
Ćwiczenie nr 4
OZNACZENIE ZAWARTOŚCI WODY
I ZANIECZYSZCZEŃ STAŁYCH W OLEJACH
EKSPLOATOWANYCH
2
CEL ĆWICZENIA
Celem ćwiczenia jest określenie zawartości wody i zanieczyszczeń metodą
wirówkową oraz określenie zawartości zanieczyszczeń stałych metodą filtracyjną.
ZADANIA
Określić zawartość ilościową stałych ciał obcych we wskazanym oleju
eksploatowanym metodą przesączania go przez porowaty filtr ze spiekanego szkła. Określić
rodzaj zanieczyszczeń poddając je obserwacji w polu magnetycznym oraz obserwacjom
mikroskopowym.
Oznaczyć metodą wirówkową łączną zawartość wody i innych zanieczyszczeń w
eksploatowanym oleju przekładniowym.
I CZĘŚĆ TEORETYCZNA
1.
Zanieczyszczenia stałe
Ciecze eksploatacyjne mogą zawierać zanieczyszczenia stałe stanowiące odrębną fazę, zwaną
również ciałami stałymi, a potocznie zanieczyszczeniami mechanicznymi. Przyjmuje się, że
cząsteczki zanieczyszczeń stałych mają średnicę większe od 0,1 mikrometra. Są one
zawieszone w całej objętości produktu lub osadzone na dnie zbiornika lub armatury. Pod
wpływem mieszania produktu lub ruchów konwekcyjnych, osadzone zanieczyszczenia stałe
mogą zostać ponownie zdyspergowane i zawieszone w produkcie. Zanieczyszczeniom stałym
często towarzyszy wolna lub zdyspergowana woda, która jednak jest traktowana jako odrębne
zanieczyszczenie.
Ź
ródła zanieczyszczeń stałych
Ź
ródła
zanieczyszczeń
stałych
są
różnorodne.
Sklasyfikowane
zanieczyszczenia
przedstawiono na rysunku 1.
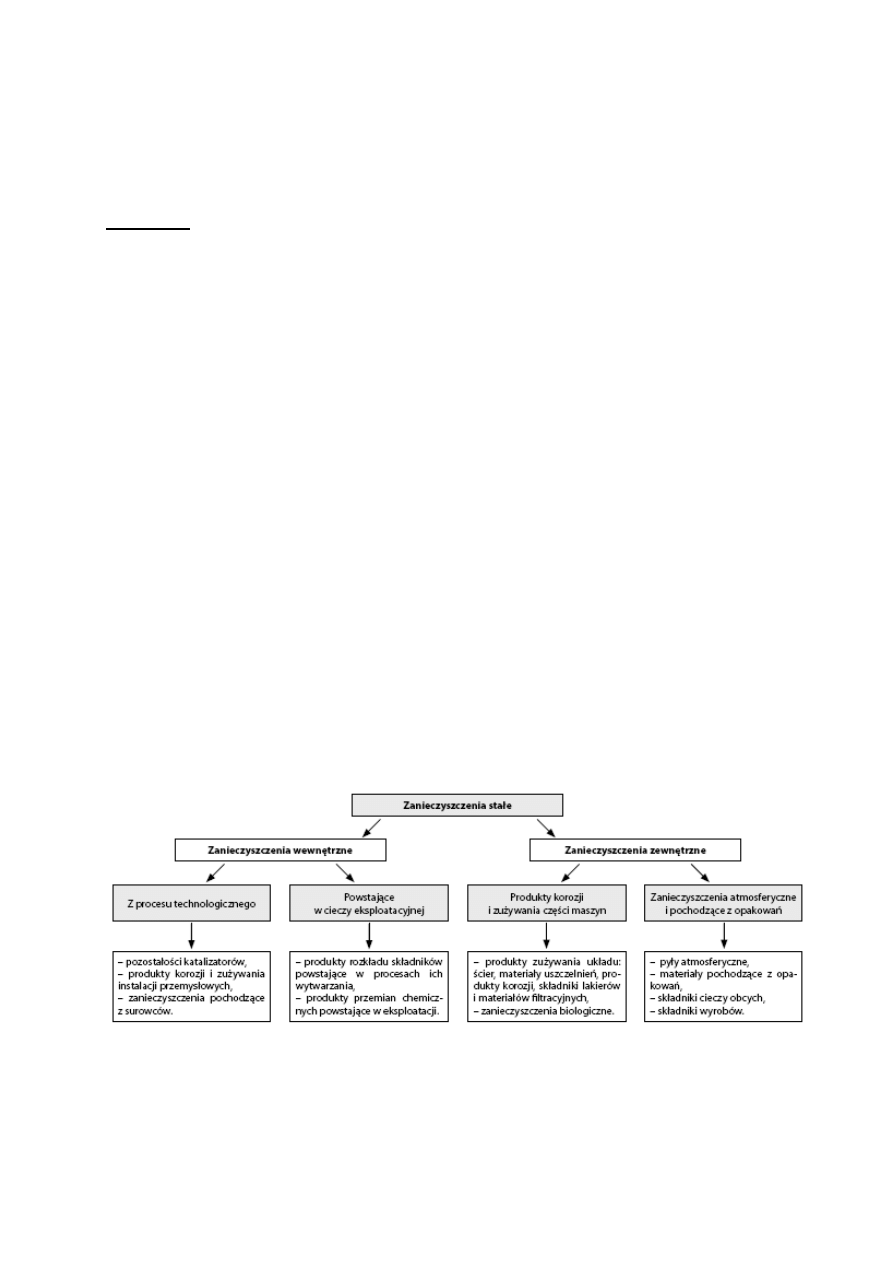
Rys. 1 Źródła zanieczyszczeń stałych
Zanieczyszczenia wewnętrzne – są to produkty pochodzące z surowców stosowanych w
procesach produkcji, np. z ropy naftowej oraz jako produkty stosowanych procesów
technologicznych, np. produkty korozji armatury itp. Do zanieczyszczeń wewnętrznych
3
zalicza się także cząstki powstające z niestabilnych składników surowców i gotowego
produktu w procesie produkcyjnym, podczas transportu i użytkowania.
Zanieczyszczenia zewnętrzne – są to najczęściej produkty korozji zbiorników i armatury,
stosowanych podczas dystrybucji oraz powstające w procesie użytkowania produkty korozji
i zużywania powierzchni skojarzeń trących.
Zanieczyszczenia stałe mogą różnić się znacznie między sobą. Ich podziału można dokonać
według różnych kryteriów:
- wielkości (średnic) cząstek,
- natury chemicznej: nieorganiczne, organiczne,
- twardości,
- reaktywności chemicznej,
- kształtu,
- rozpuszczalności w cieczy eksploatacyjnej.
Zawartość zanieczyszczeń
Zawartość zanieczyszczeń możemy zdefiniować jako masowy lub objętościowy udział
zanieczyszczeń, o średnicach zastępczych wynikających z zastosowanej metody pomiaru,
zawartych w jednostce masy lub objętości cieczy.
(Średnica zastępcza – pojęcie średnicy cząstki zdefiniowanej jednym z istniejących
sposobów).
Istnieje wiele metod oznaczania zawartości zanieczyszczeń stałych w cieczach
eksploatacyjnych. Laboratoryjne metody o dużej dokładności, najczęściej polegają na
odfiltrowaniu zanieczyszczeń z określonej objętości cieczy na uprzednio zważonym sączku o
określonej nominalnej średnicy porów. Odfiltrowane zanieczyszczenia są przemywane
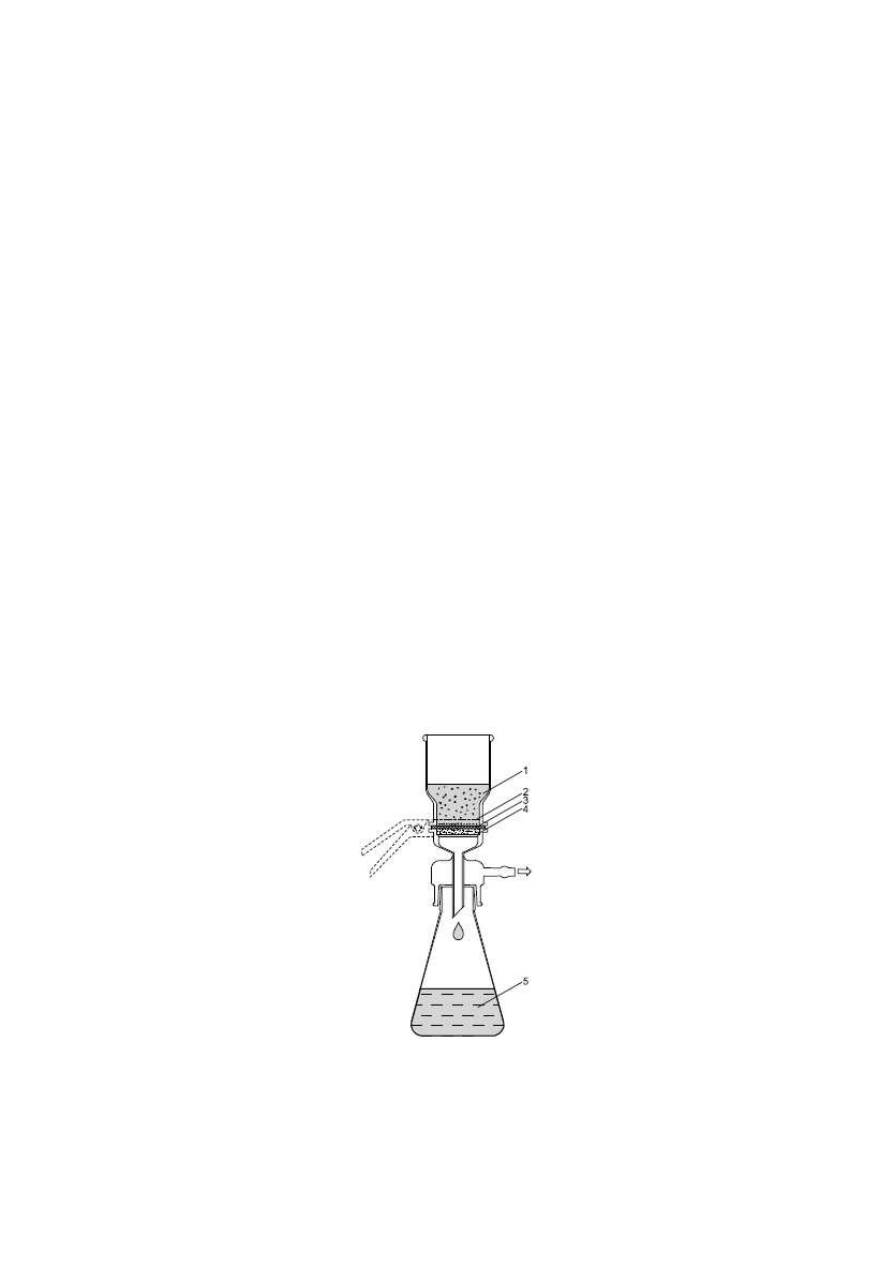
rozpuszczalnikiem, suszone i ważone. Typowe urządzenie filtracyjne, do wydzielania
zanieczyszczeń stałych, przedstawia rys. 2.
Rys. 2. Aparat filtracyjny do pobierania próbek zanieczyszczeń w warunkach laboratoryjnych;
1 – badana ciecz, 2 – odfiltrowane zanieczyszczenia, 3 – filtr membranowy, 4 – podkładka filtra,
5 – przefiltrowana ciecz

4
W zależności od zastosowanej metody pomiaru, jako zanieczyszczenia stałe mogą być uznane
cząstki o średnicach zastępczych większych od określonej. Średnica cząstki do tego typu
badań, najczęściej jest definiowana nominalną średnicą porów sączka, na którym są
wydzielane zanieczyszczenia. W systemach oceny jakości, w zależności od wymagań
urządzenia, do którego ciecz jest przewidziana, jako graniczne stosuje się średnice nominalne
porów sączków: 0,2; 0,45; 0,8; 1,2; 5; 10 µm. Stosowane są również sączki o innych
ś
rednicach nominalnych. Sączki membranowe są produkowane z różnych materiałów
odpornych na działanie cieczy eksploatacyjnych, o różnym składzie chemicznym. Do badań
czystości produktów naftowych są stosowane sączki wykonane z nitrocelulozy.
Zawartość zanieczyszczeń stałych w paliwach lotniczych, cieczach hydraulicznych i innych
cieczach eksploatacyjnych, w stosunku do których jest wymagana kontrola czystości w
warunkach eksploatacyjnych (polowych), jest oznaczana metodą kolorymetryczną. Zasada
metody polega na odfiltrowaniu na sączku membranowym o określonej nominalnej średnicy
porów, określonej objętości badanej cieczy (np.: paliwa lotnicze – 5 litrów, ciecze
hydrauliczne – 1 litr) w urządzeniu do polowego pobierania próbek zanieczyszczeń. Wygląd
sączka z odfiltrowanymi zanieczyszczeniami jest porównywalny ze skalą wzorców barwnych.
Metoda ta również jest stosowana do przybliżonej oceny składu granulometrycznego
zanieczyszczeń. W tym przypadku skala wzorców ma naniesione cząstki zanieczyszczeń.
Inną, powszechnie stosowaną metodą oznaczania zawartości zanieczyszczeń stałych w
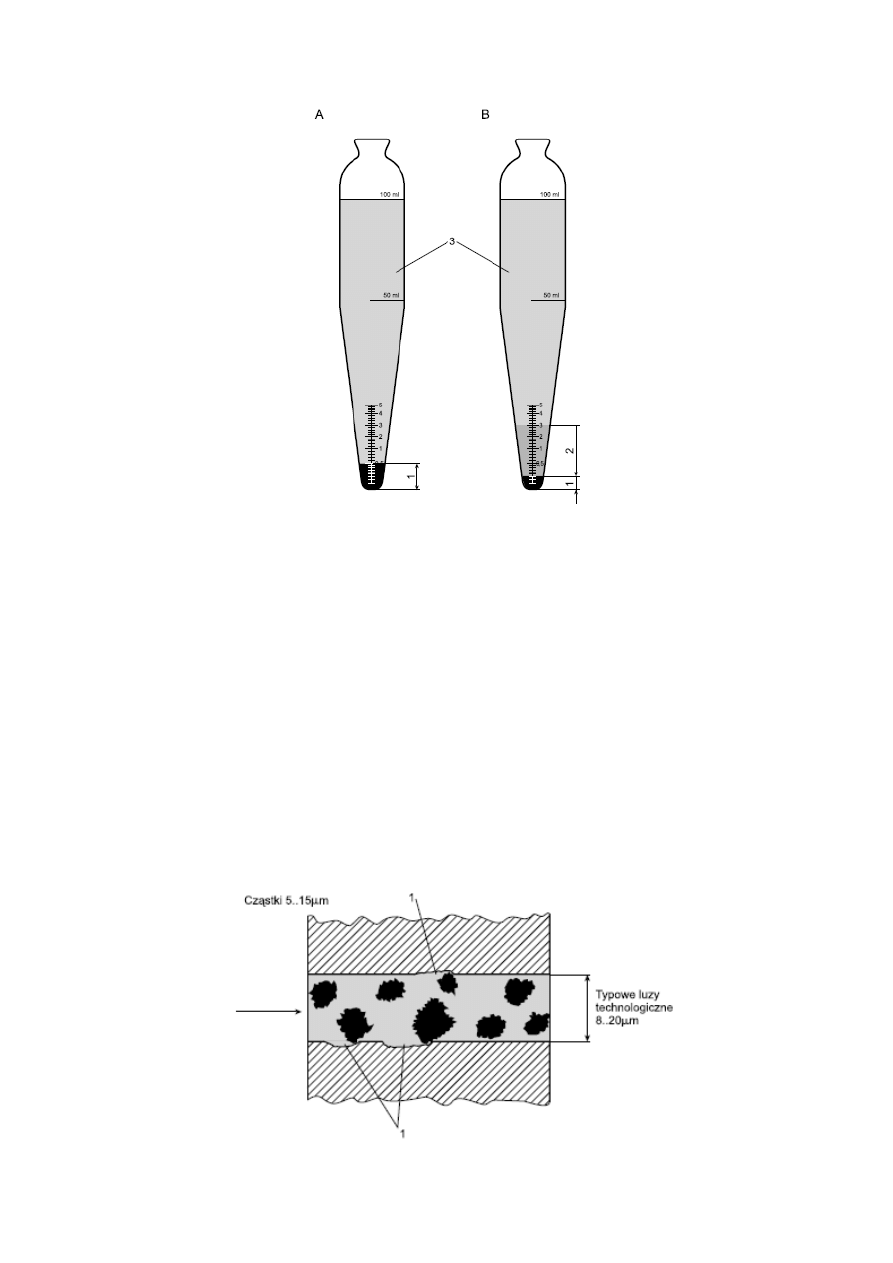
cieczach eksploatacyjnych, jest tzw. metoda wirówkowa. Metoda ta polega na odwirowaniu w
wirówce zanieczyszczeń z określonej objętości cieczy (100 ml lub 50 ml). Ciecz jest
umieszczana w wyskalowanej probówce o stożkowym dnie (rys. 3), a następnie wirowana
przez 10 minut z prędkością 1500 obr/min. Zawartość zanieczyszczeń w %(V/V) jest
odczytywana na podziałce skali umieszczonej na probówce. W tej metodzie równocześnie jest
oznaczana zawartość wody, wyrażona w %(V/V). Metoda wirówkowa jest przeznaczona do
cieczy, w których zawartość zanieczyszczeń stałych lub wody jest większa od 0,1 %(V/V).
W przypadku olejów smarnych o dużej lepkości jest stosowana metoda analogiczna,
polegająca na odwirowaniu zanieczyszczeń stałych zawartych w 10 ml oleju, który jest
rozpuszczony w 90 ml nafty lub 90 ml toluenu. Wynik podaje się z uzupełniającym okre-
ś
leniem: zawartość zanieczyszczeń stałych, odpowiednio nierozpuszczalnych w nafcie lub
toluenie. W dokumentacji technicznej w języku angielskim, oznaczona w ten sposób
zawartość zanieczyszczeń jest określana jako: precipitation number.
Zawartość zanieczyszczeń stałych jest podawana w [%(m/m)], [%(V/V)] lub w [mg/dm3].
5
Rys. 3. Probówka do oznaczania zawartości zanieczyszczeń mechanicznych i wolnej wody metodą
wirówkową; A – probówka z wydzielonymi zanieczyszczeniami, B – Probówka z zanieczyszczeniami
i wodą, 1 – odwirowane zanieczyszczenia mechaniczne, 2 – odwirowana woda, 3 – badany olej
Mechanizmy oddziaływania zanieczyszczeń stałych
Zużycie materiałów konstrukcyjnych skojarzeń trących wywoływane obecnością
zanieczyszczeń stałych w cieczach eksploatacyjnych, wynika z następujących mechanizmów:
•
zużycie ścierne,
•
erozja,
•
zużycie na skutek kontaktów powierzchniowych,
•
zużycie zmęczeniowe materiału,
•
zużycie kawitacyjne,
•
zużycie korozyjne.
Zużycie ścierne jest powodowane przez cząstki o wymiarach zbliżonych do wielkości
luzów technologicznych pomiędzy współpracującymi powierzchniami. Powstają bruzdy i
wyżłobienia na powierzchniach, wzrastają luzy i naprężenia zmęczeniowe w obciążonych
częściach. Zużycie ścierne jest również wywoływane cząstkami mniejszymi od wielkości
luzów technologicznych (rys. 4).
6
Rys. 4 Mechanizm szlifowania powierzchni przez przepływające cząstki zanieczyszczeń o wymiarach
zbliżonych do luzów technologicznych
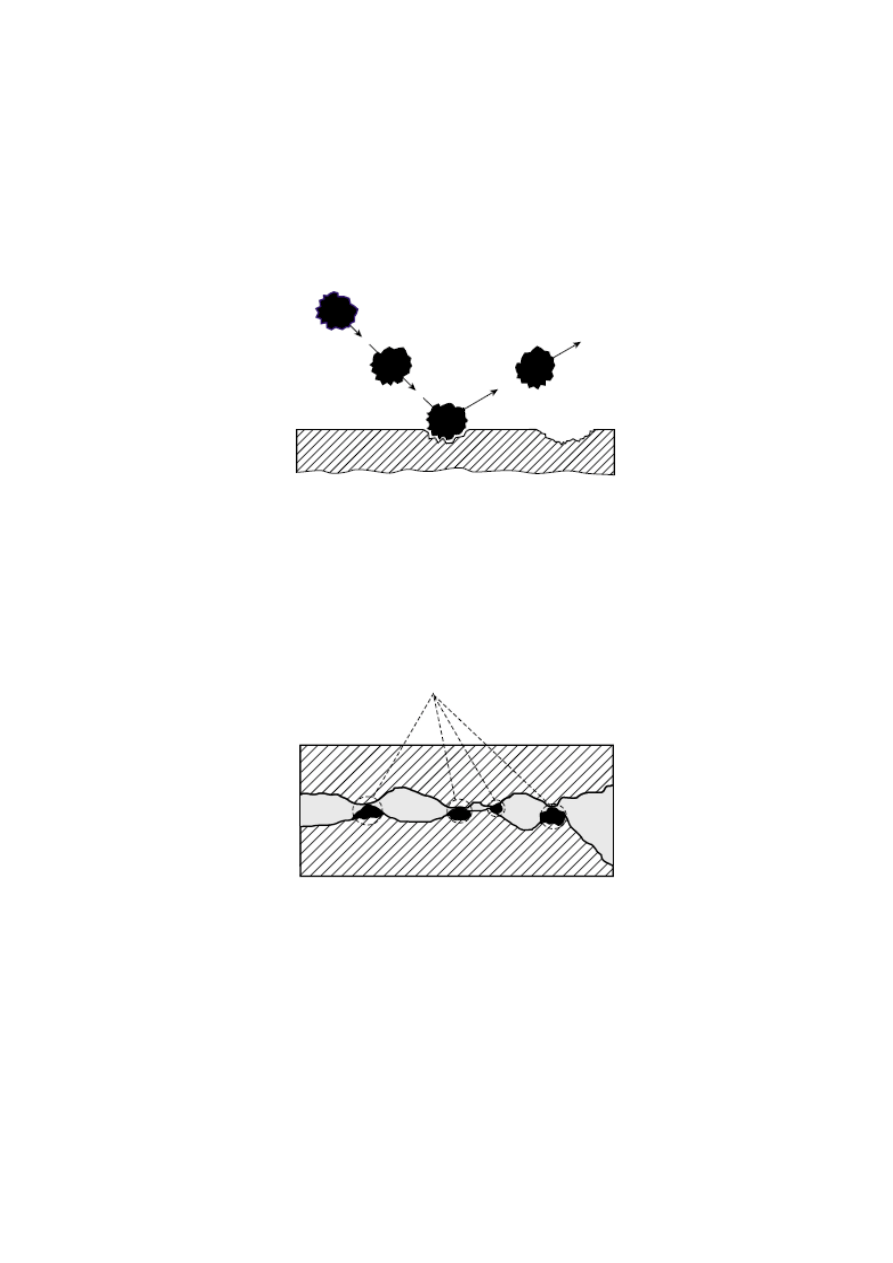
Erozja materiału występuje w przypadku dużej prędkości strumienia cieczy. W takich
układach cząstki zanieczyszczeń zawieszone w cieczy podlegają znaczącym przyśpieszeniom.
Energia kinetyczna tych cząstek (pomimo ich małej masy) może być znaczna, osiągają one
bowiem prędkości do 120 m/s. Uderzenia cząstek w powierzchnie materiału powoduje
wyrwanie jego fragmentów. Mechanizm erozji ilustruje rys. 5.
Rys. 5 Mechanizm erozji wywoływanej cząstkami twardych zanieczyszczeń
Zużycie na skutek kontaktów powierzchniowych występuje podczas długotrwałej
współpracy powierzchni skojarzeń trących, rozdzielonych zanieczyszczonym środkiem
smarnym (rys. 6). Podczas prawidłowej eksploatacji współpracujące powierzchnie są
oddzielone filmem olejowym. W przypadku przerwania filmu smarującego, występuje
zjawisko tarcia granicznego lub suchego. Dochodzi wówczas do bezpośredniego kontaktu
powierzchni skojarzeń trących z cząstkami zanieczyszczeń stałych. Cząstki zanieczyszczeń
zawarte w cieczy eksploatacyjnej intensyfikują ten proces. W takiej sytuacji może dochodzić
do przyśpieszonego zużycia, mikrozespawań, a w skrajnym przypadku do zatarcia.
Rys. 6 Mechanizm zużycia wywołany zanieczyszczeniami w wyniku bezpośrednich kontaktów
powierzchni
Zużycie zmęczeniowe materiału występuje głównie w łożyskach ślizgowych wówczas, gdy
twarde cząstki przedostają się między współpracujące powierzchnie. Wywierane naciski
powodują naruszenie struktury materiału, a następnie wypadanie jego fragmentów.
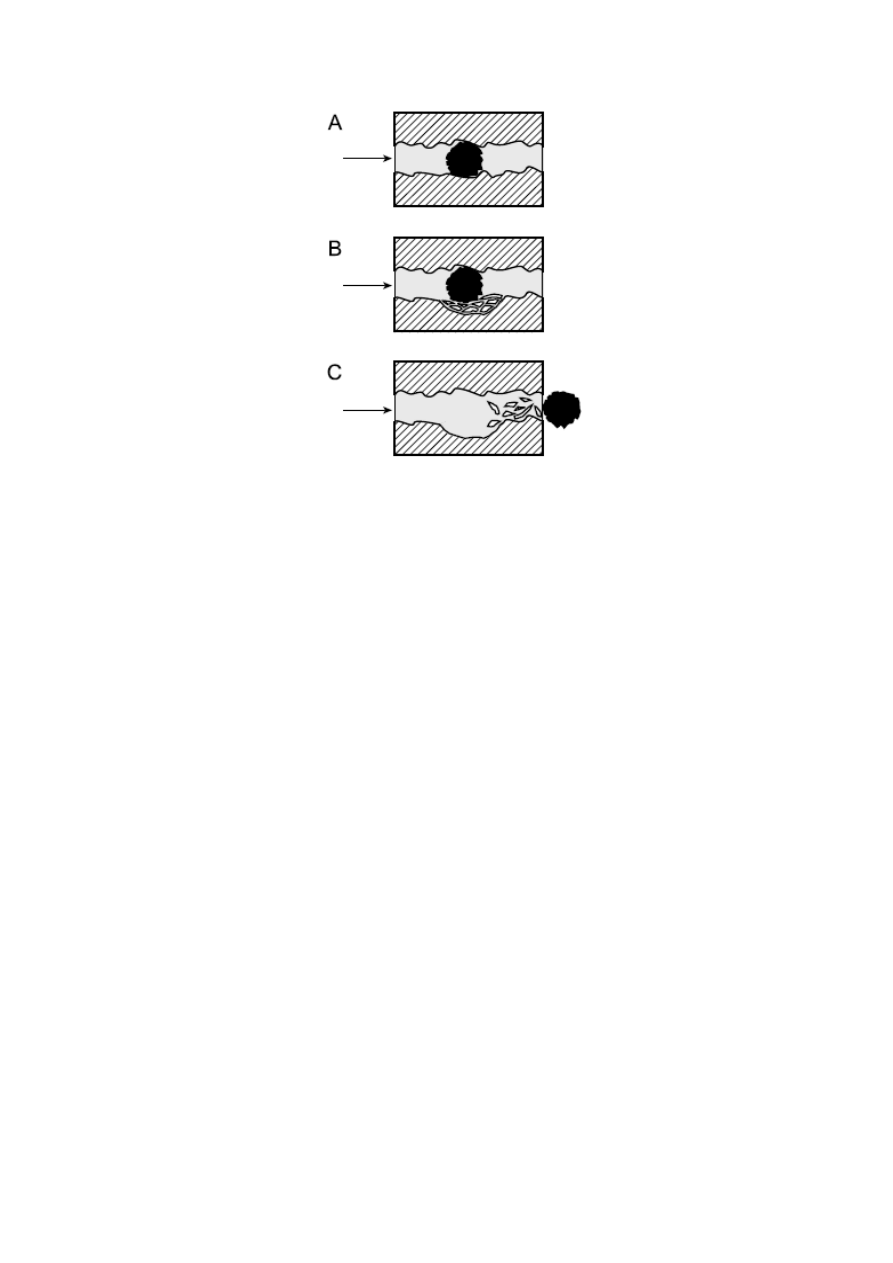
Mechanizm zużycia zmęczeniowego przedstawiono na rys. 7.
7
Rys. 7 Mechanizm zużycia zmęczeniowego; A – nacisk na powierzchnię przez cząsteczkę
zanieczyszczenia, B – naruszenie struktury materiału, C – wypadanie fragmentów materiału
Zużycie kawitacyjne ma miejsce w przypadku, gdy w układzie występuje zjawisko
kawitacji. Obecność cząstek zanieczyszczeń stałych przyśpiesza procesy zużycia. Kawitacja
jest to skomplikowane zjawisko, polegające na implozji pęcherzyków gazu w cieczy. Pę-
cherzyki powstają w układzie w miejscach, gdzie następuje gwałtowne obniżenie ciśnienia.
Przemieszczają się one wraz ze strugą cieczy i gwałtownie zanikają w momencie, gdy
ciśnienie wzrasta. Powodem ich pojawiania się mogą być również drgania stałe w układzie.
Gwałtowność implozji pęcherzyków powoduje powstawanie fal uderzeniowych, o długości
0,1 … 0,2 µm, które atakują powierzchnię z ogromnymi prędkościami, dochodzącymi do 1
km/s (lokalne wzrosty ciśnienia do dziesiątek tysięcy barów) i wyrywają fragmenty metalu
tworząc głębokie wżery kawitacyjne. Oderwane cząstki metalu zanieczyszczają układ.
Elementami układów hydraulicznych, najbardziej narażonymi na kawitację są: pompy,
dławiki i rozdzielacze.
Zużycie korozyjne może być przyśpieszane obecnością zanieczyszczeń stałych, wskutek
stałego odsłaniania pasywowanej powierzchni materiału. Korozja jest zjawiskiem elektroche-
micznym i zależy od wielu różnych czynników. Pewne związki chemiczne, zawarte w
cieczach hydraulicznych mogą być agresywne wobec niektórych metali. W celu
przeciwdziałania temu zjawisku, metale konstrukcyjne są dobierane w taki sposób, aby w
ś
rodowisku cieczy eksploatacyjnej ulegały one pasywacji. Zdzieranie przez zanieczyszczenia
stałe warstewki pasywacyjnej powoduje korozję kolejnych warstw materiału.
Zamulanie jest to proces osadzania się cząstek zanieczyszczeń stałych, o wymiarach 2 … 5
µ
m, na ogół mniejszych od wielkości luzów technologicznych i porów filtra, w takich
miejscach układu, gdzie strumień przepływającej cieczy nie może ich przemieścić. Zamulanie
może doprowadzić do całkowitego zatkania i unieruchomienia układu. Przeważnie jest to
powodowane przez cząstki zanieczyszczeń, o wymiarach zbliżonych do wielkości luzów
technologicznych.
1.4. Skutki obecności zanieczyszczeń
W wyniku obecności zanieczyszczeń następuje niszczenie elementów układu:
zaworów, pomp, regulatorów i innych precyzyjnych mechanizmów, a także łożysk,
8
przekładni itp. Szczególnie znaczące są uszkodzenia pomp hydraulicznych, regulatorów,
wtryskiwaczy, mających bezpośredni kontakt z zanieczyszczoną cieczą eksploatacyjną.
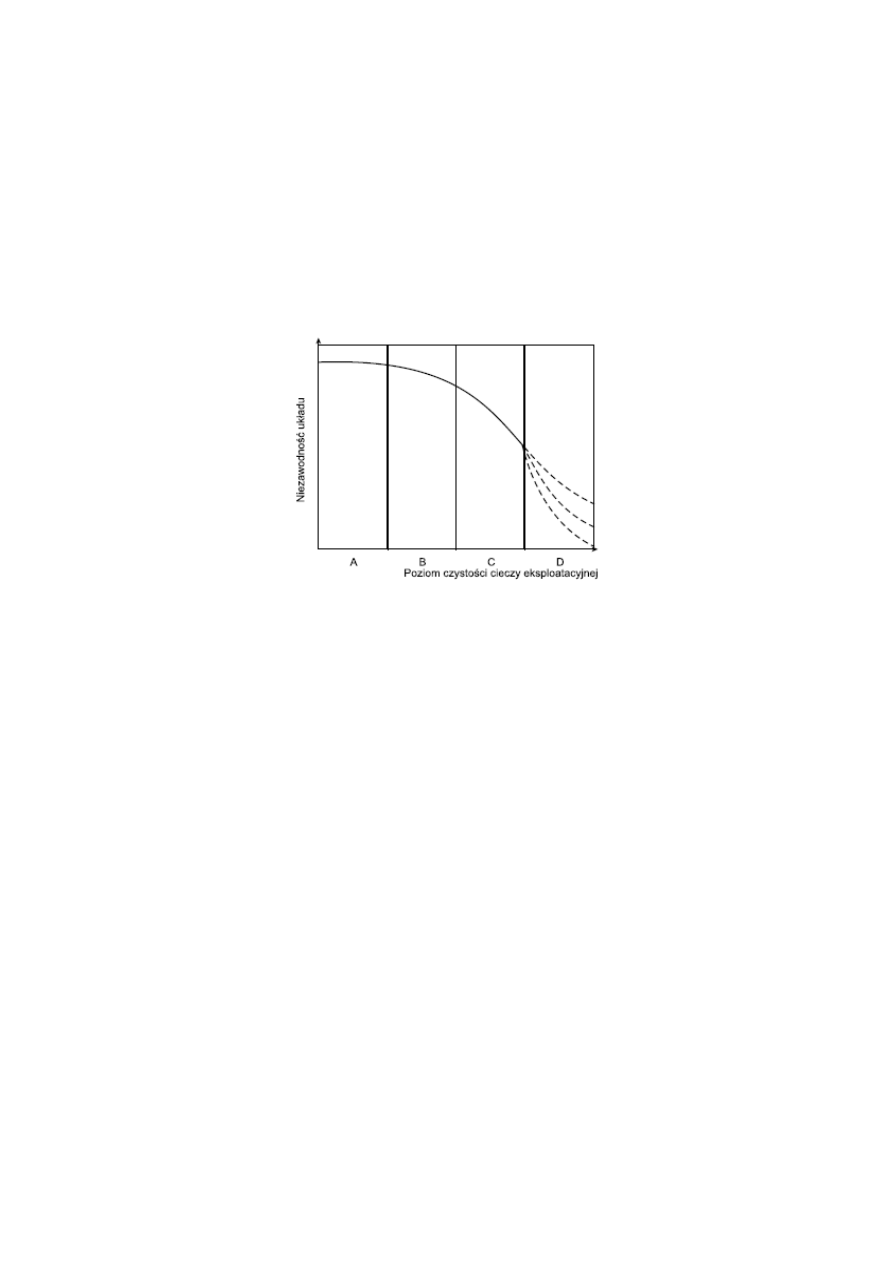
Stan czystości cieczy eksploatacyjnej ma istotne znaczenie dla niezawodności precyzyjnych
układów. W sposób uogólniony ilustruje to wykres przedstawiony na rys. 8. Przedstawia on
zależność niezawodności od umownego poziomu czystości cieczy. Przyjmując że obszar A
prezentuje poziom czystości nominalny, tj. w sposób optymalny dobrany przez producenta,
niewielkie odchylenie od poziomu nominalnego (obszar B) już powoduje zmniejszenie
niezawodności. Duże odchylenie od poziomu nominalnego (obszar C) powoduje istotne
zmniejszenie niezawodności, a znaczne przekroczenie (obszar D) powoduje, że zmiany nieza-
wodności są bardzo zróżnicowane i praktycznie niemożliwe do przewidzenia.
Rys. 8. Wpływ poziomu zanieczyszczeń w cieczy hydraulicznej na niezawodność układów
hydraulicznych; A – zakres czystości nominalnej, B – niewielkie odchylenia od czystości nominalnej,
nie powodujące istotnych zmian niezawodności układu, C – duże odchylenia od czystości nominalnej,
powodujące istotne zmniejszenie niezawodności układu, D – bardzo duże odchylenia od czystości
nominalnej, powodujące zróżnicowane zmniejszenie niezawodności układu
2.
Zawartość wody
Zanieczyszczeniem, które często towarzyszy produktom naftowym, jest woda. Woda ta może
przedostać się do produktów na skutek niewłaściwego magazynowania, transportu czy
dystrybucji oraz wskutek kondensacji pary wodnej z powietrzem. Wodę zawartą w
produktach naftowych, uznaje się za zanieczyszczenie o dużej szkodliwości dla eksploatacji.
Stopień szkodliwości wody jest zależny od: rodzaju produktu i warunków jego stosowania,
wrażliwości smarowanego układu oraz postaci wody zawartej w produkcie. Najważniejsze
znaczenie dla eksploatacji i dystrybucji ma woda w postaci:
•
woda rozpuszczona w produkcie,
•
woda zemulgowana w produkcie w postaci kropelek tworzących zawiesinę,
•
woda wolna w postaci odrębnej fazy na dnie lub ściankach zbiorników i przewodów,
•
lód zdyspergowany w produkcie w postaci drobnych kryształków,
•
lód w postaci odrębnej fazy na dnie zbiornika lub na ściankach przewodów.
W zależności od warunków: temperatury, ciśnienia fazy ciekłej i wilgotności fazy gazowej
nad produktem, jedna postać wody w produkcie może przekształcać się w inną.
2.1. Metody oznaczania wody w produktach naftowych
Metody oznaczania wody w produktach naftowych są bardzo zróżnicowane – od prostych
metod „polowych”, po metody laboratoryjne wymagające specjalistycznej i drogiej aparatury.

9
Metody wizualne oznaczania wody w paliwach
Test na czystość i przezroczystość
Test ten polega na wizualnej ocenie paliwa pobranego do czystego, suchego, zamykanego
naczynia szklanego o pojemności ok. 1 dm
3
. Paliwo powinno być czyste bez zanieczyszczeń
stałych i wolnej wody oraz przezroczyste, tj. bez wody w postaci zemulgowanej. Dla oceny
przejrzystości można posłużyć się kawałkiem gazety – powinno się z łatwością przeczytać
tekst przez warstwę paliwa.
Ocena czystości w szklanym cylindrze miarowym (PN-86/C-96026)
Ocena wizualna wg PN-86/C-96026 polega na wzrokowej ocenie próbki palowa pobranej
do suchego i czystego cylindra. Obserwując paliwo w świetle przechodzącym wzrokowo
ocenia się czy paliwo nie jest mętne, nie zawiera zawieszonej lub wolnej wody ani osadów na
dnie.
Metody chemiczne oznaczania wody w paliwach
Metody chemiczne pozwalają na wykrywanie w paliwie wody zemulgowanej na poziomie
od kilku do kilkudziesięciu ppm. Istnieje szereg sposobów wykrywania zemulgowanej na tak
niskich poziomach. Ma to szczególnie duże znaczenie dla paliw lotniczych. Dopuszczalny
poziom zawartości wody w paliwie dostarczonym do samolotu określa się na 15 do 30 ppm.
Shell water detector – polega na pobraniu za pomocą strzykawki 5 cm
3
paliwa przez
kapsułkę z filtrem impregnowanym substancją wodoczułą. Zmiana koloru z żółtego na
zielony świadczy o obecności powyżej 30 ppm wody.
Metrocator test – polega na wytrząsaniu próbki paliwa z proszkiem wodoczułym w
naczyniu zamkniętym odpowiednio spreparowanym dyskiem papierowym i porównaniu
intensywności występowania purpurowo – niebieskich kropek na dysku ze skalą wzorców 5,
15, 30, 60 ppm. Brak kropek świadczy o zawartości wody mniejszej niż 5ppm.
Jakościowe oznaczanie wody w olejach
Oznaczanie wody w olejach wg PN-56/C-04085 – polega na ogrzewaniu oleju w zakresie
100-200°C. Jeśli pieni się i słychać charakterystyczne trzaski, wówczas oznacza to, że olej
jest zawodniony. Metoda ta bardzo prosta, od strony wykonawczej i interpretacyjnej, jest
jednocześnie bardzo czuła i umożliwia wykrycie nawet śladowych ilości wody.
Ilościowe oznaczenie wody w produktach naftowych
Ilościowo wodę w produktach naftowych można oznaczać znormalizowanymi metodami:
metodą Karola Fischera, metodą wirówkową lub destylacji.
Metodę K. Fischera ((PN-EN ISO 12937:2002(U) – stosuje się do oznaczania wody w
produktach naftowych o zawartości wody w zakresie od 0,0005% do 0,5%. Zasada
oznaczania wody tą metodą polega na potencjometrycznym miareczkowaniu wydzielonej
wody odczynnikami Fischera.

10
Metodą wirówkową (PN-89/C-04087) – oznacza się łączną zawartość zanieczyszczeń i
wody w produktach naftowych.
Do oznaczania zawartości wody w produktach naftowych stosuje się także metodę
spektrofotometryczną, wykorzystującą fakt, że w zakresie podczerwieni woda daje
charakterystyczne pasmo o długości fali 3600cm
-1
.
II CZĘŚĆ DOŚWIADCZALNA
OZNACZANIE ZAWARTOŚCI STAŁYCH CIAŁ OBCYCH
Zasada oznaczania
Metoda oznaczania zawartości stałych ciał obcych polega na przesączeniu – rozpuszczonego
w benzenie lub benzynie ekstrakcyjnej – oleju przez lejek z filtrem ze spiekanego szkła, a
następnie usunięciu resztek oleju z filtra drogą ekstrakcji.
Po wysuszeniu na filtrze pozostaną stałe ciała obce.
Przyrządy i odczynniki
Zestaw pomiarowy składa się z następujących elementów:
a) aparat do ekstrakcji
•
kolba stożkowa A,
•
gilza ekstrakcyjna B,
•
chłodnica kulkowa G,
b) lejek z filtrem ze spiekanego szkła,
c) ogrzewanie.
W przypadku olejów eksploatacyjnych jako ciecz do ekstrakcji używany jest benzen.
Sposób przeprowadzenia pomiaru
Próbkę oleju należy wymieszać wytrząsając ją w ciągu 5 minut w butelce wypełnionej
produktem do 3/4 pojemności. W zlewce lub kolbie stożkowej odważyć 100 g oleju z
dokładnością do 0,05 g, a następnie rozpuścić w 3-6-krotnej ilości benzenu. Następnie roz-
puszczony olej należy podgrzać w łaźni wodnej i przesączyć przez odpowiednio przygotowany
lejek z filtrem. Przygotowanie lejka z filtrem polega na tym, że przemyty benzenem lejek po
dwugodzinnym suszeniu w temperaturze 105-110°C i godzinnym pobycie w eksykatorze waży się
z dokładnością 0,0002. g. Suszenie i ważenie powtarza się tak długo, aż różnica między kolejnymi
wartościami wag lejka będzie równa lub mniejsza od 0,0004 g. Jeśli produkt badany zawiera
wodę, to przed przesączeniem roztwór należy pozostawić w spokoju przez 20 minut w celu
rozdzielenia się warstw, po czym ostrożnie zlać warstwę górną (benzenowa), a do pozostałości w
zlewce dodać 5-10-krotną ilość alkoholu etylowego i dopiero wtedy przesączyć przez lejek z
filtrem. Pozostały w zlewce osad spłukać na lejek gorącym rozpuszczalnikiem, zbierając resztę
osadu ze zlewki za pomocą bagietki. Następnie lejek z częściami rozpuszczalnymi umieszcza się
w aparacie ekstrakcyjnym i ekstrahuje benzenem. Ekstrakcję prowadzi się do momentu, gdy
spływający rozpuszczalnik będzie bezbarwny, a jego kropla umieszczona na bibule nie pozotawi
ś
ladu po odparowaniu. Po zakończeniu przemywania lejek z filtrem wyjąć z aparatu
ekstrakcyjnego i suszyć w temperaturze 105-110°C przez 2 godziny, a następnie umieścić w
eksykatorze na okres 1 godziny i zważyć z dokładnością do 0,0002 g. Suszenie i ważenie
11
powtarzać postępując jak wyżej dopóty, dopóki różnica między dwoma kolejnymi ważeniami nie
będzie równa lub mniejsza od 0,0004 g, przy czym okres suszenia powinien wnosić 1 godzinę.
Obliczanie zawartości ciał stałych w badanym oleju
Zawartość stałych ciał obcych (X) w badanym oleju obliczamy w procentach wagowych według
wzoru:
100
3
2
1
∗
−
=
m
m
m
X
gdzie:
m
1
– masa lejka z filtrem ze stałymi ciałami obcymi, w gramach
m
2
– masa lejka z filtrem, w gramach,
m
3
– odważka badanego oleju, w gramach.
OZNACZANIE
ZAWARTOŚCI
ZANIECZYSZCZEŃ
I
WODY
METODĄ
WIRÓWKOWĄ
Zasada pomiaru
W metodzie wirówkowej oznacza się łączną zawartość wody i innych zanieczyszczeń w
przetworach naftowych przy wykorzystaniu zjawiska rozwarstwiania pod wpływem siły
odśrodkowej, na skutek różnych ciężarów właściwych zanieczyszczeń i oleju.
Przyrządy
Oznaczanie przeprowadza się przy pomocy wirówki o dwóch lub więcej gniazdach próbkowych,
rozmieszczonych symetrycznie. Średnica koła utworzonego przez dna wirujących probówek
powinna wynosić 400 mm, a prędkość kątowa 1500 ± 100 obr/min. Przy średnicy innej niż 400
mm prędkość kątowa powinna być równa prędkości kątowej ω obliczonej według wzoru:
d
400
1500
=
ω
gdzie: d - średnica koła utworzonego przez dna wirujących probówek.
Odchylenia od znalezionej prędkości kątowej mogą wynosić ~ 100 obr/min. Probówki szklane, do
których nalewa się badany olej, posiadają podziałkę od 1 do 100 %.
Sposób przeprowadzania oznaczenia
Do probówek należy wlać po 1-3 kropli kwasów naftenowych, a następnie do poziomu
odpowiadającego 50% pojemności pomiarowej wlewa się mieszaninę benzyny ekstrakcyjnej III
lub IV i benzenu (skład mieszaniny 1:1). Pozostałą objętość probówek, do poziomu
odpowiadającego 100%, uzupełnia się dokładnie wymieszanym olejem. Probówki należy
szczelnie zamknąć i dokładnie wymieszać ich zawartość przez kilkakrotne przechylenie do góry
dnem. Następnie po nałożeniu na każdą probówkę chłodnicy powietrznej należy je wstawić do
łaźni o temperaturze 50°C, zanurzając pod kreską odpowiadającą 100% i pozostawić w łaźni, aż
zawartości probówek osiągną temperaturę około 50°C. Po rozmieszaniu tak przygotowanych
probówek symetrycznie w wirówce należy je wirować 5 minut z prędkością obliczoną według
przedstawionego wzoru. Po odwirowaniu probówki wyjąć i odczytać na skalach ilość
12
wydzielonych zanieczyszczeń i wody, po czym ponownie umieścić w wirówce i wirować przez 5
minut, 5-minutowe wirowanie powtarzać tak długo, aż różnica między dwoma kolejnymi
odczytami będzie mniejsza od 10% wyniku mniejszego. Jeżeli w górnej części warstwy wodnej
wydzieli się kłaczkowaty osad, oznacza to, że probówka przed wirowaniem nie została należycie
ogrzana, w tym przypadku należy oznaczenie powtórzyć. Zawartość wody i innych
zanieczyszczeń w procentach objętościowych otrzymuje się mnożąc przez dwa liczbę odczytaną
na skali probówki.
Wyszukiwarka
Podobne podstrony:
cwiczenie 04 53
Kinezyterapia cwiczenia# 04 2008 Chod o kulach
fiz cwiczenia 04(1)
Fizjologia Cwiczenia 04 id 1743 Nieznany
Fizykoterapia Cwiczenia 04 id 1 Nieznany
Ćwiczenie 04
Kinezyterapia ćwiczenia# 04 2008 Chod o kulach i PNF
Ćwiczenia' 04 2013r
ćwiczenia 9 04 Prawo
cwiczenia 5 4.04.2008, Prawoznawstwo, Materialy e-learning, mgr M. Zalewska
CWICZENIA, Ćwiczenia 3 - 04.03.05 - Receptory, 04
CWICZENIE 04 2012
Cwiczenie 04 2
cwiczenie 04
fiz cwiczenia 04
Analiza cwiczenia 8 04 13
cwiczenia 04
Cwiczenie 04 Testy penetracyjne rekonesans
więcej podobnych podstron