„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Krzysztof Marekwia
Tadeusz Marekwia
Wykonywanie części maszyn 711[02].Z1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Łukasz Orzech
dr inż. Sylwester Rajwa
Opracowanie redakcyjne:
mgr Krzysztof Marekwia
Konsultacja:
mgr inż. Gabriela Poloczek
Korekta:
mgr inż. Danuta Pawełczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 711[02].Z1.02
„Wykonywanie części maszyn”, zawartego w modułowym programie nauczania dla zawodu
górnik eksploatacji podziemnej.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1 Zasady organizacji stanowisk do ręcznej i mechanicznej obróbki metali
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
8
4.1.3. Ćwiczenia
8
4.1.4. Sprawdzian postępów
9
4.2. Podstawowe operacje ślusarskie
10
4.2.1. Materiał nauczania
10
4.2.2. Pytania sprawdzające
19
4.2.3. Ćwiczenia
20
4.2.4. Sprawdzian postępów
21
4.3. Rodzaje obróbki mechanicznej
22
4.3.1. Materiał nauczania
22
4.3.2. Pytania sprawdzające
26
4.3.3. Ćwiczenia
26
4.3.4. Sprawdzian postępów
27
4.4. Obróbka cieplna i cieplno-chemiczna oraz proces obróbki plastycznej
28
4.4.1. Materiał nauczania
28
4.4.2. Pytania sprawdzające
31
4.4.3. Ćwiczenia
31
4.4.4. Sprawdzian postępów
32
5. Sprawdzian osiągnięć
33
6. Literatura
38
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o wykonywaniu części maszyn
górniczych. Ułatwi właściwe zrozumienie zagadnień związanych z wykonywaniem części
potrzebnych w pracach remontowych maszyn i urządzeń górniczych.
Poradnik ten zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania, który umożliwia samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy wskazaną
literaturę oraz inne źródła informacji. Obejmuje on również:
−
Pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia,
−
ćwiczenia wraz z poleceniem i sposobem wykonania,
−
Wykaz materiałów, narzędzi i sprzętu potrzebnych do realizacji ćwiczenia,
−
sprawdzian postępów, który umożliwi Ci sprawdzenie poziomu umiejętności po
wykonaniu ćwiczeń. Rozwiązując sprawdzian postępów powinieneś odpowiadać na
pytanie tak lub nie, co oznacza, że opanowałeś materiał albo nie.
4. Sprawdzian osiągnięć sprawdzający Twoje opanowanie wiedzy i umiejętności z zakresu
całej jednostki modułowej.
5. Wykaz literatury, z jakiej możesz korzystać podczas nauki w celu pogłębienia wiedzy
z zakresu programu jednostki modułowej.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela
o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz określoną czynność.
Po opanowaniu umiejętności spróbuj zaliczyć sprawdzian z zakresu jednostki
modułowej.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni, obiektach kopalnianych na powierzchni, sztolni
i w wyrobiskach dołowych (pole szkoleniowe) musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac, zachować szczególną dyscyplinę, utrzymywać porządek w miejscu
wykonywania ćwiczeń. Przepisy te poznałeś już podczas realizacji wcześniejszych jednostek
modułowych. Podczas realizacji ćwiczeń będą przypominane przepisy bezpieczeństwa
i higieny pracy, do, których musisz się stosować.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
711[02].Z1
Wytwarzanie i naprawa cz
ęści maszyn
i urz
ądzeń górniczych
711[02].Z1.01
Wykonywanie prac stolarskich
i ciesielskich
711[02].Z1.02
Wykonywanie cz
ęści maszyn
711[02].Z1.03
Wykonywanie napraw maszyn górniczych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować podstawowe prawa fizyki,
−
czytać rysunki techniczne,
−
wykonywać szkice i rysunki techniczne części maszyn,
−
określać właściwości metali, ich stopów oraz materiałów niemetalowych,
−
czytać dokumentację techniczno-ruchową, dokumentację techniczną, warsztatową oraz
instrukcje obsługi maszyn i urządzeń,
−
posługiwać się przyrządami kontrolno-pomiarowymi,
−
stosować przepisy bezpieczeństwa i higieny pracy oraz ochrony środowiska,
−
przygotowywać stanowisko pracy zgodnie z przepisami bezpieczeństwa i higieny pracy
oraz ergonomii pracy,
−
korzystać z różnych źródeł informacji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinien umieć:
−
rozpoznać typowe narzędzia do obróbki ręcznej metali i określić ich przeznaczenie,
−
wykonać podstawowe operacje z zakresu obróbki ręcznej metali,
−
rozróżnić i dobrać przyrząd kontrolno-pomiarowy do określonych pomiarów,
−
wykonać proste pomiary warsztatowe,
−
dobrać narzędzia do wykonania operacji obróbki ręcznej,
−
dobrać przyrządy pomiarowe do wykonania operacji obróbki ręcznej,
−
wykonać typowe połączenia spawane,
−
wykonać proste operacje obróbki ręcznej,
−
określić cechy charakterystyczne maszynowej obróbki wiórowej,
−
wyjaśnić budowę i przeznaczenie narzędzi do obróbki wiórowej,
−
dobrać narzędzia do wykonania operacji obróbki wiórowej,
−
dobrać przyrządy pomiarowe do wykonania operacji obróbki wiórowej,
−
wykonać proste operacje toczenia i frezowania,
−
wyjaśnić istotę obróbki cieplnej i cieplno-chemicznej,
−
wyjaśnić istotę procesu obróbki plastycznej,
−
scharakteryzować proces odlewania,
−
scharakteryzować proces technologiczny wytwarzania typowych części maszyn,
−
rozróżnić elementy wykonywane różnymi metodami obróbki,
−
zastosować zasady bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej
podczas wykonywania obróbki ręcznej i mechanicznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4.
MATERIAŁ NAUCZANIA
4.1. Zasady organizacji stanowisk do ręcznej i mechanicznej
obróbki metali
4.1.1. Materiał nauczania
Stanowisko robocze do obróbki ręcznej metali
Stanowiskiem roboczym do obróbki ręcznej metalu jest zasadniczo stół ślusarski
z przymocowanym do niego imadłem, szufladą z narzędziami oraz innymi przyborami
pomocniczymi. Inne stanowiska, na których pracuje się dorywczo, są stanowiskami
pomocniczymi.
Każde stanowisko do obróbki ręcznej metali jest wyposażone w komplet narzędzi,
którymi uczeń stale się posługuje. Inne narzędzia, jak wiertła, gwintowniki, otrzymuje się
w wypożyczalni narzędzi. Każde narzędzie powinno mieć ściśle określone miejsce
w szufladzie stołu. Najczęściej używane narzędzia należą do stałego wyposażenia stanowiska
obróbki ręcznej. Narzędzia powinny być wpisane do książki lub karty narzędziowej
pracownika. Niektóre narzędzia, pracownik otrzymuje tylko na okres wykonywania
określonej pracy.
Dokumentacją techniczną nazywa się zestaw dokumentów zawierających niezbędne dane
techniczne, które umożliwiają wyprodukowanie określonego wyrobu. Dokumentacja
techniczna maszyny obejmuje dane dotyczące konstrukcji (rysunki konstrukcyjne, opis
działania, warunki techniczne itp.) oraz dane dotyczące technologii wytwarzania danej
maszyny.
Dokumentacja techniczna może być niekiedy ograniczona do niewielkiej liczby
dokumentów, np. dokumentacja rysunkowa, opis przebiegu procesu technologicznego,
warunki techniczne produkcji.
Obowiązkiem pracowników i uczniów wszystkich zakładów pracy jest przestrzeganie
zasad bhp oraz przepisów przeciwpożarowych. Uczniowie powinni utrzymywać swoje
stanowisko pracy w czystości i porządku pamiętając, że bałagan jest często przyczyną
nieszczęśliwych wypadków. Powinni także utrzymywać w porządku odzież ochronną,
pamiętając o nakryciu głowy oraz aby kołnierz i mankiety rękawów przylegały do ciała.
Zwisające części odzieży mogą być przyczyną wypadków, szczególnie podczas pracy przy
obrabiarkach. Powinni przestrzegać zasad higieny osobistej. Wypadki przy pracy zdarzają się
najczęściej w skutek złego stanu narzędzi lub nieprawidłowego posługiwania się nimi
a czasem również wskutek niewłaściwej organizacji pracy.
Na każdym stanowisku pracy, oprócz instrukcji bezpieczeństwa i higieny pracy
wywieszonych w widocznym miejscu, powinny się również znajdować instrukcje
przeciwpożarowe. Na terenie warsztatu powinny się znajdować środki do gaszenia pożaru.
Sprzęt przeciwpożarowy powinien być sprawny, rozmieszczony w widocznym i łatwo
dostępnym miejscu.
Oprócz ogólnych przepisów w zakładach pracy zajmujących się obróbką ręczną
obowiązują przepisy szczegółowe , które powinien przestrzegać każdy pracownik:
−
trzonki młotków powinny być wykonane z twardego drewna,
−
młotki powinny być dokładnie osadzone na trzonkach i zabezpieczone przed spadaniem,
−
stoły warsztatowe, na których przeprowadza się ścinanie materiałów, należy zaopatrzyć
w ekrany z drobnej siatki drucianej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
−
należy założyć okulary ochronne podczas ścinania materiałów kruchych i czasie pracy na
szlifierkach,
−
ostre końce rysików na znacznikach traserskich należy zabezpieczyć po pracy poprzez
nasadzenie na ostrze korków lub futerałów,
−
uchwyty pilników nie powinny mieć pęknięć.
Stanowisko robocze do obróbki mechanicznej metali i stopów
Obrabiarką nazywa się maszynę do kształtowania przedmiotów z różnych materiałów
konstrukcyjnych za pomocą zamocowanych w niej narzędzi.
Ubiór ucznia obsługującego tokarkę powinien być obcisły, a uczeń odpowiednio
przeszkolony. Przed rozpoczęciem pracy należy sprawdzić, czy wirujące części tokarki mają
założone osłony i czy przy imaku nożowym jest założony ekran ochronny. Następnie
sprawdza się czy przedmiot obrabiany i narzędzie zamocowane są prawidłowo i pewnie.
W czasie pracy tokarki nie wolno: hamować ruchu wrzeciona ręką, dotykać ręką przedmiotu
obrabianego, dokonywać pomiaru przedmiotu będącego w ruchu, usuwać ręką wiórów,
zdejmować osłon zabezpieczających. Nie wolno również zostawiać bez nadzoru pracującej
tokarki. Po zakończeniu pracy trzeba pamiętać o wyłączeniu silnika elektrycznego,
oczyszczeniu stanowiska pracy i nasmarowaniu tokarki. Poza tym obsługujący tokarkę
powinien zawsze postępować zgodnie z zaleceniami instrukcji obrabiarki.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest stanowisko robocze?
2. W co jest wyposażone stanowisko do obróbki ręcznej metali?
3. Co to jest stanowisko pomocnicze?
4. Co to jest dokumentacja techniczna?
5. Co należy do obowiązków ślusarza obróbki ręcznej?
6. Jakiego sprzętu i odzieży ochronnej powinien używać ślusarz?
4.1.3. Ćwiczenia
Ćwiczenie 1
Sprawdź wyposażenie stanowiska roboczego do obróbki ręcznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić jak powinno być wyposażone stanowisko robocze zgodnie z przepisami bhp,
2) określić rodzaj wyposażenia stanowiska,
3) zapoznać się z rodzajem wykonywanej operacji,
4) określić stan narzędzi,
5) sprawdzić stan odzieży roboczej,
6) dobrać odpowiedni rodzaj sprzętu ochronnego,
7) zaprezentować efekty swojej pracy.
Wyposażenie stanowiska pracy:
−
stół ślusarski z przymocowanym imadłem,
−
instrukcja obsługi stanowiska,
−
narzędzia ślusarskie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
rysunek wykonawczy,
−
notes,
−
przybory do pisania.
Ćwiczenie 2
Sprawdź stanowisko do obróbki mechanicznej (tokarka).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zastosować przepisy bhp w czasie wykonania ćwiczenia,
2) dobrać ubranie robocze i sprzęt ochrony indywidualnej,
3) przypomnieć sobie, co to jest obrabiarka,
4) zapoznać się z wymogami dotyczącymi obsługi obrabiarki,
5) sprawdzić stan osłon i zabezpieczeń,
6) zaprezentować efekty swojej pracy.
Wyposażenie stanowiska pracy:
−
tokarka kłowa pociągowa,
−
instrukcja obsługi tokarki,
−
zestaw noży tokarskich,
−
rysunek wykonawczy.
4.1.4. Sprawdzian postępu
Czy potrafisz:
Tak
Nie
1) określić stanowisko robocze do obróbki ręcznej?
¨
¨
2) wyposażyć stanowisko do obróbki ręcznej?
¨
¨
3) określić , jakie informacje zawiera dokumentacja techniczna?
¨
¨
4) wymienić obowiązki obsługującego stanowisko robocze?
¨
¨
5) podać definicję obrabiarki?
¨
¨
6) omówić instrukcję obsługi tokarki?
¨
¨
7) sprawdzić zamocowanie osłon?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.2. Podstawowe operacje ślusarskie
4.2.1. Materiał nauczania
Rodzaje operacji ślusarskich
Trasowanie
Trasowaniem nazywa się czynności wyznaczania na powierzchni półwyrobu (blachy,
odlewu, odkuwki) środków i okręgów kół, osi, obrysów warstw przewidzianych do obróbki
i wykreślanie rozwinięć elementów konstrukcji stalowych z zachowaniem wymiarów
wskazanych na rysunkach warsztatowych.
Rozróżnia się trasowanie płaskie (na płaszczyźnie) oraz trasowanie przestrzenne.
Trasowanie na płaszczyźnie, np. na blasze, to ma się do czynienia z trasowaniem
płaskim, które jest pewną odmiana kreślenia. Trasowania można również dokonywać na
płytach, stali kształtowej, odkuwkach, nie obrobionych odlewach itp.
Trasowanie przestrzenne stosuje się do brył.
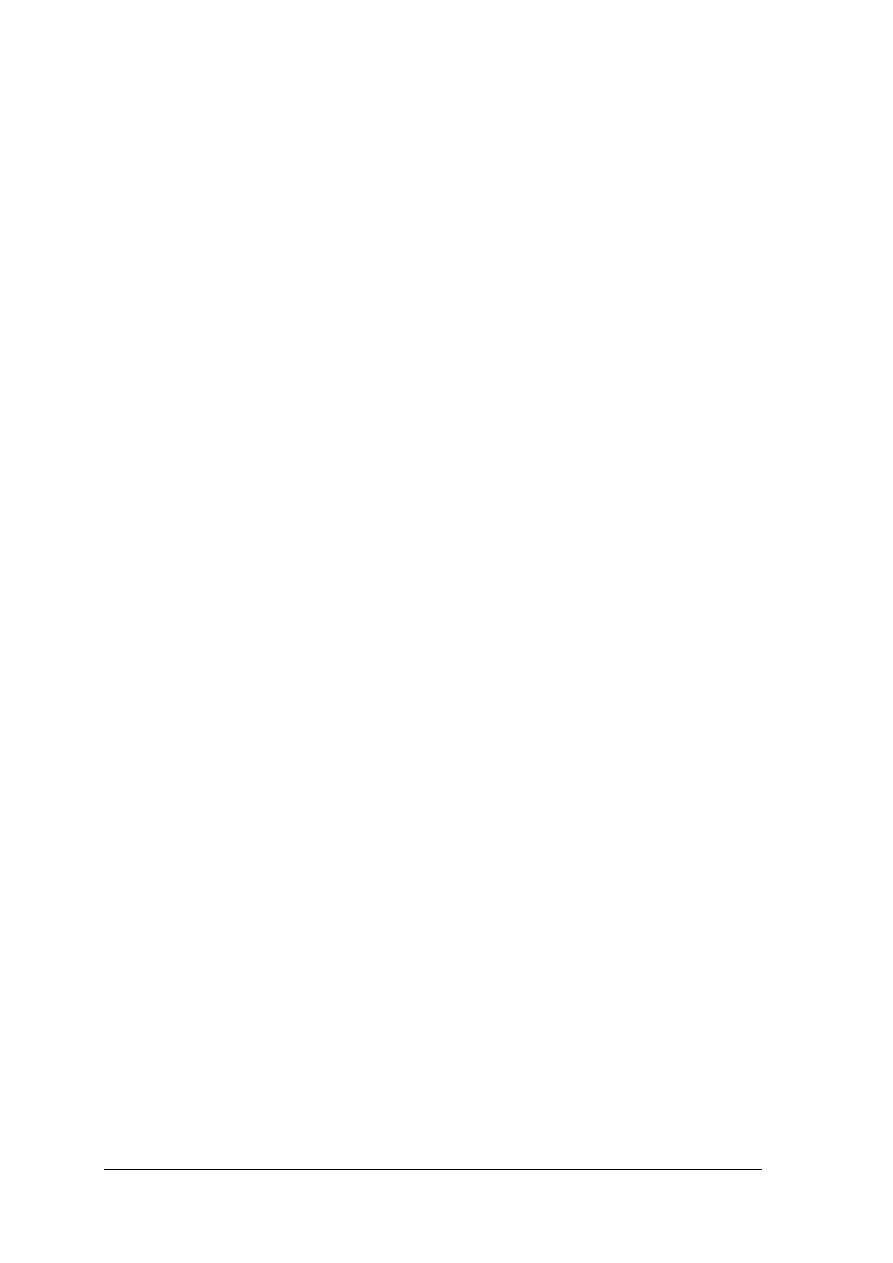
Narzędzia do trasowania
Do trasowania potrzebne są następujące narzędzia:
1. Rysik – stosowany do wykreślania na trasowanym przedmiocie linii wg liniału lub
wzornika.
2. Suwmiarka traserska z podstawą – stosowana do wyznaczania linii poziomych.
3. Znacznik – składający się z podstawy, słupka i rysika, stosowany również do
wyznaczania linii poziomych.
4. Cyrkle traserskie – stosowane do trasowania okręgów kół, budowy kątów, podziału linii
itp.
5. Punktak – stosowany do punktowania wyznaczanych linii.
6. Liniał traserski z podstawą – jako przyrząd pomocniczy znacznika i cyrkla.
7. Kątownik – stosowany do wyznaczania linii poziomych i pionowych.
8. Środkownik – stosowany do wyznaczania środka na płaskich powierzchniach
przedmiotów walcowych.
9. Pryzma traserska – używana za podstawę podczas trasowania niektórych przedmiotów
walcowych.
10. Płyta traserska.
11. Skrzynki traserskie.
12. Podstawki traserskie – stosowane do umieszczania trasowanych przedmiotów na płycie.
W skład wyposażenia traserskiego wchodzą ponadto: młotki, kątomierze, przymiary
kreskowe i cyrkle drążkowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 1. Narzędzia traserskie. [2, s.21]
Przygotowanie powierzchni do trasowania
Przed przystąpieniem do trasowania należy:
1. Sprawdzić jakość i stan materiału przeznaczonego do trasowania.
2. Sprawdzić główne wymiary materiału.
3. Sprawdzić prawidłowość naddatków na późniejszą obróbkę.
4. Pomalować materiał w celu zwiększenia widoczności trasowanych linii.
Technika trasowania na płaszczyźnie
Miejscem pracy trasera jest stół traserski wyposażony w płytę, której płaszczyzna jest
równa i bardzo dobrze obrobiona. Płyty traserskiej nie należy używać do żadnych innych
celów poza trasowaniem. Płytę taką należy utrzymywać w należytym stanie, a po skończonej
pracy zabezpieczyć przed uszkodzeniem. Do ustawienia przedmiotów na płycie traserskiej
używa się pryzm, klocków i podkładek traserskich. Stanowisko robocze trasera jest
wyposażone w narzędzia traserskie, które powinny być tak rozmieszczone, a praca tak
zorganizowana, żeby nie tracić czasu na zbędne czynności.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Trasowanie rozpoczyna się od wyznaczenia głównych osi symetrii przedmiotu. Jeżeli
zarys przedmiotu składa się z odcinków prostych i krzywych, to najpierw wykreśla się linie
proste, a następnie łączy się je odpowiednimi łukami lub krzywymi. Ponieważ podczas
obróbki wyznaczone linie mogą się zetrzeć, więc żeby można je było łatwo odtworzyć,
punktuje się wszystkie przecięcia tych linii oraz środki okręgów, łuki i dłuższe rysy
w odstępach 20÷50 mm. Rysy krótkie, łuki i okręgi punktuje się w odstępach 5÷10 mm.
Wymiary odmierza się za pomocą przymiaru lub cyrkla wg rysunku technicznego.
Technika trasowania przestrzennego.
Są stosowane trzy metody trasowania przestrzennego prostokątnej siatki przestrzennej:
1. Za pomocą obrotu przedmiotu obrabianego – polega na ustawieniu przedmiotu, albo
bezpośrednio na płycie, jeżeli jedna jego powierzchnia jest obrobiona – to na tejże
powierzchni, albo na płycie za pomocą podstawek traserskich, w przypadku gdy
powierzchnia trasowanego przedmiotu jest nie obrobiona. Następnie na płycie traserskiej
ustawia się obok znacznik z rysikiem. Wysokość ostrza rysika w stosunku do płyty ustala
się na podstawie rysunku wykonawczego za pomocą np. przymiaru kreskowego.
Obracając trasowany przedmiot wykonuje się jednocześnie rysę rysikiem. W ten sposób
można wykreślić wszystkie linie poziome i pionowe, a tym samym można wykonać
żądaną siatkę przestrzenną na przedmiocie.
2. Za pomocą kątownika – polega na wykreślaniu rys poziomych w taki sposób, jak
w metodzie obracania przedmiotu, natomiast rysy pionowe wykonuje się rysikiem
wzdłuż odmierzonych wymiarów za pomocą kątownika ze stopą.
3. Za pomocą skrzynek traserskich – stosuje się w przypadku, gdy mamy do czynienia
z przedmiotem ciężkim, trudnym do obracania, oraz w przypadku trasowania
przedmiotów o powierzchniach kształtowych, uniemożliwiających ustawienie przedmiotu
wg kątownika.
Do narzędzi i przyrządów używanych do trasowania przestrzennego zalicza się:
1. Płytę traserską.
2. Znaczniki słupkowe.
3. Przymiary kreskowe.
4. Skrzynki traserskie.
5. Podstawki traserskie.
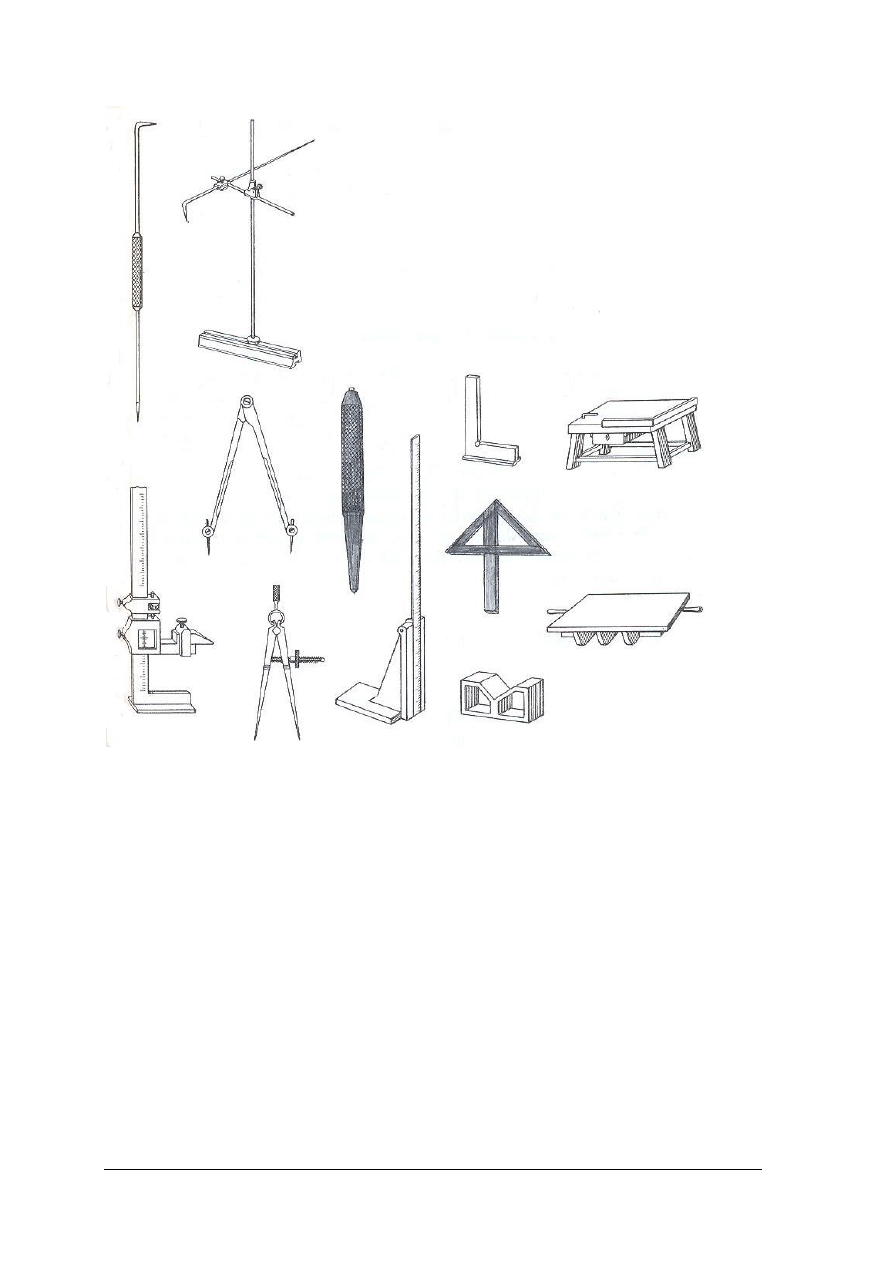
Ścinanie, wycinanie i przecinanie metali
Narzędzia do ścinania, przecinania i wycinania
Narzędzia do ścinania, przecinania i wycinania metali są wykonane w kształcie klinów.
Do przecinania niezbyt grubych płaskowników, prętów i blach używa się przecinaków.
Częścią roboczą przecinaka jest klin o kącie rozwarcia 8÷12º, zakończony ostrzem również w
kształcie klina o kącie ß, którego wartość jest zależna od skrawanego materiału.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 2. Przecinak. [2, s. 30]
Do wycinania są używane następujące wycinaki:
1. Prosty – do wycinania rowków prostokątnych na powierzchniach płaskich i wypukłych.
2. Wygięty – do wycinania rowków na powierzchniach wklęsłych.
3. Czterokrawędziowy – do wycinania szczelin w rurach.
Rys. 3. Wycinaki [2, s. 30]
Rodzaje i budowa młotków ślusarskich
Młotki ślusarskie wykonuje się ze stali narzędziowej. Są one zakończone z jednej strony
klinowym rąbem, a z drugiej – lekko wypukłym obuchem i są osadzone na drewnianym
trzonku. Młotki monterskie używane do pasowania części wykonuje się z metali miękkich.
Do prostowania blach stosuje się młotki drewniane lub z twardej gumy.
Ścinanie
Materiał poddawany ścinaniu mocuje się w imadle, a następnie przystawia się
w odpowiednim miejscu przecinak i uderzeniami młotka powoduje usuwanie jego nadmiaru.
Ścinania wąskich płaszczyzn można dokonywać na poziomie szczęk imadła albo powyżej
szczęk wg rys uprzednio wytrasowanych na przedmiocie. Ścinania materiału z dużych
powierzchni dokonuje się przecinakiem i wycinakiem.
Przecinanie
Przecinania dokonuje się w imadle, na płycie lub na kowadle. Przecinając np. krótkie
pręty mocuje się je w imadle w ten sposób, żeby rysa przecięcia znalazła się na wysokości
szczęk imadła, a przecinak przystawia się tak, żeby powierzchnia przyłożenia była styczna do
powierzchni szczęk. Przecinania na płycie lub kowadle stosuje się w przypadku przecinania
grubszego materiału.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Wycinanie
Wycinaniem nazywa się czynność wykonywania wgłębień, rys lub rowków za pomocą
wycinaka i młotka. Przed wycinaniem rowków osie rowków powinny być wytrasowane.
Wycinanie cienkiej blachy polega na wytrasowaniu żądanego kształtu, a następnie, po
położeniu blachy na płycie, przecinaniu jej przecinakiem. Wycinając rowki podłużne lub
poprzeczne na obwodzie rury, trzeba pamiętać o właściwym jej zamocowaniu.
Przecinanie metali piłką
Głównymi częściami piłki są: oprawka jednolita lub rozsuwana, brzeszczot, rękojeść.
W oprawkach nastawnych można mocować brzeszczoty o różnych długościach. Oprawka jest
wyposażona w dwa uchwyty do mocowania brzeszczotu: stały i przesuwny.
Brzeszczot jest wykonany w postaci cienkiej taśmy stalowej z naciętymi na jednej lub
obu krawędziach ostrzami w postaci ząbków. Brzeszczoty piłek ręcznych są znormalizowane.
Brzeszczoty charakteryzuje się określeniem liczby zębów (ostrzy) przypadających na
25 mm długości lub podziałką, czyli odległością dwóch sąsiednich ostrzy w milimetrach.
Produkuje się brzeszczoty o 22 zębach, a także o 18 i 32 zębach na 25 mm długości.
Brzeszczotami o 32 zębach na 25 mm długości przecina się materiały twarde i cienkie, jak
blachy i rury cienkościenne, natomiast materiały grube i miękkie przecina się brzeszczotami o
18 zębach.
Technika przecinania metali piłką
Nacisk na piłkę wywiera się podczas ruchu roboczego, czyli w kierunku do imadła,
natomiast ruch powrotny, jako jałowy, odbywa się bez nacisku. Ruch piłki powinien być
płynny bez szarpnięć, a przesuw piłki powinien wynosić ok. ⅔ użytecznej długości
brzeszczotu. Przedmioty płaskie przecina się wzdłuż szerszej krawędzi. Przedmioty długie
przecina się początkowo brzeszczotem zamocowanym w oprawce pionowo, a następnie
brzeszczot obraca się o kąt 90º.
Cięcie metali nożycami
Do cięcia blach różnej grubości, a także materiałów kształtowych i prętów używa się
nożyc. Blachy stalowe cienkie do 1 mm można ciąć nożycami ręcznymi, a blachy grubsze do
5 mm – nożycami dźwigniowymi. Nożyce równoległe, czyli gilotynowe o napędzie
mechanicznym są stosowane do cięcia blach grubości do 32 mm, a pręty oraz kształtowniki
przecina się nożycami uniwersalnymi. W czasie cięcia materiału pracują dwa noże nożyc,
z których jeden jest przeważnie nieruchomy. Proces cięcia przebiega w trzech kolejnych
fazach: nacisku, przesunięcia materiału i rozdzielenia materiału. Przed cięciem należy
wytrasować na blasze zarys wycinanego przedmiotu. Podczas cięcia nożyce powinny być tak
ustawione, żeby nie zasłaniały wytrasowanej linii cięcia.
Piłowanie
Piłowanie ma na celu skrawanie z powierzchni obrabianego materiału cienkiej warstwy
grubości 0,5÷1,5 mm za pomocą narzędzia zwanego pilnikiem. Podczas piłowania powstają
drobne wiórki, zwane opiłkami.
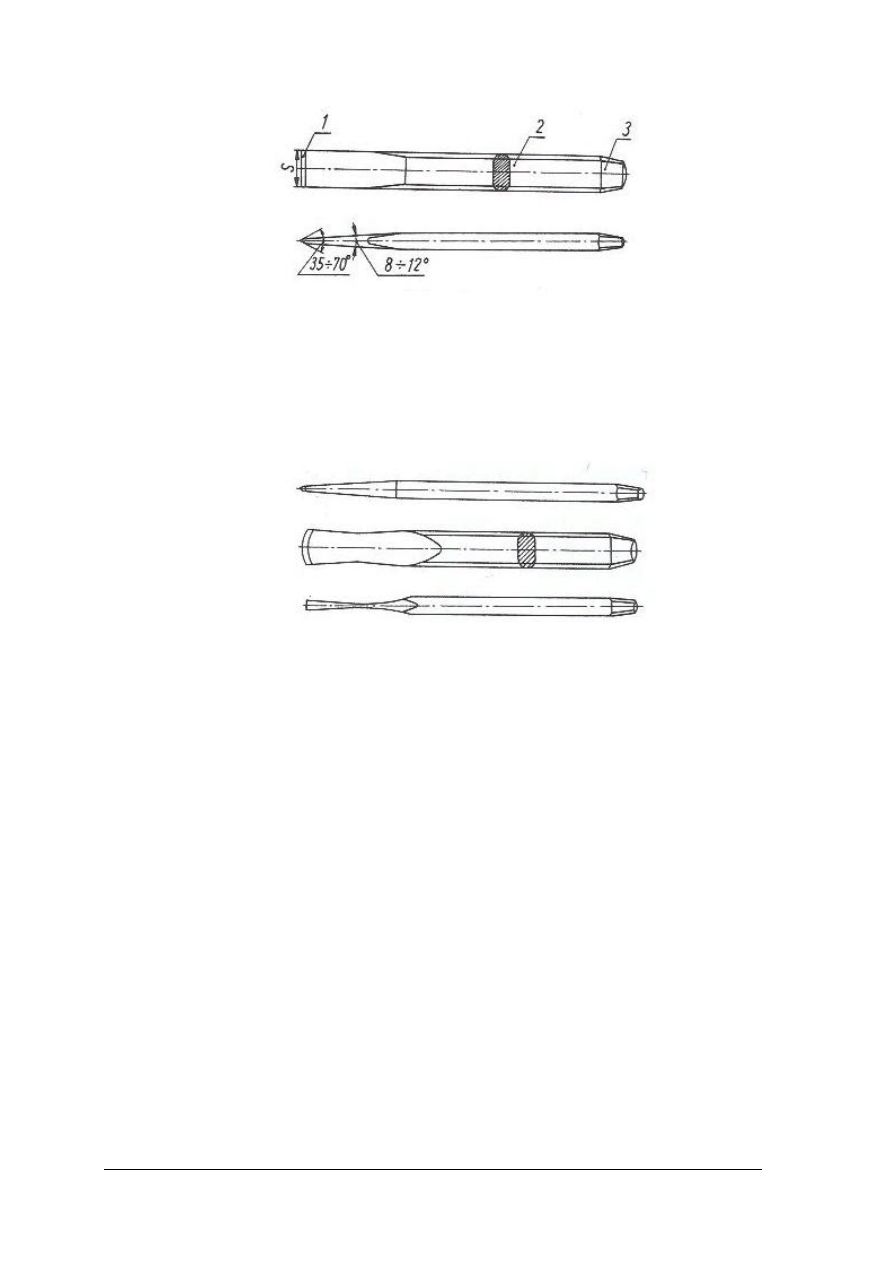
Budowa pilnika
Pilnik składa się z części roboczej i chwytu osadzonego w drewnianej rękojeści. Na
części roboczej są wykonane nacięcia, czyli zęby. Wielkość pilnika jest określona długością
części roboczej. Pilniki wykonuje się ze stali niestopowej narzędziowej. Twardość części
roboczej powinna wynosić minimum 59 HRC, a chwyt musi być miękki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys. 4. Pilnik [2, s. 56]
Rozróżnia się pięć rodzajów nacięć pilników:
−
pojedyncze jednorzędowe,
−
pojedyncze wielorzędowe,
−
pojedyncze wielorzędowe śrubowe,
−
podwójne jednorzędowe,
−
podwójne wielorzędowe.
Podział pilników:
1. Według liczby nacięć – polega na tym, że zależnie od liczby nacięć przypadających na
długości 10 mm, licząc w przekroju równoległym do osi pilnika, rozróżnia się:
a) nr 0 – zdzieraki – liczba nacięć od 4,5 do 10,
b) nr 1 – równiaki – liczba nacięć od 6,3 do 28,
c) nr 2 – półgładziki – liczba nacięć od 10 do 40,
d) nr 3 – gładziki – liczba nacięć od 14 do 56,
e) nr 4 – podwójne gładziki – liczba nacięć od 25 do 80,
f) nr 5 – jedwabniki – liczba nacięć od 40 do 80.
2. W zależności od kształtu przekroju poprzecznego rozróżnia się:
a) płaskie,
b) okrągłe,
c) półokrągłe,
d) kwadratowe,
e) trójkątne,
f) płaskie zbieżne,
g) nożowe,
h) owalne,
i) soczewkowe,
j) mieczowe.
Odrębną grupę stanowią pilniki igiełkowe. Są to pilniki o bardzo drobnych nacięciach
i małych długościach.
Dobór pilników do wykonywania obróbki
Pilniki dobiera się w zależności od wymiarów, kształtu i wymaganej chropowatości
obrabianej powierzchni. Do piłowania zgrubnego używa się zdzieraków, które skrawają
warstwę metalu grubości ok. 1 mm. po piłowaniu zgrubnym zdzierakiem stosuje się równiak,
który zbiera warstwę metalu grubości 0,3÷0,5 mm pozostałe pilniki, tzn. od półgładzików do
jedwabników, używa się do wykończania powierzchni zależnie od wymaganej gładkości.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Technika piłowania
Właściwa technika piłowania ma decydujący wpływ na dokładność obróbki oraz
wydajność pracy. Podczas piłowania zgrubnego zdzierakiem, wymagającym dużego nacisku,
należy wykorzystać ciężar ciała, przesuwając tułów wraz z ramionami do przodu
i z powrotem, przy czym ciężar ciała przesuwa się z nogi prawej na lewą. Podczas piłowania
wykańczającego ciężar ciała powinien być równomiernie rozłożony na obie nogi, a ruchy
robocze wykonują tylko ramiona, gdy tymczasem tułów jest w równowadze.
Wiercenie
Wierceniem nazywa się wykonywanie otworów w pełnym materiale za pomocą narzędzia
skrawającego zwanego wiertłem. W czasie obróbki wiertło wykonuje ruch obrotowy
i posuwowy, a przedmiot obrabiany jest nieruchomy. Wiertło usuwa obrabiany materiał
w postaci wiórów tworząc walcowy otwór, przy czym średnica otworu odpowiada średnicy
wiertła.
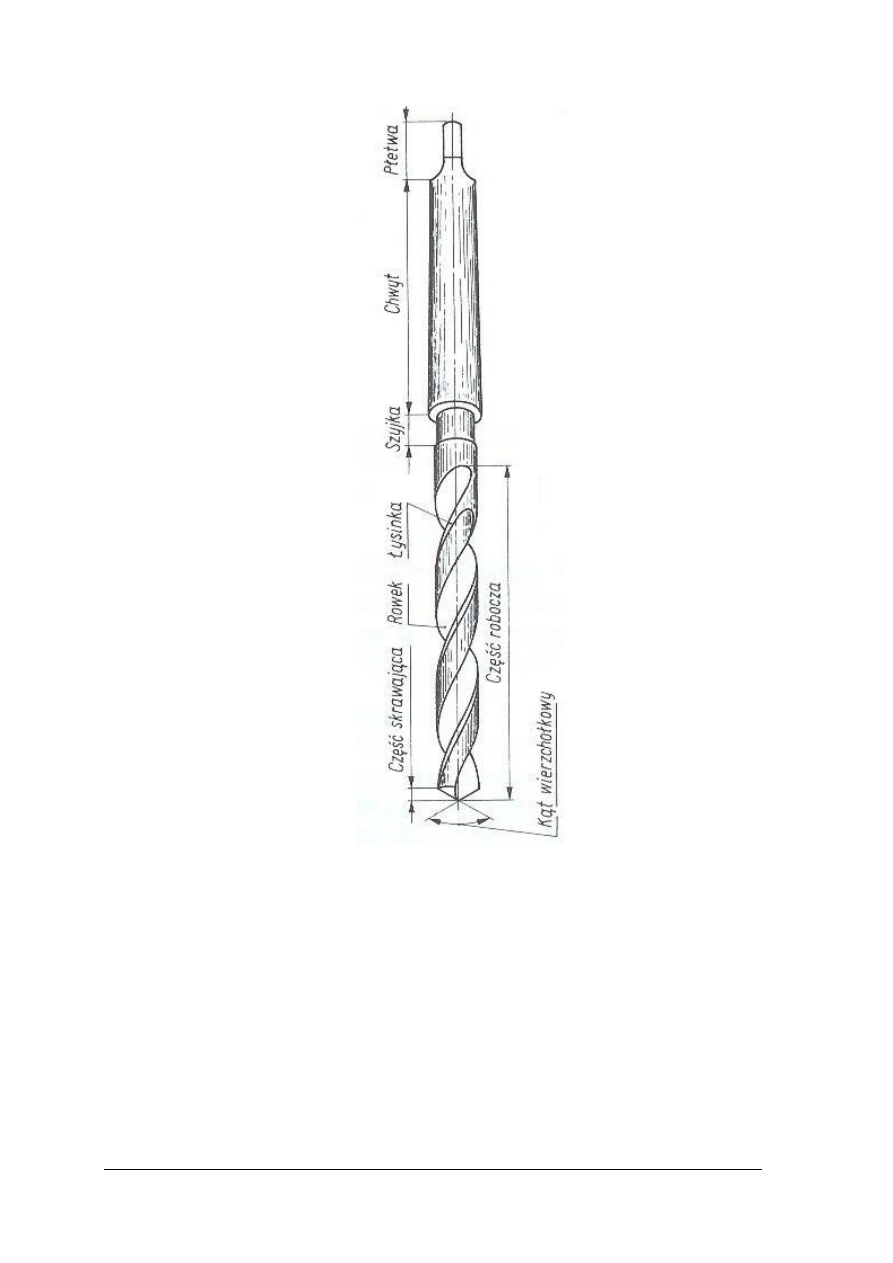
Budowa wiertła
Wiertło kręte składa się z części roboczej, szyjki i chwytu. Część robocza składa się
z części skrawającej i części prowadzącej. Chwyt może być stożkowy z płetwą oraz walcowy
z płetwą lub bez. Część robocza wiertła ma nacięte na obwodzie dwa przeciwległe rowki
śrubowe do pomieszczenia i odprowadzania wiórów z wierconego otworu. Dwie łysinki
w kształcie wąskich pasków, położone wzdłuż rowków, służą do prawidłowego prowadzenia
wiertła w otworze. Część skrawającą stanowią dwie proste krawędzie tnące jednakowej
długości, które łączą się ze sobą poprzeczną krawędzią tnącą, zwaną ścinem. Ścin jest
wierzchołkiem wiertła, a krawędzie tnące tworzą kąt wierzchołkowy, którego wartość zależy
od rodzaju wierconego materiału.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 5. Wiertło kręte [2, s. 67]
Gwintowanie
Nacinanie gwintu, czyli gwintowanie, polega na wykonaniu na powierzchni wałka lub
otworu wgłębień wzdłuż linii śrubowej. W czasie nacinania gwintu ostrze narzędzia
wykonuje w stosunku do obrabianej części ruch po linii śrubowej, tworząc rowek
o odpowiednim zarysie gwintu. Gwint można nacinać na powierzchni walcowej zewnętrznej
– otrzymując wtedy śrubę, lub na powierzchni walcowej wewnętrznej – otrzymując nakrętkę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rodzaje gwintów
Gwinty dzieli się wg ich zarysów i systemów.
W zależności od zarysu gwintu w płaszczyźnie przechodzącej przez jego oś rozróżnia się
gwinty:
−
trójkątne,
−
prostokątne,
−
trapezowe symetryczne,
−
trapezowe niesymetryczne,
−
okrągłe.
W zależności od systemów rozróżnia się gwinty:
−
metryczne,
−
calowe (Whitwortha).
W gwincie rozróżnia się następujące elementy:
−
występ,
−
bruzdę,
−
zarys,
−
kąt gwintu.
Zależnie od kierunku nacięcia gwintu rozróżnia się gwint prawy i lewy.
Gwint charakteryzują następujące wielkości:
−
średnica zewnętrzna,
−
średnica wewnętrzna,
−
średnica podziałowa,
−
skok gwintu,
−
podziałka.
Narzędzia do gwintowania ręcznego
Do nacinania gwintów zewnętrznych (śrub) służą narzynki, a do wewnętrznych
(nakrętek) – gwintowniki.
Narzynki są to stalowe, hartowane pierścienie, wewnątrz nagwintowane, z wywierconymi
otworami tworzącymi krawędzie tnące i jednocześnie służącymi do odprowadzania wiórów.
Liczba krawędzi skrawających równa jest liczbie otworów i zależy od średnicy gwintu.
Narzynki z trzema krawędziami stosuje się do gwintów o średnicy do 6 mm, z czterema
krawędziami do gwintów 6÷16 mm, z pięcioma krawędziami do gwintów powyżej 16 mm.
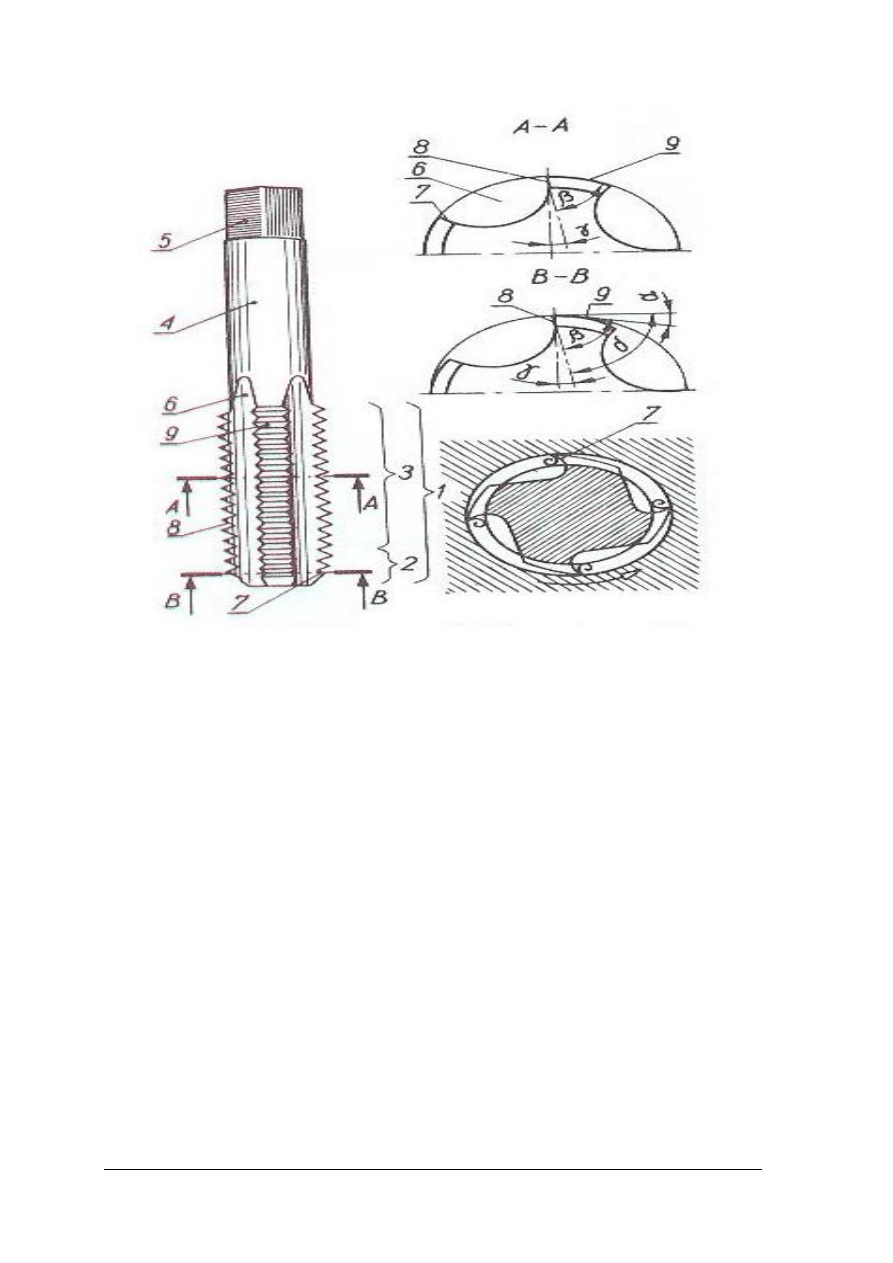
Gwintownik ma kształt śruby o stożkowym zakończeniu z rowkami wyciętymi na
powierzchni wzdłuż osi gwintownika. Rowki te tworzą krawędzie tnące i służą do
odprowadzania wiórów.
Gwintownik składa się z części roboczej i chwytu o zakończeniu kwadratowym
umożliwiającym założenie pokrętki. Część robocza dzieli się na stożkową skrawającą
i walcową wykańczającą. Do gwintowania otworów używa się kompletu składającego się
z trzech gwintowników: gwintownika wstępnego, zdzieraka, wykańczaka.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 6. Gwintownik i jego elementy. [2, s. 82]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy trasowaniem?
2. Jakie są rodzaje narzędzi traserskich?
3. Jakie narzędzia służą do ścinania, przecinania i wycinania metali?
4. Jak dzielimy młotki ślusarskie ze względu na przeznaczenie?
5. Jak jest budowa piłki ręcznej do metalu?
6. Co nazywamy piłowaniem?
7. Jakie są rodzaje pilników?
8. Z jakich części składa się wiertło?
9. Co to jest gwintowanie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj trasowanie osi symetrii płaskownika.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować stanowisko traserskie zgodnie z przepisami bezpieczeństwa i higieny pracy,
2) odczytać informacje dotyczące trasowania z rysunku,
3) dobrać narzędzia traserskie,
4) dobrać przyrządy pomiarowe do trasowania,
5) wykonać operację trasowania,
6) skontrolować na bieżąco linie traserskie,
7) zaprezentować efekty swojej pracy.
Wyposażenie stanowiska pracy:
–
stół traserski,
–
płyta traserska,
–
narzędzia traserskie,
–
materiał - płaskowniki,
–
przyrządy do mocowania przedmiotów trasowanych,
–
instrukcja obsługi stanowiska traserskiego,
–
przyrządy pomiarowe,
–
przybory do pisania.
Ćwiczenie 2
Wykonaj piłowanie płaszczyzn wzajemnie prostopadłych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować stanowisko do piłowania,
2) odczytać rysunek,
3) przygotować materiał do piłowania,
4) dobrać pilniki do wykonywanej obróbki,
5) zastosować przepisy bhp w trakcie wykonania ćwiczenia,
6) prawidłowo zamocować przedmiot w imadle,
7) dokonać piłowania,
8) skontrolować na bieżąco piłowane płaszczyzny przy użyciu przyrządu pomiarowego.
Wyposażenie stanowiska pracy:
−
stół ślusarski z przymocowanym do niego imadłem,
−
instrukcja obsługi stanowiska ślusarskiego,
−
przedmiot do piłowania,
−
pilnik,
−
kątownik,
−
przyrządy pomiarowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.2.4. Sprawdzian postępu
Czy potrafisz:
Tak
Nie
1) scharakteryzować narzędzia traserskie?
¨
¨
2) omówić technikę trasowania?
¨
¨
3) scharakteryzować operację piłowania?
¨
¨
4) dobrać pilnik do rodzaju obróbki?
¨
¨
5) określić rodzaje operacji cięcia metalu?
¨
¨
6) zamocować przedmiot do wiercenia?
¨
¨
7) scharakteryzować powstawanie gwintu?
¨
¨
8) wymienić rodzaje gwintów?
¨
¨
9) scharakteryzować narzędzia do gwintowania?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.3. Rodzaje obróbki mechanicznej
4.3.1. Materiał nauczania
Podział obrabiarek i rodzaje obróbki mechanicznej
Obrabiarką nazywa się maszynę do kształtowania przedmiotów z różnych materiałów
konstrukcyjnych za pomocą zamocowanych w niej narzędzi.
W zależności od zastosowania rozróżnia się obrabiarki:
1. Ogólnego przeznaczenia – umożliwiające wykonywanie różnorodnych prac w produkcji
jednostkowej i małoseryjnej.
2. Specjalizowane – przewidziane do wykonywania określonych prac w węższym zakresie,
np. tokarko-kopiarki, frezarki.
3. Specjalne – stosowane w określonych gałęziach przemysłu.
Sposoby obróbki skrawaniem:
1. Toczenie – przedmiot obrabiany wykonuje ruch obrotowy, narzędzie zaś (nóż tokarski)
przesuwa się równolegle do osi obrotu przedmiotu lub prostopadle do niej, bądź też
wykonuje oba te ruchy równocześnie.
2. Struganie – przedmiot i narzędzie wykonują ruchy prostoliniowe, stosuje się je przede
wszystkim do wykonywania płaszczyzn.
3. Wiercenie – narzędzie (wiertło) wykonuje ruch obrotowy i jednocześnie prostoliniowy
postępowy ruch posuwowy.
4. Frezowanie – narzędzie (frez) wykonuje ruch obrotowy, przedmiot obrabiany przesuwa
się prostoliniowo; przedmiot obrabiany może wykonywać również ruchy prostoliniowy
i obrotowy jednocześnie.
5. Szlifowanie – narzędzie (ściernica) wykonuje szybki ruch obrotowy. Przedmiot obrabiany
porusza się bądź ruchem prostoliniowym bądź obrotowym.
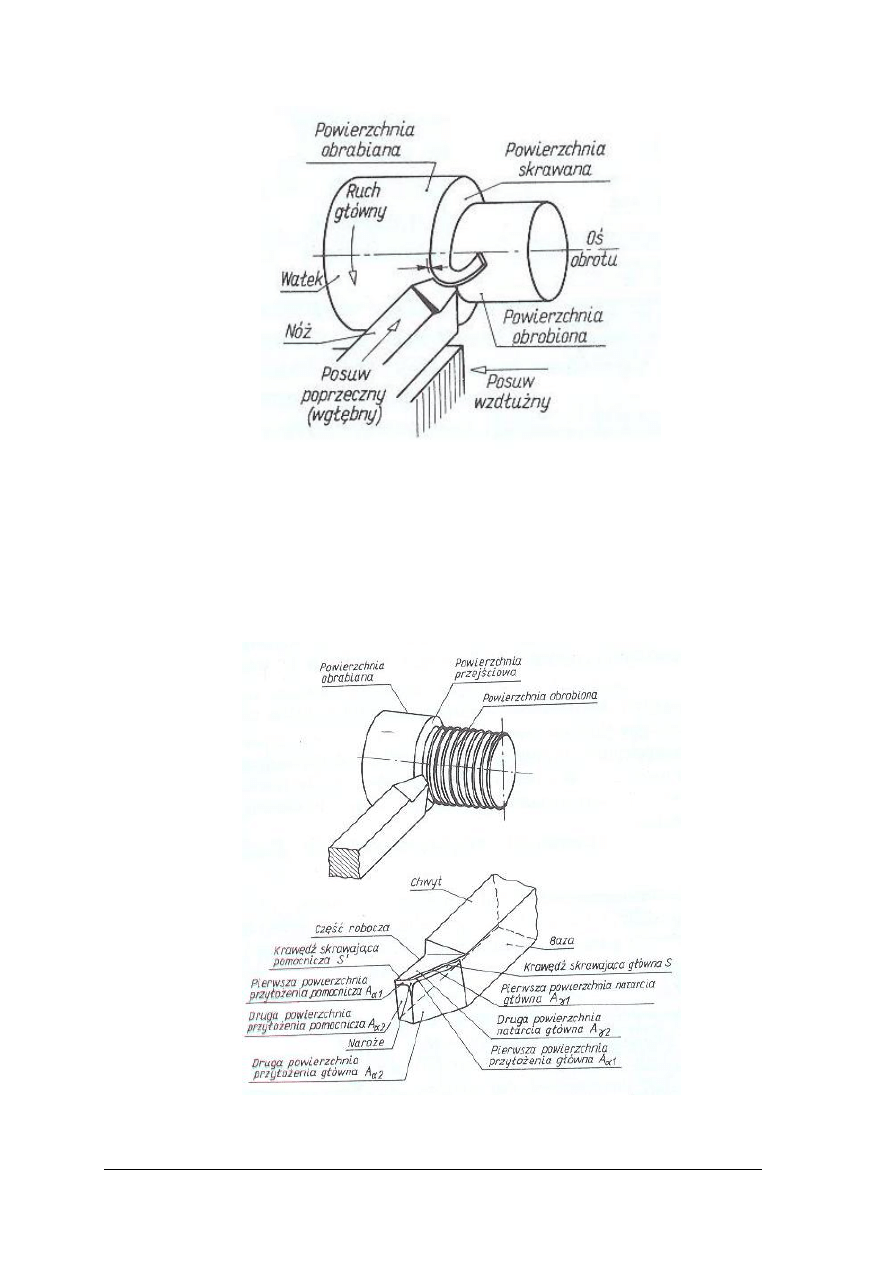
Charakterystyka toczenia:
Toczenie polega na oddzielaniu nożem tokarskim warstwy materiału z przedmiotu, na
obrabiarce zwanej tokarką. Zależnie od kierunku ruchu posuwowego noża względem osi
obrotu przedmiotu rozróżnia się toczenie:
−
wzdłużne – kierunek posuwu noża równoległy do osi obrotu przedmiotu.
−
poprzeczne (tzw. planowanie) – kierunek posuwu prostopadły do osi obrotu przedmiotu.
−
kopiowe – wg wzornika sterującego ruchem posuwowym noża po określonej linii.
Toczeniem
kształtowym
nazywa
się
toczenie
krótkich
brył
obrotowych
niecylindrycznych za pomocą noża, którego ostrze ma kształt tworzącej obrabianego
przedmiotu.
Parametry toczenia:
1. Prędkość skrawania – stosunek drogi do czasu, w którym krawędź skrawająca narzędzia
przesuwa się względem powierzchni obrabianego przedmiotu, w kierunku głównego
ruchu roboczego.
2. Głębokość skrawania – grubość warstwy materiału usuwanej podczas jednego przejścia
narzędzia skrawającego.
3. Posuw – przesunięcie noża na jeden obrót przedmiotu, wynosi on od paru setnych
milimetra do kilku milimetrów na jeden obrót.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 7. Obróbka tokarska. [2, s. 227]
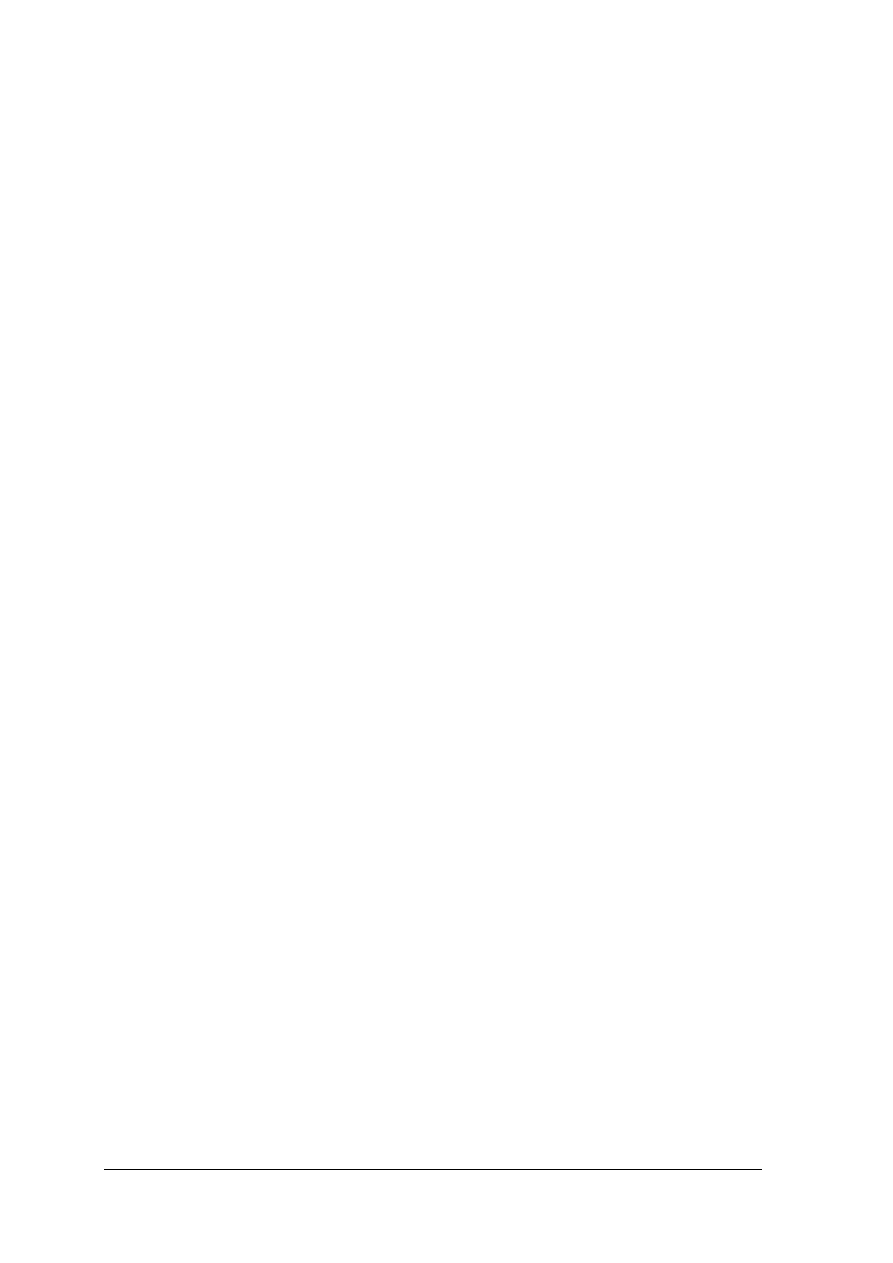
Budowa i rodzaje noży tokarskich
Nóż tokarski składa się z dwóch zasadniczych części korpusu (części roboczej) i chwytu
(części chwytowej). Część chwytowa narzędzia służy do ustalania położenia narzędzia
względem obrabiarki i jego zamocowania w imaku tokarki. Natomiast część robocza
narzędzia obejmuje elementy konstrukcyjne, związane bezpośrednio z pracą narzędzia.
Rys. 8. Nóż tokarski. [2, s. 228]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Powierzchnia natarcia stanowi powierzchnię spływu wióra oddzielanego od przedmiotu
obrabianego i przejmuje cały nacisk tego wióra.
Powierzchnia przyłożenia jest to powierzchnia zwrócona do płaszczyzny obrabianej
przedmiotu.
Ostrze jest to część narzędzia ograniczona powierzchniami natarcia i przyłożenia.
Krawędź skrawająca stanowi linię przecięcia powierzchni natarcia i przyłożenia.
Naroże jest to punkt ostrza narzędzia w miejscu przecięcia się krawędzi skrawającej
głównej z pomocniczą.
Noże tokarskie dzieli się na:
1. Noże zdzieraki – stosowane są do obróbki zgrubnej i odznaczają się masywną budową.
a) proste,
b) wygięte,
c) lewe,
2. Wykańczaki – stosowane są do obróbki dokładnej i wykańczającej.
3. Noże odsadzone:
a) lewe,
b) prawe,
c) obustronne.
4. Noże oprawkowe – charakteryzują się małymi wymiarami chwytów.
5. Noże zwykłe i kształtowe.
6. Noże jednolite – zgrzewane oporowo lub z nakładanymi płytkami.
Mocowanie przedmiotu obrabianego
Urządzenia do mocowania przedmiotów dzieli się na: tarcze zabierakowe i zabieraki,
uchwyty tokarskie samocentrujące, tarcze tokarskie, podtrzymki.
Kły tokarskie dzieli się na zwykłe i obrotowe. Służą one do mocowania długich wałków.
W tym celu wałek po obu stronach wyposaża się w tzw. nakiełki, czyli otwory, które stanowią
oparcie dla kłów tokarki.
Rozróżnia się:
1. Toczenie zewnętrznych powierzchni walcowych.
2. Toczenie stożków:
a) z przesuniętym konikiem,
b) ze skręconymi saniami narzędziowymi,
c) z zastosowaniem noży kształtowych.
Sposoby frezowania
Frezowanie polega na oddzielaniu warstwy materiału za pomocą obracającego się
narzędzia (freza) na obrabiarce zwanej frezarką. Frezowaniem można obrabiać płaszczyzny,
powierzchnie krzywoliniowe, gwinty, koła zębate itp.
Rozróżnia się:
1. Frezowanie walcowe, w którym frez skrawa ostrzami leżącymi na powierzchni walcowej.
2. Frezowanie czołowe, w którym frez skrawa zębami położonymi na powierzchni
czołowej.
W zależności od kierunku ruchu posuwowego względem freza, frezowanie może być
przeciwbieżne lub współbieżne.
Przedmioty o złożonych kształtach można obrabiać:
1. Frezowaniem kształtowym za pomocą freza kształtowego o takim zarysie, jaki powinien
uzyskać obrabiany przedmiot.
2. Frezowaniem kopiowym opartym na zasadzie kopiowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rodzaje frezów
Frezem nazywa się narzędzie skrawające z wieloma ostrzami na powierzchni walcowej
lub czołowej, wykonującej podczas obróbki ruch obrotowy.
W zależności od rodzaju ostrzy rozróżnia się frezy ścinowe oraz zataczane.
W zależności od kształtu geometrycznego frezy dzieli się na: walcowe, walcowo-
czołowe, trzpieniowe, głowice frezowe specjalne.
Rodzaje frezarek:
1. Ogólnego przeznaczenia.
2. Specjalizowane.
3. Specjalne.
Mocowanie narzędzi i przedmiotu obrabianego na frezarkach
Frezy ze względu na sposób mocowania dzieli się na nasadzane i trzpieniowe. Frezy
nasadzane mocuje się na trzpieniu frezarskim, który ma średnicę odpowiadającą średnicy
gniazda we frezie, a ponadto jest wyposażony w rowek wpustowy. Frezy trzpieniowe mocuje
się bezpośrednio w gnieździe wrzeciona frezarki lub pośrednio za pomocą uchwytów
zaciskowych. Przedmioty obrabiane mogą być mocowane na stole frezarki za pomocą
docisków, w imadle maszynowym lub w specjalnym przyrządzie.
Struganie
Struganiem obrabia się powierzchnie płaskie. Prostoliniowy ruch noża względem
przedmiotu składa się z ruchu roboczego o mniejszej prędkości i ruchu jałowego
(powrotnego) o większej prędkości.
Rozróżnia się struganie:
1. Wzdłużne – ruch roboczy wykonuje przedmiot obrabiany, a ruch posuwowy – narzędzie,
2. Poprzeczne – ruch roboczy wykonuje narzędzie, a ruch posuwowy przedmiot.
Noże strugarskie mają część roboczą podobną do części roboczej noży tokarskich, różnią
się jedynie kształtem chwytu, dzielą się na: noże proste i wgięte.
Gwintowanie maszynowe
Rozróżnia się następujące metody maszynowego wykonywania gwintów:
1. Nacinanie gwintów noży na tokarce.
2. Gwintownikiem maszynowym lub narzynką.
3. Nacinanie głowicą gwinciarską.
4. Frezowanie na specjalnych frezarkach.
5. Frezowanie obiegowe.
Szlifowanie
Szlifowaniem nazywa się taki rodzaj obróbki skrawaniem, w którym narzędziem
skrawającym jest ściernica, osełka lub rzadziej taśma ścierna. Szlifowanie stosuje się do
obróbki stalowych przedmiotów hartowanych.
Szlifierką nazywa się obrabiarkę do szlifowania metali lub innych tworzyw. Rozróżnia
się szlifierki:
1. Ogólnego przeznaczenia:
a) do wałków:
−
kłowe (wzdłużne, wcinające, uniwersalne),
−
bezkłowe,
b) do otworów,
c) do płaszczyzn.
2. Specjalne.
3. Specjalizowane.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje obróbki skrawaniem?
2. Jakie są rodzaje obrabiarek skrawających?
3. Jakie są rodzaje noży tokarskich?
4. Jak nazywają się powierzchnie noża tokarskiego?
5. Na czym polega frezowanie?
6. Jakie są rodzaje frezowania?
7. Czym charakteryzuje się struganie?
8. Jakie są rodzaje noży strugarskich?
9. Jakie są metody maszynowego wykonywania gwintów?
10. Na czym polega proces szlifowania?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj toczenie zewnętrznych powierzchni walcowych na tokarce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odczytać rysunek wykonawczy,
2) odczytać instrukcję obsługi tokarki,
3) przygotować materiał do toczenia,
4) dobrać noże tokarskie,
5) zastosować przepisy bhp w trakcie wykonania ćwiczenia,
6) zamocować przedmiot,
7) zamocować nóż w imaku,
8) dobrać odpowiednie parametry toczenia,
9) wykonać toczenie,
10) sprawdzić powierzchnie toczenia i wymiary przedmiotu przy użyciu przyrządów
pomiarowych,
11) ocenić jakość wykonanego przedmiotu.
Wyposażenie stanowiska pracy:
–
tokarka,
–
instrukcja obsługi stanowiska tokarskiego,
–
uchwyt tokarski i tarcza tokarska,
–
materiał do toczenia,
–
noże tokarskie,
–
przyrządy pomiarowe,
–
przybory do pisania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Ćwiczenie 2
Wykonaj określony gwint nożem na tokarce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odczytać rysunek wykonawczy,
2) przygotować materiał do gwintowania,
3) dobrać rodzaj noża tokarskiego,
4) zapoznać się z instrukcją obsługi tokarki,
5) zastosować przepisy bhp w trakcie wykonania ćwiczenia,
6) wykonać gwint nożem na tokarce,
7) skontrolować przejścia noża tokarskiego,
8) sprawdzić jakość gwintu i wymiary przedmiotu przy użyciu przyrządów pomiarowych.
Wyposażenie stanowiska pracy:
−
tokarka,
−
instrukcja obsługi stanowiska tokarskiego,
−
przedmiot do gwintowania,
−
noże tokarskie,
−
przyrządy pomiarowe,
−
przybory do pisania.
4.3.4. Sprawdzian postępu
Czy potrafisz:
Tak
Nie
1) wymienić obrabiarki skrawające?
¨
¨
2) określić proces toczenia?
¨
¨
3) scharakteryzować rodzaje noży tokarskich?
¨
¨
4) scharakteryzować parametry toczenia?
¨
¨
5) zamocować nóż tokarski w imaku?
¨
¨
6) określić sposoby frezowania?
¨
¨
7) scharakteryzować metody maszynowego wykonywania gwintów?
¨
¨
8) określić proces szlifowania?
¨
¨
9) scharakteryzować technikę szlifowania?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.4. Obróbka cieplna i cieplno-chemiczna oraz proces obróbki
plastycznej
4.4.1. Materiał nauczania
Obróbka cieplna
Obróbką cieplną nazywa się zabiegi cieplne w wyniku których zmienia się własności
mechaniczne, fizyczne lub chemiczne metali i stopów w stanie stałym, przede wszystkim
przez wywołanie zmian strukturalnych będących funkcją temperatury , czasu oraz działania
środowiska. Operacją nazywa się część procesu technologicznego np. hartowanie,
odpuszczanie, wyżarzanie. Zabiegiem nazywa się część operacji np. nagrzewanie,
wygrzewanie, chłodzenie.
Do zabiegów w obróbce cieplnej zalicza się: grzanie, nagrzewanie, podgrzewanie,
dogrzewanie, wygrzewanie, chłodzenie, odchładzanie, dochładzanie, wychładzanie.
Zabiegi obróbki cieplnej różnią się między sobą szybkością nagrzewania i chłodzenia
oraz wysokością temperatury i czasem wygrzewania. Powoli przebiegający proces chłodzenia
nazywa się studzeniem. Istotę obróbki cieplnej stanowią zmiany jej struktury zachodzące
podczas zabiegów cieplnych.
Własności metali zależą od ich składu chemicznego i od charakteru budowy
strukturalnej. Stale zawierające mniejsze ilości węgla odznaczają się większą plastycznością
i mniejszą wytrzymałością. Natomiast w miarę wzrostu zawartości węgla plastyczność stali
maleje, a wytrzymałość wzrasta, ponieważ wzrasta ilość perlitu.
Hartowanie
Hartowanie polega na nagrzewaniu stali do odpowiedniej temperatury zależnej od
rodzaju materiału, zwykle o ok. 30ºC od temperatury przemiany A3, wygrzaniu jej w tej
temperaturze, w celu uzyskania jednakowej temperatury w całej masie materiału, i szybkim
chłodzeniu. Celem hartowania jest uzyskanie struktury materiału o większej twardości.
Zależnie od sposobu nagrzewania rozróżnia się:
1. Hartowanie z ogrzewaniem na wskroś dzieli się na:
a) hartowanie zwykłe – polega na nagrzaniu stali do temperatury powyżej linii GSK,
wygrzaniu w tej temperaturze i szybkim chłodzeniu,
b) hartowanie stopniowe – polega na nagrzaniu i wygrzaniu stali jak w czasie
hartowania zwykłego, oziębieniu w kąpieli o temperaturze nieco wyższej od
temperatury początku przemiany martenzytycznej, krótkim wygrzaniu w tej kąpieli
i następnie chłodzeniu w powietrzu,
c) hartownie z przemianą izotermiczną – polega na chłodzeniu stali w kąpieli
o temperaturze wyższej od temperatury początku przemiany martenzytycznej
i utrzymaniu przedmiotu w tej kąpieli, aż do zakończenia przemiany austenitu
w bainit.
2. Hartownie powierzchniowe – polega na szybkim ogrzaniu warstwy powierzchniowej
przedmiotu do temperatury wyższej od temperatury krytycznej i oziębieniu. Celem tego
hartownia jest uzyskanie twardej powierzchni odpornej na ścieranie z zachowaniem
plastycznego rdzenia, który przy zmiennych obciążeniach nie ulega pęknięciu.
Rozróżnia się:
a) hartownie płomieniowe – polega na nagrzaniu przedmiotu palnikiem gazowym,
b) hartownie indukcyjne – polega na nagrzaniu przedmiotu prądami wirowymi,
c) hartownie kąpielowe – polegające na nagrzewaniu przez krótkie zanurzenie
przedmiotu w kąpieli solnej lub ołowiowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Odpuszczanie
Odpuszczanie umożliwia usunięcie naprężeń wewnętrznych powstałych w przedmiotach
podczas hartowania i polepsza ich własności plastyczne. Odpuszczanie polega na nagrzaniu
uprzednio zahartowanego przedmiotu poniżej temperatury 723ºC, wygrzaniu w tej
temperaturze, a następnie chłodzeniu. Rozróżnia się:
1. Odpuszczanie niskie (w temperaturze 150÷250ºC) usuwa naprężenia własne materiału
z zachowaniem dużej twardości,
2. Odpuszczanie średnie (w temperaturze 250÷500ºC) zwiększa wytrzymałość i sprężystość
materiału przy dostatecznie dużej ciągliwości,
3. Odpuszczanie wysokie (w temperaturze 500÷650ºC) zwiększa wytrzymałość
i sprężystość materiału z jednoczesnym zachowaniem dużej twardości i odporności na
uderzenie.
Hartowanie oraz następujące po nim wysokie lub średnie odpuszczanie jest nazywane
ulepszaniem cieplnym.
Wyżarzanie
Wyżarzanie jest operacją cieplną polegającą na nagrzaniu materiału do żądanej
temperatury, wygrzaniu w tej temperaturze i następnie powolnym chłodzeniu do temperatury
otoczenia. Rozróżnia się wyżarzanie:
1) ujednorodniające – ma na celu zmniejszenie miejscowych niejednorodności składu
chemicznego, osiąga się je przez wygrzewanie wlewków staliwnych w temperaturze
1000÷1250ºC w ciągu 12÷15 godzin,
2) normalizujące – ma na celu otrzymanie równomiernej budowy drobnoziarnistej,
3) zupełne – polega na nagrzaniu stali do temperatury 30÷50ºC powyżej linii GSE,
wygrzaniu w tej temperaturze następnie studzeniu do przekroczenia temperatury 723ºC,
4) niezupełne – jest stosowane w celu zmniejszenia twardości, usunięcia naprężeń własnych
i zwiększenia plastyczności stali,
5) zmiękczające – jest stosowane w celu uzyskania zmniejszenia twardości stali,
6) rekrystalizujące – polega na nagrzaniu uprzednio zgniecionego stopu do temperatury
550÷650ºC, wygrzaniu w tej temperaturze, a następnie studzeniu,
7) odprężające – polega na nagrzaniu stopu do temperatury poniżej przemian 450÷650ºC,
wygrzaniu w tej temperaturze i studzeniu.
Obróbka cieplno-chemiczna
Obróbka cieplno-chemiczna stali polega na wzbogaceniu w węgiel lub azot
powierzchniowej warstwy przedmiotu z miękkiej stali. Zabiegu tego dokonuje się
w środowisku chemicznym przez dyfuzję węgla lub azotu w głąb stali w wysokiej
temperaturze. W wyniku tego procesu otrzymuje się twardą powierzchnię zewnętrzną oraz
miękki i ciągliwy rdzeń. Rozróżniamy:
1. Nawęglanie – zwane również cementowaniem, polega na wzbogacaniu powierzchniowej
warstwy przedmiotu w węgiel, zwykle na głębokość 0,5÷2 mm, przez dłuższe
wygrzewanie w temperaturze 890÷930ºC, w ośrodku wydzielającym węgiel.
2. Azotowanie – polega na nasyceniu warstwy powierzchniowej przedmiotu azotem.
3. Cyjanowanie – polega na nasyceniu powierzchni przedmiotów stalowych jednocześnie
węglem i azotem w temperaturze 500÷950ºC.
W zależności od rodzaju ośrodka wydzielającego węgiel i azot rozróżnia się cyjanowanie
kąpielowe i gazowe. Głównymi zaletami cyjanowania są: skrócenie czasu procesu w stosunku
do czasu nawęglania, uzyskaniu bardzo twardych powłok odpornych na ścieranie,
stosunkowo niska temperatura.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Obróbka plastyczna
Obróbka plastyczna jest to rodzaj obróbki, podczas której – w wyniku działania sił
zewnętrznych – następuje zmiana kształtu i własności materiału. Rozróżnia się obróbkę
plastyczną na zimno i na gorąco. Gdy odkształcenie plastyczne następuje w temperaturze
niższej od temperatury rekrystalizacji, to mamy do czynienia z obróbką plastyczną na zimno,
gdy zaś powyżej tej temperatury – z obróbką plastyczną na gorąco.
Podczas obróbki plastycznej na zimno nieodwracalne odkształcenia plastyczne zachodzą
przy
obciążeniach
przekraczających
granicę
sprężystości
materiału.
Materiałowi
odkształconemu na zimno towarzyszy zjawisko umocnienia, które powoduje wzrost
wytrzymałości i twardości oraz zmniejszenie plastyczności odkształcanego materiału.
Podczas obróbki plastycznej na gorąco nie zachodzi zjawisko umocnienia. Powstaje
jednak struktura włóknista materiału zwiększająca jego wytrzymałość wzdłuż włókien.
Rozróżnia się trzy podstawowe sposoby obróbki plastycznej:
1. Kucie – dzieli się na ręczne i maszynowe, proces technologiczny kucia obejmuje
następujące czynności:
−
przygotowanie materiałów do kucia tj. cięcie, czyszczenie, nagrzewanie,
−
kucie,
−
wykańczanie odkuwek tj. okrawanie, oczyszczanie, wyżarzanie i ewentualne
dogniatanie.
a)
kucie ręczne – podstawowymi operacjami kucia ręcznego są:
−
przecinanie – odbywa się na kowadle za pomocą przecinaków i podcinek,
−
przebijanie otworów – może się odbywać na kowadle lub dziurownicy,
−
wydłużanie materiału – wykonuje się młotkiem lub żłobnikiem na kowadle,
−
spęczanie – polega na uderzaniu młotkiem w materiał ustawiony pionowo na
kowadle, w skutek, czego pręt staje się krótszy i grubszy,
−
wyginanie materiału,
−
odsadzanie – zmniejszenie grubości materiału na jego końcu,
−
zgrzewanie.
b)
kucie maszynowe – jest to sposób kucia w którym nacisk na materiał wywiera
maszyna, działająca naciskiem lub uderzeniem, kucie na prasach nazywa się
prasowaniem. Kucie maszynowe dzieli się na:
−
swobodne,
−
matrycowe.
2. Tłoczenie – jest to obróbka plastyczna na zimno lub na gorąco, obejmująca operacje:
a) cięcie – proces tłoczenia, podczas którego następuje całkowite lub częściowe
oddzielenie jednej części materiału od drugiej; dzieli się je na: odcinanie, wycinanie,
dziurkowanie, przycinanie, okrawanie, nacinanie, rozcinanie i wygładzanie.
b) kształtowanie – polega na nadawaniu blachom założonego z góry kształtu i wymiarów,
dzieli się je na: gięcie, ciągnienie, obciąganie, wywijanie, wygniatanie, rozpęczanie,
obciskanie, wyoblanie, wyciskanie itp.
3. Walcowanie – może się odbywać na gorąco i na zimno za pomocą nacisków
wywieranych na materiał przez obracające się walce, które nadają mu wymagany kształt.
Bardzo cienkie blachy, taśmy i folie walcuje się na walcarkach wielowalcowych na
zimno. Walcowanie kształtowników, prętów i walców polega na stopniowym
kształtowaniu profilu walcowanego materiału w kolejnych kalibrowanych wykrojach
walców bruzdowych. Stosuje się również proces walcowania do produkcji rur, obręczy
kół, gwintów, kół zębatych itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest obróbka cieplna?
2. Jakie są rodzaje zabiegów obróbce cieplnej?
3. Jakie są rodzaje hartowania?
4. Jakie są rodzaje obróbki cieplno-chemicznej?
5. Czym charakteryzuje się obróbka plastyczna?
6. Jakie znasz narzędzia kowalskie?
7. Jakie są rodzaje tłoczenia?
4.4.3. Ćwiczenia
Ćwiczenie 1
Posługując się wzorcami wykonaj metodą kucia przecinak i wycinak.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy wzorców,
2) scharakteryzować proces kucia,
3) przygotować stanowisko robocze,
4) zastosować środki ochrony indywidualnej,
5) dobrać materiał do kucia,
6) dobrać narzędzia do kucia,
7) zastosować przepisy bhp w trakcie wykonania ćwiczenia,
8) wykonać operację kucia,
9) sprawdzić wymiary przecinaka i wycinaka przy użyciu przyrządów pomiarowych,
10) sprawdzić jakość wykonanych detali.
Wyposażenie stanowiska pracy:
–
instrukcja stanowiskowa,
–
wzorce przecinaka i wycinaka,
–
palenisko kowalskie,
–
narzędzia i przyrządy do kucia,
–
materiał do kucia,
–
środki ochrony indywidualnej,
–
przyrządy pomiarowe,
–
przybory do pisania.
Ćwiczenie 2
Przeprowadź proces hartowania przecinaka wykonanego w kuźni warsztatów szkolnych.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1) zastosować przepisy bhp w trakcie wykonania ćwiczenia,
2) dobrać rodzaj i parametry hartowania,
3) przygotować stanowisko do hartowania,
4) nagrzać przecinak do odpowiedniej temperatury,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
5) zahartować przecinak i wycinak zgodnie z instrukcją hartowania,
6) kontrolować na bieżąco temperaturę,
7) zmierzyć twardość przecinaka.
Wyposażenie stanowiska pracy:
−
instrukcja stanowiskowa do hartowania,
−
materiał do hartowania,
−
stanowisko do hartowania,
−
wanna do hartowania,
−
twardościomierz,
−
notatki, przybory do pisania.
4.3.4. Sprawdzian postępu
Czy potrafisz:
Tak
Nie
1) scharakteryzować operacje obróbki cieplnej?
¨
¨
2) określić rodzaje hartowania?
¨
¨
3) dobrać temperaturę hartowania?
¨
¨
4) omówić obróbkę plastyczną?
¨
¨
5) wymienić narzędzia do kucia?
¨
¨
6) scharakteryzować proces tłoczenia?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Zadania wymagają stosunkowo prostych obliczeń, które powinieneś wykonać przed
wskazaniem poprawnego wyniku.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 60 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Przymiar kreskowy jest wyposażony w podziałkę
a) centymetrową.
b) milimetrową.
c) półcentymetrową.
d) decymetrową.
2. Wykreślanie okręgów i łuków kół wykonuje się za pomocą
a) rysika.
b) punktaka.
c) środkownika.
d) ostrego cyrkla.
3. Punktak traserski jest stosowany do
a) wykreślania linii.
b) punktowania wyznaczonych linii.
c) zwiększania widoczności trasowanych linii.
d) punktowania przecięć linii.
4. Częścią roboczą przecinaka jest klin o kącie rozwarcia
a) 8÷12º.
b) 15÷18º.
c) 25÷30º.
d) 35÷40º.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
5. Liczba ząbków przypadających na 25 mm długości brzeszczotu wynosi
a) 18, 22 i 32.
b) 16, 20 i 25.
c) 15, 30 i 45.
d) 18, 20 i 24.
6. Do piłowania zgrubnego są stosowane pilniki
a) równiaki.
b) jedwabniki.
c) zdzieraki.
d) gładziki.
7. Łysinki wzdłuż rowków wiertła służą do
a) skrawania.
b) usuwania wiórów.
c) prowadzenia wiertła w otworze.
d) rozwiercania.
8. Liczba krawędzi skrawających narzynek okrągłych do nacinania gwintów zewnętrznych
o średnicach powyżej 16 mm wynosi
a) 2.
b) 3.
c) 4.
d) 5.
9. Wiercenie wtórne stosuje się do wiercenia otworów o średnicy powyżej
a) 20 mm.
b) 10 mm.
c) 15 mm.
d) 25 mm.
10. Kąt rozwarcia gwintu metrycznego wynosi
a) 45º
b) 80º.
c) 60º.
d) 30º.
11. Obrabiarką nazywa się maszynę do
a) kształtowania przedmiotów.
b) przewożenia przedmiotów.
c) mierzenia przedmiotów.
d) obrabiania przedmiotów.
12. Noże wykańczaki są stosowane do obróbki
a) zgrubnej.
b) dokładnej i wykańczającej.
c) do każdej obróbki.
d) wygładzającej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
13. Wiertarki wielowrzecionowe służą do jednoczesnego wiercenia
a) dwóch otworów.
b) wielu otworów.
c) jednego otworu.
d) pięciu otworów.
14. Frezy pojedyncze do gwintów zalicza się do grupy frezów
a) grzebieniowych.
b) ścinowych.
c) krążkowych.
d) sprężynowych.
15. Noże strugarskie mają najczęściej chwyt
a) prosty.
b) wygięty.
c) sprężynowy.
d) kształtowy.
16. Parametrami wiercenia są
a) prędkość skrawania.
b) prędkość skrawania i posuw.
c) tylko posuw.
d) ilość obrotów wiertła.
17. Szlifowanie nazywa się sposób obróbki skrawaniem, w którym narzędziem skrawającym
jest
a) nóż.
b) frez.
c) ściernica.
d) jedwabnik.
18. Hartowanie ma na celu
a) usunięcie naprężeń wewnętrznych przedmiotu.
b) zmniejszenie miejscowych niejednokrotności składu chemicznego.
c) uzyskanie struktury materiału o większej twardości.
d) zwiększenie wytrzymałości i sprężystości.
19. Tłoczenie jest to obróbka
a) cieplna.
b) cieplno-chemiczna.
c) chemiczna.
d) plastyczna na zimno lub gorąco.
20. Operacją kucia nie jest
a) przecinanie i wyginanie.
b) przebijanie i zgrzewanie.
c) wydłużanie i odsadzanie.
d) ścinanie i zginanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………….………………………………………
Wykonywanie części maszyn
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
6. LITERATURA
1. Bożenko L.: Maszynoznawstwo. Wydawnictwa Szkolne i Pedagogiczne. Warszawa 1990
2. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. Wydawnictwa
Szkolne i Pedagogiczne. Warszawa 1998
3. Okoniewski S.: Technologia dla elektroników. Wydawnictwa Szkolne i Pedagogiczne.
Warszawa 1993
4. Rutkowski A.: Części maszyn. Wydawnictwa Szkolne i Pedagogiczne. Warszawa 1992
5. Zawora J.: Podstawy technologii maszyn. Wydawnictwa Szkolne i Pedagogiczne.
Warszawa 2001
6. Praca zbiorowa: Poradnik mechanika. Wydawnictwo Naukowo Techniczne. Warszawa
1985
7. Praca zbiorowa: Poradnik warsztatowca. Państwowe Wydawnictwo Techniczne.
Warszawa 1976
Wyszukiwarka
Podobne podstrony:
gornik eksploatacji podziemnej 711[02] z1 01 n
gornik eksploatacji podziemnej 711[02] z1 01 u
gornik eksploatacji podziemnej 711[02] z1 03 u
gornik eksploatacji podziemnej 711[02] z1 02 n
gornik eksploatacji podziemnej 711[02] z1 01 n
gornik eksploatacji podziemnej 711[02] z1 01 n
gornik eksploatacji podziemnej 711[02] z1 02 u
gornik eksploatacji podziemnej 711[02] z1 02 n
gornik eksploatacji podziemnej 711[02] z1 01 u
gornik eksploatacji podziemnej 711[02] z1 03 u
gornik eksploatacji podziemnej 711[02] o2 01 n
gornik eksploatacji podziemnej 711[02] z4 03 n
gornik eksploatacji podziemnej 711[02] z2 02 u
gornik eksploatacji podziemnej 711[02] z3 06 u
gornik eksploatacji podziemnej 711[02] z3 02 n
gornik eksploatacji podziemnej 711[02] z3 04 u
gornik eksploatacji podziemnej 711[02] z4 01 n
gornik eksploatacji podziemnej 711[02] z3 02 u
gornik eksploatacji podziemnej 711[02] z3 05 u
więcej podobnych podstron