POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Spawalność materiału zależy nie tylko od samego spawanego
tworzywa, lecz związana jest z szeregiem innych czynników
wynikających z przyjętej technologii spawania oraz rozwiązania
konstrukcyjnego. Spośród wielu definicji spawalności wybrać
można tę, według której jest to miara zdolności do tworzenia
połączeń za pomocą spawania, które spełniałyby stawiane im z
góry wymagania.
Określenie spawalności i budowa
spoiny
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
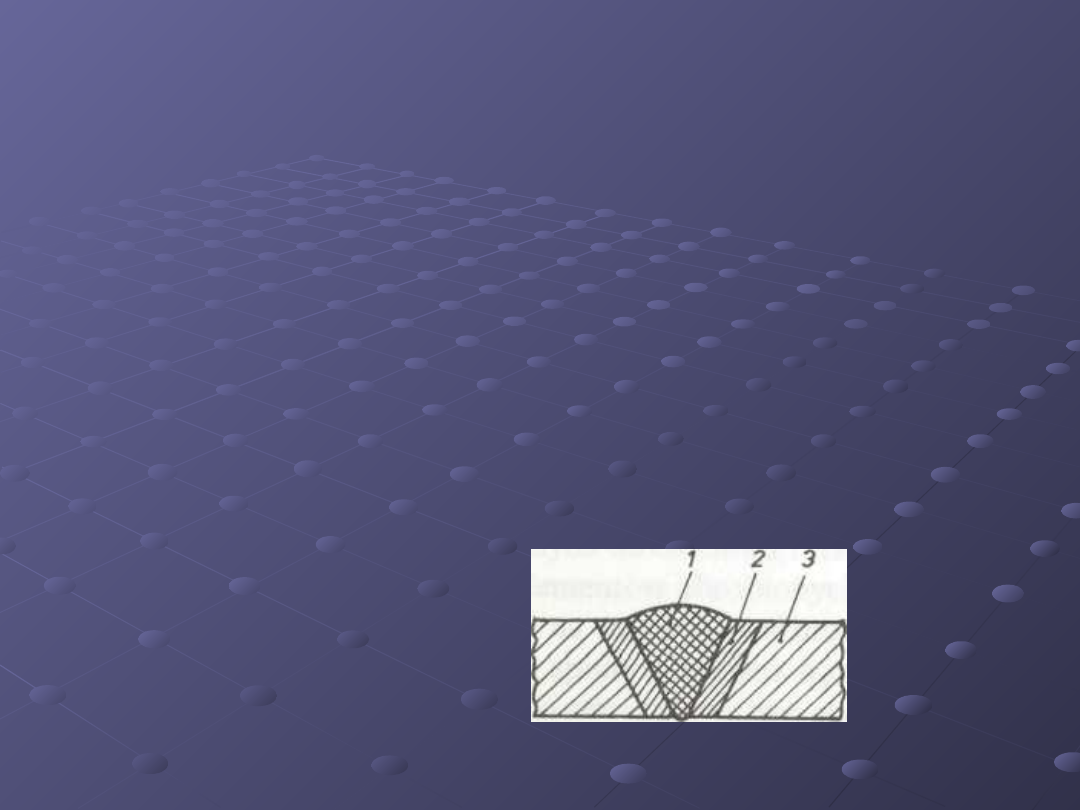
W wyniku spawania uzyskuje się połączenie, w którym wyróżnić
można trzy obszary pokazane na rys.:
1. spoinę (przetopiony metal o strukturze odlewu),
2. strefę wpływu ciepła (materiał łączony o zmienionej strukturze
na skutek oddziaływania cieplnego)
3. materiał podstawowy zwany też rodzimym (o strukturze nie
ulegającej mianom pod wpływem spawania).
Określenie spawalności i budowa
spoiny
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Szerokość i własności strefy wpływu ciepła zależą od rodzaju
materiału podstawowego i spoiwa, wymiarów (szczególnie
grubości) spawanego elementu, a także od warunków spawania.
Zmiany
struktury
powodują
zróżnicowanie
własności
mechanicznych połączenia. Niekiedy niejednorodności struktury i
własności mechanicznych mogą być tak duże, że złącze w stanie
surowym po spawaniu) jest nieprzydatne do eksploatacji;
wówczas wymagana jest odpowiednia obróbka cieplna.
Szczególnie niebezpieczny — w przypadku elementów spawanych
pracujących przy obciążeniach udarowych i zmiennych — jest
znaczny wzrost twardości w strefie wpływu ciepła powodujący
tzw. karb strukturalny. Ponadto procesy cieplne i zmiany struktury
są przyczyną pojawienia się naprężeń własnych, które niekiedy
istotnie pogarszają własności eksploatacyjne połączenia, a nawet
doprowadzają do powstania pęknięć.
Określenie spawalności i budowa
spoiny
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
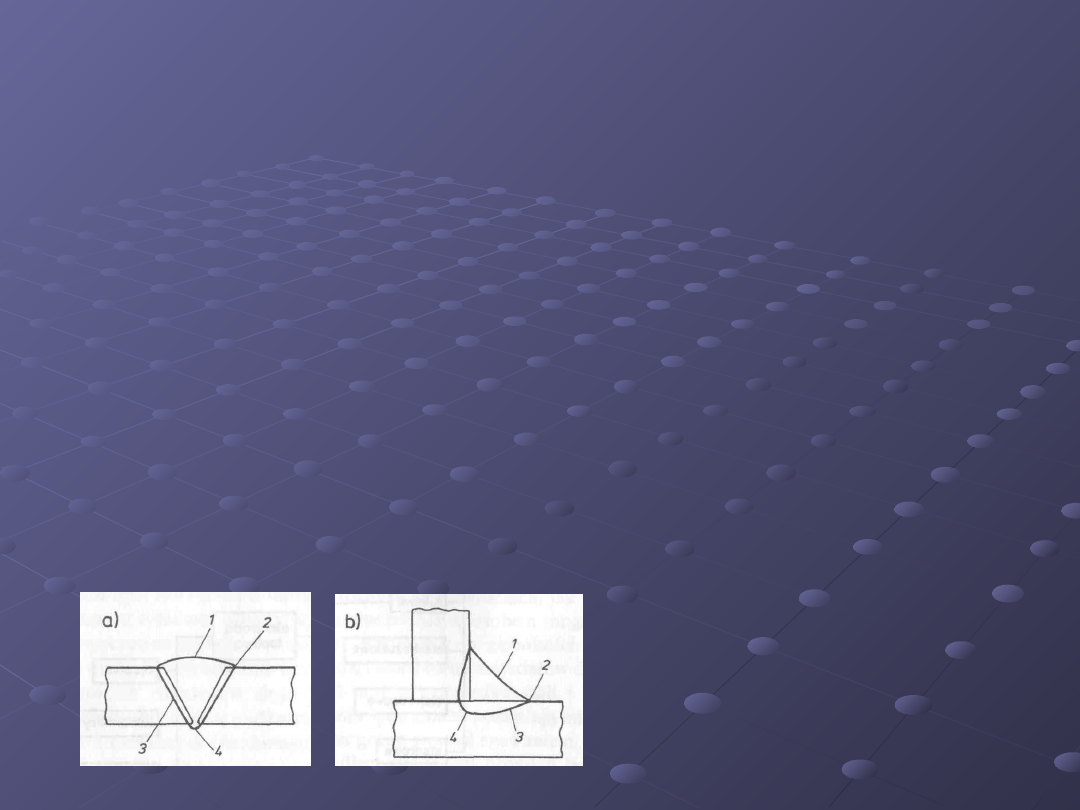
Spoina czołowa ograniczona jest linią wtopienia w materiał
rodzimy oraz licem i granią. Linia wtopienia powstaje w wyniku
częściowego roztopienia brzegów materiału podstawowego i
przemieszania go z płynnym spoiwem. Prawidłowo ukształtowane
lico spoiny winno być lekko wypukłe; wypukłość lica wystająca
ponad grubość blachy nazywa się nadlewem, a jego krawędź —
brzegiem lica spoiny.
Od strony grani spoina powinna być lekko pogrubiona i łagodnie
przechodzić w powierzchnię łączonych elementów. Unika się w
ten sposób spiętrzenia naprężeń wywołanego obecnością karbów.
Z tego samego względu lico spoiny pachwinowej nie powinno być
wypukłe.
Określenie spawalności i budowa
spoiny
Budowa spoiny: a)
czołowej,
b) pachwinowej
1 — lico, 2 — brzeg lica
spoiny, 3 — linia
wtopienia,
4 — grań
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
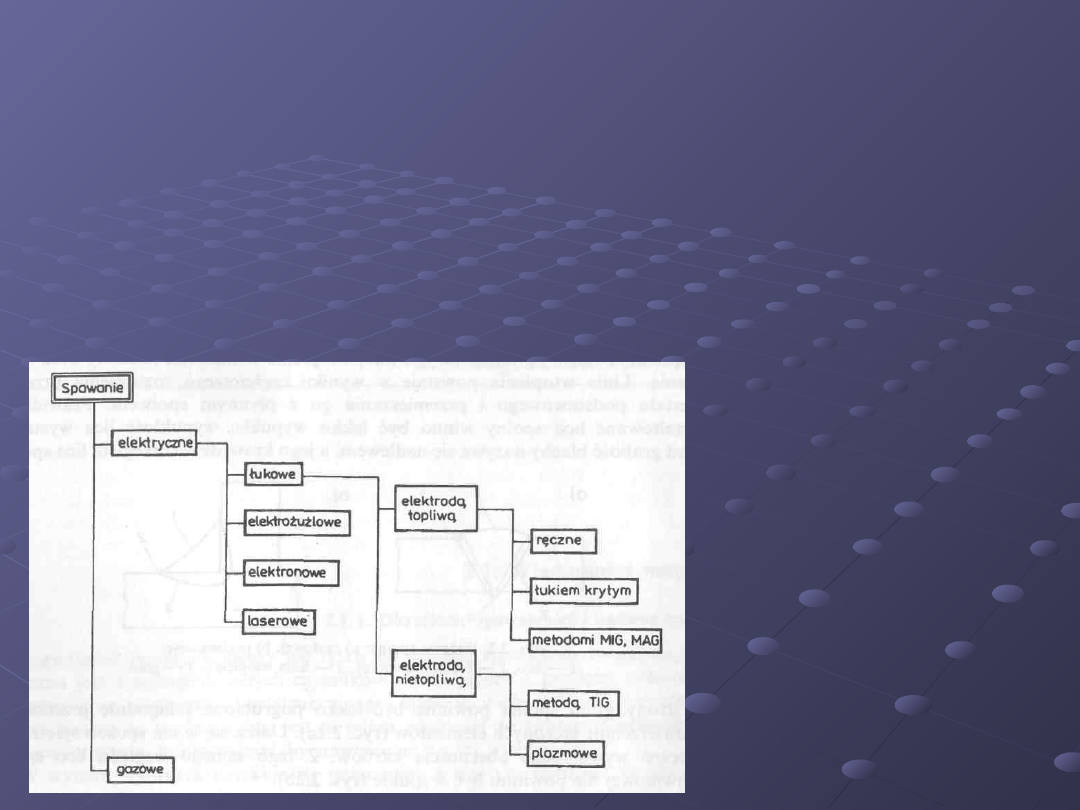
Istnieje szereg metod spawania stosowanych w budowie maszyn,
z których najważniejsze sklasyfikowane zostały na diagramie oraz
pokrótce scharakteryzowane poniżej.
Charakterystyka podstawowych metod
spawania
Klasyfikacja
podstawowych metod
spawania stosowanych
w budowie maszyn
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Spawanie elektryczne. Przy spawaniu elektrycznym źródłem ciepła może
być łuk elektryczny (spawanie łukowe), rezystancja (spawanie żużlowe),
energia wiązki elektronów (spawanie elektronowe) bądź energia świetlna
(spawanie laserowe).
Spawanie łukowe polega na jarzeniu się łuku elektrycznego pomiędzy
elektrodą a brzegami łączonych elementów. Elektrody mogą być topliwe i
wówczas dostarczają one spoiwa, lub nietopliwe, wtedy zachodzi
konieczność dodawania spoiwa. Spawanie elektrodami topliwymi może być
ręczne, łukiem krytym, w stru mieniu gazów ochronnych obojętnych (metoda
MIG — skrót od angielskich słów: Metal Inert Gas) lub aktywnych (metoda
MAG — Metal Active Gas). Przy spawaniu elektrodami nietopliwymi stosuje
się gaz ochronny obojętny (metoda TIG — Tungsten Inert Gas) bądź
zjonizowany (spawanie plazmowe).
Spawanie łukowe ma szereg zalet, do których zaliczyć należy: możliwość
zastosowania tych samych urządzeń zarówno do spawania stali, staliwa,
żeliwa, jak i metali nieżelaznych, możliwość wykonywania spoin we
wszystkich pozycjach i w miejscach trudno dostępnych, mniejsze
wymagania odnośnie do przygotowania krawędzi łączonych elementów. Z
kolei najważniejsze wady tej metody spawania, to: mała wydajność,
zależność jakości połączeń od kwalifikacji i sumienności spawacza, trudne
warunki pracy spawacza (toksyczne gazy, oślepiające działanie łuku).
Charakterystyka podstawowych metod
spawania
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Spawanie w osłonie gazowej cechuje możliwość wykonywania spoin
we wszystkich pozycjach, znaczna wydajność i możliwość
mechanizacji procesu oraz małe odkształ cenia i naprężenia
spawalnicze. Ta metoda spawania stosowana jest nie tylko do
łączenia stali węglowych, lecz także stali stopowych, aluminium i
miedzi.
Spawanie elektrożużlowe polega na bezłukowym stapianiu.się drutu
elektrodowego w ciekłym żużlu. Łączenie elementów wykonywane
jest w pozycji pionowej lub do niej zbliżonej, a spoina powstaje za
jednym przejściem od dołu do góry. Ten sposób spawania znajduje
zastosowanie przede wszystkim do łączenia elementów o
znacznych grubościach (do 2000 mm) w ciężkich konstrukcjach ze
stali węglowych oraz nisko- i średniostopowych.
Charakterystyka podstawowych metod
spawania
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Spawanie elektronowe polega na wytworzeniu w próżni strumień
elektronów i przyspieszeniu ich pod wpływem wysokiego napięcia.
Energia kinetyczna elektronów zderzających się ze spawanym
materiałem zamieniona zostaje na ciepło Dzięki zogniskowaniu
elektronów w wąską wiązkę, uzyskuje się wielką koncentrację
ciepła umożliwiającą łączenie materiałów o wysokiej temperaturze
topnienia (wolfram, molibden, tytan itp.) lub metali o bardzo
różnych właściwościach, jak np. miedzi stalą, aluminium z tytanem.
Spoiny wykonywane tym sposobem mogą być bard; wąskie a
równocześnie głębokie (stosunek szerokości do głębokości dochodzi
do 1:25). Nie ma potrzeby ukosowania krawędzi i stosowania
materiałów dodatkowych Grubość łączonych elementów sięga 200
mm w przypadku stali i 300 mm dla aluminium. Minimalny skurcz i
odkształcenia spawalnicze pozwalają na wytwarzanie części
maszyn z elementów obrabianych na gotowo przed spawaniem.
Charakterystyka podstawowych metod
spawania
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Spawanie elektronowe polega na wytworzeniu w próżni strumień elektronów
i przyspieszeniu ich pod wpływem wysokiego napięcia. Energia kinetyczna
elektronów zderzających się ze spawanym materiałem zamieniona zostaje
na ciepło Dzięki zogniskowaniu elektronów w wąską wiązkę, uzyskuje się
wielką koncentrację ciepła umożliwiającą łączenie materiałów o wysokiej
temperaturze topnienia (wolfram, molibden, tytan itp.) lub metali o bardzo
różnych właściwościach, jak np. miedzi stalą, aluminium z tytanem. Spoiny
wykonywane
tym
sposobem
mogą
być
bard;
wąskie
a równocześnie głębokie (stosunek szerokości do głębokości dochodzi do
1:25). Nie ma potrzeby ukosowania krawędzi i stosowania materiałów
dodatkowych Grubość łączonych elementów sięga 200 mm w przypadku
stali i 300 mm dla aluminium. Minimalny skurcz i odkształcenia spawalnicze
pozwalają na wytwarzanie części maszyn z elementów obrabianych na
gotowo
przed
spawaniem.
Przy spawaniu laserowym źródłem ciepła jest promień laserowy. Ty
sposobem można wykonywać zarówno spoiny punktowe, jak i ciągłe łączące
cienkie
folie
i
elementy
o grubości dochodzącej do kilkunastu milimetrów. Spawanie laserowe nie
wymaga próżni, a zastosowanie luster bądź światłowodów pozwala na
układane
spoin
w miejscach trudno dostępnych.
Charakterystyka podstawowych metod
spawania
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Spawanie gazowe. Spawanie gazowe polega na stapianiu spoiwa
i brzegów łączonego materiału w płomieniu acetylenowo-tlenowym.
Spoiny cienkich blach n wymagają dodatku spoiwa. Spawanie
gazowe stosowane jest głównie podczas remontów i montażu
(możliwość układania spoin we wszystkich pozycjach) do
wykonywania złączy o niewielkich grubościach. Metodą tą spawać
można stal żeliwo oraz stopy aluminium, miedzi i niklu. Spawanie
gazowe
znajduje
zastosowanie
także
przy
łączeniu
termoutwardzalnych tworzyw sztucznych.
Charakterystyka podstawowych metod
spawania
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Stal.
W budowie maszyn stosowane są przede wszystkim stale węglowe
konstrukcyjne zwykłej (wg PN-88/H-84020) i wyższej jakości (wg
PN-75/H-84019) oraz stale konstrukcyjne o podwyższonej
wytrzymałości (wg PN-86/H-84018). Spawalno stali uzależniona jest
głównie
od
zawartości
węgla
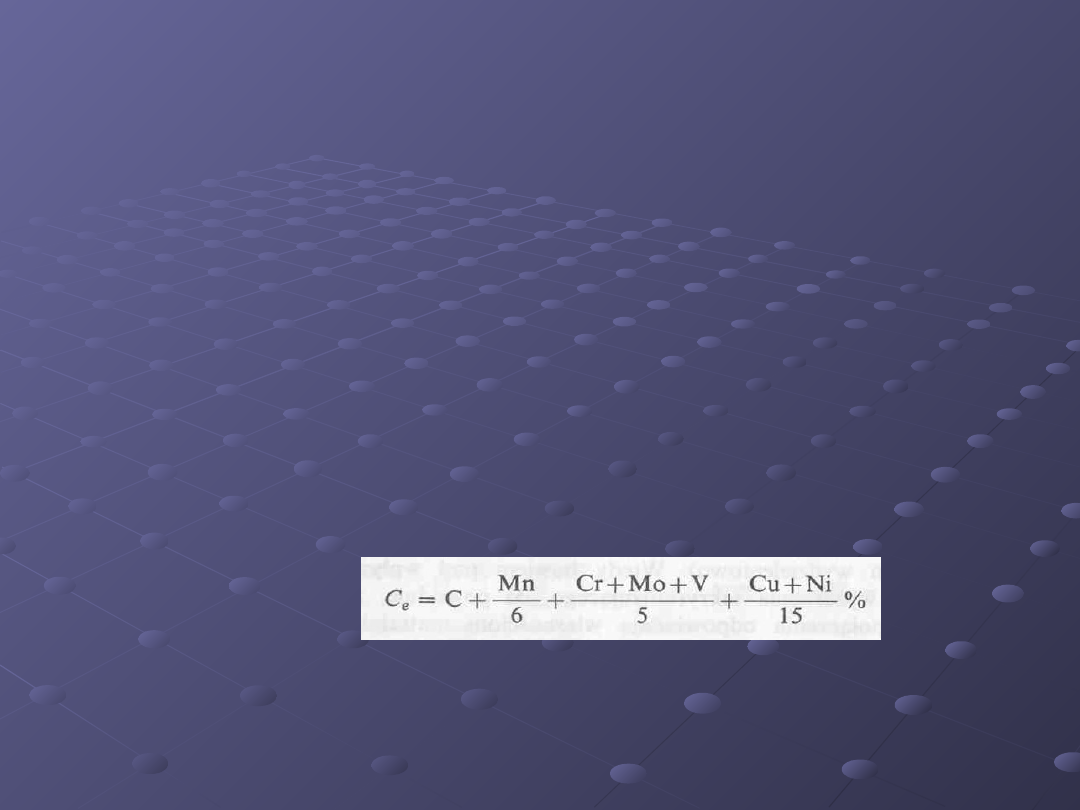
i pierwiastków stopowych. Dobrze spawalne, a więc nie
wymagające żadnych dodatkowych zabiegów technologicznych, są
te stale, w których zawartość węgla nie przekracza około 0,25%,
bądź dla których równoważnik węgla Ce określony wzorem
(zawartość poszczególnych pierwiastków należy wstawić w %):
nie jest wyższy od około 0,40%. W przeciwnym przypadku
spawalność stali jest ograniczona, co oznacza konieczność
zastosowania specjalnej technologii spawania (w szczególności
wstępnego
podgrzewania
materiału
i niekiedy obróbki cieplnej po spawaniu).
Uwagi o spawalności maszynowych tworzyw
konstrukcyjnych
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Stal.
Wśród stali węglowych zwykłej jakości cztery podstawowe gatunki: StOS,
St2S, St3S, St4S należą do stali łatwo spawalnych, co sygnalizuje litera S
(przy czym na konstrukcje bardziej odpowiedzialne zaleca się odmiany
uspokojone i półuspokojone). Pozostałe gatunki tej grupy stali, a więc St5,
St6,
St7
zalicza
się
do
stali
o ograniczonej spawalności z uwagi na podwyższoną zawartość węgla.
W podobny sposób podzielić można stale węglowe wyższej jakości. Niektóre
gatunki, jak np. 10, 15, 20 są dobrze spawalne; inne, np. 25, 35, 45, 55
należą do trudniej spawalnych, o czym decyduje podwyższona zawartość
węgla i obecność dodatków stopowych, głównie manganu. Rozważane stale
spawa się w praktyce budowy maszyn do zawartości węgla równej 0,6%.
Stale konstrukcyjne o podwyższonej wytrzymałości zawdzięczają swe
własności zwiększonej zawartości manganu, krzemu oraz obecności
mikrododatków stopowych (Nb, V), mimo że zawartość węgla ograniczona
jest do 0,2%. Stale te mają na ogół ograniczoną spawalność, szczególnie w
przypadku większych grubości.
Uwagi o spawalności maszynowych tworzyw
konstrukcyjnych
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Staliwo.
Staliwa konstrukcyjne dzieli się na dwie zasadnicze grupy: węglowe (wg PN-
85/H-83152) i stopowe, zawierające takie dodatki stopowe, jak mangan,
chrom, nikiel itd. (wg PN-87/H-83156). Ponadto spotkać się można ze
staliwami
konstruk cyjnymi
o specjalnym przeznaczeniu, np. odpornymi na ścieranie lub na korozję.
Spawalność staliwa, podobnie jak stali, uzależniona jest przede wszystkim
od zawartości węgla i składników stopowych. Najłatwiej spawalne są staliwa
węglowe
o zawartości węgla do 0,25%, a więc gatunki L400 i L450; spawalność
innych staliw
jest ograniczona.
Żeliwo.
Żeliwa należą do tworzyw cechujących się złą spawalnością, a niektóre ich
gatunki nie są w ogóle spawalne. Stosunkowo najlepiej spawalne jest żeliwo
sferoidalne
(węgiel
w postaci kulkowej), ale pod warunkiem stosowania odpowied nich, dość
skomplikowanych zabiegów przed i po spawaniu. Najczęściej spawanie
żeliwa sprowadza się do napraw uszkodzeń eksploatacyjnych bądź do
usuwania wad
w produkcji odlewów.
Uwagi o spawalności maszynowych tworzyw
konstrukcyjnych
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Aluminium i jego stopy.
Obok gatunków aluminium różniących się stopniem czystości (wg
PN-79/H-82160) dobrze spawalne są niektóre stopy przeznaczone
do przeróbki plastycznej, tj. typu Al-Mg, Al-Mn, Al-Zn-Mg. Natomiast
spawalność stopów typu Al-Mg-Si jest ograniczona. Charakterystykę
i przeznaczenie omawianych stopów podaje norma PN-79/H-88026.
Należy zaznaczyć, że proces spawania spowodować może obniżenie
wytrzymałości
złączy
z
aluminium
i jego stopów w tych przypadkach, gdy materiał podstawowy
poddany był specjalnym zabiegom techno logicznym podnoszącym
jego własności mechaniczne (materiał w stanie półtwardym lub
utwardzonym wydzieleniowo). Wtedy bowiem pod wpływem
temperatury zachodzi proces wyżarzania rekry stali żującego, co
powoduje, że własności wy trzymałościowe połączenia odpowiadają
własnościom materiału podstawowego w stanie miękkim. W celu
uniknięcia
tych
ujemnych
wpływów
opracowane
zostały
wspomniane stopy Al-Zn-Mg, które po upływie pewnego czasu po
spawaniu odzyskują wytrzymałość bliską wyjściowej.
Uwagi o spawalności maszynowych tworzyw
konstrukcyjnych
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Miedź i jej stopy.
Spośród gatunków czystej miedzi do spawania nadaje się wyłącznie
miedź odtleniona o minimalnej zawartości wodoru. Wodór i tlen
powodują bowiem znaczne osłabienie wytrzymałości złącza w strefie
przy spoinowej. Ponadto płynna miedź ma dużą zdolność do
pochłaniania i rozpusz czania gazów, co jest przyczyną porowatości
obniżającej wytrzymałość spoiny. Znacznie wyższy, w porównaniu ze
stalą, skurcz objętościowy miedzi prowadzi dc znacznych
odkształceń i naprężeń spawalniczych oraz do pękania złączy.
Oprócz czystej miedzi spawa się również jej stopy, a więc mosiądze
(Cu-Zn) miedzionikle (Cu-Ni) i brązy (Cu-Sn). Spawalność tych
stopów zależy od ich składu — niektóre z nich są bardzo trudno
spawalne,
a
nawet
w ogóle niespawalne.
Uwagi o spawalności maszynowych tworzyw
konstrukcyjnych
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wiadomości wstępne
Wiadomości wstępne
Tworzywa sztuczne.
Do spawania nadają się wyłącznie tworzywa termoplastyczne
które pod wpływem ogrzania stają się plastyczne, a po ochłodzeniu
wracają do stanu sztywnego. Do termoplastów produkcji
krajowej stosowanych najczęściej na konstrukcje spawane należą:
polichlorek winylu, poliamid, polietylen i polistyren.
Należy zaznaczyć, że w zależności od rodzaju łączonego tworzywa,
przeznaczenia konstrukcji i przyjętej metody spawania konieczne
jest zastosowanie odpowiedniego spoiwa, czyli tzw. materiału
dodatkowego. Przy doborze tego materiału powinny być zachowane
następujące podstawowe zasady:
- zbliżone składy chemiczne materia łączonego i spoiwa,
- własności mechaniczne spoiwa co najmniej równe własnościom
materiału rodzimego.
Uwagi o spawalności maszynowych tworzyw
konstrukcyjnych
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
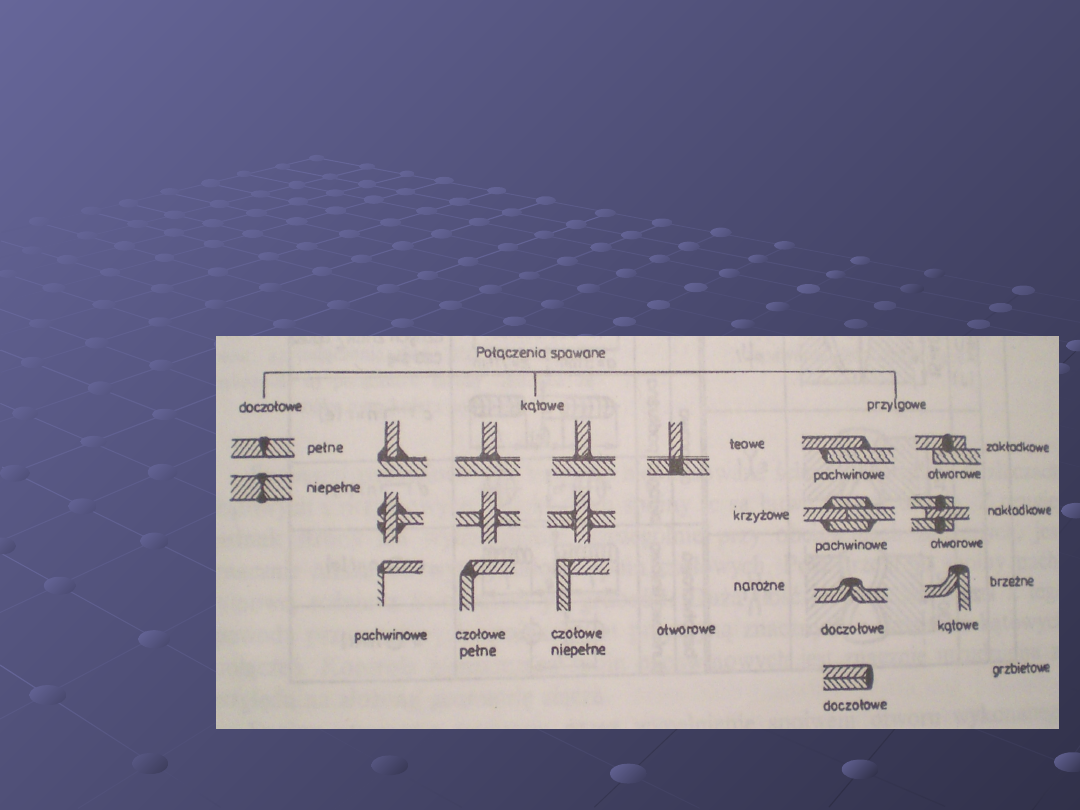
Połączenia spawane z uwagi na kształt podzielić można na
następujące zasadni rodzaje:
- doczołowe
- kątowe
- przylgowe.
Klasyfikacja połączeń spawanych i rodzaje spoin
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
W połączeniach doczołowych elementy konstrukcyjne zestawione są
w jednej płaszczyźnie. Złącza kątowe powstają najczęściej w wyniku
prostopadłego zestawienia łączonych elementów. W szczególności
wyróżnić tu można połączenia: teowe, krzyżowe i narożne —
wszystkie te złącza uzyskać można zarówno za pomocą spoin
pachwinowych, jak i niektórych odmian spoin czołowych oraz spoin
otworowych. Wśród połączeń przylgowych najczęściej stosowane są
złącza zakład kowe i nakładkowe wykonane za pomocą spoin
pachwinowych lub otworowych oraz właściwe złącza przylgowe ze
spoinami brzeżnymi lub grzbietowymi.
Na podstawie przytoczonej klasyfikacji, wyróżnić można kilka
zasadniczych rodzajów spoin:
-czołowe
-pachwinowe
-otworowe
-brzeżne
-grzbietowe.
Klasyfikacja połączeń spawanych i rodzaje spoin
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Klasyfikacja
Połączeń
spawanych
i rodzaje spoin
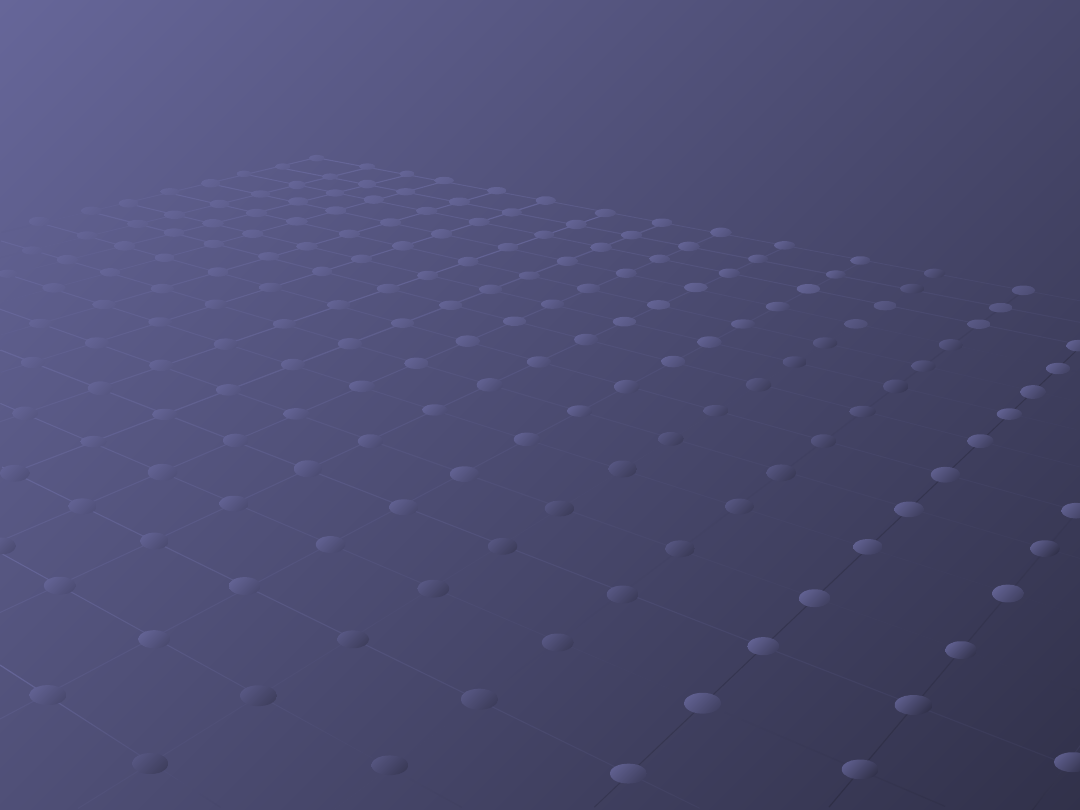
Oznaczanie
spoin
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
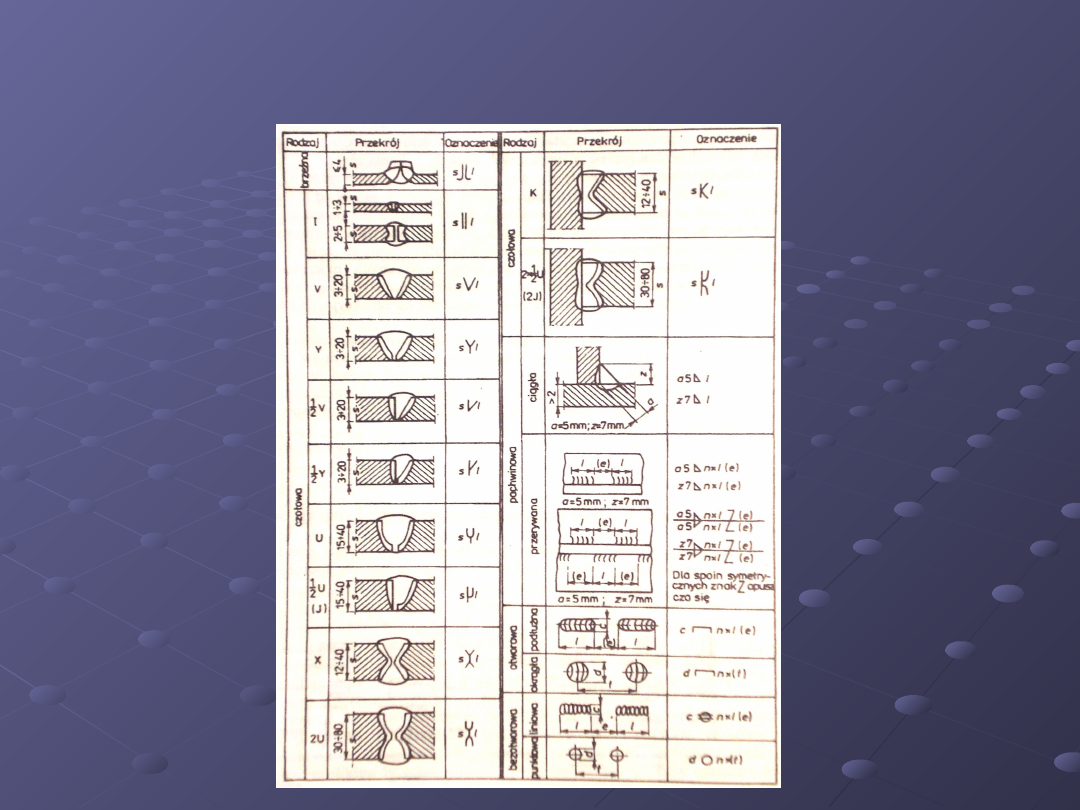
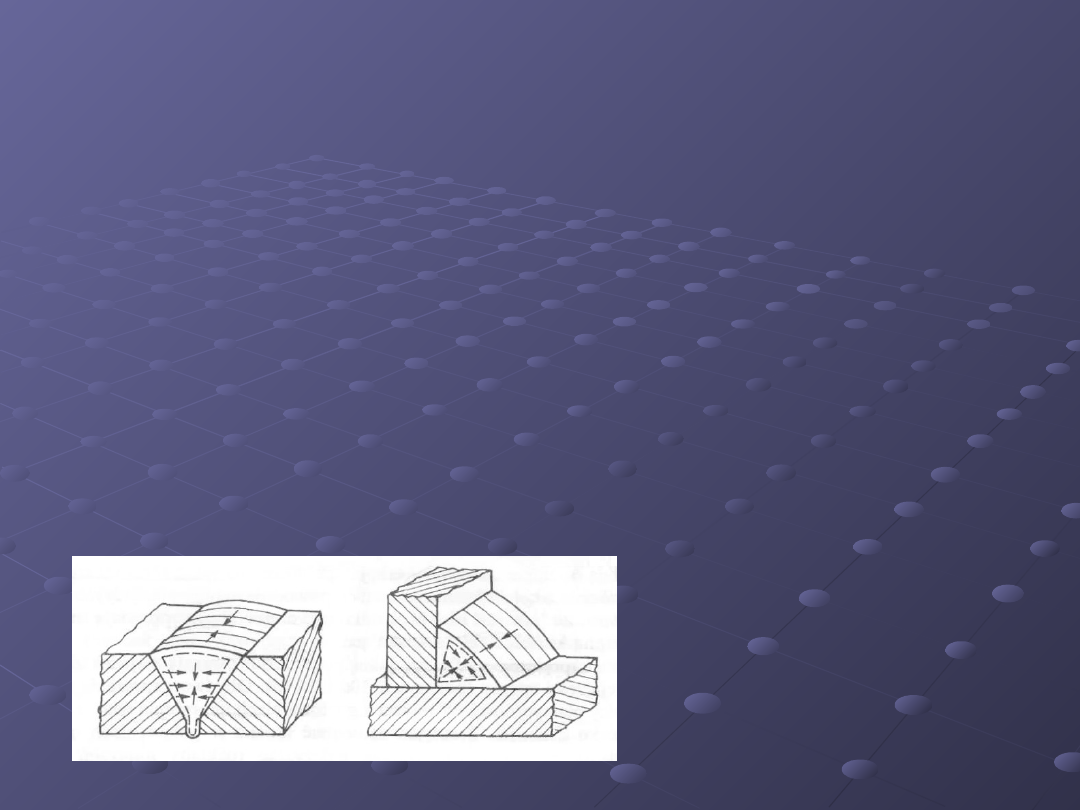
Spoiny czołowe wyróżniają się spośród innych rodzajów spoin
wysoką wytrzymałością przy obciążeniach stałych i zmiennych. W
przypadku
poprawnie
wykonanych
spoin
czołowych
ich
wytrzymałość przy obciążeniach statycznych jest taka sama, jak
materiału rodzimego; podobny rezultat osiągnąć można często przy
obciążeniach zmiennych, gdy za pomocą obróbki mechanicznej
usunie się nadlewy lica i grani. Odpowiednie przygotowanie brzegów
do spawania (tzw. ukosowanie) umożliwia łączenie elementów o
znacznym zakresie grubości. Zastosowanie specjalnych technologii,
jak spawanie elektronowe lub elektrożużlowe pozwala na
wykonywanie spoin o niekonwencjonalnych kształtach bądź
znacznych rozmiarach, jak to przykładowo pokazano na rysunkach.
Spoiny czołowe charakteryzuje łatwość kontroli ich jakości
wszystkimi metodami nieniszczącymi.
Klasyfikacja połączeń spawanych i rodzaje spoin
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Spoinami pachwinowymi łączy się nieukosowane ścianki elementów
w złączach kątowych i przylgowych; dzięki temu spoiny te są łatwe
do wykonania. Z drugiej jednak strony ich wytrzymałość, szczególnie
przy obciążeniach zmiennych, jest znacznie niższa od wytrzymałości
spoin czołowych. Pole przekroju spoiny pach winowej rośnie z
kwadratem jej grubości. Duża ilość stopiwa konieczna z tego powodu
przy grubszych spoinach jest przyczyną znacznych odkształceń
kątowych połączeń. Kontrola nieniszcząca spoin pachwinowych jest
znacznie utrudniona ze względu na złożoną geometrię złącza.
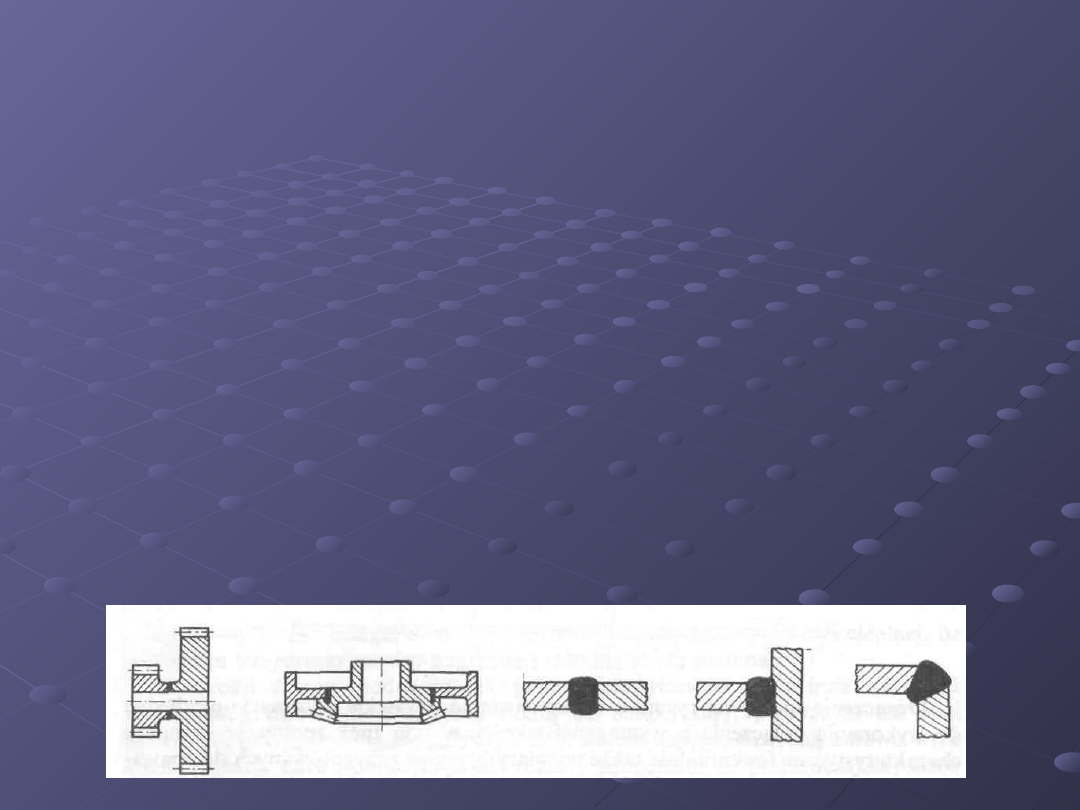
Spoiny otworowe powstają przez wypełnienie spoiwem otworu
wykonanego w jednym z elementów połączenia. Spoin tych nie
należy stosować w połączeniach silnie obciążonych, zwłaszcza
zmiennie; są natomiast przydatne w przypadku łączenia zakładek
lub nakładek o dużej powierzchni. Kontrola jakości spoin otworowych
jest trudna.
Klasyfikacja połączeń spawanych i rodzaje spoin
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Spoiny brzeżne powstają w wyniku przetopienia, bez dodawania
spoiwa, odpowiednio wywiniętych brzegów blach. Stosuje się je do
łączenia cienkich elementów (o grubości do 2 mm) i nie są one, z
pewnymi wyjątkami, przeznaczone do przenoszenia obciążeń.
Spoiny grzbietowe są odmianą niepełnych spoin czołowych w
złączach
przylgowych
i
łączyć
mogą
elementy
zarówno
nieukosowane,
jak
i ukosowane. Spoiny te stosuje się najczęściej do łączenia blach
celem zwiększenia ich grubości. Nie przenoszą one zasadniczych
obciążeń i z tego powodu nie podlegają obliczeniom.
Ponadto, przy użyciu specjalnych technologii (np. laser, wiązka
elektronów), wykonywać można spoiny bezotworowe, punktowe i
liniowe. Uzyskuje się je przez przetopienie jednej blachy i wtopienie
w blachę ułożoną pod spodem .
Klasyfikacja połączeń spawanych i rodzaje spoin
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Naprężenia i odkształcenia spawalnicze
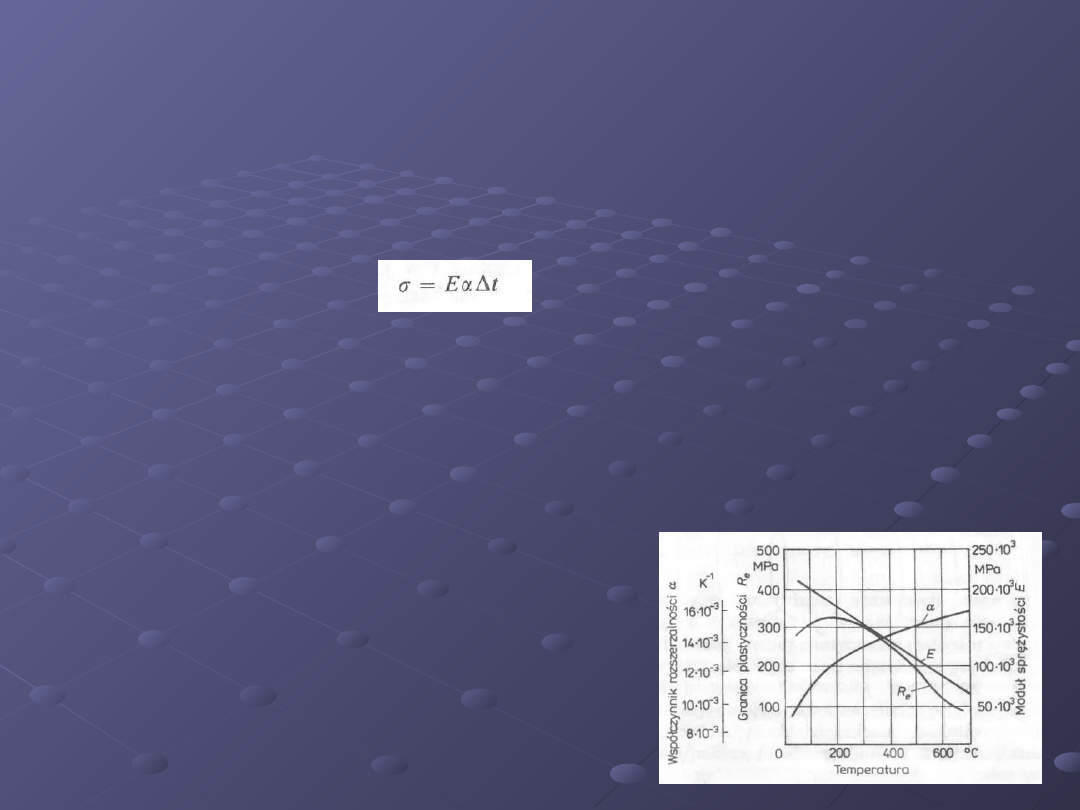
Proces spawania charakteryzuje się miejscowym nagrzewaniem
łączonych elemen tów. Materiał otaczający miejsce spawania
ogranicza swobodę odkształceń w tej strefie, prowadząc do naprężeń
wyrażających się wzorem:
gdzie E — moduł Younga, a — współczynnik liniowej rozszerzalności
cieplnej, A, — różnica temperatur między nagrzaną i chłodną strefą
materiału.
Wielkości E i a, podobnie jak granica plastyczności Re i inne własności
wytrzymałościowe materiału, silnie zależą od temperatury, przy czym
dla stali iloczyn Ea przyjąć można za stały. Zatem naprężenia rosną
liniowo wraz
z temperaturą. Łatwo obliczyć, że dla
różnicy temperatur A; przekraczającej
nieco 100°C naprężenia w stali osiągają
wartość granicy plastyczności. Przy
spawana temperatury są dużo wyższe,
skutkiem
czego
w
połączeniach
spawanych
powstają
znaczne
odkształcenia plastyczne. Dodatkowe
naprężenia mogą być spowodowane
zmianami
objętościowymi
towarzyszącymi przemianom fazowym
metalu.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Naprężenia i odkształcenia spawalnicze
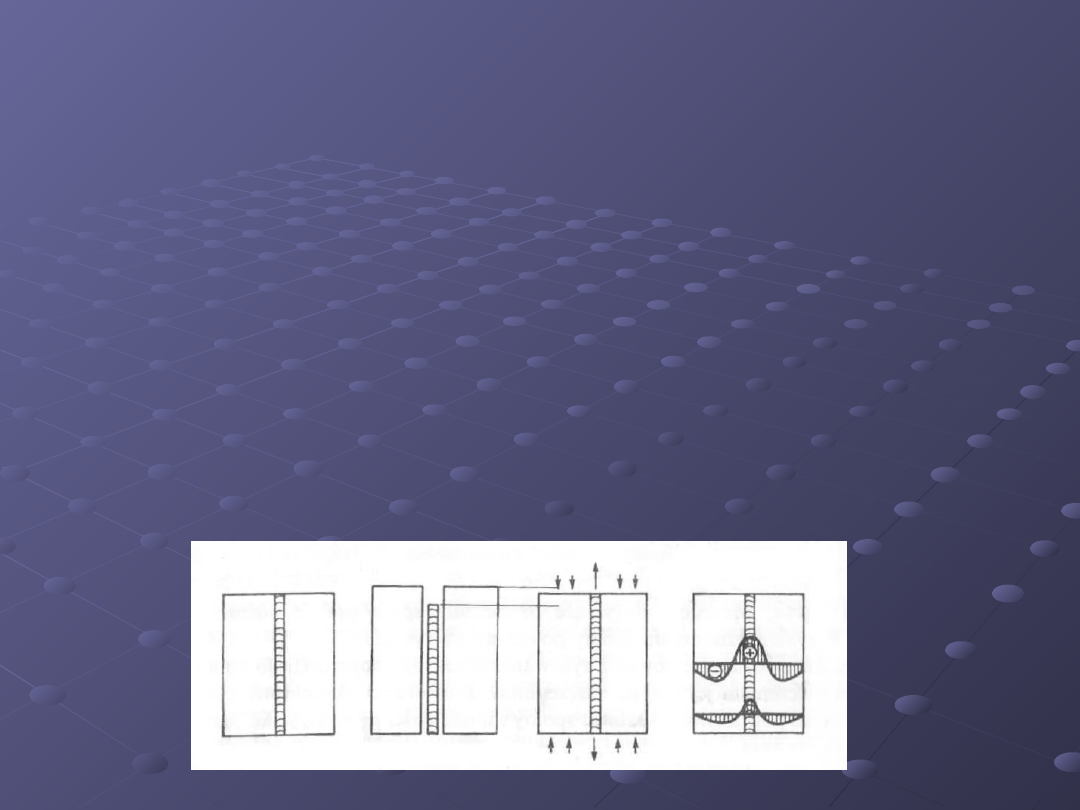
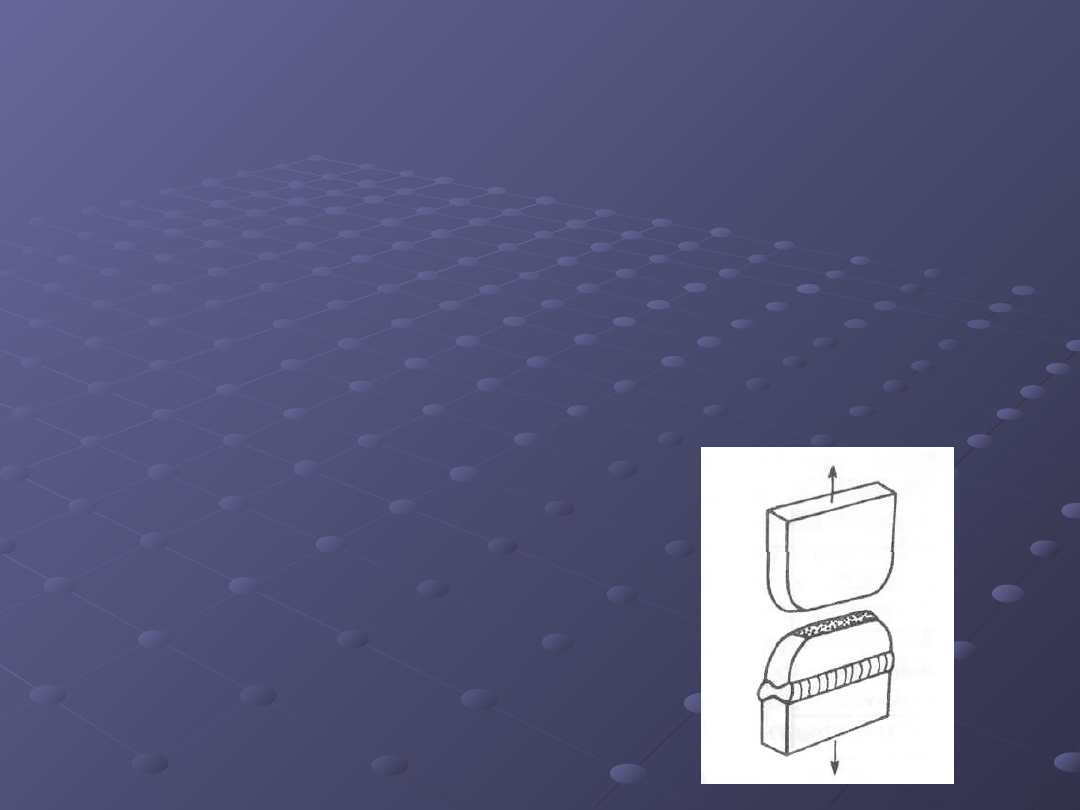
Powstawanie naprężeń własnych w procesie spawania wyjaśnić
można najprościej, analizując rysunek przedstawiający połączenie
dwu blach spoiną czołową. Gdyby blachę i spoinę potraktować jako
oddzielne elementy, po zakończonym spawaniu spoina stygnąc,
uległaby skróceniu, blachy zaś zachowałyby swą pierwotną długość.
W rzeczywistości, te trzy elementy stanowią całość i muszą mieć
jednakową długość. Spełnienie tego warunku wiąże się z powstaniem
naprężeń wynikających stąd, że spoina ulegnie wydłużeniu wzdłuż
swej osi, blachy zaś skróceniu. Zatem w spoinie i w jej najbliższym
otoczeniu powstają znaczne naprężenia rozciągające, zaś w blachach
— ściskające. Oczywiście siły rozciągające spoinę muszą równoważyć
się z siłami ściskającymi łączone elementy.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Naprężenia i odkształcenia spawalnicze
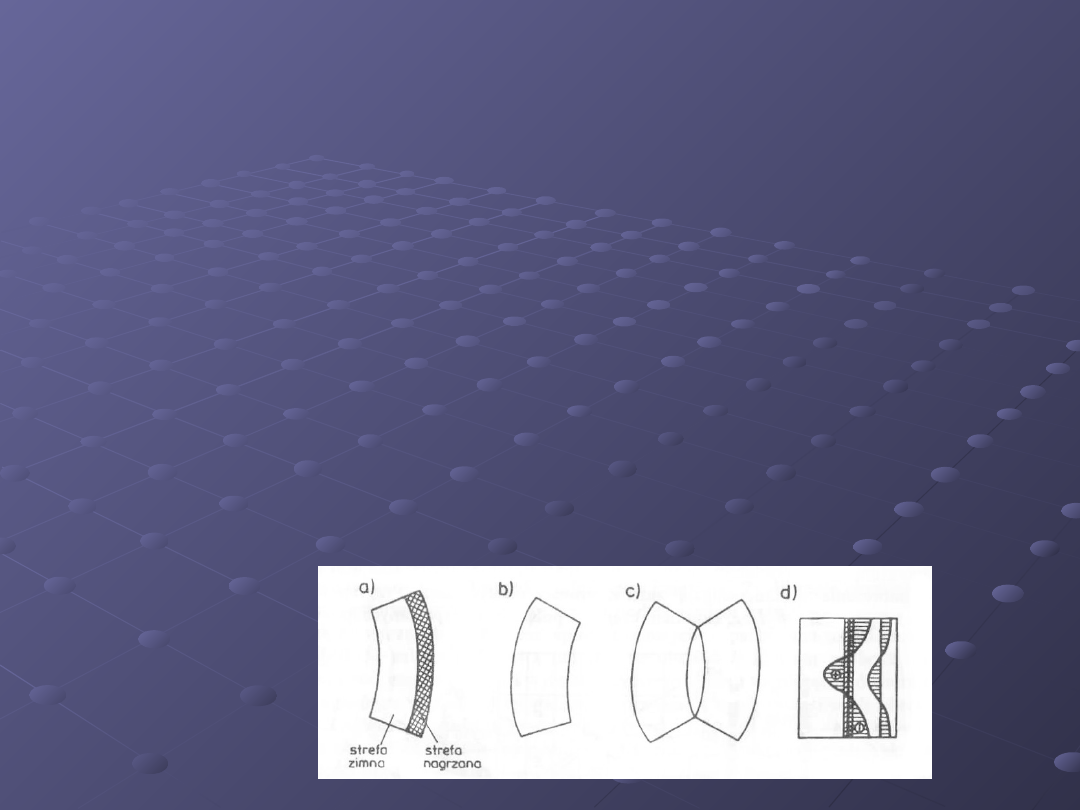
Obok naprężeń wzdłużnych powstają także naprężenia w kierunku
poprzecznym do osi spoiny. Mechanizm powstawania tych naprężeń
jest następujący. Skutkiem nagrzewania pasa blachy przy krawędzi,
wzdłuż której układana jest spoina, blacha ta ulega przegięciu jak
pokazano na rys. Wydłużenie nagrzewanego pasa jest jednak
ograniczone sztywnością zimnej części blachy, wobec czego w pasie
tym powstają naprężenia ściskające prowadzące do spęczenia
materiału. W miarę stygnięcia spęczony materiał zaczyna się kurczyć,
powodując odwrotne przegięcie arkusza blachy. Spawane doczołowo
blachy, silnie uprzednio szczepione, stygnąc usiłują się zatem
odkształcić tak, jak pokazano na rys. Odkształceniom tym
przeciwdziała z kolei ułożona spoina, co powoduje naprężenia, których
charakter przedstawiono na rys. W środkowej części złącza powstają
naprężenia rozciągające, na końcach zaś — ściskające.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Naprężenia i odkształcenia spawalnicze
Po ułożeniu spoiny stopiwo wraz ze strefą przyległego do niej
materiału rodzimego, ulegając ochłodzeniu zmniejsza swą objętość,
co prowadzi do zmiany kształtu i wymiarów połączenia spawanego.
Najistotniejszy wpływ na odkształcenie złącza wywierają: skurcz
wzdłużny (w kierunku osi spoiny) i skurcz poprzeczny (w kierunku
szerokości spoiny). Skurcz wzdłużny powoduje skrócenie wzdłużne
złącza, a jeśli spoina układana jest poza płaszczyzną obojętną
przekroju — wygięcie wzdłużne. Skurcz poprzeczny jest przyczyną
skrócenia poprzecznego, a jeśli nie jest on równomierny na grubości
spoiny (większy od strony lica, mniejszy od grani), powstają
dodatkowo wygięcia kątowe. W elementach cienkościennych skurcze
powodują lokalną utratę stateczności w postaci wybrzuszeń i
zwichrowań.
Skurcz
objętościowy
spoin
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Naprężenia i odkształcenia spawalnicze
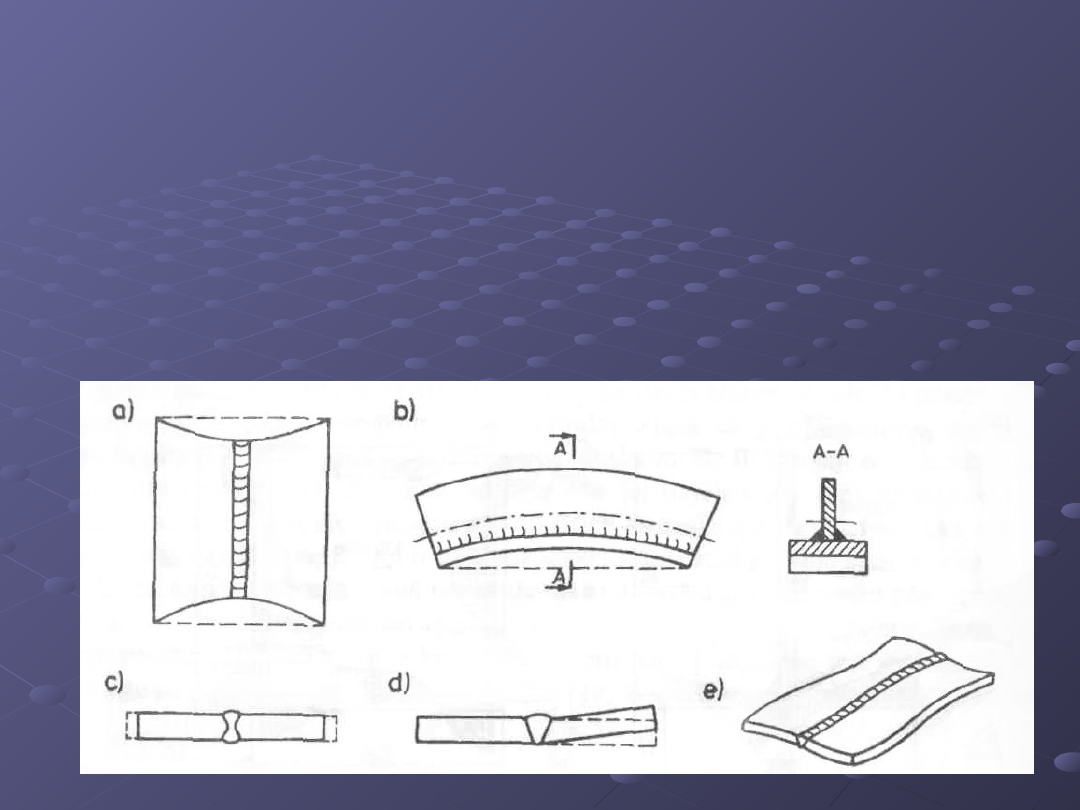
Rodzaje odkształceń spawalniczych:
a) skrócenie wzdłużne
b) wygięcie wzdłużne
c) skrócenie poprzeczne
d) wygięcie kątowe
e) wybrzuszenie
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Naprężenia i odkształcenia spawalnicze
Skrócenia wzdłużne i poprzeczne nie stanowią istotniejszego
problemu, gdyż ich skutki można usunąć przez stosowanie
odpowiednich naddatków przy trasowaniu elementów. Wartość
skurczu podłużnego zależy od stosunku przekroju poprzecznego
spoiny do przekroju złącza; w połączeniach ze stali wartość ta wynosi
przeciętnie 0,1 ~ 0,3 mm na 1 m spoiny. Skrócenie poprzeczne
zwiększa się ze wzrostem objętości ułożonego stopiwa i wynosi
1-4 mm. Zatem w obydwu przypadkach skrócenia połączeń ze
spoinami czołowymi zależą przede wszystkim od sposobu
przygotowania krawędzi elementów do spawania. Z kolei kąt
wygięcia związany jest z grubością łączonych blach, kształtem rowka,
liczbą i sposobem układania ściegów oraz metodą spawania.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Naprężenia i odkształcenia spawalnicze
Zasadniczą przyczyną utraty stateczności płaskich elementów
konstrukcyjnych na skutek spawania są naprężenia ściskające,
będące reakcją na naprężenia rozciągające w obszarze spoiny.
Dodatkowo do utraty stateczności przyczyniać się mogą wygięcia
kątowe
i wzdłużne.
Skłonność do wybrzuszeń i zwichrowań wzrasta ze zmniejszaniem
grubości łączonych elementów.
Charakterystyczne jest, że kształtu i wielkości omawianych
deformacji nie da się w zasadzie z góry przewidzieć, gdyż dla danego
elementu spawanego istnieje szereg końcowych postaci odkształceń.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Naprężenia i odkształcenia spawalnicze
Ponieważ zasadniczy wpływ na wielkość odkształceń wywiera ilość
ciepła pochłonięta przez łączone elementy w procesie spawania, z
tego względu konstrukcja winna charakteryzować się możliwie jak
najmniejszą liczbą spoin. Złącza spawane nie powinny mieć
wymiarów
większych
niż
wynika
to
z obliczeń wytrzymałościowych bądź wymagań konstrukcyjnych.
Istotne jest także staranne przygotowanie krawędzi spawanych
elemen tów w celu dobrego ich dopasowania.
Zmniejszenie wielkości odkształceń osiąga się także przez
odpowiednią technologię spawania, przede wszystkim przez
stosowanie metod spawania o dużej efektywności (większej ilości
ciepła wprowadzonej do materiału w jednostce czasu, jak np.
spawanie łukiem krytym, elektronowe, laserowe), spawanie
obustronne z odpowiednią kolejnością układania poszczególnych
warstw oraz przez nadawanie odkształceń wstępnych łączonym
elementom.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Badania jakości połączeń spawanych
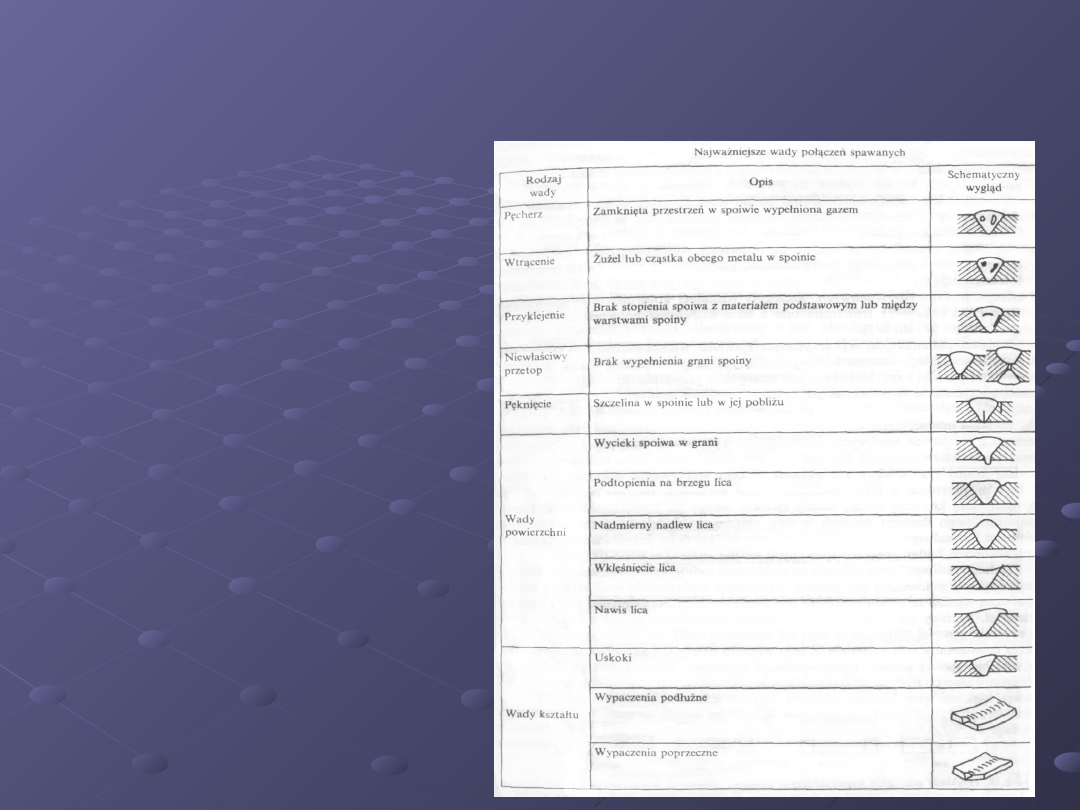
W przypadku niewłaściwej
technologii (np. źle dobrane
parametry, nieodpowied nie
przygotowanie elementów do
spawania) i techniki spawania
(np. niskie kwalifikacje
spawacza) w połączeniu
spawanym powstać może
szereg wad ob niżających
niekiedy znacznie własności
wytrzymałościowe złącza.
Najważniejsze wady połączeń
spawanych wraz z krótkim ich
opisem ujęto w tabeli.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Badania jakości połączeń spawanych
Badania jakości połączeń spawanych podzielić można na dwie
grupy: badania niszczące i badania nieniszczące.
Badania niszczące obejmują przede wszystkim wyznaczenie
własności mechanicznych złączy oraz badania metalograficzne
spoin. Do badań własności mechanicznych zalicza się próby
rozciągania, zginania, udarności, łamania i twardości. Mają one
m.in. za cel stwierdzenie zgodności cech wytrzymałościowych
połączeń z wymaganiami norm, przepisów oraz dokumentacji
technicznej, jak również służą do kontroli kwalifikacji spawaczy
i oceny zastosowanych metod lub technologii spawania. Za pomocą
badań metalograficznych określić można między innymi makro- i
mikrostrukturę spoiny oraz wykryć wady kształtu i wady
wewnętrzne połączenia.
Badania nieniszczące grupują szereg sposobów wykrywania wad
spoin w celu określenia jakości złącza, a w konsekwencji przyjęcia
odpowiedniej wartości naprężeń dopuszczalnych. Znajomość zasad
badań nieniszczących jest podstawą do skon struowania połączenia
w sposób umożliwiający przeprowadzenie założonej metody kontroli.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wytrzymałość połączeń spawanych
Wytrzymałość połączeń przy obciążeniach statycznych
Połączenia doczołowe poddane statycznej próbie rozciągania
ulegają zniszczeniu przeważnie w materiale rodzimym, z dala od
spoiny (rys. 2.21). Warunkiem takiego sposobu pękania złącza jest
poprawne wykonanie spoiny i właściwy dobór dodat kowych
materiałów do spawania. Niemniej jednak, obecność wad spoin,
oczywiście w określonych granicach, nie obniża istotnie statycznej
wytrzymałości połączenia. Tłumaczy się to tym, że zazwyczaj
własności wytrzymałościowe spoiwa są wyższe niż materiału
rodzimego, a ponadto nadlew spoiny powiększa przekrój złącza.
Typowe zniszczenie
stalowego połączenia
spawanego przy
obciążeniu statycznym
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wytrzymałość połączeń spawanych
Przy obliczaniu wytrzymałości połączeń ze spoinami pachwinowymi
przyjmuje się upraszczające założenie, że spoiny w tych złączach
pracują na ścinanie niezależnie od rodzaju działającego obciążenia.
Przekrojem obliczeniowym spoiny pachwinowej jest przekrój
graniowy poprowadzony przez wysokość trójkąta spoiny, choć w
rzeczywistości linia przełomu jest często nieregularna, a czasem
ścięcie następuje wzdłuż linii wtopienia do materiału rodzimego.
Określenie wytrzymałości statycznej połączeń spawanych ze stopów
aluminium napotyka na trudności wynikające przede wszystkim ze
znacznego zróżnicowania własności wytrzymałościowych samego
materiału podstawowego w zależności od stanu jego obróbki i ich
zmian pod wpływem procesu spawania.
Ogólnie, wytrzymałość połączenia jest na ogół niższa od
wytrzymałości materiału podstawowego.
Wytrzymałość połączeń spawanych z tworzyw sztucznych zależy od
kwalifikacji spawacza i staranności przygotowania krawędzi
łączonych elementów.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wytrzymałość połączeń spawanych
Wytrzymałość połączeń przy obciążeniach zmiennych
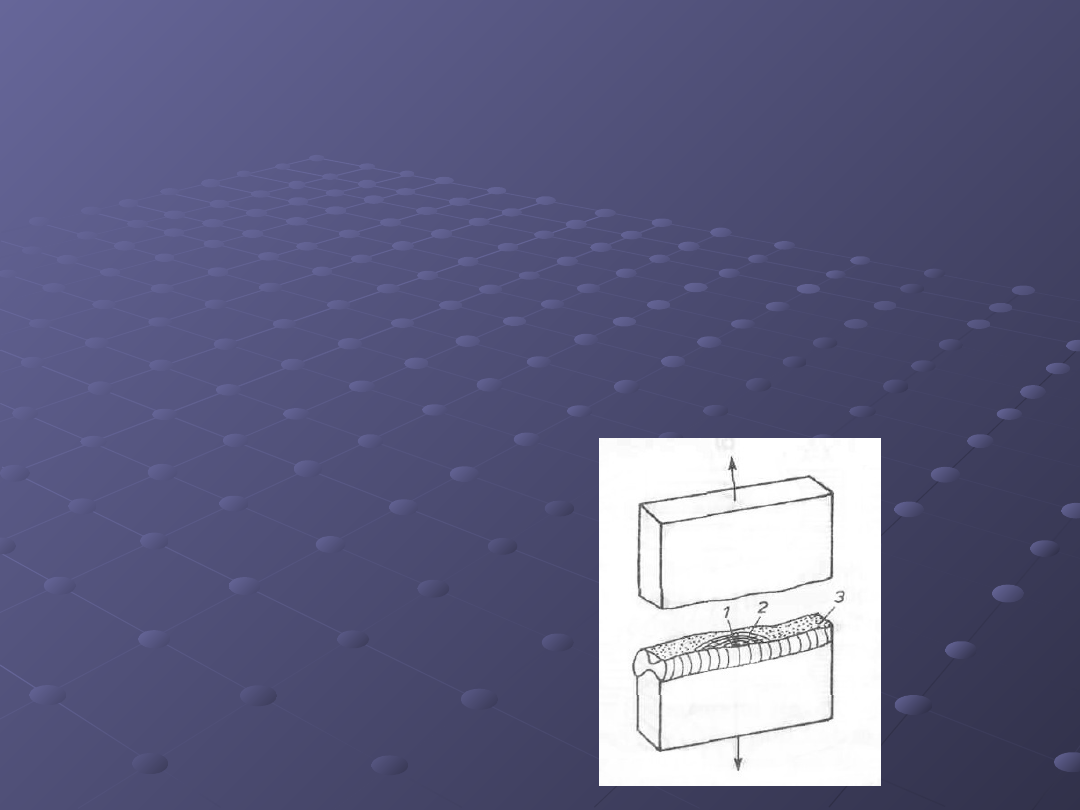
Połączenia
spawane
są
elementami
konstrukcyjnymi
charakteryzującymi się nagłymi zmianami przekroju
prowadzącymi do spiętrzenia naprężeń. Zmiany przekroju
spowodowane być mogą rozwiązaniem konstrukcyjnym złącza bądź
wadliwym wykonaniem spoiny. Koncentracja naprężeń obniża
zmęczeniowe własno ści połączeń; obszary spiętrzenia naprężeń są
potencjalnymi miejscami zarodkowania (ogniskami) pęknięć
zmęczeniowych, które w przeciwieństwie do złączy obciążonych
statycznie rozwijają się bez odkształceń plastycznych.
Typowy złom
zmęczeniowy połączenia
spawanego:
1 – ognisko pęknięcia
(podtopienie na brzegu
lica) 2 — strefa
zmęczeniowa
3 — strefa resztkowa
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wytrzymałość połączeń spawanych
Miarą wpływu spiętrzenia naprężeń na wytrzymałość zmęczeniową
połączeń spawanych jest współczynnik działania karbu:
gdzie Zgł, i Zk oznaczają odpowiednio wytrzymałość zmęczeniową
próbki gładkiej (z materiału rodzimego) i próbki z karbem
(połączenia spawanego).
Jak wiadomo, współczynnik działania karbu uzależniony jest od
geometrii karbu i wrażliwości materiału na działanie karbu. Wpływ
geometrii karbu ujmuje współczynnik kształtu:
Działanie karbu wywołane kształtem połączenia lub wadami
spawania może by częściowo złagodzone przez odpowiednią
obróbkę mechaniczną
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
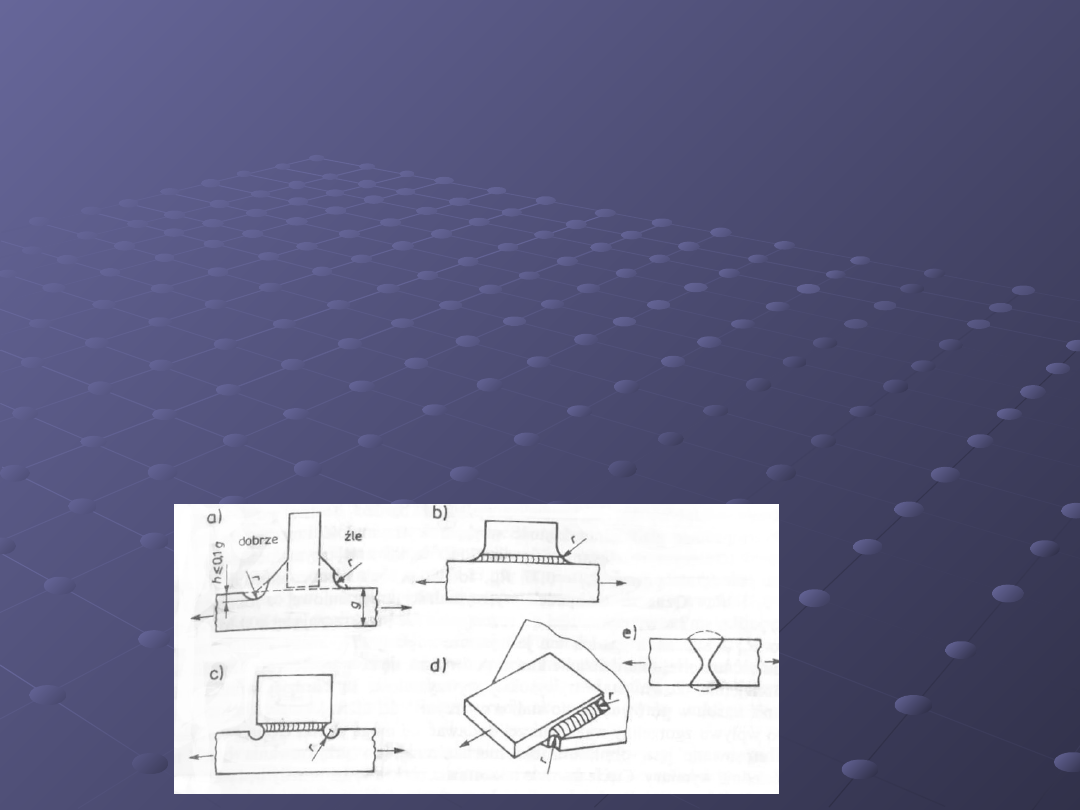
Wytrzymałość połączeń spawanych
Na rysunku a przedstawiono frezowanie brzegu lica spoiny
pachwinowej
w celu usunięcia podstopień. Z kolei na rys. b, c pokazano czołowe
spoiny wzdłużne łączące element nośny z dodatkową blachą
obrobione przez zaokrąglenie naroży lub przez przewier cenie
otworów na końcach spoin. Wreszcie na rysunku d
przedstawione obróbkę kraterów nośnych spoin pachwinowych i
krawędzi blach węzłowych.
Wymienione
zabiegi
podwyższają
trwałą
wytrzymałość
zmęczeniową od kilkunastu do 100%. Natomiast usunięcie
nadlewów w poprzecznych nośnych spoinach czołowych (rys. e)
powoduje, że wytrzymałość zmęczeniowa złącza porównywalna jest
z wytrzymałością materiału podstawowego.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
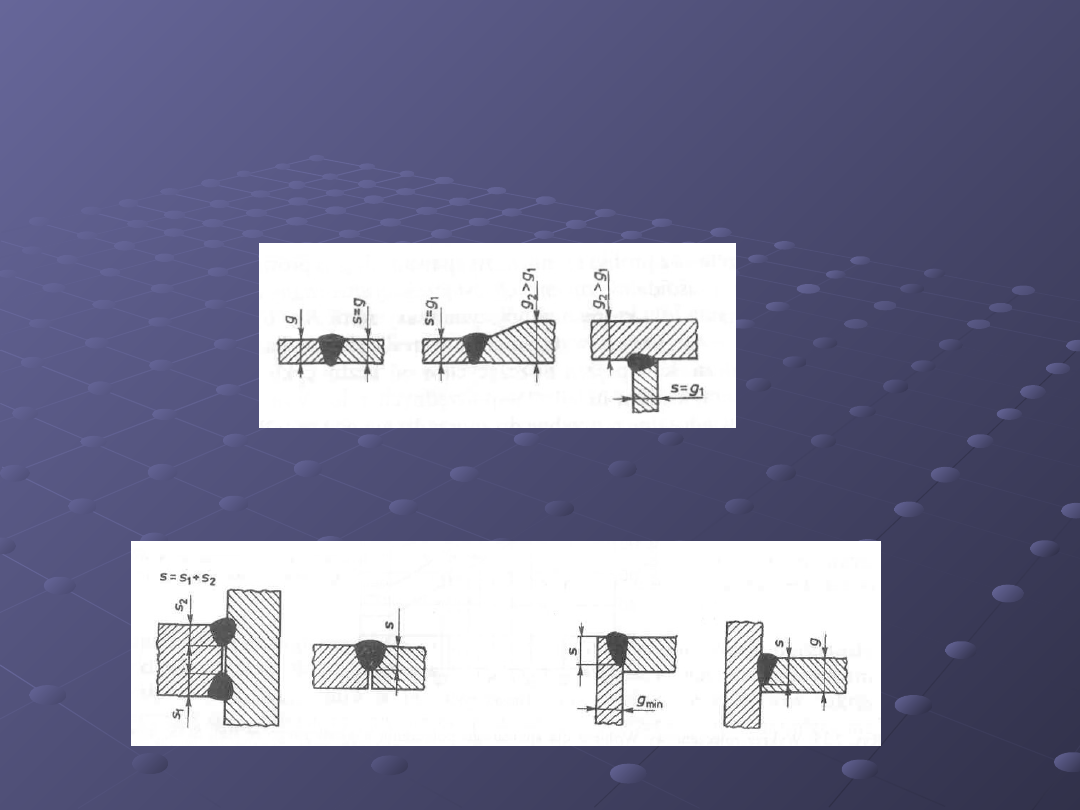
Wymiary obliczeniowe spoin
Grubość obliczeniową (nominalną) s spoiny czołowej przyjmuje się
równą grubości gmin cieńszego z łączonych elementów czyli:
W przypadku spoin niepełnych nie obejmujących całej grubości
elementu, których stosowanie możliwe jest tylko w uzasadnionych
przypadkach, przyjmuje się ich rzeczywistą grubość.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
W połączeniach przenoszących obciążenia należy w miarę
możliwości stosować spoiny czołowe, a nie pachwinowe. Połączenia
czołowe charakteryzują się, szczególnie przy obciążeniach
zmiennych, większą wytrzymałością.
Najlepszym rozwiązaniem są obustronne złącza czołowe. Spoiny
jednostronne powinny być dostępne z obydwu stron dla
umożliwienia podpawania grani.
Nie należy stosować spoin grubszych niż wynika to z obliczeń
wytrzymałoś ciowych.
Jakkolwiek to ostatnie stwierdzenie odnosi się także do długości
spoin, należy pamiętać, że w zbyt krótkich spoinach nierównomierny
rozkład naprężeń (spiętrzenia) doprowadzić może do zniszczenia
połączenia.
Liczba spoin winna być jak najmniejsza, a rozwiązanie konstrukcyjne
połączeń - jak najprostsze, bez pośrednich elementów, łatwe do
wykonania. Dla zmniejszenia liczby spoin celowe jest stosowanie
operacji gięcia na zimno oraz wykorzystanie materiału w jego
pierwotnej postaci, unikając dodatkowego cięcia i spawania.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
W obliczeniach połączeń spawanych konstrukcji maszynowych
stosowana jest szeroko metoda naprężeń dopuszczalnych. W
literaturze krajowej spotkać można dwa sposoby obliczania
naprężeń dopuszczalnych k'st dla spoiny przy obciążeniach
statycznych. Według jednego z nich naprężenia te wylicza się ze
wzoru:
w którym
z — współczynnik jakości spoiny
z0 — współczynnik statycznej wytrzymałości spoiny
kr — naprężenia dopuszczalne na rozciąganie dla materiału
podstawowego połączenia.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
Współczynnik jakości z spoiny zależy od wielu czynników, a w tym
od kwalifikacji spawacza, metody spawania, warunków w jakich
wykonywane są prace spawalnicze, ewentualnego zastosowania
obróbki cieplnej połączenia czy przeprowadzenia kontroli jakości
spoin.
Dla
spoin
o
jakości
sprawdzonej
badaniami
wytrzymałościowymi lub nieniszczącymi przyjmuje się współczynnik
z = 0,8 -=- 1 (z — I pod warunkiem pełnych badań radiograficznych
lub ultradźwiękowych). Natomiast wówczas, gdy nie ma możliwości
zagwarantowania wysokiej jakości spoin, wartość tego współ
czynnika należy obniżyć, niekiedy nawet do 0,5. Ten ostatni
przypadek może mieć miejsce, np. przy wykonywaniu spoin
montażowych w miejscach trudno dostępnych lub w pozycjach
przymusowych.
Większa wartość współczynnika jakości winna cechować spoiny
narażone na znaczne obciążenia statyczne lub zmienne o dużej
amplitudzie, mniejsza — połączenia mniej ważne przy obciążeniach
przeważająco statycznych lub zmiennych o niewielkich amplitudach.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
Współczynnik statycznej wytrzymałości spoiny uzależniony jest od
rodzaju
spoiny oraz sposobu obciążenia złącza i wynosi:
- dla spoin czołowych rozciąganych, ściskanych, zginanych z0 = 1;
- dla spoin czołowych ścinanych z0 = 0,8;
-dla spoin pachwinowych niezależnie od sposobu obciążenia z0 —
0,8.
-Należy zauważyć, że nie ma jednolitego poglądu na wartości
współczynnika
statycznej wytrzymałości spoiny. Spotkać się można, szczególnie w
starszej literaturze, z mniejszymi wartościami z0 niż podane
powyżej.
W przypadku złączy stalowych naprężenia dopuszczalne kr na
rozciąganie dla materiału podstawowego ustala się przy założeniu
współczynnika bezpieczeństwa xe 1,5 - 1,7 ze wzoru:
(Re oznacza granicę plastyczności)
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
Inny sposób obliczania naprężeń dopuszczalnych k’st dla spoiny
polega na zastąpieniu iloczynu współczynników z i z0
współczynnikiem s.
Wówczas:
przy czym w przypadku stali (w nawiasach wartości dla aluminium):
dla spoin czołowych przy ściskaniu osiowym i przy zginaniu s = 1 (s
= 1),
dla spoin czołowych przy rozciąganiu osiowym i przy zginaniu s =
0,8
-
1
(s = 0,7 - 0,9)
w
przypadku
kontroli
spoin
metodą
radiograficzną
lub
ultradźwiękową s = 1 (s = 0,9).
dla spoin czołowych przy ścinaniu s = 0,6 (s ~ 0,6),
dla spoin pachwinowych niezależnie od sposobu obciążenia s = 0,65
(s - 0,6).
I w tym przypadku należy pamiętać o zmniejszeniu wartości
współczynnika
s wówczas, gdy warunki spawania są utrudnione (np. o 10% dla
zgrubnie kontrolowanych spoin montażowych, o 25% dla spoin
pułapowych
i w miejscach trudno dostępnych).
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
W przypadku obciążeń zmiennych naprężenia dopuszczalne dla
spoiny wyliczyć można ze wzoru:
w którym:
z — współczynnik jakości spoiny jak we wzorze,
za — współczynnik zmęczeniowej wytrzymałości spoiny,
k’ — naprężenia dopuszczalne dla materiału podstawowego przy
danym obciążeniu zmiennym.
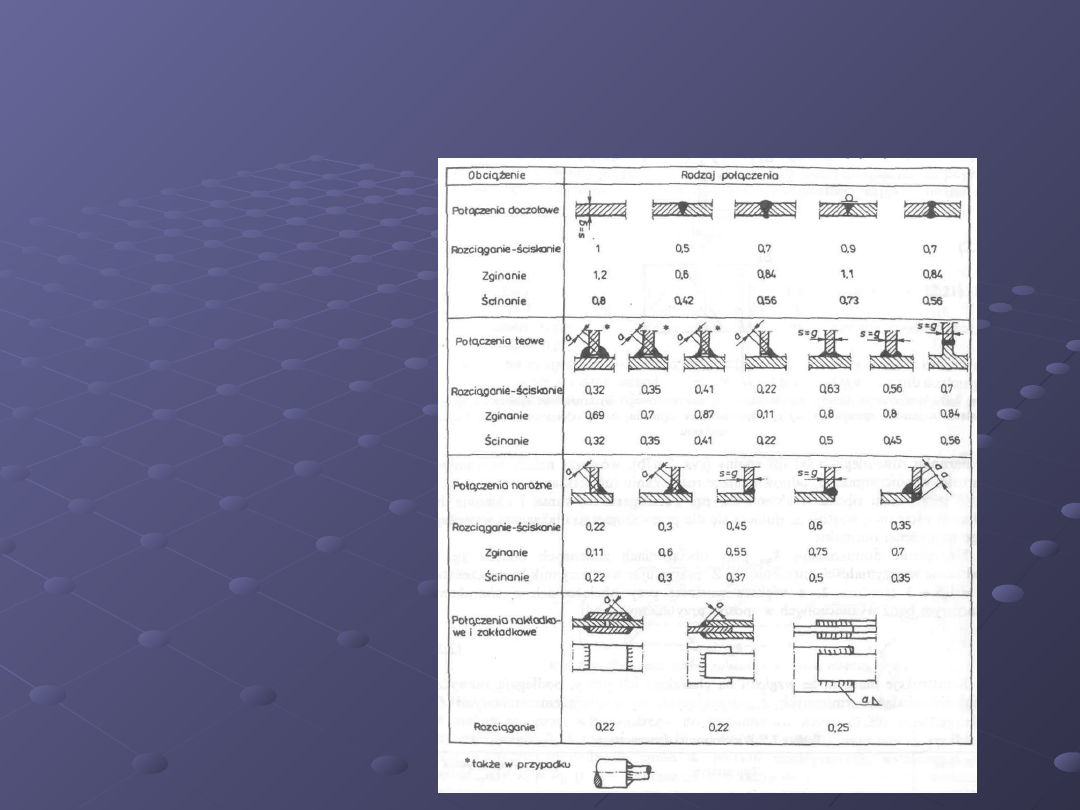
Współczynnik za jest odwrotnością współczynnika działania karbu
βk i jego wartości dla typowych rozwiązań konstrukcyjnych połączeń
i sposobów obciążenia podano w tablicy.
Należy zauważyć, że podane w tej tablicy wartości współczyn nika za
odnoszą się do złączy ze stali miękkiej i o podwyższonej
wytrzymałości. Dla stali wysoko wytrzymałościowych, bardziej
wrażliwych na działanie karbu, wartości za należy zmniejszyć.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
Współczynniki
zmęczeniowej
wytrzymałości za
spoiny
W przypadku obciążeń
złożonych,
np.
rozciągania-ściskania
i
zginania lub zginania i
ścinania,
wartość
za
dobiera
się
dla
przeważającego
obciążenia wywołującego
naprężenia normalne
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
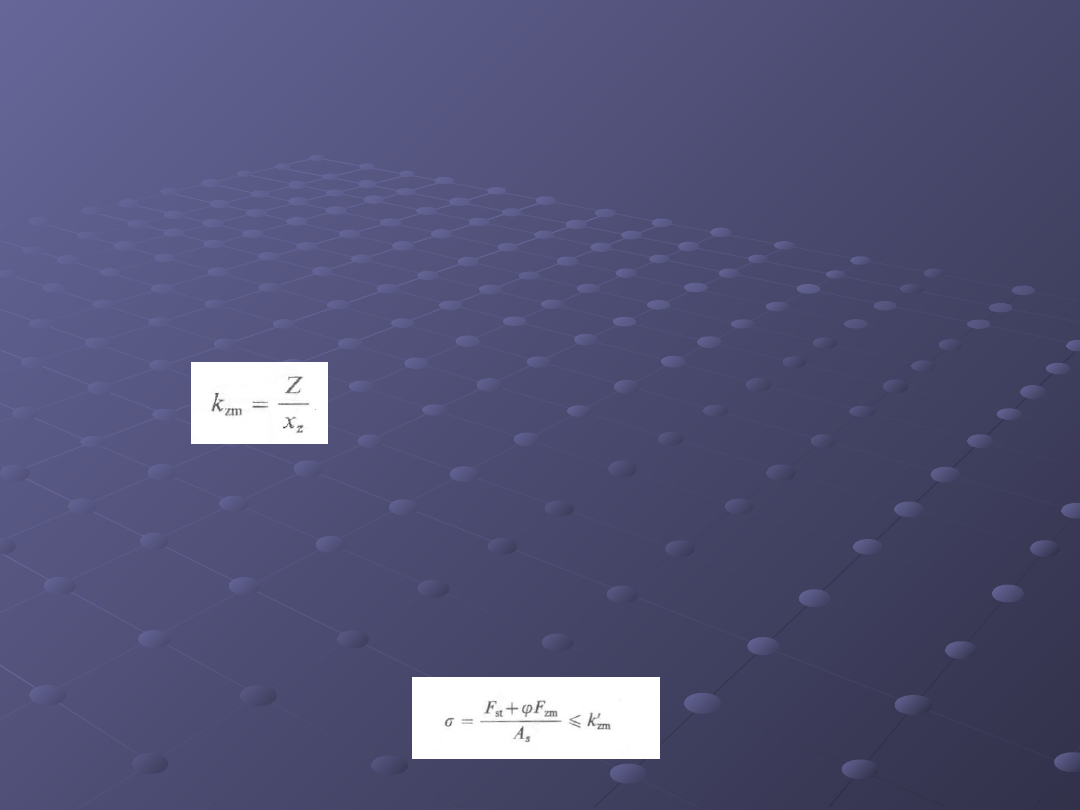
Naprężenie dopuszczalne km przy obciążeniach zmiennych oblicza
się na podstawie wytrzymałości zmęczeniowej Z, przyjmując
współczynnik bezpieczeństwa xz= 1,5 - 3 (średnio 2, a większe
wartości przy obciążeniach o charakterze udarowym bądź
wyznaczonych
w
sposób
przybliżony),
czyli:
Konstrukcje maszyn, ze względu na charakter ich pracy, podlegają
zazwyczaj działaniu obciążeń zmiennych Fzm sumujących się z
obciążeniami stałymi Fst, pochodzącymi np. od ciężaru własnego
konstrukcji.
Sposób oddziaływania obciążeń zmiennych (np. powolny przyrost
obciążenia lub nagły udar) uwzględnia się poprzez współczynnik
dynamiczny φ. Zatem warunek wytrzymałości zapisać można
następująco:
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
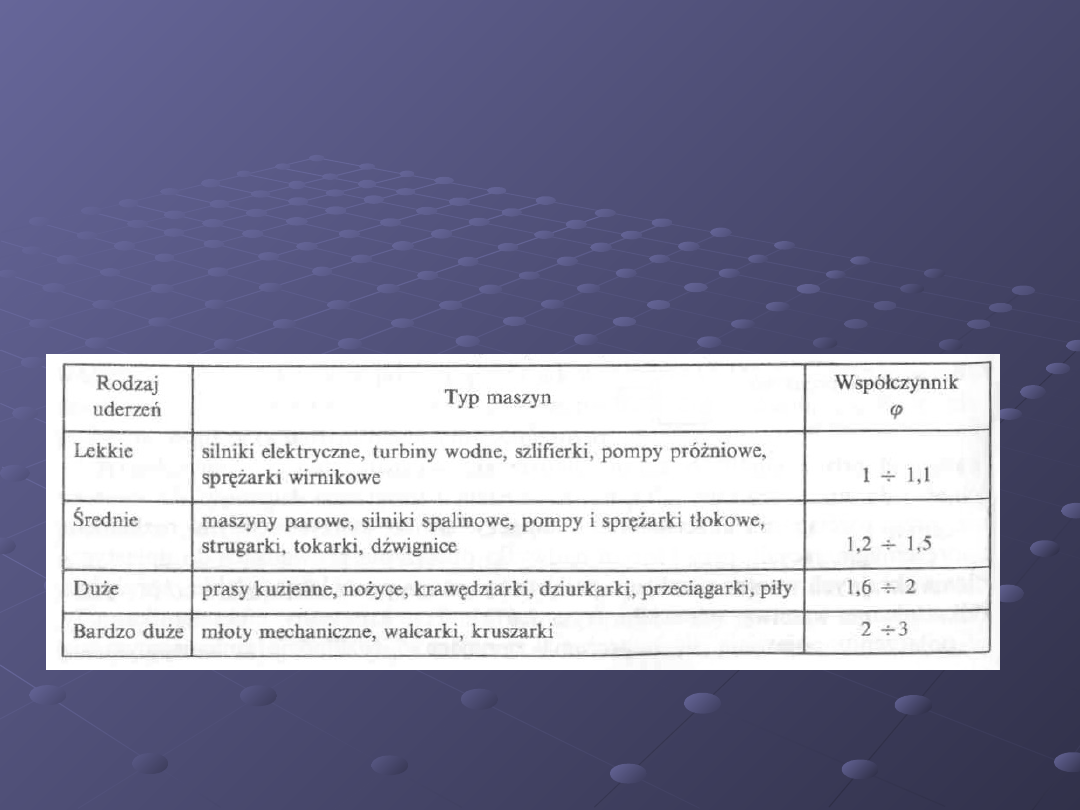
Przykładowe współczynniki dynamiczne φ
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
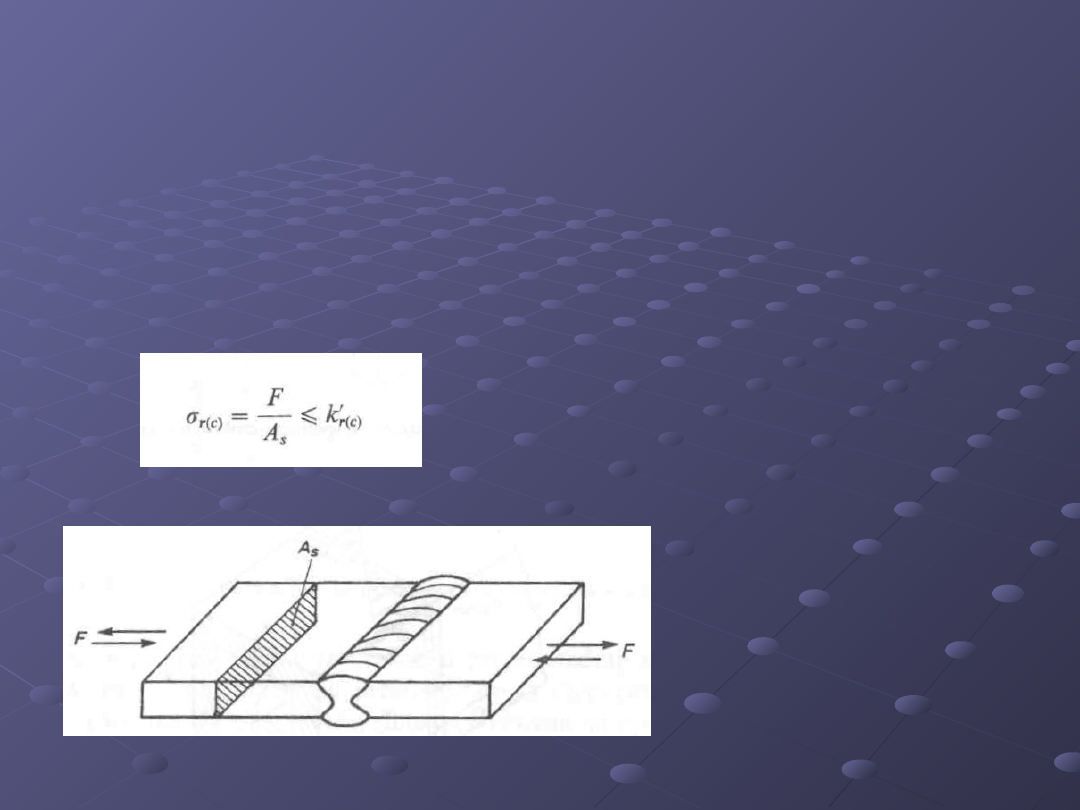
Połączenia ze spoinami czołowymi. Naprężenia w spoinach
czołowych oblicza się, tak jak naprężenia w materiale rodzimym.
Dla połączeń rozciąganych lub ściskanych siłą F działającą
prostopadle do osi spoiny, warunek wytrzymałości ma postać
przy czym As oznacza obliczeniowy
.
przekrój spoiny.
Obciążenie
osiowe
połączenia ze
spoiną czołową
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
Jeśli spoina znajduje się w pręcie ulegającym wyboczeniu, to efekt
ten uwzględnić można np. przez wprowadzenie do mianownika
wzoru współczynnika zmniejszającego β, którego wartość zależy od
rodzaju materiału i smukłości pręta. Odrębne sprawdzanie spoin w
prętach podlegających wyboczeniu jest zbędne, gdy k'c = kc (kc —
naprężenia
dopuszczalne
na
ściskanie
dla
materiału
podstawowego).
Spoiny czołowe w elementach zginanych w jednej płaszczyźnie
momentem
Mg oblicza się ze wzoru:
przy czym Wg oznacza wskaźnik wytrzymałości na zginanie
przekroju spoiny.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
W przypadku spoiny niepełnej należy uwzględnić jej rzeczywistą
grubość, skąd:
W spoinach elementów zginanych w dwu płaszczyznach
momentami Mgx i Mgy naprężenia są równe:
przy czym Wx, Wy oznaczają odpowiednio wskaźniki
wytrzymałości przekroju spoiny na zginanie względem osi x i y.
Warunek bezpieczeństwa na ścinanie siłą T ma postać:
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
Naprężenia skręcające w spoinach czołowych przenoszących
moment skręcający Ms oblicza się ze wzoru:
Wskaźnik wytrzymałości przekroju spoiny na skręcanie wynosi:
dla przekroju kołowego pełnego:
dla przekroju kołowego drążonego:
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
dla pełnego przekroju prostokątnego, gdy b > h według wzoru
przybliżonego:
dla przekroju prostokątnego drążonego:
gdzie A0 = (b+s1)(h+s2), smin = min(s1,s2)
Wzór ten odnieść także można do cienkościennego przekroju
rurowego:
dla otwartych przekrojów walcowanych:
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
W przypadku zginania ze ścinaniem musi być spełniony warunek
wytrzymałości złożonej wynikający z hipotezy Hubera:
Natomiast w przypadku połączenia środnika belki dwuteowej,
naprężenia składowe oblicza się następująco:
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
Ponadto sprawdzić należy maksymalne naprężenia zginające.
Styk czołowy przekroju skrzynkowego przenoszący momenty
zginające
i siły poprzeczne w dwu płaszczyznach sprawdza się, obliczając
maksymalne naprężenia zginające na krawędziach przekroju.
Ponadto uwzględnia się naprężenia ścinające przy założeniu, że siły
poprzeczne przenoszone są tylko przez ścianki równoległe do
kierunku działania tych sił:
wówczas naprężenia zastępcze:
gdzie:
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
Jeśli oprócz zginania i ścinania występuje dodatkowo siła osiowa,
naprężenia zastępcze wyznacza się ze wzoru:
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
Połączenia ze spoinami pachwinowymi.
Połączenia ze spoinami pachwinowymi oblicza się przy założeniu,
że w spoinach tych, bez względu na sposób obciążenia, powstają
zawsze naprężenia styczne.
Nie uwzględnia się również nierównomiernego rozkładu naprężeń
na długości spoiny.
Połączenia obciążone siłą osiową projektuje się według wzoru:
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
W złączach elementów o niesymetrycznym przekroju (np.
kątowników), spoiny należy rozmieścić, tak aby ich środek ciężkości
pokrywał się ze środkiem ciężkości łączonego elementu.
Spełnienie tego warunku prowadzi do następującego związku na
pola przekrojów As1 i As2 spoin ułożonych wzdłuż obu krawędzi
kątownika:
Gdy grubości obydwu spoin są jednakowe, tj. a1 = a2 = a, wzór
przybiera postać:
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
Jeśli uwzględni się, że l= l1+l2, to ostatecznie:
W przypadku gdy obok spoin podłużnych występuje spoina
poprzeczna, rozmieszczenie spoin winno odpowiadać warunkowi:
W tym miejscu należy jeszcze zwrócić uwagę na zagadnienie
współpracy pachwinowych spoin podłużnych i poprzecznych.
Na skutek różnicy wydłużeń spoin obydwu rodzajów ich obciążenie
nie jest równomierne. Nierównomierność rozkładu naprężeń rośnie
ze wzrostem stosunku długości spoiny podłużnej do poprzecznej;
gdy stosunek ten przekracza wartość 1,5 – 2, wówczas spoina
poprzeczna praktycznie nie przenosi obciążeń.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Wskazówki konstrukcyjne do projektowania
połączeń spawanych
Przy zginaniu warunek bezpieczeństwa zapisać można w postaci:
przy czym wskaźnik Wg oblicza się z kładu przekroju
obliczeniowego spoin na płaszczyznę styku łączonych elementów.
W ciągłych spoinach pachwinowych o grubości a łączących pas ze
środnikiem belki powstają pod wpływem sił poprzecznych T
działających na belkę naprężenia wyrażające się wzorem:
w którym
Sx — moment statyczny przekroju pasa,
Jx — moment bezwładność całego przekroju.
Stąd wyznaczyć można wymaganą grubość spoiny.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Obliczanie połączeń spawanych metodą stanów
granicznych
Konstrukcje stalowe, takie jak np. hale przemysłowe, jezdnie
podsuwnicowe, mosty suwnic, projektuje się w oparciu o metodę
stanów granicznych.
W myśl normy PN-80/B-03200 warunek wytrzymałości — zwany w
tej metodzie stanem granicznym nośności — ma dla prostych
przypadków obciążenia, takich jak rozciąganie, ścinanie, zginanie w
jednej płaszczyźnie, ogólną postać:
przy czym
Fobl — uogólnione obciążenie obliczeniowe,
Rs — wytrzymałość obliczeniowa spoiny.
Obciążenia obliczeniowe określa się jako sumę iloczynów tzw.
obciążeń charakterystycznych i odpowiednich współczynników.
Te ostatnie uwzględniają dynamiczny charakter obciążenia oraz
prawdopodobieństwo wystąpienia obciążeń bardziej niekorzystnych
od obciążeń charakterystycznych bądź równoczesnego działania
kilku obciążeń o maksymalnych wartościach.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Obliczanie połączeń spawanych metodą stanów
granicznych
Wytrzymałość obliczeniowa Rs spoiny jest iloczynem wytrzymałości
obliczeniowej R stali i współczynnika s:
Wytrzymałość R dla najczęściej stosowanych w budownictwie
gatunków stali podaje wymieniona norma; wytrzymałość tę
otrzymuje się z podzielenia minimalnej gwarantowanej granicy
plastyczności Re przez współczynnik materiałowy γs (dla stali o Re
≤ 355 MPa wynosi on 1,15). Z kolei współczynnik s określa się w
zależności od rodzaju spoiny i naprężenia, granicy plastyczności
stali oraz jakości złącza.
W przypadku konieczności uwzględnienia wpływu zmęczenia
materiału wartość wytrzymałości obliczeniowej R mnoży się przez
współczynnik zmęczeniowy mzm. Wartość tego współczynnika
uzależniona jest od rodzaju materiału, rozwiązania konstrukcyjnego
węzła i przewidywanej jego trwałości oraz charakterystyki cyklu
zmęczeniowego.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Zastosowanie mechaniki pękania do oceny wytrzymałości połączeń
spawanych
Mechanika pękania znajduje obecnie szerokie zastosowanie do
oceny własności wytrzymałościowych połączeń spawanych.
Metody mechaniki pękania umożliwiają uwzględnienie wpływu wad
na wytrzymałość złączy.
Ponieważ niektórych wad, takich jak np. podtopień na brzegu lica
nie można praktycznie uniknąć w procesie spawania, dlatego
tradycyjna tendencja do naprawiania wykrytych defektów spoin
ustępuje nowej koncepcji, w myśl której wady nie doprowadzające
do zniszczenia połączenia w założonych warunkach eksploatacji
konstrukcji mogą być tolerowane (koncepcja ta nosi angielską
nazwę fitness for purpose, co przetłumaczyć można jako
dostosowanie do potrzeb).
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Zastosowanie mechaniki pękania do oceny wytrzymałości połączeń
spawanych
Podstawowym parametrem liniowo-sprężystej mechaniki pękania
jest współczynnik intensywności naprężeń K określający stan
naprężenia
σij,
w małej, w porównaniu z długością pęknięcia, odległości r od
wierzchołka pęknięcia w następujący sposób:
Współczynnik K wyraża się najczęściej w postaci:
gdzie:
u — naprężenia z dala od pęknięcia,
a — długość pęknięcia,
M — współczynnik poprawkowy zależny od geometrii elementu,
sposobu obciążenia i kształtu pęknięcia.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Zastosowanie mechaniki pękania do oceny wytrzymałości połączeń
spawanych
Dla pęknięć w połączeniach spawanych rozwiązania na
współczynnik intensyw ności naprężeń otrzymuje się zazwyczaj w
sposób przybliżony przy zastosowaniu metody elementów
skończonych. Podyktowane jest to złożoną na ogół geometrią tych
połączeń, uniemożliwiającą zastosowanie rozwiązań ścisłych.
Katastrofalny
wzrost
pęknięcia
następuje
wówczas,
gdy
współczynnik K osiąga krytyczną wartość zwaną odpornością na
pękanie, oznaczaną symbolem Kc.
Odporność na pękanie jest stałą materiałową, którą wyznacza się
doświadczalnie
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Zastosowanie mechaniki pękania do oceny wytrzymałości połączeń
spawanych
Liczne badania doświadczalne wykazały, że w danym
materiale
i danym środowisku pęknięcia zmęczeniowe o różnych wymiarach
i kształcie, rozwijające w elementach o odmiennej geometrii, mają
tę samą prędkość wzrostu na jeden cykl obciążenia (da/dN), jeżeli
charakteryzują się one tym samym zakresem współczynnika
intensywności naprężeń:
gdzie:
Kmax i Kmin są wartościami współczynnika K przy maksymalnym
i minimalnym naprężeniu cyklu zmęczeniowego.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Zastosowanie mechaniki pękania do oceny wytrzymałości połączeń
spawanych
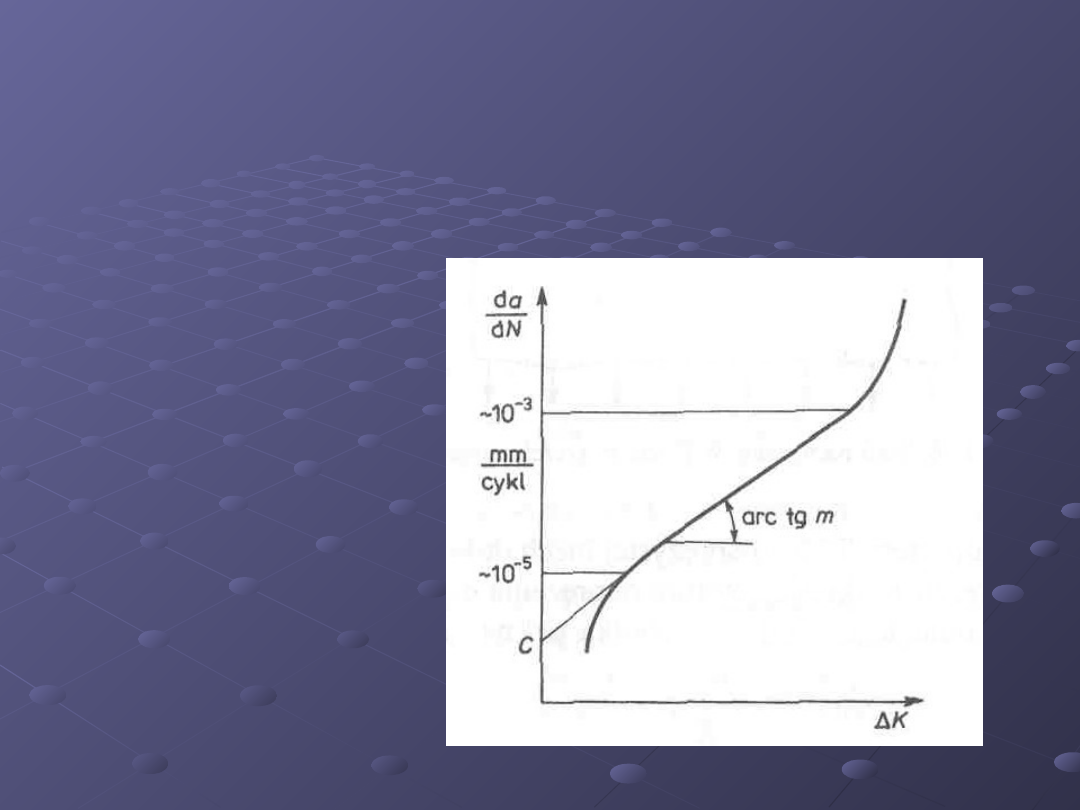
Typową zależność między da/dN i AK obserwowaną w metalach
zilustrowano na wykresie.
Środkowa część krzywej
propagacji pęknięcia
zmęczeniowego,
najważniejsza z
praktycznego punktu
widzenia, jest
prostoliniowa, gdy
wykres wykonany jest
we współrzędnych
podwójnie
logarytmicznych.
POŁĄCZENIA SPAWANE
POŁĄCZENIA SPAWANE
Zastosowanie mechaniki pękania do oceny wytrzymałości połączeń
spawanych
Równanie krzywej propagacji w tym, środkowym, zakresie wyrazić
można zgodnie z propozycją Parisa jako:
gdzie C i m są stałymi wartościami, które wyznacza się
doświadczalnie.
Jeżeli współczynnik intensywności naprężeń wyrażony jest w
postaci równania, to w wyniku obustronnego całkowania otrzymuje
się:
gdzie:
a1 — początkowa głębokość pęknięcia,
a2 — końcowa głębokość pęknięcia,
∆σ — zakres naprężeń cyklu zmęczeniowego,
N — liczba cykli zmian obciążenia, po której głębokość pęknięcia
wzrośnie od a1 do a2.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
- Slide 60
- Slide 61
- Slide 62
- Slide 63
- Slide 64
- Slide 65
- Slide 66
- Slide 67
Wyszukiwarka
Podobne podstrony:
POŁĄCZENIA SPAWANE [Przykład1]
METAL projekt I styk Tarsa, POŁĄCZENIE SPAWANE A3
,PODSTAWY KONSTRUKCJI MASZYN, POŁĄCZENIA SPAWANE
połączenia spawane lab (2)
połączenie spawane
Kolokwium ze śrub, sworzni oraz połączeń spawanych
projekt 3 połączenia spawane tematy
2 2 1 Badania materiałów i połączeń spawanych (labolatori
Połączenia spawane
Polaczenia spawane
Połączenia spawane
POŁĄCZENIA SPAWANE [Przykład3]
12 POLACZENIA SPAWANE kontrol Nieznany (2)
Konstrukcje metalowe 1 Przykl Polaczenia spawane id 246324
Połączenia SPAWANE wg PN EN 1993 1 8 DLA STUDENTÓW
POŁĄCZENIA SPAWANE [Przykład2]
projekt polaczenia spawane
Połączenia spawane
14 Połączenia spawane
więcej podobnych podstron