Zadanie.
Maszynopis liczący 35 stron dano do przepisywania trzem różnym osobom a następnie sprawdzono liczbę
błędów popełnionych przez te osoby na każdej stronie maszynopisu. Wyniki przedstawia tablica:
Liczba błędów na stronie
maszynopis 1
maszynopis 2
maszynopis 3
0
3
4
1
1
4
10
3
2
6
8
4
3
9
5
5
4
6
4
8
5
4
3
10
6
3
1
4
razem stron:
35
35
35
Co można powiedzieć o pracy trzech osób przepisujących maszynopis? Która z nich najlepiej wykonała
zadanie?
Po wykonaniu niezbędnych obliczeń uzyskano następujące wielkości miar tendencji centralnej, rozrzutu i
asymetrii:
Miara
x
S
x
Me
Do
Q
1
Q
3
V
Sx
W
s
maszynopis1
3
1,67
3
3
2
4
0,558
0
maszynopis2
2,23
1,46
2
1
1
3
0,655
0,84
maszynopis3
3,77
1,59
4
5
3
5
0,422
-0,77
Interpretacja wyników:
Przeciętna liczba błędów była najmniejsza w przypadku maszynopisu 2 (średnio 2,23 błędu na stronę)
zaś największa w przypadku maszynopisu 3 (średnio 3,77 błędu na stronę).
W przypadku maszynopisu 1 na połowie stron były co najwyżej 3 błędy, na 1/4 stron – co najwyżej 2
błędy a na 3/4 stron – co najwyżej 4 błędy. W maszynopisie 2 – 50% stron zawierało nie więcej niż 2
błędy, 25% nie więcej niż 1 błąd a 75% nie więcej niż 3 błędy. W przypadku maszynopisu 3 – na połowie
stron były co najwyżej 4 błędy, na 1/4 stron – nie więcej niż 3 błędy zaś na 3/4 stron nie więcej niż 5
błędów.
W maszynopisie 1 najczęściej na stronie były 3 błędy, w maszynopisie 2 – 1 błąd zaś w maszynopisie
3 – 5 błędów.
Zróżnicowanie liczby błędów mierzone odchyleniem standardowym było najmniejsze w przypadku
maszynopisu 3 i stanowiło 42,2% średniej, zaś największe w przypadku maszynopisu 2, gdzie stanowiło
65,5% średniej arytmetycznej.
Szereg obrazujący liczbę błędów na stronach maszynopisu 1 był symetryczny czyli
x
=Me=Do.
W przypadku szeregu dla maszynopisu 2 zaobserwowano występowanie asymetrii dodatniej
(prawostronnej) o dużej sile. Oznacza to, że najczęściej spotykana liczba błędów na stronie była niższa od
przeciętnej.
Szereg nr 3 cechowała silna asymetria ujemna (lewostronna), co oznacza, że na większości stron
zaobserwowano liczbę błędów wyższą od przeciętnej.
Wniosek: najlepiej wykonała pracę osoba przepisująca maszynopis 2.
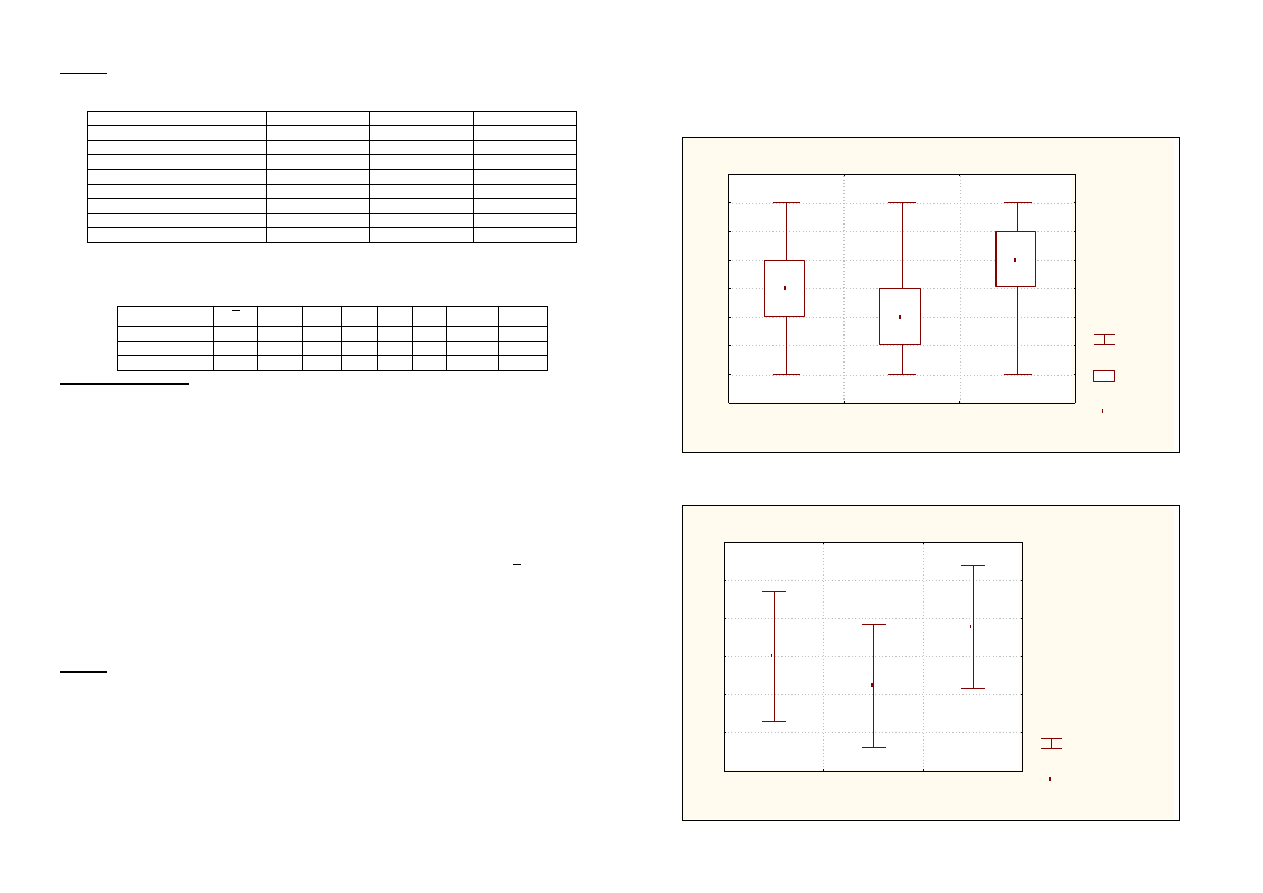
Otrzymane wyniki można zilustrować za pomocą tzw. wykresów pudełkowych (ramkowych; typu
„pudełko z wąsami” – ang. box-and-whisker), które w schematyczny sposób przedstawiają zakresy
wybranych zmiennych oraz statystyki opisowe (średnia, mediana, kwartyle, odchylenie standardowe) i
wartości nietypowe.
Wykres pudełkowy ma kształt prostokąta z dołączonymi po bokach odcinkami. Może być
umieszczony zarówno w pionie jak i w poziomie. Równolegle do boku pudełka i wąsów biegnie skala
przedstawiająca zakres wartości danej cechy.
W klasycznym wykresie pudełkowym punktem centralnym jest mediana, boki prostokąta (prostopadłe
do skali) wyznaczone są przez wartości pierwszego i trzeciego kwartyla, a końce wąsów wskazują
odpowiednio największą i najmniejszą wartość cechy. Taki wykres przedstawiony jest poniżej. Boki i
poprzeczka prostokąta dzielą całą populację na cztery części, z których każda zawiera po 25% wszystkich
elementów. Proporcje poszczególnych części pudełka i wąsów umożliwiają także przeprowadzenie
analizy dotyczącej asymetrii badanej cechy – dla maszynopisu 1 – rozkład jest symetryczny, dla
maszynopisu 2 – dłuższy prawy wąs wskazuje na asymetrię prawostronną, zaś dla maszynopisu 3 –
dłuższy lewy wąs – na asymetrię lewostronną.
M
a
k
s
M
in
7
5
%
2
5
%
M
e
d
ia
n
a
W
y
k
re
s
ra
m
k
o
w
y
M
a
s
z
y
n
o
p
is
Liczba
błędów
-1
0
1
2
3
4
5
6
7
M
1
M
2
M
3
Poniższy wykres, z kolei, przedstawia wartości średniej liczby błędów dla poszczególnych
maszynopisów oraz wielkości odchyleń standardowych. Łatwo zauważyć, że przeciętna liczba błędów jest
najmniejsza w maszynopisie 2.
Ś
re
d
n
ia
+
O
d
c
h
.s
td
Ś
re
d
n
ia
-O
d
c
h
.s
td
Ś
re
d
n
ia
W
y
k
re
s
ra
m
k
o
w
y
M
a
s
z
y
n
o
p
is
Liczba
błędów
0
1
2
3
4
5
6
M
1
M
2
M
3
Wyszukiwarka
Podobne podstrony:
ESTYMACJA STATYSTYCZNA duża próba i analiza struktury, Semestr II, Statystyka matematyczna
ESTYMACJA STATYSTYCZNA2 duża próba i analiza struktury(2), Semestr II, Statystyka matematyczna
Analiza struktury id 61534 Nieznany (2)
zadanie o analizie struktury, statystyka i demografia-Hnatyszyn-Dzikowska ćwiczenia
Analiza struktury i dynamiki
Analiza struktury 2
analiza struktury odp
statystytka analiza struktury, A Egzamin zawodowy TECHNIK EKONOMISTA!
Konspekt analizy opowiadania Tadeusza Borowskiego, Konspekt analizy opowiadania Tadeusza Borowskiego
sprawozdanie (Grzesiek Gazda) analiza struktury odlewów żeliwnych
Analiza struktury i dynamiki
Konspekt analizy, Konspekt analizy „Tanga” Sławomira Mrożka
Konspekt analizy tekstu pobocznego z, Konspekt analizy tekstu pobocznego z „Wesela” S
Konspekt analizy fragmentu, Konspekt analizy fragmentu „Ludzi bezdomnych” Stefana Żeroms
Konspekt analizy tekstu pobocznego z, Konspekt analizy tekstu pobocznego z „Wesela” S
Konspekt analizy fragmentu, Konspekt analizy fragmentu „Ludzi bezdomnych” Stefana Żeroms
więcej podobnych podstron