Drying kinetics and quality of beetroots dehydrated by combination
of convective and vacuum-microwave methods
Adam Figiel
*
Institute of Agricultural Engineering, Wrocław University of Environmental and Life Sciences, Wrocław, Poland
a r t i c l e
i n f o
Article history:
Received 5 November 2009
Received in revised form 30 December 2009
Accepted 23 January 2010
Available online 28 January 2010
Keywords:
Beetroots
Drying
Vacuum-microwaves
Shrinkage
Compressive strength
Colour
Rehydration
Antioxidant activity
a b s t r a c t
Beetroot cubes were dehydrated by convective drying in hot air at 60 °C and by the combination of con-
vective pre-drying (CPD) until moisture content 1.6, 0.6 or 0.27 kg/kg db and vacuum-microwave finish
drying (VMFD) at 240, 360 or 480 W. The control samples were obtained by freeze-drying (FD). The dry-
ing kinetics of beetroot cubes was described with an exponential function. VMFD significantly reduced
the total time of drying and decreased drying shrinkage in comparison with convective method. A critical
moisture content divided the temperature profile of samples during VMFD into increasing and falling
periods. At the falling temperature period a significant increase in the colour parameters L
*
, a
*
and b
*
was found. VM treated samples as well as FD ones exhibited lower compressive strength, better rehydra-
tion potential and higher antioxidant activity than those dehydrated in convection. Increasing the micro-
wave wattage and decreasing the time of CPD improved the quality of beetroot cubes dried by the
combined method.
Ó 2010 Elsevier Ltd. All rights reserved.
1. Introduction
Beetroots (Beta vulgaris) are rich in valuable, active compounds
such as carotenoids (
), glycine betaine, (
), saponins (
), betacyanines (
), folates (
), betanin, polyphe-
nols and flavonoids (
). Therefore, beetroot ingestion
can be considered a factor in cancer prevention (
). However, fresh beetroots are exposed to spoilage due to
their high moisture content. One of the preservation methods
ensuring microbial safety of biological products is drying (
). Dried beetroots can be consumed directly in the form
of chips as a substitute of traditional snacks, that are rich in trans
fatty acids (
), or after easy preparation as a compo-
nent of instant food (
Convective drying in hot air is still the most popular method ap-
plied to reduce the moisture content of fruits and vegetables (
), including beetroots (
Kamin´ski et al., 2004; Shynkaryk
). However, this method has several disadvantages
and limitations; for instance, it requires relatively long times and
high temperatures, which causes degradation of important nutri-
tional substances (
) as well as colour alteration
). Another disadvantage of that method is shrink-
age, which is a result of tissue collapse caused by volume reduction
due to the loss of moisture as well as the presence of internal forces
(
Sjöholm and Gekas, 1995; Mayor and Sereno, 2004
Some novel drying methods are free of those weaknesses typi-
cal for convective drying. Nevertheless, their application in exclu-
sive form involves other problems such as low productivity, high
costs or technical inconveniences. Hence, hybrid techniques com-
posed of complementary drying methods which donate their
advantages are of the highest interest. Convective drying in hot
air is still worth consideration due to the satisfactory efficiency
at the initial period of dehydration characterized by relatively high
drying rate and large capacity. Therefore convective drying should
be followed by a method which can ensure adequate drying rate at
the final period of dehydration and high quality of the dried prod-
uct. Shrinkage and texture are considered to be quality attributes
of dried product (
). Colour is another quality factor
of a dried product (
Yongsawatdigul and Gunasekaran, 1996
), being
not only an indicator of the changes occurring in the material dur-
ing drying (
), but also an important attribute boost-
ing the attractiveness of a food product (
). The
most suitable method satisfying these requirements is drying with
application of microwaves under vacuum.
Drying with the microwave method under vacuum is a modern,
efficient method of food preservation (
).
During vacuum-microwave (VM) drying the energy of microwaves
is absorbed by water located in the whole volume of the material
0260-8774/$ - see front matter Ó 2010 Elsevier Ltd. All rights reserved.
doi:
10.1016/j.jfoodeng.2010.01.029
*
Tel.: +48 71 3205730; fax: +48 71 3482486.
E-mail address:
Journal of Food Engineering 98 (2010) 461–470
Contents lists available at
Journal of Food Engineering
j o u r n a l h o m e p a g e : w w w . e l s e v i e r . c o m / l o c a t e / j f o o d e n g
being dried. This creates a large vapour pressure in the centre of
the material, allowing rapid transfer of moisture to the surround-
ing vacuum and preventing structural collapse (
).
As a consequence, the rate of drying is considerably higher than
in traditional methods of dehydration (
).
A decisive factor enhancing drying rate is the wattage of micro-
waves (
Andres et al., 2004; Figiel, 2006
). The puffing phenomenon,
that accompanies the rapid process of dehydration, creates a por-
ous texture of the food and facilitates obtaining a crispy and deli-
cate texture (
), and in this way it reduces the
product’s density as well as shrinkage.
The VM technique has already been satisfactory applied to re-
duce the moisture content of many plant materials, such as carrots
(
), cranberries (
), strawberries
(
), peanuts (
), bananas (
). However, at the beginning
of VM dehydration the intensive water evaporation from the mate-
rial being dried may exceed the vacuum pump capacity. This
would require a reduction in the raw material subjected to drying
or application of a large vacuum installation. This problem can be
overcome by pre-drying of the material using convective drying in
hot air which is very efficient in the initial period of dehydration.
As a result of pre-drying the mass loads of a VM equipment can
be radically decreased (
). Pre-drying of the material
by convective method before VM finish drying (VMFD) reduced the
total cost of dehydration and improved the quality of dried toma-
toes (
) and nutritional value of strawber-
ries (
).
No scientific work has yet been reported on the combined dry-
ing of beetroots. The combined method consisting of CPD and
VMFD (CPD–VMFD) could make a significant contribution to the
vegetable processing industry. However, it is not obvious when
convective drying should be replaced with VM method and what
microwave wattage is supposed to be applied to ensure the opti-
mal conditions of beetroots dehydration. Therefore the aim of this
work was to determine the effect of microwave power and the
level of CPD on the drying kinetics as well as on some quality fac-
tors of VMFD beetroot cubes in terms of shrinkage, texture, colour,
rehydration potential and antioxidant activity. The assumption
that these quality factors are in some ways interrelated, due to
the decisive impact of water content on a large majority of biolog-
ical material properties, induces the necessity to explain the phe-
nomena which occur within the material subjected to combined
drying.
2. Materials and methods
2.1. Sample preparation
Beetroots of ‘‘Alto F1” variety were cultivated in a field situated
close to Wroclaw (Poland). Roots of similar size were washed and
cut into 10 mm cubes by using of a cutter equipped with a knife
moving perpendicularly to a horizontal base. The base was covered
with thick rubber. To ensure proper size of the samples a vertical
base was fixed at 10 mm distance from the action plain of the
knife. Before drying the cubes were mixed in a plastic container
and then divided into 180 g portions.
2.2. Drying
The beetroot cubes were subjected to drying with three meth-
ods. The first method was hot air convective drying, the second
one was a combination CPD–VMFD, while the third one was
freeze-drying (FD). The beetroot cubes obtained by FD were con-
sidered as control samples. Convective drying was performed in a
drier designed and built in the Institute of Agriculture Engineering
(Wroclaw, Poland). The air temperature and velocity were 60 °C
and 1.8 m/s, respectively. The portions of 180 g were spread on a
round 100 mm tray. The tray was placed on top of a drying pipe.
The convective dryer, equipped with six pipes, enabled simulta-
neous drying of six portions. In the combined method CPD was car-
ried out until the three levels of moisture content: 1.6, 0.6 and
Nomenclature
a, b, c
function parameters
A, B, C
pre-drying levels
AC
absorption capacity (kg/kg)
AC
R
absorption capacity rate (kg/kg/h)
CPD
convective pre-drying
CPD–VMFD combination of convective pre-drying and vacuum-
microwave finish drying
db
dry basis
dw
dry weight
D
R
drying rate (min
1
)
FD
freeze-drying
F
max
breaking force (N)
FRAP
ferric reducing ability of plasma
FSE
fit standard error
k
drying constant (min
1
)
L
*
degree of lightness
a
*
degree of redness
b
*
degree of yellowness
m
A
mass of water absorbed from humid air (kg)
m
D
mass of water removed during drying (kg)
M
moisture content (kg/kg db)
M
e
equilibrium moisture content (kg/kg db)
M
0
initial moisture content (kg/kg db)
M
R
moisture ratio
MP
microwave power
MRPs
Maillard reaction products
P
1
, P
2
breaking points
R
2
coefficient of determination
S
surface of beetroot cube cross-section (mm
2
)
t
time (min, h)
T
Trolox
TPTZ
2,4,6-tri(2-pyridyl)-1,3,5-triazine
V
R
relative volume of the dried material (m
3
/m
3
)
V
volume after drying (m
3
)
V
0
volume before drying (m
3
)
VM
vacuum-microwave
VMFD
vacuum-microwave finish drying
Greek symbols
a
significance level
r
max
breaking stress (MPa)
Subscripts
a, b, c
indicate significant differences
Superscripts
u, x, y, z indicate significant differences
462
A. Figiel / Journal of Food Engineering 98 (2010) 461–470
0.27 kg/kg db. Each CPD portion was divided into three equal por-
tions. The divided portions were dehydrated by VMFD in SM-200
dryer (Plazmatronika, Wroclaw, Poland) at 360 W microwave
power. Samples pre-dried until 0.6 moisture content were addi-
tionally dried by VMFD at 240 or 480 W. The pressure in the vac-
uum-drum ranged from 4 to 6 kPa and the drum was revolving
at 6 rev/min. During FD (freeze drier OE-950, Hungary) the pres-
sure was reduced to 65 Pa. The temperature in the drying chamber
was 60 °C, while the heating plate reached 30 °C.
The drying kinetics for convective drying and VMFD was deter-
mined on the basis of mass losses of beetroot cubes when the ini-
tial moisture content M
0
amounted to 10.25 kg/kg db. The
experiment was interrupted whenever the mass of dried cubes
was measured. The moisture ratio M
R
was determined from the
equation:
M
R
¼
MðtÞ M
e
M
0
M
e
ð1Þ
The equilibrium moisture content M
e
was determined at the fi-
nal stage of drying as an asymptotic value of the function fitted to
the experimental points using Table Curve 2D Windows v2.03
(
The moisture content of dehydrated cubes subjected to quality
estimation was in the range 0.053 to 0.15 kg/kg db. This moisture
content was determined by drying the previously ground samples
in vacuum dryer (SPT-200, ZEAMiL Horyzont, Krakow, Poland) for
24 h at temperature 60 °C. The result was the mean value of two
repetitions.
2.3. Temperature measurement
During VM drying the vacuum-drum was rotating in order to
avoid the local overheating of beetroot samples. Nevertheless,
the temperature of individual cubes differed despite of the drum
rotation. The temperature of beetroot cubes was measured with
an infrared thermometer immediately after taking them out of
the VM dryer. The external temperature of most heated cubes
was recorded. It was supposed that the temperature measured
with this method reflected the course of mean temperature during
drying. A direct internal temperature measurement of the cubes in
the drying chamber under vacuum is practically not possible be-
cause the measuring elements inserted into the dried material
are heated by the microwave emission.
2.4. Shrinkage
Shrinkage, which occurred during drying as a result of water
evaporation, was evaluated by determination of the relative vol-
ume of dried material. The relative volume was the ratio of beet-
root cube volume after drying to that before drying:
V
R
¼
V
V
0
ð2Þ
The volume of beetroot samples was calculated by multiplica-
tion of three basic sizes measured with the use of a slide caliper.
Seven replications were performed on samples with the same
moisture content.
2.5. Compressive test
The compressive strength of dried beetroot cubes was deter-
mined with an Instron 5544 strength-testing machine (Instron,
High Wycombe, UK) equipped with one of two replaceable strain
gauges of 2 kN or 100 N range. The individual cubes were com-
pressed between two parallel plates with a speed of 6 mm/min.
The contact surfaces of the cubes deformed by shrinkage were
gently smoothed using sand paper in order to avoid local ruptur-
ing.
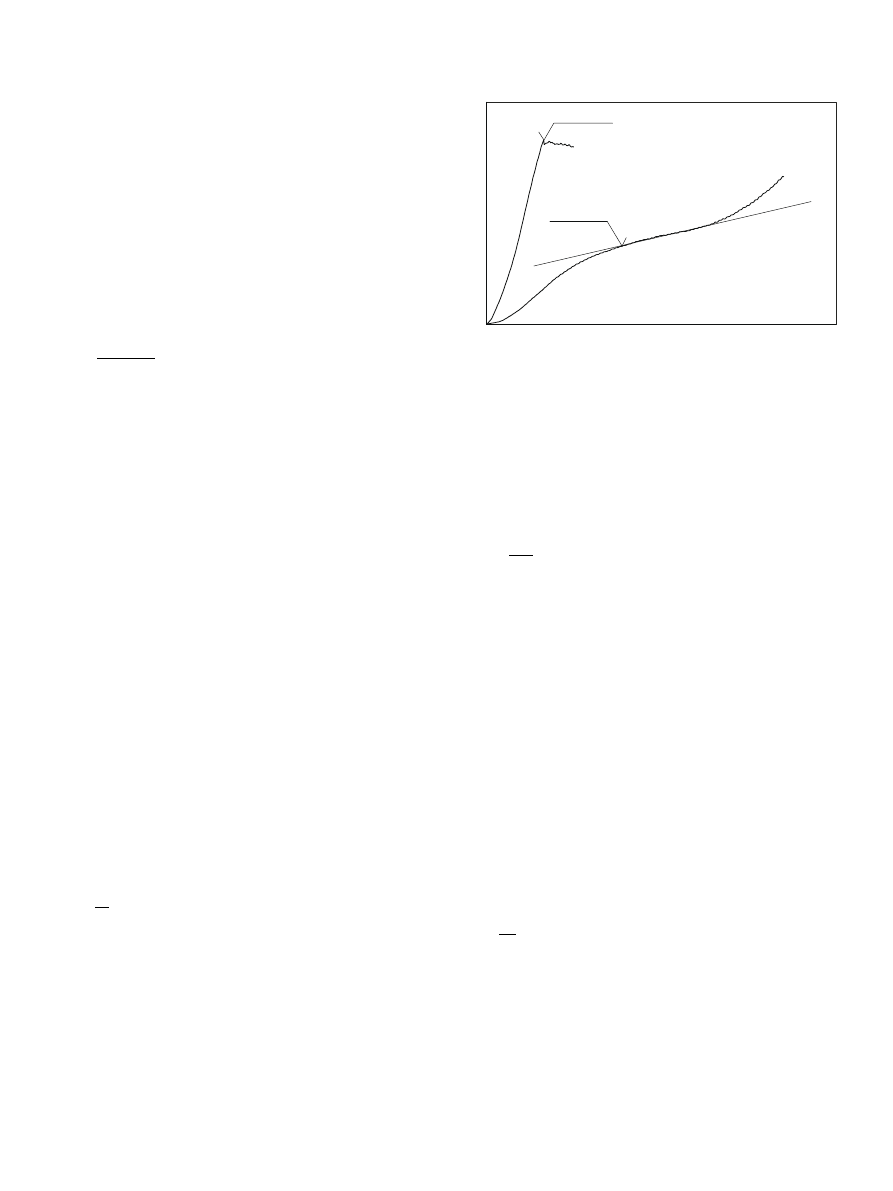
shows typical compressive curves for a very dry sample
with breaking point P
1
and for a sample of high moisture content
with breaking point P
2
. It was assumed that beyond the breaking
point the compressive force is decreasing or the increase of that
force is going along the straight line indicating the yielding period
of compression. The breaking stress was the ratio of the breaking
force to the cross-section of compressed beetroot cubes:
r
max
¼
F
max
S
10
3
ð3Þ
Seven replications were performed on samples with the same
moisture content.
2.6. Rehydration test
The maximally dried samples of beetroot were subjected to a
rehydration test. Before that these samples were placed in an exs-
iccator for 3 months in order to reduce and equalise their moisture
content. The samples of ca. 0.7 g weight were placed in a WK111
340
GmbH (Germany) chamber at 21 °C and 95% relative humidity. The
curves of absorption capacity were determined at certain intervals
for 50 h on the basis the weight of samples kept in the chamber
compared to the initial weight, which was almost equal to the
dry mass. Longer duration of rehydration exposed the beetroot
samples to microbial spoilage. These samples were weighed each
time, when out of the chamber, in plastic containers on a balance
with 0.001 g accuracy. Absorption capacity AC, expressing the de-
gree of water restoration in dry material resulting from absorption
of water vapour relative to water content before drying, was calcu-
lated from an equation similar to that proposed by
and
AC ¼
m
A
m
D
ð4Þ
Each experimental point was the result of three replicates.
2.7. Colour measurement
Colour of dried samples was evaluated by a Minolta Chroma
Meter CR-200 (Minolta Co. Ltd., Osaka, Japan). Instrumental colour
data were expressed as CIE L
*
, a
*
, b
*
coordinates, which define the
colour in a three-dimensional space: L
*
(dark–light), a
*
(redness–
green) and b
*
(yellowness–blueness). Samples before measurement
were ground using an electric mill. Colour measurements were
performed in triplicate.
Deformation
Compressiv
e f
orce
P
1
(
F
1 max
)
P
2
(
F
2 max
)
Fig. 1. Typical compressive curves for a very dry beetroot sample with breaking
point P
1
and for a sample of high moisture content with breaking point P
2
.
A. Figiel / Journal of Food Engineering 98 (2010) 461–470
463
2.8. Antioxidant activity
The total antioxidant potential of beetroot samples was deter-
mined using the ferric reducing ability of plasma (FRAP) assay as
described by
. In this method a potential
antioxidant reduces the ferric ion (Fe
3+
) to the ferrous ion (Fe
2+
);
the latter forms a blue complex (Fe
2+
/TPTZ), which increases
absorption at 593 nm. FRAP reagent was prepared by mixing ace-
tate buffer (300
l
M, pH 3.6), a solution of 10
l
M TPTZ in 40
l
M
HCl, and 20
l
M FeCl
3
at 10:1:1 (v/v/v). The reagent (300
l
L) and
sample solutions (10
l
L) were mixed thoroughly. The absorbance
was taken at 593 nm after 10 min. Standard curve was prepared
using different concentrations of Trolox. All solutions were pre-
pared daily. The results were expressed in
l
M Trolox per 100 g
dry weight. All determinations were performed in triplicate.
2.9. Statistical analysis
The results obtained in the study were subjected to statistical
analysis. Standard deviations were estimated by means of Micro-
soft Excel (Microsoft Office 2000 SR-1 Professional). Table Curve
2D Windows v2.03 (Jandel Scientific Software, USA) enabled math-
ematical modelling with the best determination coefficient. The re-
sults obtained were evaluated by statistical analysis with the use of
the Statistica v. 8.0 (StatSoft, Inc., Tulsa, USA). Homogeneous
groups were determined with the Duncan’s multiple range test at
significance level
a
= 0.05. The one-way analysis of variance was
applied in order to find out if the differences in the mean values
estimated were significant.
3. Results
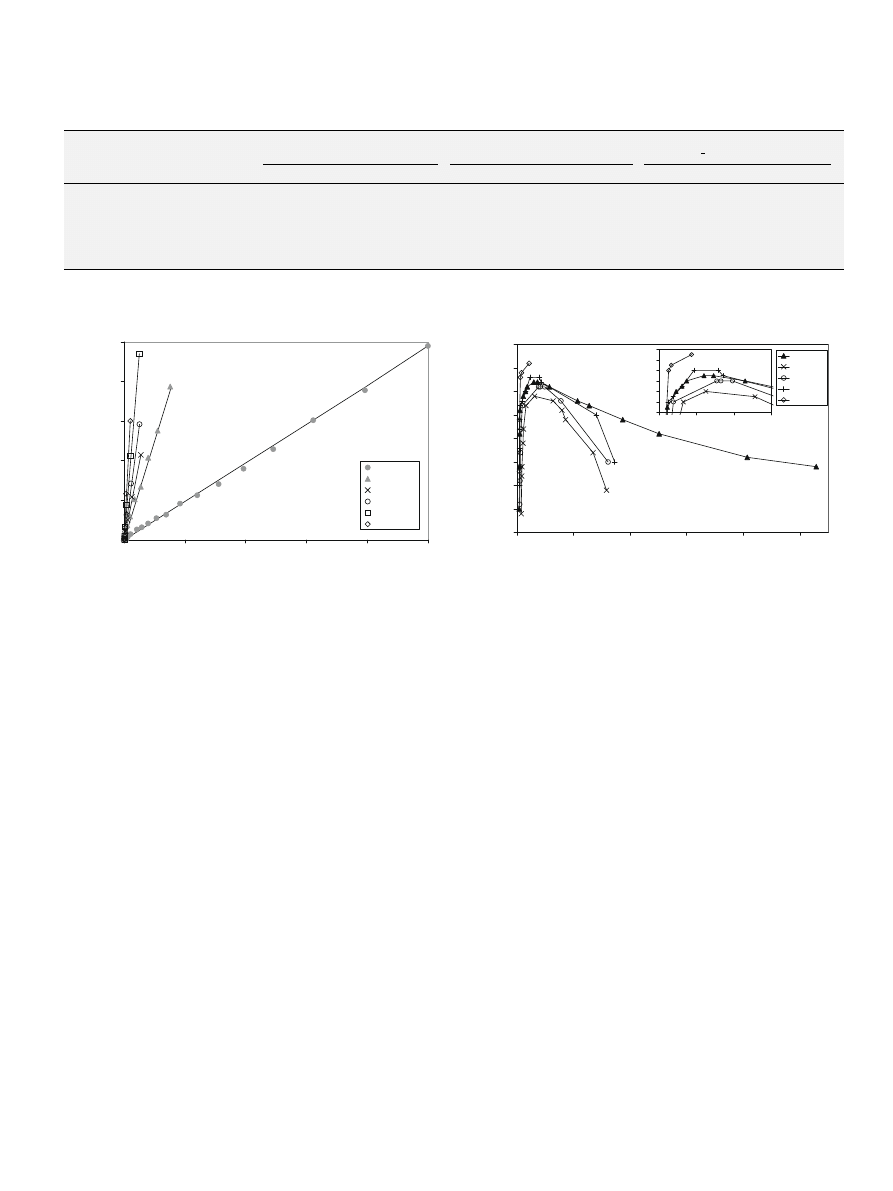
3.1. Drying kinetics
Drying kinetics of beetroot cubes dehydrated by the convective
as well as by combined method is shown in
. For both the
methods the decrease in moisture ratio M
R
in time was described
by an exponential function:
M
R
¼ a e
kt
ð5Þ
For convective drying the a value amounted to 1, and Eq.
might be simplified to the Lewis’ model:
M
R
¼ e
kt
ð6Þ
For VMFD the a value was lower than 1 (
). This value was
the lower the longer was the time of convective pre-drying.
In the initial phase of convective drying the water loss is rela-
tively rapid, whereas the successive dynamics of water loss de-
creases and drying with that method begins to be time-
consuming (
). Application of VMFD enabled consid-
erable shortening of the total time of drying. The time of drying
with the convective method necessary to reach a moisture content
of 0.05 kg/kg db reached ca. 420 min. With the early application of
VMFD (at microwave power 360 W) the time was ca. four times
shorter. The total time of drying was shorter when the VMFD dry-
ing was introduced earlier and the applied power of microwaves
was higher. A similar result was obtained with CPD-VMFD of pears
(
Differentiation of Eq.
enabled drying rate estimation:
D
R
¼
dM
R
dt
ð7Þ
Because the complex form of Eq.
is exponential,
dM
R
dt
¼ k a e
kt
ð8Þ
Taking into consideration Eq.
again,
dM
R
dt
¼ k M
R
ð9Þ
and finally according to Eq.
D
R
¼ k M
R
ð10Þ
The relationship between D
R
and M
R
for convective drying and
for VMFD (
) is linear according to Eq.
. The slop of the
straight lines, which represent this relationship, determines the
values of the drying constant k (
). The linear course of
experimental points displayed in
confirms that Eqs.
describe adequately the drying kinetics of beetroot cubes.
When drying by convective method the value of D
R
diminished
from 0.02448 to 0.0 min
1
. However, the introduction of VMFD
at M
R
equal 0.16, which corresponded to 1.6 kg/kg db, resulted in
the jump of D
R
from 3.51 10
3
to 19.35 10
3
min
1
. The high-
est increase in D
R
, from 1.33 10
3
to 23.50 10
3
min
1
, was
found for VMFD at 480 W and the lowest one, from 1.33 10
3
to 10.74 10
3
min
1
, occurred for VMFD at 240 W. On the other
hand, the highest k value 747.0 10
3
min
1
was found for the
sample maximally pre-dried by convective method, while the low-
est one 124.0 10
3
min
1
for the sample minimally pre-dried. It
can be stated that the higher the value of k the higher D
R
for as-
sumed M
R
. It was found that both the increase in microwave power
and the level of CPD increased the k value.
The positive effect of microwave power on k value was ex-
pected. This expectation was supported by the results of investiga-
tions made on other biological materials such as mint leafs
(
) and apples (
). However,
the effect of the level of CPD on D
R
during VMFD has not yet been
studied and needs more consideration. Namely, during convective
drying the external heating is associated with an inward gradient
of moisture. Under such drying conditions water is evacuated from
the surface of the dried material to ambient as a vapour. The sur-
face is all the time supplied with water diffusing from the deeper
and deeper parts of the material. This creates no uniform distribu-
tion of water within the material. Longer CPD enhance transforma-
tion of microwave energy into heat energy by water dipoles
located deeper and more bound with the cellular system of the
material (
). As a result, at the beginning of VMFD the in-
ner temperature of more pre-dried material is higher than the tem-
perature of less pre-dried one of the same moisture content. This
temperature, associated with the pressure within the material
(
), affects the current drying rate.
0.00
0.04
0.08
0.12
0.16
75
90
105
120
135
150
A
B
C
0.00
0.20
0.40
0.60
0.80
1.00
0
100
200
300
400
500
Time (min)
Moisture r
atio
Convection
A, 360 W
B, 240 W
B, 360 W
B, 480 W
C, 360 W
A
B
C
Fig. 2. Drying kinetics of beetroot cubes dehydrated by convection and by
combined method (CPD until moisture contents: 1.6 (A), 0.6 (B) or 0.27 (C) kg/
kg db and VMFD at microwave power 240, 360 or 480 W).
464
A. Figiel / Journal of Food Engineering 98 (2010) 461–470
It is hard to measure directly the inner temperature of the
material being VM dried. However, the assumption that external
temperature measured with an infrared thermometer reflexes
the inner temperature may support the considerations made
above.
3.2. Temperature
During VMFD an increase in the beetroot cubes temperature
was observed until a critical moisture content. Beyond that mois-
ture content the samples temperature was decreasing (
The peak temperature 86 °C was recorded for VMFD beetroot cubes
maximally pre-dried and the lowest one, amounting to 79 °C, for
VMFD cubes dehydrated with the lowest microwave wattage. It
was found that the increase in microwave wattage to 480 W in-
creased the peak temperature to 83 °C. These results confirm the
explanations regarding the effect of microwave power and the le-
vel of pre-drying on the drying rate. However, according to those
explanations the peak temperature of the samples pre-dried to
1.6 kg/kg db should be lower than those determined for the sample
pre-dried to 0.6 kg/kg db, while the data presented in
show a
reverse relationship for this case. This discrepancy follows from the
relatively long time of microwave energy accumulation by the
whole volume of those samples pre-dried to 1.6 kg/kg db. Never-
theless, the temperature gradient, resulting from the temperature
distribution within the material, is enhanced by longer pre-drying.
Another problem which needs clarification is the presence of
peak temperature. During convective drying the temperature of
material is successively increasing reaching the temperature of
hot air at the end of drying (
clamed that with VM drying the temperature of
dehydrated banana slices was increasing reaching the highest va-
lue at the end of drying when the moisture content ranged from
0.05 to 0.08 kg/kg db. The decreasing in sample temperature at
the final stage of drying was not recorded. In this study the peak
temperatures were found for the critical moisture contents in the
range from 0.09 to 0.15 kg/kg db. One can presume, that the course
of temperature versus moisture content depends on two phenom-
ena. The first is the generation of heat energy by water dipoles in
microwave field (
) while the other one is the absorbing
of that energy by water evaporating from the surface of the mate-
rial. The increase in the material temperature until critical mois-
ture content results from the excess of the energy generated over
the energy necessary for water evaporation. Naturally, the
amounts of water generating the energy and water evaporating
are decreasing with decreasing moisture content. Beyond the crit-
ical moisture content the energy generated by water dipoles is
lower than the sum of the energy necessary for water evaporation
and that transferred from the material to the ambient of lower
temperature. However, this explanation needs further, compre-
hensive investigation.
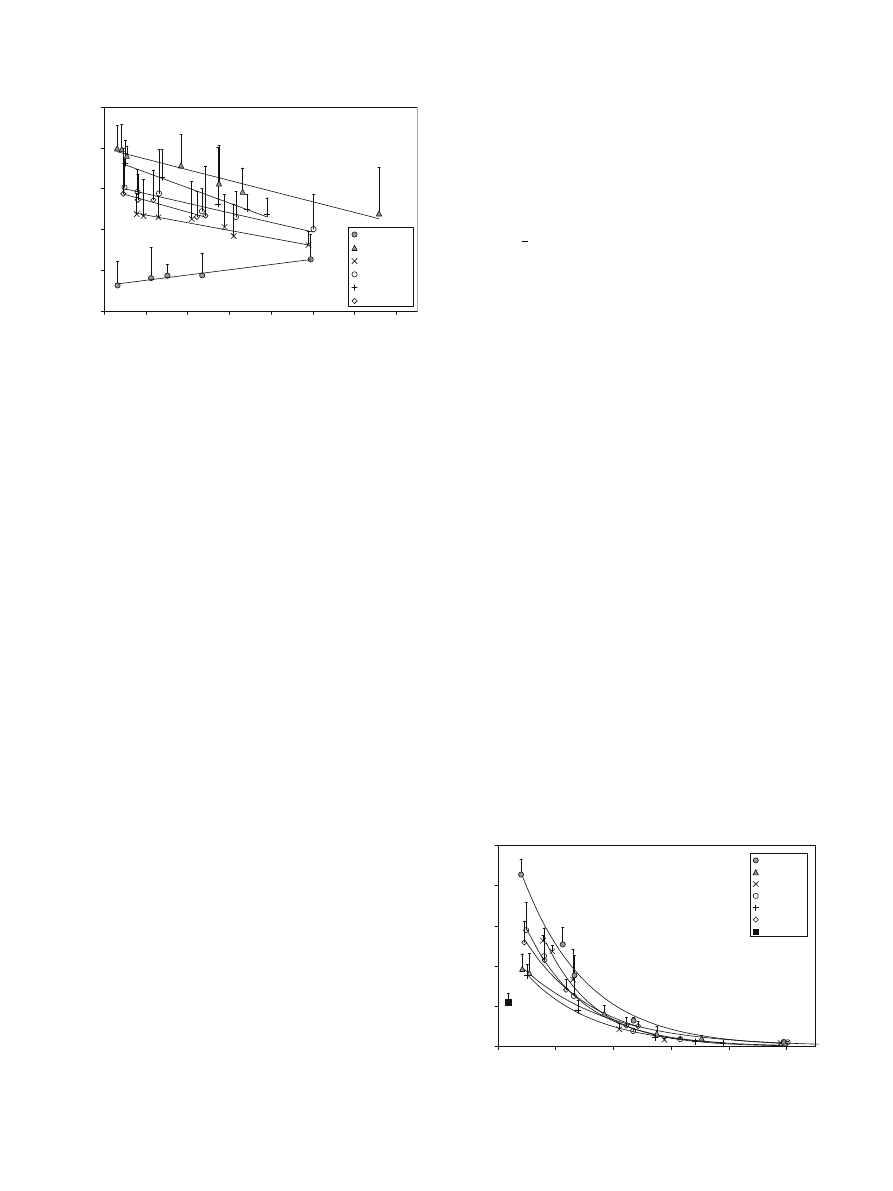
3.3. Shrinkage
The relative volume (V
R
) can be treated as a parameter describ-
ing the ability of a material being drying to shrink – the lower V
R
the higher shrinkage of the material. The V
R
determined for VMFD
beetroot samples was significantly higher as compared with sam-
ples dried by convection (
), despite the noticeably high stan-
dard errors of the mean values of relative volume. These high
standard errors resulted from the anisotropic nature of biological
Table 1
Values of the parameters a, b and k of the functions describing the drying kinetics, relative volume and breaking stress of beetroot samples.
Drying method
CPD level
(kg/kg db)
MP (W)
Drying kinetics
Relative volume
Breaking stress
M
R
¼ a e
kt
V
R
¼ a M þ b
r
max
¼ a e
M
b
a
k
R
2
FSE
a
b
R
2
FSE
a
b
R
2
FSE
CPD–VMFD
1.6
360
0.156
0.124
0.9949
3.440 10
3
0.653
0.432
0.9564
6.875 10
3
7.251
0.0292
0.9959
29.81 10
3
0.6
240
0.055
0.195
0.9999
0.165 10
3
0.471
0.351
0.9343
4.012 10
3
61.37
0.0173
0.9870
72.83 10
3
0.6
360
0.051
0.288
0.9984
0.811 10
3
0.585
0.385
0.9636
4.340 10
3
30.55
0.0197
0.9966
38.31 10
3
0.6
480
0.050
0.471
0.9992
0.610 10
3
0.939
0.436
0.9786
4.537 10
3
11.59
0.0234
0.9966
24.40 10
3
0.27
360
0.020
0.747
0.9982
0.376 10
3
0.720
0.386
0.9635
2.814 10
3
16.20
0.0236
0.9883
58.51 10
3
Convection
1.0
0.024
0.9994
6.455 10
3
0.322
0.215
0.9649
2.520 10
3
28.09
0.0226
0.9903
93.64 10
3
CPD = convective pre-drying, VMFD = vacuum-microwave finish drying, MP = microwave power, R
2
= coefficient of determination, FSE = fit standard error.
0
0.005
0.01
0.015
0.02
0.025
0
0.2
0.4
0.6
0.8
1
Moisture ratio
Dr
ying r
ate (min
-1
)
Convection
A, 360 W
B, 240 W
B, 360 W
B, 480 W
C, 360 W
Fig. 3. Relationship between drying rate and moisture ratio for convective drying
and for combined method (CPD until moisture contents: 1.6 (A), 0.6 (B) or 0.27 (C)
kg/kg db and VMFD at microwave power 240, 360 or 480 W).
75
77
79
81
83
85
87
0.05
0.1
0.15
0.2
50
55
60
65
70
75
80
85
90
0.05
0.25
0.45
0.65
0.85
1.05
Moisture content (kg/kg db)
T
emper
ature (
o
C)
A, 360 W
B, 240 W
B, 360 W
B, 480 W
C, 360 W
Fig. 4. Temperature profile for beetroot cubes during VMFD at microwave power
240, 360 or 480 W, after CPD until moisture contents: 1.6 (A), 0.6 (B) or 0.27 (C) kg/
kg db.
A. Figiel / Journal of Food Engineering 98 (2010) 461–470
465
material. Namely, non uniform distribution of dry mass and water
within particular beetroot cubes of dissimilar cellular structure
caused that the volume of these cubes underwent changes at dif-
ferent rate during drying. However, during convective drying oc-
curred structural collapse due to water loss, whereas during
VMFD arose volume expansion as the result of the puffing. Never-
theless, the values of statistical estimators such as R
2
and FSE com-
piled in
1 indicate that the decrease in moisture content
increased V
R
of VMFD samples and decreased V
R
of samples dried
by convection, with the satisfactory linear correlation:
V
R
¼ a M þ b
ð11Þ
The values of parameters a and b of Eq.
are compiled in
. Reduced shrinkage of VM treated beetroot cubes, due to the
puffing phenomenon, was confirmed in the case of apples (
) and other biological materials such as mint leafs
(
), carrots (
) and tomatoes
(
).
Both, increasing the microwave wattage and decreasing the
time of CPD increased V
R
of cubes dehydrated by the combined
method and, consequently, decreased their shrinkage. However,
comparing V
R
of the samples with lowest moisture content, only
the cubes minimally pre-dried (V
R
= 0.4 m
3
/m
3
), as well as VMFD
at highest microwave wattage (V
R
= 0.38 m
3
/m
3
), differed signifi-
cantly from other VM treated ones (V
R
= 0.32 0.35 m
3
/m
3
). The
V
R
value of samples dried by convection was radically lower,
amounting to 0.23 m
3
/m
3
. The positive effect of microwave watt-
age on shrinkage reduction was also observed during VM drying
of garlic (
). The increase in V
R
caused by decreasing
time of convective pre-drying is associated with softness of the cel-
lular structure of the material. At longer convective pre-drying the
structure is less soft and local hardening occurs more often (
). This makes puffing difficult.
showed that proper moisture content obtained by CPD and rela-
tively high microwave power during following VM drying could in-
crease the expansion ratio and in this way improve the texture of
the finished product. This expansion ratio depends on the stiffness
of the material undergoing the dual mechanism of the puffing phe-
nomenon that consists in internal overpressure of the trapped air
in relation to external vacuum and generation of vapour due to
the internal temperature rise (
).
It was found that all beetroot samples were puffed during
VMFD despite of their current moisture content. After taking them
out of the dryer the effect of puffing diminished under ambient
pressure. The decreased moisture content enlarged rigidity of
cellular walls preventing structural collapse and in this way fixing
the effect of puffing (
). The stiffness of cellular walls is
associated with compressive strength of an entire cube.
3.4. Compressive strength
The decrease in moisture content increased the breaking stress
) according to the exponential equation:
r
max
¼ a e
M
b
ð12Þ
The values of parameters a and b are compiled in
. It was
found that the intensive increase in
r
max
started beyond the critical
moisture content, i.e. in that range where temperature of VMFD
samples was decreasing due to lowering of the amount of water
responsible for generation of heat energy. It was also found that
standard deviation on mean values of
r
max
, acceptable until the
critical point, considerably increased beyond this point. This
behaviour can be explained by the plasticization effect of water
on the anisotropic structure of biological material being dried.
Namely, until the critical point was reached the amount of water
was enough to ensure a plastic deformation of beetroot cubes until
breaking under the high internal pressure created by compression.
This pressure, distributed uniformly enough within the whole vol-
ume of the cube due to yet elastic cellular walls, ensured compara-
ble breaking stress. Beyond the critical point the amount of water
was to small to act as a plasticizer for the non homogenous struc-
ture which became unequally rigid in different regions of a partic-
ular beetroot cube dehydrated under the same drying conditions.
For this reason, breaking of the cubes was initiated locally under
considerably different stress.
Definitely, the highest compressive strength exhibited samples
dried by convection, while the lowest one was found for FD sam-
ple. Among VMFD samples a significantly softer texture exhibited
those dehydrated with highest microwave power and samples
minimally pre-dried. The values of
r
max
ranged from 0.55 to
2.14 MPa for FD cubes and cubes maximally dehydrated by con-
vection, respectively. Then, VMFD sample maximally dehydrated
at 480 W underwent breaking under 0.89 MPa.
claimed that VM dried and particularly FD carrot slices exhibited
much softer texture than samples dried by convection.
There is a relationship between compressive strength and
shrinkage of dehydrated beetroot cubes. Namely, lower shrinkage,
occurring at higher V
R
, favoured obtaining lower values of
r
max
.
The same relationship between shrinkage and resistance of apple
slices dried in hot air to compression was reported by
0.2
0.25
0.3
0.35
0.4
0.45
0.05
0.07
0.09
0.11
0.13
0.15
0.17
0.19
Moisture content (kg/kg db)
Relativ
e v
olume (m
3
/m
3
)
Convection
A, 360 W
B, 240 W
B, 360 W
B, 480 W
C, 360 W
Fig. 5. Relative volume of beetroot cubes dehydrated by convection and by
combined method (CPD until moisture contents: 1.6 (A), 0.6 (B) or 0.27 (C) kg/kg db
and VMFD at microwave power 240, 360 or 480 W).
0
0.5
1
1.5
2
2.5
0.05
0.07
0.09
0.11
0.13
0.15
Moisture content (kg/kg db)
Breaking stress (MP
a)
Convection
A, 360 W
B, 240 W
B, 360 W
B, 480 W
C, 360 W
FD
Fig. 6. Breaking stress of beetroot cubes dehydrated by FD, convection and by
combined method (CPD until moisture contents: 1.6 (A), 0.6 (B) or 0.27 (C) kg/kg db
and VMFD at microwave power 240, 360 or 480 W).
466
A. Figiel / Journal of Food Engineering 98 (2010) 461–470
. The more puffed structure, in the case of
VMFD samples or rich in pores in the case of FD ones, is more sus-
ceptible to local cracking and yield under compressive load than
the shrunk structure with a smaller number of pores, such as the
one obtained with convection.
proved that
the force required to cause an assumed deformation was higher
for convectively dried potato cubes than for VM dried ones.
Lower
r
max
values made dried product more prone to damages
during storage or handling operations, though simultaneously en-
sured soft texture which is usually more preferable by potential
consumers than hard texture (
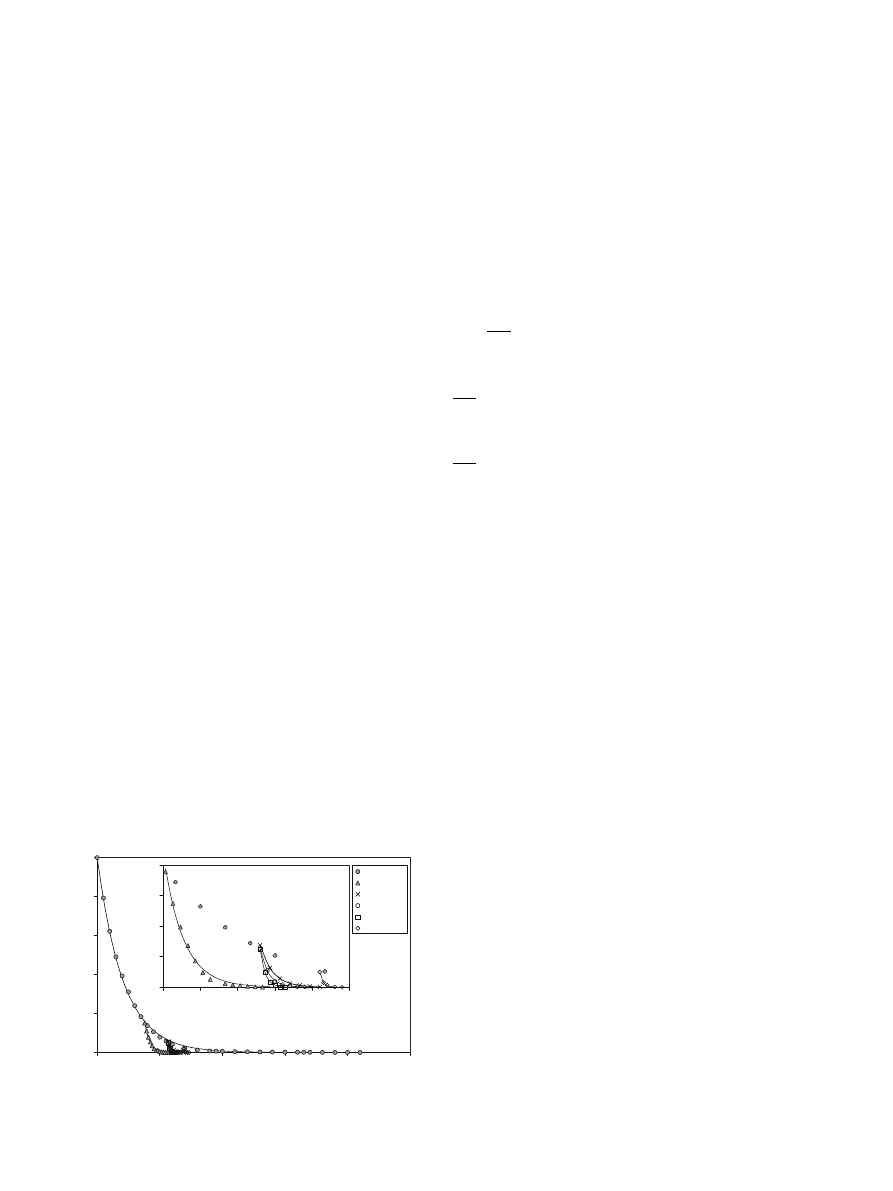
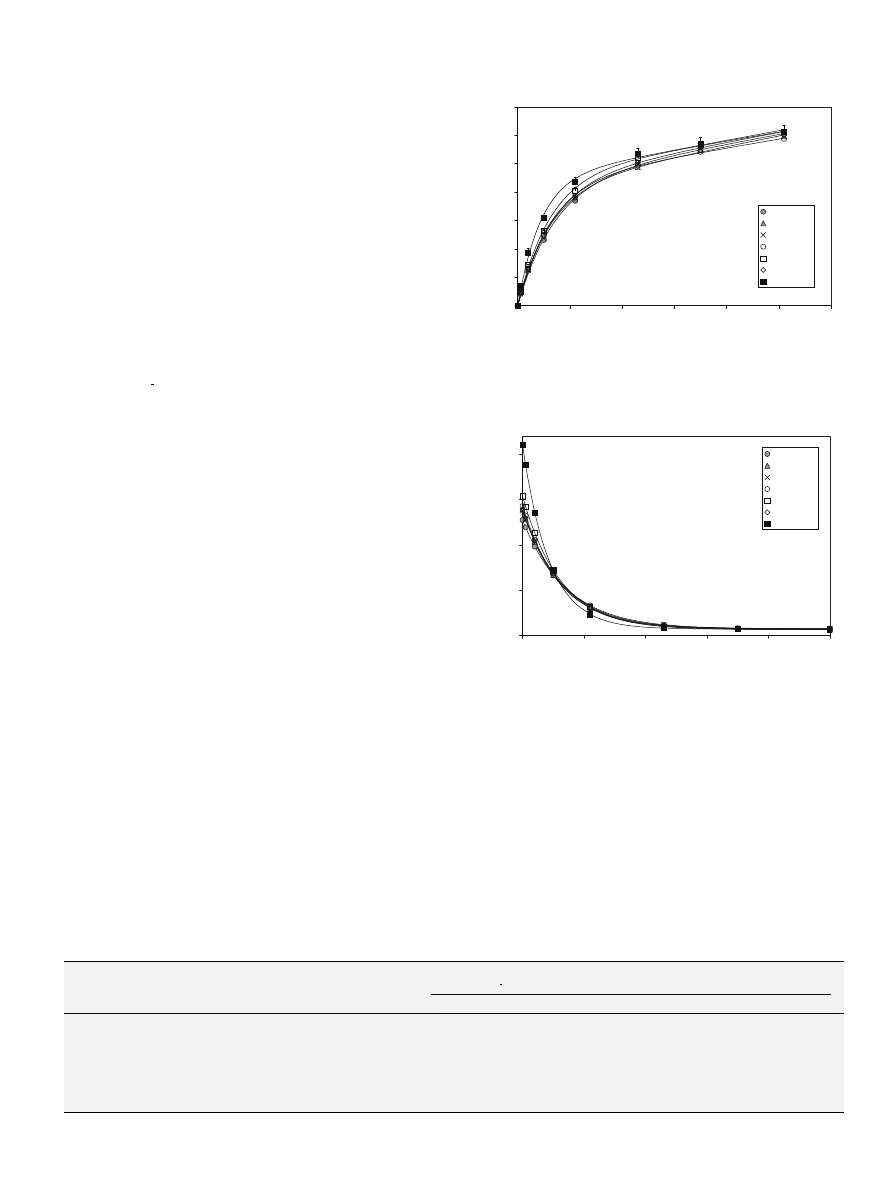
3.5. Water absorption
The absorption capacity AC of water vapour determined for
beetroot cubes placed in environmental chamber was described
by the two term equation:
AC ¼ a ð1 e
t
b
Þ þ c t
ð13Þ
Parameters a, b and c of Eq.
are compiled in
. The
form of this equation and the shape of the water absorption curve
(
) revealed that rehydration of beetroot cubes was not com-
pleted within 50 h of the test. Nevertheless, the test duration
was long enough to show the difference in water absorption kinet-
ics for samples dried under different conditions. The highest values
of AC were found for FD sample. High AC potential was also stated
for VMFD samples dehydrated at the highest microwave power. AC
determined for other samples was lower up to 24 h of the test. Be-
yond that time the difference was not statistically significant de-
spite the relatively low standard deviation, which did not exceed
4% of AC mean value. At the end of the rehydration test the highest
AC, amounting to 0.122 kg/kg, was found for FD cubes and VMFD
ones dehydrated at 480 W. FD samples usually exhibited excellent
rehydration properties (
). These properties were also
improved by application of high microwave powers in the case of
microwave-convection dehydrated carrot cubes
) or mushrooms
). Apparently, the structure of products
dehydrated with application of high microwave wattage facilities
rehydration process. The main attributes of this structure created
in beetroot cubes by VMFD at 480 W was satisfactory V
R
and low compressive strength (
).
The differentiation of Eq.
enabled AC rate (AC
R
) estimation
). At the very beginning of the rehydration test the highest
AC
R
was found for FD sample (0.021 kg/kg/h) while the lowest
one for convective dried sample (0.013 kg/kg/h). The differences
in AC
R
diminished in time for 6 h of the test when all the samples
exhibited similar AC
R
equal to 0.07 kg/kg/h. After that time the de-
crease in AC
R
was approximately the same for all samples except
the FD one. Namely, AC
R
for this sample was the lowest for the next
20 h until the moment when almost a constant value of parameter
c was reached. This parameter is also the tangent of the slope angle
of the asymptote, which determines the increase in AC at the final
stage of the test. Parameter a is the maximum value which can be
attained by the first term in Eq.
. Parameter b is a retardation
time, after which the first term of this equation reaches 63% of a
value (
) The sum of both parameters a and c gives
the value of AC at the end of rehydration.
Table 2
Values of the parameters a, b and c of the function describing the absorption capacity of beetroot samples.
Drying method
CPD level (kg/kg db)
MP (W)
Absorption capacity
AC ¼ a ð1 e
t
b
Þ þ c t
a
b
c
R
2
FSE
CPD–VMFD
1.6
360
0.0826
6.27
738 10
6
0.9992
1.516 10
3
0.6
240
0.0871
6.66
700 10
6
0.9992
1.629 10
3
0.6
360
0.0860
6.29
627 10
6
0.9994
1.293 10
3
0.6
480
0.0913
6.18
618 10
6
0.9989
1.886 10
3
0.27
360
0.0869
6.54
656 10
6
0.9991
1.667 10
3
Convection
0.0866
7.17
681 10
6
0.9989
1.857 10
3
Freeze-drying
0.0891
4.37
683 10
6
0.9971
2.990 10
3
CPD = convective pre-drying, VMFD = vacuum-microwave finish drying, MP = microwave power, R
2
= coefficient of determination, FSE = fit standard error.
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0
10
20
30
40
50
60
Time (hours)
Absor
ption capacity (kg/kg)
Convection
A, 360W
B, 240W
B, 360W
B, 480W
C, 360W
FD
Fig. 7. Absorption capacity of beetroot cubes dehydrated by FD, convection and by
combined method (CPD until moisture contents: 1.6 (A), 0.6 (B) or 0.27 (C) kg/kg db
and VMFD at microwave power 240, 360 or 480 W).
0
0.005
0.01
0.015
0.02
0
10
20
30
40
50
Time (hours)
Absor
ption capacity r
ate (kg/kg/h)
Convection
A, 360 W
B, 240 W
B, 360 W
B, 480 W
C, 360 W
FD
Fig. 8. Absorption capacity rate of beetroot cubes dehydrated by FD, convection and
by combined method (CPD until moisture contents: 1.6 (A), 0.6 (B) or 0.27 (C) kg/
kg db and VMFD at microwave power 240, 360 or 480 W).
A. Figiel / Journal of Food Engineering 98 (2010) 461–470
467
3.6. Colour
The results of colour measurement (
) showed that dur-
ing drying beetroot cubes the parameters L
*
, a
*
and b
*
were increas-
ing considerably in the falling temperature period. Almost all
values of these parameters determined for the most dehydrated
samples differed significantly from the ones of higher moisture
content obtained under the same drying conditions These values,
obtained under the same drying conditions, are compiled in sepa-
rate blocks in
. The last two values in each block usually be-
longed to the same homogenous group (Duncan test, p < 0.05). It
means that the presence of water and the temperature profile have
a decisive effect on the colour of the biological product subjected to
drying. Comparing the most dehydrated samples under particular
drying conditions, the significantly highest values of L
*
and a
*
were
found for FD beetroot cubes (28.71 and 35.53, respectively), VMFD
cubes maximally pre-dried by convective method (29.00 and
33.80, respectively) or cubes dried only by convection (27.84 and
34.68, respectively), while the lowest ones for cubes minimally
pre-dried by convective method (23.38 and 30.51, respectively).
It is worth noting that FD cubes had the lowest moisture content,
which enhanced the obtained higher values of the colour parame-
ters. However, high values of L
*
and a
*
of samples maximally pre-
dried or dried by convection might result from Maillard reaction
that occurred at high temperature or was caused by long exposi-
tion to preheated air (
).
The value of b
*
was significantly the highest for the cubes max-
imally pre-dried (14.16) and the lowest for FD cubes (6.60). Low
values of b
*
belonging to the same homogenous group (Duncan
test, p < 0.05) were also found for samples minimally pre-dried
(8.76) and those dried only by convection (9.32).
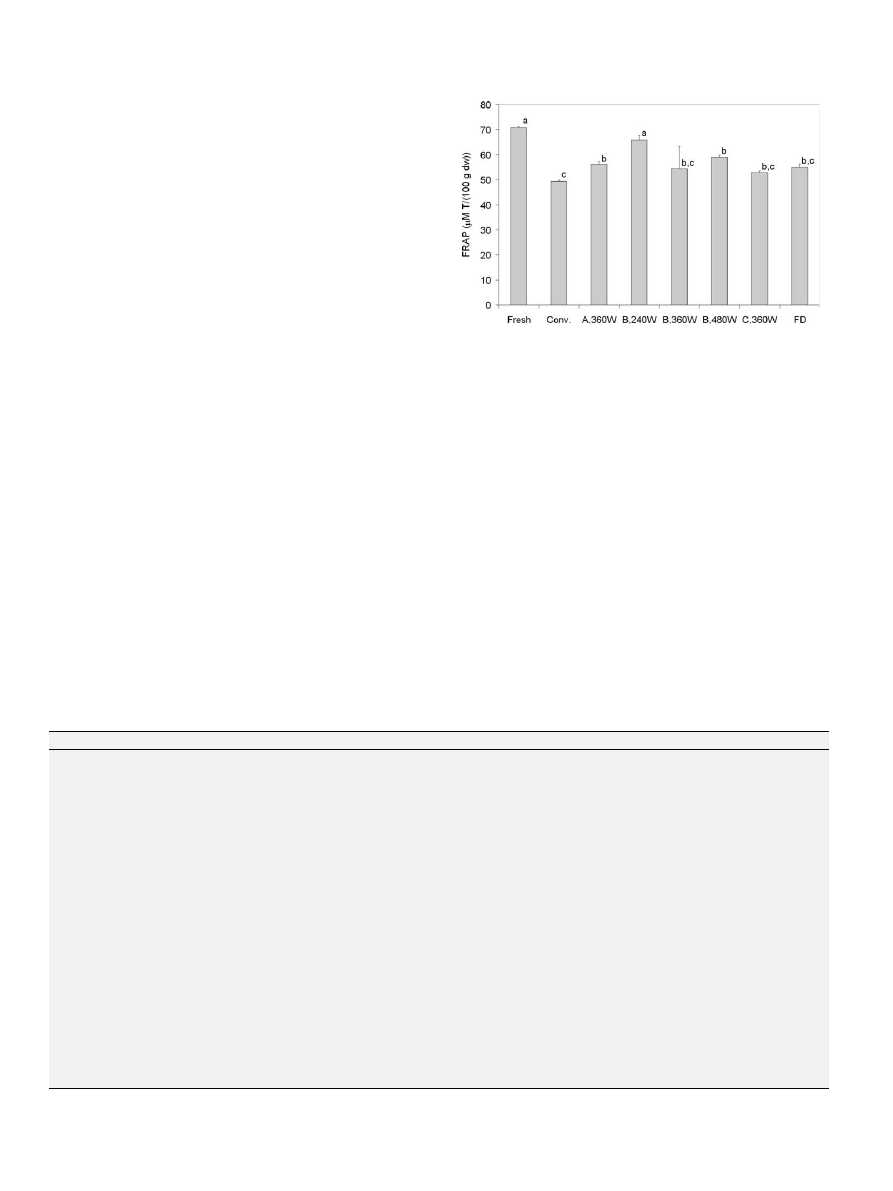
3.7. Antioxidant activity
The results of FRAP assay (
) showed that of all the pro-
cessed samples the highest antioxidant activity had beetroot cubes
dried by the combined method at 240 and 480 W (65.98 and
59.07
l
M T/100 g dw, respectively), while the lowest one was
found for cubes dried in convention (49.38
l
M T/100 g dw). Sam-
ples pre-dried to different moisture contents and then finish dried
at the same microwave power 360 W exhibited similar activity
that amounted to about 54.50
l
M T/100 g dw.
Those results could be affected by many complex factors. The
lowest antioxidant activity of samples dried by convection came
from intensive oxidation that occurred during their long exposition
to the hot air. The antioxidant activity of rosemary herb dried in
hot air was lower than for those dried by VM method (
). VMFD effectively limited this oxidation effect
mainly due to the lowered air pressure in the drying chamber.
The antioxidant activity of VMFD beetroot cubes was additionally
favoured by the relatively low temperature registered for the low-
est microwave power. However, application of higher microwave
Table 3
Values of the colour parameters L
*
, a
*
and b
*
of dehydrated beetroot samples.
Drying method
CPD level (kg/kg db)
MP (W)
M (kg/kg db)
L
*
a
*
b
*
CPD–VMFD
1.6
360
0.056
23.38 ± 0.45
a
y
30.51 ± 0.72
a
z
8.76 ± 0.12
a
y
0.058
20.01 ± 0.81
b
21.87 ± 0.78
b
4.62 ± 0.51
b
0.116
20.40 ± 0.37
b
23.76 ± 0.54
c
5.27 ± 0.15
b
0.6
240
0.066
25.42 ± 0.93
a
x
33.23 ± 0.84
a
wx
10.71 ± 0.67
a
x
0.069
21.80 ± 0.45
b
21.89 ± 0.25
b
4.82 ± 0.26
b
0.076
19.90 ± 0.58
c
22.75 ± 0.67
b
5.09 ± 0.37
b
0.108
20.45 ± 0.27
c
22.43 ± 0.17
b
5.55 ± 0.03
b
0.6
360
0.059
26.66 ± 0.67
a
wx
32.76 ± 0.98
a
xy
12.05 ± 0.76
a
w
0.060
20.17 ± 0.33
b
22.64 ± 0.84
b
5.94 ± 0.11
b
0.066
18.91 ± 0.18
c
21.54 ± 0.54
b
4.61 ± 0.13
c
0.113
20.12 ± 0.26
b
21.97 ± 0.51
b
5.18 ± 0.34
bc
0.6
480
0.059
26.52 ± 0.76
a
wx
31.45 ± 0.76
a
yz
11.64 ± 0.55
a
wx
0.060
24.74 ± 0.58
b
30.73 ± 1.10
a
10.83 ± 0.47
a
0.078
21.27 ± 1.02
c
21.68 ± 1.25
b
4.94 ± 0.36
b
0.118
19.70 ± 0.47
d
22.05 ± 1.02
b
5.01 ± 0.46
b
0.27
360
0.059
29.00 ± 0.94
a
u
33.80 ± 1.24
a
wx
14.16 ± 0.96
a
z
0.061
20.25 ± 0.50
b
22.08 ± 1.66
b
5.16 ± 0.45
b
0.098
21.01 ± 0.34
b
22.74 ± 0.39
b
5.20 ± 0.96
b
Convection
0.056
27.84 ± 0.81
a
uw
34.68 ± 0.73
a
uw
9.32 ± 0.23
a
y
0.058
22.31 ± 1.01
b
24.25 ± 0.83
b
5.31 ± 0.40
b
0.072
19.61 ± 0.75
c
22.57 ± 1.05
c
5.06 ± 0.25
b
0.095
19.95 ± 0.38
c
21.12 ± 0.58
c
4.14 ± 0.25
c
Freeze-drying
0.054
28.71 ± 0.16
u
35.53 ± 0.49
u
6.60 ± 0.15
u
CPD = convective pre-drying, VMFD = vacuum-microwave finish drying, MP = microwave power, M = moisture content.
Different superscripts (u, w, x, y, z) indicate significant differences between values obtained for the most dehydrated samples at particular drying conditions and different
subscripts (a, b, c) indicate significant differences between values obtained for the samples dehydrated at the same drying conditions (Duncan test, p < 0.05).
Fig. 9. Antioxidant activity measured by FRAP assay in fresh beetroot cubes and
those dehydrated by convection (Conv.), freeze-drying (FD) as well as the combined
method (CPD until moisture contents: 1.6 (A), 0.6 (B) or 0.27 (C) kg/kg db and VMFD
at microwave power 240, 360 or 480 W). Different letters (a, b, c) at bars indicate
significant differences between values (Duncan test, p < 0.05).
468
A. Figiel / Journal of Food Engineering 98 (2010) 461–470

power decreased the time of VMFD and in this way could reduce
thermal degradation of the compounds responsible for antioxidant
activity of these cubes. The increase in microwave power during
VM drying of oregano increased the antioxidant activity of dried
product (
). Astonishingly high antioxidant
activity of VMFD beetroot cubes, in relation to FD ones, confirmed
by the result obtained when drying blueberries (
and strawberries (
), could be caused by the
Maillard reaction, which creates various products named Maillard
reaction products (MRPs), which have higher antioxidant power
than their precursors (
). Therefore, it can
be assumed that the high antioxidant activity of VMFD beetroot
cubes are attributed to MRPs. However,
claimed
that the increase in antioxidant capacity due to MRPs may not
compensate for the destruction of phenolic compounds. The mech-
anism of antioxidant activity alteration during combined drying of
beetroots needs yet more consideration.
4. Conclusions
The total time of combined drying of beetroot cubes can be con-
siderably shortened by an early introduction of VMFD at high
microwave wattage. However, the drying rate is enhanced not only
by increasing the microwave power, but also by lengthening the
CPD. The course of beetroot temperature during VMFD undergoes
a change at critical moisture content, exhibiting both increasing
and falling periods. The existence of a critical moisture content
might be explained by the thermal balance between the energy
generated by water dipoles and energy necessary for water evapo-
ration to the ambient of lower temperature. The decrease in the
amount of water has a decisive effect on the colour of beetroots
subjected to drying within the falling temperature period. Increas-
ing the microwave wattage and decreasing the time of CPD de-
creases both the shrinkage and breaking stress of beetroot cubes.
The rehydration potential of such cubes can be improved by appli-
cation of high microwave wattage. The CPD–VMFD method offers
product of high antioxidant activity comparable to that obtained
by FD. The final conclusion is that an early introduction of VMFD
at high microwave wattage during combined drying may guaran-
tee high quality of biological material dehydrated by the combined
method comparable with the quality ensured by FD.
Acknowledgements
This work was supported by the Polish Ministry of Science and
Higher Education under Grant No. N312 031 32/2036 in years
2007–2009.
References
Andres, A., Bilbao, K., Fito, P., 2004. Drying kinetics of apple cylinders under
combined hot air–microwave dehydration. Journal of Food Engineering 63, 71–
78.
Aro, A., Amaral, E., Kesteloot, H., Rimestad, A., Thamm, M., van Poppel, G., 1998.
Trans fatty acids in French fries, soups, and snacks from 14 European countries:
the transfair study. Journal of Food Composition and Analysis 11, 170–177.
Atamanova, A., Brezhneva, T.A., Slivkin, A.I., Nikolaevskii, V.A., Selemenev, V.F.,
Mironenko, N.V., 2005. Isolation of saponins from table beetroot and primary
evaluation of their pharmacological activity. Pharmaceutical Chemistry Journal
39 (12), 650–652.
Benzie, I.F.F., Strain, J.J., 1996. The ferric reducing ability of plasma (FRAP) as a
measure of ‘‘antioxidant power”: the FRAP assay. Analytical Biochemistry 239,
70–76.
Böhm, V., Kühnert, S., Rohm, H., Scholze, G., 2006. Improving the nutritional quality
of microwave-vacuum dried strawberries: a preliminary study. Food Science
and Technology International 12, 67–75.
Bondaruk, J., Markowski, M., Błaszczak, W., 2007. Effect of drying conditions on the
quality of vacuum-microwave dried potato cubes. Journal of Food Engineering
81, 306–312.
Chua, K.J., Mujumdar, A.S., Hawlader, M.N.A., Chou, S.K., Ho, J.C., 2001. Batch drying
of banana pieces – effect of stepwise change in drying air temperature on drying
kinetics and product colour. Food Research International 34, 721–731.
Cui, Z.W., Xu, S.Y., Sun, D.W., 2003. Dehydration of garlic slices by combined
microwave-vacuum and air drying. Drying Technology 21 (7), 1173–1184.
Cui, Z.W., Xu, S.Y., Sun, D.W., 2004. Microwave-vacuum drying kinetics of carrot
slices. Journal of Food Engineering 65, 154–164.
Delwiche, S.R., Pearson, J.L., Sanders, T.H., Wilson, D.M., Shupe, W.L., 1986.
Microwave vacuum drying effect on peanut quality. Peanut Science 13 (1),
21–27.
de Zwart, F.J., Slow, S., Payne, R.J., Lever, M., George, P.M., Gerrard, J.A., Chambers,
S.T., 2003. Glycine betaine and glycine betaine analogues in common foods.
Food Chemistry 83, 197–204.
Dias, M.G., Cam}
oes, M.F.G.F.C., Oliveira, L., 2009. Carotenoids in traditional
Portuguese fruits and vegetables. Food Chemistry 113, 808–815.
Drouzas, A.E., Schubert, H., 1996. Microwave application in vacuum drying of fruits.
Journal of Food Engineering 28, 203–209.
Durance, T.D., Wang, J.H., 2002. Energy consumption, density, and rehydration rate
of vacuum-microwave and hot-air convection-dehydrated tomatoes. Journal of
Food Science 67 (6), 2212–2216.
Figiel, A., 2006. Drying kinetics and drying shrinkage of garlic subjected to vacuum-
microwave dehydration. Acta Agrophysica 7 (1), 49–58.
Figiel, A., 2007. Dehydration of apples by a combination of convective and vacuum-
microwave drying. Polish Journal of Food and Nutrition Sciences 57 (4A), 131–
135.
Figiel, A., 2009. Drying kinetics and quality of vacuum-microwave dehydrated garlic
cloves and slices. Journal of Food Engineering 94, 98–104.
Figiel, A., Wojdyło, A., Juszczyk, P., Carbonell-Barrachina, A., 2008. Drying of pears
by a combination of convective and vacuum-microwave methods. In:
Proceedings of the 16th International Drying Symposium, Hyderabad, India.
Giri, S.K., Prasad, S., 2007. Drying kinetics and rehydration characteristics of
microwave-vacuum and convective hot-air dried mushrooms. Journal of Food
Engineering 78, 512–521.
Gutiérrez-Ortiz, A., Figiel, A., Wojdyło, A., Juszczyk, P., Vázquez-Araújo, L.,
Carbonell-Barrachina, A.A., 2008. Drying of rosemary herb by a combination
of convective and vacuum-microwave methods. In: Proceedings of the II
Congreso Iberoamericano Sobre Seguridad Alimentaria, Barcelona, Spain (in
Spanish).
Hu, Q.G., Zhang, M., Mujumdar, A.S., Xiao, G.N., Sun, J.C., 2006. Drying of edamames
by hot air and vacuum microwave combination. Journal of Food Engineering 77,
977–982.
Jałoszyn´ski, K., Figiel, A., Wojdyło, A., 2008. Drying kinetics and antioxidant activity
of oregano. Acta Agrophysica 11 (1), 81–90.
Jastrebova, J., Witthoft, C., Grahn, A., Svensson, U., Jagerstad, M., 2003. HPLC
determination of folates in raw and processed beetroots. Food Chemistry 80,
579–588.
Kamin´ski, W., Tomczak, E., Skorupska, E., 2004. Estimation of the effect of shape and
temperature on drying kinetics using MLP. Drying Technology 22 (1 and 2),
191–200.
Kapadia, G.J., Tokuda, H., Konoshima, T., Nishino, H., 1996. Chemoprevention of lung
and skin cancer by Beta vulgaris (beet) root extract. Cancer Letters 100, 211–
214.
Khraisheh, M.A.M., McMinn, W.A.M., Magee, T.R.A., 2004. Quality and structural
changes in starchy foods during microwave and convective drying. Food
Research International 37, 497–503.
Krejcova, A., Cernohorsky, T., Meixner, D., 2007. Elemental analysis of instant soups
and seasoning mixtures by ICP–OES. Food Chemistry 105, 242–247.
Krulis, M., Kuhnert, S., Leiker, M., Rohm, H., 2005. Influence of energy input and
initial
moisture
on
physical
properties
of
microwave-vacuum
dried
strawberries. European Food Research Technology 221, 803–808.
Le Loch-Bonazzi, C., Wolff, E., Gilbert, H., 1992. Quality of dehydrated cultivated
mushrooms (Agaricus bisporus): a comparison between different drying and
freeze-drying processes. Lebensmittel-Wissenschaft und -Technologie 25, 334–
339.
Lewicki, P.P., 1998. Some remarks on rehydration of dried foods. Journal of Food
Engineering 36, 81–87.
Lewicki, P.P., 2006. Design of hot air drying for better foods. Trends in Food Science
and Technology 17, 153–163.
Lewicki, P.P., Jakubczyk, E., 2004. Effect of hot air temperature on mechanical
properties of dried apples. Journal of Food Engineering 64, 307–314.
Lin, T.M., Durance, T.D., Scaman, C.H., 1998. Characterization of vacuum microwave,
air and freeze dried carrot slices. Food Research International 31 (2), 111–117.
Marfil, P.H.M., Santos, E.M., Telis, V.R.N., 2008. Ascorbic acid degradation kinetics in
tomatoes at different drying conditions. LWT-Food Science and Technology 41,
1642–1647.
Maskan, M., 2000. Microwave/air and microwave finish drying of banana. Journal of
Food Engineering 44, 71–78.
Maskan, M., 2001. Kinetics of colour change of kiwifruits during hot air and
microwave drying. Journal of Food Engineering 48, 169–175.
Mathlouthi, M., 2001. Water content, water activity, water structure and the
stability of foodstuffs. Food Control 12, 409–417.
Mayor, L., Sereno, A.M., 2004. Modeling shrinkage during convective drying of food
materials: a review. Journal of Food Engineering 61, 373–386.
Men’shutina, N.V., Gordienko, M.G., Voinovskii, A.A., Kudra, T., 2005. Dynamic
criteria for evaluating the energy consumption efficiency of drying equipment.
Theoretical Foundations of Chemical Engineering 39 (2), 158–162.
A. Figiel / Journal of Food Engineering 98 (2010) 461–470
469
Mousa, N., Farid, M., 2002. Microwave vacuum drying of banana slices. Drying
Technology 20, 2055–2066.
Nawirska, A., Figiel, A., Kucharska, A.Z., Sokół-Łe˛towska, A., Biesiada, A., 2009.
Drying kinetics and quality parameters of pumpkin slices dehydrated using
different methods. Journal of Food Engineering 94, 14–20.
Patkai, G., Barta, J., Varsanyi, I., 1997. Decomposition of anticarcinogen factors of the
beetroot during juice and nectar production. Cancer Letters 114, 105–106.
Piga, A., Del Caro, A., Corda, G., 2003. From plums to prunes: influence of drying
parameters on polyphenols and antioxidant activity. Journal of Agricultural and
Food Chemistry 51, 3675–3681.
Prabhanjan, D.G., Ramaswamy, H.S., Raghavan, G.S.V., 1995. Microwave-assisted
convective air drying of thin layer carrots. Journal of Food Engineering 25, 283–
293.
Rahman, S., 1999. Handbook of Food Preservation. Marcel Dekker, New York, Basel.
Ressing, H., Ressing, M., Durance, T., 2007. Modeling the mechanisms of dough
puffing during vacuum microwave drying using the finite element method.
Journal of Food Engineering 82, 498–508.
Roberts, J.S., Tong, C.H., Lund, D.B., 2002. Drying kinetics and time–temperature
distribution of pregelatinized bread. Journal of Food Science 67 (3), 1080–1087.
Sham, P.W.Y., Scaman, C.H., Durance, T.D., 2001. Texture of vacuum microwave
dehydrated apple chips as affected by calcium pretreatment, vacuum level, and
apple variety. Journal of Food Science 66 (9), 1341–1347.
Sharma, G.P., Prasad, S., 2004. Effective moisture diffusivity of garlic cloves
undergoing microwave-convective drying. Journal of Food Engineering 65,
609–617.
Shynkaryk, M.V., Lebovka, N.I., Vorobiev, E., 2008. Pulsed electric fields and
temperature effects on drying and rehydration of red beetroots. Drying
Technology 26 (6), 695–704.
Sitkei, G., 1986. Mechanics of Agricultural Materials. Elsevier Applied Science,
Amsterdam, Oxford, New York, Tokyo.
Sjöholm, I., Gekas, V., 1995. Apple shrinkage upon drying. Journal of Food
Engineering 25, 123–130.
Soysal, Y., Ayhan, Z., Esturk, O., Arıkan, M.F., 2009. Intermittent microwave-
convective drying of red pepper: drying kinetics, physical (colour and texture)
and sensory quality. Biosystems Engineering 103, 446–455.
Sunjka, P.S., Rennie, T.J., Beaudry, C., Raghavan, G.S.V., 2004. Microwave-convective
and microwave-vacuum drying of cranberries: a comparative study. Drying
Technology 22 (5), 1217–1231.
Szarycz, M., 2001. Mathematical modelling of microwave-convection drying of
agricultural raw material on the example of apples. Zeszyty Naukowe Akademii
Rolniczej we Wrocławiu 420, 2–79 (in Polish).
Szczesniak, A.S., Kahn, E.L., 1971. Consumer awareness of attitudes to food texture:
adults. Journal of Texture Studies 2, 280–295.
Tang, J., 2005. Dielectric properties of foods. In: Schubert, H., Regier, M. (Eds.), The
Microwave Processing of Foods. CRC Press LLC, Boca Raton, Boston, New York,
Washington, DC, pp. 22–40.
Therdthai, N., Zhou, W., 2009. Characterization of microwave vacuum drying and
hot air drying of mint leaves (Mentha cordifolia Opiz ex Fresen). Journal of Food
Engineering 91, 482–489.
Vaghri, Z., Scaman, C.H., Kitts, D.D, Durance, T.D., McArthur, D.A.J., 2000. Quality of
the vacuum microwave dried blueberries in terms of color, composition, and
antioxidant activity. In: Proceedings of the 12th International Drying
Symposium, Amsterdam, The Netherlands.
Váli, L., Stefanovits-Bányai, E., Szentmihályi, K., Fébel, H., Sárdi, E., Lugasi, A., Kocsis,
I., Blázovics, A., 2007. Liver-protecting effects of table beet (Beta vulgaris var.
Rubra) during ischemia-reperfusion. Nutrition 23, 172–178.
Wojdyło, A., Figiel, A., Oszmian´ski, J., 2009. Effect of drying methods with the
application of vacuum microwaves on the bioactive compounds, color and
antioxidant activity of strawberry fruits. Journal of Agricultural and Food
Chemistry 57, 1337–1343.
Yilmaz, Y., Toledo, R., 2005. Antioxidant activity of water-soluble Maillard reaction
products. Food Chemistry 93, 273–278.
Yongsawatdigul,
J.,
Gunasekaran,
S.,
1996.
Microwave-vacuum
drying
of
cranberries: part II. Quality evaluation. Journal of Food Processing and
Preservation 20, 145–156.
Zhang, J., Zhang, M., Shan, L., Fang, Z., 2007. Microwave-vacuum heating parameters
for processing savory crisp bighead carp (Hypophthalmichthys nobilis) slices.
Journal of Food Engineering 79, 885–891.
470
A. Figiel / Journal of Food Engineering 98 (2010) 461–470
Document Outline
- Drying kinetics and quality of beetroots dehydrated by combination of convective and vacuum-microwave methods
Wyszukiwarka
Podobne podstrony:
Drying kinetics and quality of vacuum microwave dehydrated garlic cloves and slices
Drying kinetics and drying shrinkage of garlic subjected to vacuum microwave dehydration (Figiel)
Drying kinetics and drying shrinkage of garlic subjected to vacuum microwave dehydration (Figiel)
Drying kinetics and quality of potato chips undergoing different drying techniques
Drying kinetics and rehydration characteristics of microwave vacuum and convective hot air dried mus
Dehydration of Carrots by a Combination of Freeze Drying, Microwave Heating and Air or Vacuum Drying
Experimental study of drying kinetics by forced convection of aromatic plants
Microwave Drying of Parsley Modelling, Kinetics, and Energy Aspects
Preparation of garlic powder with high allicin content by using combined microwave–vacuum and vacuum
Microwave drying characteristics of potato and the effect of different microwave powers on the dried
Effect of Drying Techniques and Storage on Mulberry (Morus alba) Quality
Use of exponential, Page’s and diffusional models to simulate the drying kinetics of kiwi fruit
Drying kinetics, water activity, shrinkage and texture of walnut kernels
Drying characteristics and drying quality of carrot using a two stage microwave process
Drying kinetics of apple cylinders under combined hot air–microwave dehydration
Desorption isotherm and heat pump drying kinetics of peas
Drying, shrinkage and rehydration characteristics of kiwifruits during hot air and microwave drying
Becker The quantity and quality of life and the evolution of world inequality
więcej podobnych podstron