
POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Charakterystyka
Charakterystyka
zgrzewania
zgrzewania
Zgrzewaniem
nazywamy
nierozłączne
połączenie
materiałów przez miejscowe ogrzanie łączonych części do stanu
ciastowatości i dociśnięcie ich do siebie. Przy zgrzewaniu nie
stosuje się spoiwa obcego, a zgrzeinę tworzy po ostygnięciu
metal rodzimy obu łączonych części, w którym w wyniku
bezpośredniego kontaktu pod wpływem silnego docisku
zachodzą procesy dyfuzyjne i rekrystalizacyjne.
Przebieg procesu i jakość zgrzeiny zależą głównie od
właściwego doboru siły docisku i czynników wyznaczających
ilość ciepła wydzielanego w złączu. Należy podkreślić, że tylko
niewielka ilość ciepła zostaje użyta na wytworzenie zgrzeiny,
resztę ciepła pochłaniają metale łączone oraz elektrody
chłodzone wodą. Straty ciepła są proporcjonalne do kwadratu
czasu zgrzewania, stąd wynika konieczność stosowania
krótkiego czasu zgrzewania, co powoduje, że zgrzewanie jest
procesem
wydajnym,
dającym
się
zmechanizować
i
zautomatyzować, zwłaszcza przy produkcji wielkoseryjnej.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Charakterystyka
Charakterystyka
zgrzewania
zgrzewania
Dobrą zgrzewalnością cechują się wszystkie metale poddające
się przeróbce plastycznej: walcowaniu, kuciu, tłoczeniu itp., jak
również wszystkie tworzywa sztuczne termoplastyczne np.
polichlorek winylu, polietylen itp.
Proces zgrzewania utrudniają takie cechy, jak: wysokie
przewodnictwo cieple i elektryczne, łatwość utleniania się, duża
różnica temperatur topnienia metali łączonych. Najlepiej dają
się zgrzewać stale niskowęglowe (< 0,22% C).
Dobrze zgrzewają się stale konstrukcyjne średniowęglowe i
stopowe o małej zawartości węgla oraz stale wysokostopowe o
budowie austenitycznej. Stale węglowe można zgrzewać ze
stalami stopowymi i narzędziowymi oraz prawie wszystkimi
metalami, stąd liczne zastosowania zgrzewania przy wyrobie
narzędzi.
POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Charakterystyka
Charakterystyka
zgrzewania
zgrzewania
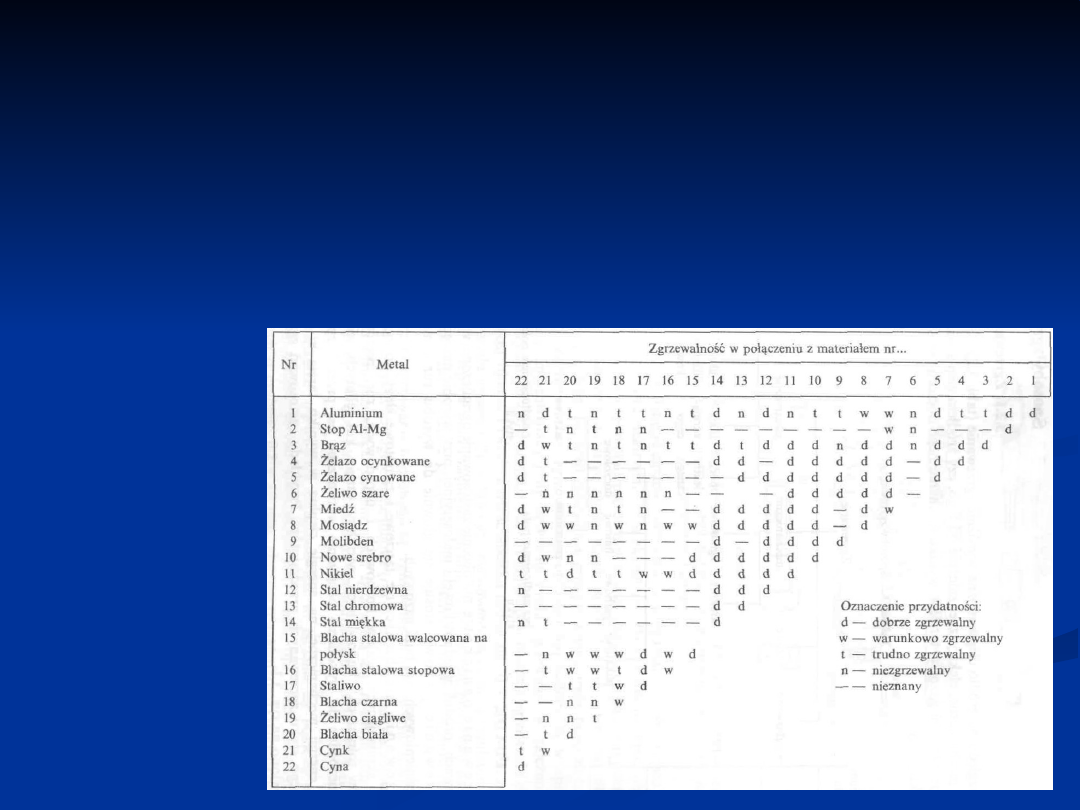
W tablicy podano zgrzewalność różnych materiałów przy
zgrzewaniu oporowym punktowym [8], [20]. Zgrzewanie metali o
jednakowym składzie zapewnia otrzymanie zgrzeiny jednorodnej z
metalem rodzimym, tj. zgrzeiny o tym samym składzie, strukturze i
własnościach
mechanicznyc
h, a zatem
zgrzewanie
może być
stosowane do
łączenia nawet
najbardziej
odpowiedzialn
ych części
maszynowych.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Ze względu na źródło ciepła można wyróżnić zgrzewanie:
ogniskowe,
gazowe,
mechaniczne,
elektryczne,
zależnie od tego, czy źródłem ciepła jest ognisko kowalskie, płomień
gazowy,
tarcie
w wyniku mechanicznego docisku i obrotów, czy prąd elektryczny.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Zgrzewanie ogniskowe ma obecnie zastosowanie ograniczone, w
rzemiośle, naprawach, produkcji jednostkowej i małoseryjnej, przy
wyrobie narzędzi.
Zgrzewanie gazowe stosuje się głównie do wyrobu rur i mniejszych
naczyń Ciśnieniowych, np. butli gazowych.
Zgrzewanie mechaniczne tarciowe i zgniotowe służy do zgrzewania
narzędzi skrawających, wałów korbowych i napędowych, rur,
prętów, śrub, elementów rolniczych i budowlanych, wirników
turbin, kół zębatych, wierteł itp. Ciepło niezbędne do wykonania
połączenia wytwarzane jest przez bezpośrednią zamianę energii
mechanicznej na energię cieplną w wyniku tarcia w obszarze
wzajemnego styku zgrzewanych przedmiotów.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Zgrzewanie elektryczne polega na tym, że obie części zgrzewane są
włączone w obwód elektrycznego prądu przemiennego lub stałego,
który to obwód zamyka się przez zetknięcie zgrzewanych części z
sobą.
W miejscu styku, wskutek dużego oporu elektrycznego, większego
niż dają pozostałe części obwodu, metal ulega silnemu nagrzaniu i
przechodzi w stan ciastowaty, po czym przez silny docisk otrzymuje
się połączenie zgrzewanych części.
Podstawowymi parametrami zgrzewania oporowego są: prąd
zgrzewania, czas przepływu prądu przez złącze i siła docisku.
Zgrzewarki do zgrzewania oporowego wyposażone są w aparaturę
elektroniczną umożliwiającą programowanie cyklu zgrzewania w
zależności
od
własności
fizycznych
zgrzewanych
metali.
Temperatura podczas zgrzewania elektrycznego wynosi 1000 -
1550C, wartość docisku równa się 20 - 200 MPa, zaś czas przepływu
prądu wynosi 0,01 -h 20 s i jest regulowany za pomocą regulatora
czasu zgrzewania. Przepływ prądu zachodzi impulsami, po okresie
przepływu następuje okres przerwy itd. Napięcie przyłożone do
elektrod zgrzewarki wynosi najwyżej 3-8 V.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Odmianami zgrzewania oporowego są:
zgrzewanie punktowe,
zgrzewanie garbowe,
zgrzewanie liniowe,
zgrzewanie doczołowe.
W każdym przypadku źródłem prądu zgrzewania jest transformator
jednofazowy o mocy 5 -r 200 kVA, a czasem dochodzącej do 1000
kV-A (a także trójfazowy).
Zgrzewanie oporowe punktowe jest to łączenie za pomocą szeregu
punktowych zgrzein dwóch cienkościennych części, np. blach
stalowych czy aluminiowych o grubości 0,2 - 15 mm, ułożonych
zakładkowo, nakładkowo lub przekładkowo.
Stosowane bywa jako połączenie nierozłączne, od którego nie
wymaga się szczelności, może zastąpić nitowanie.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Zgrzewanie oporowe punktowe polega na dociśnięciu do siebie
blach za pomocą elektrod kłowych i utrzymaniu docisku jeszcze
przez chwile po wyłączeniu prądu, a następnie na ręcznym lub
automatycznym przesunięciu zgrzewanych części lub zgrzewarki do
nowej zgrzeiny.
Metoda ta jest szczególnie przydatna w wielkoseryjnej i
wielooperacyjnej produkcji lekkich elementów i konstrukcji
przestrzennych, występujących przede wszystkim w budowie
karoserii pojazdów mechanicznych, samolotów, okrętów, taboru
kolejowego itp. Nowoczesne automatyczne zgrzewarki punktowe
pracują z szybkością do 200 zgrzein punktowych na minutę,
zgrzewając jednocześnie kilkadziesiąt, a nawet kilkaset punktów.
Zespoły elektrod niekiedy są umieszczane wahliwie lub przesuwnie,
co umożliwia wykonywanie zgrzewania w kilku zabiegach i
pozycjach bez zmiany położenia elementu zgrzewanego. Przedmioty
do zgrzewania muszą być starannie przygotowane, zwłaszcza w
obszarze styku blach ze sobą oraz styku blach z elektrodami
zgrzewarki.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Zgrzewanie oporowe garbowe polega na zgrzewaniu przedmiotów
w ściśle określonych obszarach wyznaczonych położeniem
specjalnie wykonanych występów (garbów) w jednym lub dwu
zgrzewanych przedmiotach.
Garby mogą być:
tłoczone,
wyciskane,
wycinane,
wykonane obróbką wiórową
lub też mogą stanowić naturalne występy zgrzewanych
przedmiotów, np. łby śrub zgrzewanych do klachy, pobocznica pręta
okrągłego czy rury, dwóch rur itp.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Zgrzewanie oporowe liniowe jest metodą łączenia, w której złącze
tworzone jest przez szereg zgrzein punktowych jedna obok drugiej
wzdłuż określonych linii, w wyniku zastosowania obracających się
elektrod krążkowych doprowadzających prąd i wywierających
docisk zgrzewania.
W zgrzewaniu liniowym występuje znacznie intensywniejsze
zjawisko bocznikowania prądu zgrzewania, dlatego odstęp szwów
zgrzewanych nie może być zbyt mały i winien być większy od 5 g1
gdzie g1 — grubość cieńszej blachy.
Wymagania dotyczące szczelności połączeń zgrzewanych liniowo
muszą być precyzowane, gdyż szczelność zależy od odległości
zgrzein w linii szwu.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
W zależności od rodzaju konstrukcji zgrzewanych, zgrzewanie
oporowe liniowe może być prowadzone następującymi technikami:
zgrzewanie na zakładkę,
z rozwalcowaniem szwu,
liniowo-doczołowe z folią, liniowo-garbowe,
liniowo-doczołowe do wyrobu rur .
Praktyczna granica grubości blach zgrzewanych liniowo wynosi 2
mm dla stali niskowęglowych i 1,5 mm dla stopów aluminium.
Najczęściej stosuje się zgrzewanie na zakładkę. Zgrzewanie z
rozwalcowaniem szwu lub tak zwane zgniotowe stosowane bywa
tylko do blach o grubości mniejszej niż 1 mm, w wyniku którego
wąska zakładka o szerokości (1,5 + 2)g zostaje zgnieciona przez
elektrody do grubości pojedynczej blachy, dając połączenie gładkie,
jak przy zgrzewaniu do czoła.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Zgrzewanie liniowo-doczołowe z folią stosowane bywa do
zgrzewania do czołowego. Cienka folia o szerokości 5 mm jest
zgrzana z łączonymi blachami przy ich równoczesnym doczołowym
dosunięciu.
Ten sposób stosowany bywa do produkcji półwyrobu przy
wykonywaniu puszek na konserwy, opakowań foliowych z tworzyw
sztucznych itp.
Zgrzewanie liniowo-garbowe jest odmianą zgrzewania liniowego na
zakładkę z tym, że najlepsze złącze uzyskuje się wtedy, gdy garb
jest liniowy i wykonany na jednej z łączonych blach.
Zgrzewanie liniowo-doczołowe do wyrobu rur bywa stosowane dość
często. Taśma stalowa przechodzi między szeregiem krążków, które
powodują stopniowe zwijanie jej w kształt rury. Górny krążek
składający się z dwóch elektrod krążkowych 5 oddzielonych od
siebie izolacją, obraca się przy stałym dopływie prądu wzdłuż
brzegów rury 1. W chwili przechodzenia rury pod krążkiem, brzegi
rury stykają się, prąd przechodzi przez styk 1 jednej elektrody 5 do
drugiej, a krążki 2, 3, 4, 5 dociskają rozgrzane brzegi do siebie. W
ten sposób produkuje się rury cienkościenne o średnicy 10 - 70 mm
szybkością kilkunastu metrów na minutę.. Zgrzewanie grubych
blach, z uwagi na znaczny opór,
przestaje być opłacalne w stosunku do spawania łukowego.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Zgrzewanie oporowe doczołowe zwarciowe daje trwałe połączenie
dzięki silnemu dociśnięciu do siebie łączonych przedmiotów i
przepuszczeniu przez nie prądu. Wskutek dużego oporu następuje
rozgrzanie metalu w miejscu styku i przejście w stan ciastowaty.
Silny docisk powoduje proces wzajemnej dyfuzji cząsteczek obu
łączonych elementów. Prąd wyłącza się przed całkowitym
zakończeniem procesu.
Zgrzewanie zwarciowe stosowane jest do łączenia doczołowego
przedmiotów o przekrojach 0,05 ~ 1000 mm2 wykonanych ze stali
węglowych, nisko- i wysokostopowych, stopów niklu, aluminium i
miedzi. Powierzchnie stykowe zgrzewanych przedmiotów muszą być
dokładnie oczyszczone, gdyż ma to wpływ na wytrzymałość
połączenia.
Projektując takie połączenie należy przewidzieć pewien naddatek s
na spęczanie, gdyż zastosowanie dużego natężenia prądu, dużego
docisku zgrzewania i krótkiego czasu zgrzewania powoduje
wyciśnięcie metalu na zewnątrz zgrzeiny do rąbka.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Zgrzewanie oporowe doczołowe iskrowe polega na tym, że elementy
o chropowatych powierzchniach czołowych mocuje się w szczękach
zgrzewarki bez docisku poosiowego. Następnie włącza się prąd i
uruchamia część przesuwną zgrzewarki, powodując powolne
zbliżanie się końców elementów łączo nych.
Po zetknięciu się nierówności czół elementów zgrzewanych, płynie
przez nie prąd, powodując stopienie metalu. Styki początkowe
zrywają się, a powstają nowe. Następnie dopiero włącza się
automatyczny posuw z automatyczną regulacją natężenia prądu.
Podczas dosuwu następuje silne iskrzenie i docisk spęczający metal,
powodujący wyciskanie ze styku łączonych elementów żużla,
zgorzeliny, zanieczysz czeń i pewnej ilości topionego metalu.
Zgrzewanie iskrowe pozostawia charakterys tyczny rąbek. Zarówno
iskrzenie, jak spęczanie wymagają stosowania pewnych naddatków
wymiarowych, dostosowanych do wielkości powierzchni przekrojów
w celu wyrównania straty długości elementów zgrzewanych. Dla
prętów o średnicy d = 5 mm naddatek na iskrzenie wynosi c — 2,5
mm, na spęczanie s = 1 mm; przy zwiększeniu średnicy do 30 mm,
naddatki wzrastają: na iskrzenie do c = 15 mm, na spęczanie s ~ 5
mm.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Zgrzewanie łukiem wirujący m jest procesem zgrzewania
doczołowego, w którym ciepło zgrzewania wytwarzane jest przez
bardzo szybkie przesuwanie siłami pola magnetycznego haku
elektrycznego, jarzącego się między powierzchniami czołowymi
łączonych przedmiotów, a po osiągnięciu temperatury zgrzewania
wywierany jest docisk spęczania.
Ten rodzaj zgrzewania stosowany bywa do zgrzewania stali
narzędziowych, przedmiotów cienkościennych oraz części, przy
zgrzewaniu których nie jest dopuszczalne jarzenie się łuku
wewnętrznego, np. obudowy tyrystorów.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Zgrzewanie ultradźwiękowe jest procesem łączenia w stanie stałym,
gdzie złącze wytwarzane jest przez miejscowe doprowadzenie do
zgrzewanych przedmiotów, utrzymywanych pod dociskiem F, drgań
mechanicznych o wysokiej częstotliwości i amplitudzie.
Zgrzewanie
ultradźwiękowe
umożliwia
wykonanie
złączy
zakładkowych, nakładkowych, krawędziowych i przylgowych.
Końcówka sonotrody drga w kierunku prostopadłym do kierunku
siły docisku f .
Zgrzeiny punktowe o przekroju eliptycznym, wydłużone w kierunku
drgań sonotrody, mogą być układane w dowolnym odstępie, tworząc
ciągłe szczelne połączenie. Możliwe jest zgrzewanie przedmiotów
pokrytych powłokami ochronnymi lub o specjalnym przeznaczeniu,
takich jak: emalie, lakiery, tworzywa sztuczne, powłoki tlenkowe lub
anodowane. Jest ono szczególnie przydatne do łączenia elementów
bimetalicznych, przedmiotów różniących się znacznie grubo ścią i
materiałów trudno topliwych, jak wolframu, niobu, molibdenu.
Najpow szechniejsze zastosowanie zgrzewanie ultradźwiękowe
znajduje w przemyśle elek tronicznym, telekomunikacji, energetyce
jądrowej, konstrukcjach lotniczych i kos micznych.

POŁĄCZENIA
POŁĄCZENIA
ZGRZEWANE
ZGRZEWANE
Sposoby
Sposoby
zgrzewania
zgrzewania
Zgrzewanie dyfuzyjne jest procesem łączenia w stanie starym, w
pod wyższonej temperaturze pod działaniem docisku. Proces
zgrzewania nie powoduje odkształcenia makroskopowego, może być
wykonany bezpośrednio pomiędzy łączonymi przedmiotami lub za
pomocą warstwy pośredniej.
Zgrzewanie dyfuzyjne prowadzone jest w komorach próżniowych
lub zawierających osłonę z gazów redukujących lub obojętnych.
Zgrzewanie dyfuzyjne umożliwia łączenie metali i stopów trudno
topliwych, metali aktywnych, metali z materiałami ceramicznymi,
grafitem, kwarcem lub szkłem, materiałów kompozytowych między
sobą i z metalami.
Ma zastosowanie w energetyce jądrowej, przemyśle lotniczym,
kosmicznym
i elek tronice.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
Wyszukiwarka
Podobne podstrony:
Połączenia zgrzewane
Polaczenia zgrzewane(1)
polaczenia zgrzewane id 371136 Nieznany
3 Połączenia zgrzewane ogarnijtemat com
Polaczenia zgrzewane
Polaczenia zgrzewane
Polaczenia zgrzewane id 371134 Nieznany
Polaczenia zgrzewane
Połączenia zgrzewane
Polaczenia zgrzewane(1)
Połączenia zgrzewane
wyklad nr 9 połączenia zgrzewane
Polaczenia zgrzewane
PKM 4 Połączenia zgrzewane
polaczenia nierozlaczne zgrzewane lutowane
Badanie mikroskopowe połączeń spawanych, zgrzewanych i lutowanych
więcej podobnych podstron