)
wymienić, jakie czynności należy wykonać
przed przystąpieniem do wiercenia?
6)
wymienić narzędzia do pogłębiana otworów?
7)
określić, czym nacinamy gwinty zewnętrzne?
8)
określić, czym nacinamy gwinty wewnętrzne?
9)
nazwać gwintowniki wchodzące w skład kompletu
do gwintowania otworów?
10) ustalić średnicę wiertła do otworu pod gwint?
11) wykonać gwintowanie otworów?
12) wykonać gwintowanie zewnętrzne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.5. Lutowanie, spawanie i zgrzewanie metali
4.5.1. Materiał nauczania
Lutowanie jest procesem termicznego łączenia metali, w którym zastosowano obcy
metal lub stop, spełniający rolę spoiwa. Podczas lutowania części łączone nagrzewają się, lecz
nie topią w miejscu łączenia, jak to ma miejsce podczas spawania. Połączenie trwałe uzyskuje
się dzięki przyczepności lutu do materiałów łączonych. Rozróżnia się lutowanie lutami
miękkimi (temperatura topnienia lutu poniżej 500
°
C) i twardymi (temperatura topnienia lutu
powyżej 500
°
C).
Lutowanie lutem miękkim stosuje się do łączenia części o niedużych naprężeniach
w złączu i niewysokiej temperatury pracy, jak również do uszczelniania połączeń
zawalcowanych. Luty miękkie są wykonywane w postaci prętów, drutu, płytek, proszków
a najczęściej pałeczek. Do lutowania miękkiego stosowane są przede wszystkim spoiwa
cynowo-ołowiowe. Istniej bardzo dużo gatunków tych spoiw o różnej zawartości cyny
i ołowiu. Do lutowania potrzebne są również topniki, bez których lut się utlenia i źle wypełnia
szczeliny między łączonymi powierzchniami. Lutowanie wykonuje się za pomocą narzędzia
zwanego lutownicą.
Przebieg lutowania jest następujący: po nagrzaniu lutownicy szybko pociera się jej
ostrze o salmiak i przykłada do lutu który roztapia się i przylepia do ostrza lutownicy.
Następnie ostrze lutownicy przykłada się do miejsca lutowanego i pociąga ostrzem wzdłuż
szwu. Lutując większe połączenia należy lut trzymać lewą ręką nad spoiną. Lutownica
trzymana prawą ręką rozgrzewa materiał łączony i jednocześnie topi lut. Roztopiony lut
ścieka i łączy powierzchnie zastygając miedzy nimi. Gdy zachodzi potrzeba, to lutownicę
kilkakrotnie przesuwa się wzdłuż szczeliny łączącej.
Lutowanie lutem twardym stosuje się przy znacznych naprężeniach w złączu i wysokiej
temperaturze pracy. Jako czynnik odtleniający podczas lutowania ma zastosowanie boraks.
Lutami twardymi są miedź lub stopy miedzi, stopy srebra z miedzią, cynkiem i inne.
Lutowanie odbywa się następująco: powierzchnie łączone dokładnie czyści się i dopasowuje
do siebie. Następnie smaruje się je pędzlem zanurzonym w rozporze boraksu i kładzie się
między te powierzchnie blaszkę lutu, a potem wiąże się obie części drutem. Po posypaniu
boraksem związanych części nagrzewa się je w ognisku kowalskim, palnikiem gazowym lub
lampą lutowniczą tak długo aż lut się roztopi i zwiąże części łączone. Do podgrzewania
można użyć palnika acetylenowego.
Spawanie jest to metoda łączenia materiałów poprzez nadtopienie ich krawędzi przy
pomocy skoncentrowanego źródła ciepła. Zwykle dodaje się z zewnątrz materiał łączący,
natomiast nie wywiera się nacisku. Układanie spoin polega na wypełnieniu przestrzeni
pomiędzy łączonymi materiałami roztopionym stopiwem. W zależności od tego jak grube
elementy są łączone, spoinę można układać jednym ściegiem lub przy pomocy wielu ściegów.
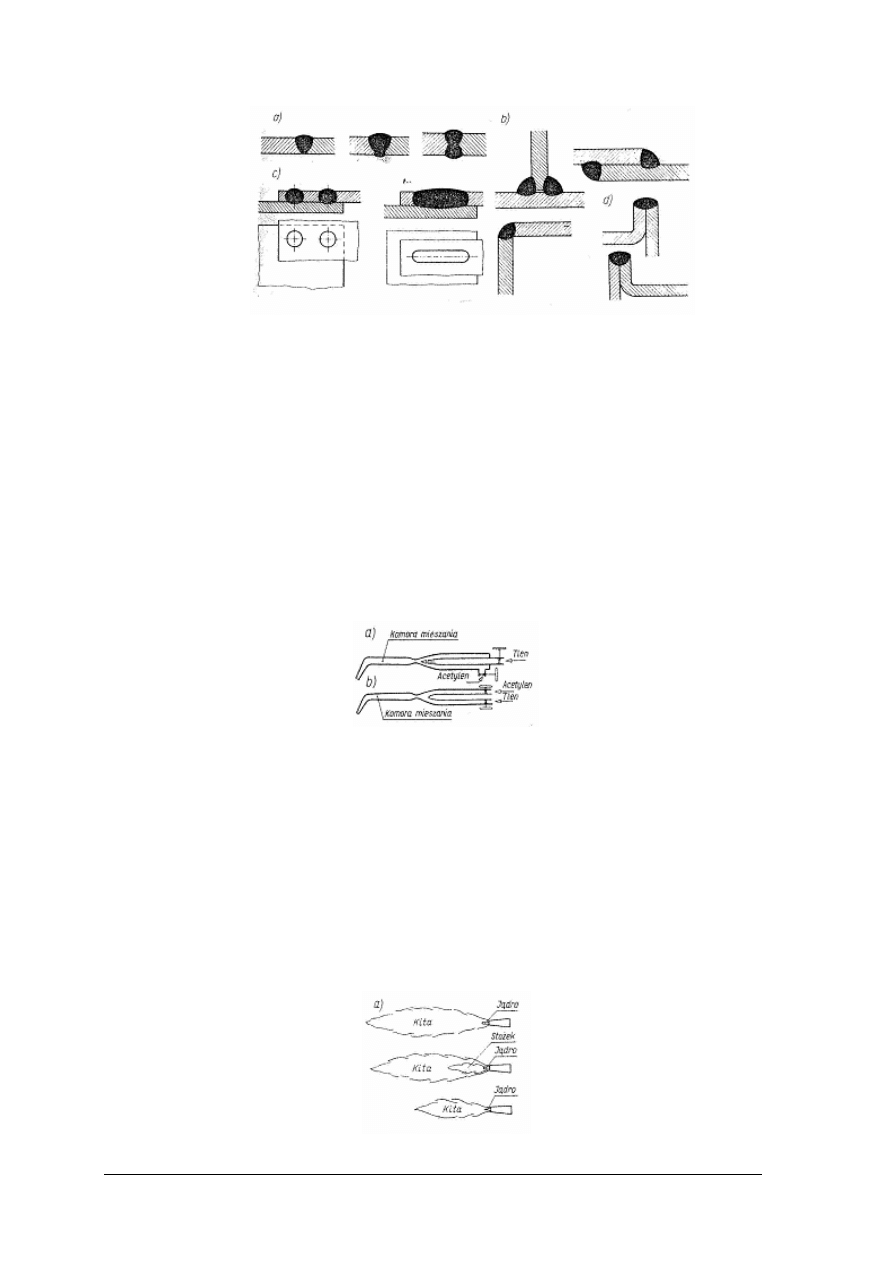
Zależnie od wzajemnego ustawienia spawanych części rozróżnia się spoiny: czołowe,
pachwinowe, otworowe, grzbietowe (rys. 33).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 33. Rodzaje spoin a – czołowe, b – pachwinowe, c – otworowe, d – grzbietowe [1, s. 199]
Spawanie gazowe.
Do spawania gazowego stosowane są tlen i acetylen. Jako spoiwo stosuje się stalowe
druty i pręty o różnym składzie chemicznym w celu dobrania ich do spawanych elementów.
Druty są dostarczane w kręgach a pręty w wiązkach. Najczęściej stosowane w spawalnictwie
gazy sprężone (tlen i acetylen) są przechowywane w odpowiednich butlach. Butle tlenowe
maluje się niebieską farbą olejną i oznacza czarnym napisem „ Tlen O
2
”. Natomiast butle
acetylenowe są malowane białą farbą olejną z czerwonym napisem „ Acetylen C
2
H
2
”.
Pobieranie gazu z butli wymaga zastosowania tzw. reduktorów, których zadaniem jest
obniżenie ciśnienia wylotowego gazu przez cały czas pracy, mimo że ciśnienie w butli maleje,
w miarę jej opróżniania. Reduktory do tlenu i acetylenu różnią się tylko sposobem
mocowania ich na zaworze butli.
Palniki służą do spalania gazów dobrze wymieszanych z tlenem. Rozróżnia się palniki
wysokiego ciśnienia oraz palniki niskiego ciśnienia (rys.34).
Rys. 34. Palniki a – acetylenowo tlenowy na niskie ciśnienie b – palnik na wysokie ciśnienie [3, s. 301]
W palnikach wysokiego ciśnienia doprowadzenie gazów odbywa się prawie pod
jednakowym ciśnieniem wynoszącym od 0,01 do 0,1 MPa. Palnik niskiego ciśnienia jest
palnikiem smoczkowym, w którym podczas przepływu gazu (tlenu) o wyższym ciśnieniu
przez środkową dyszę następuje zassanie gazu drugiego ze zbiornika o niskim ciśnieniu.
Palnik nie może być zanieczyszczony olejem ani smarem. Aby zapalić palnik, trzeba najpierw
otworzyć zawór do tlenu, a następnie do acetylenu. Poprawnie wyregulowanie płomienia ma
istotne znaczenie dla przebiegu i wyników spawania. Płomień acetylenowo – tlenowy można
podzielić na trzy strefy: jądro, stożek oraz kitel. Na rys. 35 przedstawiono trzy rodzaje
płomieni: redukujący, nawęglający i utleniający. Spawacz powinien tak regulować płomień
aby spawanie odbywało się płomieniem redukującym. Regulację płomienia rozpoczyna się od
regulacji dopływu acetylenu.
Rys. 35.
Rodzaje płomieni acetylenowo tlenowych [1, s. 209]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
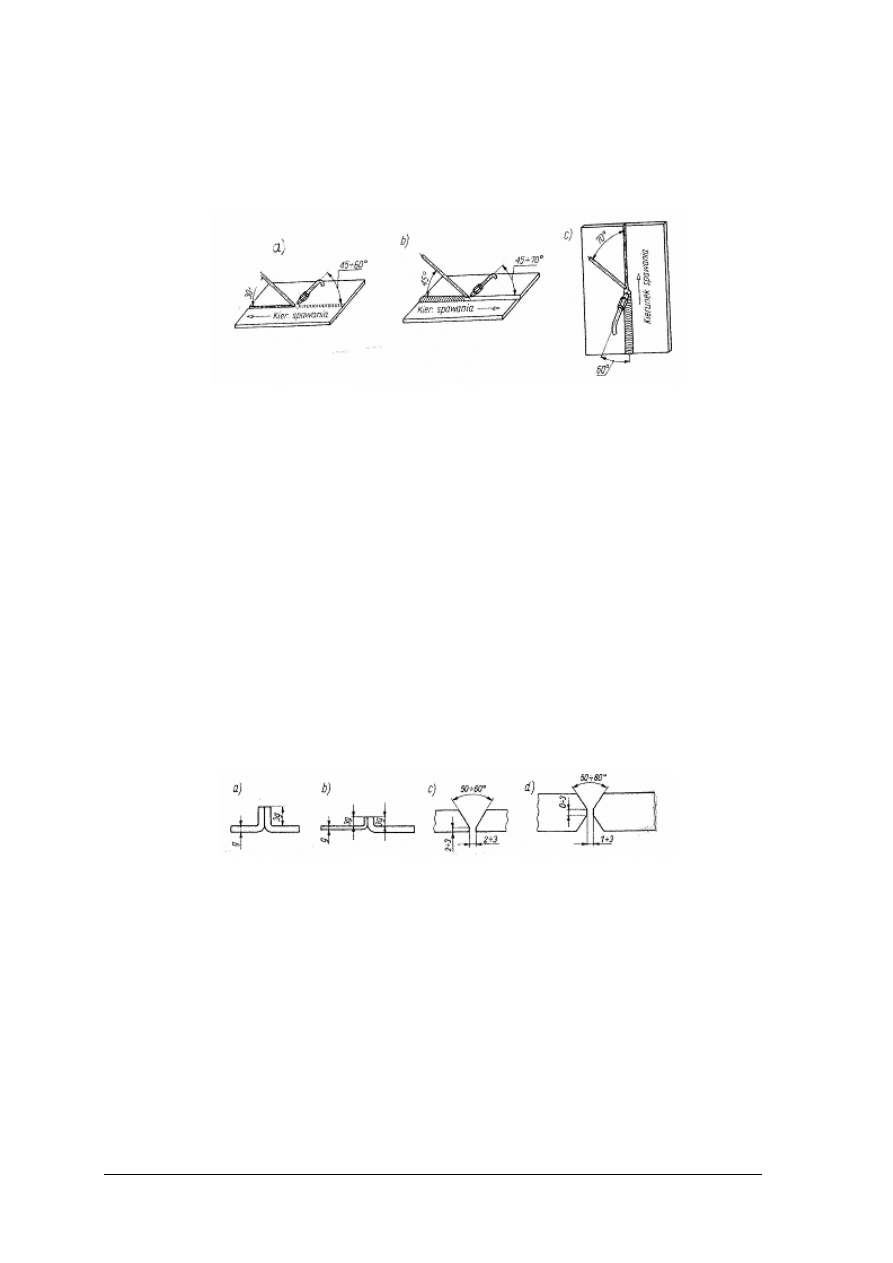
Technika spawania gazowego.
Przedmioty przeznaczone do spawania należy oczyścić z rdzy, farby i tłuszczów oraz
innych zanieczyszczeń. Ważną czynnością poprzedzającą spawanie jest prawidłowe
wyregulowanie odpowiedniej pozycji spawania. Najlepszą spoinę można wykonać w pozycji
podolnej. Znane są trzy metody spawania gazowego: w lewo, w prawo i w górę (rys. 36)
Rys. 36. Metody spawania gazowego a – w lewo, b – w prawo, c – w górę [3, s. 303]
Przy każdej metodzie palnik trzyma się w prawej ręce, a drut do spawania w lewej. Przy
metodzie spawania w lewo palnik przesuwa się z prawej strony do lewej bez ruchów
poprzecznych. Płomień osłania stopiony metal i podgrzewa brzegi blach przed ich
stopieniem. Metoda ta nadaje się do spawania blach cienkich o grubości do 4mm. Blachy
grubsze spawa się metodą w prawo, natomiast metoda spawania w górę jest stosowana przez
wszystkim do takich przedmiotów, które można ustawić pionowo.
Spawanie elektryczne
Źródłem ciepła przy spawaniu elektrycznym jest łuk elektryczny jarzący się między
elektrodą a spawanym przedmiotem. Stopiony metal z elektrody i nadtopione krawędzie
spawanego materiału tworzą jeziorka spawalnicze, które po zakrzepnięciu zamienia się
w spoinę. Podczas spawania łuk elektryczne i jeziorko ciekłego metalu znajdują się pod
osłoną gazów stanowiących ochronę przed dostępem tlenu i azotu z atmosfery. Źródłem
prądu stałego są spawarki prostownikowe, natomiast prądu przemiennego transformatory
spawalnicze.
Technika spawania elektrycznego
Przed przystąpieniem do spawania przygotowuje się odpowiednie krawędzie łączonych
blach, oczyszcza je i ustawia (rys.37)
Rys. 37. Przygotowanie materiału do spawania a – cienkich blach o grubości do 2 mm,
b – blach o różnej grubości, c – grubości od 4 – 12mm, d – ponad 12 mm
[1, s. 204]
Elektrody dobiera się w zależności od wymagań wytrzymałościowych spoiny, rodzaju
połączenia i pozycji spawania. Do spawania połączeń mało odpowiedzialnych używa się
elektrod niskowartościowych tj. elektrod gołych lub cienko otulonych. Natężenie prądu
dobiera się w zależności od średnicy elektrody. Dla elektrod o średnicy do 3,25 mm
przyjmuje się natężenie ok. 30A na 1mm elektrody, a dla elektrod o średnicach większych –
ok. 40A na 1 mm elektrody. Spawanie można przeprowadzać elektrodą topliwą lub elektrodą
nietopliwą – wolframową. Proces spawania powinno się przeprowadzać w pozycji podolnej
czyli poziomo, gdyż jest to pozycja najdogodniejsza i najbardziej ekonomiczna. Spoiny
wykonywane w innych pozycjach modą mieć gorsze własności mechaniczne.
Na rys. 38 przedstawiono pochylenie elektrody podczas spawania, rodzaje ruchów
bocznych wykonywanych elektrodą podczas spawania oraz sposób układania spoin
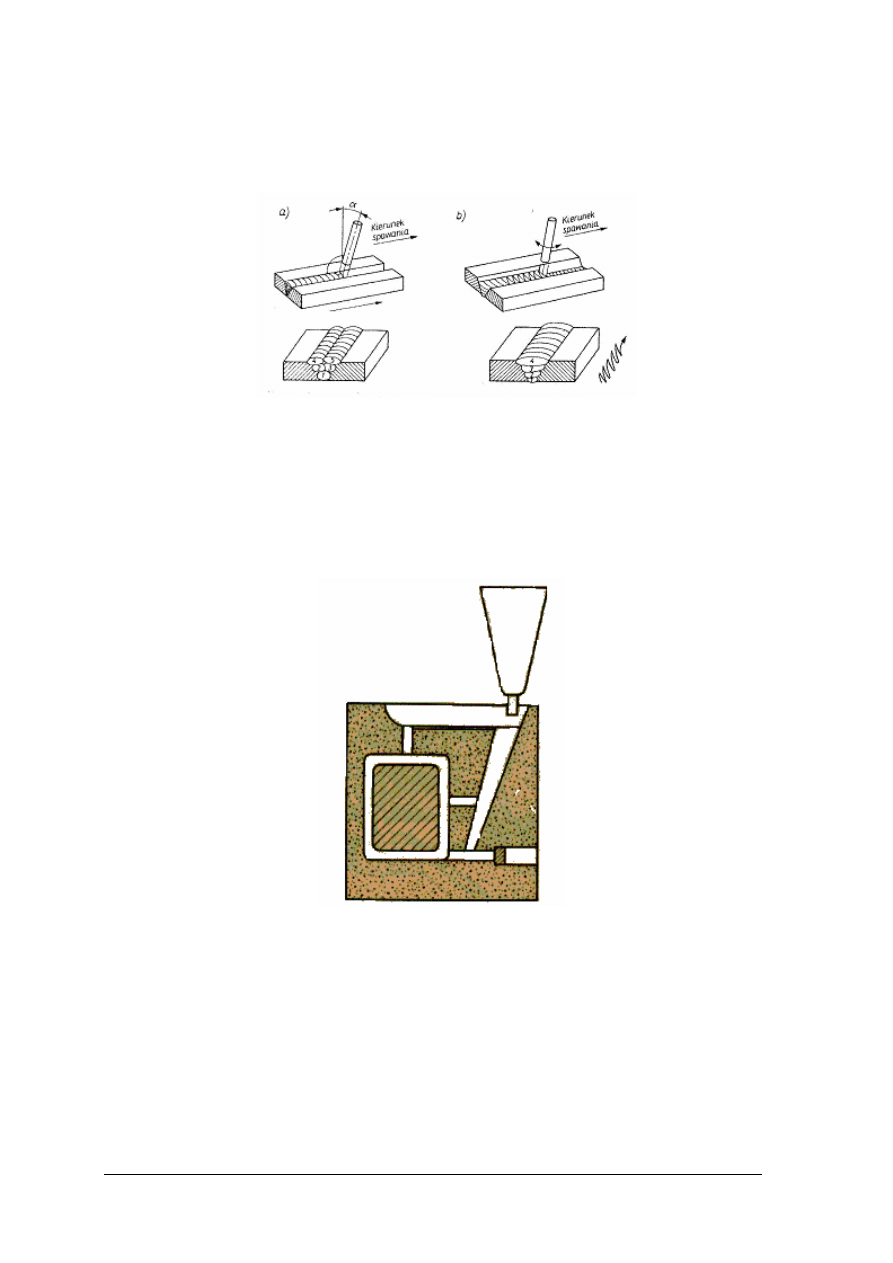
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
wielowarstwowych. Elektroda powinna być pochylona pod kątem
α
. Dla elektrod nie
otulonych i cienkich kąt
α
wynosi od 10 do 30
°
, a dla elektrod średnio i grubo otulonych –
od 20 do 50
°
. Podczas spawania koniec elektrody można prowadzić ściegiem prostym lub
zakolowym.
Rys. 38. Technika spawania a – prowadzenie elektrody ściegami prostymi, b – prowadzenie
elektrody ściegami zakosowymi [1, s. 206]
Spawanie termitowe stosuje się do łączenia elementów stalowych o dużych przekrojach.
Stopiwo używane w tej metodzie otrzymuje się ze spalania termitu, tj. mieszaniny tlenku
żelaza i aluminium w stosunku 78 do 22. Reakcji termitowej towarzyszy wysoka temperatura.
W wyniku procesu otrzymuje się stal rozgrzaną do temperatury około 2500
°
C oraz tlenki
aluminium. Do spawania termitowego łączone końce muszą być odpowiednio zaformowane
(rys.39)
Rys. 39.
Sposób zaformowania spoiny termitowej [2, s. 16]
Między płaszczyznami czołowymi należy pozostawić szczelinę, aby ciekła stal mogła ją
wypełnić. Wykonana forma powinna być przed wlaniem spoiwa wysuszona i wypalona
z równoczesnym podgrzaniem łączonych elementów stalowych. W tyglu wyłożonym glinką
ognioodporną i umieszczonym nad formą zapala się termit, a po zakończeniu reakcji
roztopioną stal wlewa się do formy. Strumień gorącej stali nadtapia ścianki łączonych części
i dobrze się łączy z metalem podstawowym. Po ostygnięciu spawanej części rozbiera się
formę, obcina wlewy i wygładza złącze szlifierką. Spawanie termitowe jest stosowane do
łączenia szyn w kolejnictwie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
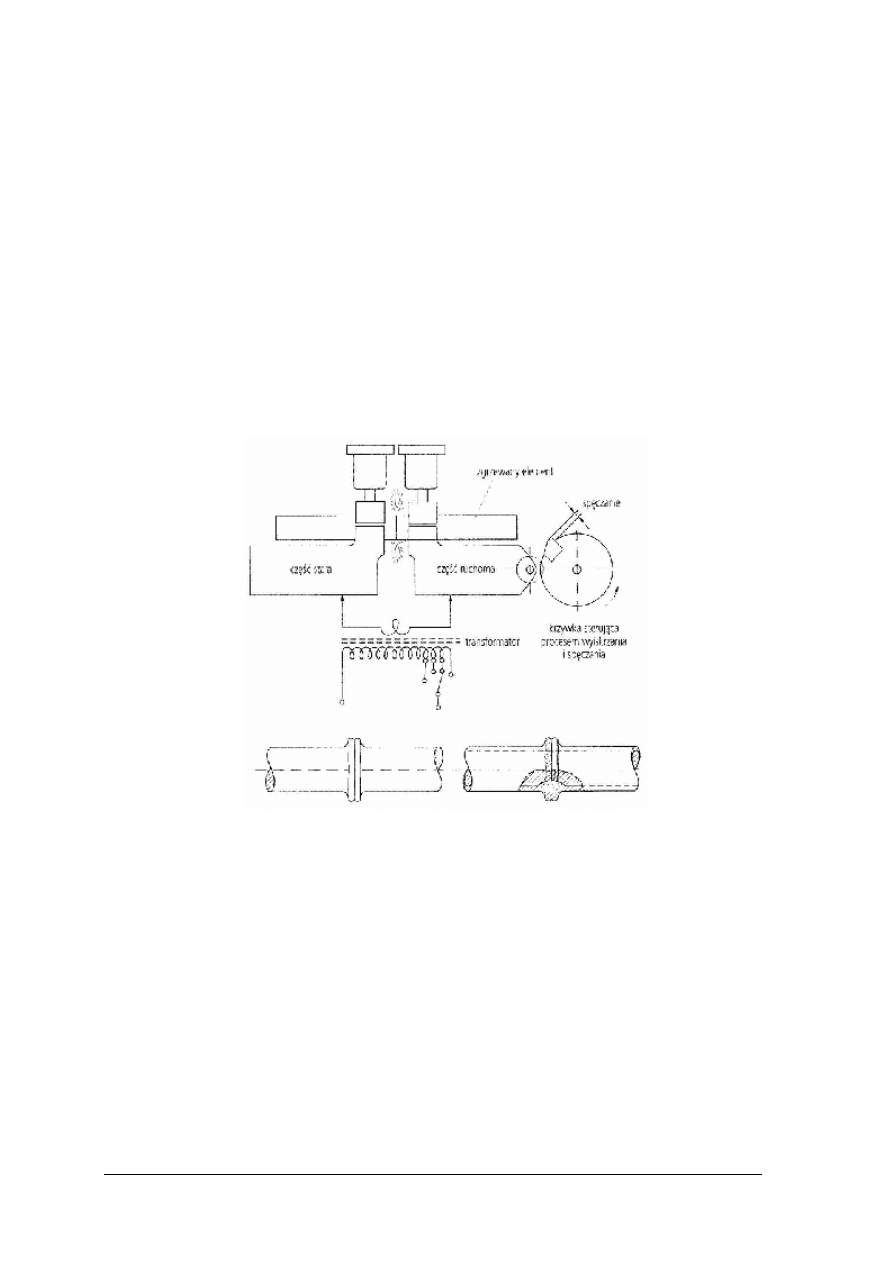
Zgrzewanie jest to łączenie materiałów przez nagrzanie ich do stanu plastycznego lub
miejscowego stopienia i wywarcie nacisku z zewnątrz. Wśród wielu metod zgrzewania
materiałów najczęściej stosowane są: oporowe i tarciowe. Zgrzewanie oporowe dzielimy na:
doczołowe (iskrowe lub zwarciowe) oraz zgrzewanie blach zawsze zwarciowe, które zależnie
od rodzaju zgrzein blach dzieli się z kolei: punktowe, garbowe i liniowe. Najczęściej
w kolejnictwie jest wykorzystywane zgrzewanie iskrowe do łączenia szyn (rys. 40) Przy
zgrzewaniu iskrowym elementy przeznaczone do zgrzewania zamontowane są do
miedzianych uchwytów zgrzewarki które muszą mieć kształt dostosowany do łączonych
elementów. Przekroje styku łączonych elementów muszą być takie same. Uchwyty te są
przyłączone do wtórnego obwodu transformatora. Następnie zbliża się je powoli do siebie.
W miejscach chwilowego styku przepływa prąd elektryczny, który nagrzewa i topi metal. Po
pewnym czasie cała powierzchnia zostaje równomiernie nadtopiona. Wówczas następuje
szybkie dociśnięcie do siebie zgrzewanych elementów przy wyłączonym prądzie zgrzewania.
Doczołowe zgrzewanie iskrowe znalazło szerokie zastosowanie w przemyśle ponieważ przy
jego pomocy można łączyć ze sobą stale węglowe, stopowe, brązy, stopy niklu, aluminium
z miedzią itp.
Rys. 40. Zasada zgrzewania iskrowego i widok złączy [4, s. 174]
Zasady bezpiecznej pracy
Podczas lutowania należy chronić ciało i ubiór przed żrącym działaniem kwasu.
Przygotowując wodny roztwór kwasu należy zawsze wlewać kwas do wody a nie odwrotnie.
Lampę lutowniczą powinno się zapalać i rozgrzewać w miejscach nie zagrożonych
powstaniem pożaru. Stosując lutownicę elektryczną należy sprawdzić, czy jest uziemiona lub
zerowana. Podczas spawania elektrycznego nie wolno patrzeć łuk elektryczny wprost lecz
przez szkło w tarczy ochronnej. Przy spawaniu gazowym w pobliżu stanowiska roboczego
powinno stale znajdować się naczynie napełnione wodą do ochładzania palnika. Odległość
butli od płomienia palnika spawacza powinna wynosić co najmniej 1m. Zawory redukcyjne
wolno odmrażać tylko za pomocą pary lub gorącej wody. Węże doprowadzające gazy do
palnika powinny mieć długość co najmniej 5m. Nie wolno smarować części palników
i zaworów butli smarem lub oliwą. Do oczyszczania wylotu końcówki palnika z osadu
tlenków trzeba używać zwęglonego drewna. Spawaczowi zabrania się spawać lub ciąć bez
okularów ochronnych, tarczy lub przyłbicy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń
1. Co to jest lutowanie?
2. Jakie rozróżniamy rodzaje lutowania?
3. Jakie materiały stosowane są przy lutowaniu miękkim?
4. Jak przebiega proces lutowania miękkiego?
5. Jak przebiega proces lutowania twardego?
6. Co to jest spawanie?
7. Jakich materiałów używamy do spawania gazowego?
8. Jak pomalowane i oznaczone są butle tlenowe i acetylenowe?
9. Do czego służy reduktor?
10. Jakie rozróżniamy rodzaje palników?
11. Jakie są strefy płomienia acetylenowo-tlenowego?
12. Jakie znasz metody spawania gazowego?
13. Od czego zależy dobór elektrod do spawania elektrycznego?
14. Jak dobieramy natężenie prądu przy spawaniu elektrycznym?
15. Jakie rozróżniamy rodzaje elektrod?
16. Jak przebiega technika spawania elektrycznego?
17. Co to jest spawanie termitowe?
18. Gdzie jest wykorzystywane spawanie termitowe?
19. Co to jest zgrzewanie?
20. Jakie rozróżniamy rodzaje zgrzewania?
21. Na czym polega proces zgrzewania iskrowego?
22. Gdzie jest wykorzystywane zgrzewanie iskrowe?
4.5.3. Ćwiczenia
Ćwiczenie 1
Połącz dwa przewody elektryczne za pomocą lutowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zdjąć warstwę izolacyjną z końcówek przewodów,
2) dobrać lutownicę o odpowiedniej mocy,
3) pobielić końcówki przewodów,
4) lutować.
Wyposażenie stanowiska pracy:
−
stolik,
−
lutownica,
−
spoiwo,
−
poradnik ucznia,
−
ściągacz do usuwania izolacji,
Ćwiczenie 2
Połącz dwie blachy ocynkowane o grubości 0,5 mm za pomocą lutowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) oczyścić końcówki blach mechanicznie i chemicznie,
2) dobrać lutownicę o odpowiedniej mocy,
3) ustawić łączone elementy,
4) ostrze nagrzanej lutownicy szybko potrzeć o salmiak i przyłożyć do lutu,
5) ostrze lutownicy przyłożyć do miejsca lutowanego i pociągnąć ostrzem wzdłuż szwu.
Wyposażenie stanowiska pracy:
−
stolik,
−
lutownica,
−
spoiwo,
−
poradnik ucznia,
−
pędzel,
−
roztwór kwasu solnego,
−
salmiak,
−
szczotka druciana.
Ćwiczenie 3
Wykonaj złącze spawane spoiną czołową blach o grubości 5mm metodą spawania
elektrycznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować odpowiednio krawędzie łączonych blach,
2) oczyścić je i ustawić w odpowiedniej odległości na stole spawalniczym,
3) dobrać średnicę elektrody,
4) dobrać natężenie prądu,
5) podłączyć stół spawalniczy do masy,
6) zamocować elektrodę w uchwycie,
7) ustawić pod odpowiednim kątem elektrodę podczas spawania,
8) zajarzyć łuk elektryczny i kłaść spoinę.
Wyposażenie stanowiska pracy:
−
stół spawalniczy,
−
ubrania ochronne,
−
tarcza ochronna,
−
elektrody,
−
spawarka,
−
poradnik dla ucznia,
−
szczotka druciana,
−
pilnik,
−
2 kawałki blachy grubości 5mm.
Ćwiczenie 4
Wykonaj złącze spawane spoiną czołową blach o grubości 5 mm metodą spawania
gazowego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować odpowiednio krawędzie łączonych blach,
2) oczyścić je i ustawić w odpowiedniej odległości,
3) dobrać odpowiedni palnik,
4) poprawnie wyregulować płomień acetylenowo-tlenowy.
Wyposażenie stanowiska pracy:
−
stół spawalniczy,
−
ubrania ochronne,
−
tarcza ochronna,
−
butla tlenowa i acetylenowa,
−
reduktory,
−
palnik,
−
poradnik dla ucznia,
−
szczotka druciana,
−
pilnik,
−
2 kawałki blachy grubości 5 mm,
−
przewody spawalnicze.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić co to jest lutowanie?
2) wymienić rodzaje lutowania?
3) wymienić jakie materiały stosowane są przy lutowaniu miękkim?
4) wyjaśnić jak przebiega proces lutowania miękkiego?
5) wyjaśnić, jak przebiega proces lutowania twardego?
6) wyjaśnić, co to jest spawanie?
7) wymienić materiały używane do spawania gazowego?
8) określić, jak pomalowane i oznaczone są butle tlenowe i acetylenowe?
9) wyjaśnić do czego służy reduktor?
10) rozróżnić rodzaje palników?
11) wymienić strefy płomienia acetylenowo – tlenowego?
12) wymienić metody spawania gazowego?
13) dobrać elektrody do spawania elektrycznego?
14) dobrać natężenie prądu przy spawaniu elektrycznym?
15) wymienić rodzaje elektrod?
16) wyjaśnić, jak przebiega technika spawania elektrycznego?
17) wyjaśnić, co to jest spawanie termitowe?
18) określić, gdzie jest wykorzystywane spawanie termitowe?
19) wyjaśnić, co to jest zgrzewanie?
20) określić rodzaje zgrzewania?
21) wyjaśnić, na czym polega proces zgrzewania iskrowego?
22) określić, gdzie jest wykorzystywane zgrzewanie iskrowe?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Zadania wymagają stosunkowo prostych obliczeń, które powinieneś wykonać przed
wskazaniem poprawnego wyniku.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 60 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
ZESTAW ZADAŃ TESTOWYCH
1. Wykreślanie okręgów i łuków kół wykonuje się za pomocą
a) rysika.
b) środownika.
c) ostrego cyrkla.
d) znacznika słupkowego.
2. Trasowanie metodą obrotu przedmiotu obrabianego polega na
a) obracaniu trasowanego przedmiotu i wykonywaniu kreski rysikiem.
b) wykonywaniu rys pionowych za pomocą kątownika.
c) trasowaniu za pomocą skrzynek traserskich.
d) trasowaniu za pomocą liniału traserskiego z podstawa.
3. Rozróżnia się trasowanie
a) na płaszczyźnie i przestrzenne.
b) zwykłe i kształtowe.
c) normalne i uniwersalne.
d) kształtowe i uniwersalne.
4. Malowanie materiału przed trasowaniem ma na celu
a) zwiększenie widoczności trasowanych linii.
b) nadanie przedmiotowi estetycznego wyglądu.
c) zabezpieczenie przed korozją.
d) zabezpieczenie płyty traserskiej przed uszkodzeniem.
5. Punktak traserski jest stosowany do
a) wykreślania linii.
b) punktowania wyznaczonych linii.
c) wyznaczania linii poziomych.
d) trasowania wg wzorników.
6. Podczas mocowania brzeszczotu piłki w oprawce trzeba zwracać uwagę, żeby ząbki piłki
miały kierunek nachylenia
a) ku tylnemu uchwytowi piłki.
b) ku przedniemu uchwytowi piłki.
c) ku tylnemu bądź przedniemu uchwytowi piłki.
d) przeciwny do ułożenia materiału ciętego.
7. Podczas przecinania metali nacisk na piłkę wywiera się.
a) podczas powrotnego ruchu jałowego.
b) podczas ruchu roboczego czyli w kierunku imadła.
c) stale tj. podczas ruch roboczego i jałowego.
d) do czasu zagłębienia ząbków piłki w materiał.
8. Przedmioty płaskie przecina się za pomocą piłki wzdłuż
a) węższej krawędzi.
b) szerszej krawędzi.
c) włókien powstałych podczas walcowania materiału.
d) szerszej lub węższej krawędzi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
9. Przecinanie materiału rozpoczyna się
a) lekko pochyloną od siebie piłką.
b) lekka pochyloną do siebie piłką.
c) bez pochylenia piłki.
d) prostopadle ustawioną piłką do powierzchni materiału.
10. Nożycami ręcznymi można ciąć blachy stalowe do grubości
a) 4 mm.
b) 0,5 mm.
c) 1 mm.
d) 3 mm.
11. Powierzchnie nożyc dźwigniowych są nachylone względem płaszczyzny pionowej pod
kątem
a) 1–2
°
.
b) 2–3
°
.
c) 4–6
°
.
d) 3–4
°
.
12. Wartość kata ostrza
β
nożyc dźwigniowych do cięcia materiałów średniej twardości
wynosi
a) 35
°
.
b) 75
°
.
c) 60
°
.
d) 85
°
.
13. Przy gięciu blachy pod katem ostrym i przy małym promieniu gięcia należy zwrócić
uwagę na:
a) zamocowanie blachy w imadle.
b) układ włókien w blasze.
c) grubość blachy.
d) stan powierzchni.
14. Łysinki wzdłuż rowków wiertła służą do
a) skrawania.
b) usuwania wiórów.
c) prowadzenia wiertła w otworze.
d) łamania wiórów.
15. Kąt wierzchołkowy wiertła do wiercenia stopów aluminium wynosi
a) 85–90
°
.
b) 130–140
°
.
c) 110–120
°
.
d) 50–75
°
.
16. Część robocza wiertła ma kształt.
a) walcowy.
b) stożkowy.
c) owalny.
d) okrągły.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
17. Do lutowania miękkiego stosuje się luty, których temperatura topnienia nie przekracza
a) 600
°
C.
b) 500
°
C.
c) 800
°
C.
d) 200
°
C.
18. Do lutowania twardego stosuje się luty, których temperatura topnienia przekracza
a) 200
°
C.
b) 800
°
C.
c) 500
°
C.
d) 300
°
C.
19. Przed lutowaniem ostrze lutownicy pociera się o
a) pumeks.
b) boraks.
c) salmiak.
d) papier ścierny.
20. Spawanie polega na
a) zlewaniu się roztopionych partii materiału.
b) wiązaniu łączonych powierzchni spoiwem.
c) łączeniu elementami wiążącymi.
d) termicznym uplastycznieniu metali.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
KARTA ODPOWIEDZI
Imię i nazwisko...............................................................................
Wykonywanie prac ślusarskich i spawalniczych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
6. LITERATURA
1. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP,
Warszawa 1984
2. Hillar J., Jarmoszuk S.: Technologia spawalnictwa. WSiP, Warszawa 1968
3. Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1996
4. Tokarz K. (praca zbiorowa): Techniczne podstawy zawodu. Cz. I Vogel Publishing,
Wrocław 1997
Wyszukiwarka
Podobne podstrony:
monter nawierzchni kolejowej 712[05] z1 01 n
monter nawierzchni kolejowej 712[05] z1 05 n
monter nawierzchni kolejowej 712[05] z1 04 u
monter nawierzchni kolejowej 712[05] z1 03 u
monter nawierzchni kolejowej 712[05] z2 01 u
monter nawierzchni kolejowej 712[05] z1 04 n
monter nawierzchni kolejowej 712[05] z1 02 u
monter nawierzchni kolejowej 712[05] z1 05 u
monter nawierzchni kolejowej 712[05] z1 06 u
monter nawierzchni kolejowej 712[05] z1 06 n
monter nawierzchni kolejowej 712[05] z2 01 n
monter nawierzchni kolejowej 712[05] z1 03 n
monter nawierzchni kolejowej 712[05] z1 05 n
monter nawierzchni kolejowej 712[05] z1 04 u
monter nawierzchni kolejowej 712[05] z1 03 u
monter nawierzchni kolejowej 712[05] z2 04 u
monter nawierzchni kolejowej 712[05] z2 03 u
monter nawierzchni kolejowej 712[05] z2 03 n
więcej podobnych podstron