- 1 -
1) Cel ćwiczenia:
Zapoznanie się ze składem chemicznym, właściwościami mechanicznymi,
strukturami, wytrzymałością zmęczeniową i zmęczeniowo-korozyjną oraz erozją i
spawalnością stopów miedzi przeznaczonych na śruby napędowe.
2) Wstęp:
Stopy miedzi na śruby napędowe dzielą się wg przepisów IACS-u (PRS-u) na:
mosiądze manganowe – oznaczone Cu1,
mosiądze manganowo-niklowe – oznaczone Cu2,
brązy aluminiowo-niklowe – oznaczone Cu3,
brązy manganowo-aluminiowe – oznaczone Cu4.
Przepisy PRS-u określają wymagania dla stopów miedzi na śruby napędowe, dotyczące:
składu chemicznego poszczególnych gatunków,
właściwości mechanicznych,
rodzaju zastosowanej obróbki cieplnej.
Przewidują one także równoważnik cynku w stopach Cu1 i Cu2, który nie powinien być
większy niż 45%, a obliczany jest ze wzoru:
%
45
[%]
100
%
100
100
A
Cu
x
C
Zn
gdzie:
A – suma algebraiczna następujących składników stopowych:
1 x Sn % ; 5,0 x Al % ; -0,5 x Mn % ; -2,3 x Ni % ; -0,1 x Fe %
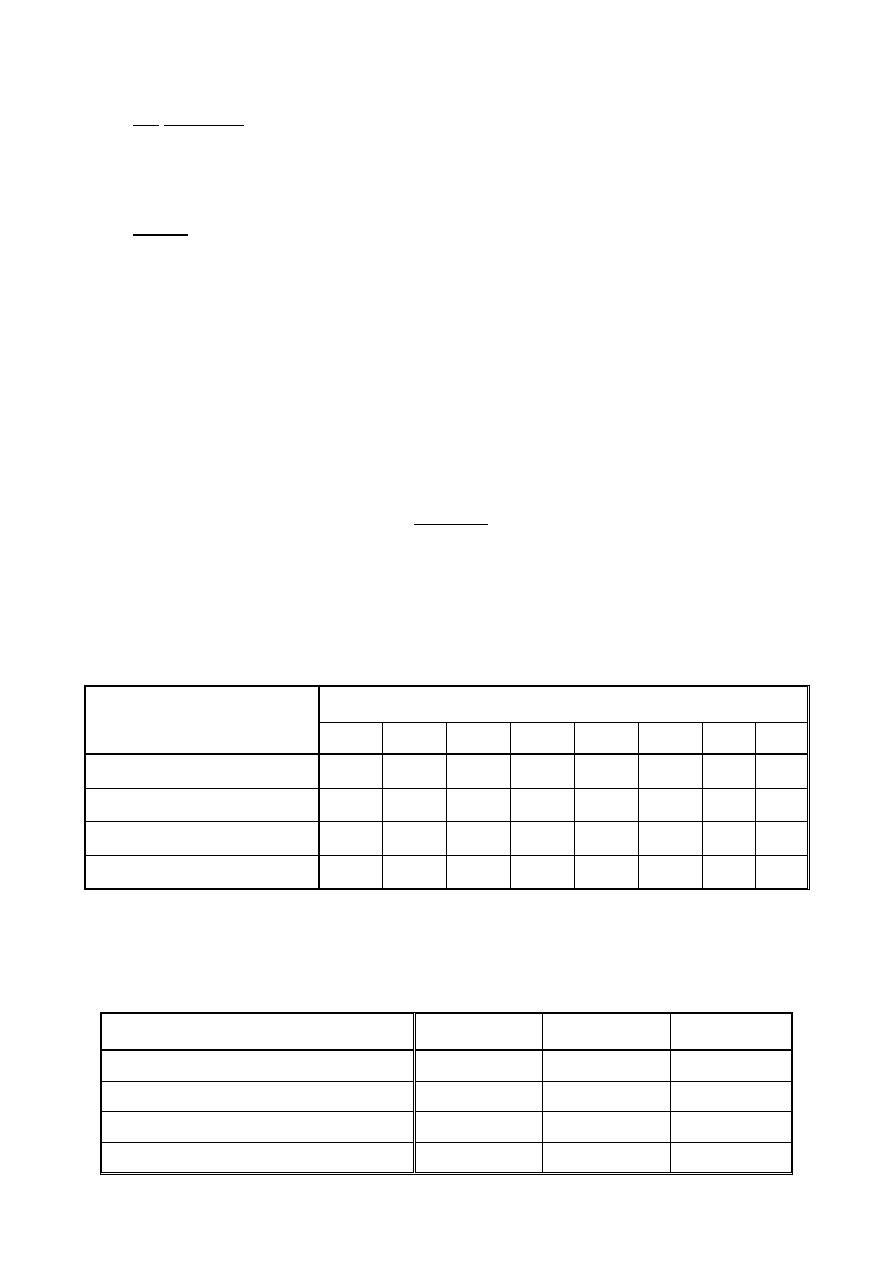
a) Skład chemiczny stopów miedzi na śruby napędowe zgodnie z przepisami PRS-u
powinien odpowiadać wymaganiom ujętym w poniższej tabeli.
Kategoria stopu:
Skład chemiczny [%]
Cu
Al
Mn
Zn
Fe
Ni
Sn
max
Pb
max
mosiądz manganowy Cu1
52÷62
0,5÷3,0 0,5÷4,0
35÷45
0,5÷2,5 1,0 max
1,5
0,5
mosiądz manganowo-niklowy Cu2 50÷57 0,2÷2,0 1,0÷4,0 33÷38 0,5÷2,3 2,3÷8,0
1,5
0,5
brąz aluminiowo-niklowy Cu3
77÷82 7,0÷11,0 0,5÷4,0 1,0 max 2,0÷8,0 3,0÷6,0
0,1
0,03
brąz manganowo-aluminiowy Cu4
70÷80
6,5÷9,0 8,0÷20,0 6,0 max 2,0÷5,0 1,5÷3,0
0,1
0,05
Stopy różniące się składem chemicznym do podanych mogą być dopuszczone do wykonania
śrub napędowych po uzgodnieniu z PRS.
b) Właściwości mechaniczne odlewów śrub napędowych ze stopów miedzi zależą od ich
składu chemicznego i technologii wykonania. Właściwości te kreślone na próbkach
oddzielnie odlanych powinny opowiadać poniższym wymaganiom:
Kategoria stopu wg PRS-u:
R
0,2
[MPa]
R
m
[MPa]
A
5
[%]
mosiądz manganowy Cu1
175
440
20
mosiądz manganowo-niklowy Cu2
175
440
20
brąz aluminiowo-niklowy Cu3
245
590
16
brąz manganowo-aluminiowy Cu4
275
630
18
- 2 -
Dla każdego odlewu należy oddzielnie odlać próbki. Z każdego wlewka należy wykonać
próbkę na rozciąganie o przekroju okrągłym Dla stopów Cu1 i Cu2 należy dodatkowo pobrać
z próbki na rozciąganie próbki do badań metalograficznych celem określenia udziału fazy
.
Zawartość fazy
w stopach Cu1 i Cu2, określona jest przy powiększeniu 100x, jako średnia
arytmetyczna wartość z pięciu pomiarów, powinna wynosić co najmniej 25%.
c) Spawalnie śrub ze stopów miedzi można wykonywać metodami MIG i TIG ze względu
na różnorodność materiałów, a zatem potrzebę stosowania materiałów o różnym składzie
chemicznym. Najczęściej stosujemy metodę TIG. Druty spawalnicze w tej metodzie powinny
być wykonane z tego samego materiału co materiał rodzimy, np. do brązów aluminiowo-
niklowych i mosiądzu manganowego stosuje się druty spawalnicze z brązu aluminiowego:
10% Al, 1÷4% Fe.
d) Przenikalność magnetyczna stopów miedzi Cu1, Cu2, Cu3, Cu4 zależy przede
wszystkim od ich składu chemicznego (zwłaszcza żelazo wpływa na jej wzrost), struktury, a
zwłaszcza obróbki cieplnej. Poniżej zamieszczono wartości współczynnika przenikalności
magnetycznej stopów miedzi przeznaczonych na śruby napędowe:
Lp.
Rodzaj stopu
śr.
1
MM55
1,1
2
Novoston
1,1
3
Sonoston
1,05
4
Superston
2,5
5
BM-HT
1,5
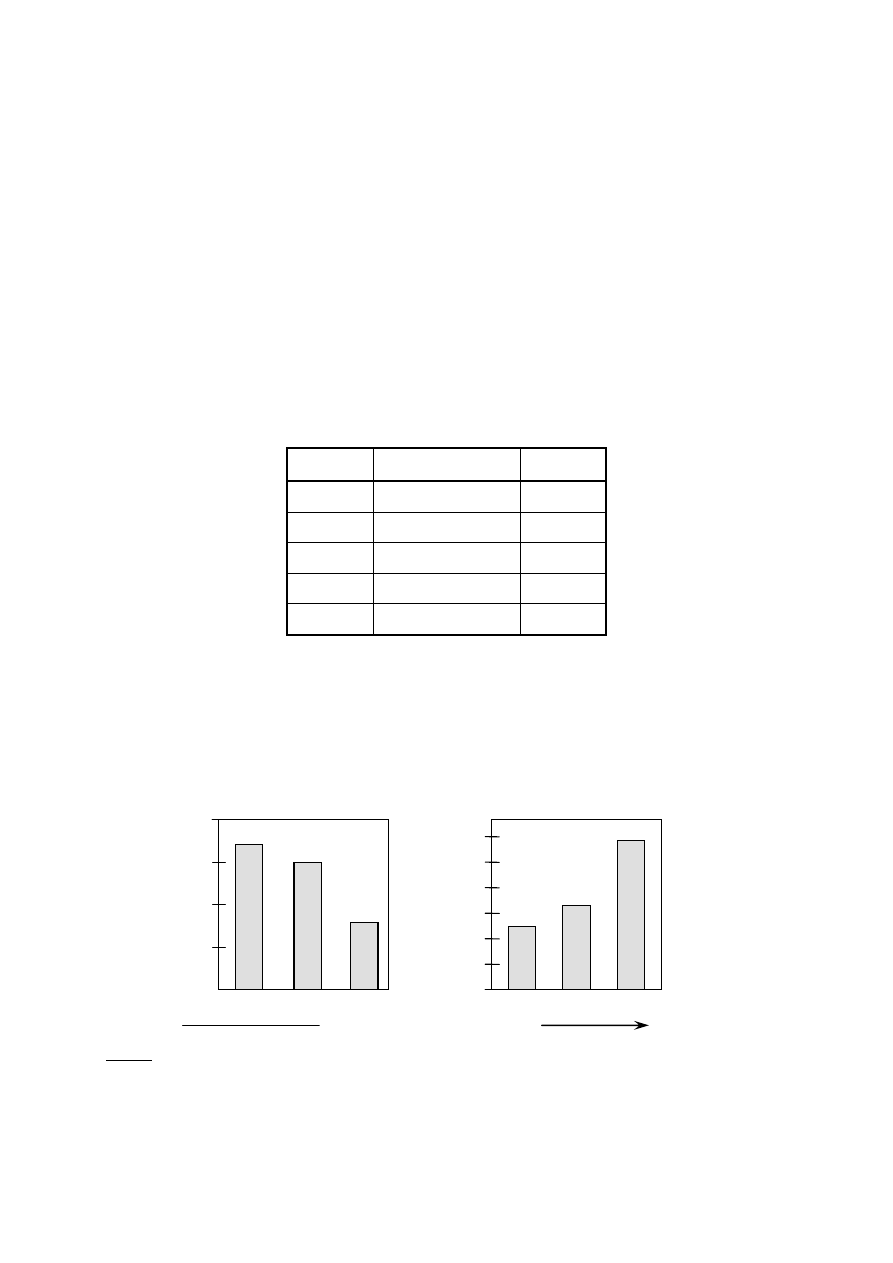
e) Odporność na erozję. Mosiądze wykazują małą odporność na erozję. Dużo większą
odpornością charakteryzują się brązy wieloskładnikowe stosowane na śruby napędowe.
Wśród nich największą odporność erozyjną, charakteryzującą się zarodkowaniem i
tworzeniem wżerów erozyjnych, wykazał Novoston, a następnie Nikalium i Sonoston.
Prędkość zużycia erozyjnego w etapie równomiernej intensywności zniszczeń ( w trzecim
etapie erozji) była najmniejsza dla Sonostonu, nieco większa dla Novostonu i znacznie
większa dla Nikalium.
(T
1
+T
2
)10
3
[s
]
N
ov
os
ton
N
ik
al
iu
m
S
on
os
ton
V
3
[
kg/s
]
S
on
os
ton
N
ov
os
ton
N
ik
al
iu
m
Rys. 1 – porównanie odporności erozyjnej wieloskładnikowych brązów stosowanych na śruby
napędowe.
12
9
5
3
0
60
50
40
30
20
10
0
malejąca odporność erozyjna
- 3 -
Badania stopu BM-HT (CuAl10Mn9Fe4Ni2Cr0,8) po obróbce cieplnej wskazały, że posiada
on największą odporność na erozję. Czas zarodkowania wżerów erozyjnych jest 2,5 razy
dłuższy niż dla Novostonu, a prędkość zużycia erozyjnego V
3
w etapie równomiernej
intensywności zniszczeń ponad sześciokrotnie mniejsza niż dla Novostonu.
f) Przepisy PRS-u wymagają określenia wytrzymałości zmęczeniowej i zmęczeniowo-
korozyjnej dla odlewniczych stopów miedzi przeznaczonych na śruby napędowe.
Największą wytrzymałość na zmęczenie posiada stop Superston, potem Novoston, Nikalium i
na końcu MM55. W przypadku zmęczenia korozyjnego największą wytrzymałość ma stop
Nikalium, a najmniejszą mosiądz manganowy. Poza tym Novoston, Sonoston i brązy
aluminiowo niklowe nie posiadają wyraźnej skłonności do pęknięć korozyjnych pod
naprężeniem w wodzie morskiej.
3) Metodyka:
Opis mikroskopu: Ćwiczenie zostało wykonane przy użyciu mikroskopu świetlnego. Był to
mikroskop metalograficzny z pionową osią optyczną, pracujący w świetle odbitym od
powierzchni zgładu. Obserwacji dokonano przy powiększeniu 100x.
Opis próbek: Po wycięciu z badanej części jedna powierzchnia każdej próbki została
wyszlifowana papierem ściernym i wypolerowana. Po uzyskaniu zgładu wolnego od rys
powierzchnię umyto wodą i alkoholem, a następnie wytrawiono dziesięcioprocentowym
chlorkiem żelazowym (Cl
3
Fe), w celu ujawnienia granicy ziaren.
4) Wnioski:
Analiza właściwości stopów miedzi stosowanych na śruby napędowe wykazuje, że
mosiądze mające strukturę
+
z wydzieleniami faz bogatych w żelazo i nikiel nie mogą
być stosowane na śruby szybkoobrotowe ze względu na małą wytrzymałość na
rozciąganie i małą wytrzymałość zmęczeniową i zmęczeniowo-korozyjną i słabą
odporność na erozję kawitacyjną. Zaletą tych mosiądzów jest dobra spawalność i duża
plastyczność na gorąco, co ułatwia naprawy śrub.
Brązy kategorii Cu2 i Cu4 w porównaniu z mosiądzami mają lepsze właściwości
wytrzymałościowe (R
m
=500÷750 MPa) oraz większą wytrzymałość zmęczeniową i
zmęczeniowo-korozyjną, lepszą odporność na korozję naprężeniową i erozję kawitacyjną.
Najlepsze właściwości mechaniczne posiadają stopy Cu4 – tzw. Novostony i
Superstony.
Superstony mają największy współczynnik przenikalności magnetycznej spośród
stopów miedzi (
=2,5), jednak jego wartość jest i tak bardzo mała, niewiele większa os
przenikalności magnetycznej w próżni. Jest to szczególnie ważne w przypadku śrub
napędowych trałowców małomagnetycznych i okrętów podwodnych, dla których
zastosowany materiał powinien się charakteryzować małymi właściwościami parametrów
magnetycznych.
Najlepszą spawalnością spośród stopów miedzi stosowanych na śruby okrętowe, ujętych
w przepisach PRS, charakteryzują się również stopy Cu4. Nie wykazują one również
pęknięć spawalniczych na gorąco.
Bardzo istotną cechą stopów miedzi jest wzrost właściwości mechanicznych wraz ze
wzrostem prędkości odkształcenia jednostkowego. Ma to szczególne znaczenie dla śrub
napędowych okrętów ze względu na odporność na tzw. wybuchy niekontaktowe oraz dla
statków pracujących w warunkach arktycznych (lodołamacze, statki ze wzmocnieniami
lodowymi).

- 4 -
*** Wybrany stop na śrubę napędową szybkoobrotową.
Stop zastosowany na taką śrubę musi charakteryzować się dużą wytrzymałością:
na rozciąganie,
zmęczeniową,
zmęczeniowo-korozyjną.
oraz dużą odpornością na erozją kawitacyjną, dobrą lejnością i skrawalnością.
Odpowiednie więc będą stopy Cu4, np. BM12733.
Wyszukiwarka
Podobne podstrony:
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5D
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5A
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 3B
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 6B
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5E
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 2E
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 2A
Materiałoznawstwo i Techniki Wytwarzania, Sprawozdanie 5F
Materiałoznawstwo i Techniki Wytwarzania, Sprawozdanie 6C
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5B
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 1B
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 6C
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5F
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 1A
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5F
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5D
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5A
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 3B
więcej podobnych podstron