Zespół Szkół Nr 1 im. Jana Kilińskiego w Pabianicach
Przedmiot: Proces projektowania cz
ęś
ci maszyn
1
Orientacyjne warto
ś
ci współczynnika z wytrzymało
ś
ci spoin
k
z
k
⋅
=
′
(1.1)
gdzie:
k – napr
ęż
enia dopuszczalne dla materiału ł
ą
czonych cz
ęś
ci
k
’
– napr
ęż
enia dopuszczalne dla spoiny
z – współczynnik wytrzymało
ś
ci spoiny.
Warto
ś
ci współczynnika z oraz zale
ż
no
ść
1.1 stosuje si
ę
do oblicze
ń
przy-
bli
ż
onych. Przy bardzo dokładnych obliczeniach spoin warto
ść
przyjmowanego
współczynnika z uzale
ż
nia si
ę
od wielu innych czynników, w tym od:
— rodzaju spoiny (I, V, U itd.),
— wytrzymało
ś
ci materiału (im wy
ż
sza warto
ść
R
m
, tym mniejsza warto
ść
współczynnika
z),
— rodzaju obci
ąż
enia (statyczne, dynamiczne) i warunków pracy poł
ą
czenia,
— sposobu kontrolowania jako
ś
ci spoiny.
Spoiny czołowe.
W zale
ż
no
ś
ci od rodzaju obci
ąż
enia spoiny czołowe oblicza si
ę
:
— na rozci
ą
ganie lub
ś
ciskanie (rys. 1a)
'
r
r
k
S
F
≤
=
σ
lub
'
c
c
k
S
F
≤
=
σ
— na
ś
cinanie (rys. 1b)
'
t
S
F
t
k
≤
=
τ
— na zginanie (rys. 1c)
'
g
x
g
g
k
W
M
≤
=
σ
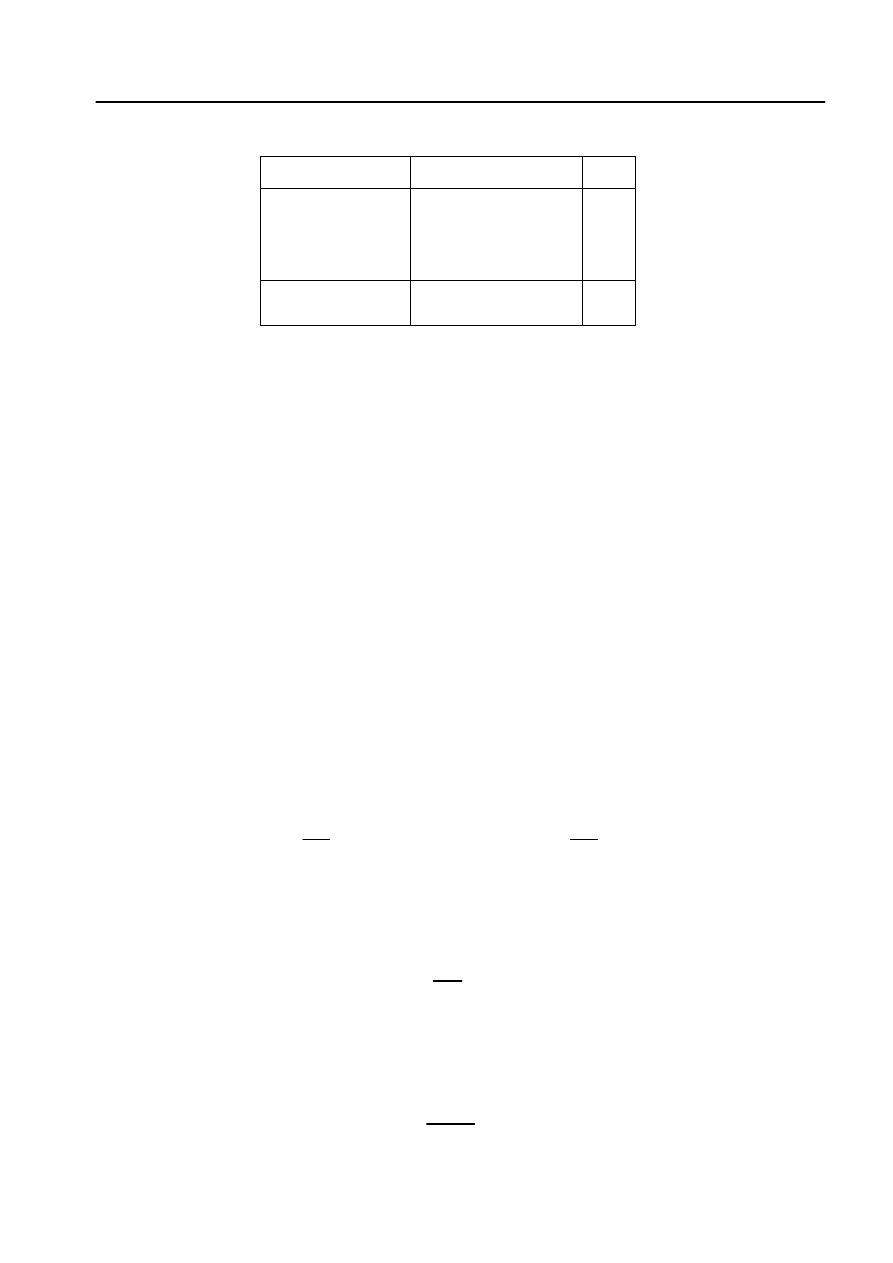
Spoiny
Rodzaj obci
ąż
enia
z
Czołowa
rozci
ą
ganie
0,8
ś
ciskanie
1,0
zginanie
0,9
ś
cinanie
0,65
Pachwinowa
wszystkie rodzaje
obci
ąż
e
ń
0,65
Zespół Szkół Nr 1 im. Jana Kilińskiego w Pabianicach
Przedmiot: Proces projektowania cz
ęś
ci maszyn
2
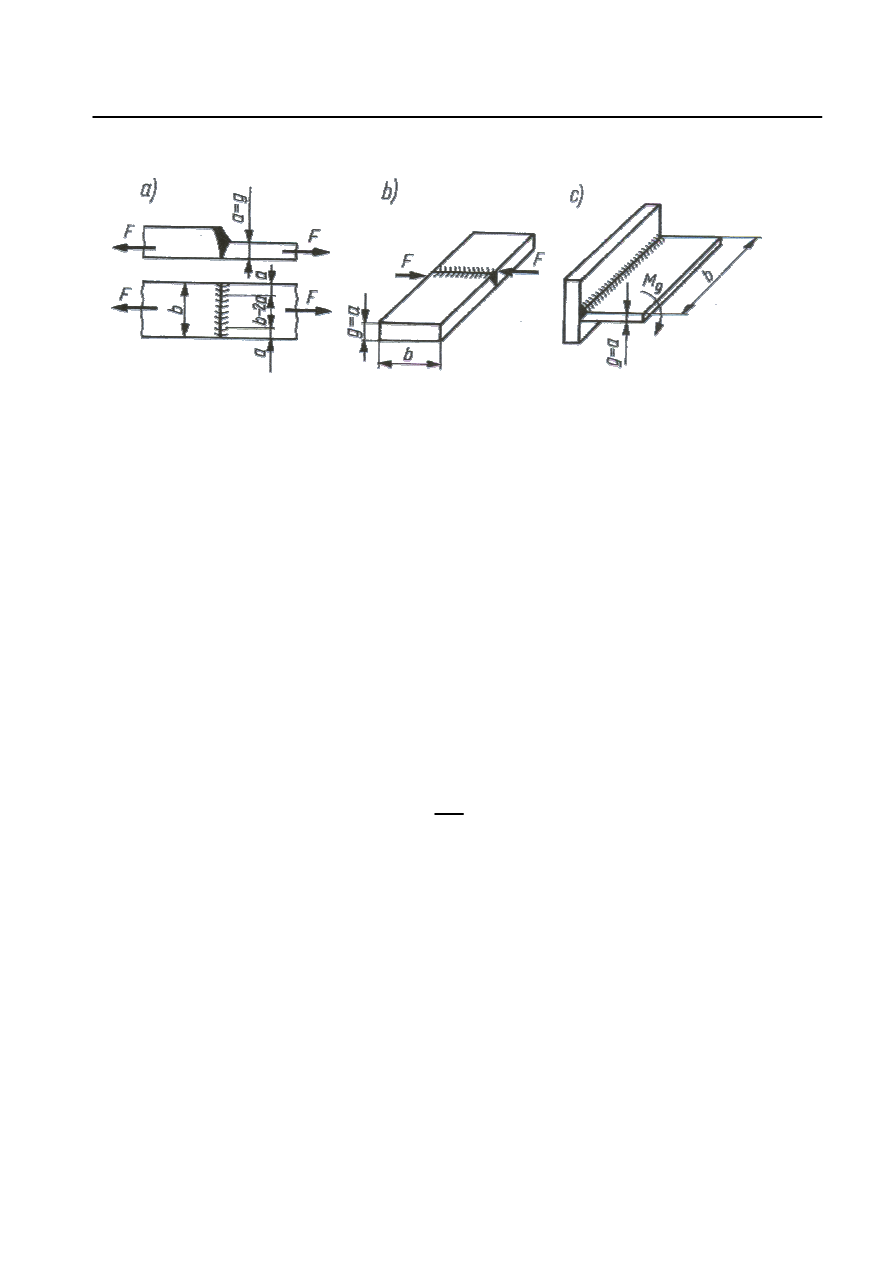
Wymiary spoin czołowych
Rys. 1.
Wymiary spoin czołowych przyjmuje si
ę
równe przekrojowi geometrycznemu
cz
ęś
ci spawanej o mniejszym przekroju, czyli wg rys. 1: a = g, b = l.
Pocz
ą
tek i koniec długo
ś
ci spoiny, czyli tzw. kratery, s
ą
najsłabszymi miej-
scami w spoinie, zatem uwzgl
ę
dniaj
ą
c długo
ść
dwóch kraterów, przyjmuje si
ę
rzeczywist
ą
długo
ść
spoiny l
rz
= b = l + 2a lub l = b — 2a (np. wg rys. 1a). Gdy
konieczne jest pełne wykorzystanie wytrzymało
ś
ci spoiny czołowej, stosuje si
ę
wyprowadzenie spoiny na podkładki (przyspawane płytki, na których zaczyna si
ę
i
ko
ń
czy spoin
ę
); płytki te odcina si
ę
po wykonaniu spoiny. W tym przypadku przyjmuje
si
ę
l = b.
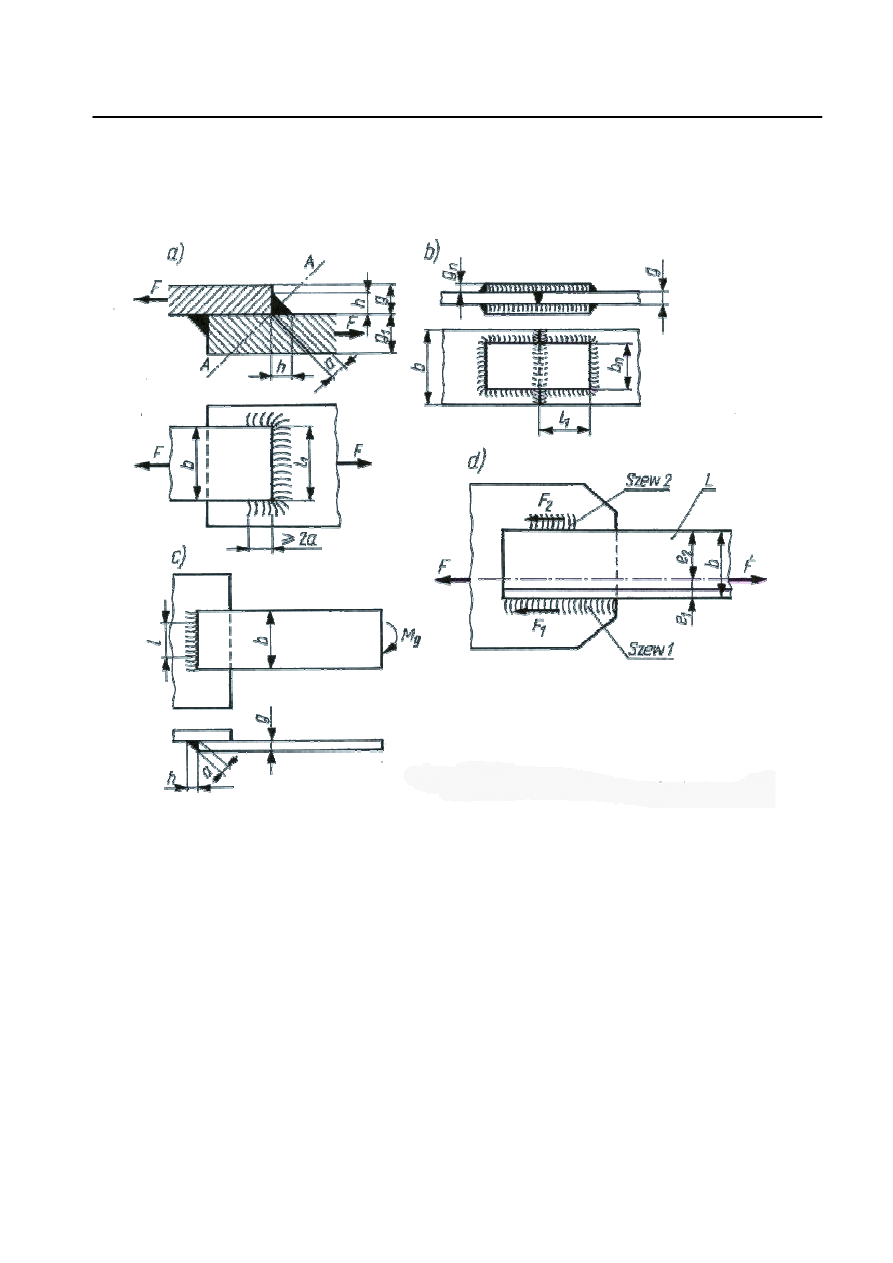
Spoiny pachwinowe.
W spoinach pachwinowych wyst
ę
puje w rzeczywisto
ś
ci zło
ż
ony stan
napr
ęż
e
ń
, pomijany w obliczeniach uproszczonych. Zwykle spoiny pachwinowe
oblicza si
ę
umownie na
ś
cinanie w najmniejszym przekroju spoiny A — A (rys. 2a). W
przypadku obci
ąż
e
ń
rozci
ą
gaj
ą
cych,
ś
ciskaj
ą
cych i
ś
cinaj
ą
cych stosuje si
ę
wzór
'
t
S
F
k
≤
=
τ
Obliczeniow
ą
grubo
ść
spoiny a (rys. 2a) przyjmuje si
ę
w zale
ż
no
ś
ci od wysoko
ś
ci spoiny
h
h
h
a
o
7
,
0
45
cos
≈
⋅
=
(1.2)
W poł
ą
czeniach, w których h = g, przyjmuje si
ę
a
≈
0,7g, przy czym grubo
ść
spoiny
a zaokr
ą
gla si
ę
do całych milimetrów (z niedomiarem). Nale
ż
y równie
ż
zachowa
ć
warunek: 3 mm
≤
a
≤
15 mm.
Jako długo
ść
obliczeniow
ą
spoiny przyjmuje si
ę
całkowit
ą
długo
ść
spoin,
przenosz
ą
c
ą
obci
ąż
enie, np. wg rys. 2a: l=2l
1
, wg rys. 2b: l = 2(2l
1
+ b
n
). W spoinach
pachwinowych na jeden krater przyjmuje si
ę
1,5a, st
ą
d długo
ść
rzeczywista spoiny wynosi
l
rz
= l + 3a.
Zespół Szkół Nr 1 im. Jana Kilińskiego w Pabianicach
Przedmiot: Proces projektowania cz
ęś
ci maszyn
3
W poł
ą
czeniach, w których wyst
ę
puj
ą
tylko szwy wzdłu
ż
ne lub tylko poprzeczne,
mo
ż
na przeci
ą
gn
ąć
szwy poza naro
ż
a (gdy jest to mo
ż
liwe konstrukcyjnie) na długo
ść
≥
2a, pomijaj
ą
c t
ę
długo
ść
przy obliczeniach (np. rys. 2a).
Wymiary spoin pachwinowych.
Rys. 2.
Zaleca si
ę
, aby długo
ść
spoin no
ś
nych w szwach wzdłu
ż
nych wynosiła 10a < l < 60a przy
l
min
= 40 mm.
Według PN-EN 22553:1997 i PN-EN ISO 4063:2002 na rysunkach podaje si
ę
długo
ść
spoin bez kraterów ko
ń
cowych, w zwi
ą
zku z tym ustalanie długo
ś
ci rzeczywistej
l
rz
jest konieczne tylko w przypadku, gdy długo
ść
spoiny wraz z kraterami wpływa
decyduj
ą
co na wymiary spawanych elementów.
W poł
ą
czeniach nakładkowych (rys. 2b) przekrój nakładek ustala si
ę
przy
zało
ż
eniu równej wytrzymało
ś
ci wszystkich elementów poł
ą
czenia. Gdy w poł
ą
czeniu
stosuje si
ę
tylko spoin
ę
pachwinow
ą
, nale
ż
y przyjmowa
ć
g
n
≥
0,60 przy nakładkach
dwustronnych oraz g
n
≥
1,1g — przy jednostronnych. Je
ż
eli pasy s
ą
poł
ą
czone spoin
ą
czołow
ą
i jednocze
ś
nie stosuje si
ę
nakładki poł
ą
czone spoin
ą
pachwinow
ą
, to wówczas
g
n
= (0,3÷0, 5)g przy nakładkach dwustronnych i g
n
= (0,7÷1)g — przy jednostronnych.
Zespół Szkół Nr 1 im. Jana Kilińskiego w Pabianicach
Przedmiot: Proces projektowania cz
ęś
ci maszyn
4
Gdy spoina pachwinowa jest obci
ąż
ona momentem zginaj
ą
cym (rys. 2c), jej wytrzymało
ść
obliczamy umownie z zale
ż
no
ś
ci
'
g
x
g
g
k
W
M
≤
=
τ
gdzie: W
x
— wska
ź
nik wytrzymało
ś
ci przekroju spoiny
6
7
,
0
6
2
2
b
h
l
a
W
x
⋅
≈
⋅
=
Odr
ę
bny przypadek stanowi
ą
poł
ą
czenia spawane, w których spoiny musz
ą
by
ć
wykonane niesymetrycznie wzgl
ę
dem linii działania siły, odpowiadaj
ą
cej linii
ś
rodków
ci
ęż
ko
ś
ci spawanej cz
ęś
ci (np. k
ą
townika). Zakłada si
ę
wówczas,
ż
e w spoinach le
żą
cych
po obu stronach linii działania siły powinny by
ć
jednakowe napr
ęż
enia. Na podstawie
warunków równowagi momentów sił działaj
ą
cych na obie spoiny (rys. 2d) mo
ż
na łatwo
ustali
ć
obci
ąż
enie poszczególnych szwów
b
e
F
b
e
b
F
F
2
1
1
⋅
=
−
=
oraz
b
e
F
F
1
2
⋅
=
Wyszukiwarka
Podobne podstrony:
projekt 3 połączenia spawane tematy
projekt polaczenia spawane
projektowanie polaczen spawanych, PWSZ, SEMESTR 4, WYTRZYMAŁOŚĆ MATERIAŁÓW
METAL projekt I styk Tarsa, POŁĄCZENIE SPAWANE A3
METAL projekt I styk Tarsa, POŁĄCZENIE SPAWANE A3
POŁĄCZENIA SPAWANE [Przykład1]
,PODSTAWY KONSTRUKCJI MASZYN, POŁĄCZENIA SPAWANE
połączenia spawane lab (2)
Metale, projekt 1-połączenie
połączenie spawane
Kolokwium ze śrub, sworzni oraz połączeń spawanych
POŁĄCZENIA SPAWANE
2 2 1 Badania materiałów i połączeń spawanych (labolatori
Połączenia spawane
Polaczenia spawane
Połączenia spawane
POŁĄCZENIA SPAWANE [Przykład3]
12 POLACZENIA SPAWANE kontrol Nieznany (2)
Konstrukcje metalowe 1 Przykl Polaczenia spawane id 246324
więcej podobnych podstron