„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
ww
MINISTERSTWO EDUKACJI
NARODOWEJ
Janusz Wojtkiewicz-Lazman
Wykonywanie podstawowych zabiegów obróbki
i spajania materiałów 311[40].O1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Łukasz Orzech
dr inż. Mirosław Rzyczniak
Opracowanie redakcyjne:
mgr inż. Janusz Wojtkiewicz-Lazman
Konsultacja:
mgr inż. Gabriela Poloczek
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[40].O1.03,
„Wykonywanie podstawowych zabiegów obróbki i spajania materiałów”, zawartego
w modułowym programie nauczania dla zawodu technik wiertnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawy materiałoznawstwa
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
21
4.1.3. Ćwiczenia
21
4.1.4. Sprawdzian postępów
23
4.2. Charakterystyka technik wytwarzania
24
4.2.1. Materiał nauczania
24
4.2.2. Pytania sprawdzające
39
4.2.3. Ćwiczenia
39
4.2.4. Sprawdzian postępów
41
4.3. Obróbka ręczna i ręczno-maszynowa
42
4.3.1. Materiał nauczania
42
4.3.2. Pytania sprawdzające
50
4.3.3. Ćwiczenia
50
4.3.4. Sprawdzian postępów
52
4.4. Obróbka skrawaniem
53
4.4.1. Materiał nauczania
53
4.4.2. Pytania sprawdzające
63
4.4.3. Ćwiczenia
63
4.4.4. Sprawdzian postępów
66
5. Sprawdzian osiągnięć
67
6. Literatura
72

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu wykonywania
podstawowych zabiegów obróbki i spajania materiałów.
W poradniku zamieszczono:
−−−−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−−−−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−−−−
materiał nauczania – podstawowe wiadomości teoretyczne niezbędne do opanowania
treści jednostki modułowej,
−−−−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś treści zawarte
w rozdziałach,
−−−−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−−−−
sprawdzian postępów,
−−−−
sprawdzian osiągnięć – przykładowy zestaw zadań i pytań. Pozytywny wynik
sprawdzianu potwierdzi, że dobrze pracowałeś podczas zajęć i że nabyłeś wiedzę
i umiejętności z zakresu tej jednostki modułowej,
−−−−
literaturę.
W materiale nauczania zostały omówione zagadnienia dotyczące: materiałoznawstwa,
podstawowych technik wytwarzania, obróbki cieplnej i cieplno-chemicznej.
Informacje zamieszczone w Poradniku mogą zostać rozszerzone w oparciu o literaturę
dodatkową zgodnie z zaleceniami nauczyciela.
Z rozdziałem Pytania sprawdzające możesz zapoznać się:
−−−−
przed przystąpieniem do rozdziału Materiał nauczania. Analiza tych pytań wskaże Ci
treści na jakie należy zwrócić szczególna uwagę w trakcie zapoznawania się z Materiałem
nauczania,
−−−−
po opanowaniu rozdziału Materiał nauczania, by sprawdzić stan swojej wiedzy, która
będzie Ci potrzebna do wykonywania ćwiczeń.
Poradnik zawiera po każdym rozdziale propozycję ćwiczeń. Staranne ich wykonanie
pogłębi Twoją wiedzę i pozwoli na opanowanie umiejętności praktycznych. Podczas
wykonywania ćwiczeń zwróć uwagę na zalecenia nauczyciela dotyczące bezpieczeństwa
i higieny pracy.
Po wykonaniu zaplanowanych ćwiczeń, sprawdź poziom opanowania swojej wiedzy
i umiejętności z danego rozdziału wykonując Sprawdzian postępów. Obiektywny osąd, które
zagadnienia zostały przez Ciebie opanowane, a do których należy jeszcze powrócić, pomoże
Ci właściwie przygotować się do Sprawdzianu osiągnięć, który stanowi podsumowanie
jednostki modułowej. Sprawdzian osiągnięć ma formę testu.
Poradnik zawiera przykład takiego testu oraz instrukcję, w której omówiono tok
postępowania podczas jego przeprowadzania. Odpowiedzi na pytania testowe będziesz
udzielał na Karcie odpowiedzi, której wzór zawiera Poradnik.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
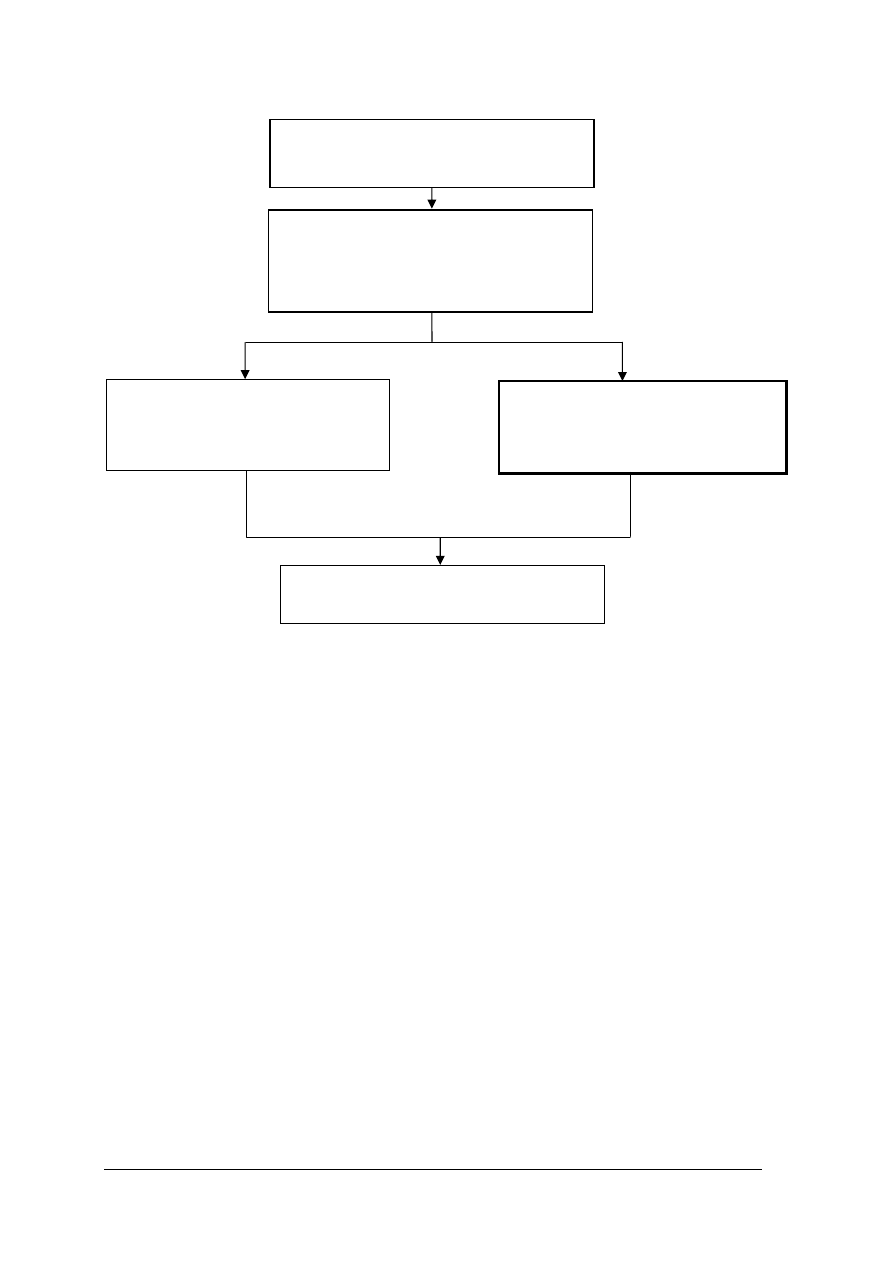
Schemat układu jednostek modułowych
311[40].O1
Konstrukcje mechaniczne i technologie
wytwarzania
311[40].O1.01
Przestrzeganie przepisów bezpieczeństwa
i higieny pracy, ochrony środowiska oraz
prawa pracy
311[40].O1.02
Wykonywanie rysunków części
maszyn
311[40].O1.03
Wykonywanie podstawowych
zabiegów obróbki i spajania
materiałów
311[40].O1.04
Konstruowanie elementów maszyn

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Wykonywanie podstawowych
zabiegów obróbki i spajania materiałów” powinieneś umieć:
−
obsługiwać komputer,
−
rozróżniać symbole chemiczne pierwiastków i związków,
−
opisywać budowę atomową gazów, cieczy, ciał stałych,
−
stosować podstawowe prawa fizyki,
−
stosować przepisy bezpieczeństwa i higieny pracy oraz ochrony środowiska,
−
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić rodzaje metali i ich stopów,
−
rozróżnić zastosowane materiały niemetalowe w budowie i eksploatacji maszyn
i urządzeń,
−
określić właściwości metali i ich stopów,
−
scharakteryzować zmiany w metalach i ich stopach zachodzące w wyniku obróbki
cieplnej lub obróbki cieplno-chemicznej,
−
określić zakres stosowania podstawowych technik wytwarzania takich jak: metalurgia
proszków, obróbka plastyczna, spajanie, obróbka mechaniczna,
−
wykonać prace z zakresu obróbki ręcznej,
−
sklasyfikować obróbkę skrawaniem,
−
sklasyfikować narzędzia skrawające i obrabiarki,
−
dobrać przyrządy i materiały do wykonania operacji obróbki skrawaniem,
−
przygotować stanowiska do wykonania pracy na wiertarce, szlifierce, tokarce i frezarce,
−
wykonać podstawowe operacje obróbki skrawaniem,
−
określić zasady wykonywania obróbki cieplnej i cieplno-chemicznej,
−
wykonać podstawowe operacje spajania materiałów,
−
określić rodzaje korozji,
−
rozpoznać zjawisko korozji,
−
dobrać sposoby ochrony przed korozją,
−
wykonać podstawowe zabiegi ochrony przed korozją,
−
zastosować przepisy bezpieczeństwa i higieny pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Podstawy materiałoznawstwa
4.1.1. Materiał nauczania
Właściwości materiałów
W budowie maszyn stosuje się wiele rodzajów materiałów o bardzo zróżnicowanych
właściwościach. Materiały te mogą być naturalne – wytworzone przez siły przyrody lub
sztuczne – powstające z materiałów naturalnych w różnego rodzaju procesach
technologicznych.
Cechy materiałów oraz ich użyteczność określają właściwości fizykochemiczne.
Do właściwości fizycznych zaliczamy te cechy materiałów, które zależą od działania
czynników fizycznych tj. temperatury, naprężeń, pola elektrycznego i magnetycznego. Należą
do nich:
−
gęstość,
−
temperatura topnienia,
−
temperatura wrzenia,
−
przewodność cieplna i elektryczna,
−
właściwości magnetyczne,
−
rozszerzalność cieplna.
Właściwości chemiczne charakteryzują stopień zdolności materiałów do wchodzenia
w reakcje chemiczne z otoczeniem np. utlenianie, odporność na korozję.
Właściwości fizyczne określające zachowanie się materiałów pod wpływem obciążeń
mechanicznych nazywa się własnościami mechanicznymi. Właściwości te stanowią zespół
cech określających zdolność do przeciwstawiania się działaniu sił zewnętrznych oraz zmian
temperatury. Należą do nich:
−
wytrzymałość,
−
twardość,
−
udarność.
Zespół cech charakteryzujących zachowanie się materiałów w procesach wytwarzania
i eksploatacji to właściwości technologiczne. Należą do nich:
−
lejność,
−
plastyczność,
−
skrawalność,
−
ścieralność.
Właściwości
mechaniczne
materiałów
określa
się
przeprowadzając
próby
wytrzymałościowe. Należą do nich: próba rozciągania, ściskania, zginania i skręcania.
Szczegółowe zasady przeprowadzania takich prób określają Polskie Normy. Podczas badania
poddaje się odpowiednim obciążeniem znormalizowane próbki materiałów. Szczególne
znaczenia ma próba rozciągania.
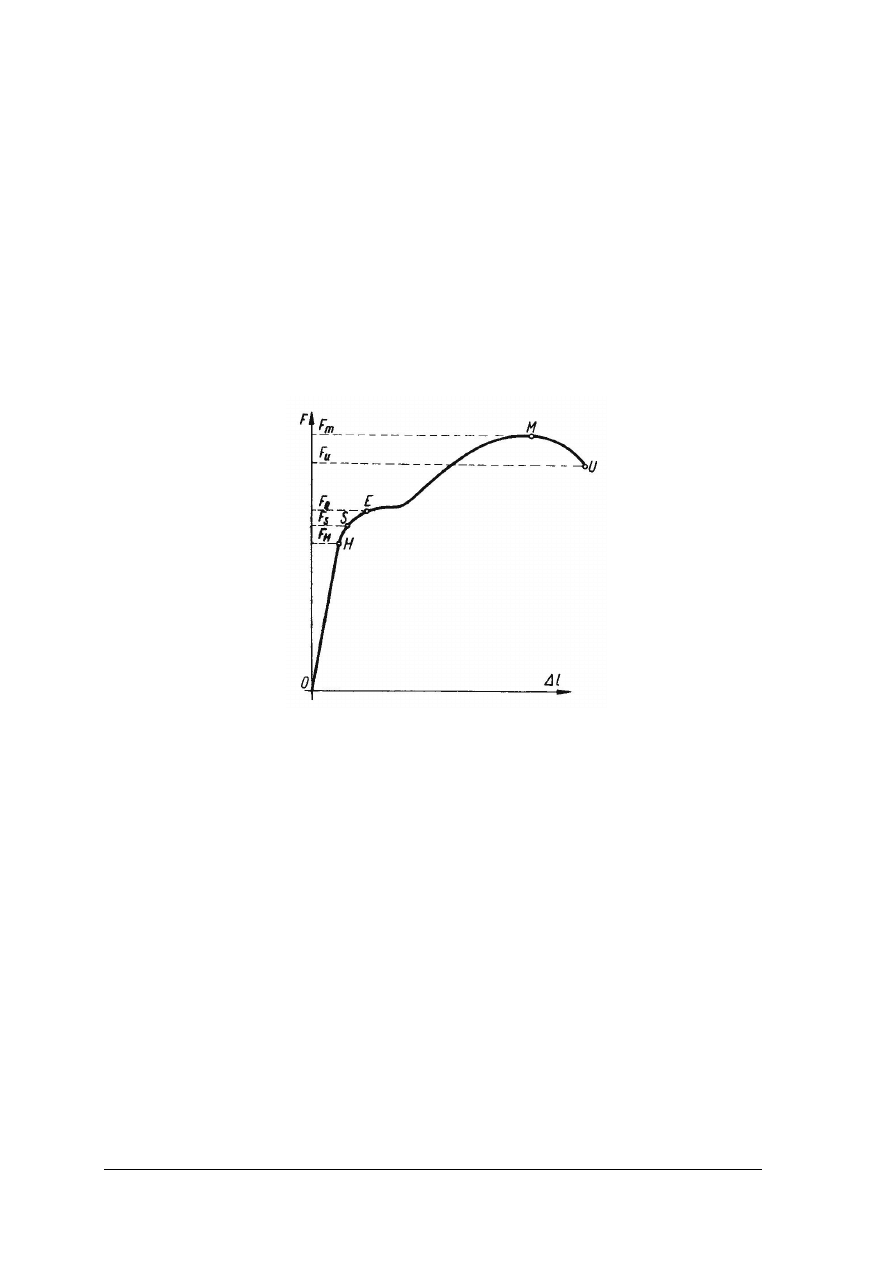
Statyczna próba rozciągania metali
Próba ta polega na rozciąganiu próbki z badanego materiału w maszynie zwanej
zrywarką. Podczas próby podłączony siłomierz wskazuje siłę panującą w każdej chwili
w próbce, a odpowiedni czujnik umożliwia odczytanie wydłużenia próbki. Zależność
F = f(
∆
l) dla próbki ze stali o niskiej zawartości węgla przedstawia rysunek 1.
Pierwsza część wykresu od punktu 0 do punktu H jest odcinkiem prostej co oznacza, że
w tym zakresie obciążeń (od 0 do F
H
) wydłużenie jest proporcjonalne do obciążenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Stosunek siły F
H
do początkowego pola przekroju próbki S
0
nazywamy granicą
proporcjonalności. Odcinek wykresu H-E ma przebieg krzywoliniowy z wypukłością
zwróconą do góry. W tym zakresie wydłużenie wzrasta szybciej niż obciążenie. Przy sile F
e
(punkt E na wykresie) próbka „płynie”. Jej wydłużenie powiększa się bez widocznego
wzrostu siły rozciągającej. Stosunek siły F
e
do początkowego pola przekroju S
0
próbki
nazywamy wyraźną granicą plastyczności. Odcinek E-M wykresu odpowiada dalszemu
rozciąganiu próbki przy wzrastającym obciążeniu. Siła F
M
jest największą siłą przenoszoną
przez próbkę w czasie całej próby rozciągania. Stosunek siły F
M
do pierwotnego pola
przekroju poprzecznego S
0
nazywamy wytrzymałością na rozciąganie.
Do punktu M wydłużeniu podlegała cała próbka, natomiast po jego przekroczeniu dalsze
odkształcanie zostaje zlokalizowane w jednym miejscu gdzie tworzy się przewężenie
(szyjka). Przy sile F
u
następuje zerwanie próbki. Stosunek siły F
u
do pola przekroju próbki
w miejscu zerwania nazywamy naprężeniem rozrywającym.
Rys. 1. Wykres rozciągania stali o niskiej zawartości węgla [8, s. 161]
Omówiony wykres dotyczy materiału plastycznego. Takie materiały mogą być
poddawane dość dużym odkształceniom w przeciwieństwie do materiałów kruchych, które
ulegają zniszczeniu już przy niewielkich odkształceniach. Wykresy rozciągania materiałów
kruchych bardzo często nie mają wyraźnie zaznaczonej granicy proporcjonalności.
Próby rozciągania, ściskania, zginania i skręcania należą do prób statycznych, to znaczy
takich podczas których obciążenie próbek wzrasta powoli.
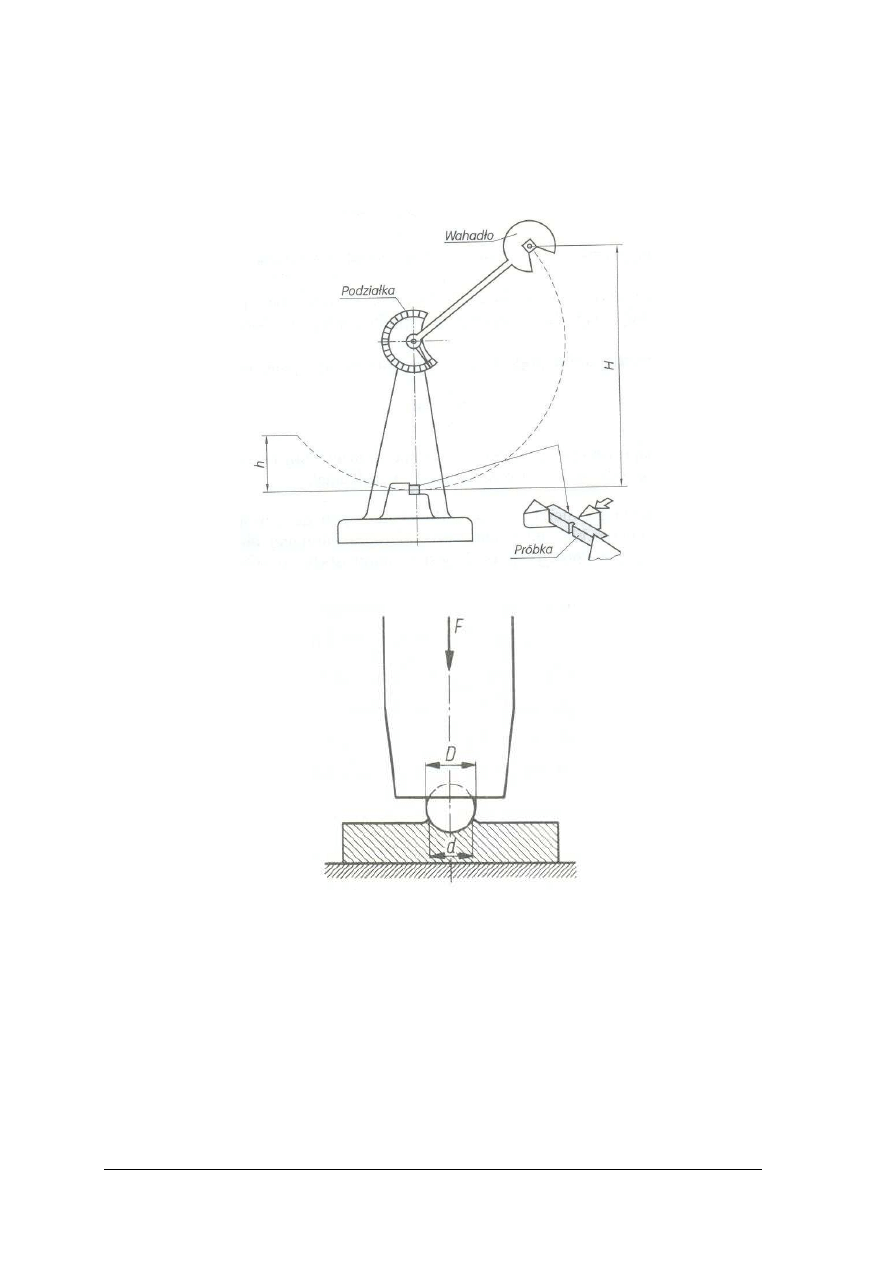
Próbę udarności przeprowadza się w celu określenia odporności materiału na obciążenia
dynamiczne, to znaczy takie w których obciążenie wzrasta gwałtownie. Do prób udarności
używa się znormalizowanych próbek o przekroju kwadratowym z naciętym karbem
w kształcie litery U lub V, które poddaje się łamaniu na młotach wahadłowych typu Charpy.
Udarność oznacza się symbolem KC i wyraża ona liczbowo pracę potrzebną do złamania
próbki przypadającą na jednostkę przekroju początkowego próbki. Zasadą działania młota
wahadłowego Charpy’ego przedstawia rys 2.
Twardość jest to miara oporu materiału przeciwko trwałym odkształceniom
powstającym wskutek wciskania wgłębnika o określonym kształcie w badany materiał.
Badanie twardości stosuje się głównie do określania skutków obróbki cieplnej np. wyżarzania
czy hartowania. Badania tego typu są badaniami nieniszczącymi, co pozwala na stosowanie
ich na gotowych elementach maszyn w miejscu oznaczonym przez konstruktora. Najczęściej
stosowanymi metodami badania twardości są metody: Brinella, Rockwella, Vickersa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
W metodzie Brinella wgłębnikiem jest hartowana kulka o średnicy D, która za pomocą
twardościomierza jest wgniatana z określoną siłą w badany materiał. Miarą twardości jest
stosunek siły nacisku F do powierzchni odcisku S, który ma postać czaszy kulistej.
Wielkością mierzoną jest tu średnica uzyskanego trwałego odcisku d. Zasadę pomiaru
twardości metodą Brinella przestawia rysunek 3.
Rys. 2. Młot Charpy’ego [10, s. 32]
Rys. 3. Zasada pomiaru twardości metodą Brinella [6, s. 213]
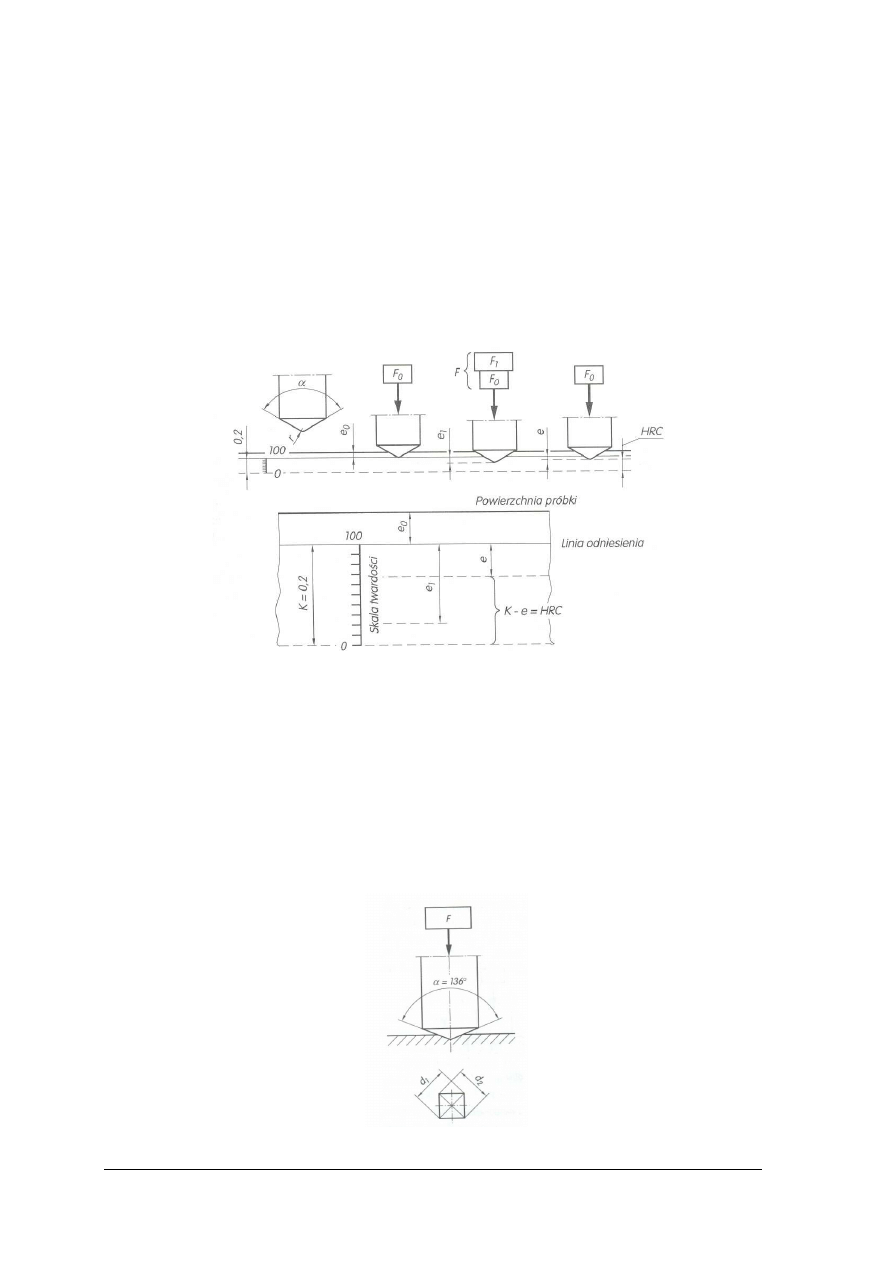
Twardość metodą Rockwella określa się na podstawie głębokości odcisku powstałego
w materiale w wyniku wciskania diamentowego stożka o kącie rozwarcia 120
°
lub kulki
stalowej hartowanej o średnicy 1,588 lub 3,175 mm. W celu zmniejszenia błędów pomiaru
stosuje się obciążenie dwustopniowe wgłębnika. Polega ono na przyłożeniu obciążenia
wstępnego F
0
wywołującego przesuniecie się wgłębnika na głębokość e
0
, a następnie
obciążenia głównego F
1
, które zagłębia kulkę lub stożek o wielkość e
1
(rys. 4). Po usunięciu
obciążenia głównego mierzy się wartość trwałego przyrostu głębokości odcisku e względem
poziomu odniesienia wyznaczonego przez obciążenie wstępne. Wartość obciążenia i czas jego
działania zależą od rodzaju, grubości i twardości materiału.
Bezpośrednie pomiary wielkości „e” przez czujnik nie mogą być miarą twardości, gdyż
twardszym materiałom odpowiadałaby mniejsza wartość twardości. Z tego powodu twardość
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
w skali Rockwella oznacza się jako różnicę między stałą „K”, a wartością trwałego przyrostu
głębokości odcisku „e” podzieloną przez przelicznik „w” zależny od skali twardości.
Wartość stałej „K” zależy od rodzaju wgłębnika i przelicznika „w”.
HR
i
= K – e/w
Metoda Rockwella jest znormalizowana. Wyróżnia się skale i = A, B, C, D, E, F, G, H,
K, N, T. Najczęściej stosowane są skale C oraz B. Skalę C z użyciem stożka stosuje się do
stali hartowanych i ulepszanych cieplnie o twardości 20-70 HRC. Natomiast skalę B
z użyciem kulki do stali w stanie zmiękczonym o twardości 20-100 HRB.
Rys. 4. Badanie twardości metodą Rockwella [10, s. 39]
Badanie twardości metodą Vickersa polega na wciskaniu w badany materiał
diamentowego ostrosłupa foremnego o podstawie kwadratowej i kącie wierzchołkowym 136
°
.
Wgłębnik jest wciskany z siłą narastającą równomiernie do wartości maksymalnej F, która
jest utrzymywana przez 10–15 sekund. Po usunięciu obciążenia mierzy się długość
przekątnych d
1
oraz d
2,
a ich średnią arytmetyczną d używa się do obliczenia powierzchni
odcisku S. Twardość Vickersa oznacza się HV i oblicza z zależności:
HV = 0,102F/S
Zasadę pomiaru twardości metodą Vickersa przedstawia rysunek 5.
Rys. 5. Schemat pomiaru twardości metodą Vickersa [10, s. 40]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Właściwości technologiczne materiałów określa się wykonując próby w warunkach jak
najbardziej zbliżonych do warunków występujących w rzeczywistych procesach
technologicznych lub eksploatacyjnych. Najczęściej bada się własności odlewnicze,
skrawalność, właściwości plastyczne oraz zgrzewalność i spawalność.
Przydatność metalu lub stopu do celów odlewniczych charakteryzują lejność oraz skurcz.
Lejność zależy od płynności materiału w temperaturze zalewania formy i jest badana poprzez
określenie odległości na jaką popłynie ciekły metal w znormalizowanej formie mającej kształt
pręta lub spirali ustawionej poziomo.
Skurcz odlewniczy polega na zmniejszaniu się objętości metali i stopów odlewniczych
podczas krzepnięcia i chłodzenia odlewu. Może on spowodować powstanie naprężeń
w odlewie jak również jam skurczowych. Badania skurczu odlewniczego są badaniami
porównawczymi. Na podstawie odpowiednich pomiarów objętości lub długości odlewu
w chwili zalania płynnym metalem, a następnie po ostygnięciu wyznacza się, wyrażony
w procentach, skurcz liniowy lub objętościowy.
Do celów obróbki skrawaniem wykonuje się badania skrawalności materiałów
i skrawności narzędzi. Skrawalność materiału określa jego podatność na obróbkę wiórową,
a skrawność narzędzia – zdolność do zdejmowania naddatku materiału skrawaniem
i nadawaniu powierzchni obrobionej korzystnych własności.
Cechą podobną do skrawalności jest ścieralność, która określa skłonność materiału do
zużywania się wskutek tarcia. Miarą ścieralności jest zmniejszenie się masy badanej próbki
powodowane tarciem twardej tarczy o badany materiał.
Do badań technologicznych własności plastycznych należą między innymi: próba
zginania, próba nawijania drutu, próba tłoczności. Próby mają na celu wykazanie podatności
materiału na odkształcenia trwałe niezbędne do nadania właściwych kształtów produktom.
Rodzaje materiałów
Wszystkie pierwiastki występujące w przyrodzie można podzielić na metale i niemetale.
Metale
stanowią
znaczną
większość
pierwiastków
i
posiadają
następujące
charakterystyczne właściwości: dobra przewodność cieplna i elektryczna, połysk,
nieprzezroczystość, plastyczność. Technicznie czyste metale to znaczy takie, które zawierają
pewną niewielką ilość zanieczyszczeń pochodzących z procesów metalurgicznych są rzadko
używane do wyrobu przedmiotów użytkowych, natomiast ze względu na ich dobrą
przewodność elektryczną mają zastosowanie na przykład w produkcji przewodów (miedź,
aluminium). Do najważniejszych metali stosowanych w technice należą żelazo i metale
nieżelazne, jak np. miedź, aluminium, magnez, cynk i cyna.
Materiały niemetalowe to grupa materiałów o bardzo zróżnicowanych właściwościach.
Należą do niej zarówno materiały pochodzenia naturalnego (np. drewno), jak też materiały
wytwarzane przez człowieka (np. tworzywa sztuczne, ceramiczne, szkło). Wśród materiałów
występują również takie, które stanowią połączenie metali z niemetalami (np. cermetale).
Jako materiały konstrukcyjne używane są najczęściej stopy metali to znaczy materiały
powstające przez stopienie ze sobą różnych metali i niemetali w takich proporcjach by
uzyskać pożądane właściwości mechaniczne i technologiczne.
Podstawowymi stopami stosowanymi w technice są stopy żelaza z węglem. Produktem
wyjściowym, z którego otrzymuje się techniczne stopy żelaza z węglem jest surówka
otrzymywana z rudy żelaza w wielkim piecu.
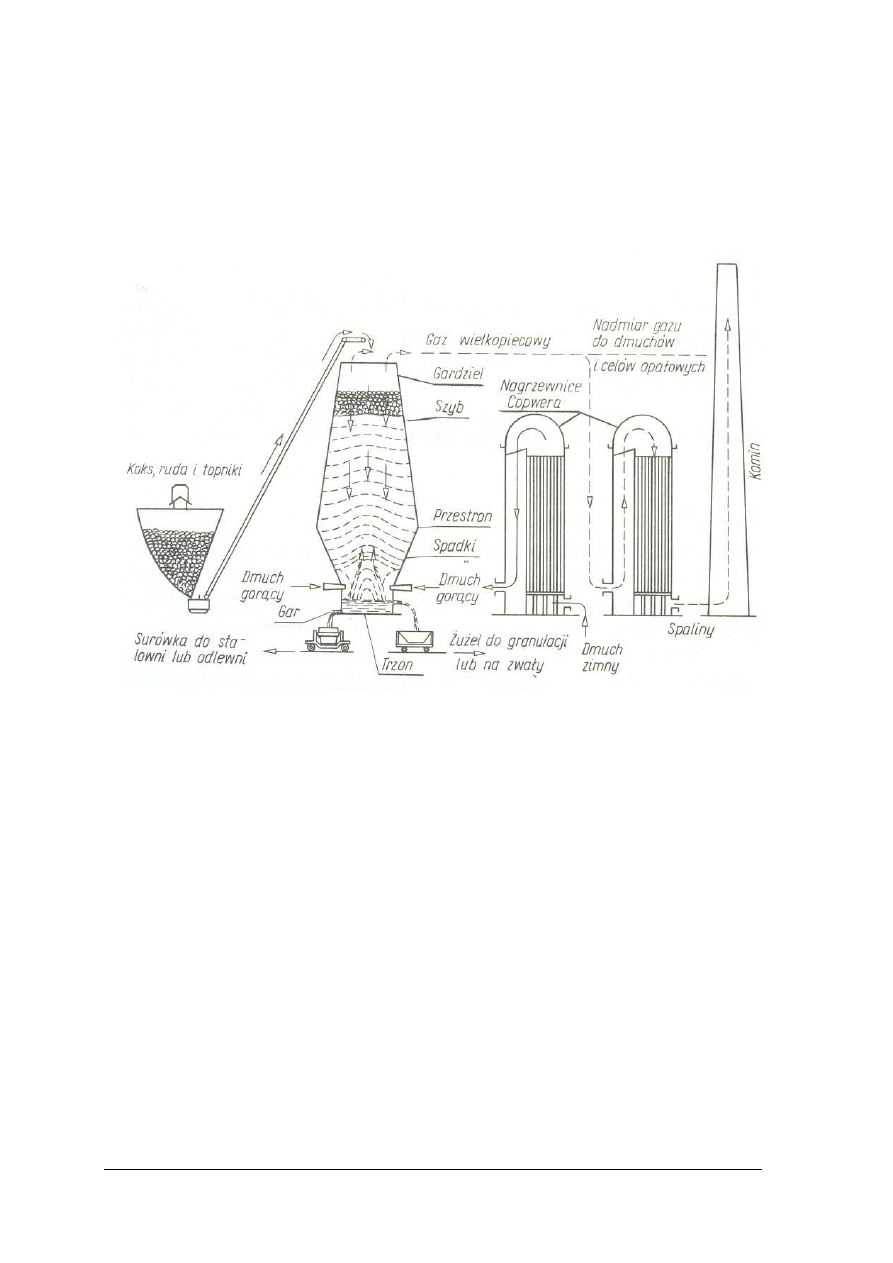
Wielki piec (rys. 6) składa się z dolnej części zwanej garem nad którą znajdują się spadki,
przestron, szyb oraz gardziel. Wnętrze pieca jest wykonane z cegieł szamotowych
ogniotrwałych, zaś z zewnątrz piec jest pokryty płaszczem stalowym. Materiały wsadowe
zasypywane są do wielkiego pieca górnym otworem. Wsad stanowią koks, ruda i topniki. Do
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
najważniejszych rud żelaza zaliczamy magnetyt, hematyt, limonit, syderyt. Zadaniem koksu
jest dostarczenie odpowiedniej ilości ciepła oraz zredukowanie tlenków żelaza w rudzie.
W celu ułatwienia stopienia skały płonnej i oddzielenia zanieczyszczeń metalowych od żelaza
do wsadu wielkopiecowego dodaje się substancje zwane topnikami. Skład chemiczny
topników zależy od składu chemicznego skały płonnej towarzyszącej rudzie. Do rud
kwaśnych należy stosować topniki zasadowe. Najczęściej używa się wapnia. W przypadku
rud zawierających składniki zasadowe stosuje się topniki kwaśne.
Rys. 6. Wielki piec [6, s. 64]
Wewnętrzna przestrzeń pieca załadowana jest wsadem warstwowo. W górnej części garu
znajdują się dysze doprowadzające gorące powietrze z nagrzewnic. Poniżej poziomu dysz
znajduje się otwór umożliwiający odprowadzenie żużla, a w najniższej części garu otwór
spustowy surówki. Proces wielkopiecowy przebiega nieprzerwanie przez kilka lat. Produktem
procesu wielkopiecowego jest surówka stanowiąca stop żelaza z węglem o zawartości węgla
do 6,67% oraz pewne ilości krzemu, manganu, siarki oraz fosforu. Znaczna zawartość
składników domieszkowych, zwłaszcza węgla czyni surówkę kruchą. Podczas przerobu
surówki na stal składniki domieszkowe ulegają częściowemu wypalaniu i otrzymany produkt
uzyskuje dobre własności plastyczne. Część produktów spalania przechodzi do żużla,
a pozostałe uchodzą z pieca w postaci gazów.
Stalą nazywamy stop żelaza z węglem i innymi pierwiastkami o zawartości węgla do
2%, który po odlaniu i skrzepnięciu jest poddany obróbce plastycznej.
Ten sam materiał lecz nie podlegający obróbce plastycznej nazywa się staliwem. Staliwa
są używane na odlewy elementów bardziej obciążonych oraz w zależności od zastosowanych
składników
stopowych
na
elementy
pracujące
w
podwyższonej
temperaturze
i w środowiskach korozyjnych.
Do wyrobu stali stosuje się metody: konwertorowe, Siemensa-Martina (metoda
wychodząca z użycia) oraz do oczyszczania czyli rafinacji stali metody elektryczne.
Wytapianie stali metodami konwertorowymi polega na przedmuchiwaniu utleniającego
gazu przez roztopioną surówkę w wyniku czego utlenia się węgiel, krzem, mangan oraz inne
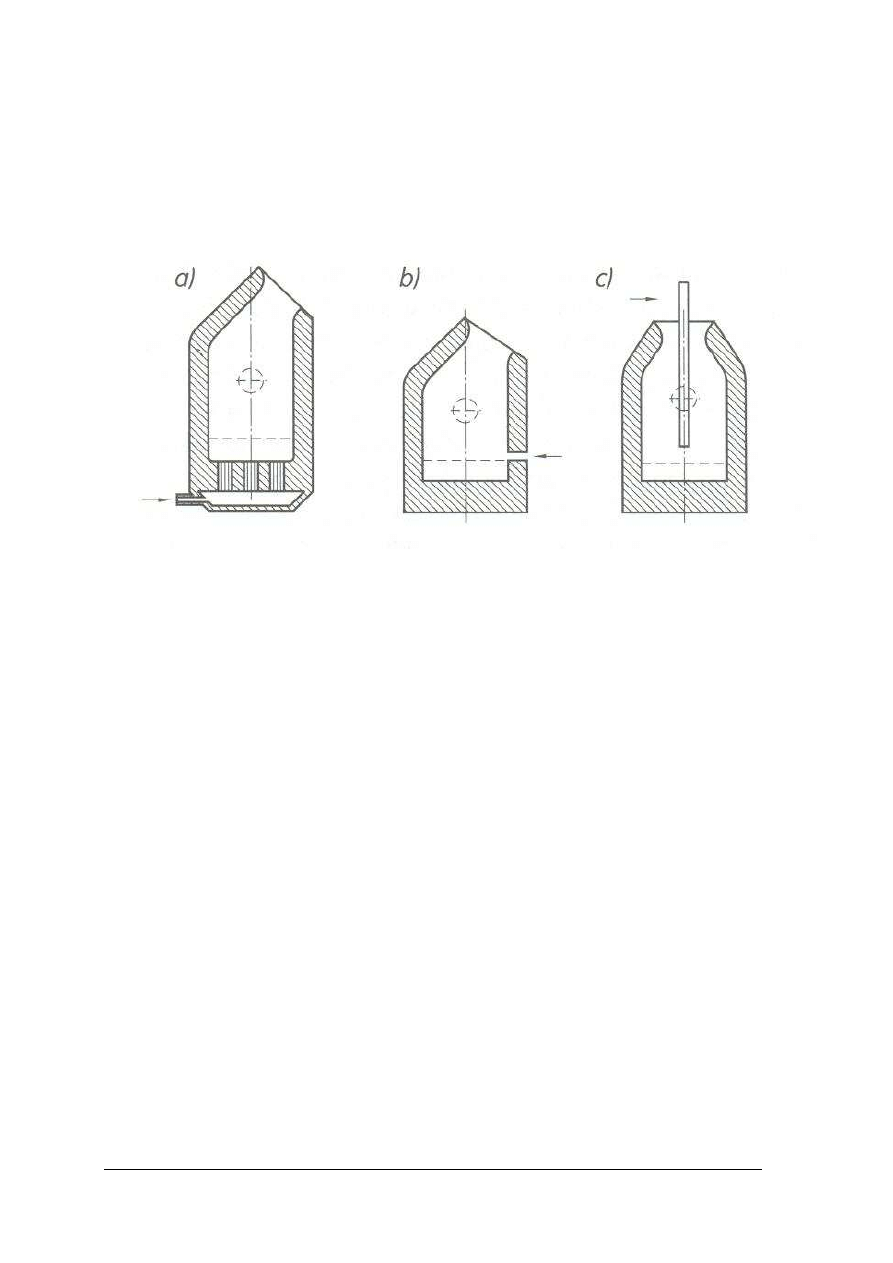
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
pierwiastki. Gazem utleniającym może być powietrze (w metodzie Bessemera i Thomasa),
lub czysty tlen (metoda LD). Zaletą świeżenia czystym tlenem jest mała zawartość azotu
w stali. Obecnie większość stali jest produkowana w zasadowych konwertorach tlenowych
oraz w elektrycznych piecach łukowych.
Różne sposoby doprowadzania gazu utleniającego do konwertora przedstawiono na
rysuneku 7.
Rys. 7. Różne sposoby doprowadzenia gazu utleniającego do konwertora a) od spodu, b) z boku,
c) do góry [10, s. 55]
W celu sprostania wysokim wymaganiom jakościowym dotyczącym głównie
odpowiedniego składu chemicznego stali stosuje się jej rafinację. Może być ona
przeprowadzana w konwertorze lub w specjalnych kadziach (rafinację pozapiecowa).
Odlewnicze stopy żelaza z węglem i innymi dodatkami zawierające 2–6,67% węgla
nazywamy żeliwami. Ze względu na bardzo dobre właściwości odlewnicze, żeliwa stosuje się
do odlewania różnorodnych części maszyn i pojazdów samochodowych.
Ilość węgla w stopach ma zasadniczy wpływ na twardość materiału. Wraz ze
zwiększeniem zawartości procentowej węgla w stopie rośnie twardość materiału, a więc
również odporność na ścieranie, a maleje odporność na uderzenia (udarność).
W stopach żelaza z węglem ważną rolę odgrywają dodatkowe pierwiastki, z których
część jest dodawana do stopu celowo, a część stanowi zanieczyszczenia:
−
siarka i fosfor są domieszkami szkodliwymi, powodują one kruchość materiału
i pogarszają właściwości plastyczne oraz udarność,
−
chrom jako dodatek stopowy w stalach zwiększa wytrzymałość, twardość i odporność na
ścieranie oraz polepsza właściwości antykorozyjne, a ponadto uodparnia on materiał na
działanie czynników chemicznych i wysokiej temperatury,
−
dodatek niklu w stalach działa podobnie jak chrom oraz zwiększa ciągliwość stali,
−
krzem jest pierwiastkiem, który zwiększa sprężystość i wytrzymałość stali oraz zwiększa
oporność elektryczną, z udziałem krzemu (0,5–2,5%) produkowane są stale resorowe
i sprężynowe,
−
wolfram nadaje stali drobnoziarnistość, zwiększa hartowność, twardość i odporność na
zużycie.
Ze względu na skład chemiczny (zgodnie z normą PN–EN 10020:2003) stale dzieli się na
niestopowe (węglowe), stopowe oraz stale nierdzewne.
Stale niestopowe to gatunki stali, w których zawartość procentowa pierwiastków jest
mniejsza od pewnej określonej wartości granicznej. Jeżeli ta wartość graniczna jest

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
przekroczona mamy do czynienia ze stalami stopowymi. Osobną grupę stanowią stale
nierdzewne w których zawartość Cr jest większa od 10,5%, a węgla poniżej 1,2%.
Dla określenia granicy między stalami stopowymi a niestopowymi określono następujące
zawartości poszczególnych pierwiastków:
Al, Co, Cr, Ni, W – 0,3%;
Bi, Se, V – 0,1%;
Cu, Pb – 0,4%;
Si – 0,6%; Mo – 0,06%.
Oznaczenia stali
W ostatnich latach w związku z wstąpieniem Polski do Unii Europejskiej szereg norm
krajowych zostało zastąpionych przez normy europejskie co w przypadku oznaczeń stali
i innych materiałów skutkuje innym sposobem ich oznaczania niż dotychczas.
Zgodnie z normami europejskimi obowiązują dwa systemy oznaczania stali:
−
znakowy (według PN–EN 10027–1:2007); znak stali składa się z symboli literowych
i cyfr,
−
cyfrowy (według PN–EN 10027–2:1994); oznaczenie składa się z pięciu cyfr. Numer
gatunku stali nadaje Europejskie biuro rejestracyjne.
W systemie znakowym znaki stali dzieli się na dwie grupy:
−
znaki z symbolami wskazującymi na zastosowanie oraz własności mechaniczne lub
fizyczne stali,
−
znaki z symbolami wskazującymi na skład chemiczny stali.
W pierwszej grupie znaków stali oznaczenie składa się z liter i cyfr. Litery oznaczają
zastosowanie stali zaś liczby odpowiednie właściwości wytrzymałościowe np.:
S235
S–stal konstrukcyjna o minimalnej granicy plastyczności 235 MPa,
E295
E–stal maszynowa o minimalnej granicy plastyczności 295 MPa,
L360
L–stal na rury przewodowe o minimalnej granicy plastyczności 360 MPa,
P460
P–stale na urządzenia ciśnieniowe o minimalnej granicy plastyczności 460 MPa.
W grupie znaków z symbolami wskazującymi na skład chemiczny wyróżniamy cztery
grupy:
−
stale niestopowe o średnim stężeniu Mn poniżej 1%, oznaczane literą C oraz liczbą
oznaczającą średnie stężenie węgla w stali w setnych częściach % np. C45,
−
stale niestopowe o średnim stężeniu Mn równym i wyższym od 1%, oznaczane liczbą
informującą o średnim stężeniu węgla w setnych częściach % symbolami chemicznymi
pierwiastków stopowych oraz liczbami wskazującymi na ich stężenie procentowe np.
33MnCrB5–2,
−
stale stopowe (bez szybkotnących) o stężeniu przynajmniej jednego pierwiastka
stopowego powyżej 5%, oznaczane symbolem X oraz liczbą informującą o średnim
stężeniu węgla w setnych częściach %, symbolami pierwiastków stopowych oraz
liczbami wskazującymi na ich stężenie procentowe np. X8CrNiMoAl15–7–2,
−
stale szybkotnące, oznaczane symbolem HS oraz liczbami podającymi średnie stężenie
procentowe pierwiastków w kolejności W, Mo, V, Co np. HS2–9–8.
W związku z niedokończonym procesem dostosowania polskich norm do systemu
europejskiego w Polsce obowiązują równocześnie różne zasady oznaczania stali.
Np. oznaczenie St3S (zgodne z polskimi normami PN) odpowiada oznaczeniu S235JR (wg
norm unijnych EN), oznaczenie 45 (zgodne z PN) odpowiada oznaczeniu C45 (normy EN).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Metale nieżelazne i ich stopy
Miedź jest metalem (barwa czerwonozłota) plastycznym, dobrze przewodzącym ciepło
i prąd elektryczny, odpornym na korozję. Jest ona stosowana na przewody elektryczne,
elementy chłodnic, elementy aparatury chemicznej oraz jako składnik stopów. Wadą czystej
miedzi ograniczającą jej zastosowanie na przewody elektryczne jest stosunkowo mała
wytrzymałość mechaniczna. Może ona zostać zwiększona przez stopienie miedzi ze srebrem,
miedzi z kadmem, miedzi z manganem. Miedziane druty, taśmy lub rurki stosuje się na
uzwojenia cewek.
W metalurgii miedzi stosuje się głównie rudy siarczkowe: chalkopiryt, bornit, kowelin.
Podstawowym procesem otrzymywania miedzi jest proces pirometalurgiczny. Zawartość
miedzi w rudach wynosi kilka procent. W celu wzbogacenia rud siarczkowych stosuje się
metodę flotacji. Metoda ta polega na przepuszczaniu strumienia powietrza przez mieszaninę
wody ze środkami pianotwórczymi i drobnymi cząstkami rudy. Na skutek różnej zwilżalności
powierzchni składników przez wodę następuje oddzielenie cząstek rudy siarczkowej, które
tworzą z pianą tzw. float od innych składników, które pozostają w wodzie w postaci
zawiesiny. W wyniku wzbogacania rudy może ona zawierać do 30% Cu. Wzbogacony
koncentrat zawierający siarczki miedzi i żelaza poddaje się prażeniu w specjalnym piecu
w temperaturze ok. 1073 K (800
°
C), aby otrzymać tak zwaną prażonkę. Następnym etapem
produkcji miedzi jest wytapianie kamienia miedziowego. Proces przebiega w piecu
szybowym podobnym do wielkiego pieca, gdzie wsad stanowią prażonka oraz koks. Tlen
potrzebny do spalania jest pobierany z powietrza tłoczonego pod ciśnieniem do pieca.
Otrzymywane w wyniku wysokiej temperatury i zachodzących reakcji chemicznych siarczki
miedzi spuszczane są z dolnej części pieca i po skrzepnięciu tworzą kamień miedziowy.
Z kamienia miedziowego w konwertorze podczas świeżenia otrzymuje się miedź surową.
Proces świeżenia polega na przepuszczaniu przez roztopiony kamień miedziowy powietrza za
pomocą dysz.
Miedź surowa nie jest stosowana do celów technicznych ponieważ zawiera szkodliwe
domieszki obniżające własności wytrzymałościowe oraz przewodnictwo elektryczne. W celu
usunięcia niekorzystnych domieszek oraz odzyskania często występujących w miedzi surowej
metali szlachetnych poddaje się ją rafinacji. Wyróżniamy rafinację ogniową, którą
przeprowadza
się
w
piecach
płomieniowych
oraz
elektrolityczną
zachodzącą
w elektrolizerach.
Do najważniejszych stopów miedzi należą: mosiądze (stop miedzi z cynkiem oraz
innymi pierwiastkami) oraz brązy. W zależności od głównego składnika stopowego brązy
dzieli się na: cynowe, aluminiowe, berylowe, krzemowe i inne. Zarówno brązy jak i mosiądze
w zależności od dodatków stopowych i przeznaczenia dzieli się na odlewnicze oraz do
obróbki plastycznej.
Aluminium (barwa srebrzystobiała) jest metalem odpornym na korozję oraz dobrym
przewodnikiem ciepła i elektryczności.
Aluminium występuje w przyrodzie w postaci rud, z których największe znaczenie ma
boksyt.
Metalurgia aluminium obejmuje trzy etapy. W pierwszym etapie z rudy otrzymuje się
czysty tlenek aluminium. Proces przebiega w autoklawach, gdzie pod dużym ciśnieniem
i w podwyższonej temperaturze, wodny roztwór wodorotlenku sodu reaguje z rozdrobnionym
boksytem. Powstaje w ten sposób wodorotlenek glinu, który odsącza się, przemywa wodą,
a następnie praży w piecach obrotowych. Po wyprażeniu uzyskuje się czysty tlenek glinu
Al
2
O
3
.
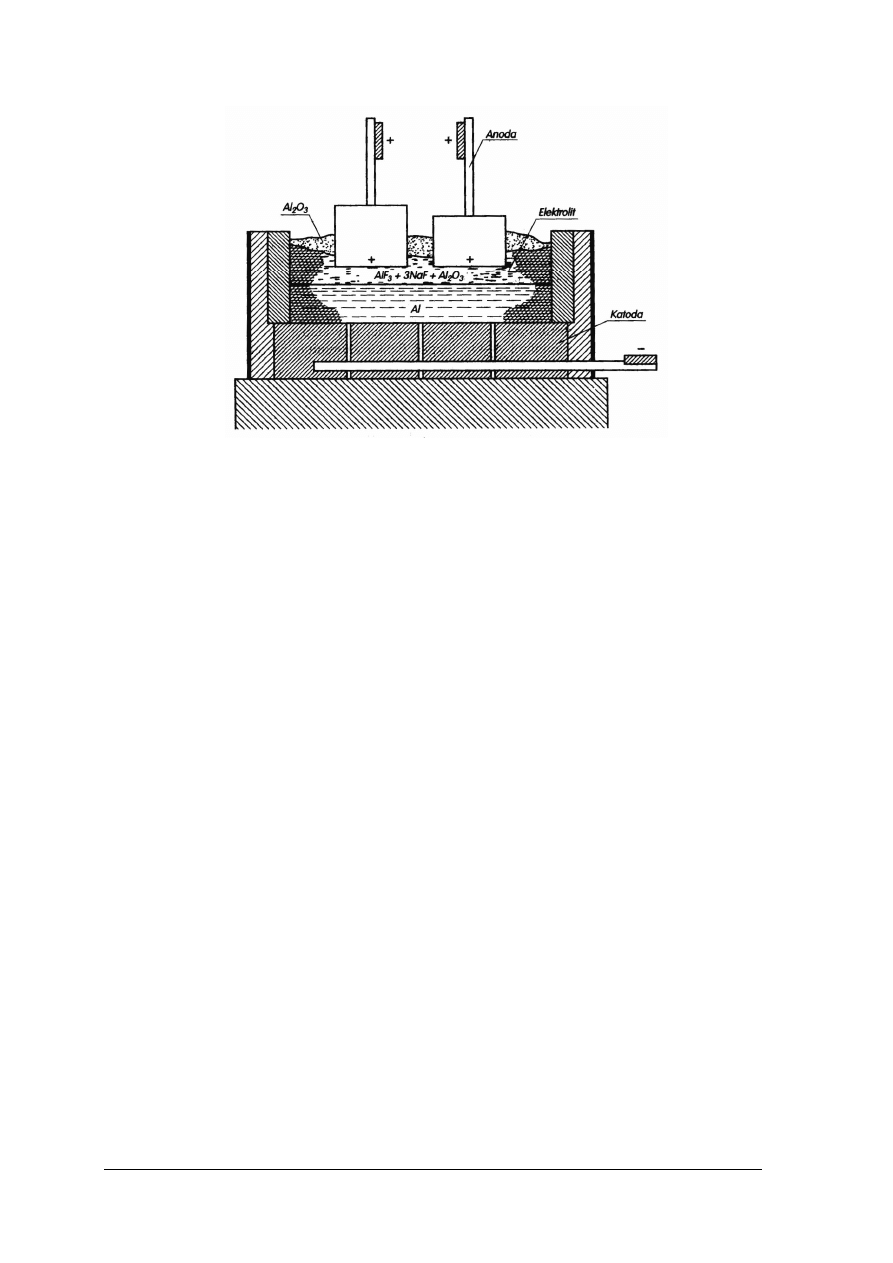
Kolejnym etapem produkcji aluminium jest elektroliza tlenku aluminium roztopionego
z kriolitem w elektrolizerze (rys. 8).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 8. Elektrolizer [10, s. 60]
Proces elektrolizy przebiega w temperaturze ok. 1223 K, (950
°
C), a produktem
końcowym tego procesu jest aluminium o zawartości 99,5–99,8% Al. W celu uzyskania
jeszcze wyższej czystości aluminium poddaje się procesowi rafinacji.
Zastosowanie aluminium w stanie czystym jest ograniczone, ze względu na małą
wytrzymałość, i sprowadza się do wytwarzania przewodów elektrycznych, folii, wyrobu farb
oraz jako składnik stopowy. Znacznie większe zastosowanie mają stopy aluminium często
nazywane stopami lekkimi. Najczęściej stosowanymi dodatkami stopowymi są: miedź,
mangan, krzem, nikiel i cynk. Dodatki stopowe zwiększają wytrzymałość, odporność na
korozję i polepszają skrawalność. Stopy aluminium dzielimy na odlewnicze oraz do obróbki
plastycznej.
Ważną grupę stopów aluminium stanowią durale czyli stopy aluminium miedzi oraz
magnezu. Są one stosowane na obciążone elementy konstrukcji lotniczych oraz na części
pojazdów samochodowych oraz na konstrukcje budowlane. Charakteryzują się dużą
odpornością na korozję, małym ciężarem właściwym i znaczną wytrzymałością.
Stopy aluminium których głównym składnikiem stopowym jest krzem noszą miano
siluminów.
Magnez jest bardzo lekkim metalem lecz o niskich właściwościach mechanicznych
i dużej aktywności chemicznej. Ze względu na te właściwości ma on ograniczone
zastosowanie w technice. Głównie jest on stosowany do wyrobu stopów oraz jako dodatek
stopowy. Z uwagi na to, że stopy magnezu w połączeniu z tlenem tworzą substancję
wybuchową, nie można tych stopów podczas obróbki chłodzić wodą, a przy ich szlifowaniu
należy stosować urządzenia do pochłaniania pyłu. Stopy magnezu dzielimy na odlewnicze
oraz do obróbki plastycznej. Głównym składnikiem stopów magnezu jest aluminium, cynk,
mangan. Stopy magnezu są najlżejszymi ze znanych i ta cecha wyznacza zakres stosowania
tych materiałów (głównie w konstrukcjach lotniczych i przemyśle motoryzacyjnym). Stopy
magnezu z aluminium i cynkiem naszą nazwę elektronów.
Cynk jest metalem o dobrych właściwościach plastycznych i niskiej temperaturze
topnienia. Stosuje się go głównie na powłoki przeciwkorozyjne na pokrycia blach i drutów,
również jest wykorzystywany do produkcji baterii elektrycznych. Stopy cynku nazywamy
znalami, zawierają one oprócz cynku aluminium i miedź.
Cyna ma właściwości mechaniczne tak niskie, że nie nadaje się jako materiał
konstrukcyjny. W czystej postaci cynę stosuje się cynowania blach oraz jako dodatek

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
stopowy. Szeroko stosowanym stopem cyny z ołowiem jest cyna lutownicza stosowana jako
spoiwo podczas lutowania.
Oznaczenia metali nieżelaznych oraz ich stopów można znaleźć w odpowiednich
normach, a także w literaturze uzupełniającej.
Korozja metali
Korozją nazywamy stopniowe niszczenia metali wskutek chemicznego lub
elektrochemicznego oddziaływania środowiska. Ośrodkiem powodującym korozję może być:
powietrze, gazy, woda, roztwory kwasów, zasad, soli, ziemia.
Metalami odpornymi na korozję są: platyna, złoto, srebro, pozostałe metale w mniejszym
lub większym stopniu poddają się działaniu korozji.
Rozróżnia się dwa podstawowe rodzaje korozji:
−
chemiczną,
−
elektrochemiczną.
Korozja chemiczna polega na niszczącym działaniu gazów lub cieczy nie będących
elektrolitami na powierzchnię materiału. W wyniku takiego oddziaływania na powierzchni
metalu mogą tworzyć się tlenki, siarczki, węgliki lub azotki. Czasem powstałe związki ściśle
przylegają do materiału tworząc warstwę chroniącą przed dalszą korozją, częściej jednak
powstała warstwa źle przylega do przedmiotu, odpada od niego powodując narastanie procesu
korozyjnego.
Korozja elektrochemiczna jest procesem niszczenia metalu związanym z przepływem
prądu elektrycznego przez granicę faz metal–elektrolit. Źródłem prądu elektrycznego są
miejscowe ogniwa, które powstają wskutek zetknięcia się metalu z elektrolitem a przyczyną
ich powstania mogą być: niejednorodność struktury materiału, nierównomierny dostępu tlenu
do powierzchni metalu, różnica temperatur, połączenie dwóch różnych metali w obecności
elektrolitu.
Można wyróżnić następujące rodzaje korozji elektrochemicznej:
−
korozja atmosferyczna (zachodzi przy dużej wilgotności powietrza),
−
korozja morska (w wodzie morskiej),
−
korozja ziemna.
W zależności od przebiegu niszczenia materiału korozję można podzielić na:
−
równomierną, obejmującą swoim zasięgiem całą powierzchnię przedmiotu,
−
miejscową, występującą w postaci plam lub wżerów,
−
międzykrystaliczną, występującą na granicy ziaren materiału.
Ochrona przed korozją polega głównie na właściwym doborze materiałów konstrukcji
narażonych na korozję oraz nakładaniu i wytwarzaniu powłok ochronnych.
Powłoki ochronne i dekoracyjne
Powłoki ochronne i dekoracyjne można podzielić na powłoki nakładane oraz powłoki
wytwarzane.
Nakładanie i wytwarzanie powłok można przeprowadzać metodami:
−
mechanicznymi (malowanie pędzlem, pistoletem, zanurzanie w odpowiednich kąpielach,
napylanie),
−
chemicznymi
(czernienie
czyli
utlenianie
w
roztworach,
fosforanowanie,
chromianowanie),
−
elektrochemicznymi (metody galwaniczne, np.: miedziowanie, niklowanie, chromowanie
srebrzenie, złocenie).
Przed
nałożeniem
czy
wytworzeniem
powłoki
należy
wykonać
czynności
przygotowawcze polegające na oczyszczeniu i wygładzeniu powierzchni przedmiotu.
Oczyszczanie wykonuje się metodami mechanicznymi (szlifowanie, piaskowanie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
polerowanie, szczotkowanie) oraz chemicznymi (np. odtłuszczanie w rozpuszczalnikach).
Powierzchnię można oczyścić również za pomocą ultradźwięków.
Powłoki nakładane mogą być metalowe i niemetalowe. Powłoki metalowe wykonuje się
z niklu, miedzi, chromu, cyny, cynku, aluminium, srebra, kadmu. Grubość powłoki ochronnej
jest niewielka i wynosi zazwyczaj 0,001–0,025 mm.
Powłoki metalowe można nakładać przez:
−
zanurzenie blach żelaznych w stopionym metalu (może nim być cyna lub cynk),
−
natryskiwanie ciekłego metalu specjalnym pistoletem (metalizacja natryskowa),
−
walcowanie na gorąco blachy grubszej z blachą cienką stanowiącą warstwę ochronną
(platerowanie),
−
elektrolityczne nanoszenie cienkiej warstwy metalu na przedmiot zanurzony
w elektrolicie zawierającym sole nakładanego metalu (pokrycie galwaniczne).
Pokrywany przedmiot podłączony jest do bieguna ujemnego źródła prądu, a biegun
dodatni do płyty z metalu, na który nanosimy powłokę ochronną.
Powłoki nakładane niemetalowe oddzielają w sposób mechaniczny metal od
agresywnego ośrodka. Do materiałów, z których wykonywane są tego typu powłoki należą:
farby, lakiery, lakiery piecowe, smoły, asfalty, tworzywa sztuczne.
Farby stanowią zawiesiny pigmentów w spoiwie olejnym lub syntetycznym. Po
naniesieniu na podłoże tworzą kryjące powłoki ochronne, dekoracyjne lub o specjalnych
właściwościach.
Lakiery są roztworami nielotnych substancji powłokotwórczych w rozpuszczalnikach
organicznych. Po naniesieniu na podłoże tworzą przezroczyste powłoki ochronne,
dekoracyjne lub o specjalnych właściwościach
Emalie są zawiesinami pigmentów w spoiwie lakierowym.
Głównymi składnikami wyrobów lakierowych są: substancje powłokotwórcze, substancje
barwiące (pigmenty), rozpuszczalniki.
Ze względu na warunki eksploatacji wyroby lakierowe mogą tworzyć powłoki:
zewnętrzne, wewnętrzne, wodoodporne, chemoodporne, odporne na benzynę i oleje,
termoodporne, elektroizolacyjne.
Powłoki wytwarzane metalowe powstają przez dyfuzję w wysokiej temperaturze metalu
ochronnego w głąb metalu chronionego.
Można w ten sposób wprowadzić do stali aluminium, cynk, chrom.
Powłoki wytwarzane niemetalowe powstają w wyniku różnorodnych procesów z których
najczęściej wykonuje się:
−
oksydowanie (czernienie), powierzchnia stali pokrywa się warstwą ochronną czarnych
tlenków żelaza,
−
fosforanowanie, na powierzchni stali powstają warstwy krystalicznych fosforanów
żelaza.
Tworzywa sztuczne
Głównym składnikiem tworzyw sztucznych są naturalne bądź syntetycznie otrzymywane
wielkocząsteczkowe związki tzw. polimery. W celu uzyskania określonych właściwości
tworzyw sztucznych, dodaje się do nich stabilizatory, utwardzacze, zmiękczacze, barwniki.
Podstawowymi zaletami tworzyw sztucznych są:
−
dobra odporność chemiczna,
−
łatwość formowania,
−
dobre właściwości mechaniczne,
−
możliwość barwienia,
−
dobre właściwości izolacyjne,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
−
możliwość stosowania w różnych postaciach.
Do wad tworzyw sztucznych można zaliczyć: zazwyczaj niższą wytrzymałość niż metali i ich
stopów oraz małą odporność na działanie podwyższonej temperatury.
Tworzywa sztuczne dzielimy na:
−
elastomery (tworzywa, które pod wpływem rozciągania w temperaturze pokojowej
wykazują wydłużenie powyżej 100%),
−
plastomery (poddawane wzrastającemu obciążeniu zaczynają się odkształcać plastycznie
aż ulegają mechanicznemu zniszczeniu),
W grupie plastomerów rozróżniamy tworzywa termoplastyczne (termoplasty) oraz
duroplasty do których zaliczamy tworzywa termoutwardzalne i chemoutwardzalne.
Termoplasty każdorazowo pod wpływem zwiększonej temperatury miękną a po jej
obniżeniu twardnieją ponownie (np. poliamidy). Ta cecha powoduje, iż można je wielokrotnie
formować.
Tworzywa termoutwardzalne pod wpływem temperatury przechodzą w stan plastyczny
umożliwiający ich kształtowanie, lecz przetrzymywane w podwyższonej temperaturze
twardnieją nieodwracalnie (np. fenoplasty i aminoplasty).
Tworzywa chemoutwardzalne ulegają utwardzeniu już w temperaturze pokojowej pod
wpływem działania odpowiedniego utwardzacza (np. żywice poliestrowe i epoksydowe).
Podwyższenie temperatury przyśpiesza proces utwardzania.
Główny składnik tworzyw sztucznych – żywice, mogą być naturalne lub sztuczne.
śywice sztuczne otrzymuje się w wyniku polimeryzacji lub polikondensacji substancji
prostych.
Tworzywa sztuczne mogą występować jako materiały konstrukcyjne, impregnacyjne,
powłokowe i jako kleje.
Do najczęściej stosowanych tworzyw termoplastycznych zaliczamy:
−
polistyren – odporny na działanie kwasów i zasad, przezroczysty można go barwić, jest
dobrym izolatorem; służy do wyrobu przedmiotów gospodarstwa domowego, galanterii,
zabawek, części samochodowych i jest również stosowany w elektrotechnice,
−
polichlorek winylu – odporny na działanie czynników chemicznych, ma dobre
właściwości mechaniczne i elektroizolacyjne; stosuje się go do wyrobu elementów
wyposażenia elektrycznego, do produkcji węży elastycznych, do budowy łodzi
w przemyśle samochodowym i lotniczym,
−
poliamidy – są stosowane do wyrobu przedmiotów gospodarstwa domowego, galanterii
samochodowej, elementów armatury sanitarnej,
−
polimetakrylan metylu zwany szkłem organicznym jest między innymi stosowany do
wyrobu szyb lotniczych, szkieł do zegarków, soczewek,
−
polipropylen znajduje zastosowanie do produkcji artykułów technicznych, opakowań,
przedmiotów gospodarstwa domowego, włókien chemicznych,
−
policzterofluoroetylen (teflon) – posiada dużą odporność chemiczną, elastyczność, mały
współczynnik tarcia, jest niepalny. Stosuje się go do pokrywania naczyń kuchennych,
żelazek, na powierzchnie łożysk ślizgowych oraz w budowie maszyn i urządzeń
chemicznych.
Do najważniejszych duroplastów zaliczamy: fenoplasty (bakelity), aminoplasty, żywice
epoksydowe (miedzy innymi wytwarza się z nich kleje), niektóre żywice silikonowe. śywice
silikonowe są m.in. stosowane jako: hydrożele pełniąc rolę implantów tkanek miękkich,
gumy silikonowe, oleje hydrauliczne, dodatki do farb oraz środki smarujące
i uszczelniające.
Tworzywa sztuczne w zależności od ich rodzaju mogą być przetwarzane przez:
odlewanie, prasowanie, wtryskiwanie, wytłaczanie i walcowanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Szkło jest materiałem nieorganicznym, bezpostaciowym, składającym się przeważnie
z tlenków krzemu, boru, fosforu oraz innych. Stan fizyczny szkła jest pośredni między stanem
ciekłym i stałym.
Cechy użytkowe szkła to: zdolność przepuszczania światła, przezroczystość, gładkość,
połysk, niepalność, mała przewodność cieplna i elektryczna, nieprzepuszczalność cieczy
i gazów, odporność na działanie podwyższonych temperatur, czynników chemicznych
(z wyjątkiem kwasu fluorowodorowego) i atmosferycznych. Podstawowymi wadami szkła są
kruchość i wrażliwość na zmiany temperatury.
Ze względu na przeznaczenie szkło dzieli się na: budowlane, techniczne, gospodarcze.
Ze względu na skład chemiczny wyróżnia się szkło: krzemowo–sodowo–wapniowe
(zwykłe), aparaturowe (o małej zawartości tlenków alkaicznych), borokrzemowe (o małej
rozszerzalności cieplnej), bezsodowe, kryształowe i inne.
Odmianami szkła technicznego są: szkło laboratoryjne, elektrotechniczne (o dużym
oporze właściwym np. na izolatory), szkło elektropróżniowe (ze względu na odpowiedni
współczynnik rozszerzalności cieplnej można je łączyć z metalami np. na lampy
kineskopowe, rurki neonowe), szkło optyczne (jednorodne, bezbarwne o określonym
w zależności od potrzeb współczynniku załamania światła np. na soczewki, pryzmaty, lustra),
szkło kwarcowe o składzie 99,5% SiO
2
(największa odporność na działanie kwasów
i wysokich temperatur np. na lampy kwarcowe, elementy aparatury chemicznej pracujące
w wysokich temperaturach), szkło krystaliczne (o dużej wytrzymałości i odporności na
ścieranie), szkło bezpieczne (zbrojone siatką metalową, sklejane z kilku warstw lub
hartowane np. na szyby samochodowe).
Guma jest elastycznym tworzywem powstającym w procesie wulkanizacji kauczuku
naturalnego lub syntetycznego w temperaturze 383
÷
453 K (110
÷
180
°
C), w czasie od kilku
minut do kilku godzin. Oprócz mieszanek kauczukowych do produkcji gumy używa się
środków wulkanizujących (siarka), zmiękczających, porotwórczych, ochronnych oraz
napełniaczy (poprawiają właściwości np. mechaniczne, elektroizolacyjne, przeciwpożarowe)
i barwników.
Guma ma bardzo dużą odporność na odkształcenia trwałe, wysoką elastyczność,
odporność na zerwanie, ścieranie ponadto jest wodoodporna i ma bardzo dobre właściwości
izolacyjne. Gumy specjalnego przeznaczenia są dodatkowo odporne na działanie paliw,
olejów, smarów, kwasów, zasad oraz wpływu niskich lub podwyższonych temperatur.
Materiały ceramiczne są to nieorganiczne, niemetalowe tworzywa otrzymywane
z nieprzetworzonych lub przetworzonych surowców naturalnych w procesie wypalania
w podwyższonej temperaturze, niższej od temperatury topnienia składnika głównego. Wyroby
ceramiczne mogą występować w postaci krystalicznej lub szklistej.
Materiały ceramiczne charakteryzują się złą przewodnością elektryczną i cieplną,
znaczną odpornością na wysokie temperatury i odpornością na działanie czynników
chemicznych. Do charakterystycznych cech tej grupy materiałów należy duża twardość
i sztywność, brak plastyczności oraz znaczna wytrzymałość na ściskanie.
Podstawowym surowcem w produkcji ceramiki jest glina (kaolin) a ponadto skaleń oraz
kwarc. Skaleń odgrywa rolę topnika (ułatwia spieczenie masy), kwarc jest głównym
surowcem schudzającym (zmniejsza skurczliwość wyrobu podczas suszenia i wypalania).
Produkcja wyrobów ceramicznych obejmuje następujące etapy: przygotowanie masy,
formowanie wyrobu, suszenie, wypalanie.
Ze względu na zastosowanie materiały ceramiczne można podzielić na: ceramikę
tradycyjną i ceramikę specjalną (konstrukcyjną). Do wyrobów ceramiki tradycyjnej można
zaliczyć materiały budowlane (np. cegły, dachówki), materiały ogniotrwałe, materiały
używane w technice sanitarnej. W ceramice konstrukcyjnej spiekane są (bez fazy ciekłej)
związki o wysokiej czystości np. tlenki glinu, tlenki berylu, tlenki cyrkonu, niektóre węgliki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
i azotki. Do tej grupy materiałów należy np. porcelana elektrotechniczna oraz cermetale
(kompozyty ceramiczne uzyskiwane za pomocą metalurgii proszków).
Kompozyty są to tworzywa składające się z dwóch lub więcej faz o własnościach
nieosiągalnych w żadnym innym materiale. Do najbardziej znanych kompozytów należą
żelazo – beton, eternit, szkło zbrojone siatką metalową, węgliki spiekane, cermetale i inne.
Kompozyty dzielimy na umacniane cząstkami (dyspersyjnie) i włóknami (włókniste). Te
z kolei dzielimy na umacniane włóknami ciętymi i ciągłymi. Możliwe są różne kombinacje
przy komponowaniu tego typu materiałów, np. osnowa metaliczna, polimerowa, ceramiczna,
a cząstki lub włókna mogą być metalowe, ze związków międzymetalicznych, ceramiczne,
węglowe (grafit), polimerowe, lub o złożonej budowie. Kompozyty pozwalają na
otrzymywanie lekkich, mocnych i elastycznych konstrukcji. Są nimi także materiały
żarowytrzymałe (np. łopatki turbin gazowych) i narzędzia (np. węgliki spiekane).
Do supertwardych materiałów narzędziowych zalicza się diament naturalny,
polikrystaliczny diament syntetyczny PCD, regularny azotek boru BN (borazon) oraz
fullerem, będący trzecią odmianą węgla (po diamencie i graficie).
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie materiały konstrukcyjne stosuje się w budowie maszyn?
2.
Co to są właściwości fizyczne i chemiczne materiałów?
3.
Co to są właściwości technologiczne materiałów?
4.
Jakie właściwości mają tworzywa sztuczne?
5.
W jaki sposób dokonuje się pomiaru twardości?
6.
Jak oznaczamy stopy żelaza z węglem?
7.
Jak oznaczamy stopy metali nieżelaznych?
8.
Jak przebiega proces metalurgiczny aluminium i miedzi?
9.
Co to są kompozyty?
10.
Z jakich etapów składa się proces pokrywania wyrobów warstwami ochronnymi
i dekoracyjnymi?
11.
Jakie rozróżniamy rodzaje powłok nakładanych?
12.
Jakie rozróżniamy rodzaje powłok wytwarzanych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Na podstawie badań organoleptycznych (za pomocą zmysłów) rozpoznaj materiały,
z których wykonane są przedmioty otrzymane od nauczyciela. Oceń ich właściwości
mechaniczne.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1)
dokładnie przyjrzeć się strukturze materiałów, z których wykonane są przedmioty,
2)
ocenić szacunkowo ich wagę,
3)
ocenić barwę,
4)
określić przypuszczalne zastosowanie przedmiotów, a tym samym warunki w jakich są
użytkowane,
5)
ocenić czy widać na nich ślady korozji lub innych efektów oddziaływania środowiska,
6)
opisać zgodnie z powyższymi punktami cechy badanych materiałów,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
7)
zakwalifikować materiały do odpowiedniej grupy,
8)
zaprezentować wykonane ćwiczenie,
9)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
katalogi materiałów,
–
przedmioty wykonane z różnych materiałów.
Ćwiczenie 2
Na podstawie katalogów i stron Internetowych dobierz powłokę malarską
ochronno-dekoracyjną na powierzchnię metalową wskazaną przez nauczyciela. Powierzchnia
będzie narażona na działanie środowiska korozyjnego i działanie czynników chemicznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
ocenić wielkość i strukturę powierzchni przeznaczonej do malowania,
2)
przeanalizować warunki użytkowania powłoki ochronno-dekoracyjnej,
3)
dobrać z katalogów lub ze stron Internetowych producentów farb i lakierów odpowiednie
materiały malarskie,
4)
zapoznać się z zaleceniami producentów farb ochronnych i dekoracyjnych dotyczącymi
bhp, ochrony przeciwpożarowej i ochrony środowiska,
5)
określić sposób przygotowania powierzchni do malowania,
6)
określić sposób nanoszenia powłoki,
7)
ocenić koszty wykonania powłoki,
8)
przedstawić wynik ćwiczenia podając uzasadnienie wyboru rodzaju powłoki, sposobu jej
nanoszenia oraz określając warunki bhp wykonywania prac.
Wyposażenie stanowiska pracy:
−
komputer z dostępem do Internetu,
−
katalogi farb i lakierów.
Ćwiczenie 3
Na podstawie katalogów zidentyfikuj materiały o oznaczeniach: S235JR; E320; P235S;
54SiCrV6; EN–MCMgAl8Zn1; ZP16 CuZn35Pb1. Podaj ich właściwości mechaniczne oraz
maksymalną zawartość pierwiastków.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1)
zorganizować stanowisko pracy do wykonania ćwiczenia,
2)
odszukać w katalogach podane oznaczenia,
3)
zapisać w zeszycie skład chemiczny oraz właściwości mechaniczne odczytywanych
materiałów
.
Wyposażenie stanowiska pracy:
−
katalogi wyrobów metalowych,
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Ćwiczenie 4
Metodą Brinella zbadaj twardość próbek materiałów otrzymanych od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy do wykonania ćwiczenia,
2)
zapoznać się z instrukcja użytkowania twardościomierza Brinella,
3)
dobrać siłę nacisku oraz średnicę kulki w zależności od grubości próbki i rodzaju
materiału z którego jest wykonana,
4)
przeprowadzić badanie poszczególnych próbek zgodnie z instrukcją,
5)
zapisać wyniki ćwiczenia w zeszycie przedmiotowym.
Wyposażenie stanowiska pracy:
−
instrukcja użytkowania twardościomierza Brinella,
−
zestaw próbek,
−
poradnik mechanika
−
twardościomierz Brinella.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić rodzaje materiałów stosowanych w technice?
2)
określić właściwości metali i materiałów niemetalowych?
3)
rozróżnić materiały na podstawie badań organoleptycznych
(za pomocą naszych zmysłów)?
4)
wymienić i scharakteryzować rodzaje korozji?
5)
dobierać powłoki ochronne i dekoracyjne w zależności od warunków
w jakich będą eksploatowane?
6)
rozpoznawać tworzywa ceramiczne?
7)
scharakteryzować kompozyty?
8)
scharakteryzować właściwości gumy?
9)
rozpoznać materiały na podstawie oznaczeń?
10)
dobrać materiały w oparciu o katalogi?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.2. Charakterystyka technik wytwarzania
4.2.1. Materiał nauczania
Pojęcie techniki wytwarzania w przemyśle maszynowym obejmuje wszystkie rodzaje
obróbek stosowanych do kształtowania elementu, jak również metody nadawania im
określonych właściwości użytkowych. Do najważniejszych technik wytwarzania należą:
obróbka skrawaniem, obróbka plastyczna, odlewnictwo, metalurgia proszków, obróbka
erozyjna, obróbka cieplna, obróbka cieplno-chemiczna. Techniki wytwarzania obejmują
również sposoby łączenia i spajania części, techniki pomiarowe i kontrolę jakości.
Dominującą metodą kształtowania części maszyn jest obróbka skrawaniem. W zależności od
stopnia zmechanizowania ruchów roboczych wyróżnia się trzy rodzaje obróbki skrawaniem:
−
obróbkę ręczną, wykonywaną za pomocą narzędzi, których ruch główny i posuwowy jest
uzyskiwany za pomocą mięśni człowieka,
−
obróbkę ręczno-maszynową, wykonywaną narzędziami, których ruch główny jest
wywoływany urządzeniami mechanicznymi, a ruch posuwowy ręcznie przez człowieka,
−
obróbkę maszynową, w której zarówno ruch główny jak i posuwowy narzędzia jest
wykonywany mechanicznie.
Obróbkę ręczną i ręczno-maszynową opisano w rozdziale 4.3, zaś omówieniu obróbki
maszynowej poświęcony jest rozdział 4.4.
Odlewnictwo to proces wytwarzania części maszyn polegający na wypełnianiu form
odlewniczych ciekłym metalem. Przebiega on w następujących etapach:
−
wykonanie rysunku odlewu,
−
wykonanie kompletu modeli i rdzeni odlewniczych,
−
przygotowanie materiałów formierskich,
−
wykonanie formy odlewniczej,
−
przygotowanie ciekłego metalu przeznaczonego do wypełnienia,
−
wypełnienie ciekłym metalem formy odlewniczej,
−
wyjęcie skrzepłego odlewu z formy i jego wykończenie.
Ze względu na rodzaj odlewanego materiału wyróżnia się odlewnictwo: stali, żeliwa
i metali nieżelaznych (miedzi, aluminium, cynku, magnezu). Odlewy mogą być wykonywane
również z materiałów niemetalowych takich jak gips, beton, szkło, tworzywa sztuczne.
Formy odlewnicze mogą być:
−
trwałe (formy ciśnieniowe i kokile) można w nich wykonać kilkadziesiąt tysięcy zalań,
−
półtrwałe (szamotowe, grafitowe, gipsowe) wytrzymują kilkadziesiąt zalań,
−
jednorazowe (piaskowe, ceramiczne) używane głównie w produkcji jednostkowej
i małoseryjnej.
Ze względu na rodzaj sił, pod wpływem których forma wypełnia się metalem wyróżnia
się następujące rodzaje odlewania:
−
grawitacyjne,
−
ciśnieniowe,
−
odśrodkowe.
Podstawowe elementy procesu wykonywania odlewu przedstawia rysunek 9.
Model przedmiotu odtwarza w masie formierskiej zewnętrzne kształty przedmiotu.
Rdzeń wykonany w skrzynce rdzeniowej odtwarza kształty wewnętrzne odlewu.
W zależności od metody wykonania odlewu, jak również od jego złożoności jako materiały
na formy i rdzenie stosuje się: drewno, metal, tworzywa sztuczne, gips.
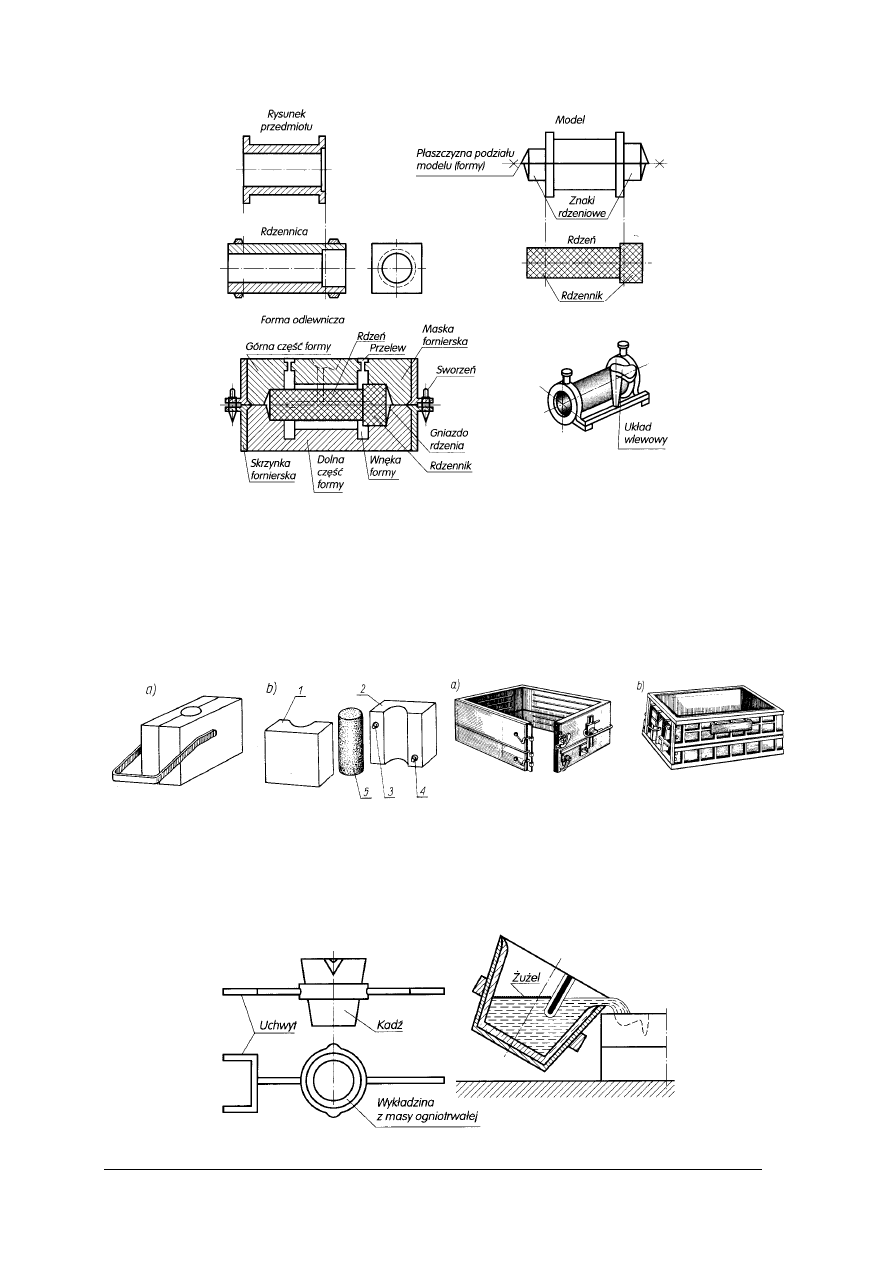
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 9. Podstawowe elementy procesu wykonania odlewu [10, s. 312 ]
Odlewy w przemyśle maszynowym wykonuje się głównie w formach z mas
formierskich. Składnikami masy formierskiej jest piasek formierski z dodatkiem glin
wiążących, dodatków specjalnych, wody i zużyta, oczyszczona masa formierska.
Proces formowania w wyniku którego otrzymuje się rdzeń lub formę może być ręczny
lub maszynowy. Rdzenie wykonuje się w skrzynkach rdzeniowych (rys. 10), a formy
w skrzynkach formierskich (rys. 11).
Rys.10. Formowanie prostego rdzenia: a) rdzennica
przygotowana do napełniania, b) rdzennica
rozłożona [2, s.169]
Rys.11. Skrzynki formierskie: a) skrzynka otwierana,
b) skrzynka zdejmowana [2, s.169]
Zalewanie form odbywa się z kadzi (rys. 12). Po skrzepnięciu i ostygnięciu odlewy
wybija się z formy, usuwa rdzeń i oczyszcza z masy formierskiej.
Rys.12. Kadź odlewnicza i zalewanie formy [10, s. 315]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
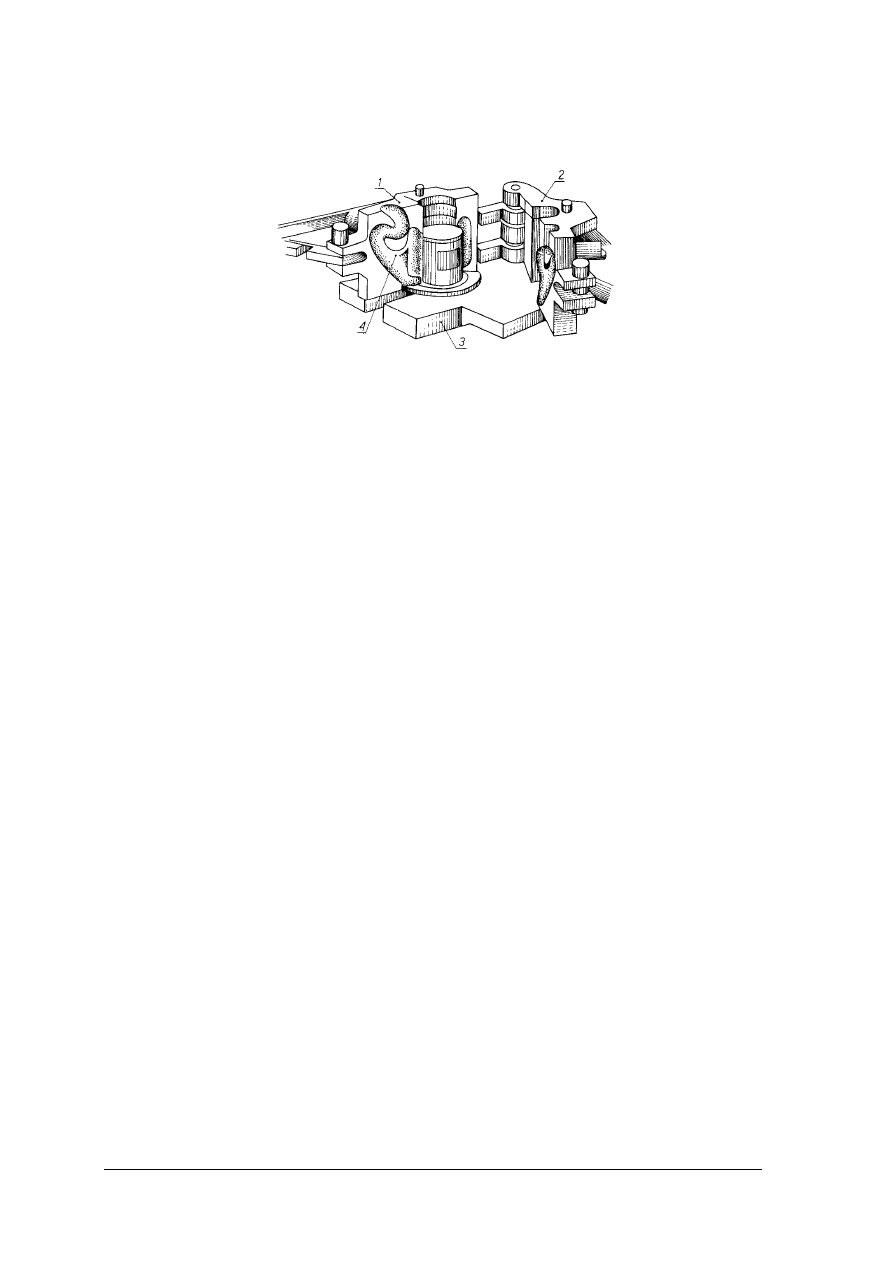
26
Przy wykonywaniu większej liczby odlewów stosuje się metalową formę zwaną kokilą
(rys. 13). Metoda ta znalazła zastosowanie w przemyśle samochodowym do odlewania np.
tłoków samochodowych.
Rys. 13. Forma do odlewania tłoków silników samochodowych: 1, 2, 3, – części kokili, 4 – układ wlewowy
[2, s.176]
Metalurgia proszków jest działem metalurgii zajmującym się wytwarzaniem proszków
metali oraz przedmiotów z tych proszków bez przechodzenia przez stan ciekły.
Podczas tego procesu oddzielne cząstki proszków łączą się ze sobą w jednolitą masę
podczas wygrzewania silnie sprasowanych kształtek w atmosferze redukującej lub obojętnej.
Proces metalurgii proszków jest ekonomiczną metodą wielkoseryjnej produkcji
elementów o niewielkich prostych kształtach, w wyniku której uzyskuje się w pełni zwarte
sprasowane komponenty. Technologia ta umożliwia uzyskanie jednorodnej mikrostruktury
wolnej od niemetalicznych wtrąceń i defektów.
Produkty metalurgii proszków charakteryzują się wyjątkowymi właściwościami
mechanicznymi i odpornością na zużycie, dzięki czemu znajdują szerokie zastosowanie
w różnych branżach, takich jak m.in. przemysł lotniczy i kosmonautyczny, przemysł drzewny
(zęby pił) itp.
Metodami metalurgii proszków wytwarza się:
−
przedmioty z metali trudno topliwych jak np. wolfram, molibden, tantal, iryd,
−
spieki metali i niemetali wykazujących znaczne różnice temperatury topnienia, jak
np. materiały na styki elektryczne z wolframu i srebra, szczotki do maszyn elektrycznych
z grafitu i miedzi,
−
materiały porowate na łożyska samosmarujące,
−
materiały, które w stanie ciekłym są gęstopłynne i trudne do odlewania, jak np. materiały
na specjalne magnesy trwałe.
Produkcja spieków dzieli się na trzy etapy: wytwarzanie proszków metali, prasowanie,
spiekanie.
Obróbka plastyczna jest to rodzaj obróbki mający na celu zmianę właściwości i kształtu
materiałów w wyniku odkształcenia plastycznego na zimno lub gorąco. Rozróżnia się
następujące rodzaje obróbki plastycznej:
−
kucie ręczne i maszynowe,
−
tłoczenie,
−
walcowanie,
−
ciągnienie.
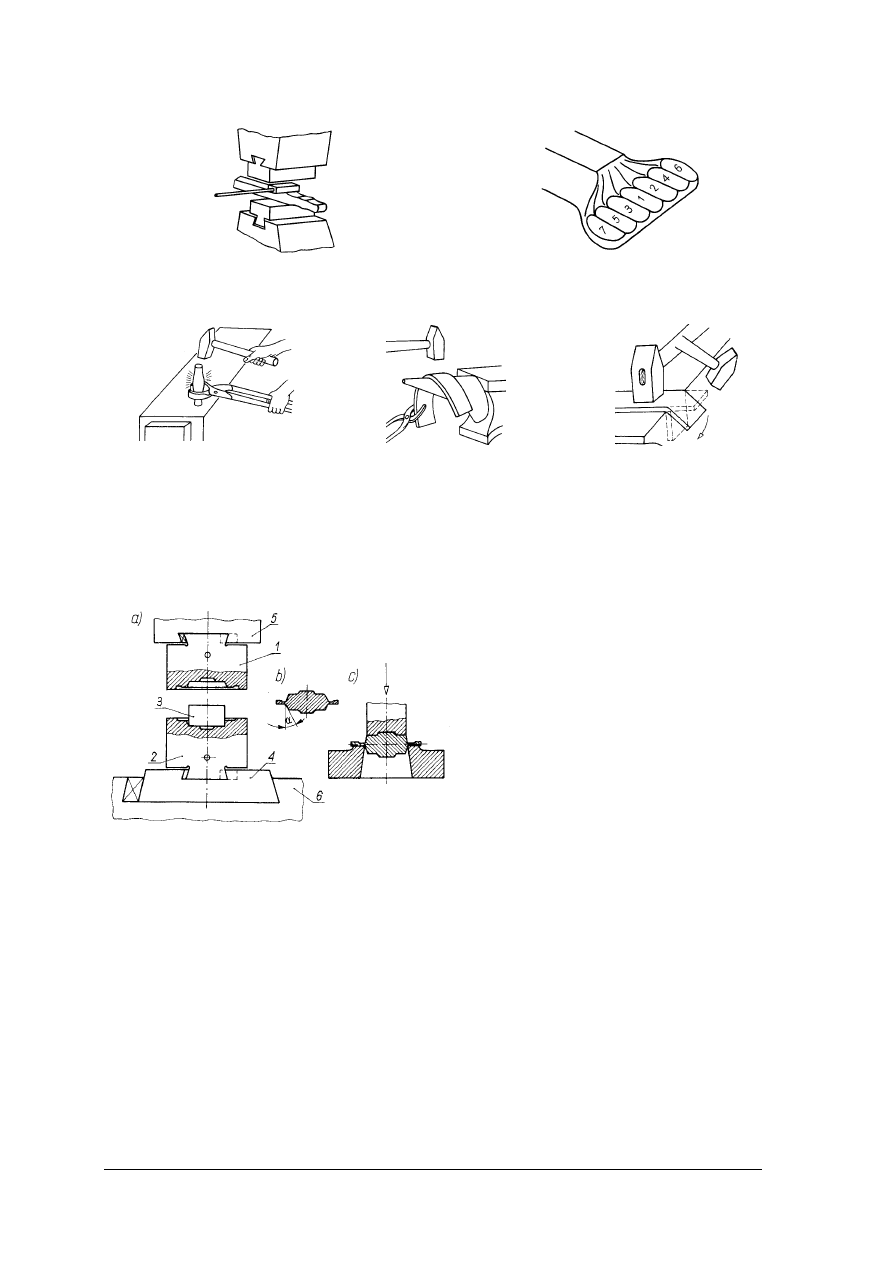
Kucie ręczne wykonuje się z użyciem narzędzi kowalskich: przecinaków, przebijaków,
trzpieni, młotków, płyty kowalskiej i urządzeń do podgrzewania. Podstawowymi operacjami
kucia ręcznego są: przecinanie, przebijanie, wydłużanie, poszerzanie, spęczanie, wyginanie,
odsadzanie (rys.14, 15).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
a)
b)
Rys. 14. Rodzaje kucia ręcznego: a) wydłużanie za pomocą nakładki, b) poszerzanie, [5, s. 272]
a)
b)
c)
Rys. 15. Rodzaje kucia ręcznego: a) spęczanie, b), c) wyginanie [1, s. 182]
Kucie maszynowe dzieli się na swobodne i matrycowe. w obu metodach stosowane są
młoty o napędzie mechanicznym. Przy kuciu matrycowym (rys. 16) kształt przedmiotu
odtwarza matryca umocowana w młocie matrycowym. Kucie matrycowe ma duże
zastosowanie w produkcji seryjnej odkuwek, przeważnie w przemyśle motoryzacyjnym
i lotniczym.
1-górna część matrycy
2-dolna część matrycy
3-materiał
4-obsada młota
5-bijak młota
6-szabot
Rys. 16. Kucie matrycowe: a) mocowanie matryc, b) odkuwka, c) okrojnik [2, s. 184]
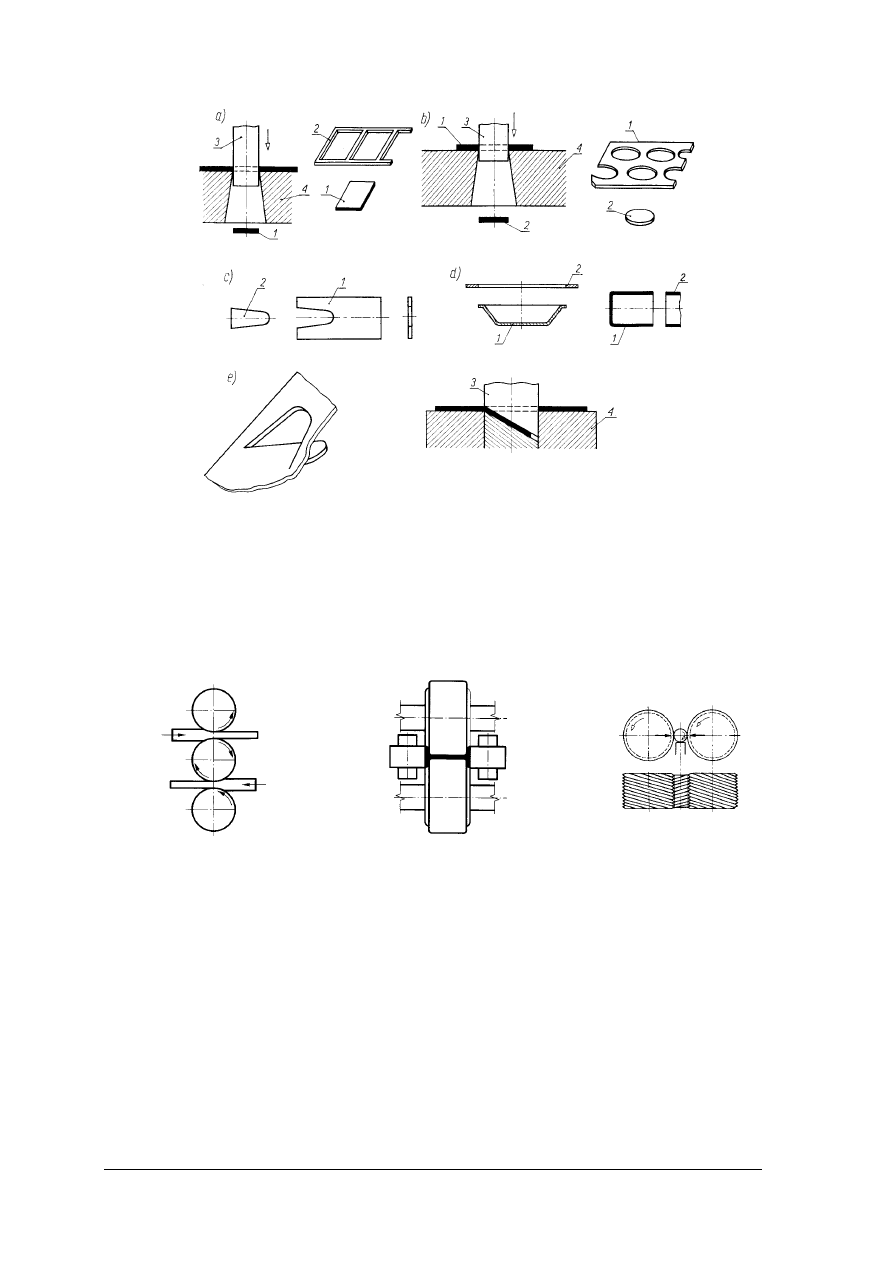
Tłoczenie obejmuje operacje cięcia i kształtowania. Podczas cięcia (rys. 17) następuje
całkowite lub częściowe oddzielenie jednej części materiału od drugiej, a kształtowanie
nadaje blachom założony z góry kształt i wymiar.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 17. Operacje cięcia: a) wycinanie, b) dziurkowanie, c) przycinanie, d) okrawanie, e) nacinanie 1 – wyrób,
2 – odpad, 3 – stempel, 4 – matryca [2, s. 185]
Operacje kształtowania dzieli się na: ciągnienie, rozpęczanie, wyoblanie, wyciskanie.
Metodą walcowania (rys. 18) wytwarza się większość półfabrykatów. Materiałem
wyjściowym są wlewki, z których wyrabia się kęsiska i blachówki, a z nich pręty,
kształtowniki, blachy grube i cienkie. Za pomocą walcowania można produkować wyroby
o skomplikowanych kształtach: obręcze kół, gwinty, koła zębate.
a)
b)
c)
Rys. 18. Walcowanie: a) dwukierunkowe blach, b) belek dwuteowych, c) gwintów [10, s. 310]
Spajanie materiałów jest operacją technologiczną, której celem jest wytworzenie
w miejscu łączenia wiązań międzyatomowych zapewniających ciągłość sieci krystalicznej.
Do podstawowych metod spajania należą: spawanie, zgrzewanie, lutowanie.
Połączenia spawane powstają poprzez nadtopienie dosuniętych do siebie brzegów
łączonych elementów. Ciekły metal wypełnia szczelinę między elementami, a następnie
krzepnie tworząc spoinę. Proces spawania może przebiegać z dodatkiem spoiwa lub bez
dodawania spoiwa (rys. 19).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
a)
b)
Rys. 19. Złącze spawane: a) z dodanym spoiwem, b) bez dodawania spoiwa [4, s. 10]
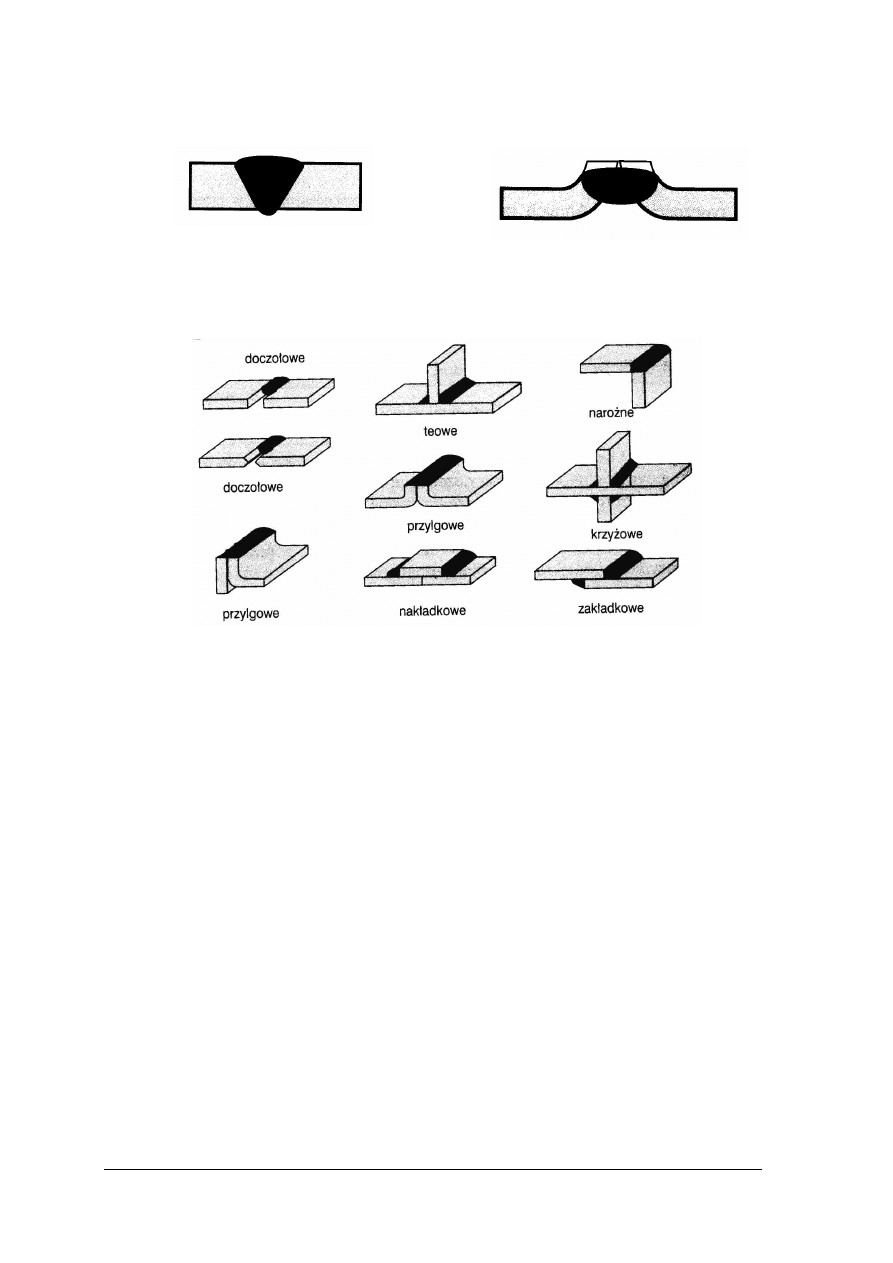
Na rysunku rysunek 20 przedstawiono przykłady złączy spawanych spoinami czołowymi
i pachwinowymi.
Rys. 20. Przykłady złączy spawanych [4, s. 76]
Ciepło potrzebne do nadtopienia metalu pochodzi z łuku elektrycznego lub ze spalania gazu
(najczęściej acetylenu).
Do podstawowych materiałów stosowanych przy spawaniu gazowym należą:
−−−−
gazy techniczne: acetylen i tlen, rzadziej wodór i tlen, gaz miejski, gaz ziemny,
propan-butan techniczny,
−−−−
karbid,
−−−−
spoiwa,
−−−−
topniki.
Spoiwa dobiera się w zależności od rodzaju spawanego materiału. Stosowane są różne
gatunki spoiw: cynowo-ołowiowe, miedziane, mosiężne, brązowe, aluminiowe i inne. Spoiwa
produkowane są w postaci drutów i prętów.
Topniki dobiera się oddzielnie do każdego metalu lub stopu. Stosowane są w postaci
sypkiej lub rozrabiane są z wodą na gęstość lakieru. Pokrywa się nimi miejsca łączone
i spoiwo. Topniki mają za zadanie rozpuszczenie trudnotopliwych tlenków , które powstają
w czasie spawania, i ułatwienie przechodzenia ich do żużla.
W praktyce stosuje się różne metody spawania gazowego, które różnią się sposobem
przesuwania palnika i spoiwa. Najczęściej stosuje się spawanie: w lewo, w prawo, w górę.
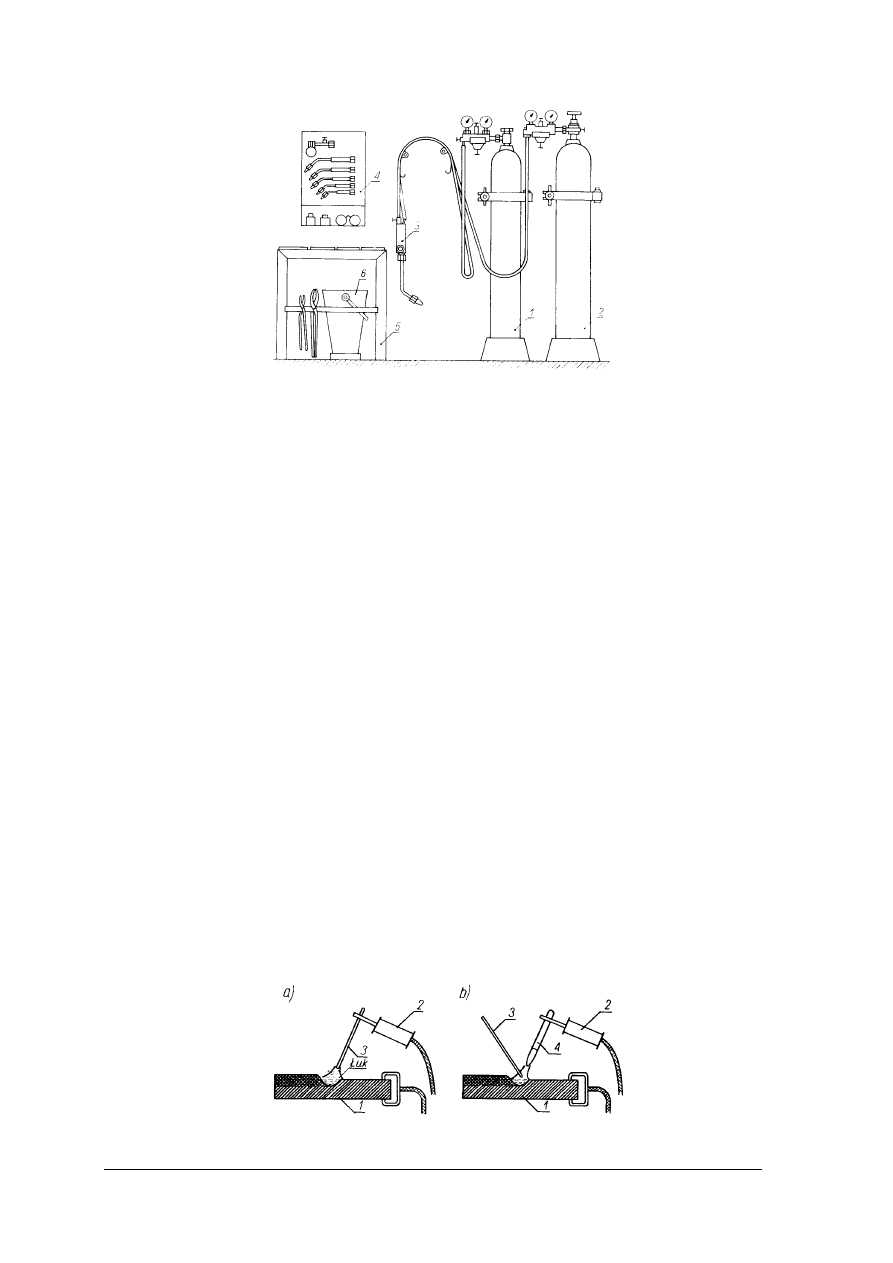
Stanowiska stałe urządza się w miejscach, gdzie występują roboty spawalnicze lub cięcie
tlenem. Wyposażone jest w następujące urządzenia: butle tlenowe i acetylenowe, węże,
reduktory, palniki oraz najpotrzebniejsze przybory (rys. 21).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 21. Stanowisko stałe do spawania gazowego: 1 – butla tlenowa z reduktorem, 2 – butla acetylenowa
z reduktorem, 3 – palnik z wężami, 4 – gablotka z nasadkami do spawania, 5 – stół do spawania
wyłożony cegłą, 6 – wiadro z wodą do studzenia palnika [3, s. 170]
Acetylen przechowuje się w butli stalowej w stanie ciekłym rozpuszczony w acetonie
przy nadciśnieniu 1,5 MPa. Butle acetylenowe maluje się na żółto i oznacza czarnym
napisem: ACETYLEN.
Tlen przechowywany jest w stalowych butlach malowanych na niebiesko z białym
napisem: TLEN, przy nadciśnieniu 15 MPa. Butle z tlenem zamknięte są zaworem
mosiężnym, który nie należy smarować tłuszczami, gdyż w zetknięciu ze sprężonym
powietrzem spalają się wybuchowo. Każda butla na stanowisku jest wyposażona w reduktor,
który służy do obniżania ciśnienia gazów pobieranych z butli do ciśnienia roboczego
i utrzymywanie go przez cały czas pracy bez zmian.
Spawanie elektryczne
Źródłem ciepła przy spawaniu elektrycznym jest łuk elektryczny, jarzący się między
elektrodą a spawanym przedmiotem. Stopiony metal z elektrody i nadtopione krawędzie
spawanego materiału tworzą jeziorko spawalnicze, które po zakrzepnięciu zamienia się
w spoinę. Podczas spawania łuk elektryczny i jeziorko ciekłego metalu znajdują się pod
osłoną gazów stanowiących ochronę przed dostępem tlenu i azotu z atmosfery. Źródłem prądu
stałego są spawarki prostownikowe, natomiast prądu przemiennego - transformatory
spawalnicze.
Rozróżnia się spawanie elektryczne: łukowe ręczne elektrodą otuloną, łukiem krytym,
elektrożużlowe, łukowe elektrodą nietopliwą w osłonach gazowych, łukowe elektrodą topliwą
(rys. 22). Do spawania elektrycznego używa się przeważnie elektrod topliwych, które dzieli
się na nie otulone i otulone. Elektrody nie otulone używane są do spawania pod topnikiem lub
w atmosferze gazów ochronnych, argonu lub dwutlenku węgla.
Elektrody otulone wykonywane są w postaci krótkich odcinków drutu pełniącego rolę spoiwa
pokrytego otuliną. Otulina ta jest złożona z substancji potrzebnych do prawidłowego
przebiegu procesów metalurgicznych podczas spawania.
Rys. 22. Spawanie łukowe: a) elektrodą topliwą, b) elektrodą nietopliwą; 1 – przedmiot spawany, 2 – uchwyt
elektrody, 3 – elektroda, 4 – elektroda wolframowa [6, s. 304]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
W skład otuliny wchodzą składniki:
−
stabilizujące łuk spawalniczy,
−
odtleniające,
−
gazotwórcze,
−
żużlotwórcze,
−
wiążące,
−
stopowe (jeżeli są konieczne).
Elektrody otulone mogą mieć średnice:
∅
1,6;
∅
2;
∅
2,5;
∅
3,2;
∅
4;
∅
5;
∅
6;
∅
8 mm,
a ich długość jest zależna od średnicy i wynosi np. dla elektrody
∅
2,5 mm 250-300-350 mm.
Sposób oznaczania elektrod jest znormalizowany. Oznaczenie elektrod otulonych według
PN-EN 466 zawiera:
−
numer normy,
−
metodę spawania,
−
własności wytrzymałościowe stopiwa,
−
temperatura pracy łamania stopiwa,
−
symbol rodzaju otuliny elektrody,
−
symbol składu chemicznego stopiwa,
−
uzysk elektrody i rodzaj prądu spawania,
−
zalecane pozycje spawania,
−
symbol ilości wodoru dyfundującego.
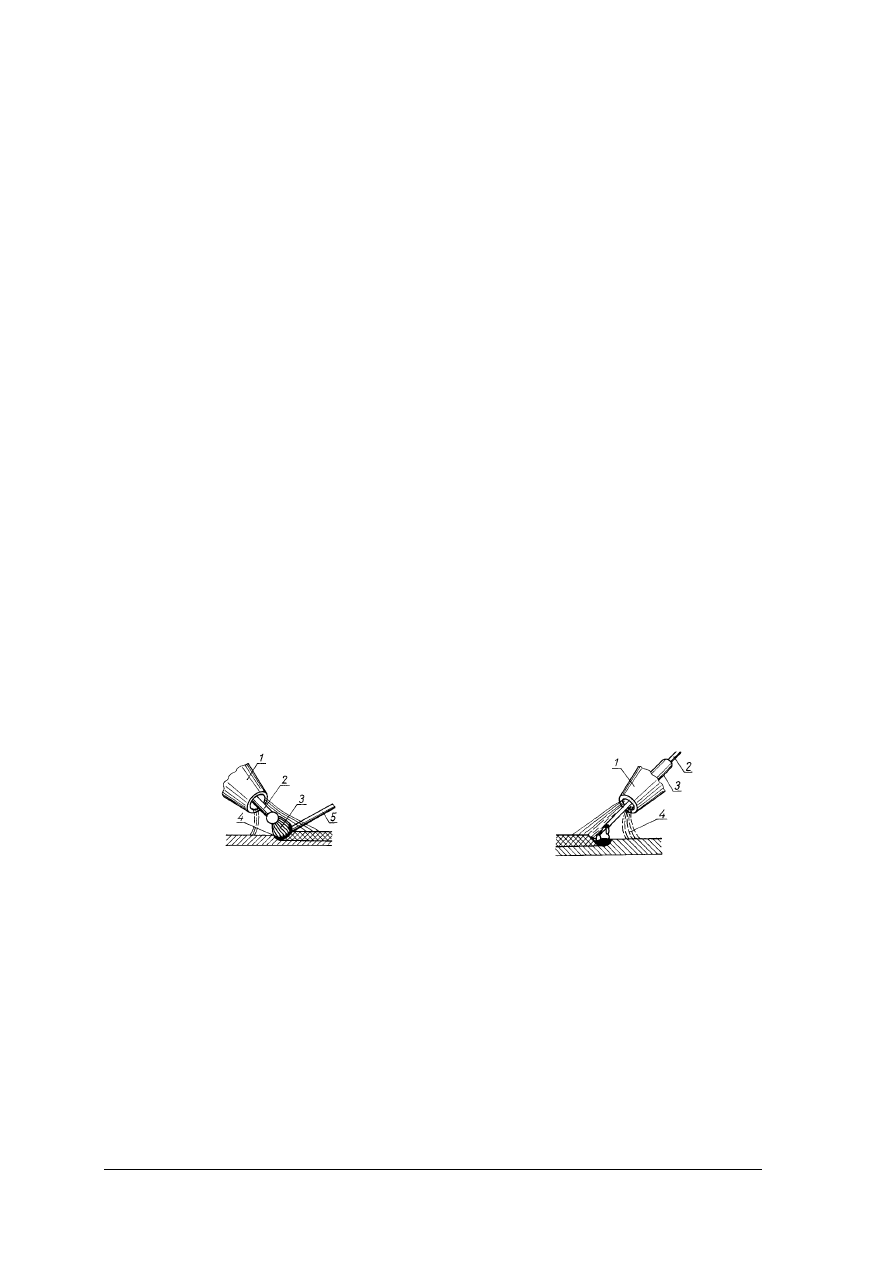
Spawanie łukowe w osłonie gazów obojętnych (argonu lub helu) odbywa się dwiema
metodami:
−
metoda TIG z użyciem elektrody nietopliwej; stosowana do spawania wszystkich stali
oraz metali nieżelaznych (rys. 23),
−
metoda MIG z użyciem elektrody topliwej, stosowana do spawania wszystkich stali oraz
metali nieżelaznych (rys.24).
Spawanie łukowe w osłonie gazów aktywnych (dwutlenku węgla lub mieszanki gazów
z dwutlenkiem węgla) elektrodą topliwą nazywane jest metodą MAG. Stosowana jest do
spawania stali niestopowych węglowych i niskostopowych.
Rys. 23. Spawanie metodą TIG w osłonie argonu
elektrodą nietopliwą: 1 – dysza gazowa,
2 – elektroda wolframowa, 3 – łuk elektryczny
gazu ochronnego, 4 – jeziorko stopionego
metalu, 5 – strumień argonu [6, s. 308]
Rys. 24. Spawanie metodą MIG/MAG w osłonie
argonu elektrodą topliwą: 1 – dysza
gazowa, 2 – drut elektrodowy, 3 –
prowadzenie drutu, 4 – strumień gazu
ochronnego [6, s. 309]
Połączenia zgrzewane powstają poprzez silny docisk do siebie elementów uprzednio
podgrzanych do temperatury plastyczności. W odróżnieniu do spawania brzegi elementów nie
ulegają nadtopieniu. Ciepło konieczne do podgrzania elementów może być wytworzone
w wyniku tarcia elementów o siebie, lecz najczęściej jest wynikiem przepływu prądu
elektrycznego przez elementy łączone (zgrzewanie oporowe).
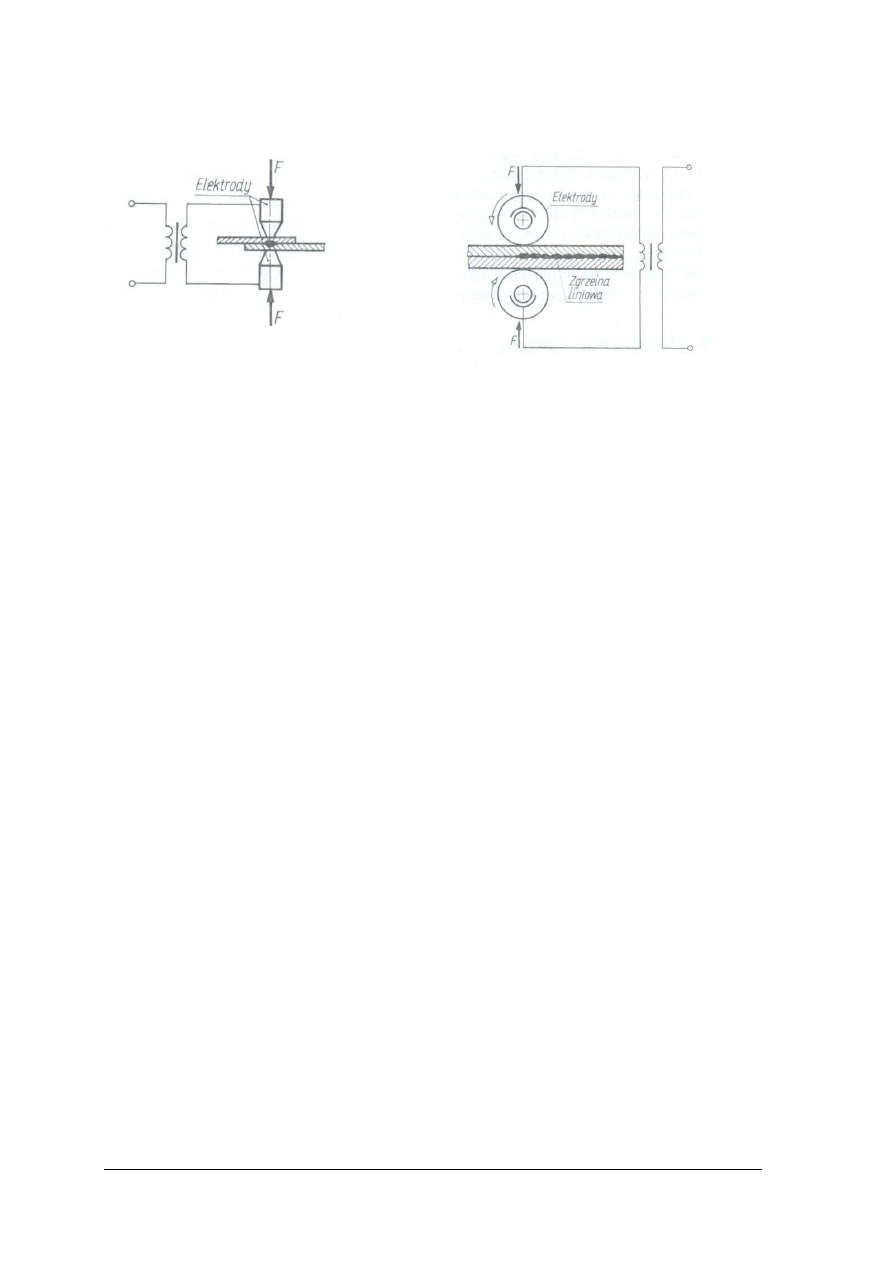
W zależności od rodzaju powstałej zgrzeiny wyróżniamy zgrzewanie punktowe (rys. 25)
oraz liniowe (rys. 26). Zgrzewanie punktowe stosuje się w przypadku gdy nie jest wymagana
szczelność elementów łączonych (np. nadwozia pojazdów samochodowych), liniowe gdy jest
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
ona konieczna (np. zbiorniki paliwa). Na elektrody do zgrzewania oporowego stosuje się
najczęściej miedź elektrolityczną lub stop miedzi z chromem i kadmem.
Rys. 25. Zasada zgrzewania punktowego [5, s. 208]
Rys. 26. Zasada zgrzewania liniowego [5, s. 208]
Połączenia lutowane łączą elementy za pomocą stopu zwanego lutem. Temperatura
topnienia lutu jest znacznie niższa od temperatury topnienia łączonych części, dlatego przy
lutowaniu nie następuje nadtapianie łączonych części. Ze względu na zakres temperatury
rozróżnia się: lutowanie miękkie, temperatura topnienia lutu do 723 K (450
°
C) oraz lutowanie
twarde, temperatura powyżej 723 K (450
°
C). Luty miękkie stosuje się do łączenia stopów
żelaza, stopów miedzi i innych. Wytrzymałość mechaniczna takich lutów jest niewielka
podobnie jak zakres temperatury ich pracy. Jako lutów miękkich używa się stopów cyny
z ołowiem, cyny z kadmem. Lutowanie miękkie przeprowadza się za pomocą różnego typu
lutownic.
Jako lutów twardych używa się miedzi lub jej stopów (mosiądze, brązy), cynku, srebra.
Luty twarde można topić za pomocą palników acetyleno-tlenowych, lamp lutowniczych lub
w piecach. Przed lutowaniem powierzchnie łączonych elementów powinny być oczyszczone
mechanicznie lub chemicznie. W celu zwiększenia przyczepności i zapobieżeniu utlenianiu
używa się topników (np. kalafonia, boraks).
Luty twarde wykonywane są w postaci drutów, taśm, blach i past. Uniwersalnym lutem
stosowanym do wszystkich stali, węglowych i stopowych, jest lut miedziany SMS1.
Przykładem zastosowania lutowania twardego jest lutowanie płytek z węglików spiekanych
do korpusu narzędzia.
Lutospawanie należy do lutowania twardego. Połączenie części metalowych powstaje
przy stopionym spoiwie i nie stopionych brzegach łączonych metali. Złącza lutospawane mają
kształt litery V lub Y. Proces technologiczny zbliżony jest do spawania.
Do lutospawania stosuje się luty twarde o wysokiej temperaturze topnienia
wynoszącej 1173
÷
1356 K (900–1083°C). Do tej temperatury należy nagrzać części łączone.
Lutospawanie stosuje się do łączenia stali węglowych: odlewów żeliwnych, brązowych
i mosiężnych, zastępując spawanie. śeliwa połączone tą metodą mają lepsze właściwości,
gdyż niska temperatura topnienia lutu nie powoduje odkształceń cieplnych w elementach
łączonych i w związku z tym nie powstają pęknięcia.
Połączenia klejone wraz z rozwojem chemii są coraz częściej stosowane w technice.
Do ich zalet można zaliczyć odporność na korozję, zdolność tłumienia drgań, właściwości
izolacyjne, możliwość klejenia dowolnej kombinacji materiałów. Powierzchnie przed
sklejeniem musza być odpowiednio przygotowane zgodnie z zaleceniami producenta kleju.
Warunkiem uzyskania połączenia klejonego o dobrych właściwościach jest docisk elementów
klejonych do siebie na czas utwardzenia kleju. Klejenie następuje dzięki dwóm podstawowym
zjawiskom fizycznym: adhezji i kohezji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
BHP podczas spajania metali
Wszystkie prace spawalnicze wymagają specjalnych kwalifikacji i uprawnień, a sprzęt
spawalniczy musi spełniać wiele szczegółowych wymagań. Butle na gazy i wytwornice
acetylenu podlegają ponadto kontroli Urzędu Dozoru Technicznego.
Zagrożenie życia i zdrowia ludzkiego podczas prac spawalniczych można podzielić na
następujące grupy:
−
zagrożenia związane z wytwarzaniem i przechowywaniem gazów stosowanych
w spawalnictwie,
−
zagrożenia spowodowane prądem elektrycznym,
−
zagrożenia związane z samym procesem spawania (tj. wysoka temperatura, iskry,
promieniowanie).
Obowiązują bardzo szczegółowe przepisy dotyczące obchodzenia się z butlami gazów
(zarówno pustymi, jak i napełnionymi) oraz ich transportu. Butle muszą np. być chronione
przed upadkiem i
uderzeniami, nagrzewaniem (np. promieniami słonecznymi),
zanieczyszczeniem smarami. Butle można napełniać tylko tym gazem,. do którego są
przeznaczone. Butle z acetylenem należy w czasie pracy ustawiać zawsze zaworem ku górze.
Gazy stosowane w spawalnictwie nie są zasadniczo trujące, ale grożą eksplozją i z tego
powodu nie wolno np. oliwić zaworów tlenowych. Okresowo butle są kontrolowane przez
Urząd Dozoru Technicznego.
Prąd elektryczny jest głównym źródłem zagrożenia przy spawaniu łukiem, a także
(chociaż w mniejszym stopniu) przy elektrycznym zgrzewaniu oporowym. Obowiązują tu
więc przede wszystkim ogólne przepisy dotyczące budowy i eksploatacji aparatury
elektrycznej wysokiego napięcia. Napięcie na zaciskach źródeł prądu może sięgać 100 V, co
wymaga odpowiedniej ostrożności w czasie spawania. Przedmiot spawany powinien być
uziemiony, a uchwyt elektrody musi mieć izolowaną rękojeść. W niektórych przypadkach
sama konstrukcja uchwytu powinna uniemożliwić wymianę elektrody bez wyłączenia prądu.
Spawanie łukowe jest bardzo niebezpieczne ze względu na promieniowanie łuku, grożące
uszkodzeniem oczu i ciężkimi oparzeniami skóry.
Spawacz musi być zabezpieczony fartuchem, ręce mieć osłonięte rękawicami, a twarz
(nie tylko oczy) chronioną tarczą trzymaną w ręku lub przyłbicą umocowaną na głowie.
W tarczy lub przyłbicy znajduje się niewielkie okienko z filtrem ochronnym. Stanowisko do
spawania łukowego musi być osłonięte stałymi ścianami lub przenośnymi parawanami ,aby
uchronić od poparzeń ludzi pracujących obok.
Przy wielu pracach montażowych występują również zagrożenia o charakterze chemicznym.
Przykładem może być lutowanie, gdzie używa się różnych topników szkodliwych dla zdrowia.
Szczególnie duże niebezpieczeństwo zagraża przy klejeniu, gdyż wiele klejów lub ich składników
to silne trucizny i praca z nimi musi odbywać się z najwyższą ostrożnością, przy zapewnieniu
odpowiedniej wentylacji i innych środków ochronnych.
Obróbka cieplna i cieplno-chemiczna
Obróbka cieplna jest procesem składającym się z zabiegów cieplnych, których celem jest
kształtowanie zmian struktury materiału w stanie stałym pod wpływem temperatury i czasu.
Rezultatem tych zmian jest uzyskanie odpowiednich właściwości mechanicznych oraz
właściwości fizycznych i chemicznych materiału. Obróbkę cieplną w trakcie której zmiany
struktury materiału następują głównie pod wpływem temperatury i czasu nazywa się obróbką
cieplną zwykłą. Jeżeli obróbkę cieplną łączy się z działaniem środowiska chemicznego
wówczas obróbka nazywa się cieplno-chemiczną.
Istnieje ścisły związek obróbki cieplnej z przemianami fazowymi właściwymi dla danego
rodzaju stopu. Dlatego też rodzaj obróbki cieplnej oraz zakres temperatury ustala się na
podstawie wykresów równowagi fazowej stopów, np. w przypadku stali na podstawie
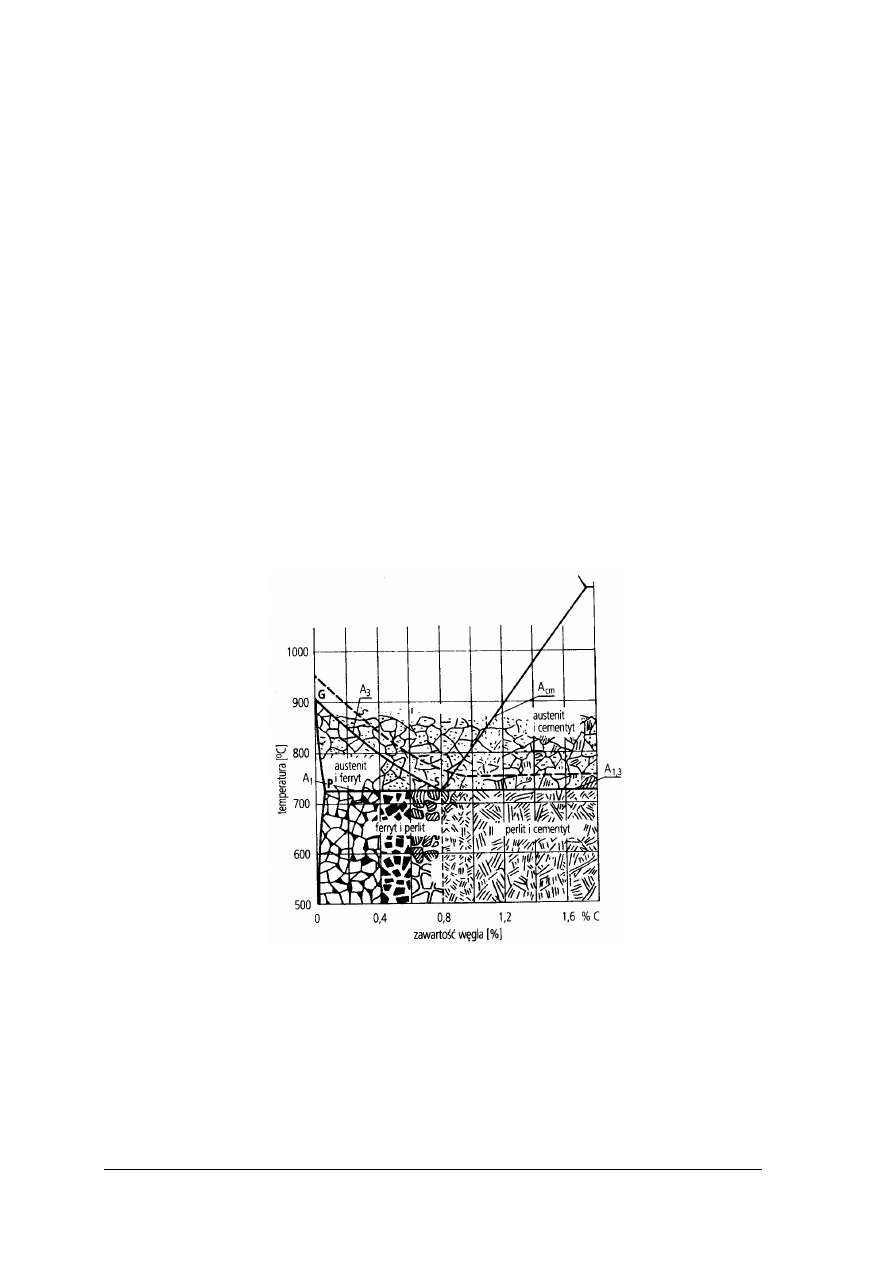
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
wykresu równowagi fazowej żelazo-cementyt. śelazo występuje w dwóch odmianach
alotropowych
α
i
γ
. Przemiana alotropowa polega na zmianie układu atomów w siatce
krystalograficznej metalu znajdującego się w stanie stałym. Pierwsza odmiana żelaza, która
jest trwała do 1183 K, (910
°
C) jest żelazem
α
. W zakresie temperatur 1183
÷
1663 K
(910
÷
1390
°
C), żelazo występuje w odmianie
γ
, powyżej 1663 K (1390
°
C), ponownie
następuje przemiana żelaza w odmianę alotropową
α
.
W układzie żelazo-cementyt występują następujące rodzaje składników strukturalnych:
–
Cementyt – związek chemiczny węgla z żelazem Fe
3
C, oznacza się dużą twardością
i bardzo złą plastycznością,
–
Ferryt – roztwór stały węgla w żelazie
α
, jest to prawie czyste żelazo, największa
rozpuszczalność węgla w żelazie
∝
wynosi 0,02
%
C,
–
Austenit – roztwór stały węgla w żelazie
γ
,
–
Perlit – mieszanina eutektoidalna ferrytu i cementytu zawierająca 0,8
%
C powstaje
wskutek
rozpadu
austenitu
podczas
przemiany
eutektoidalnej
zachodzącej
w temperaturze 996 K (723
o
C),
–
Martenzyt – mocno przesycony roztwór węgla w żelazie
α
ma charakterystyczną iglastą
budowę oraz dużą kruchość i twardość,
–
Bainit – produkt przemiany przechłodzonego austenitu, składa się z przesyconego
węglem ferrytu oraz wydzielonego z niego cementytu jego struktura jest drobna,
rozróżnia się dwie odmiany bainitu: górny i dolny.
Zależność struktury krystalograficznej stali od temperatury i procentowej zawartości węgla
przedstawia rysunek 27.
Rys. 27. Zależność struktury krystalograficznej stali od temperatury i procentowej zawartości węgla (wykres
równowagi faz) [9, s. 137]
Stosowanie poszczególnych rodzajów obróbki cieplnej (hartowania, odpuszczania,
przesycania i starzenia) wymaga nagrzania stopu do temperatur w których następują
przemiany alotropowe lub zmiany rozpuszczalności określonych składników stopu.
Główne zabiegi obróbki cieplnej to: nagrzewanie, wygrzewanie i chłodzenie (rys. 28).
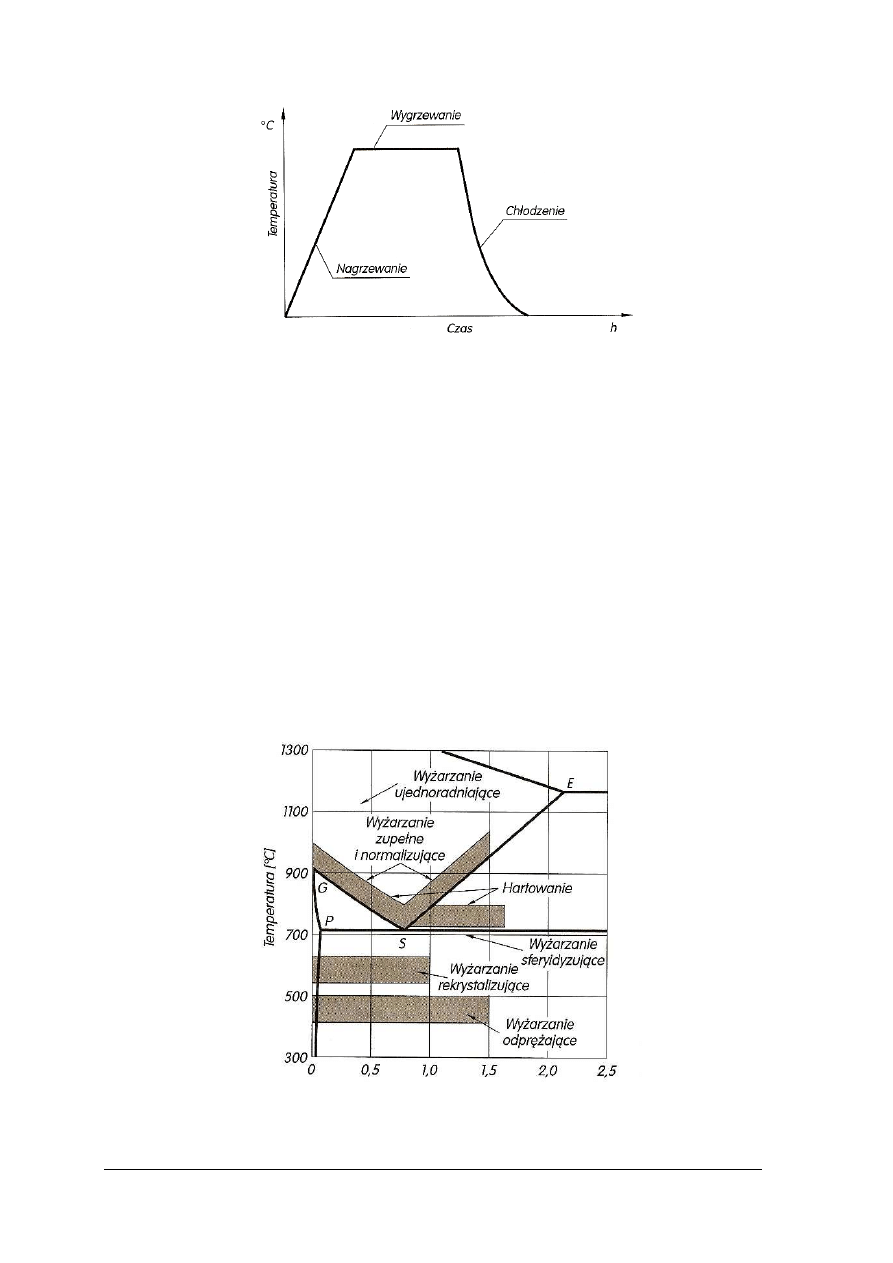
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Rys. 28. Podstawowe zabiegi obróbki cieplnej
[10, s. 97]
Do podstawowych parametrów charakteryzujących zabiegi obróbki cieplnej zaliczamy:
−
temperaturę nagrzewania,
−
średnią szybkość nagrzewania lub czas nagrzewania,
−
czas wygrzewania,
−
średnią szybkość chłodzenia lub czas chłodzenia.
Rozróżniamy następujące rodzaje obróbki cieplnej:
−
hartowanie,
−
wyżarzanie,
−
odpuszczanie,
−
przesycanie i starzenie,
−
ulepszanie cieplne.
Wyżarzanie jest operacją obróbki cieplnej, która polega na nagrzaniu stali do określonej
temperatury, wygrzaniu w tej temperaturze i powolnym chłodzeniu. Celem wyżarzania jest
otrzymanie określonej struktury zapewniającej wymagane własności materiału.
Wyróżnia się następujące rodzaje wyżarzania: ujednorodniające, normalizujące, zupełne,
izotermiczne, niezupełne, zmiękczające, rekrystalizujące, odprężające, stabilizujące (rys. 29).
Zawartość C
0
/
0
Rys. 29. Zakresy temperatury wyżarzania stali niestopowych [10, s. 100]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
W wyniku wyżarzania można uzyskać:
−
poprawę obrabialności przy skrawaniu,
−
zwiększenie plastyczności przy tłoczeniu na zimno,
−
zwiększenie jednorodności struktury i składu chemicznego,
−
zmniejszenie naprężeń powstałych podczas zgniotu, spawania.
Hartowanie jest operacją obróbki cieplnej polegającą na nagrzaniu przedmiotu do
temperatury zapewniającej wytworzenie struktury austenitu (o 303
÷
323 K, powyżej linii A
3
)
i następnie szybkim chłodzeniu. Celem hartowania jest uzyskanie struktury martenzytycznej
lub bainitycznej, charakteryzującej się między innymi odpowiednio dużą twardością. Stale
niestopowe (węglowe) hartuje się w wodzie, stopowe w oleju, wysokostopowe,
tzw. samohartujące się w powietrzu.
Wyróżnia się również hartowanie objętościowe (na wskroś) i powierzchniowe.
Hartowanie powierzchniowe polega na szybkim nagrzaniu warstwy powierzchniowej
o niewielkiej grubości do temperatury austenityzacji i chłodzeniu z dużą szybkością,
zapewniającą uzyskanie struktury martenzytycznej w tej warstwie. Celem jest uzyskanie
wysokiej twardości warstwy powierzchniowej i odporności na ścieranie przy zachowaniu
ciągliwości rdzenia. Ze względu na sposób nagrzewania powierzchni wyróżnia się
następujące rodzaje hartowania powierzchniowego: płomieniowe, indukcyjne, kąpielowe,
oporowe lub kontaktowe, elektrolityczne, laserowe, elektronowe i plazmowe. Części maszyn
wymagające wysokiej wytrzymałości poddaje się najpierw ulepszaniu cieplnemu, tj.
hartowaniu i wysokiemu odpuszczaniu, a następnie hartuje się powierzchniowo określone
fragmenty części.
Hartowanie powierzchniowe stosuje się dla stali niestopowych zawierających 0,4–0,6% C,
a dla stali niskostopowych o zawartości 0,3–,6% C.
Po hartowaniu martenzytycznym stale konstrukcyjne wykazują duże naprężenia własne
i strukturalne oraz małą plastyczność, co uniemożliwia ich bezpośrednie użycie. W celu
zmniejszenia tych niekorzystnych skutków stosuje się odpuszczanie.
Odpuszczanie jest operacją obróbki cieplnej stosowaną po hartowaniu, polegającą na
nagrzaniu przedmiotu do odpowiedniej temperatury, utrzymaniu jej przez pewien czas
i następnie chłodzeniu. Temperatura nagrzewania i czas wygrzewania zależą od rodzaju stali
i celu odpuszczania. Odpuszczanie może być: niskie, średnie i wysokie (rys. 30).
Odpuszczanie niskie polega na nagrzaniu przedmiotu do temperatury 423
÷
473 K
(150
÷
200°C) i następnie chłodzeniu. Celem procesu jest usunięcie naprężeń hartowniczych
przy zachowaniu dużej twardości i odporności na ścieranie.
Odpuszczanie średnie przeprowadza się w zakresie temperatur 473
÷
773 K (200–00°C).
Celem jest uzyskanie dużej wytrzymałości i sprężystości stali przy dość znacznym obniżeniu
twardości. Odpuszczanie wysokie przebiega powyżej temperatury 773 K. Celem jego jest
zmiękczenie stali do stanu, w którym ma ona wysoką udarność i najłatwiej poddaje się
obróbce skrawaniem.
Przesycanie jest operacją obróbki cieplnej polegającą na nagrzaniu materiału do
temperatury powyżej granicznej rozpuszczalności, w której wydzielony składnik przechodzi
do roztworu stałego, wygrzaniu w tej temperaturze i ochłodzeniu w celu zatrzymania
rozpuszczonego składnika w roztworze przesyconym.
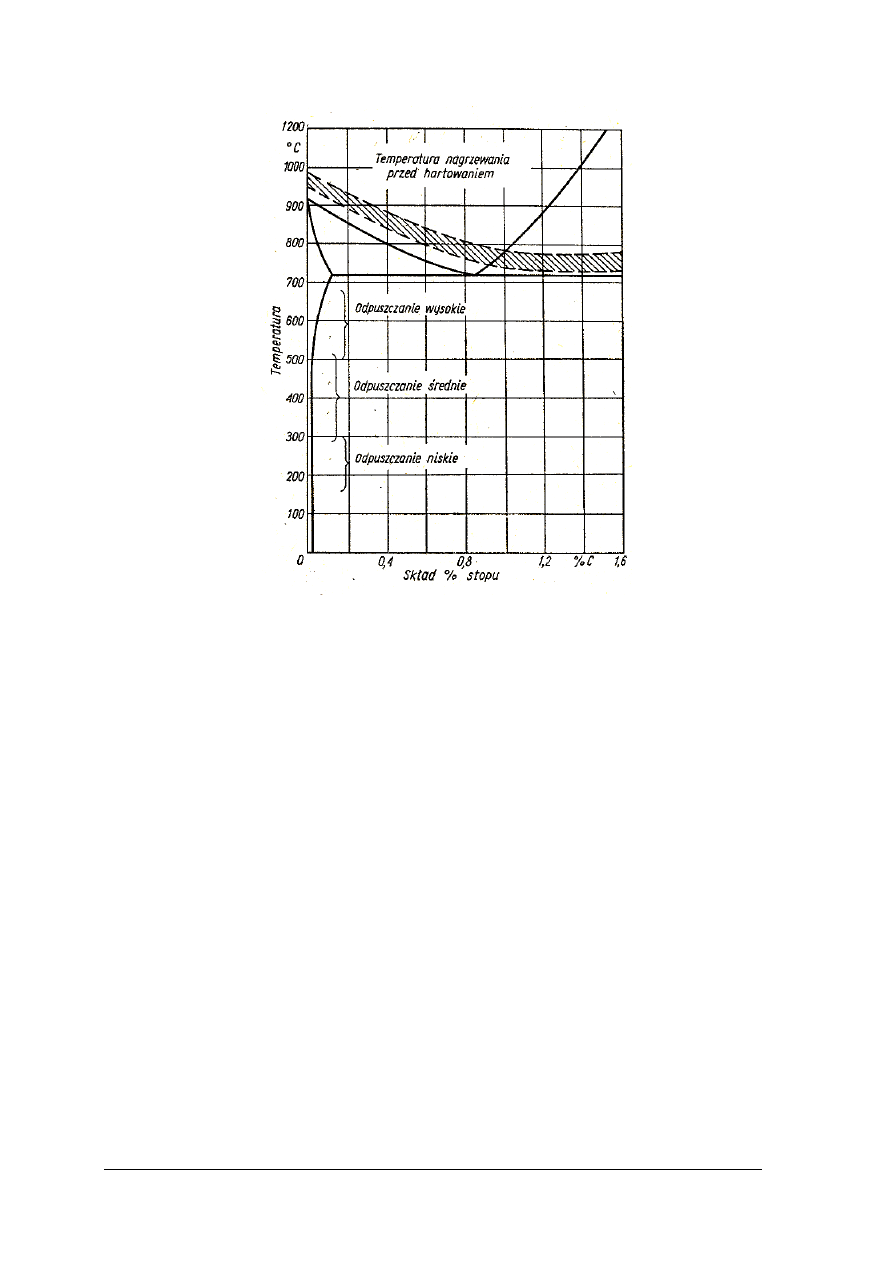
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 30. Wykres temperatur hartowania i odpuszczania stali węglowych [2, s. 195]
Starzenie polega na nagrzaniu i wytrzymaniu uprzednio przesyconego materiału
w temperaturze znacznie niższej od temperatury granicznej rozpuszczalności, w celu
wydzielenia składnika lub składników o odpowiednim stopniu dyspersji, które znajdują się
w nadmiarze w przesyconym roztworze stałym. Przesycanie i starzenie nazywa się
utwardzaniem dyspersyjnym.
Obróbka cieplno-chemiczna
Obróbką cieplno-chemiczną nazywa się zabiegi cieplne powodujące zmianę składu
chemicznego zewnętrznych warstw metalu, osiągane wskutek oddziaływania aktywnego
środowiska chemicznego na jego powierzchnię.
Podstawą procesów zachodzących podczas obróbki cieplno-chemicznej jest zjawisko dyfuzji.
Polega ono na ruchu atomów, jonów lub cząsteczek spowodowanym różnicą stężenia
i prowadzącym do wyrównania stężeń wewnętrznych faz. Dyfuzja występująca w gazach
i cieczach przebiega szybko, gdyż atomy, jony lub cząsteczki nie napotykają większych
oporów na swej drodze.
W ciałach stałych ruch atomów, jonów lub cząstek jest utrudniony ze względu na
krystaliczną budowę tych ciał. Dyfuzja polega w nich na względnych przesunięciach atomów
lub cząsteczek wewnątrz sieci krystalicznej. Wędrówka atomów, jonów lub cząsteczek może
się odbywać przez bezpośrednią zamianę miejsc w sieci krystalicznej, dyfuzję
międzywęzłową lub dyfuzję za pośrednictwem defektów sieci krystalicznej.
Zjawisko dyfuzji jest wykorzystywane do zmiany składu chemicznego zewnętrznych
warstw stali w celu zmiany jej właściwości, głównie poprawy twardości, wytrzymałości
na ścieranie oraz odporności na korozyjne działanie środowiska.
W celach technicznych do stali są dodawane węgiel, azot, aluminium, krzem, chrom, itd.
W praktyce stosuje się głównie nawęglanie, azotowanie, cyjanowanie.
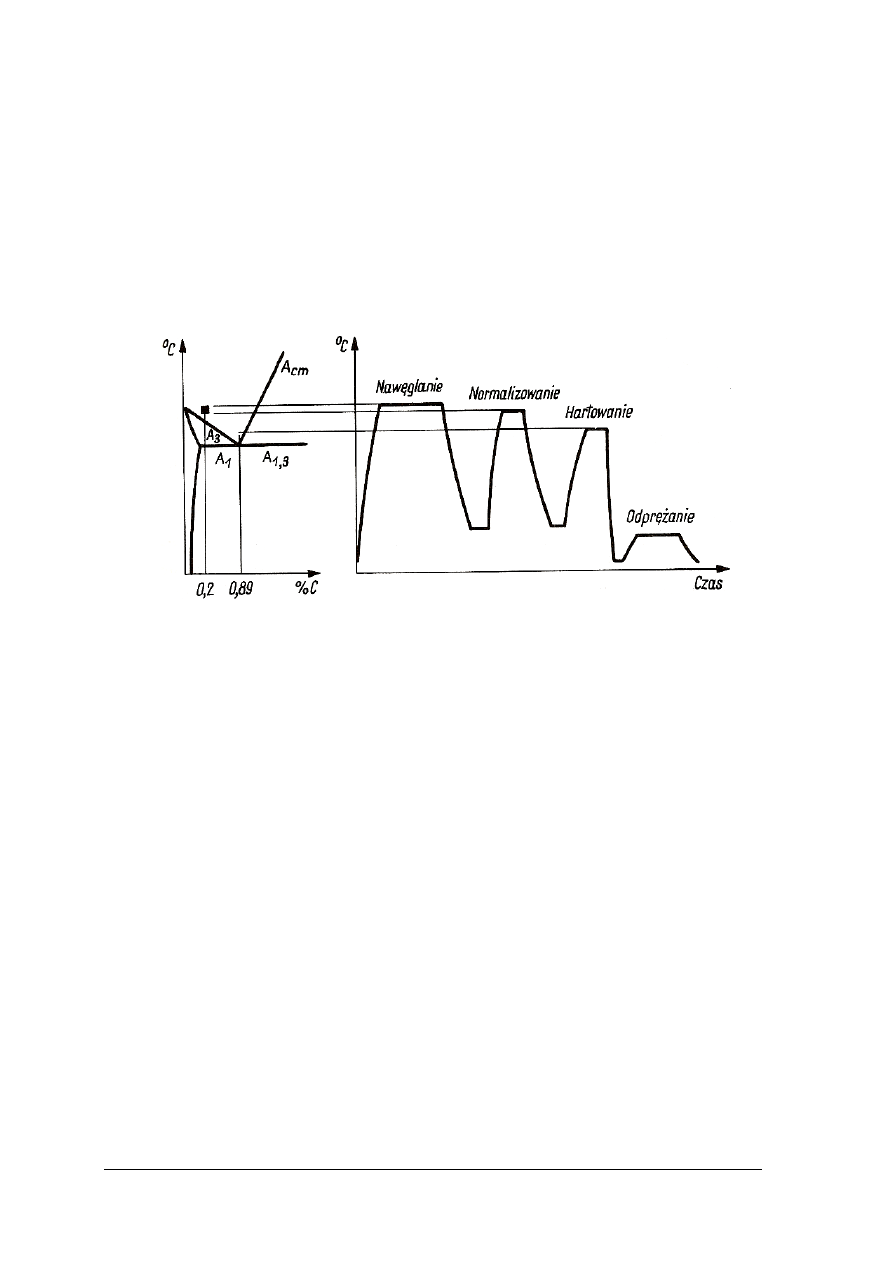
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Nawęglanie
Nawęglanie polega na wprowadzeniu węgla do warstw powierzchniowych stali. Atomy
węgla wprowadzone dyfuzyjnie do stali zajmują w strukturalnych sieciach miejsce między
węzłami utworzonymi z atomów żelaza.
Nawęglaniu poddaje się stale o małej zawartości węgla, tj. nie przekraczającej 0,25% C,
niekiedy – z niewielkim dodatkiem chromu, manganu lub molibdenu. Środowisko służące do
nawęglania nazywa się karboryzatorem. Rozróżniamy środowiska do nawęglania stałe, ciekłe
i gazowe.
Czas nawęglania stali zależy od aktywności środowiska, temperatury i założonej grubości
warstwy nawęglanej. Zwykle nawęgla się stale do grubości warstwy 0,5–2,5 mm. Nawęgloną
powierzchniowo stal poddaje się następnie obróbce cieplnej (rys. 31).
Rys. 31. Proces nawęglania i następującej po nawęglaniu obróbki cieplnej [6, s. 259]
Azotowanie
Proces azotowania odbywa się w specjalnych piecach, przez które przepływa amoniak.
W temperaturze pracy pieca, zwykle w zakresie 793
÷
813 K (520
÷
540°C), amoniak ulega
dysocjacji. Azotowanie jest procesem długotrwałym. Czas azotowania wynosi średnio około
30 h. W niektórych przypadkach stale azotuje się nawet w ciągu około 100 h. Grubość
warstwy uzyskanej w tak długotrwałym procesie nie jest jednak zbyt duża. Jej grubość zależy
od wielu czynników: od temperatury procesu, stopnia dysocjacji amoniaku, składu
chemicznego stali i innych.
Przedmioty przeznaczone do azotowania są uprzednio ulepszone cieplnie i szlifowane na
ostateczny wymiar. Azotowanie prawie zupełnie nie wpływa na zmianę wymiarów
przedmiotów, a ich powierzchnia nie ulega w tym procesie uszkodzeniu.
Po azotowaniu nie stosuje się już innej obróbki cieplnej, gdyż wytworzone na powierzchni
przedmiotu warstwy azotków są twarde, a naprężenia własne uległy likwidacji podczas
azotowania.
Cyjanowanie
Podczas cyjanowania zachodzą jednocześnie dwa procesy: nawęglanie i azotowanie.
W wyniku cyjanowania zewnętrzne warstwy stali wzbogacają się w węgiel i azot.
Czynnikiem decydującym o tym, który z tych dwóch procesów będzie przebiegał
intensywnie, jest temperatura. Cyjanowanie w temperaturze powyżej 1073 K (800°C),
powoduje niemal wyłącznie nawęglanie stali. Obniżenie temperatury procesu do około 773 K
(500°C), całkowicie zatrzymuje proces nawęglania, a przyspiesza azotowanie.
Cyjanowanie może się odbywać w środowiskach: stałym, ciekłym i gazowym. Najczęściej
stosuje się cyjanowanie w kąpielach zawierających związki cyjanowe.
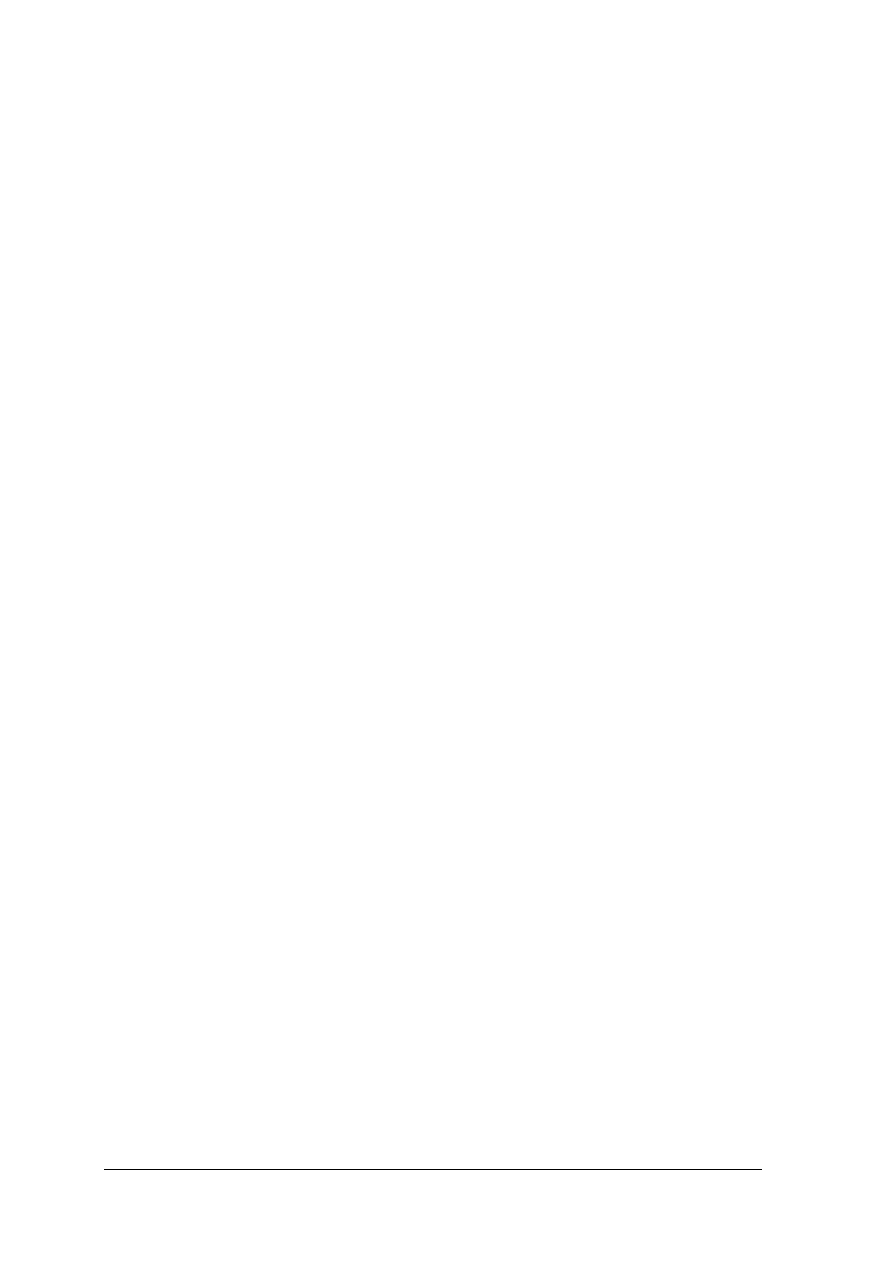
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Stale cyjanowane w wyższej temperaturze są poddawane hartowaniu, zazwyczaj
bezpośrednio po kąpieli cyjanującej. Stale cyjanowane w niższej temperaturze nie podlegają
już żadnej obróbce cieplnej.
Aluminiowanie
Aluminiowanie, zwane inaczej kaloryzowaniem, polega na wprowadzeniu glinu do stali.
Proces nasycania glinem odbywa się w mieszaninie sproszkowanego aluminium, tlenku
aluminium i chlorku amonu w temperaturze około 900°C. Grubość warstwy wzbogaconej
w glin zależy od czasu trwania procesu. Po 24 godzinach osiąga się warstwę grubości l mm,
zawierającą około 50% Al.
Aluminiowaniu poddaje się przedmioty przeznaczone do pracy w podwyższonej temperaturze
w atmosferze utleniającej. Utworzona na warstwie aluminium warstwa tlenków chroni metal
podłoża przed dalszym utlenianiem. Wadą tych warstw jest ich kruchość.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz metody spajania metali?
2.
Jak są oznaczane elektrody otulone?
3.
Na czym polega metoda spawania MAG?
4.
Jakie znasz metody lutowania?
5.
Z jakich etapów składa się proces lutowania miękkiego?
6.
Jak należy dobierać kleje?
7.
Co to jest obróbka cieplna?
8.
Jakie są rodzaje obróbki cieplnej?
9.
Na czym polega proces odpuszczania?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj połączenie klejone materiałów otrzymanych od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
rozpoznać materiały przeznaczone do klejenia,
2)
dobrać rodzaj kleju,
3)
przygotować niezbędne materiały i narzędzia,
4)
przygotować powierzchnię do klejenia zgodnie z zaleceniami producenta kleju,
5)
wykonać połączenie klejone,
6)
ocenić wytrzymałość spoiny klejowej,
7)
ocenić estetykę wykonanej pracy.
Wyposażenie stanowiska pracy:
–
zestaw materiałów i narzędzi do wykonywania połączenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Ćwiczenie 2
Wykonaj połączenie spajane materiałów otrzymanych od nauczyciela metodą lutowania
miękkiego.
Sposób wykonania zadania
Aby wykonać zadanie, powinieneś:
1)
przygotować stanowisko i narzędzia do wykonania ćwiczenia,
2)
przygotować elementy do lutowania,
3)
dobrać odpowiedni lut oraz topnik,
4)
wykonać połączenie stosując się do zaleceń bhp,
5)
ocenić wspólnie z nauczycielem jakość i estetykę wykonanej pracy.
Wyposażenie stanowiska pracy:
−−−−
lutownica,
−−−−
elementy przeznaczone do lutowania,
−−−−
materiały lutownicze.
Ćwiczenie 3
Wykonaj złącze spawane doczołowe oraz zakładkowe metodą MAG elementów
otrzymanych od nauczyciela.
Sposób wykonania zadania
Aby wykonać zadanie, powinieneś:
1)
zapoznać się ze stanowiskiem do spawania oraz przepisami bhp,
2)
zapoznać się z instrukcję użytkowania spawarki,
3)
przygotować elementy do spawania,
4)
dobrać parametry spawania,
5)
wykonać złącze spawane pod nadzorem nauczyciela,
6)
ocenić jakość wykonanej pracy,
Wyposażenie stanowiska pracy:
−−−−
półautomat spawalniczy MAG,
−−−−
instrukcja obsługi spawarki,
−−−−
elementy przeznaczone do spawania,
−−−−
środki ochrony osobistej.
Ćwiczenie 4
Na podstawie literatury opisz proces technologiczny hartowania na wskroś detalu
otrzymanego od nauczyciela. Symbol materiału z którego wykonany jest element poda Ci
nauczyciel.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1)
w oparciu o oznaczenie materiału oraz katalogi materiałowe rozpoznaj materiał
przeznaczony do hartowania,
2)
ocenić kształt i wielkość przedmiotu,
3)
opisać kolejne etapy hartowania wraz z podaniem podstawowych parametrów procesu,
użytych materiałów i narzędzi,
4)
omówić wspólnie z nauczycielem wynik ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Wyposażenie stanowiska pracy:
−−−−
katalogi materiałowe,
−−−−
poradniki.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować techniki wytwarzania?
2)
opisać technologię i rodzaje odlewania?
3)
opisać rodzaje obróbki plastycznej?
4)
omówić zasady bezpiecznej pracy podczas spajania?
5)
wymienić i scharakteryzować metody spawania?
6)
wykonać złącze spawane doczołowe?
7)
wykonać połączenie lutowane?
8)
wykonać połączenie klejone?
9)
opisać procesy technologiczne obróbki cieplnej?
10)
opisać procesy obróbki cieplno-chemicznej?
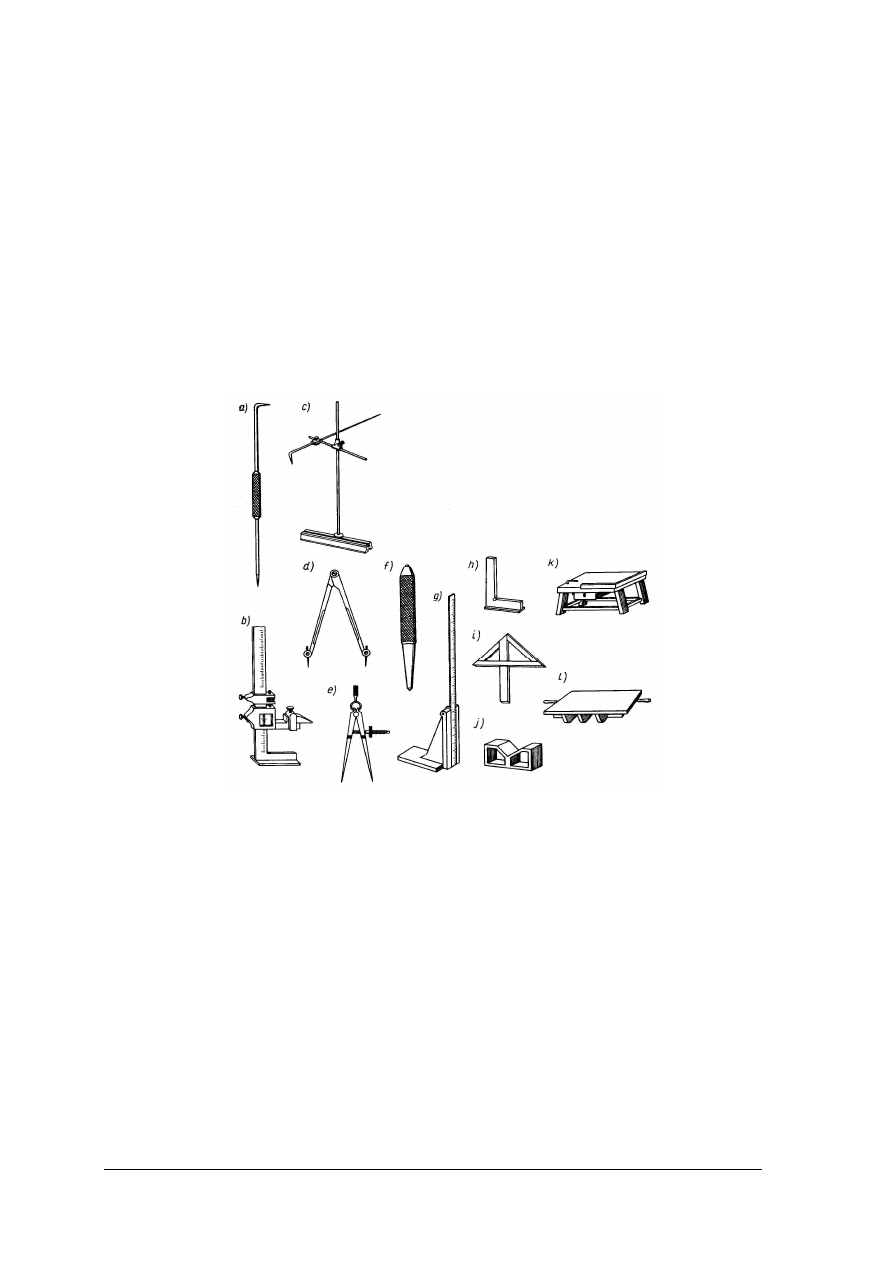
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.3. Obróbka ręczna i ręczno-maszynowa
4.3.1. Materiał nauczania
Obróbka ręczna
Obróbką ręczną nazywamy obróbkę wykonywaną za pomocą narzędzi, których ruch
główny i posuwowy jest uzyskiwany za pomocą mięśni człowieka.
W obróbce ręczno-maszynowej narzędzie wykonuje ruch główny, a człowiek tylko ruch
posuwowy.
Trasowanie polega na wyznaczaniu na powierzchni przedmiotu punktów, linii, okręgów,
obrysów warstw przewidzianych do usunięcia, które będą pomocne podczas właściwej
obróbki. Rozróżnia się trasowanie na płaszczyźnie oraz trasowanie przestrzenne. Do
trasowania potrzebne są narzędzia przedstawione na rysunku 32.
Rys. 32. Narzędzia do trasowania a) rysik do rysowania na trasowanym przedmiocie linii, b) suwmiarka
traserska z podstawą, stosowana do wyznaczania linii poziomych, c) znacznik do wyznaczania linii
poziomych, d) cyrkiel traserski, e) cyrkiel traserski z śrubą nastawczą, f) punktak, g) liniał traserski
z podstawą, h) kątownik, i) środkownik przeznaczony do wyznaczania środków okręgów na
czołowych powierzchniach przedmiotów walcowych, j) pryzma traserska, używana za podstawę
podczas trasowania przedmiotów walcowych, k) płyta traserska, l) płyta traserska (inny typ) [2, s. 21]
Ponadto do trasowania używa się młotków, przymiarów kreskowych, a do trasowania
przestrzennego dodatkowo skrzynki i podstawki traserskie. W celu zwiększenia widoczności
trasowanych linii przedmioty maluje się roztworem siarczanu miedzi (przedmioty stalowe lub
żeliwne obrobione) lub kredą rozpuszczoną w wodzie z dodatkiem oleju lnianego (przedmioty
nieobrobione, np. odlewy).
Prostowanie i gięcie należą do operacji obróbki ręcznej, podczas których nadaje się
przedmiotowi żądany kształt bez skrawania materiału za pomocą odpowiednich sił. Zarówno
gięcie jak i prostowanie można przeprowadzić na zimno i na gorąco. Podgrzewanie materiału
stosuje się w przypadku grubszych elementów w celu zwiększenia plastyczności materiału.
Prostowanie prętów (rys. 33) i blach (rys. 34) wykonuje się zazwyczaj na kowadłach lub
płytach za pomocą młotków stalowych lub drewnianych.
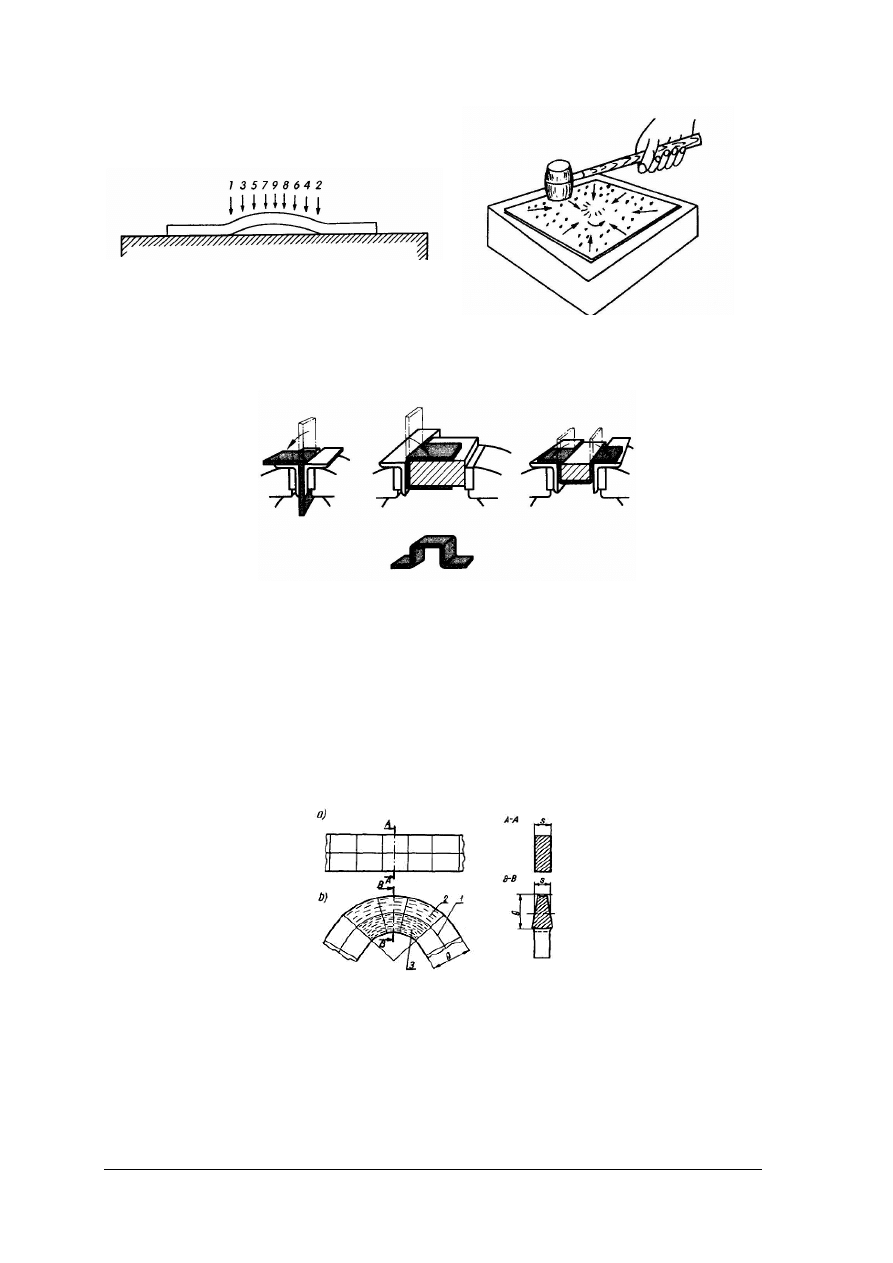
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Rys. 33. Operacja prostowania pręta [10, s. 192]
Rys. 34. Operacja prostowania blachy [10, s. 192]
Na rysunku 35 przedstawiono etapy powstawania skobla poprzez gięcie płaskownika
w szczękach imadła.
Rys. 35. Etapy powstawania skobla poprzez gięcie płaskownika w szczękach imadła [10, s. 192]
Podczas gięcia materiał zostaje odkształcony w miejscu zginania (rys. 36). Warstwy
zewnętrzne materiału są w czasie gięcia rozciągane, a po zakończeniu gięcia wydłużane na
pewnym odcinku. Warstwy wewnętrzne materiału są w czasie gięcia ściskane, a po
zakończeniu gięcia skrócone na pewnym odcinku. Warstwy środkowe leżące na linii
obojętnej, przechodzącej przez środek grubości materiału, nie ulegają rozciąganiu ani
ściskaniu.
Do wykonywania przedmiotu gięciem konieczna jest znajomość długości materiału
wyjściowego. Długość materiału wyjściowego musi być równa długości linii obojętnej
w wygiętym przedmiocie.
Rys. 36. Proces gięcia. 1 – warstwa obojętna, 2 – warstwa rozciągnięta, 3 – warstwa ściskana, s – szerokość
płaskownika, g – wysokość płaskownika [2, s. 46]
Przecinanie piłką ręczną jest stosowane do elementów o niewielkich przekrojach. Piłka
składa się z oprawki oraz brzeszczotu, który może być mocowany w uchwytach w jednym
z dwóch prostopadłych do siebie kierunków. Twarde lub cienkie materiały przecina się
brzeszczotami o drobnych ząbkach natomiast do tworzyw sztucznych i materiałów miękkich
stosuje się brzeszczoty o grubym uzębieniu. W celu uniknięcia zakleszczenia brzeszczotu
w materiale uzębienie brzeszczotu jest faliste lub rozwierane. Brzeszczoty piłek ręcznych do
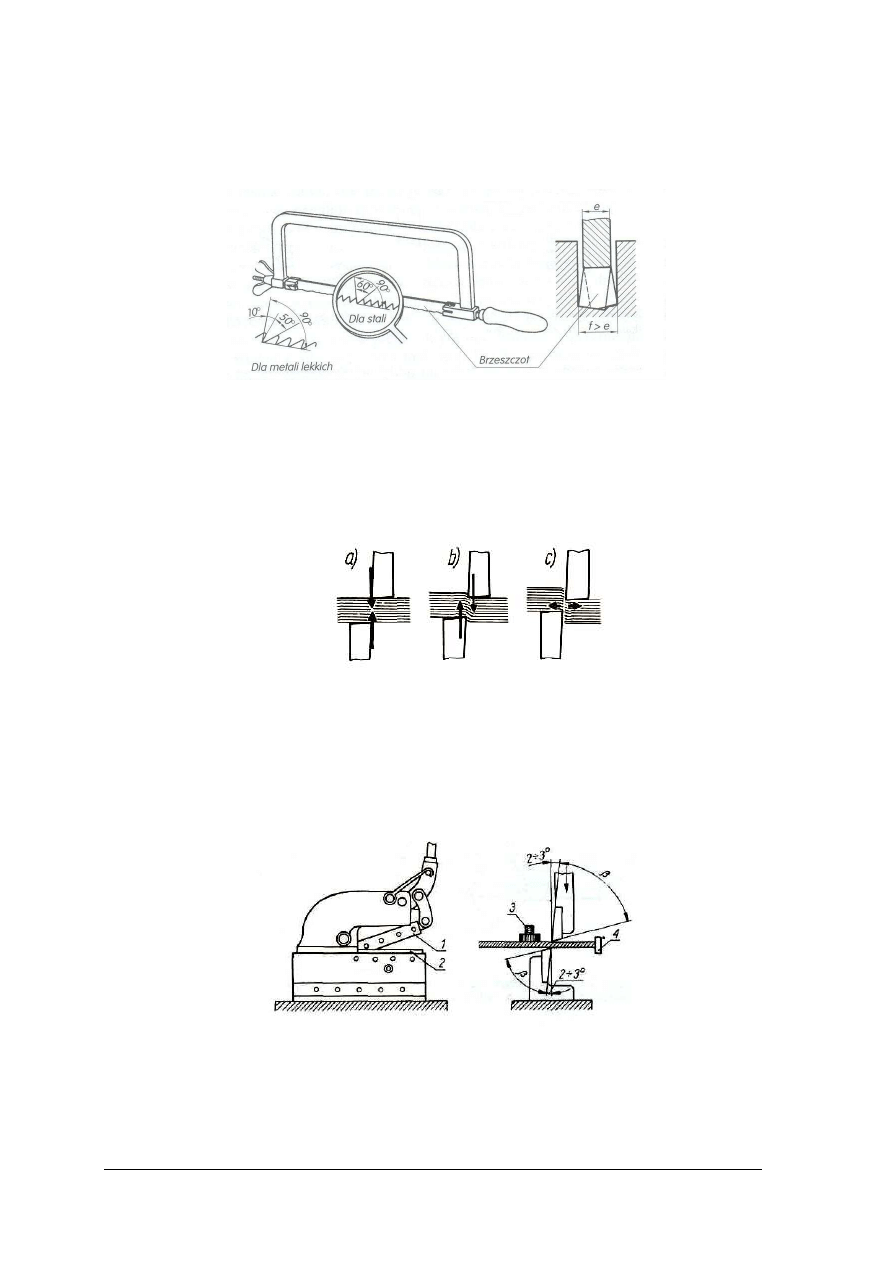
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
metalu są znormalizowane. Parametrem charakteryzującym brzeszczot jest liczba zębów
przypadająca na 25 mm jego długości (najczęściej jest ich 22).
Na rysunku 37 przedstawiono geometrię uzębienia brzeszczotu dla metali lekkich oraz
dla stali.
Rys. 37. Geometria uzębienia brzeszczotu dla metali lekkich oraz dla stali [10, s. 194]
Cięcie metali nożycami
W czasie cięcia materiału pracują dwa noże, z których jeden jest przeważnie
nieruchomy. Proces cięcia przebiega w trzech kolejnych fazach przedstawionych na rysunku
38.
Rys. 38. Fazy cięcia materiału: a) nacisk, b) przesuniecie materiału, c) rozdzielenie materiału [2, s. 38]
Do cięcia blach różnej grubości, a także materiałów kształtowych i prętów używa się
nożyc. Blachy stalowe cienkie (do l mm) można ciąć nożycami ręcznymi, a blachy grubsze
(do 5 mm) nożycami dźwigniowymi (rys.39). Nożyce równoległe, czyli gilotynowe
o napędzie mechanicznym są stosowane do cięcia blach grubości do 32 mm, a pręty oraz
kształtowniki przecina się nożycami uniwersalnymi.
Rys. 39. Nożyce dźwigniowe: 1 – nóż górny ruchomy, 2 – nóż dolny nieruchomy [2, s. 39]
Piłowanie ma na celu skrawanie z powierzchni obrabianego materiału cienkiej warstwy
grubości 0,5–1,5 mm za pomocą narzędzia zwanego pilnikiem. Podczas piłowania powstają
drobne wiórki, zwane opiłkami.
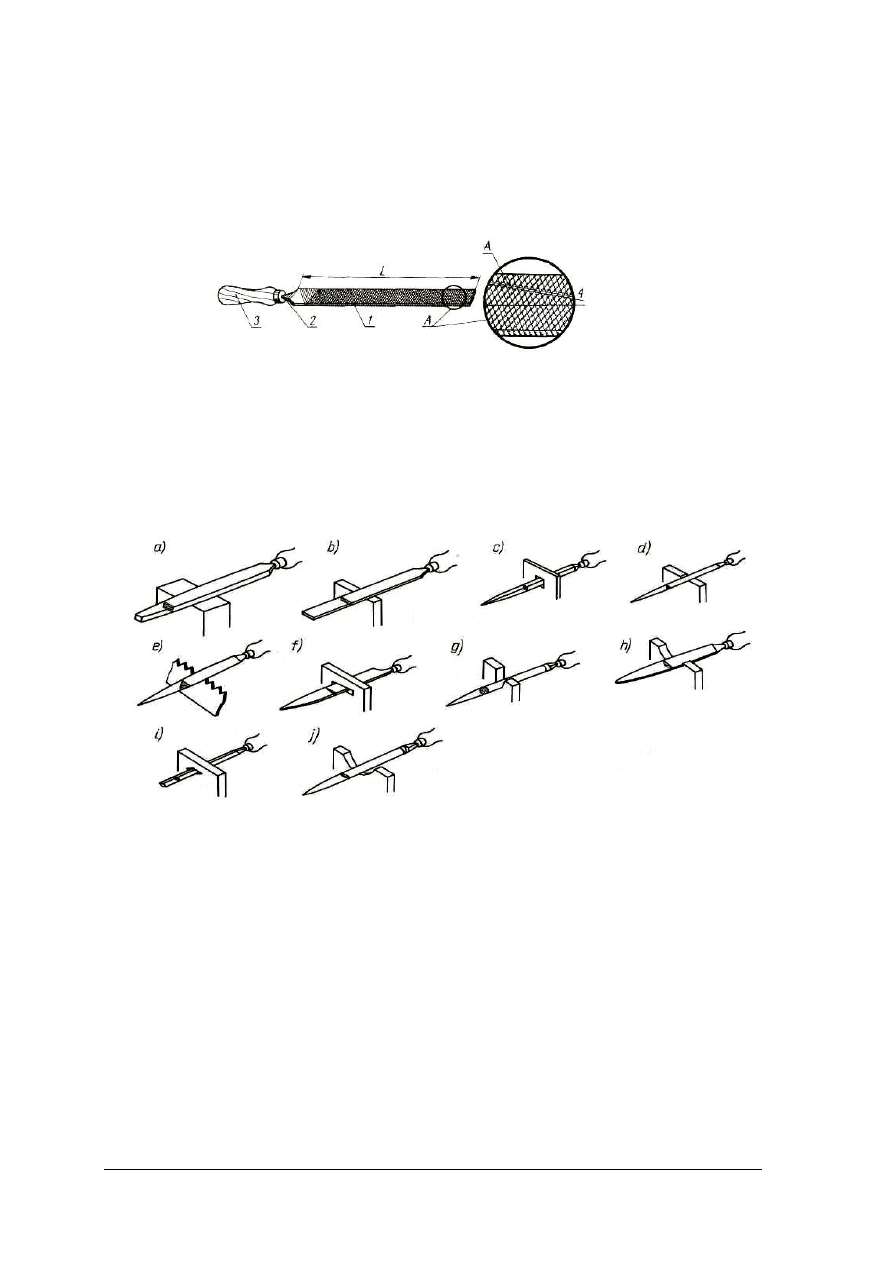
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Budowa pilników
Pilnik (rys. 40) składa się z części roboczej 1 i chwytu 2 osadzonego w drewnianej
rękojeści 3. Na części roboczej są wykonane nacięcia, czyli zęby. Wielkość pilnika jest
określona długością części roboczej L. Większość pilników produkuje się w zakresie długości
L = 100–450 mm. Pilniki wykonuje się ze stali niestopowej narzędziowej. Twardość części
roboczej powinna wynosić minimum 59 HRC, a chwyt musi być miękki.
Według liczby nacięć przypadających na długości 10 mm, licząc w przekroju
równoległym do osi pilnika, rozróżnia się następujące rodzaje pilników: zdzieraki,
równiaki, półgładziki, gładziki, podwójne gładziki i jedwabniki
Liczba nacięć stanowi o przeznaczeniu pilnika. Im większa liczba nacięć, tym bardziej
gładka powierzchnia obrabiana.
Rys. 41. Rodzaje pilników w zależności od przekroju poprzecznego [2, s. 58]
W zależności od kształtu przekroju poprzecznego rozróżnia się pilniki (rys. 41):
a)
płaskie zbieżne,
f) nożowe,
b)
płaskie,
g) okrągłe,
c)
kwadratowe,
h) półokrągłe,
d)
trójkątne,
i)
mieczowe,
e)
do ostrzenia pił,
j)
soczewkowe.
Pilniki dobiera się w zależności od wymiarów, kształtu i wymaganej chropowatości
obrabianej powierzchni. Do piłowania zgrubnego używa się zdzieraków, które skrawają
warstwę metalu grubości ok. 1 mm. Po piłowaniu zgrubnym zdzierakiem stosuje się równiak,
który zbiera warstwę metalu grubości 0,3–0,5 mm. Pozostałe pilniki, tzn. od półgładzików do
jedwabników, używa się do wykończania powierzchni zależnie od wymaganej gładkości.
Podczas piłowania należy zwrócić uwagę na właściwe zamocowanie przedmiotu, musi ono
zapewnić całkowite unieruchomienie i usztywnienie obrabianego materiału. Mocując
Rys. 40. Pilnik [2, s. 56]
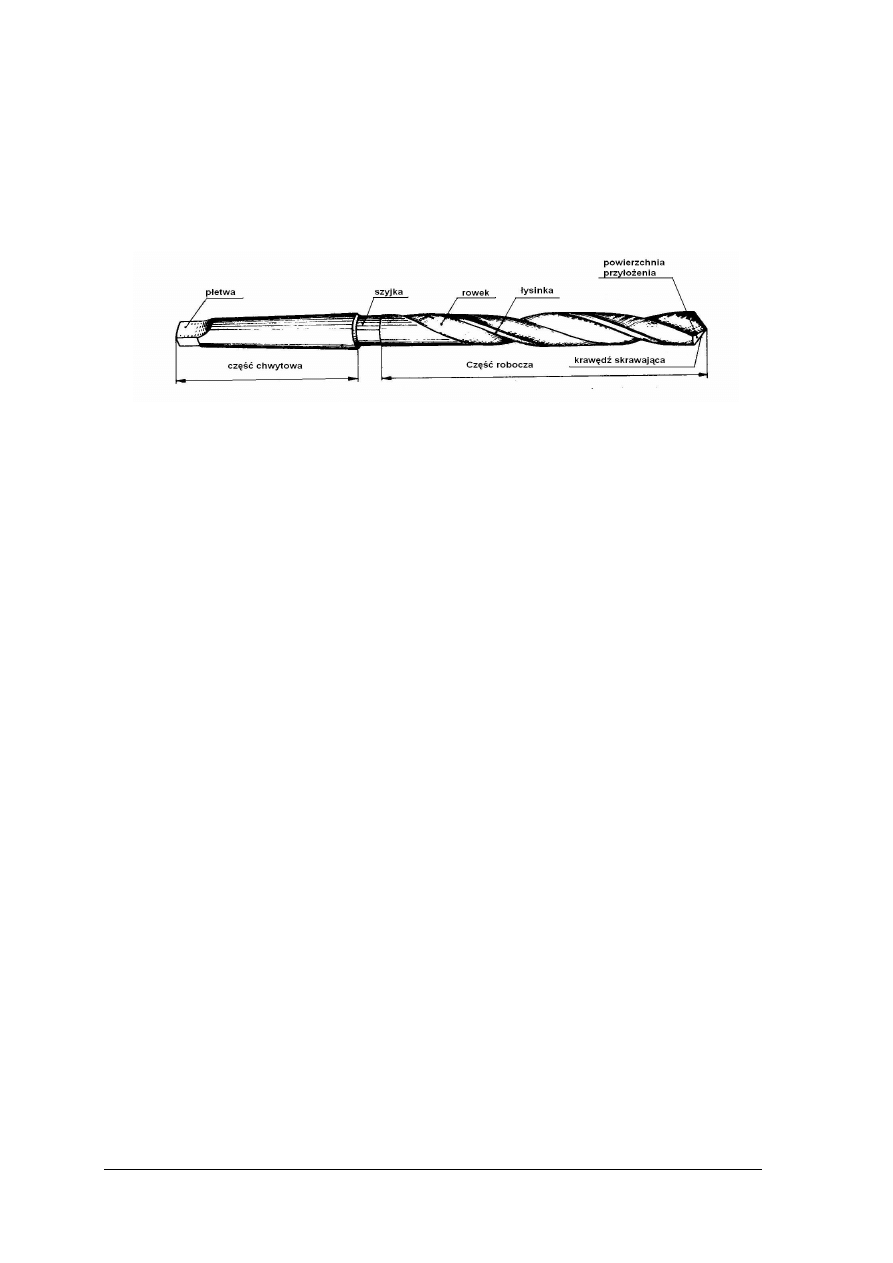
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
przedmiot należy zwracać uwagę, żeby obrabiana powierzchnia znajdowała się o 5–10 mm
ponad szczękami imadła.
Wierceniem nazywa się wykonywanie otworów w pełnym materiale za pomocą narzędzia
skrawającego zwanego wiertłem. W czasie obróbki wiertło wykonuje ruch obrotowy
i posuwowy, a przedmiot obrabiany jest nieruchomy. Wiertło usuwa obrabiany materiał
w postaci wiórów tworząc walcowy otwór, przy czym średnica otworu odpowiada średnicy
wiertła.
Rys. 42. Budowa wiertła krętego [6, s. 52]
Wiertło kręte (rys. 42) składa się z części roboczej, szyjki i chwytu. Część robocza
składa się z części skrawającej i części prowadzącej. Chwyt może być stożkowy z płetwą
(w wiertłach o średnicy powyżej 10 mm) oraz walcowy z płetwą lub bez (w wiertłach
o średnicy poniżej 10 mm). Część robocza wiertła ma nacięte na obwodzie dwa przeciwległe
rowki śrubowe do pomieszczenia i odprowadzania wiórów z wierconego otworu. Dwie
łysinki w kształcie wąskich pasków, położone wzdłuż rowków, służą do prawidłowego
prowadzenia wiertła w otworze. Tarcie o ścianki otworu występuje tylko na powierzchni
łysinek prowadzących. Aby jeszcze bardziej zmniejszyć tarcie o ścianki otworu, część robocza
wiertła jest lekko stożkowa, zbieżna w kierunku chwytu
.
Część skrawającą stanowią dwie proste krawędzie tnące jednakowej długości, które łączą
się ze sobą poprzeczną krawędzią tnącą, zwaną ścinem. Ścin jest wierzchołkiem wiertła,
a krawędzie tnące tworzą kąt wierzchołkowy, którego wartość zależy od rodzaju wierconego
materiału. Im twardszy jest materiał obrabiany, tym mniejszy powinien być kąt
wierzchołkowy. Do żelaza i stali stosuje się wiertła o kącie wierzchołkowym wynoszącym
118°, do mosiądzu, brązu i stopów aluminium – 130–140°, do miedzi – 125°,
do tworzyw sztucznych – 85–90° i do gumy twardej – 50°. Wiertła wykonuje się ze stali
szybkotnącej, a także z płytkami z węglików spiekanych.
Do wiercenia otworów stosuje się wiertarki o napędzie ręcznym, elektrycznym lub
pneumatycznym. Rozróżnia się wiertarki przenośne, które podczas pracy trzyma się
rękami oraz wiertarki stałe. W pracach ślusarskich największe zastosowanie znajdują
wiertarki o napędzie elektrycznym. Wiertarki pneumatyczne mogą być stosowane tylko
w zakładach dysponujących instalacją sprężonego powietrza. Do napędu wiertarki
pneumatycznej jest wymagane sprężone powietrze o ciśnieniu 0,6 MPa.
Do mocowania wierteł służą uchwyty dwuszczękowe lub trójszczękowe. Niektóre
wiertła, pogłębiacze i rozwiertaki posiadają chwyt stożkowy pozwalający na umieszczenie
ich bezpośrednio w gnieździe wrzeciona wiertarki, lub za pomocą tulei redukcyjnych.
Do prac wiertniczych zaliczamy: wykonywanie otworów przelotowych i nieprzelotowych,
wiercenie wtórne (powiercanie), pogłębianie otworów a także rozwiercanie.
Pogłębianie jest to powiększanie na pewnej długości wykonanego otworu w celu ścięcia
ostrych krawędzi otworu lub wykonania wgłębienia na umieszczenie walcowego lub
stożkowego łba wkrętu lub nitu. Pogłębianie otworów wykonuje się za pomocą narzędzi
zwanych pogłębiaczami (rys. 43). Rozróżnia się pogłębiacze stożkowe i czołowe. Pogłębiacze
czołowe mają czop prowadzący o średnicy równej średnicy otworu w celu utrzymania
współosiowości. Chwyty pogłębiaczy są takie same jak wierteł.
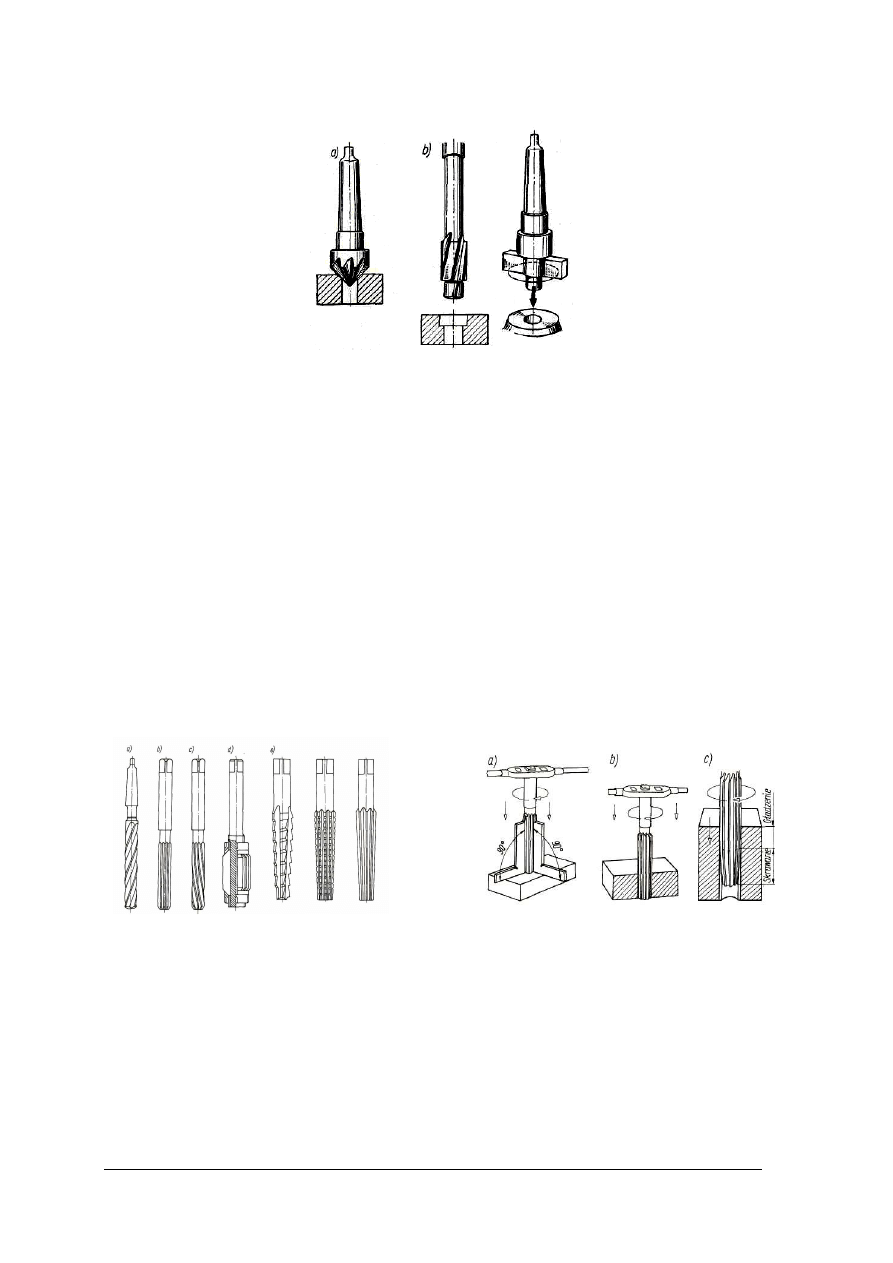
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Rys. 43. Pogłębiacze: a) stożkowy, b) czołowe [2, s. 75]
Rozwiercanie otworów
Narzędzia zwane rozwiertakami są używane do dalszej obróbki otworu wykonanego
wiertłem w celu uzyskania dużej dokładności oraz gładkości powierzchni lub w celu
otrzymania otworu stożkowego.
W zależności od dokładności obróbki rozróżnia się rozwiertaki zdzieraki i wykańczaki.
Rozróżnia się rozwiertaki ręczne mające chwyt walcowy z łbem kwadratowym oraz
rozwiertaki maszynowe z chwytem stożkowym lub walcowym. Rozwiertaki są narzędziami
wieloostrzowymi z zębami prostymi lub śrubowymi. Liczba ostrzy wynosi 3–12. Podziałka
zębów jest nierównomierna, co zapewnia większą dokładność obrabianego otworu.
Rozwiertaki z zębami śrubowymi lewoskrętnymi stosuje się do rozwiercania otworów
z rowkami. W zależności od kształtu otworu rozróżnia się rozwiertaki walcowe i stożkowe.
Otwory stożkowe o dużej zbieżności obrabia się kolejno trzema rozwiertakami:
wstępnym, zdzierakiem i wykańczakiem. Są stosowane również rozwiertaki nastawne,
w których można regulować średnicę w niewielkim zakresie. Na rysunku 44 przedstawiono
różnego rodzaju rozwiertaki, etapy rozwiercania otworów walcowych przedstawiono na
rysunku 45.
Gwintowanie, polega na wykonaniu na powierzchni wałka lub otworu wgłębień wzdłuż
linii śrubowej. W czasie nacinania gwintu ostrze narzędzia wykonuje w stosunku do
obrabianej części ruch po linii śrubowej, tworząc rowek o odpowiednim zarysie gwintu.
Gwint można nacinać na powierzchni walcowej zewnętrznej otrzymując wtedy śrubę, lub
na powierzchni walcowej wewnętrznej otrzymując nakrętkę.
Rys. 44. Rodzaje rozwiertaków [2, s. 76]
a) zdzierak, b) o zębach prostych,
c) o zębach śrubowych, d) nastawny,
e) komplet rozwiertaków stożkowych.
Rys. 45. Rozwiercanie otworów walcowych [2, s. 76]
a)
sprawdzenie prostopadłości, b) rozwiercanie,
c) proces rozwiercania
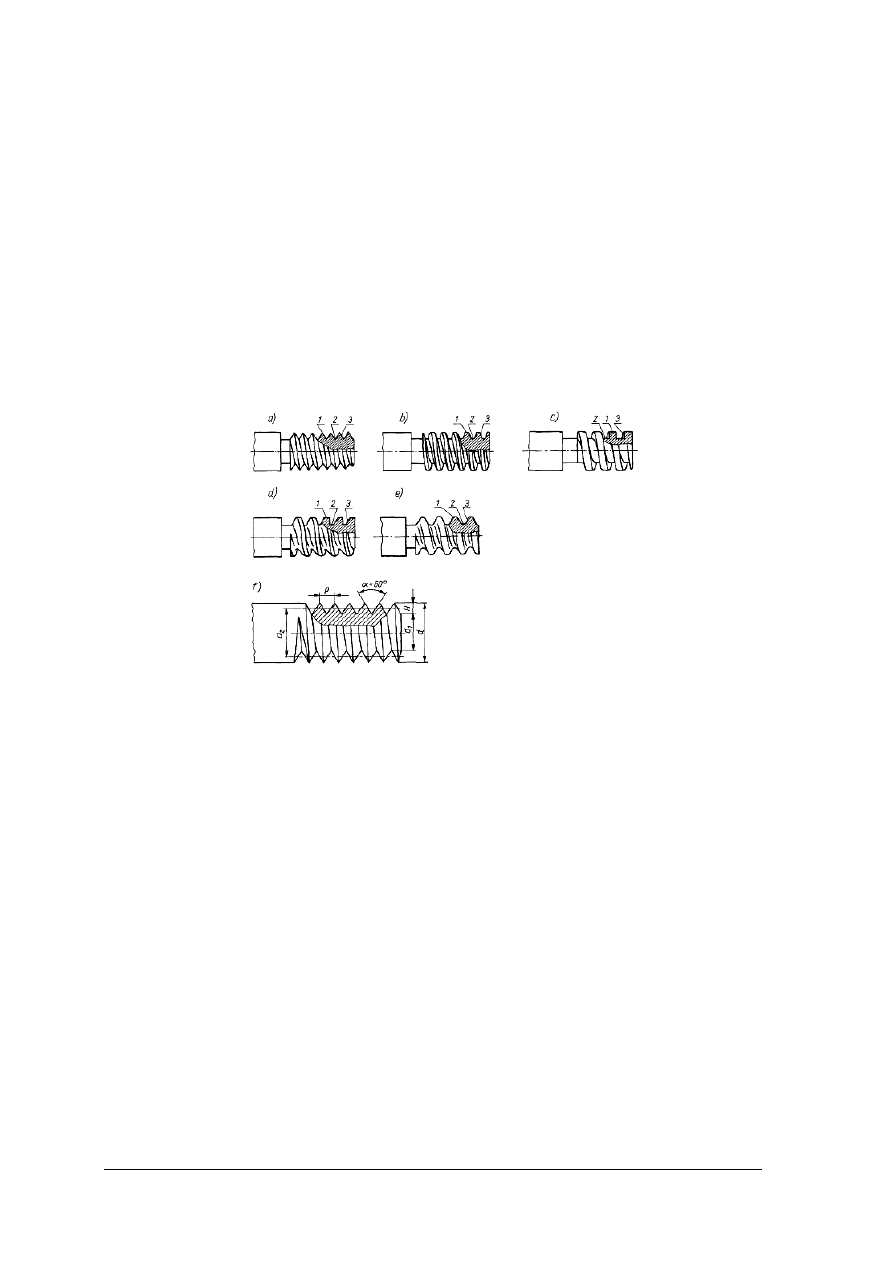
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Rodzaje gwintów
Gwinty dzieli się wg ich zarysów i systemów. W zależności od zarysu gwintu
w płaszczyźnie przechodzącej przez jego oś rozróżnia się gwinty: trójkątne, prostokątne,
trapezowe (symetryczne i niesymetryczne) i okrągłe (rys. 46). W zależności od systemów
rozróżnia się gwinty metryczne, calowe (Whitwortha) i inne.
Do połączeń nieruchomych, czyli jako gwinty złączne, stosuje się wyłącznie gwinty
trójkątne. Gwinty trapezowe i prostokątne stosuje się w śrubach do przenoszenia ruchu,
jak np. śruba pociągowa w obrabiarkach.
W gwincie rozróżnia się następujące elementy: występ, bruzdę, zarys i kąt gwintu.
Zarysem gwintu nazywa się zarys występu i bruzdy w płaszczyźnie przechodzącej przez oś
gwintu. Kąt gwintu
α
jest to kąt zawarty między bokami zarysu. W gwincie metrycznym
α = 60°, a w gwincie calowym α = 55°. Zależnie od kierunku nacięcia gwintu rozróżnia się
gwint prawy i lewy.
Rys. 46. Rodzaje gwintów a) trójkątny, b) trapezowy symetryczny, c) prostokątny, d) trapezowy
niesymetryczny, e) okrągły, f) wielkości charakteryzujące gwint metryczny 1 – występ, 2 – bruzda,
3 – zarys,
α
– kąt zarysu, d – średnica zewnętrzna gwintu, d
1
– średnica wewnętrzna gwintu,
d
2
– średnica podziałowa gwintu, P – podziałka, H – wysokość [2, s. 79]
Gwinty metryczne zgodnie z PN-ISO są określane przez podanie symbolu gwintu M,
wartości średnicy zewnętrznej, np. M20 – dla gwintów zwykłych, a w przypadku gwintów
drobnozwojnych podaje się jeszcze podziałkę gwintu, np. M20×l,5. Gwinty lewe oznacza się
dodatkowo symbolem LH.
Do nacinania gwintów zewnętrznych (śrub) służą narzynki, a do wewnętrznych (nakrętek)
gwintowniki. Gwinty można nacinać również na tokarkach za pomocą specjalnych noży,
na frezarkach za pomocą frezów oraz walcować za pomocą odpowiednio ukształtowanych
walców. Na rysunku 47 przedstawiono przykłady narzynek.
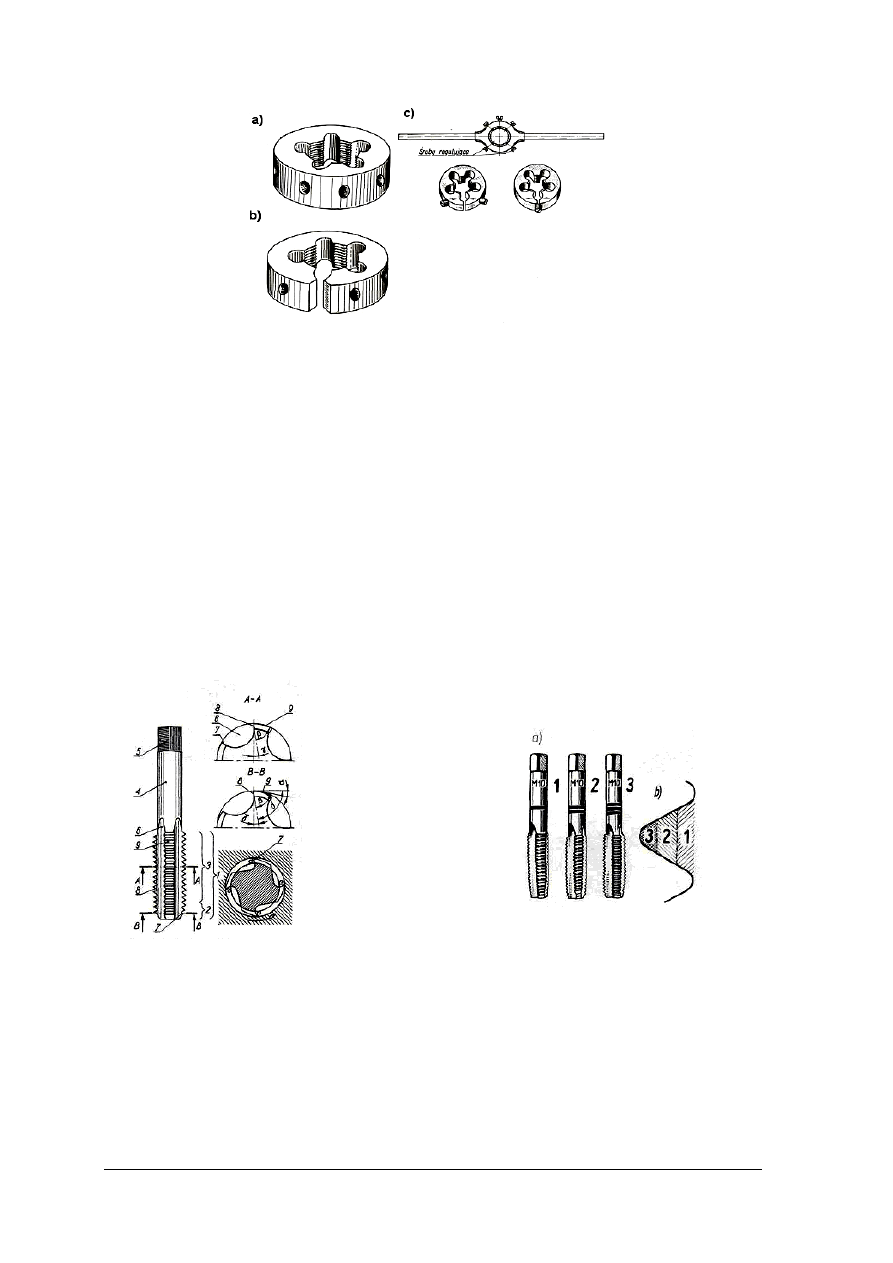
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Rys. 47. Rodzaje narzynek: a) narzynka okrągła pełna b) narzynka przecięta c) oprawka z pokrętką [2, s. 81]
Gwintowniki
Na rysunku 48 przedstawiono gwintownik. Ma on kształt śruby o stożkowym
zakończeniu z rowkami wyciętymi na powierzchni wzdłuż osi gwintownika. Rowki te tworzą
krawędzie tnące i służą do odprowadzania wiórów. Gwintownik składa się z części
roboczej i chwytu o zakończeniu kwadratowym umożliwiającym założenie pokrętki.
Część robocza dzieli się na stożkową skrawającą i walcową wykańczającą.
Do gwintowania otworów używa się kompletu składającego się z trzech gwintowników
(rys. 48a): gwintownika wstępnego (nr 1) oznaczonego na obwodzie jedną rysą, zdzieraka
(nr 2) oznaczonego dwiema rysami i wykańczaka (nr 3) oznaczonego trzema rysami. Za
pomocą gwintowników wstępnego i zdzieraka wykonuje się tylko część zarysu gwintu,
a dopiero za pomocą wykańczaka nacina się pełny zarys gwintu (rys. 48b). Każdy
gwintownik z kompletu ma stożek skrawający o innej długości. Najdłuższy stożek ma
gwintownik wstępny, a najkrótszy wykańczak. Gwinty drobnozwojne wykonuje się jednym
lub dwoma kolejnymi gwintownikami.
Sprawdzanie gwintów
Średnicę zewnętrzną gwintu sprawdza się suwmiarką. Prawidłowość zarysu gwintu oraz
skok sprawdza się wzornikami (rys. 50a, b) obserwując pod światło prześwit między
wzornikiem a zarysem gwintu. Wzornik służy również do szybkiego rozpoznania
Rys. 48. Gwintownik i jego elementy [2, s. 82]
1 – część robocza, 2 – część skrawająca,
3 – część wygładzająca, 4 – uchwyt,
5 – łeb kwadratowy, 6 – rowek,
7 – krawędź tnąca, 8 – powierzchnia natarcia,
9 – powierzchnia przyłożenia,
α – kąt przyłożenia, β – kąt ostrza,
γ – kąt natarcia, δ – kąt skrawania.
Rys. 49. Komplet gwintowników [2, s. 82]
a)
komplet gwintowników,
b)
kolejne zarysy gwintu wykonane
poszczególnymi gwintownikami.
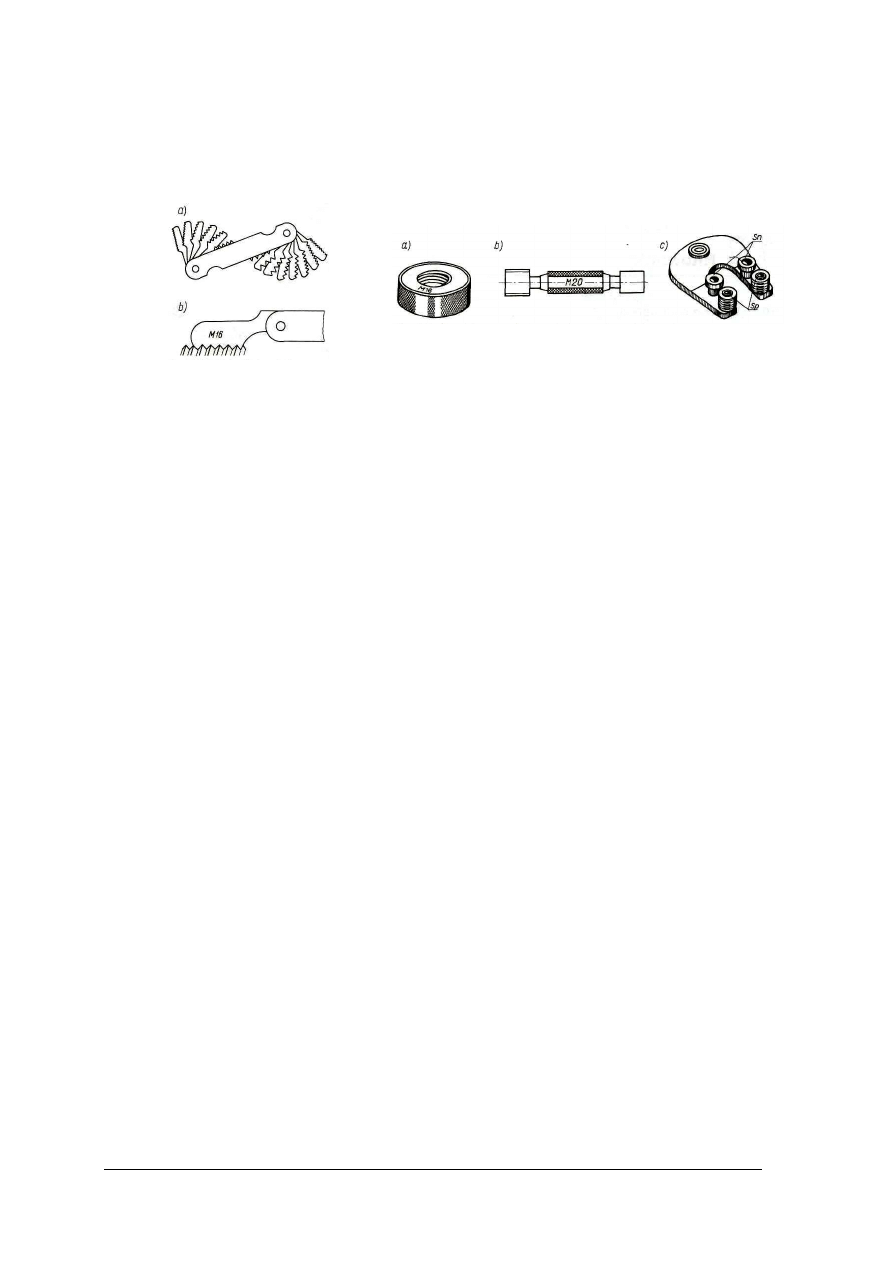
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
gwintów przez przykładanie kolejnych „grzebyków" do gwintu o nieznanym zarysie. Jest to
szczególnie przydatne, jeżeli należy wykonać nakrętkę do śruby o nieznanym zarysie
gwintu. Na każdym wzorniku jest podane oznaczenie gwintu (rys. 50a). Gwinty sprawdza
się również sprawdzianami jednogranicznymi (rys. 51 a,b) i dwugranicznymi (rys. 51c).
BHP podczas obróbki ręcznej
W czasie obróbki ręcznej należy zwrócić szczególną uwagę na staranne przygotowanie
stanowiska pracy. Porządek na stanowisku i jego prawidłowe oświetlenie mają kluczowe
znaczenie.
Ubiór pracownika nie powinien mieć żadnych zwisających części, mankiety powinny być
obcisłe, a głowa nakryta.
Elementy obrabiane muszą być mocowane stabilnie w imadłach lub innych
przeznaczonych do tego celu przyrządach. Do pracy należy używać zawsze dobrze
naostrzonych i sprawnych narzędzi. Przed rozpoczęciem pracy należy zapoznać się
z instrukcją obsługi narzędzi i przyrządów.
W czasie cięcia metali nożycami i na piłach często zdarzają się okaleczenia rąk
o zadziory na krawędziach blach, w związku z tym należy je usuwać specjalnym skrobakiem
lub pilnikiem.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest trasowanie?
2.
Jakie narzędzia używane są do trasowania?
3.
Jak wykonujemy wiercenie otworów przelotowych i nieprzelotowych?
4.
W jaki sposób wykonujemy gwinty wewnętrzne i zewnętrzne?
5.
Na czym polega operacja pogłębiania otworów?
6.
Do jakich prac stosuje się rozwiertaki?
7.
Jakie rodzaje pilników używa się do prac warsztatowych?
8.
Jakie są podstawowe zasady bhp podczas wykonywania obróbki ręcznej
i ręczno-maszynowej
4.3.3. Ćwiczenia
Ćwiczenie 1
Za pomocą wzornika określ rodzaj gwintu na śrubie otrzymanej od nauczyciela,
a następnie wykonaj w płytce metalowej otwór przelotowy gwintowany pod tę śrubę.
Rys. 50. Wzorniki do gwintów [2, s. 86]
Rys. 51. Sprawdziany do gwintów [2, s. 87]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
określić za pomocą wzornika rodzaj gwintu na śrubie,
2)
dobrać na podstawie poradnika mechanika średnicę otworu pod gwint wewnętrzny
w zależności od rodzaju gwintu, średnicy oraz rodzaju materiału w którym będzie
wykonany,
3)
przygotować stanowisko do pracy z użyciem wiertarki,
4)
dobrać odpowiednie wiertło,
5)
zapoznać się z instrukcją użytkowania wiertarki,
6)
wykonać otwór przelotowy w otrzymanej płytce,
7)
dobrać komplet gwintowników,
8)
wykonać operację gwintowania kolejnymi gwintownikami,
9)
ocenić jakość wykonanej pracy przez wkręcenie w nagwintowany otwór śruby,
10)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
wzornik do gwintów,
–
wiertarka elektryczna na stojaku,
–
instrukcja użytkowania wiertarki,
–
komplet gwintowników,
–
poradnik mechanika,
–
płytka metalowa do wykonania w niej otworu gwintowanego,
–
stół ślusarski z imadłem.
Ćwiczenie 2
Z materiału otrzymanego od nauczyciela wykonaj ręcznie wpust pryzmatyczny łączący
wałek z piastą koła pasowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dobrać narzędzia pomiarowe i wykonać pomiary rowków w piaście koła i w wale,
2)
wykonać szkic wpustu,
3)
przygotować stanowisko pracy,
4)
zaplanować kolejność czynności,
5)
dobrać narzędzia,
6)
wykonać wpust zgodnie z zaplanowaną technologia z zachowaniem warunków
bezpiecznej pracy,
7)
skontrolować wymiary wpustu,
8)
osadzić koło na wale z wykorzystaniem wykonanego wpustu,
9)
ocenić jakość wykonanej pracy,
10)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
stół ślusarski z imadłem,
–
zestaw narzędzi do obróbki ręcznej,
–
zestaw narzędzi traserskich,
–
zestaw przyrządów pomiarowych,
–
poradnik mechanika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Ćwiczenie 3
Na podstawie rysunku otrzymanego od nauczyciela wykonaj ręcznie skobel.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z rysunkiem skobla,
2)
zaplanować kolejność czynności,
3)
skonsultować zaplanowaną technologię wykonania skobla z nauczycielem,
4)
przygotować stanowisko pracy,
5)
dobrać narzędzia i przyrządy,
6)
dobrać materiał,
7)
wykonać kolejne operacje,
8)
przedstawić wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
rysunek skobla,
−
stanowisko ślusarskie wraz z wyposażeniem,
−
narzędzia traserskie,
−
narzędzia pomiarowe.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wykonać trasowanie na płaszczyźnie?
2)
dobrać narzędzia do cięcia?
3)
dobrać pilniki do wykonywanych prac?
4)
wykonać gięcie elementów z blach w imadle?
5)
rozróżnić rodzaje gwintów?
6)
dobrać średnicę wiertła do otworu pod gwint?
7)
dobrać średnicę sworznia pod gwint zewnętrzny?
8)
wykonać otwory przelotowe i nieprzelotowe?
9)
wykonać pogłębianie otworów?
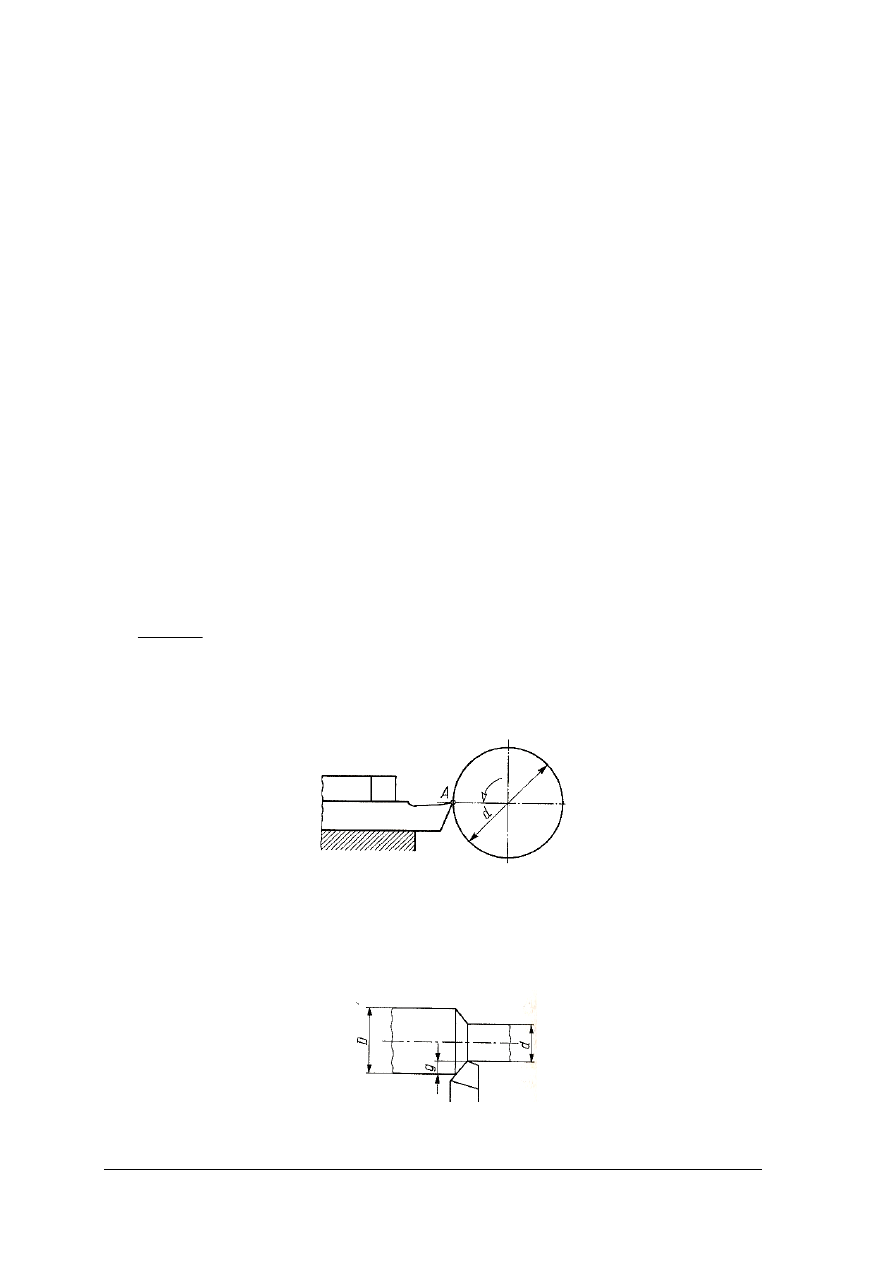
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
4.4. Obróbka skrawaniem
4.4.1.Materiał nauczania
Podstawy obróbki skrawaniem
Celem obróbki skrawaniem jest nadanie przedmiotowi obrabianemu żądanego kształtu
i wymiarów, często połączone z nadaniem warstwie wierzchniej tego przedmiotu określonych
cech. Obróbka skrawaniem polega na oddzieleniu od przedmiotu obrabianego warstwy
materiału o określonej grubości zwanej naddatkiem. Jest to tzw. obróbka wiórowa gdyż
usuwany materiał ma postać wióra. Obróbka skrawaniem obejmuje różne sposoby skrawania
jak: toczenie, wiercenie, frezowanie, szlifowanie.
Toczenie
Zasada toczenia polega na wirowym ruchu materiału względem nieruchomego narzędzia
lub wirowym ruchu noża względem nieruchomego materiału. W pierwszym przypadku mamy
do czynienia z toczeniem, w drugim z wytaczaniem.
Parametry toczenia
Na przebieg toczenia mają wpływ główne parametry skrawania: prędkość, głębokość
skrawania oraz posuw. Zależą od nich trwałość ostrza noża, opór skrawania oraz dokładność
wymiarów obrabianej powierzchni.
Prędkość skrawania – stosunek drogi do czasu w którym krawędź skrawająca narzędzia
przesuwa się względem powierzchni obrabianego przedmiotu, w kierunku głównego ruchu
roboczego.
Prędkość skrawania oblicza się z zależności
1000
n
d
×
×
=
π
υ
υ
– prędkość skrawania w mm/min
d – średnica przedmiotu obrabianego w mm
n – prędkość obrotowa przedmiotu obrabianego w obr/min
Drogę, którą pokonuje punkt A w czasie jednego obrotu wałka, w procesie toczenia,
przedstawiono na rysunku 52.
Rys. 52. Droga punktu A podczas jednego obrotu wałka przy toczeniu. [6, s. 134]
Głębokość skrawania.
Grubość warstwy materiału g skrawanej podczas jednego obrotu skrawanego wałka
(rys. 53) oblicza się z zależności:
Rys. 53. Głębokość skrawania podczas toczenia. [6, s. 134]
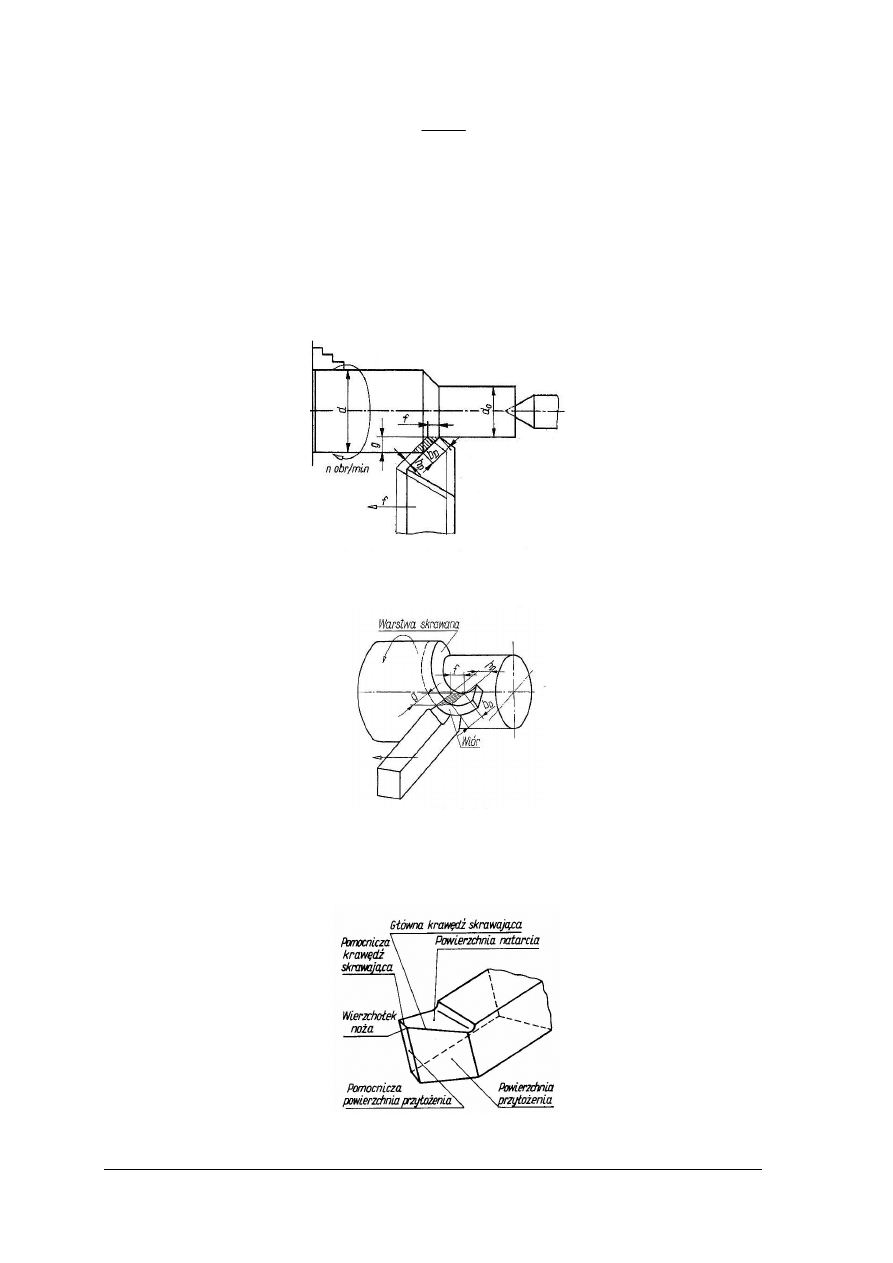
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
g =
2
d
D
−
mm
gdzie:
D – średnica wałka przed skrawaniem, mm,
d – średnica wałka po skrawaniu, mm.
Posuw (rys. 54) jest to przesunięcie noża na jeden obrót przedmiotu, który wynosi od
kilku setnych mm do kilku mm na jeden obrót. Przy toczeniu gwintów posuw równa się
skokowi obrabianego gwintu oznacza się go literą P i wyraża w (mm/obr.).
Posuw wzdłużny odbywa się gdy narzędzie wykonuje ruch równoległy do prowadnic
łoża tokarki. Posuw poprzeczny gdy narzędzie wykonuje ruch prostopadły do poprzedniego.
Rys. 54. Posuw noża podczas skrawania. [6, s. 135]
Kształt i położenie warstwy skrawanej podczas toczenia przedstawiono na rysunku 55.
Rys. 55. Kształt i położenie warstwy skrawanej podczas toczenia [6, s. 135]
Rys. 56. Elementy części roboczej noża tokarskiego [2, s. 228]
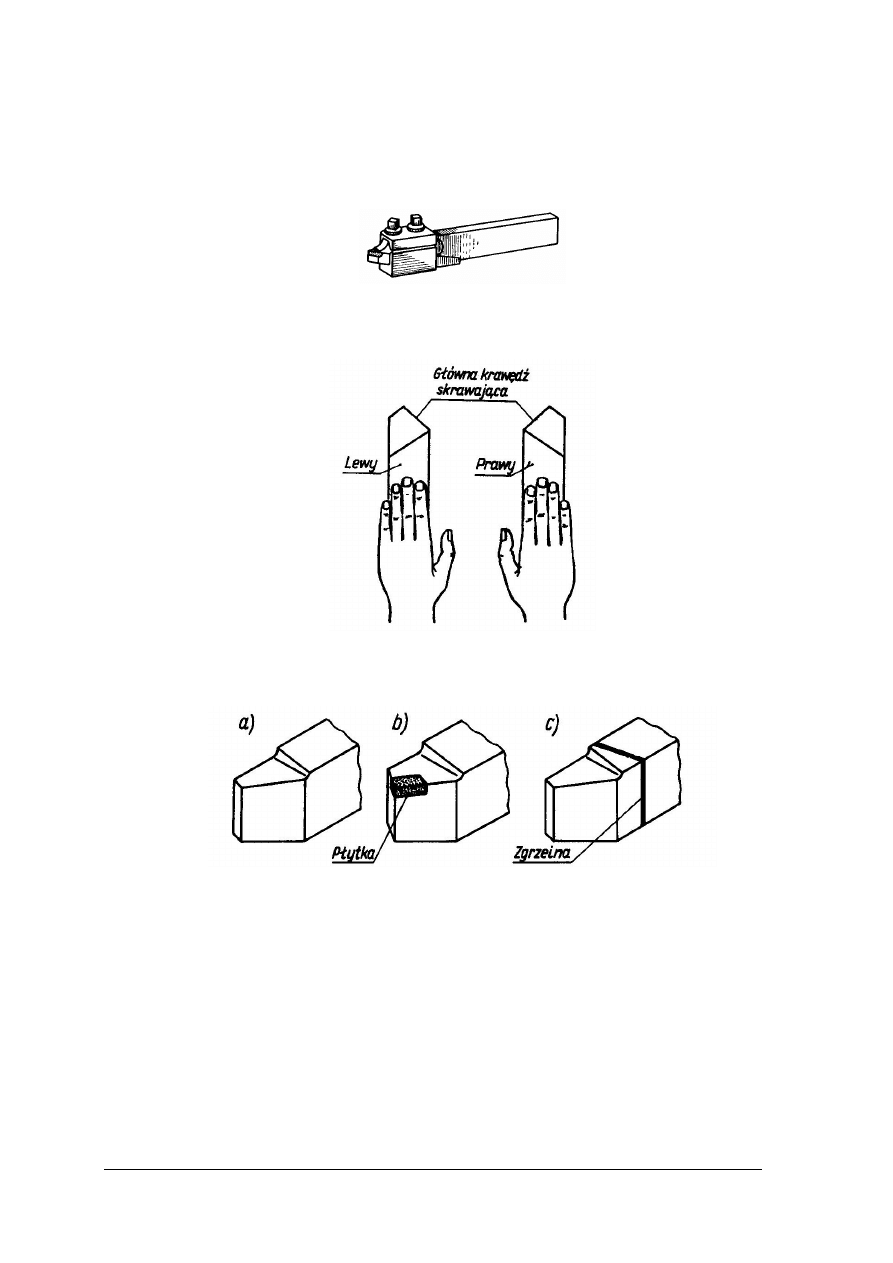
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Noże tokarskie są podstawowymi narzędziami stosowanymi w procesie toczenia.
Nóż tokarski składa się z trzonka (chwytu) i części roboczej. Poszczególne elementy
części roboczej przedstawiono na rysunku 56.
W zależności od sposobu mocowania rozróżnia się noże mocowane bezpośrednio
i oprawkowe (rys. 57).
Rys. 57. Nóż oprawkowy [2, s. 232]
Z uwagi na położenie krawędzi skrawającej względem części roboczej noże dzielimy na
prawe i lewe (rys. 58).
Rys. 58. Noże tokarskie prawy i lewy [2, s. 231]
W zależności od rodzaju wykonania noże mogą być jednolite, zgrzewane,
z nadlutowanymi płytkami oraz wymiennymi płytkami (rys. 59).
Rys. 59. Noże tokarskie: a) jednolity, b) z płytką przylutowaną, c) zgrzewany [2, s. 232]
Uwzględniając położenie części roboczej względem trzonka noża mamy do czynienia
z nożami: prostymi, wygiętymi, odsadzonymi w prawo lub lewo.
Przykłady noży tokarskich i ich możliwości obróbcze przedstawiono na rysunku 60.
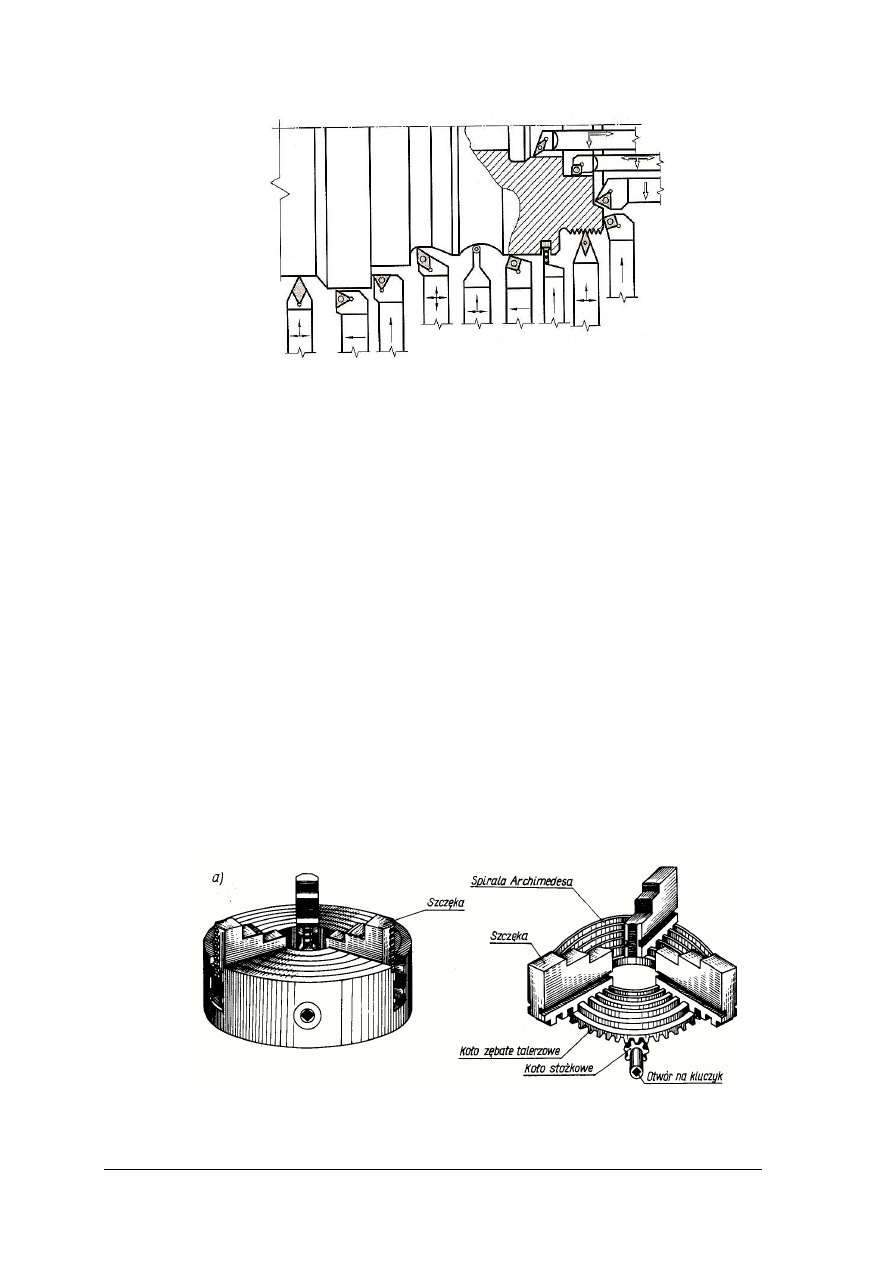
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Rys. 60. Noże tokarskie–odmiany i możliwości obróbcze [10, s. 220]
Tokarki
Tokarki charakteryzują się różnymi rozwiązaniami konstrukcyjnymi przystosowanymi do
wymagań określonego typu produkcji. Powszechnie są stosowane tokarki kłowe, o licznych
odmianach konstrukcyjnych:
–
tokarki kłowe uniwersalne ze skrzynką gwintową i śrubą pociągową, które służą do
wykonywania różnych operacji w produkcji jednostkowej i małoseryjnej,
−−−−
tokarki kłowe produkcyjne,
−−−−
tokarki stołowe, do obróbki małych przedmiotów,
−−−−
tokarki precyzyjne, do obróbki części o wysokiej dokładności i jakości powierzchni,
−−−−
tokarki wielonożowe, do obróbki wieloma narzędziami jednocześnie,
−−−−
kopiarki, do obróbki powierzchni kształtowych za pomocą wzorników.
Oprócz tokarek kłowych wyróżnia się następujące odmiany tokarek:
−−−−
tarczowe i karuzelowe,
−−−−
rewolwerowe, z głowicami wielonarzędziowymi,
−−−−
automaty i półautomaty tokarskie,
−−−−
tokarki ze sterowaniem numerycznym CNC, do obróbki wg programu dokładnych
przedmiotów o złożonych kształtach.
W celu ułatwienia pracy, na tokarce przy pokrętłach ręcznego przemieszczania suportów,
są umieszczone podziałki o wartości działki elementarnej: l lub 0,1 mm (suport wzdłużny),
0,05 mm (suport poprzeczny), 0,05 mm (suport narzędziowy).
Przedmioty osiowo symetryczne są mocowane w trójszczękowych uchwytach
samocentrujących (rys. 61).
Rys. 61. Uchwyt samocentrujący spiralny [2, s. 241]
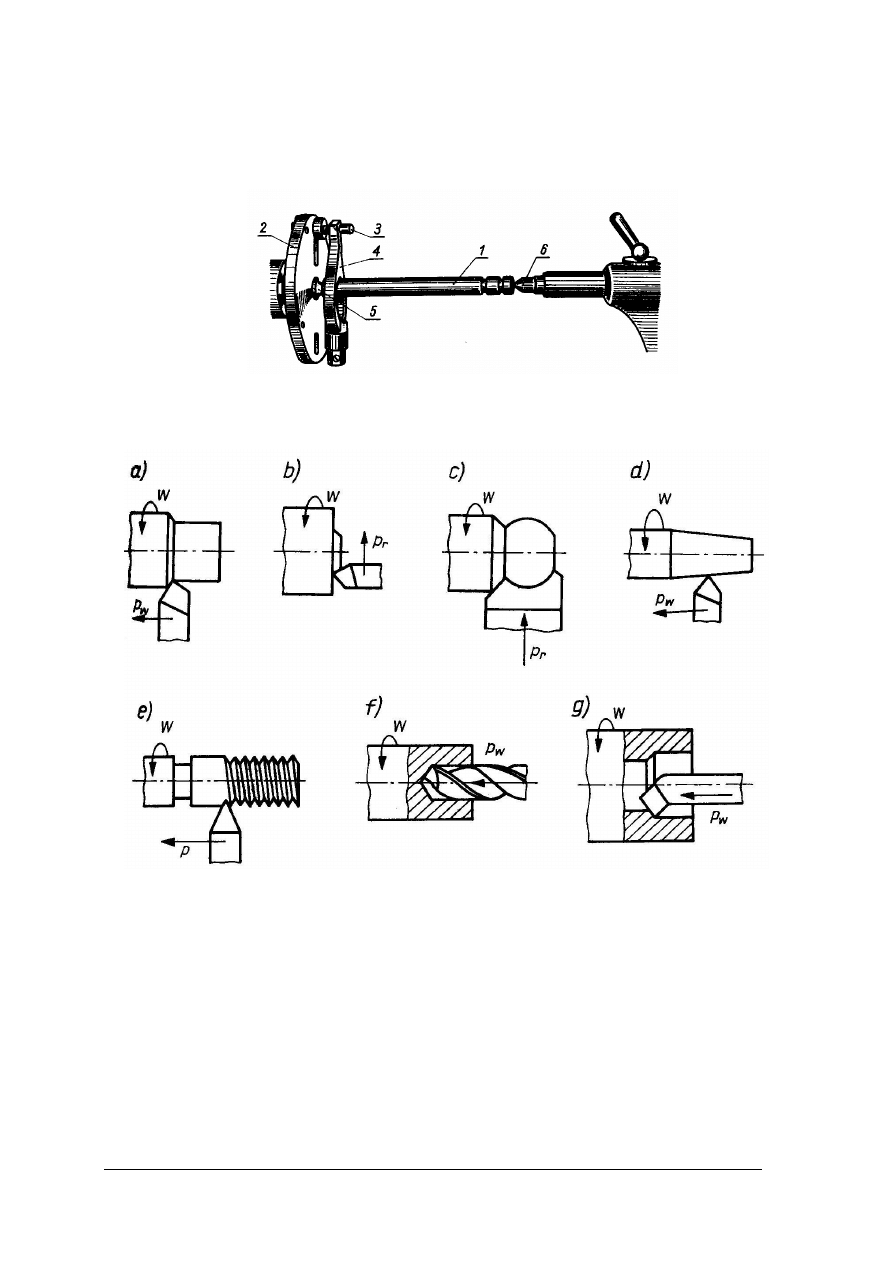
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Do mocowania przedmiotów nieokrągłych stosuje się uchwyty czteroszczękowe
z niezależnym nastawianiem każdej szczęki lub tarcze tokarskie i dociski płytkowe za
śrubami. Do mocowania długich wałków używa się kłów tokarskich, tarczy zabieraka oraz
zabieraka. Przykład zamocowania wałka w kłach przedstawiono na rysunku 62.
Rys. 62. Zamocowanie wałka w kłach: 1) wałek, 2) tarcza zabierakowa, 3) palec tarczy zabierakowej,
4) zabierak, 5,6) kły [2, s. 241]
Przykłady prac wykonywanych na tokarce przedstawiono na rysunku 63.
Rys. 63. Przykłady zabiegów wykonywanych na tokarce: a) toczenie wzdłużne, b) toczenie poprzeczne,
c) toczenie nożem kształtowym, d) toczenie powierzchni stożkowej, e) nacinanie gwintu,
f) wiercenie otworu, g) wytaczanie otworu [7, s. 227]
Przed przystąpieniem do toczenia należy poprawnie zamocować obrabiany przedmiot.
Jeżeli przedmiot ma być obrabiany w kłach, to najpierw wyznacza się jego oś obrotu,
a następnie wykonuje nakiełki na nakiełczarce. Podczas mocowania przedmiotu w uchwycie
tokarskim lub na tarczy tokarskiej należy zwrócić uwagę na ustawienie przedmiotu
w położeniu współosiowym z osią wrzeciona. Po zamocowaniu przedmiotu dobiera się
warunki skrawania: prędkość skrawania, posuw, głębokość skrawania. Warunki te podaje się
w kartach instrukcyjnych obróbki.
Toczenie wzdłużne wykonuje się zwykle w dwóch przejściach noża: pierwsze jest
toczeniem zgrubnym, drugie dokładnym.
Toczenie poprzeczne stosuje się do powierzchni czołowych.
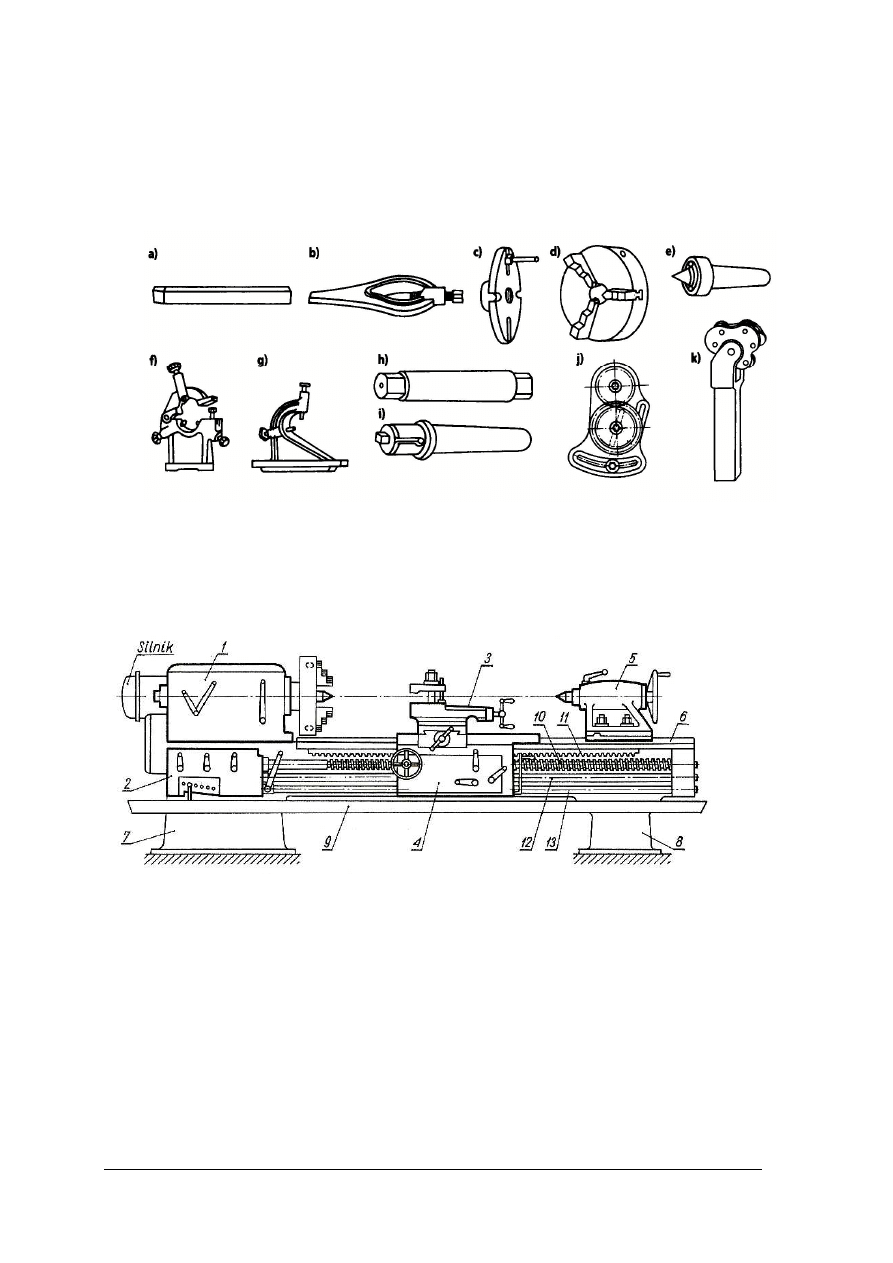
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Toczenie powierzchni stożkowych wykonuje się czterema sposobami:
−−−−
z przesuniętym konikiem,
−−−−
ze skręconymi saniami narzędziowymi,
−−−−
z zastosowaniem liniału,
−−−−
z zastosowaniem noży kształtowych.
Na rysunku 64 przedstawiono wyposażenie stanowiska tokarskiego.
Rys. 64. Wyposażenie stanowiska tokarskiego: a) nóż, b) zabierak, c) tarcza zabieraka, d) uchwyt
samocentrujący, e) kieł obrotowy, f) podtrzymka stała, g) podtrzymka ruchoma, h) trzpień stały,
i) trzpień nastawny, j) przekładnia do napędzania suportu, k) przyrząd do radełkowania [9, s. 125]
Na rysunku 65 przedstawiono widok tokarki kłowej.
Rys. 65. Widok ogólny tokarki kłowej: 1 – wrzeciennik, 2 – skrzynka posuwu przenosząca napęd z wrzeciennika,
3 – imak narzędziowy, 4 – skrzynka suportowa, 5 – konik, 6 – łoże, 7, 8 – podstawy, 9 – blaszana wanna,
10 – śruba pociągowa, 11 – zębatka, 12 – wałek pociągowy, 13 – dźwignia i wałek [6, s. 136]
Wiercenie jest rodzajem obróbki skrawaniem, polegającym na wykonywaniu otworów
o przekroju kołowym za pomocą wierteł oraz innych narzędzi specjalnych. Wiercenie może
być wykonywane w pełnym materiale lub może być tzw. wierceniem wtórnym, zwanym
również powiercaniem, polegającym na powiększaniu średnicy otworu już istniejącego Celem
wiercenia może być wykonanie gotowego otworu, przygotowanie otworu do dokładnego
rozwiercania lub przygotowanie otworu do wykonania gwintu. Wiercone otwory mogą być
przelotowe lub nieprzelotowe. Wiercenie, pogłębianie i rozwiercanie może być wykonywane
na: wiertarkach, tokarkach (frezarkach i centrach sterowanych numerycznie).
W zależności od rodzaju obrabiarki ruch główny (obrotowy) oraz ruch posuwowy może
być realizowany w następujących układach:
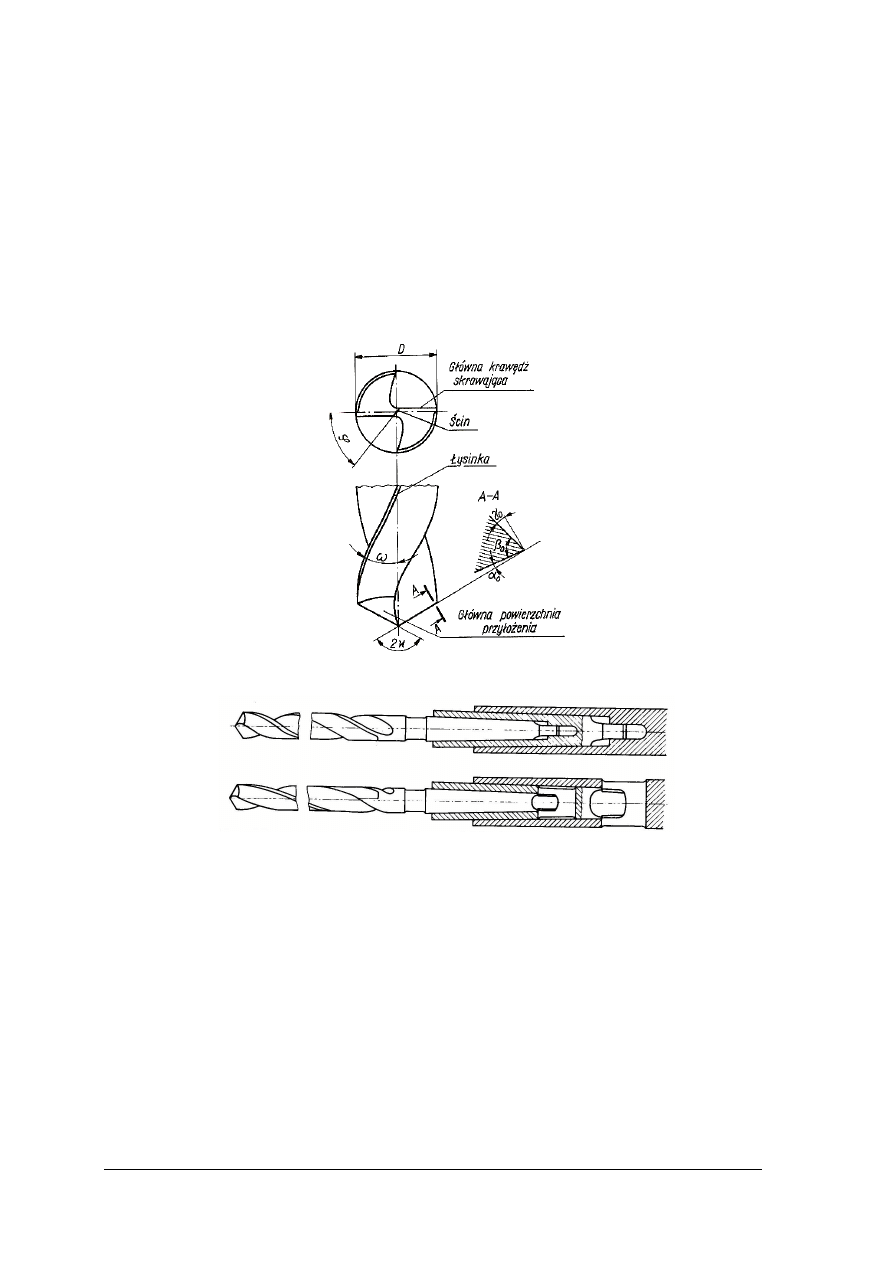
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
–
przedmiot jest nieruchomy, a wiertło obraca się wokół swojej osi i wykonuje ruch
posuwowy (np. wiertarki, frezarki i centra obróbkowe CNC),
–
wiertło stoi i wykonuje ruch posuwowy, a przedmiot obraca się (np. tokarki),
–
wiertło i przedmiot wykonują ruchy obrotowe wokół wspólnej osi (ruch posuwowy może
wykonywać narzędzie lub przedmiot obrabiany).
Wiercenie może odbywać się za pomocą wierteł krętych, piórkowych oraz wierteł
specjalnych do długich otworów. Wiertła kręte (rys. 66) są najbardziej rozpowszechnione.
Na rysunku 67 przedstawiono zamocowanie wiertła krętego za pomocą tulejki
redukcyjnej.
Rys. 66. Część robocza wiertła krętego [6, s. 169]
Rys. 67. Zamocowanie wiertła za pomocą tulejki redukcyjnej [6, s. 170]
Frezowanie
Frezowanie jest obróbką skrawaniem narzędziami wieloostrzowymi obrotowymi
zwanymi frezami. Ze względu na kształt powierzchni obrabianych wyróżnia się następujące
rodzaje frezowania:
−
frezowanie płaszczyzn,
−
frezowanie obwiedniowe powierzchni zewnętrznych i wewnętrznych,
−
frezowanie gwintów i rowków śrubowych,
−
frezowanie obwiedniowe kół zębatych,
−
frezowanie występów i rowków profilowych,
−
frezowanie kształtowe według kopiału,
−
frezowanie numeryczne powierzchni o złożonych przestrzennie kształtach.
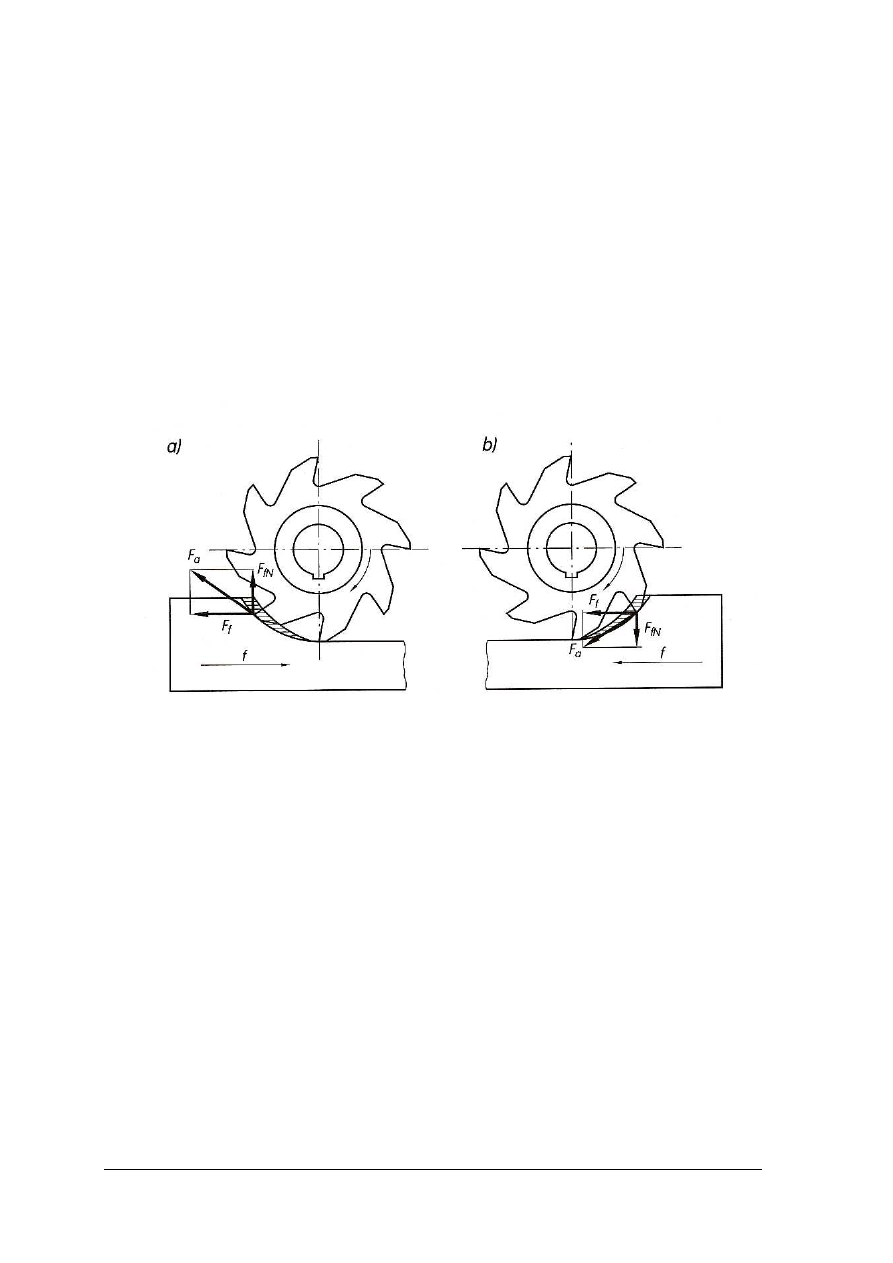
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
Ze względu na kształt części skrawającej freza biorącej udział w procesie frezowania,
wyróżnia się frezowanie:
−
walcowe, frez skrawa ostrzami leżącymi na powierzchni walcowej,
−
czołowe, frez skrawa ostrzami wykonanymi na czole walca,
−
walcowo-czołowe, frez pracuje równocześnie ostrzami na powierzchni walcowej
i czołowej,
−
kształtowe, frez odwzorowuje zarys kształtu ostrzy na powierzchni części.
Zależnie od kierunku ruchu posuwowego przedmiotu względem kierunku wektora
prędkości freza, stycznej do powierzchni obrobionej, frezowanie obwodowe (frez skrawa
ostrzami rozmieszczonymi na obwodzie) może być:
–
przeciwbieżne, wówczas kierunki prędkości stycznej freza i przedmiotu są przeciwne
(rys. 68a),
–
współbieżne, wówczas kierunki prędkości stycznej freza i posuwu przedmiotu są takie
same (rys. 68b).
Rys. 68. Rodzaje frezowania: a) przeciwbieżne, b) współbieżne
f – posuw, F
a
– siła styczna skrawania danego zęba, F
fN
, F
f
– składowe siły stycznej [6, s. 172]
Frezowanie przeciwbieżne charakteryzuje się tym, że po wejściu kolejnego ostrza do
pracy grubość warstwy skrawanej jest najmniejsza i rośnie stopniowo do wartości
maksymalnej przy wyjściu z materiału. Odwrotnie jest w przypadku frezowania
współbieżnego, gdzie ostrze zaczyna skrawać warstwę materiału o znacznej grubości, która
maleje do zera w trakcie postępowania skrawania. Taki sposób skrawania może wywołać
drgania maszyny w przypadku gdy w mechanizmie posuwu występują luzy. Podczas
frezowania współbieżnego siły działające na przedmiot obrabiany dociskają go do stołu
frezarki, natomiast przy frezowaniu przeciwbieżnym siły te usiłują go oderwać od stołu.
Częściej stosuje się frezowanie przeciwbieżne.
Frezy są to narzędzia wieloostrzowe, obrotowe, które służą do obróbki płaszczyzn,
rowków i powierzchni kształtowych. Pod względem zastosowania dzieli się je na frezy
ogólnego przeznaczenia i specjalne.
Ze względu na rodzaj powierzchni, na której znajdują się ostrza, wyróżnia się frezy walcowe,
czołowe i walcowo-czołowe (rys. 69).
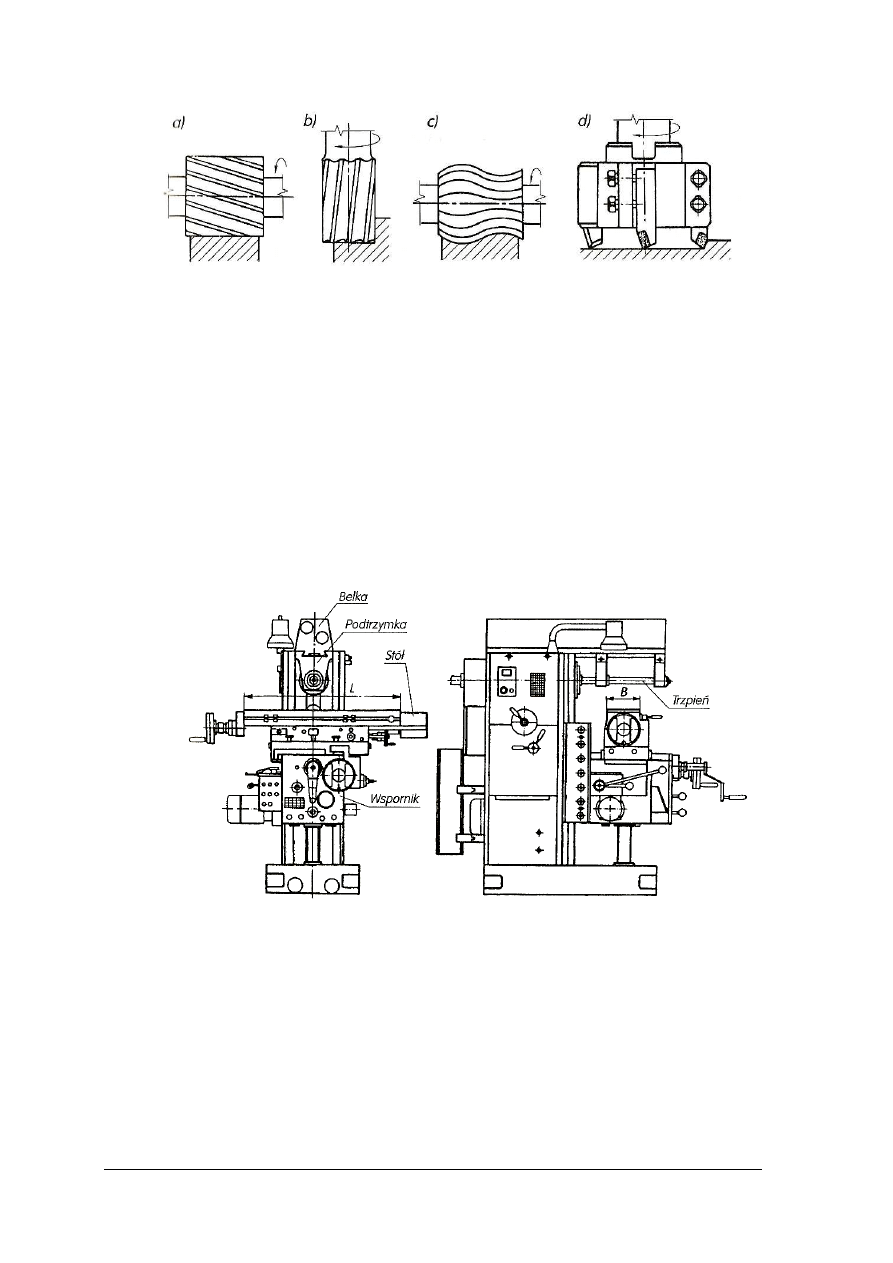
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Rys. 69. Rodzaje frezów: a) walcowy, b) walcowo-czołowy, c) kształtowy, d) głowica frezarska [10, s. 227]
Frezy walcowe mogą być wykonane z zębami prostymi lub śrubowymi. W zależności od
wykończenia ostrzy wyróżnia się frezy ścinowe i zataczane Ze względu na sposób
mocowania rozróżnia się frezy nasadzane i trzpieniowe z chwytem stożkowym lub
walcowym.
Frezarki dzieli się na: ogólnego przeznaczenia, specjalizowane i specjalne.
Frezarki ogólnego przeznaczenia dzieli się na wspornikowe oraz bezwspornikowe.
Najbardziej rozpowszechnione są frezarki wspornikowe, które dzieli się na: poziome zwykle,
poziome uniwersalne i pionowe. W frezarkach poziomych oraz poziomych uniwersalnych oś
wrzeciona jest ustawiona poziomo. Frezarki poziome uniwersalne są dodatkowo wyposażone
w głowicę pozwalającą na pracę w układzie pionowym, oraz w obrotnicę, która pozwala na
obracanie przedmiotu obrabianego o pewien kąt w płaszczyźnie poziomej. Ze względu na
stosunkowo małą sztywność frezarki bezwspornikowe stosowane są do obróbki małych
przedmiotów. Przykład frezarki wspornikowej przedstawiono na rysunku 70.
Rys. 70. Ogólny wygląd frezarki wspornikowej poziomej, uniwersalnej [10, s. 233]
Frezarki bezwspornikowe odznaczają się dużą sztywnością, gdyż ich stół wspiera się na
nieruchomym łożu. Służą do obróbki przedmiotów długich i ciężkich lub drobnych,
mocowanych jednocześnie, nawet po kilkanaście sztuk. Są budowane najczęściej jako
wzdłużne jednostojakowe lub bramowe.
Frezarki narzędziowe są przeznaczone do obróbki różnorodnych elementów
wymagających znacznej dokładności wykonania. Do takich elementów zaliczamy: narzędzia,
sprawdziany, przyrządy, uchwyty obróbkowe itp.
Do obróbki przedmiotów o skomplikowanych kształtach metodą odtwarzania kształtu
wzornika służą frezarki kopiarki. Ich głównym przeznaczeniem jest obróbka matryc,
wykrojników, tłoczników, krzywek, łopatek turbin itp.
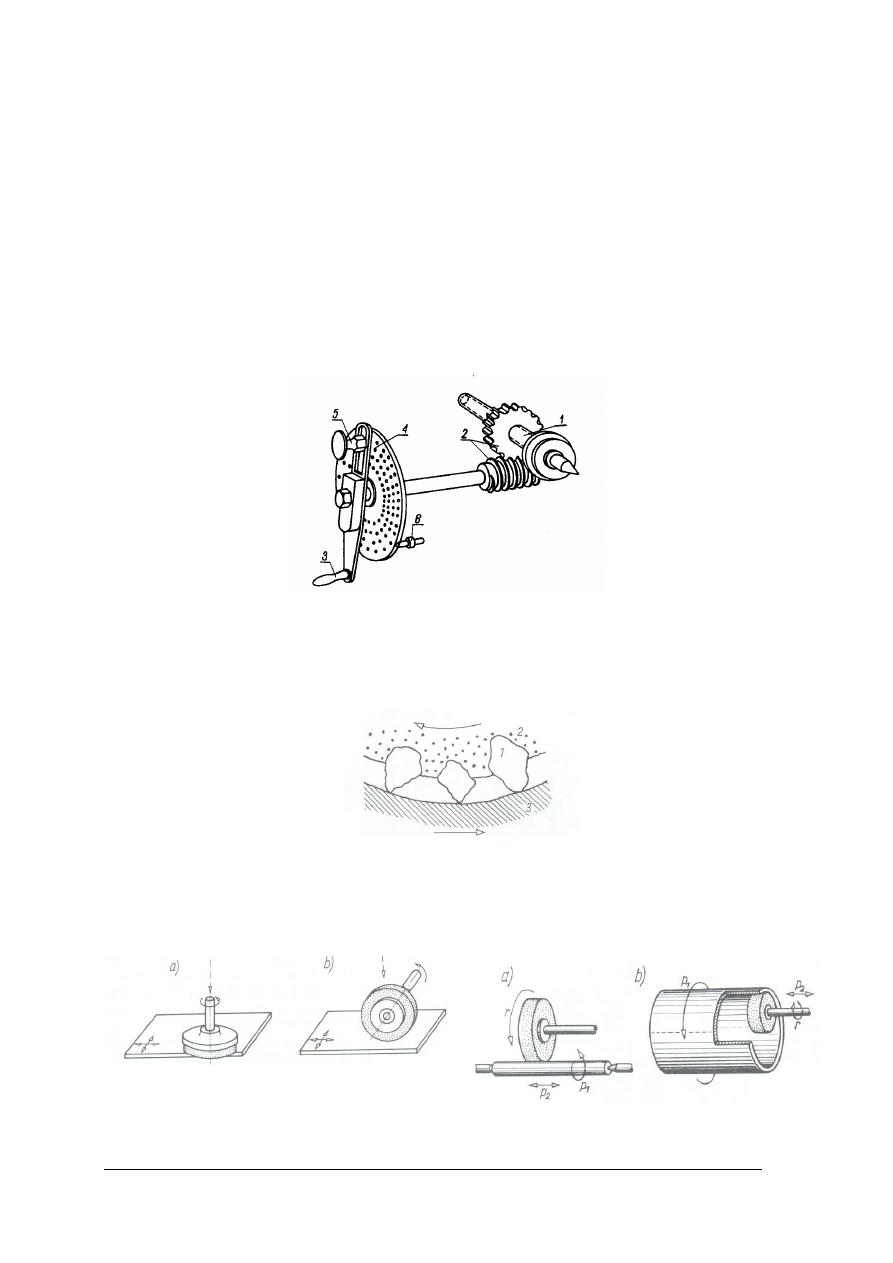
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Mocowanie przedmiotów na stole frezarek odbywa się za pomocą: imadeł, uchwytów
samocentrujących stołu obrotowego lub podzielnicy, specjalnych uchwytów frezarskich,
docisków i śrub z łbami założonymi w rowki teowe stołu. Środkowy rowek teowy stołu
frezarki jest wykonany znacznie dokładniej niż pozostałe rowki i służy do dokładnego
ustalania przyrządów mocujących przedmioty.
Obróbka powierzchni wielokrotnych na obwodzie przedmiotu obrabianego (wielokątów, kół
zębatych), wielokrotnych powierzchni śrubowych (rowki wielozwojowe, zęby śrubowe),
krzywek o zarysie spirali Archimedesa wymaga użycia podzielnicy.
Podzielnica jest to przekładnia ślimakowa o przełożeniu 1:40 wyposażona w urządzenia
dodatkowe, tj. uchwyt samocentrujący, wymienną tarczę podziałową o określonych liczbach
otworków równo rozmieszczonych na poszczególnych obwodach wskazówki i korbę. Służy
ona do równomiernego podziału kątowego obwodu przedmiotu. Zasadę działania podzielnicy
przedstawiono na rysunku 71.
Rys. 71. Zasada działania podzielnicy: 1) wrzeciono, 2)przekładnia ślimakowa, 3) korbka ręczna, 4) tarcza,
5) kołek zapadkowy, 6) rygiel [6, s. 176]
Szlifowanie przeprowadza się narzędziami zwanymi ściernicami, w których ostrza
skrawające stanowią ziarna materiału ściernego. Do budowy ściernic stosuje się kwarc,
korund, elektrokorund, węglik boru. Budowę ściernicy przedstawiono na rysunku 72.
Rys. 72. Budowa ściernicy: 1 – ziarno ściernicy, 2 – wiązanie ściernicy, 3 – materiał szlifowany [5, s. 30]
Ze względu na zadania obróbkowe występujące w procesach wytwarzania części maszyn
oraz układy kinematyczne szlifierki można podzielić na: kłowe, bezkłowe, szlifierki do
otworów i do płaszczyzn. Zasadę szlifowania powierzchni płaskich przedstawiono na rysunku
73 a szlifowania wałków i otworów na rysunku 74.
Rys. 73. Szlifowanie powierzchni płaskich:
a) czołowe, b) obwodowe [5, s. 30]
Rys. 74. Szlifowanie: a) wałka, b) otworu [5, s. 30]
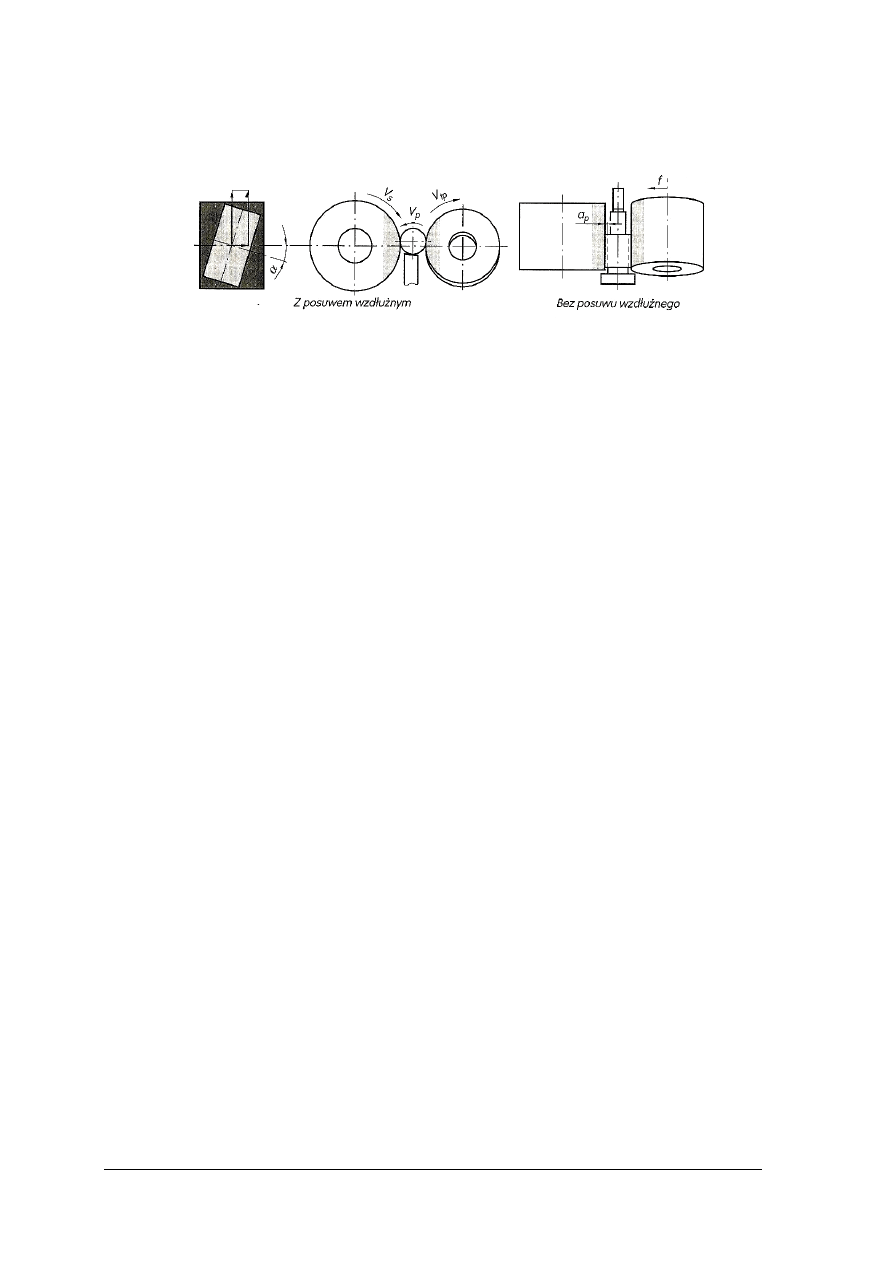
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Szlifierki bezkłowe są przeznaczone do szlifowania zewnętrznego przedmiotów
o niewielkich średnicach, cechuje je duża wydajność i są stosowane w produkcji masowej.
Przykład bezkłowego szlifowania wałków przedstawiono na rysunku 75.
Rys. 75. Szlifowanie bezkłowe wałków [10, s. 250]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie są podstawowe parametry toczenia?
2.
Jakie są rodzaje noży tokarskich?
3.
Jakie znasz przyrządy mocujące materiał na tokarce?
4.
Jak zbudowana jest tokarka kłowa?
5.
W jaki sposób wykonuje się toczenie stożków?
6.
Jakie znasz podstawowe rodzaje frezów?
7.
Jakie znasz rodzaje frezowania?
8.
Do czego służy podzielnica?
9.
Jakie wyróżniamy rodzaje szlifowania?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj toczenie powierzchni zewnętrznych na podstawie dokumentacji otrzymanej od
nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z dokumentacją,
2)
zaplanować wykonanie elementu,
3)
dobrać narzędzia robocze, przyrządy pomiarowe i wzorce,
4)
dobrać materiał,
5)
przygotować stanowisko do wykonania pracy na tokarce,
6)
dobrać parametry skrawania,
7)
zapoznać się z obrabiarką i przepisami bhp podczas toczenia,
8)
zamocować narzędzia i materiał w tokarce,
9)
wykonać toczenie pod nadzorem nauczyciela,
10)
ocenić jakość wykonanej pracy.
Wyposażenie stanowiska pracy:
−
rysunek wykonawczy detalu,
−
tokarka uniwersalna kłowa,
−
wyposażenie stanowiska tokarskiego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Ćwiczenie 2
Wykonaj toczenie stożków zewnętrznych na podstawie dokumentacji otrzymanej od
nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z dokumentacją,
2)
zaplanować wykonanie elementu,
3)
dobrać narzędzia robocze, przyrządy pomiarowe i wzorce,
4)
dobrać materiał,
5)
przygotować stanowisko do wykonania pracy na tokarce,
6)
dobrać parametry skrawania,
7)
zapoznać się z obrabiarką i przepisami bhp podczas toczenia,
8)
zamocować narzędzia i materiał w tokarce,
9)
wykonać toczenie pod nadzorem nauczyciela,
10)
ocenić jakość wykonanej pracy.
Wyposażenie stanowiska pracy:
−
rysunek wykonawczy detalu,
−
tokarka kłowa uniwersalna,
−
wyposażenie stanowiska tokarskiego.
Ćwiczenie 3
Na podstawie dokumentacji otrzymanej od nauczyciela wykonaj frezowanie płaszczyzn
głowicą frezową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z dokumentacją,
2)
zaplanować wykonanie elementu,
3)
dobrać narzędzia robocze, przyrządy pomiarowe i wzorce,
4)
dobrać materiał,
5)
przygotować stanowisko do wykonania pracy na frezarce,
6)
dobrać parametry skrawania,
7)
zapoznać się z obrabiarką i przepisami bhp podczas frezowania,
8)
zamocować narzędzia i materiał we frezarce,
9)
wykonać frezowanie pod nadzorem nauczyciela,
10)
ocenić jakość wykonanej pracy.
Wyposażenie stanowiska pracy:
−
rysunek wykonawczy detalu,
−
stanowisko frezarki pionowej,
−
wyposażenie stanowiska frezarskiego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Ćwiczenie 4
Na podstawie dokumentacji otrzymanej od nauczyciela wykonaj frezowanie rowka
frezem walcowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z dokumentacją,
2)
zaplanować wykonanie elementu,
3)
dobrać narzędzia robocze, przyrządy pomiarowe i wzorce,
4)
dobrać materiał,
5)
przygotować stanowisko do wykonania pracy na frezarce,
6)
dobrać parametry skrawania,
7)
zapoznać się z obrabiarką i przepisami bhp podczas frezowania,
8)
zamocować narzędzia i materiał we frezarce,
9)
wykonać toczenie pod nadzorem nauczyciela,
10)
ocenić jakość wykonanej pracy.
Wyposażenie stanowiska pracy:
−
rysunek wykonawczy detalu,
−
stanowisko frezarki pionowej,
−
wyposażenie stanowiska frezarskiego.
Ćwiczenie 5
Na podstawie dokumentacji otrzymanej od nauczyciela wykonaj szlifowanie obwodowe
na szlifierce do płaszczyzn detalu otrzymanego od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z dokumentacją,
2)
zaplanować wykonanie szlifowania,
3)
dobrać narzędzia,
4)
przygotować stanowisko do wykonania pracy na szlifierce,
5)
zapoznać się z obrabiarką i przepisami bhp podczas szlifowania,
6)
dobrać parametry szlifowania,
7)
zamocować narzędzia i materiał w szlifierce,
8)
wykonać szlifowanie pod nadzorem nauczyciela,
9)
ocenić jakość wykonanej pracy.
Wyposażenie stanowiska pracy:
−
rysunek wykonawczy detalu,
−
stanowisko szlifierki do płaszczyzn,
−
wyposażenie stanowiska szlifierskiego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić podstawowe parametry skrawania?
2)
sklasyfikować obrabiarki skrawające?
3)
określić sposób mocowania narzędzi i materiału na obrabiarkach?
4)
opisać budowę tokarki kłowej?
5)
opisać budowę frezarki uniwersalnej pionowej?
6)
wykonać toczenie powierzchni zewnętrznych i stożków?
7)
wykonać frezowanie płaszczyzn i rowków?
8)
wyjaśnić zastosowanie podzielnicy?
9)
omówić budowę i mocowanie wierteł?
10)
wykonać szlifowanie płaszczyzn?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań wielokrotnego wyboru o różnym stopniu trudności. Tylko jedna
odpowiedź jest prawidłowa.
5.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
Prawidłową odpowiedź zaznacz X (w przypadku pomyłki należy błędną odpowiedź
zaznaczyć kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową),
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny. Trudności mogą
przysporzyć Ci zadania: 16–20, gdyż są one na poziomie trudniejszym niż pozostałe.
Przeznacz na ich rozwiązanie więcej czasu.
8.
Na rozwiązanie testu masz 60 minut.
Powodzenia
ZESTAW ZADAŃ TESTOWYCH
1.
Za pomocą młota Charpy’ego bada się
a)
twardość.
b)
udarność.
c)
skrawalność.
d)
ścieralność.
2.
W badaniu twardości metodą Vickersa wgłębnikiem jest
a)
hartowana kulka.
b)
diamentowy stożek.
c)
diamentowy ostrosłup o podstawie sześciokątnej.
d)
diamentowy ostrosłup foremny o podstawie kwadratowej.
3.
Spadki, przestron, szyb, gardziel to elementy
a)
pieca hartowniczego.
b)
pieca płomieniowego.
c)
konwertora.
d)
wielkiego pieca.
4.
Chalkopiryt jest rudą
a)
żelaza.
b)
aluminium.
c)
miedzi.
d)
magnezu.
5.
Kokila to forma
a)
piaskowa jednorazowa.
b)
gipsowa półtrwała.
c)
metalowa trwała.
d)
ceramiczna jednorazowa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
6.
Jako topnik w lutowaniu miękkim używa się
a)
korund.
b)
kalafonię.
c)
cynę.
d)
mosiądz.
7.
Przyrząd traserski przedstawiony na rysunku to
a)
rysik.
b)
cyrkiel.
c)
pryzma traserska.
d)
środkownik.
8.
Parametrem charakteryzującym brzeszczot jest liczba zębów mierzona na odcinku
a)
10 mm.
b)
25 mm.
c)
35 mm.
d)
45 mm.
9.
Piłowanie wykonuje się za pomocą
a)
piły ramowej.
b)
brzeszczotu.
c)
pilnika.
d)
piły taśmowej.
10.
Do wiercenia w stali stosuje się wiertła o kącie wierzchołkowym wynoszącym
a)
50
°
.
b)
85-90
°
.
c)
125
°
.
d)
118
°
.
11.
Narzędzie przedstawione na rysunku to
a)
rozwiertak.
b)
gwintownik.
c)
pogłębiacz.
d)
wiertło.
12.
Do mocowania długich wałków podczas toczenia używa się
a)
uchwytów czteroszczękowych.
b)
uchwytów samocentrujących trójszczękowych.
c)
tarczy tokarskiej.
d)
kłów tokarskich, tarczy zabierakowej i zabieraka.
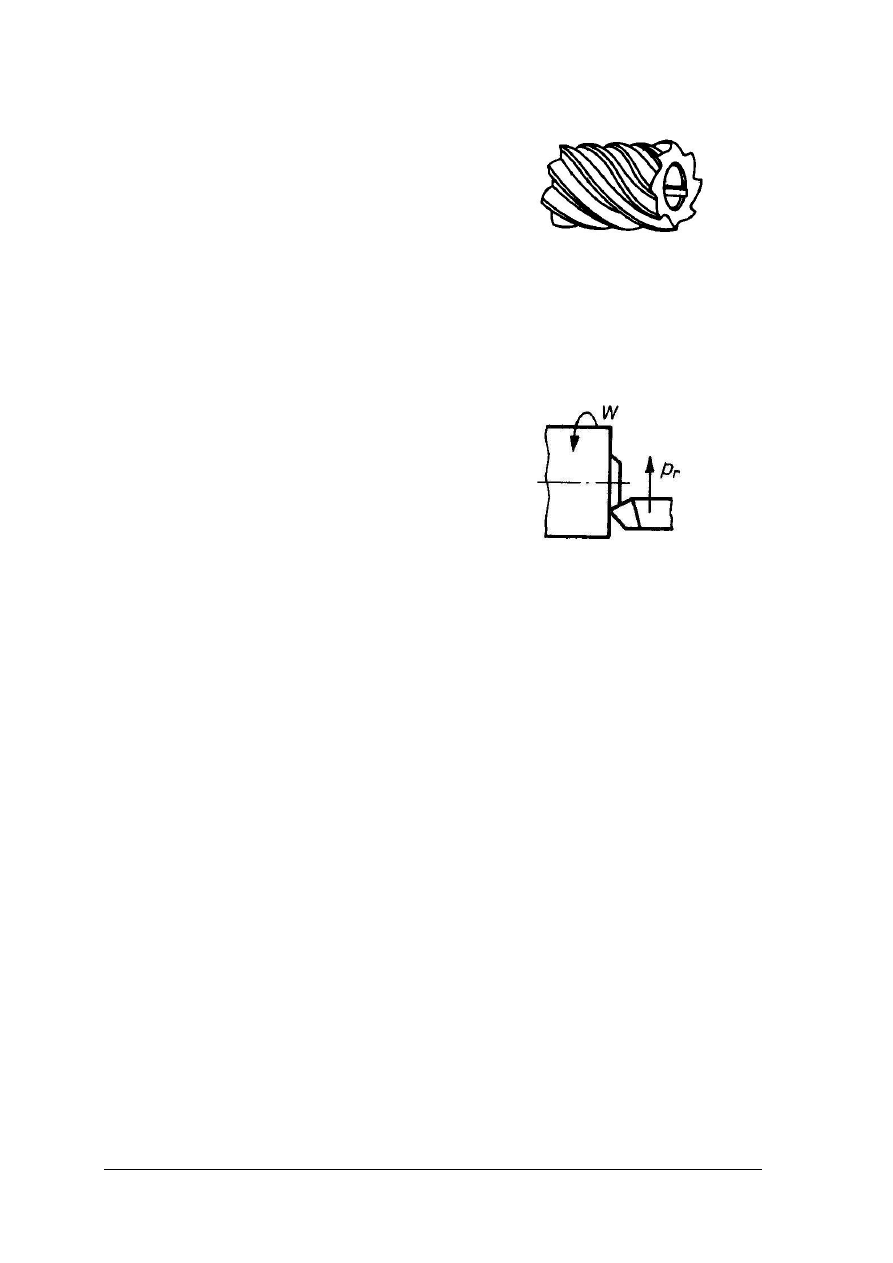
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
13.
Rysunek przedstawia
a)
frez walcowy.
b)
frez piłkowy.
c)
frez palcowy.
d)
głowicę frezową.
14.
Podczas frezowania przeciwbieżnego
a)
kierunki prędkości stycznej freza i przedmiotu są takie same.
b)
frez dociska materiał obrabiany do stołu.
c)
maszyna ma tendencje do drgań.
d)
grubość warstwy skrawanej rośnie i jest największa przy wyjściu freza z materiału.
15.
Rysunek przedstawia schematycznie
toczenie:
a)
poprzeczne.
b)
wzdłużne.
c)
stożków.
d)
kształtowe.
16.
Oksydowanie polega na
a)
pokrywaniu powierzchni stali warstwą ochronną czarnych tlenków żelaza.
b)
zanurzaniu blach stalowych w stopionym cynku.
c)
zanurzaniu przedmiotów metalowych w elektrolicie zawierającym sole nakładanego
metalu i wywołaniu przepływu prądu elektrycznego.
d)
walcowaniu na gorąco blachy grubej z blachą cienką stanowiącą warstwę ochronną.
17.
Metoda spawania MIG to spawanie z użyciem elektrody
a)
nietopliwej w osłonie gazów obojętnych.
b)
topliwej w osłonie dwutlenku węgla.
c)
topliwej w osłonie gazów obojętnych.
d)
nietopliwej w osłonie dwutlenku węgla.
18.
Policzterofluoroetylen (teflon)
a)
jest niepalny, ma duży współczynnik tarcia i wysoką odporność na czynniki
chemiczne.
b)
jest niepalny, ma mały współczynnik tarcia i wysoką odporność na czynniki
chemiczne.
c)
pali się w podwyższonej temperaturze, ma niską odporność na czynniki chemiczne
i mały współczynnik tarcia.
d)
ma małą odporność chemiczną, duży współczynnik tarcia i jest niepalny.
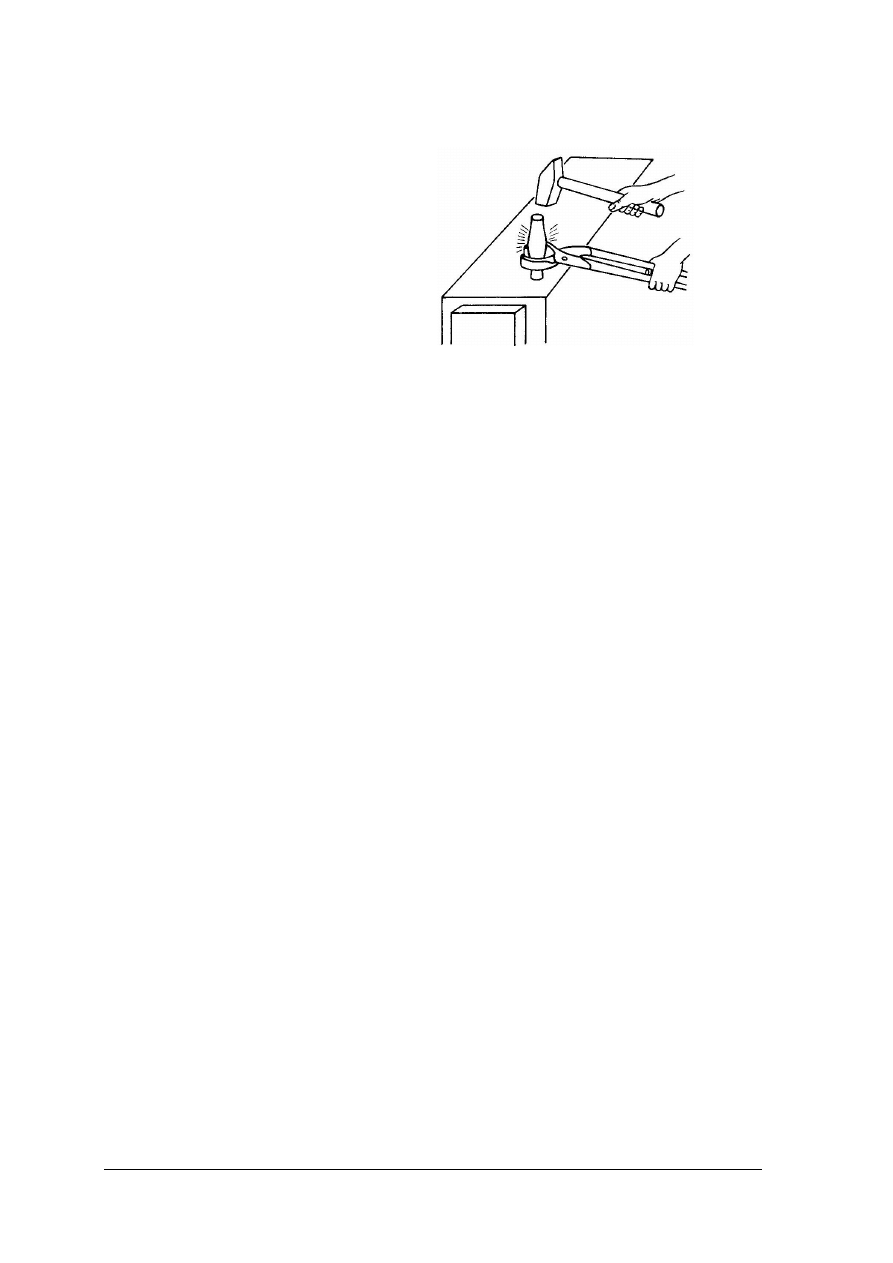
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
19.
Przedstawiona na rysunku operacja kucia ręcznego to
a)
odsadzanie.
b)
poszerzanie.
c)
spęczanie.
d)
wyginanie.
20.
W celu usunięcia naprężeń hartowniczych przeprowadza się
a)
odpuszczanie niskie.
b)
przesycanie.
c)
odpuszczanie wysokie.
d)
starzenie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykonywanie podstawowych zabiegów obróbki i spajania materiałów
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
6. LITERATURA
1.
Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. Wydawnictwo
Szkolne i Pedagogiczne, Warszawa 1993
2.
Mistur L.: Spawanie gazowe w pytaniach i odpowiedziach. WN-T, Warszawa 1989
3.
Mizerski J.: Spawanie, wiadomości podstawowe. Wydawnictwo REA, Warszawa 2007
4.
Okoniewski S.: Technologia dla elektroników. Wydawnictwo Szkolne i Pedagogiczne
Spółka Akcyjna, Warszawa 1996
5.
Okoniewski S.: Technologia maszyn. Wydawnictwo Szkolne i Pedagogiczne, Warszawa
1993
6.
Paderewski K.: Obrabiarki. Wydawnictwo Szkolne i Pedagogiczne, Warszawa 1993
7.
Siuta W.: Mechanika techniczna. Wydawnictwo Szkolne i Pedagogiczne, Warszawa
1992
8.
Tokarz K.: Mechanik pojazdów samochodowych. Techniczne podstawy zawodu.
Wydawnictwo Vogel, Wrocław 2001
9.
Zawora J.: Podstawy technologii maszyn. Wydawnictwo Szkolne i Pedagogiczne Spółka
Akcyjna, Warszawa 2001
Wyszukiwarka
Podobne podstrony:
311[15] Z1 01 Wykonywanie pomiarów warsztatowych
311[15] Z1 03 Wykonywanie konse Nieznany
311[15] O1 03 Wykonywanie rysunków części maszyn
korektor i stroiciel instrumentow muzycznych 311[01] z1 02 n
311[10] Z1 09 Wykonywanie pomia Nieznany (2)
korektor i stroiciel instrumentow muzycznych 311[01] z1 02 u
02 Wykonywanie podstawowych robót betoniarskich i zbrojarskich
311[15] Z4 02 Klasyfikowanie systemów eksploatacji złóż
712[02] Z1 02 Wykonywanie podst Nieznany
311[15] O1 02 Okreslanie wlasci Nieznany
06 Wykonywanie podstawowych operacji obróbki cieplnej
311[15] O1 04 Wykonywanie oblic Nieznany
311[15] O1 03 Wykonywanie rysunków części maszyn
technik elektryk 311[08] z1 02 n
technik mechanik 311[20] z1 02 u
więcej podobnych podstron