1
16.10.2012
SPAWALNICTWO
Wykład II
1)
Podcza spawania dochodzi do odkształcania się złączy. Aby temu zapobiec stosuję się
tzw. przeciwodkształcenia, które mają temu zapobiec. Zaliczamy do nich:
a) Wstępne odkształcenie
b) Odpowiednia kolejność spawania i odpowiednie usytuowanie względem siebie
elementów spawanych
c) Utwierdzenie (dosztywnienie montażowe)- materiały usztywnia się za pomocą
śrub, nakładek, blachy utwierdzone są względem siebie.
2)
Przy spawaniu i prostowaniu należy:
- minimalizować ilość ciepła wprowadzanego do konstrukcji
- minimalizować wymiary spoin do wymiaru konstrukcyjnego
- stosować zasadę symetrii
W miarę postępu budowy kadłuba wzrasta poziom naprężeń własnych. Naprężenia
własne muszą spełniać warunki równowagi:
Σσ=Σ-σ
Naprężenia ściskające mają być równe naprężeniom rozciągającym.
3)
Rodzaje spawania:
a) Ręczne ( wykonywanie spoin w pozycjach przymusowych)
b) Automatyczne
c) Półautomatyczne (zalicza się do tego spawania metodę MIG, MAG. Spoiwo
podawane jest w sposób automatyczny do spawacza)

2
4)
Zalety spawania automatycznego:
- utrzymuje łuk żądanej długości podczas spawania
- równomiernie podaje elektrody
- odpowiednia szybkość przesuwu łuku w zależności od elektrody
-podtrzymywanie elektrody pod odpowiednim kątem
- większa wydajność ( krótszy czas spawania, zmniejszone zużycie materiału i energii
elektrycznej)
5)
Czynniki wpływające na jakośc spoiny:
- natężenie prądu
- napięcie łuku
- szybkośc spawania
- kąt nachylenia drutu elektrodowego
- kąt nachylenia złącza spawanego
- przygotowanie brzegów do spawania
- grubośc i temperatura materiału spawanego
- rodzaj materiałów spawalniczych
- długość wolnego wylotu elektrody
6)
SPAWANIE RĘCZNE
- przygotowanie brzegów (ukosowanie przy grubości > 5 mm)
- spoiny ciągłe o długości przekraczającej 0.5 m, należy układać metodą krokowo-
wsteczną
- jeżeli spoina ma długość > 2m to spawanie należy rozpoczynć w połowie długości
- dla uniknięcia koncentracji naprężeń należy zastosować odpowiednią kolejność
spawania: SPAWANIE STYKÓW PRZED SPAWANIEM SZWÓW
- elektrodę należy prowadzić pod kątem 75-80 stopni do powierzchni materiału
spawanego i dodatkowo przy spawaniu pachwinowym ok. 40 stopni do płaszczyzny
podstawowej.
7)
Kontrola jakości prac spawalniczych
Spawalnictwo jest procesem specjalnym. Oznacza to, że pomimo
zapewnienia tych samych prametrów procesu wynik tego procesu może być zmienny.
Na wynik procesu spawalniczego wpływ ma wiele czynników, począwszy od
doświadczenia spawacza, kończąc na segregacji składu chemicznego spawanej stali.
W celu zapewnienia najlepszej jakości w spawalnictwie konieczne jest pełne
mintorowanie lub kontrola procesu.
KONTROLA:
- wstępna: przygotowanie stoczni, kwalifikacje spawaczy, materiałów
spawalniczych, stanu technicznego sprzętu spawaliczego
- w czasie sapwania: przestrzeganie kolejności, odpowiednie parametry,
zgodności stanu materiału z warunkami technicznymi, odpowiednia ochrona miejsca
roboczego
3
- jakości wykonywanych spoin: oględziny zęwnętrzne, pomierzanie spoin,
prześwietlanie spoin ( zazwyczaj 5-10 % całości), badanie za pomocą ultradźwięków,
na zasadzie indukcji magnetycznej, badanie szczelności i kontrola nawiercaniem.
8)
ŁUK ELEKTRYCZNY- ciągłe wyładowanie elektryczne w gazie pod ciśnieniem
normalnym (atmosferycznym) lub wyższym. Wyładowanie zachodzi pomiędzy
dwoma elektrodami, najczęściej węglowymi. Łuk elektryczny ma zastosowanie jako
źródło światła, w syntezie chemicznej i przy spawaniu elektrycznym. Temperatura
łuku elektrycznego zależy od natężenia prądu, rodzaju elektrod, rodzaju i ciśnienia
gazu pod ciśnieniem atmosferycznnym i przy przepływie prądu 1 A wynosi ona 5000-
6000 K.
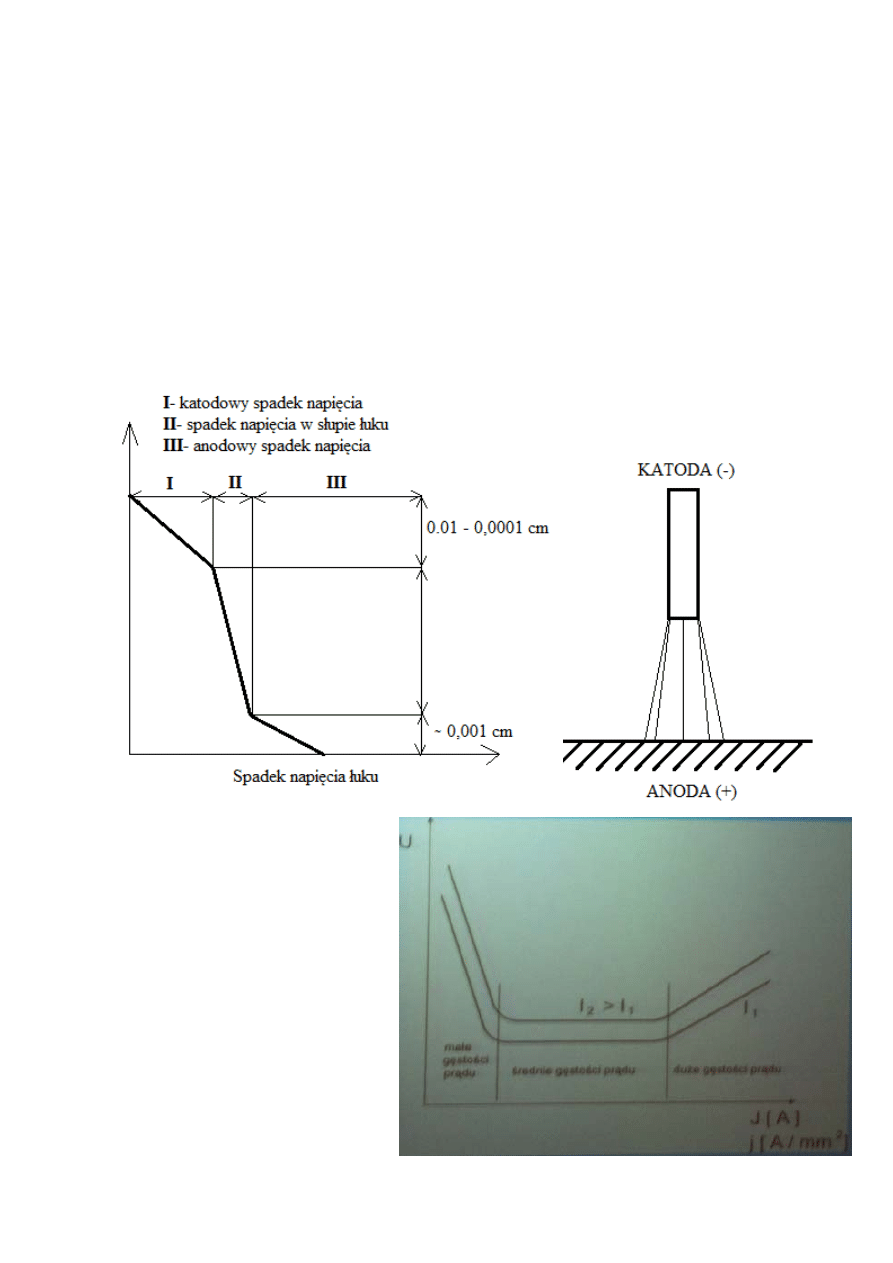
ŁUK ELEKTRYCZNY
9)
Strefy łuku elektrycznego
- przestrzeń katodowego
spadku napięcia
( max. Spadek 8-16 V)
- przestrzeń spadku napięcia w
słupie łuku ( 1-4 V/min)
- przestrzeń anodowego
spadku napięcia
( 2-6 V)
U= UK+UA+USŁ=f(I)=f(j)
4
10)
Podział źródła prądu podczas spawania:
- źródło prądu stałego (np. prostownik)
- źródło prądu przemiennego (np transformator)
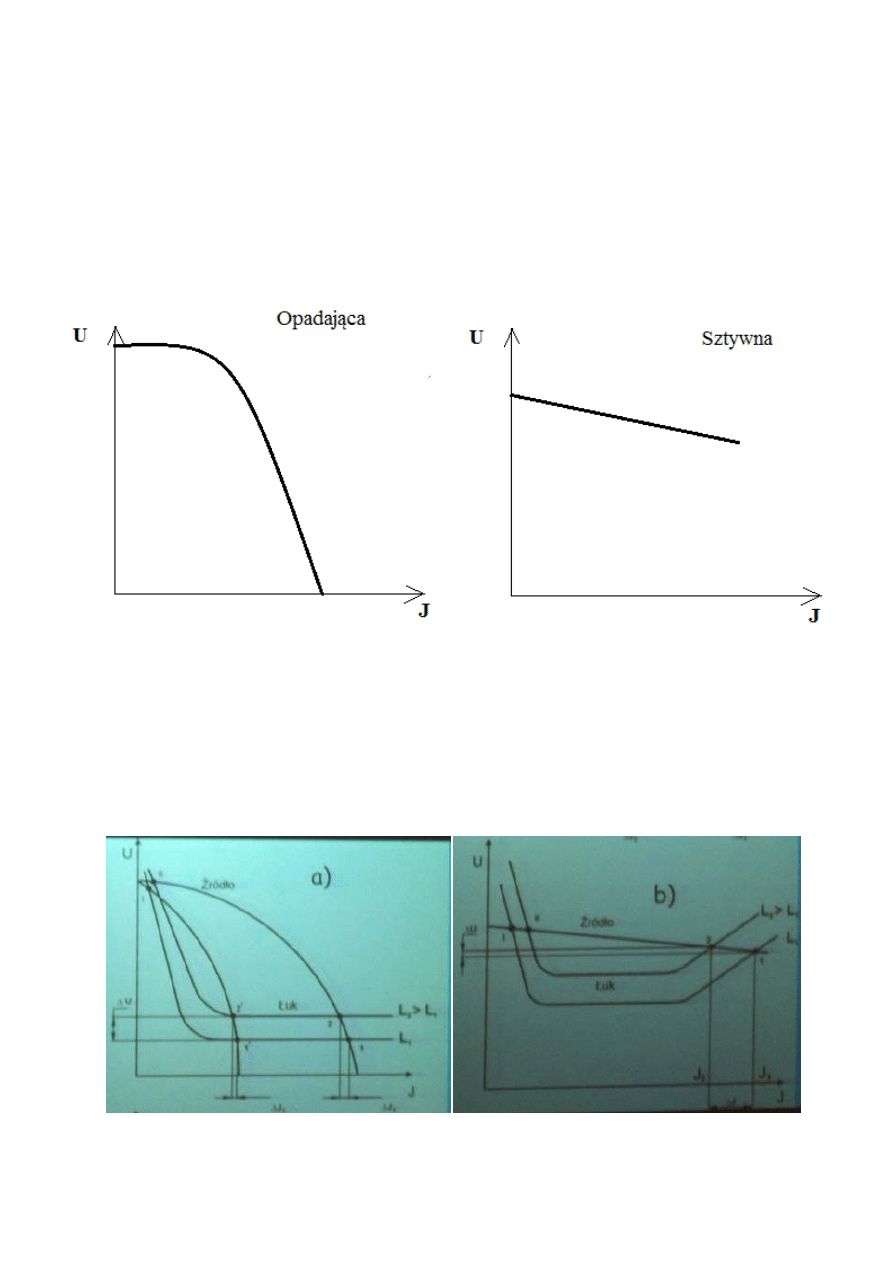
lub
- źródło z opadającą charakterystyką statyczną
- źródło ze sztywną charakterystyką statyczną
CHARAKTERYSTYKI STATYCZNE ŹRÓDŁA PRĄDU
11)
Zmiany parametrów spawania
a) średnimi gęstościami prądu (elektrodami otulonymi. metoda TIG, łukiem krytym)
b) dużymi gęstościami prądu (MIG, MAG, łukiem krytym w przypadku cienkich
drutów elektrodowych)
a) b)
5
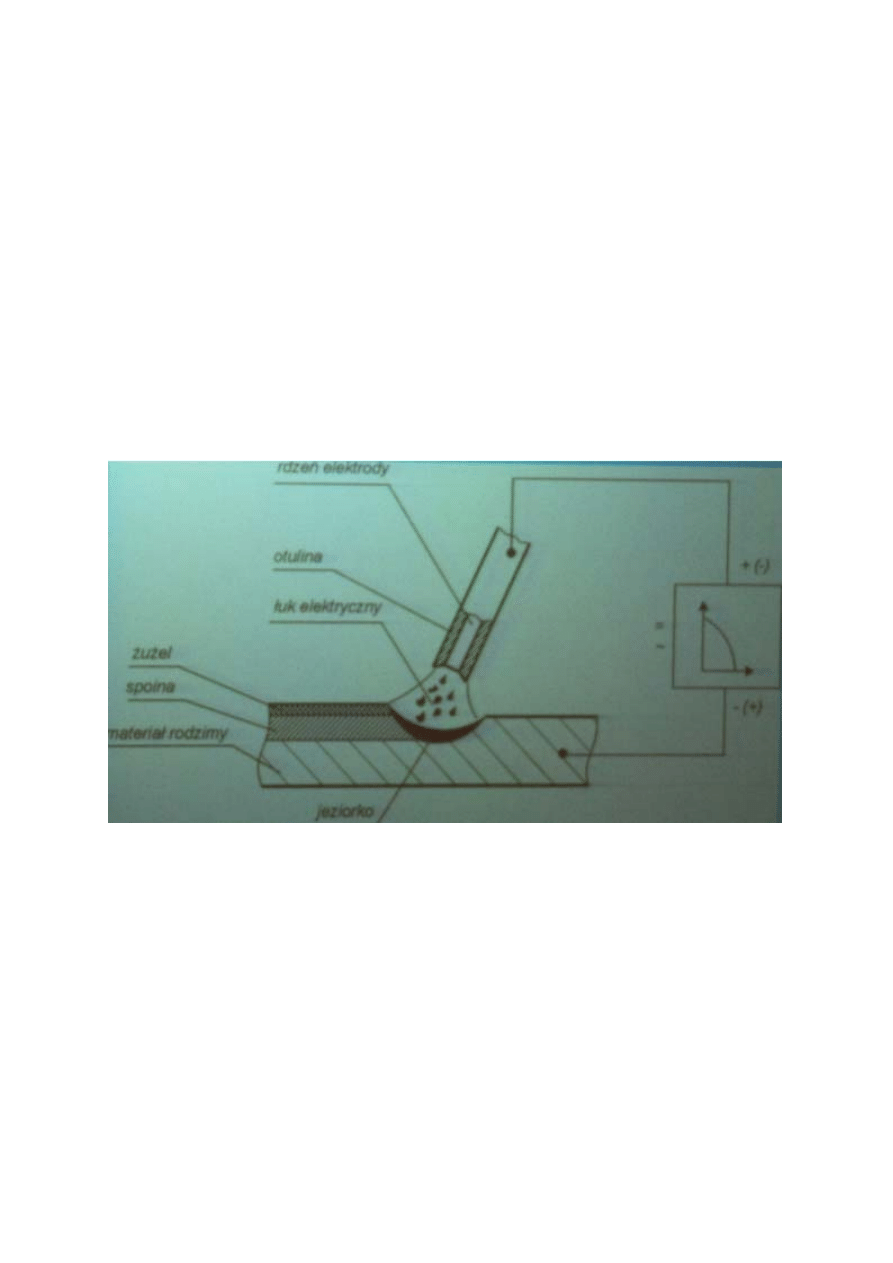
12)
SPAWANIE ELEKTRODAMI OTULONYMI
lub inaczej spawanie łukowe ręczne. Metoda spawania znana również jako MMA (Manual
Metal Arc), czy SMAW (Shielded Metal Arc Welding). Jest to metoda bardzo stara, opisana i
opatentowana przez Oscara Kjellberga w 1907 roku. Powszechnie stosowana jest ze względu
na jej wielką elastyczność i prostotę.
Inne nazwy: spawanie łukowe ręczne, spawanie elektryczne.
Sposób pracy: ręczny
Osłona jeziorka: głównie topnik, częsciowo gaz wytworzony przez topnik.
Źródło ciepła: łuk elektryczny
Zakres prądu: 25- 350 A
Moc cieplna: 0,5- 1 kJ/s
SCHEMAT
13)
Stanowisko pracy do spawania łukowego ręcznego elektrodą otuloną
- źródło prądu stałego lub przemiennego
- uchwyt elektrody doprowadzający prąd spawania do elektrody
- przewody spawalnicze doprowadzające prąd spawania ze źródła prądu do uchwytu i
do spawanego przedmiotu
- układ sterowania zdalnego źródłem prądu
- odciąg dymów spawalniczych
- oprzyrządowanie konstrukcji spawanej (podkładki, dociski)
6
14)
Urządzenia do spawania elektrodami otulonymi
- transformatory spawalnicze do spawania elektrodami otulonymi prądem zmiennym
- prostownikowe zasilacze spawalnicze do spawania elektrodami otulonymi prądem
stałym
- inwertory spawalnicze (prostowniki z wewnętrzną przemianą częstotliwości) w
których na skutek zastosowania przemiany częstotliwości w zasilaczach do spawania
łukowego zmniejszyła się masa urządzeń oraz zaistniała możliwość sterowania
zjawiskami zachodzącymi w strefie międzyelektrodowej podczas spawania (głównie
przenoszeniem metalu)
- prądnice spawalanicze to zespoły dwumaszynowe składające się z silnika
napędowego i prądnicy spawalniczej (silnik elektryczny + prądnica prądu stałego =
przetwornia spawalnicza; silnik spalinowy + prądnica prądu stałego = agregat
spawalniczy)
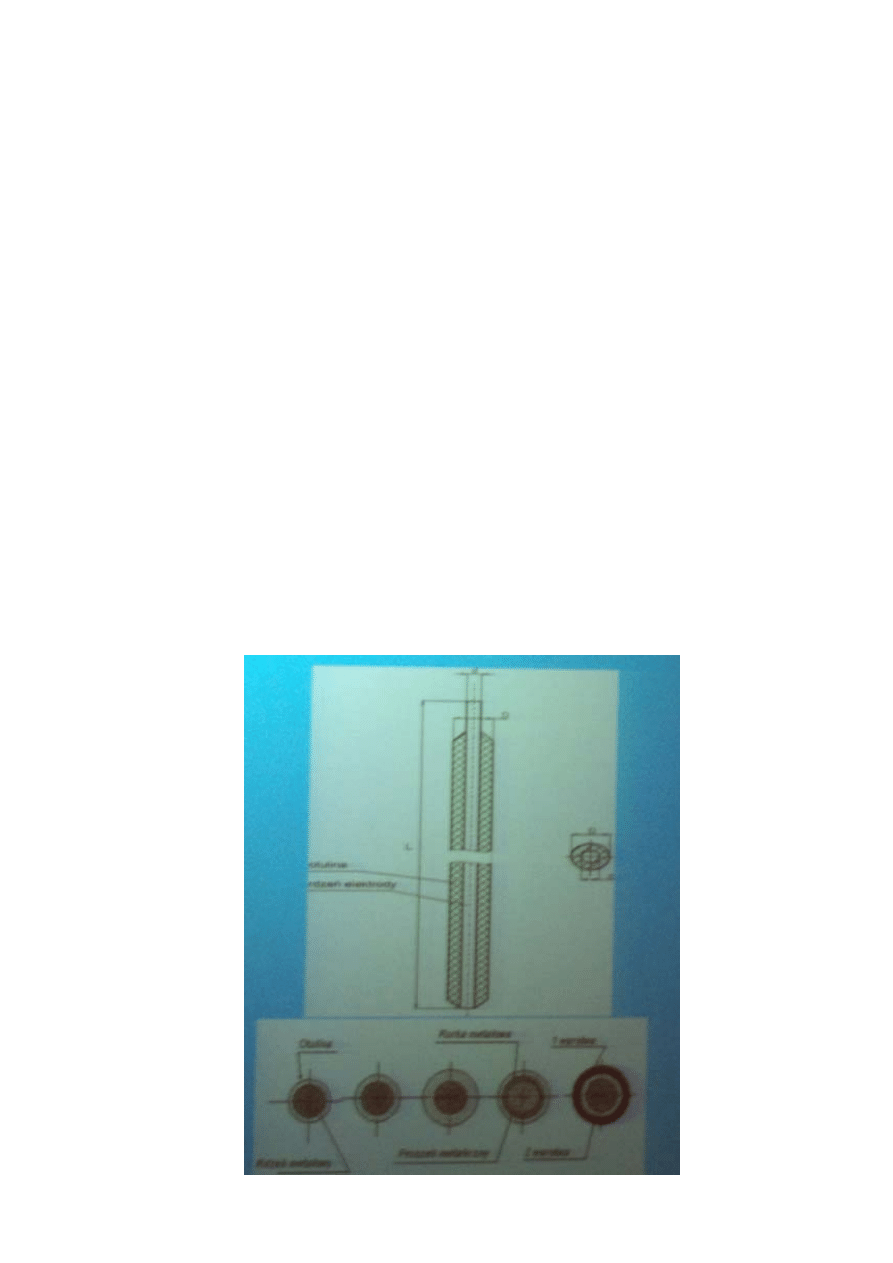
15)
Schemat i zadania otuliny
- zwiększenie przewodnictwa elektrycznego przestrzeni łuku
- ochrona ciekłego metalu przed dostępem tlenu i azotu z powietrza
- utworzenie żużlu zmniejszającego szybkość chłodzenia spoiny i kształtującego lica
spoiny
- odgazowanie ciekłego metalu
- regulacja składu chemicznego stopiwa
- zapewnienie szybkiego wypływania ze stopiwa żużla i produktów odgazowania
- kierowanie położeniem ciekłego metalu przy spawaniu
7
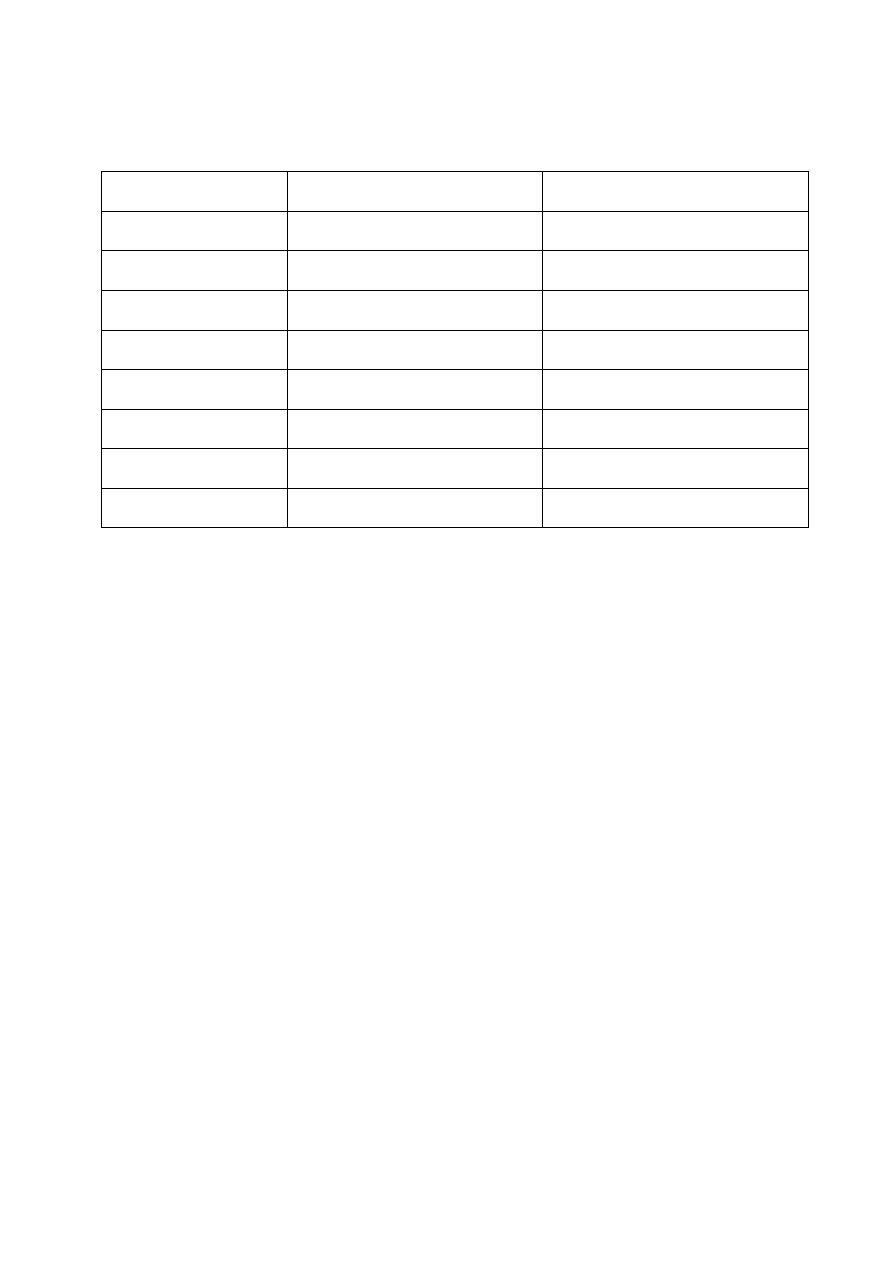
16)
Składnik i przeznaczenie otulin
Składnik Przeznaczenie
Dodatkowe
przeznaczenie
Tlenki Fe i Ti
Tworzenie żużla Stabilizacja
łuku
Tlenek Mn
Dodatek topnikujący Stabilizacja
łuku
Fluorek wapnia
Tworzenie żużlu Dodatek
topnikujący
Krzemian potasu
Stabilizacja łuku Lepiszcze
Węglany wapnia
Tworzenie gazów
Stabilizacja łuku
Celuloza Tworzenie
gazów Stabilizacja
łuku
Fe-Mn, Fe-Cr
Uszlachetnianie
Odtleniacz
Fe-Si Odletniacz
Odtleniacz
Wyszukiwarka
Podobne podstrony:
F II wyklad 4 id 167240 Nieznany
F II wyklad 7 id 167243 Nieznany
F II wyklad 6 id 167242 Nieznany
F II wyklad 1 id 167232 Nieznany
F II wyklad 3 id 167239 Nieznany
PL wyklad dla II roku id 360452 Nieznany
LOGIKA wyklad 5 id 272234 Nieznany
ciagi liczbowe, wyklad id 11661 Nieznany
AF wyklad1 id 52504 Nieznany (2)
Neurologia wyklady id 317505 Nieznany
ZP wyklad1 id 592604 Nieznany
CHEMIA SA,,DOWA WYKLAD 7 id 11 Nieznany
or wyklad 1 id 339025 Nieznany
cwiczenia wyklad 1 id 124781 Nieznany
BP SSEP wyklad6 id 92513 Nieznany (2)
II 83 id 209795 Nieznany
więcej podobnych podstron