AKADEMIA TECHNICZNO-ROLNICZA
w BYDGOSZCZY
WYDZIAŁ MECHANICZNY
Laboratorium Obrabiarek.
Ćwiczenie nr 6.
Temat: Paszportyzacja obrabiarek.
Studium: mgr
Grupa: A
Semestr: VII
Rok 1998/99
Skład zespołu:
Borek Wojciech
Ciechacki Krzysztof
Hoppe Władysław
Łojewski Błażej
Nowak Krzysztof
Suszek Jacek
Syndoman Rafał
Wrzesiński Piotr
Wiadomości wstępne:
Paszportem obrabiarki nazywamy jest zbiór informacji o danej obrabiarce. Jest on sporządzony i aktualizowany przez służbę Głównego Mechanika przedsiębiorstwa.
Najczęściej paszport zawiera następujące pozycje:
- dane o przedsiębiorstwie;
- nazwę, numer fabryczny i inwentarzowy obrabiarki;
- dane o sporządzającym paszport;
- spis kart paszportu;
- dane ewidencyjne;
- dane techniczne;
- schemat;
- wyposażenie;
- instrukcję obsługi;
- instrukcję smarowania;
- normatywy naprawcze;
- wykazy części (osprzęt elektryczny, łożyska, części szybko zużywające się );
- wykaz dokumentacji;
- dane o montażu i uruchomieniu;
- protokół odbioru;
Dane z paszportu potrzebne przy projektowaniu procesu technologicznego zawiera karta maszynowa.
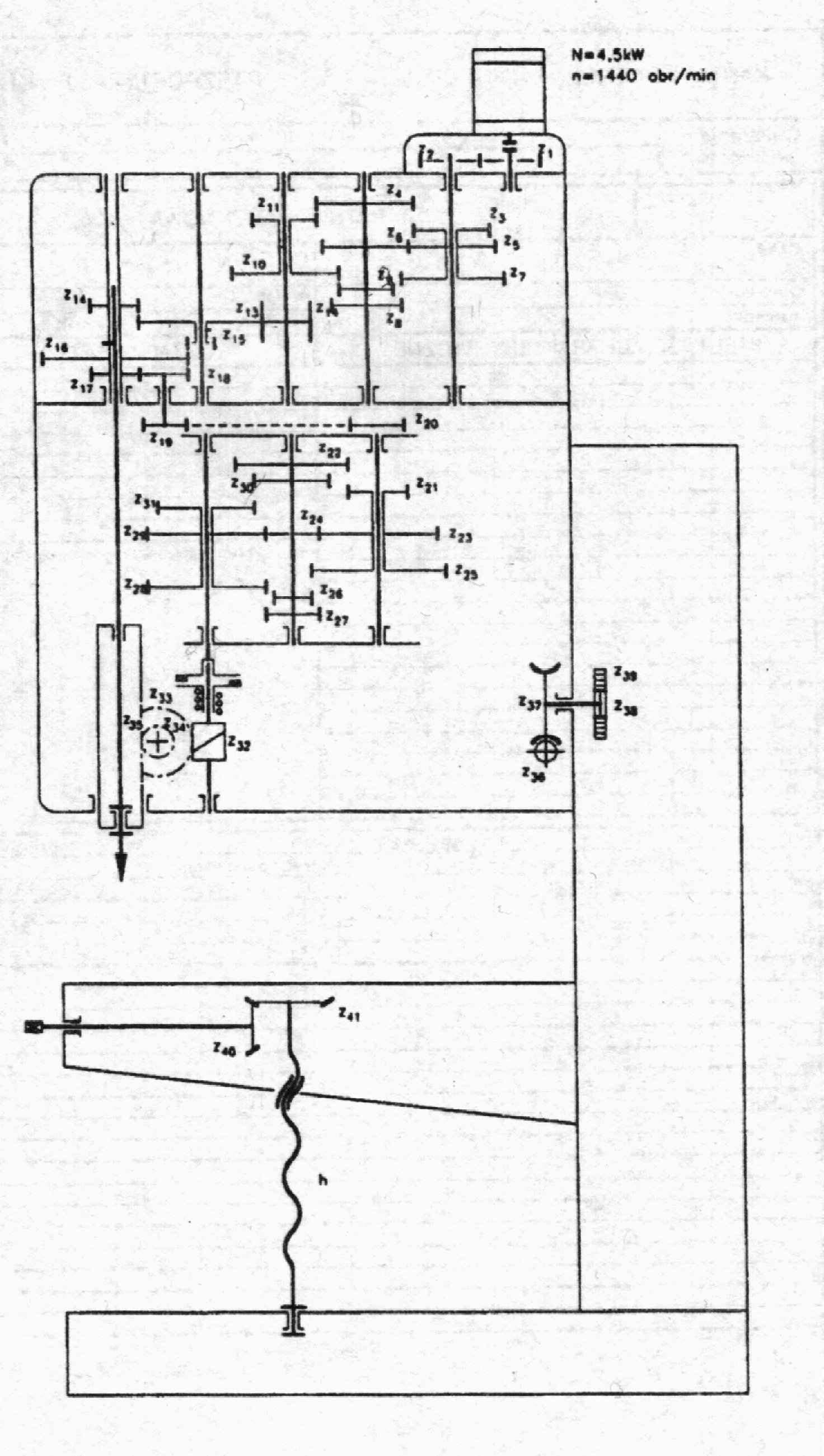
Schemat kinematyczny wiertarki 2H135.
Obliczanie prędkości obrotowych i posuwowych.
a) Prędkości obrotowe:
n1=1542.857 [obr/min]
n2=192.857 [obr/min]
n3=2160 [obr/min]
n4=270 [obr/min]
n5=3024 [obr/min]
n6=378 [obr/min]
n7=551.02 [obr/min]
n8=68.877 [obr/min]
n9=771.428 [obr/min]
n10=96.428 [obr/min]
n11=1080 [obr/min]
n12=135 [obr/min]
b) Prędkości posuwowe (dla jednej prędkości obrotowej np. pierwszej wartości ):
n1=0.718
n2=0.718
n3=0.518
n4=2.019
n5=2.019
n7=5.68
n8=5.68
n9=4.102
Wnioski:
Celem przeprowadzonego ćwiczenia było zapoznanie się ze sposobem dokonywania paszportyzacji obrabiarki w zakładach produkcyjnych. Dzięki wykonanemu przez nas paszportowi zebraliśmy informacje na temat podstawowych mechanizmów obrabiarki ,którą w naszym wypadku była wiertarka kadłubowa 2H135. Prędkości obrotowe jakie otrzymaliśmy po analizie schematu kinematycznego obrabiarki nie odpowiadały podanym na tabliczce informacyjnej obrabiarki. Mogło to być spowodowane nie odpowiednim zaprojektowaniem skrzynki przekładniowej być może z pominięciem korekcji odchyłek prędkości rzeczywistej od zakładanej. Dodatkowo dwie prędkości obrotowe (2160 i 3024min-1) nie miały choćby przybliżonego odpowiednika wśród prędkości zadanych. Być może jest to spowodowane zmianami w skrzynce przełożeń obrabiarki dokonanymi przez producenta bądź użytkownika.
Jeśli chodzi o prędkości posuwowe odpowiadają one założonym przez producenta tylko w dwóch wypadkach tzn. 0,518 i 0,718. Inne prędkości posuwowe znacznie przekraczają wartości podane przez producenta.
Wyszukiwarka
Podobne podstrony:
cnc w 3 budowa obrabiarek cnc
o dokumentach paszportowych
obrabiarki, Studia, Mechanika, mechanika
Badanie dokładności geometrycznej obrabiarki CNC FV 580A z zastosowaniem testu QC10
obrabiarki do metali
Paszporty, dowody osobiste, zameldowania
67 NW 03 Uniwersalna obrabiarka 2
kompensacja błędów obrabiarek
Obrabiarki
operator obrabiarek skrawajacych 722[02] z1 03 n
operator obrabiarek skrawajacych 722[02] o1 06 n
INSTRUKCJA do ćwiczenia pomiar temperatury obrabiarek v3 ver robocza
operator obrabiarek skrawajacych 722[02] z3 04 u
Obrabiarki, Pomoce naukowe
Zasady BHP podczas obsługi i użytkowania obrabiarek skrawających do metali, BHP
2 - Stale Konstrukcyjne Obrabiane Cieplnie, ZiIP, Semestr 2, Nauka o Materiałach z Elementami Chemii
Dokumenty paszportowe, Administracyjne prawo osobowe
więcej podobnych podstron