Połączenia
zgrzewane
Adam Piekiełek
II ETI gr.4
Połączenia zgrzewane uzyskuje się
przez ogrzanie stref styku łączonych
elementów do temperatury przejścia w
stan plastyczny lub nadtopienie
powierzchni styku i dociśnięcie
elementów do siebie.
Docisk umożliwia wzajemną fuzję
cząsteczek łączonych metali (powstanie
wspólnych ziarn metalu w obszarze
styku), na której opiera się proces
zgrzewania.
W zależności od źródła ciepła dostarczanego
przy zgrzewaniu możemy wyróżnić:
zgrzewanie ogniskowe – źródłem ciepła jest
ognisko kowalskie;
zgrzewanie gazowe – źródłem ciepła jest
płomień palnika gazowego;
zgrzewanie termitowe – spalający się termit
dostarcza ciepła;
zgrzewanie elektryczne – ciepło wytwarzane
jest przez prąd elektryczny;
zgrzewanie tarciowe – źródłem ciepła jest
tarcie;
Istnieją także metody zgrzewania, w
których nie stosuje się podgrzewania:
zgrzewanie zgniotowe – przez silny zgniot
można łączyć metale bardzo plastyczne;
zgrzewanie wybuchowe – polega na
zgniocie wywołanym działaniem materiałów
detonacyjnych.
Najbardziej rozpowszechnionym
sposobem zgrzewania jest zgrzewanie
elektryczne:
- doczołowe
- punktowe
- liniowe
- garbowe
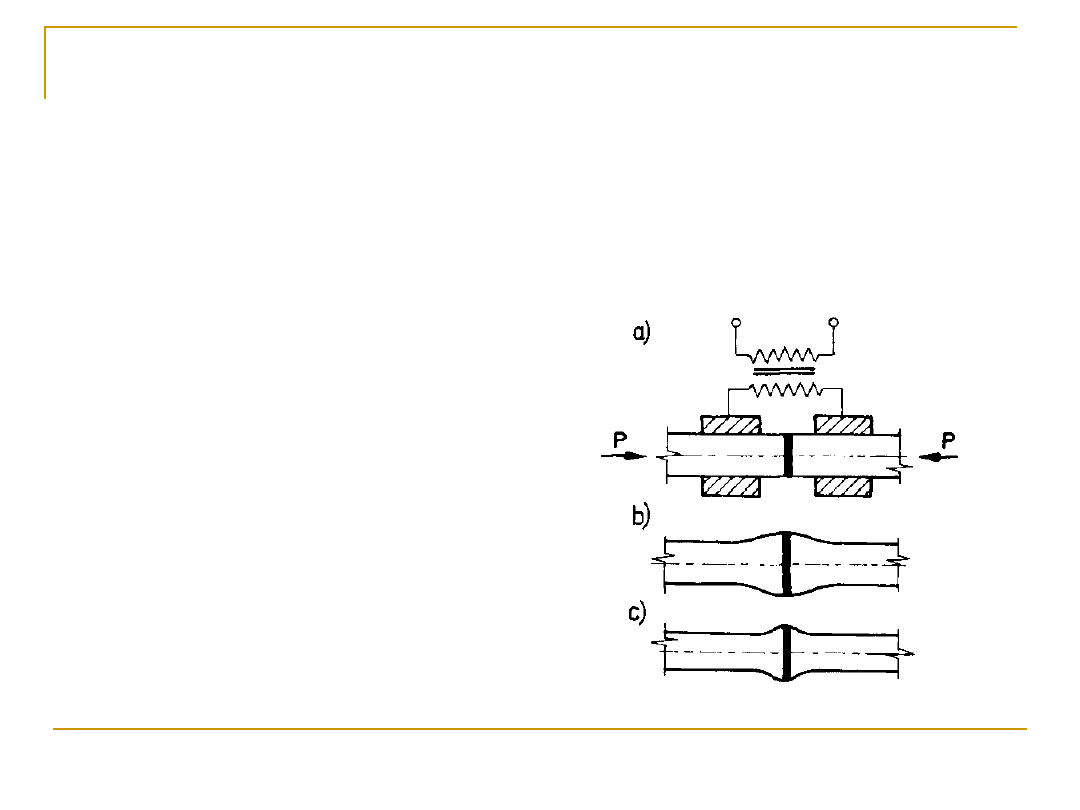
Zgrzewanie doczołowe może być
wykonane zwarciowo lub iskrowo.
Podczas zgrzewania zwarciowego końce
łączonych przedmiotów
dociskane są przed
włączeniem prądu,
gdy przepływ prądu
nagrzeje styk, aż metal
zmięknie następuje
silniejszy docisk.
Powstaje spęcznienie.
Podczas zgrzewania iskrowego
elementy montuje się bez docisku, prąd
włącza się przy styku rozwartym.
Podczas zbliżania występuje iskrzenie,
przepływ prądu powoduje stopienie
metalu, następuje silniejszy docisk.
Spęcznienie materiału w miejscu styku
jest znacznie mniejsze niż przy
zgrzewaniu zwarciowym.
Zgrzewanie doczołowe stosowane jest
do łączenia elementów walcowanych
lub prasowanych, ponadto do łączenia
rur
i prętów oraz do wykonywania narzędzi
poprzez łączenie części skrawających
z kosztownych stali narzędziowych
z trzonkami ze zwykłych stali
węglowych.
(np. frezy)
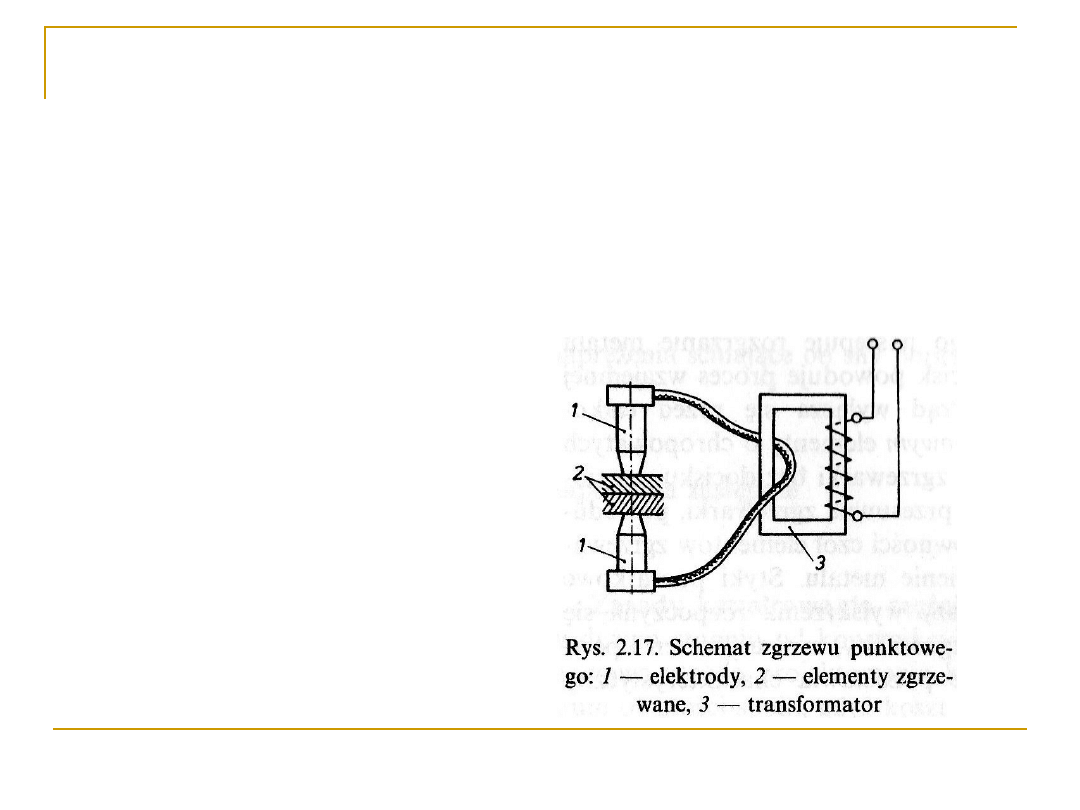
Zgrzewanie punktowe stosuje się do
połączeń na zakładkę lub nakładkę
elementów z blach. Łączone elementy
ściska się elektrodami i przepuszcza się
przez nie prąd. Powierzchnie
nagrzewają się,
metal się topi i pod
działaniem docisku
tworzy zgrzeinę.
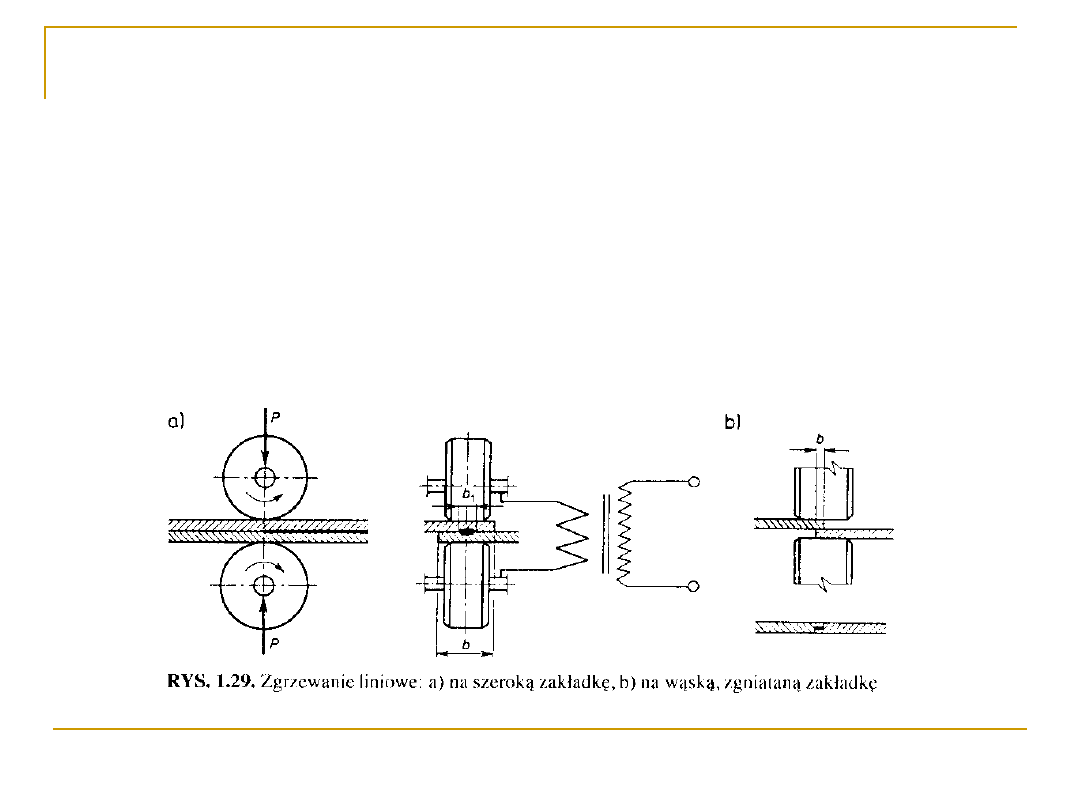
Zgrzewanie liniowe polega na łączeniu
elementów elektrodami w kształcie rolek.
Rolki toczą się z dociskiem po łączonych
elementach,
a przepływ prądu powoduje rozgrzanie
i powstanie zgrzeiny w postaci szczelnego
wąskiego pasemka.
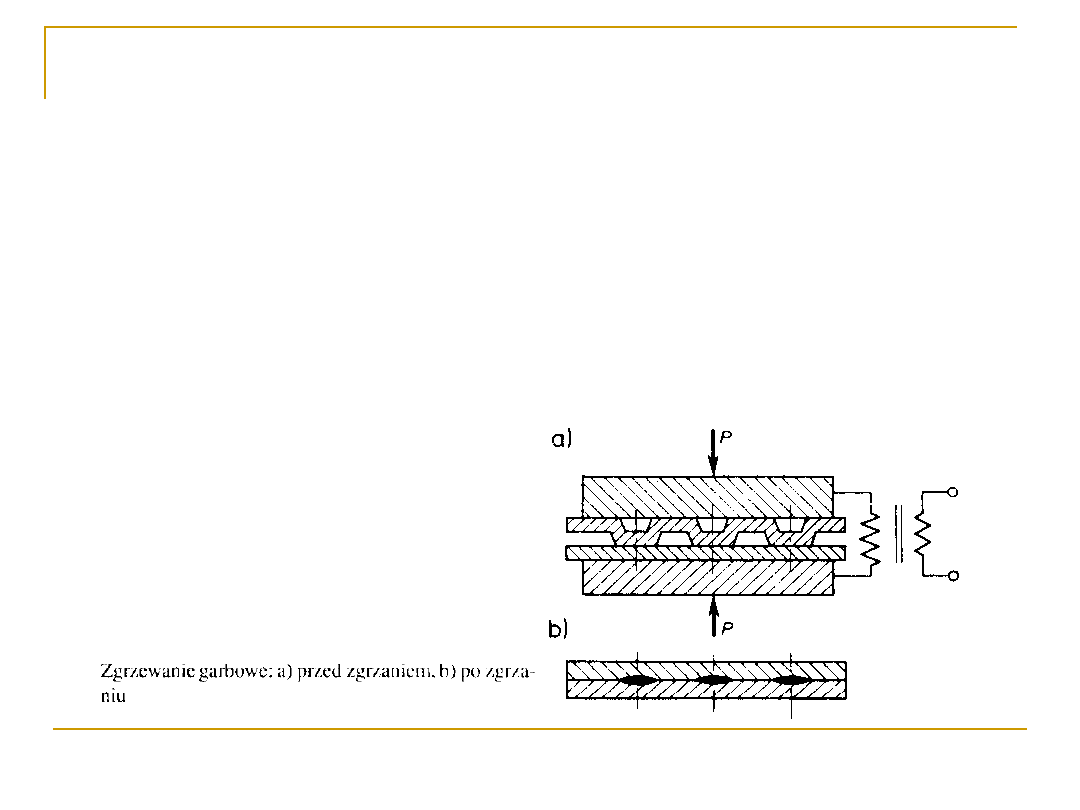
Zgrzewanie garbowe – na jednej z blach
wytłacza się występy w miejscach gdzie
ma nastąpić połączenie. Blachy wkłada się
pomiędzy płyty spełniające rolę elektrod i
dociska, po włączeniu prądu miejsca
występów nagrzewają się, docisk
powoduje rozpłaszczanie i powstanie
zgrzein.
Wytrzymałość połączeń zgrzewanych
zależy od warunków zgrzewania tj.: czas
zgrzewania, natężenie prądu, siła docisku
elektrod, układ zgrzein i ich wymiary.
Korzystnie jest stosować krótki czas i
duże natężenie. Docisk zależny jest od
rodzaju materiałów i ich grubości.
Im lepsze właściwości mechaniczne
materiałów i większa ich grubość tym
docisk powinien być większy.
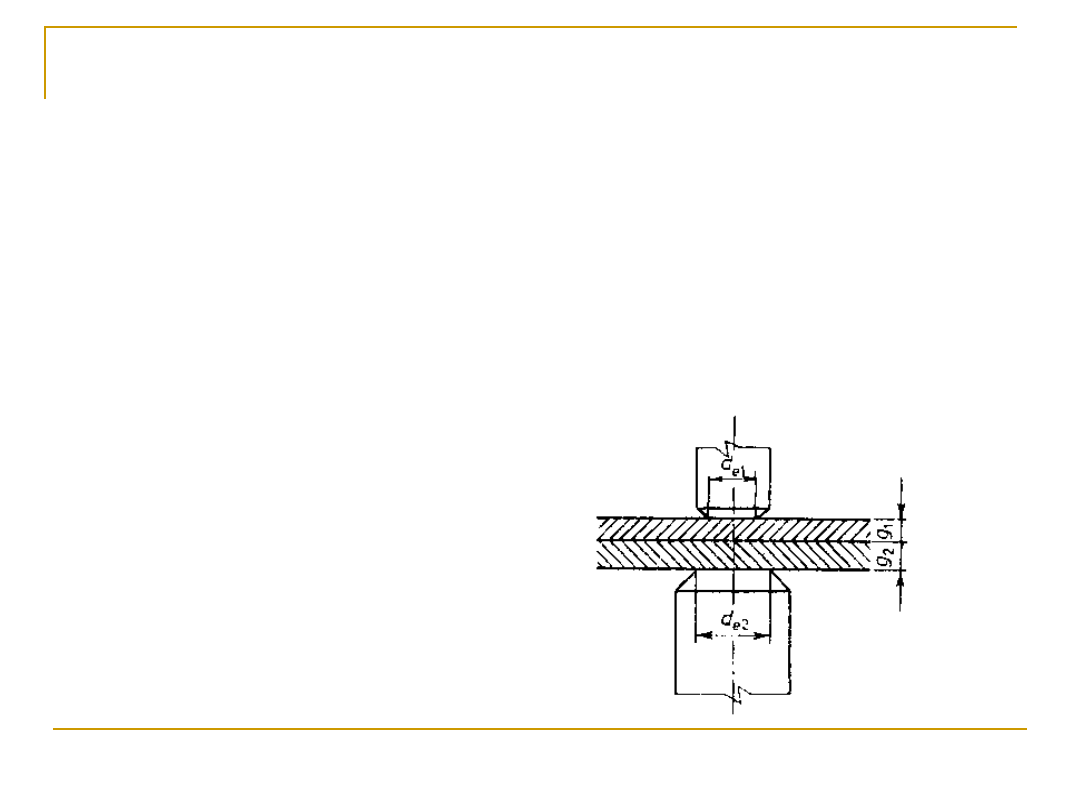
Minimalna średnica zgrzeiny nie
powinna być mniejsza od średnicy
mniejszej z elektrod. Średnicę dobiera
się w zależności od grubości
zgrzewanych elementów.
Przy stosunku grubości g
2
/g
1
≤ 1,5
przyjmuje się obie elektrody równe
d
e1
=d
e2
=5√g
1
W przypadku gdy g
2
/g
1
≥ 1,5 średnice
elektrod przyjmuje się niejednakowe
d
e1
=5√g
1
d
e2
=5√g
2
Przy zgrzewaniu elektrodami
dwustronnymi stosunek grubości blach
g
2
/g
1
nie powinien być większy od
trzech
g
2
/g
1
≤ 3
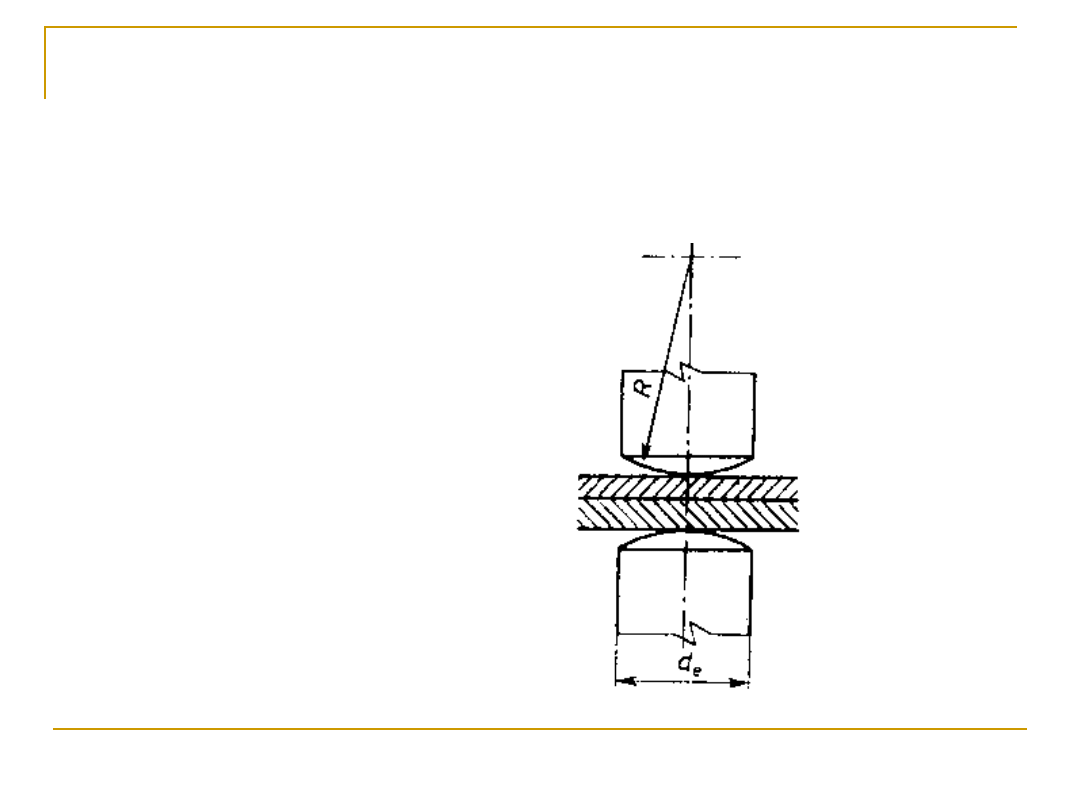
Elektrody kuliste stosowane do
zgrzewania metali trudno spawalnych
powinny mieć promień zaokrąglenia
R = 25(g
1
+2)
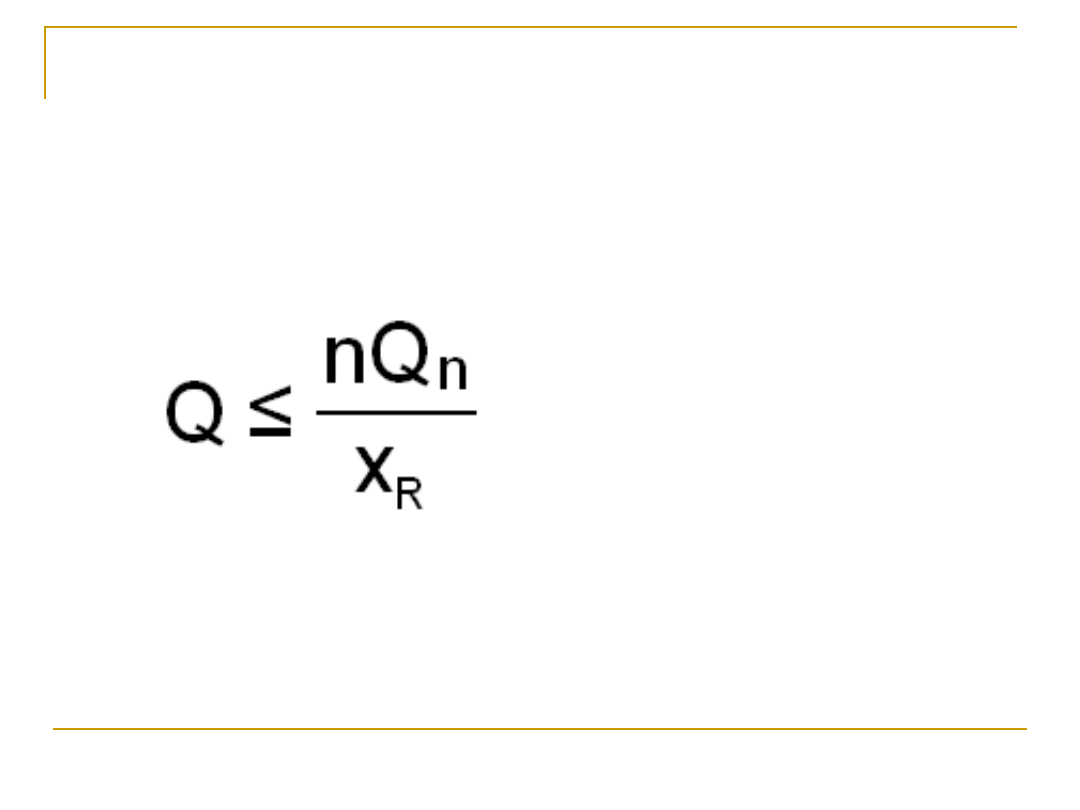
Warunek wytrzymałości zgrzein
ścinanych
gdzie:
Q - obciążenie złącza
n - liczba zgrzein
Q
n
– siła niszcząca jedną zgrzeinę
x
R
– współczynnik
bezpieczeństwa
Literatura:
Z. Osiński, Podstawy konstrukcji maszyn, PWN, Warszawa
2010.
M. Dietrich, Podstawy konstrukcji maszyn T.2, WNT, Warszawa
1999.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
Wyszukiwarka
Podobne podstrony:
Połączenia zgrzewane
Polaczenia zgrzewane(1)
POŁĄCZENIA ZGRZEWANE
polaczenia zgrzewane id 371136 Nieznany
3 Połączenia zgrzewane ogarnijtemat com
Polaczenia zgrzewane
Polaczenia zgrzewane id 371134 Nieznany
Polaczenia zgrzewane
Połączenia zgrzewane
Polaczenia zgrzewane(1)
Połączenia zgrzewane
wyklad nr 9 połączenia zgrzewane
Polaczenia zgrzewane
PKM 4 Połączenia zgrzewane
polaczenia nierozlaczne zgrzewane lutowane
Badanie mikroskopowe połączeń spawanych, zgrzewanych i lutowanych
więcej podobnych podstron