1. Co to jest naprężenie uplastyczniające i jak się je wyznacza?
Naprężenie uplastyczniające - jest to naprężenie niezbędne do zapoczątkowania makroskopowego odkształcenia plastycznego. Naprężnie uplastyczniające σ zależy od gęstości dyslokacji. W przypadku małej gęstości, naprężenie uplastyczniające jest duże, ponieważ jest mało płaszczyzn, w których zachodzi poślizg. Następnie naprężenie zmniejsza się wraz ze wzrostem gęstości dyslokacji, ale tylko do pewnej granicy. Osiągnąwszy minimalną wartość przy tzw. krytycznej gęstości dyslokacji ρkr, jaką ma wyżarzony materiał, naprężenie uplastyczniające ponownie zaczyna wzrastać wraz ze wzrostem gęstości dyslokacji. Dążenie do uzyskanie dużej wytrzymałości poprzez zmniejszenie gęstości dyslokacji jest technicznie bardzo trudne. Obecnie udało się
uzyskać jedynie kryształy o bardzo małej średnicy, które nie zawierają dyslokacji - wiskersy - jednakże w momencie pojawienia się w nich dyslokacji następuje gwałtowne ich rozmnożenie i spadek naprężenia.
Pod wpływem działania sił zewnętrznych w ciele powstają siły wewnętrzne. Iloraz siły wewnętrznej i pola przekroju, na które ta siła działa nazywamy naprężeniem
A- pole pow. P- siła
Czyli naprężenie uplastyczniające jest minimalną siłą, która powoduje uplastycznienie materiału w danym przekroju.
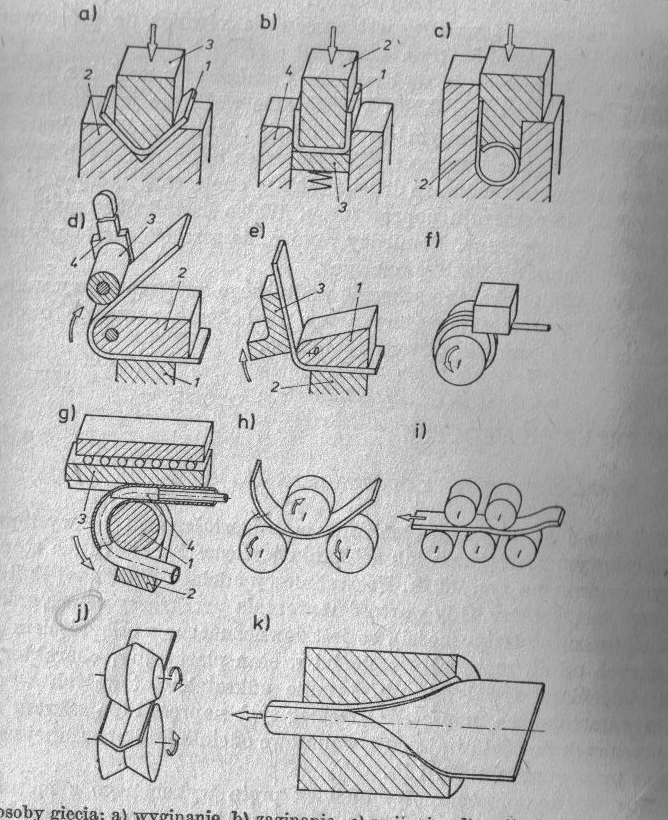
2. Narysować i opisać rozkład napreżeń w giętym pręcie- sposoby gięcia. Przykłady wyrobów.
Gięcie - jest to proces obróbki plastycznej polegający na kształtowaniu plastycznym z zastosowaniem momentu zginającego. Miana krzywizny giętego materiału zachodzi w jednej płaszczyźnie. Gięciem kształtuje się przedmioty z blachy, prętów, kształtowników oraz rur. W zależności od rodzaju narzędzia rozróżnia się następujące metody gięcia
a) wyginanie
b) zaginanie
c) zawijanie
d) owijanie
e) owijanie rur
f) gięcie walcami
g) gięcie przez przeciąganie
h) gięcie walcami wzdłużnymi
i) prostowanie rolkami
Podczas gięcia zewnętrzne warstwy są rozciągane a wewnętrzne są ściskane. Strefy te rozdziela tzw. warstwa obojętna (neutralne).Podczas gięcia z małym promieniem względnym Rw / g materiał z części ściskanej przemieszcza się do strefy rozciąganej i w ten sposób zanika strefa neutralna której odkształcenie w początkowej fazie gięcia było zerowe. Płaszczyzny o mniejszym względnym promieniu gięcia wykazują mniejsze odsprężynowanie.
Inaczej przebiega proces gięcia gdy szerokość przekroju jest mniejsza od grubości a inaczej gdy b jest wielokrotnie większe od g.
Minimalna wartość promienia gięcia Rw zależy od grubości giętego materiału oraz od wartości przewężenia z wyznaczonego w próbie rozciągania
3. Narysować schemat procesu przetłaczania. Co to jest współczynnik przetłaczania m? kiedy stosuje się przetłaczanie? Jakie mogą być wady wytłoczki?
Współczynnik przetłaczania ( wytłaczania) jest to stosunek średnicy wytłoczki do średnicy materiału wyjściowego
a powinien być mniejszy od wart. granicznej, która zależy od tzw. względnej grubości ścianki.
. Współczynnik ten zależy od względnej grubości materiału oraz wzrasta wraz z numerem operacji przetłaczania. Można go zmniejszyć przez wykonanie możliwie dużych promieni zaokrąglenia krawędzi stempla i krawędzi płyty tnącej, zmniejszenie oporów tarcia między blachą a powierzchnią matrycy oraz zwiększenie tarcia między stemplem a blachą kształtową.
Przetłaczanie (1 lub kilka operacji) stosuje się jeżeli w operacji wytłaczania ze względu na wartość m ( wsp. wytłaczania) nie można uzyskać wytłoczki o żądanej wysokości.
Wady wytłoczki.
a) Obwodowe rozdzielenie ścianki 1
b) fałdowanie ścianki- zbyt mały docisk 2
c) wzdłużne pękanie ścianki Pmax< Pzryw - nadmierne umocnienie materiału. 3
4. Narysować i opisać schemat walcowania poprzecznego i przykłady wyrobów.
Walcowanie poprzeczne jest to sposób walcowania, w którym materiał wykonuje ruch obrotowy w skutek ściskania go obracającymi się walcami albo tarczami albo obtaczającymi segmentami lub szczękami płaskimi przemieszczającymi się w przeciwnych kierunkach. Ruch materiału jest równoległy do osi obracających się elementów. Zastosowanie: rury, pręty
5. Narysować i opisać schemat wyciskania i przykłady wyrobów.
Wyróżniamy wyciskanie:
- przeciwbieżne
- współbieżne
- złożone
- promieniowe
Wyciskanie jest procesem tech. Podczas którego metal pod naciskiem stempla związanego z suwakiem prasy, wypływa przez otwór lub otwory w matrycy albo przez szczelinę pomiędzy narzędziami. Cechą charakterystyczną jest to że pole przekroju materiału wyjściowego jest większe od pola przekroju materiału wypływającego. Proces wyciskania w którym stempel wywiera naciska na materiał za pośrednictwem cieczy nazywa się wyciskaniem hydrostatycznym.
Niezależnie od sposobu wyciskania kształtowany materiał zamknięty jest w matrycy i poddany jest trójosiowemu nierównomiernemu ściskaniu o dużej ujemnej wartości naprężenia średniego
pod wpływem którego ulega on wydłużeniu w jednym kierunku. Taki sposób odkształcenia sprawia że metale w procesie wyciskania osiągają dużą plastyczność dlatego z nielicznymi wyjątkami można je kształtować bez naruszania ich spójności. Jest to jedna z istotnych zalet wyciskania dzięki której z dużym powodzeniem się go stosuje.
Proces wyciskania może być przeprowadzony na zimno , na ciepło lub na gorąco
Wyszukiwarka
Podobne podstrony:
plastyko terapia
Chirurgia plastyczna w obrebie tulowia i konczyn
67 Sposoby obliczania sił kształtowania plastycznego ppt
Metale poddawane obróbce plastycznej
Przeróbka Plastyczna
Prezentacja Teoria Sprężystości i Plastyczności
Obróbka plastyczna metali obejmuje
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
Moje dziecko rysuje Rozwój twórczości plastycznej dziecka od urodzenia do końca 6 roku życia
Miłośnik sztuk plastycznych 1
antyautorytarna, EDUKACJA POLONISTYCZNA, PSYCHOLOGIA, SOCJOLOGIA, EDUKACJA PLASTYCZNA, PEDAGOGIKA
k, pomoce-plastyka
Sprawozdanie z laboratorium obróbki plastycznej, ZiIP, sem 1
KOLAŻ, techniki plastyczne dla dzieci
kucie walow, Obróbka plastyczna(3)
WYDRAPYWANKA NA PLASTELINIE, techniki plastyczne dla dzieci
DYPLOM bajkowy świat, Ilustracje i szablony, pomysły plastyczne
scenariusz świat przed.plastyczny, plastyka
rozwój twórczości plastycznej, Pedagogika twórczości
więcej podobnych podstron