„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Tadeusz Kochanowski
Walcowanie blach i profili
731[06].Z2.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
Wacław Jaworski
Mirosław Muraszkowski
Opracowanie redakcyjne:
Antoni Korsak
Konsultacja:
Zenon W. Pietkiewicz
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej „Walcowanie blach
i profili” 731[06].Z2.03 zawartego w modułowym programie nauczania dla zawodu złotnik-
jubiler.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Walcowanie blach i profili
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
16
4.1.3. Ćwiczenia
17
4.1.4. Sprawdzian postępów
18
4.2. Wyżarzanie i wytrawianie metali. Instrukcje bezpieczeństwa i higieny pracy
20
4.2.1. Materiał nauczania
20
4.2.2. Pytania sprawdzające
24
4.2.3. Ćwiczenia
24
4.2.4. Sprawdzian postępów
26
5. Sprawdzian osiągnięć
27
6. Literatura
32

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy niezbędnej do walcowania blach
i profili.
Poradnik ten zawiera:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś
bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
– materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
– zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
– ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
– sprawdzian postępów,
– sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
– literaturę.
Bezpieczeństwo i higiena pracy
Podczas wykonywania czynności w pracowni należy stosować się do regulaminu, przepisów
bhp oraz instrukcji przeciwpożarowych wynikających z rodzaju wykonywanych prac. Przepisy
te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych w module 731[06].Z2
„Technologia obróbki plastycznej stosowana w procesach złotniczo-jubilerskich”.
Moduł 731[06].Z2
Technologia obróbki plastycznej stosowana
w procesach złotniczo-jubilerskich.
731[06].Z2.01
Stosowanie przepisów bhp przy sporządzaniu
stopów, wykonywaniu wyrobów walcowanych,
ciągnionych, kutych i tłoczonych.
731[06].Z2.02
Sporządzanie stopów do obróbki plastycznej.
731[06].Z2.03
Walcowanie blach i profili.
731[06].Z2.04
Ciągnienie drutu i profili.
731[06].Z2.05
Kucie i tłoczenie blach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
rozpoznawać wyroby złotnicze pochodzące w różnych okresów historycznych,
−
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciw pożarowej oraz
ochrony środowiska,
−
rozpoznawać podstawowe materiały stosowane w złotnictwie i jubilerstwie,
−
posługiwać się dokumentacją techniczną,
−
projektować wyroby złotniczo-jubilerskie,
−
rozróżniać maszyny i narzędzia stosowane w jubilerstwie,
−
wykonywać prace z zakresu obróbki ręcznej,
−
stosować przepisy bezpieczeństwa i higieny pracy przy obróbce i montażu wykańczającym
wyroby złotniczo jubilerskie,
−
montować wyroby złotnicze,
−
oprawiać kamienie jubilerskie,
−
posługiwać się mechanicznymi metodami obróbki wykańczającej,
−
zastosować chemiczne i elektrochemiczne metody obróbki wykańczającej,
−
naprawiać wyroby złotniczo-jubilerskie,
−
stosować przepisy bezpieczeństwa i higieny pracy przy sporządzaniu stopów, wykonywaniu
wyrobów walcowanych, ciągnionych kutych i tłoczonych,
−
sporządzać stopy do obróbki plastycznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
−
wykonać procesy walcowania i procesy pomocnicze zgodnie z obowiązującymi przepisami
bezpieczeństwa i higieny pracy i ochrony przeciwpożarowej,
−
określić dopuszczalny zgniot walcowanego materiału,
−
dobrać przekrój wyjściowy do walcowania określonego profilu,
−
walcować blachy i profile,
−
dobrać odpowiednią temperaturę wyżarzania walcowanego materiału,
−
dobrać parametry procesu wytrawiania,
−
wytrawić materiał po obróbce cieplnej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Walcowania blach i profili
4.1.1. Materiał nauczania
Obróbka poprzez walcowanie metali i ich stopów polega na wykorzystaniu ich plastycznych
właściwości. Są to zdolności do przyjmowania pod działaniem siły, w określonych warunkach,
odkształceń trwałych bez naruszania całości przerabianego materiału.
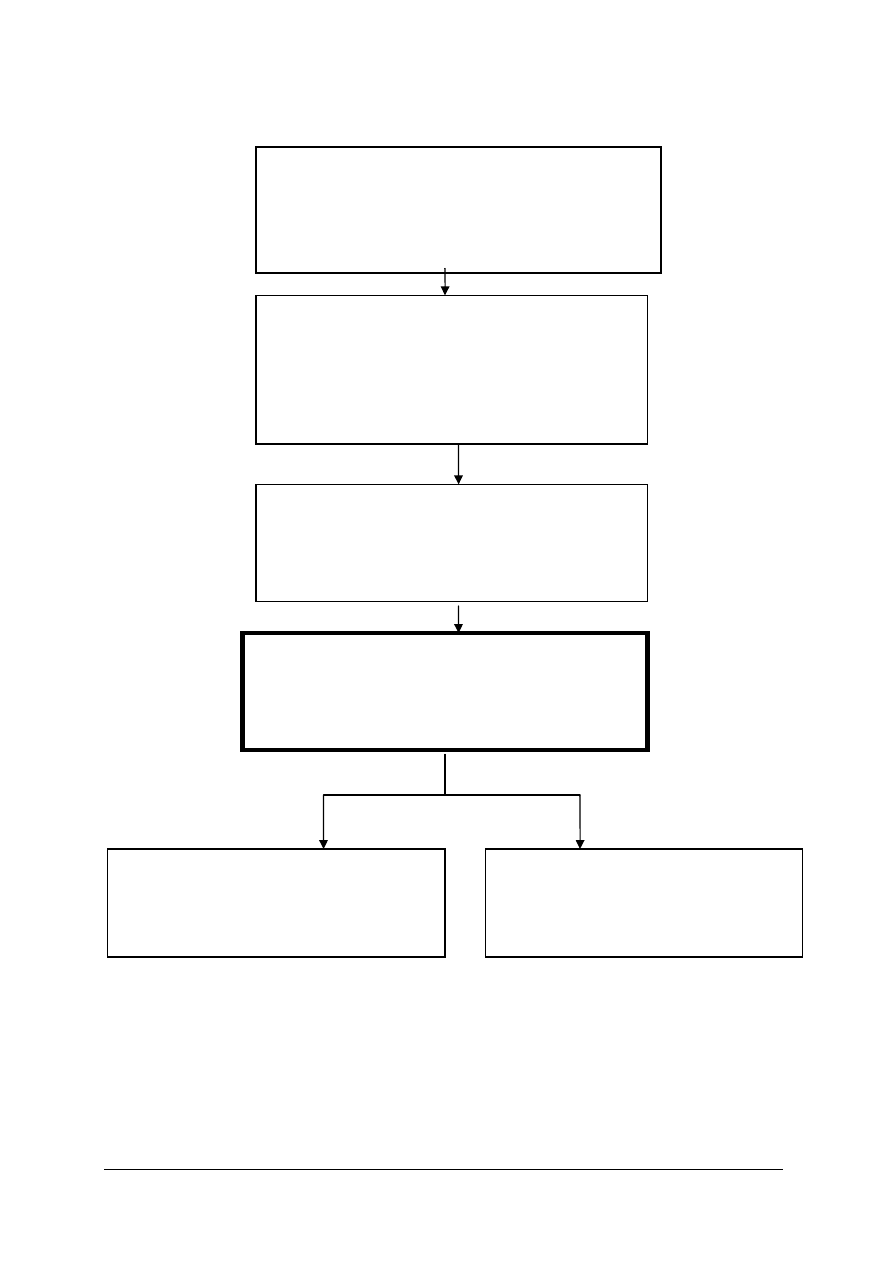
W procesie walcowania, w urządzeniach zwanych walcarkami, obrabiany materiał
przechodzi przez szczelinę pomiędzy dwoma obracającymi się w przeciwnych kierunkach
walcami.
Rys. 1. Schemat pracy walców w walcarkach
Walce zgniatają metal, a na skutek tarcia, powstającego pomiędzy powierzchniami walców
a metalem, przesuwają jednocześnie wlewek. Odkształceniu podlegają wszystkie części wsadu,
dopóki całość nie przejdzie między szczeliną walców. Walcowany materiał zmniejsza swoją
grubość przy jednoczesnym zwiększaniu długości i szerokości lub tylko długości.
Rys. 2. Profile wyrobów walcowanych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Materiały wsadowe
Kształt wlewka dobieramy zależnie od profilu, jaki chcemy otrzymać.
Materiałami wsadowymi do procesu walcowania są wlewki o profilach:
−
Płaskim – do walcowania blachy, taśm,
Rys. 3. Profil płaski
−
okrągłym lub kwadratowym – do walcowania drutu o przekroju kwadratowym i szyn.
Rys. 4. Profil okrągły
Rys. 5. Profil kwadratowy
Grubość wlewka płaskiego nie może być większa, niż odległość między walcami przy ich
maksymalnym oddaleniu. Średnica wlewka okrągłego i szerokość wlewka profilowanego nie
może być większa, niż bruzda powstała przy maksymalnym oddaleniu walców.
Niezgodność otrzymanego profilu z zaplanowanym lub wady profili mogą wynikać z:
−
wad wlewków,
−
wad w procesie walcowania.
Najczęstszymi wadami wlewków, które powstały przy ich wykonaniu, są:
−
głęboka jama wsadowa,
−
rzadzizna,
−
pęcherze gazowe,
−
niedokładne wypełnienie formy.
Powstają one na skutek:
−
złego przygotowania formy odlewniczej,
−
braku lub niestarannego odpowietrzenia formy,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
niskiej temperatury formy,
−
nierównomiernego wymieszania metali,
−
nierównomiernego wlewania,
−
zbyt wysokiej temperatury wlewanego metalu.
Wady profili powstałe w procesie walcowania to:
−
pękanie,
−
nieprawidłowy kształt otrzymanego profilu,
−
kruchość.
Powstają one przez:
−
zbyt duży jednorazowy zgniot walców,
−
niezachowanie prawidłowej kolejności zmian bruzd w walcach bruzdowych,
−
zmianę kierunku walcowania materiału wsadowego, bez uprzedniego wyżarzenia,
−
nieprawidłowy dobór materiału wsadowego.
Urządzenia do walcowania
Proces walcowania wykonujemy na walcarkach:
−
o napędzie ręcznym,
Rys. 6. Walcarka o napędzie ręcznym [internet]
−
o napędzie elektrycznym.
Rys. 7. Walcarka o napędzie elektrycznym [internet]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
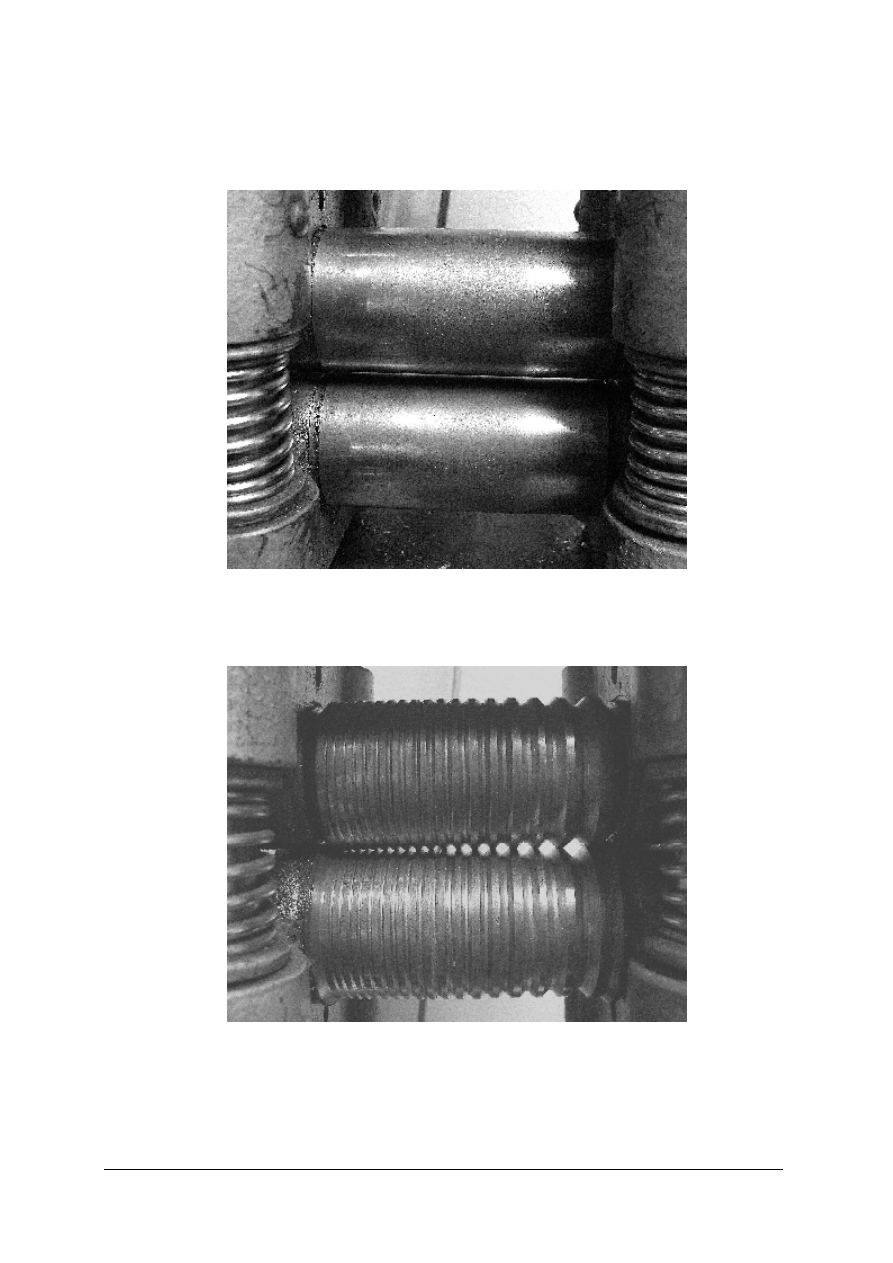
Wykrój walców, czyli tak zwany kaliber, zależy od kształtu żądanego wyrobu gotowego.
Podstawowy wykrój walców to :
−
płaskie – do walcowania na blachę,
Rys. 8. Walce płaskie [internet]
−
bruzdowe (bruzda nazywamy wycięcie na powierzchni walca),
Rys. 9. Walce bruzdowe [internet]
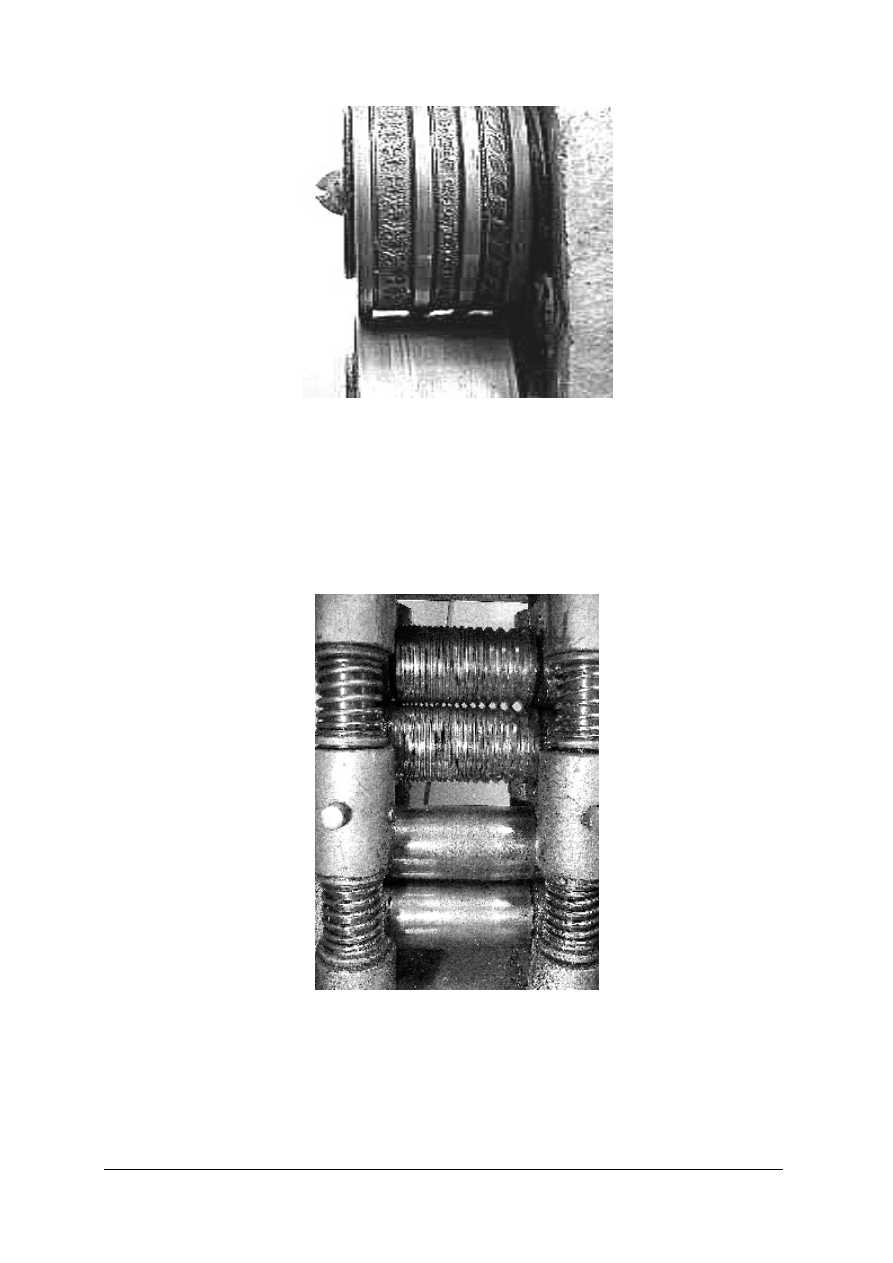
−
profilowane – do walcowania profili na szynę,
−
grawerowane.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 10. Walce grawerowane [internet]
Regulacja położenia walców względem siebie odbywa się za pomocą pokrętła. Walce
oddalają się od siebie bądź zbliżają. Pozwala to regulować szczelinę między nimi i walcować
profil etapami. Walcarki pracujące na zasadzie układu dwóch walców noszą nazwę
dwuwalcarek. W układzie tym pracują dwie pary walców jeden nad drugim. Do oznaczenia
kolejności zmian bruzd, przy walcowaniu drutów o przekroju kwadratowym, służy ruchomy
wskaźnik.
Rys. 11. Dwuwalcarka [internet]
Na każdej parze walców bruzdowych umieszczonych jest zwykle kilka wykrojów. Kształty
wykrojów są różne i zależą od rodzaju profilu wyrobu walcowanego, który zamierzamy
otrzymać.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Innym rodzajem walcarki jest walcarka profilowana – zwijająca.
Rys. 12. Walcarka profilowana [internet]
Walcarka ta profiluje płaski pasek blachy i zwija go na ustawioną średnicę. Profil dobieramy
wymieniając rolki.
Zgniot
Obróbka plastyczna na zimno zmienia nie tylko kształt wyjściowy, wpływa również na
zmianę właściwości i struktury przerabianego materiału.
Tab. 1. Zmiany mechanicznych własności stopów przez walcowanie [12, s. 132]
Sk
ład stopu
Stopie
ń
wyci
ągnięcia
w
%
Twardo
ść
kg/mm²
Wytrzyma
łość
kg/mm²
Ci
ągliwość
%
0
79
31,5
85,6
15
100
40,0
8,7
30
118
47,4
5,5
0,800 srebra + 0,200 miedzi
60
130
58,5
4,3
0
136
55,0
34,3
15
156
69,1
12,1
30
171
76,7
4,9
0,585 z
łota + 0,207 srebra
+ 0,208 miedzi
60
186
85,4
3,1
0
105
48,3
44,8
15
148
60,3
22,1
30
160
74,0
5,7
0,750 z
łota + 0,125 srebra
+ 0,125 miedzi
60
182
85,4
3,3
Zespół zmian zachodzących w metalu lub stopie wywołanych obróbką plastyczną na zimno
nazywamy zgniotem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Powoduje on:
−
wzrost twardości,
−
spadek plastyczności,
−
spadek przewodności elektrycznej,
−
zmniejszenie odporności na korozje,
−
zwiększenie gęstości.
Poprawienie właściwości wytrzymałościowych w wyniku zgniotu nazywamy umocnieniem.
Stopień zgniotu jest miarą odkształcenia materiału.
Zgniot krytyczny jest to stan struktury w metalach lub stopach poddawanych obróbce
mechanicznej na zimno, przy którym następuje najwyższy rozrost ziaren.
Za miarę zgniotu przyjęto stopień odkształcenia wyrażony ubytkiem przekroju w procentach:
F
o
- F
1
Z = F
o
x 100% ,
gdzie:
Z – stopień zgniotu w procentach,
F
o
– początkowe pole przekroju poprzecznego,
F
1
– pole przekroju poprzecznego po odkształceniu.
Przebieg procesu walcowania
•
blachy na walcarce o napędzie elektrycznym,
−
ustawiamy odległość walców, dopasowując ją do kształtu wlewka,
−
włączamy walcarkę,
−
wkładamy wlewek między walce,
−
po przejściu wlewka przez walce wyjmujemy go z drugiej strony walców,
−
pokrętłem walcarki zmniejszamy odległość między walcami; zmiana ta powinna być bardzo
niewielka,
Rys. 13. Regulowanie odległości między walcami [internet]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
−
jeżeli odległość między walcami zmniejszymy za dużo, to walce zatrzymają się – należy
wówczas zmienić kierunek obrotu walców lub zwiększyć odległość między nimi i wyjąć
wlewek,
−
odległość między walcami zmniejszamy po jedno- lub dwukrotnym przepuszczeniu wlewka
przez walce, aż do osiągnięcia żądanych wymiarów profilu,
−
po zakończeniu walcowania zwiększamy pokrętłem odległość pomiędzy walcami, w celu
osłabienia nacisku na sprężyny.
•
profili na walcarce o napędzie elektrycznym,
−
ustawiamy odległość walców, dopasowując ją do kształtu wlewka,
−
włączamy walcarkę,
−
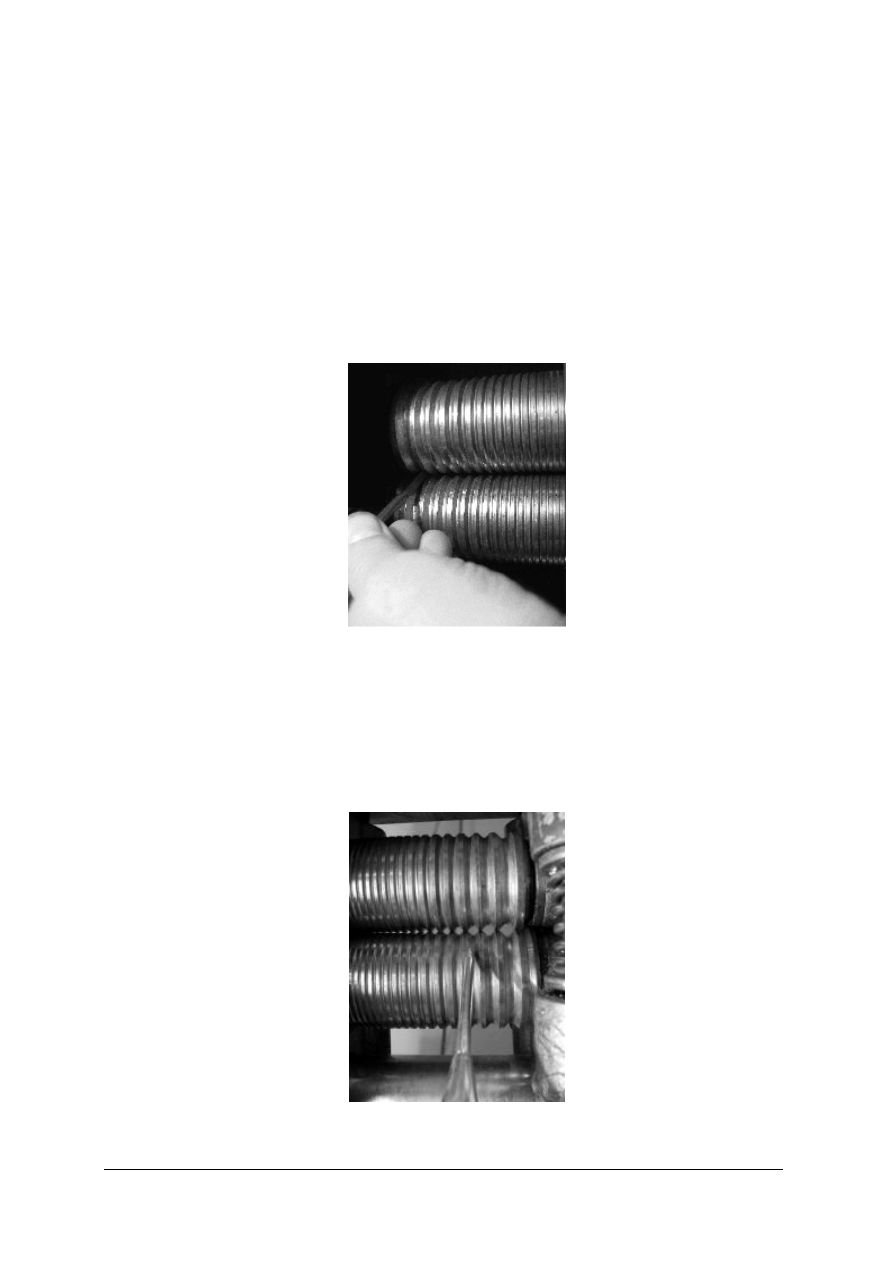
wkładamy wlewek między bruzdy,
Rys. 14. Wkładanie wlewka między bruzdy [internet]
−
po przejściu wlewka przez walce wyjmujemy go z drugiej strony,
−
pokrętłem walcarki zmniejszamy odległość między walcami analogicznie, jak przy
walcowaniu blachy,
−
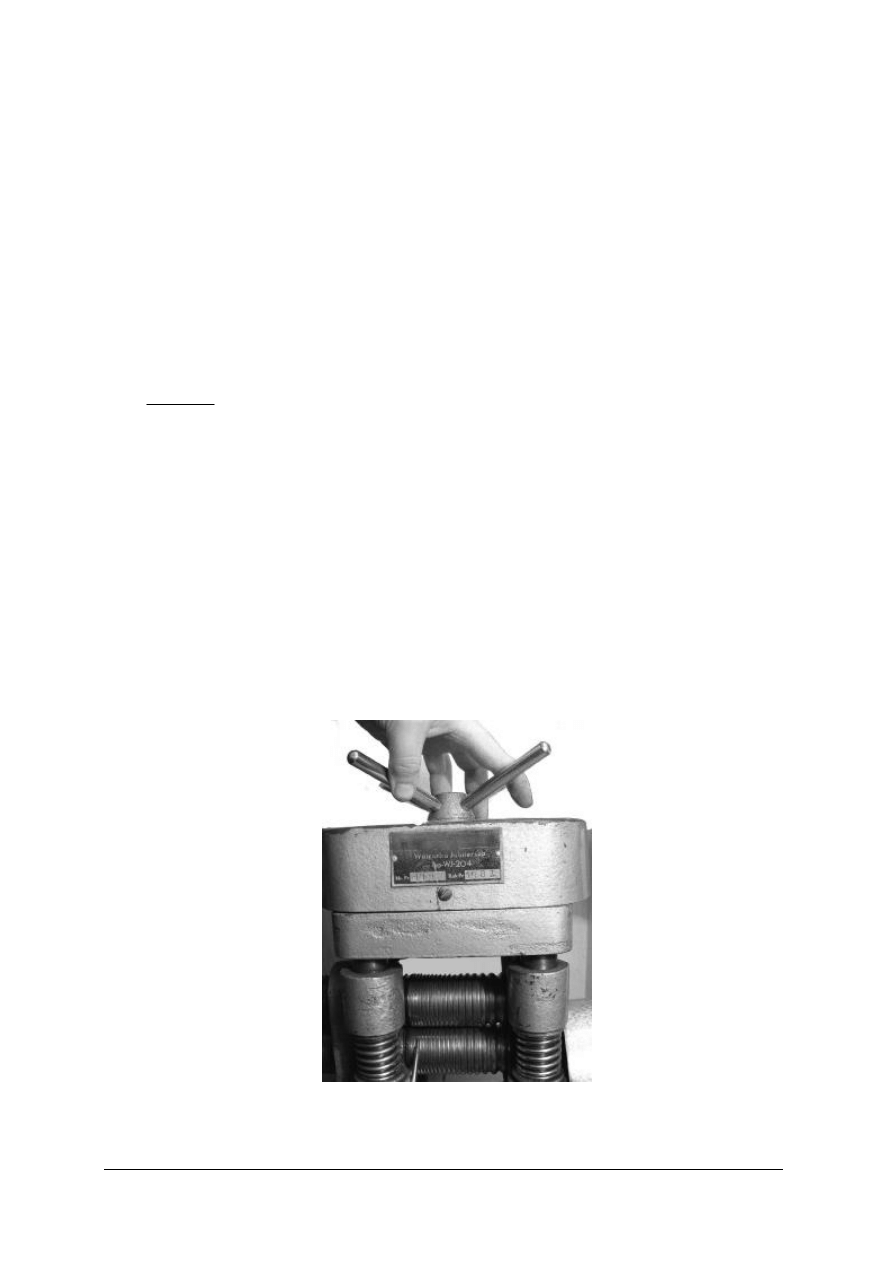
po maksymalnym zbliżeniu do siebie walców, zaznaczamy kolejną bruzdę wskaźnikiem
i walcujemy wlewek w kolejnej bruździe o mniejszym przekroju,
Rys. 15. Wskaźnik do zaznaczania kolejnych bruzd [internet]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
−
przed włożeniem do bruzdy materiału rozsuwamy walce, dopasowując do wielkości
przekroju profilu,
−
w ten sposób postępujemy aż do uzyskania żądanego profilu.
W czasie walcowania materiał wsadowy zawsze wkładamy tą samą stroną między walce. Jeżeli
chcemy zmienić płaszczyznę lub kierunek walcowania, to musimy wyżarzyć wlewek.
Po każdym przepuszczeniu wlewka oglądamy go w celu sprawdzenia czy:
−
nie pęka,
−
nie kruszy się,
−
nie złuszcza się.
Po kilku lub kilkunastu zmniejszeniach odległości walców lub kilku zmianach bruzd
przeprowadzamy wyżarzanie materiału.
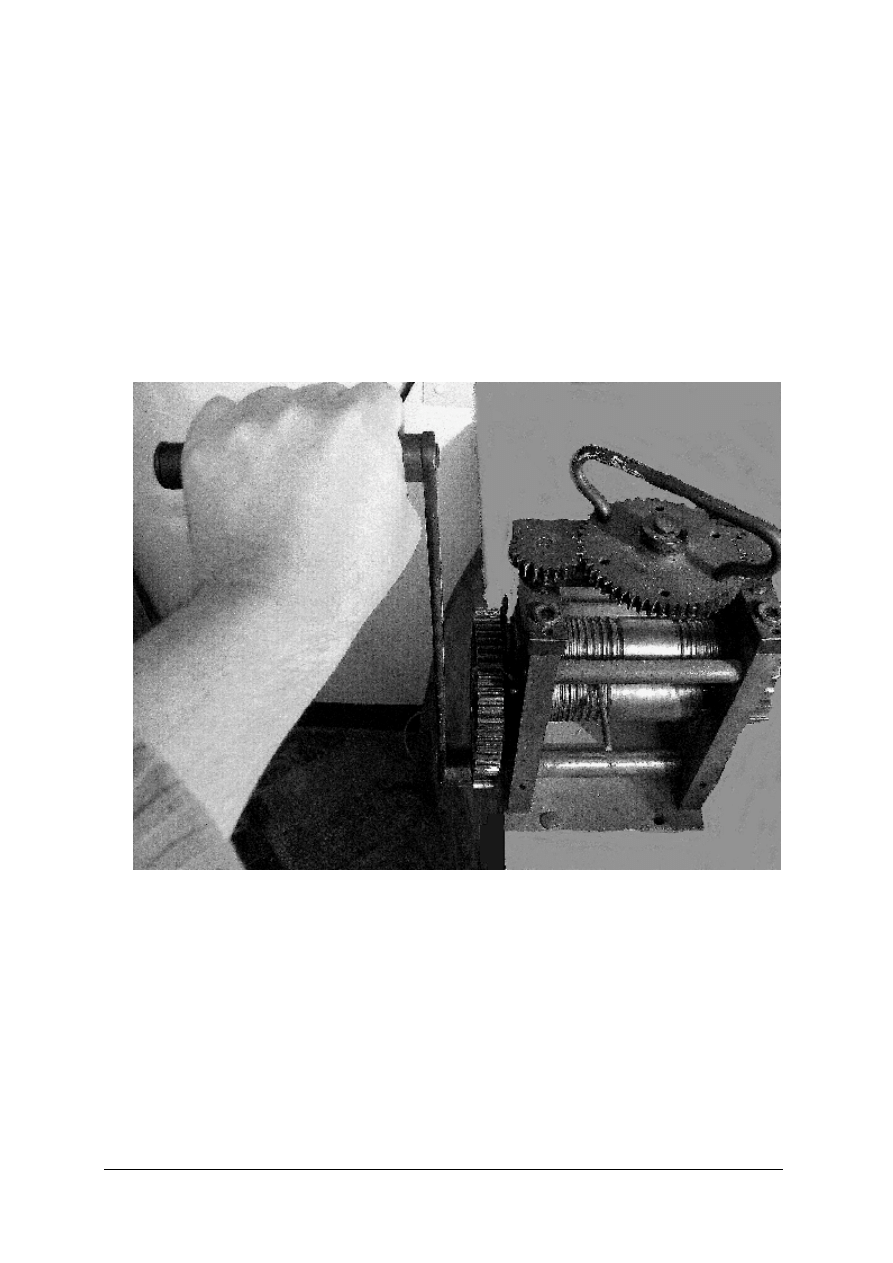
Walcując wlewki na walcarce ręcznej postępujemy analogicznie, jak na walcarce elektrycznej.
Rys. 16. Walcowanie walcarką ręczną [internet]
Kręcąc korbą przesuwamy walce. Jeżeli odległość między nimi będzie za mała w stosunku do
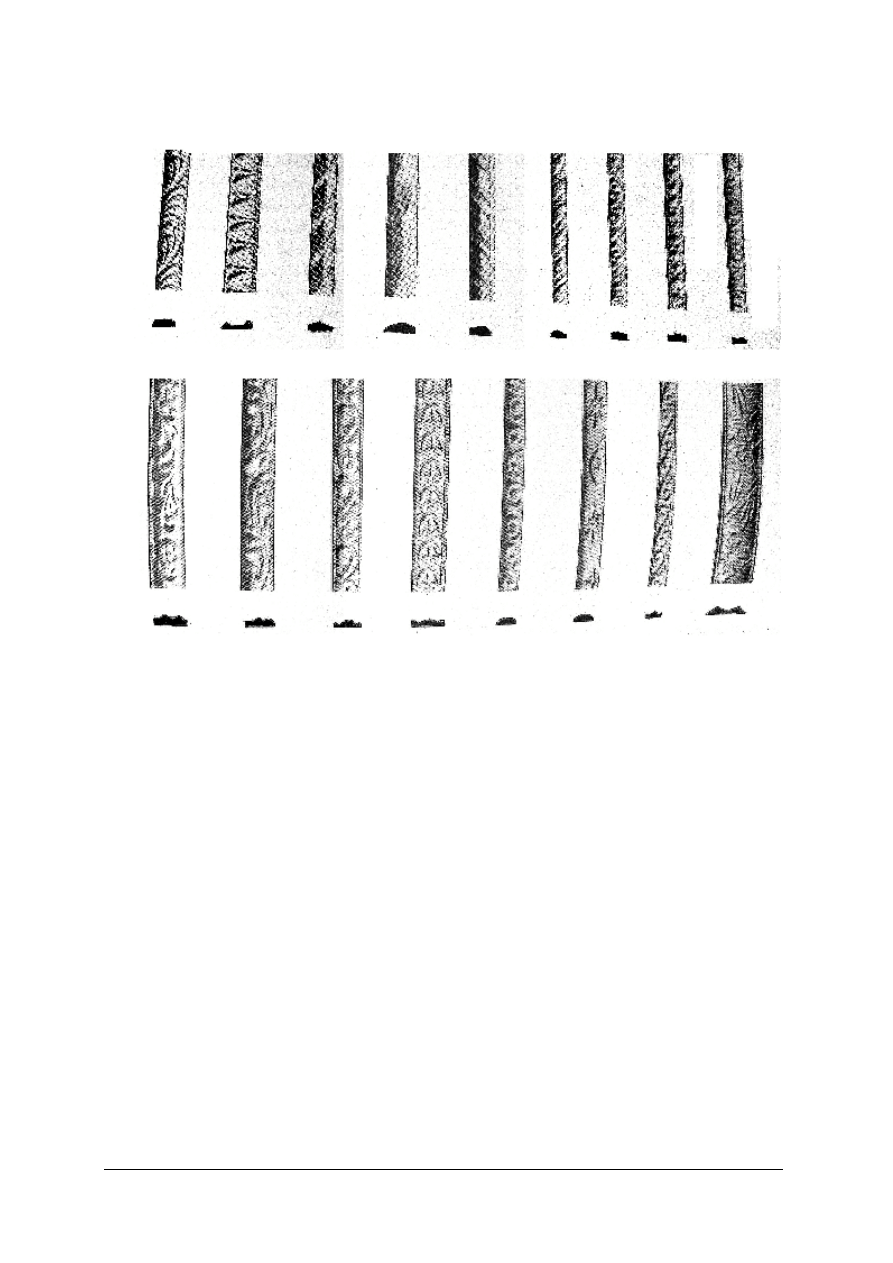
wlewka, to nie damy rady obracać korbą. Profile grawerowane na walcarce elektrycznej
walcujemy dopasowując materiał wsadowy do szerokości i wysokości profilu na walcach
bruzdowych i płaskich. Przepuszczamy przez walce jeden raz. Dwukrotne walcowanie mogłoby
spowodować przesunięcie wzoru.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 17. Przykłady profili wykonanych przy użyciu walców grawerowanych [internet]
Podobnie postępujemy pracując na walcarce profilowanej – zwijającej. Przygotowaną taśmę
wprowadzamy między rolki profilujące. Obracając korbą kształtujemy blachę i zwijamy
otrzymany profil w zwój.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega proces walcowania?
2. Co nazywamy stopniem zgniotu?
3. W jaki sposób obliczamy wartość zgniotu?
4. Jakie materiały są potrzebne do procesu walcowania?
5. Jakie są rodzaje wlewków w zależności od potrzebnego profilu końcowego?
6. Jakie są przyczyny wad walcowanych wlewków?
7. Jakie parametry wlewka ulegają zmianom podczas procesu walcowania?
8. Wymień czynności technologiczne procesu walcowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.1.3. Ćwiczenia
Ćwiczenie 1
Dobierz materiał wsadowy do walcowania profilu na szynę pierścionka i zaplanuj proces
walcowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wybrać bruzdę, w której zakończysz walcowanie,
2) dobrać odpowiedni wlewek,
3) wybrać bruzdę, w której rozpoczniesz walcowanie,
4) zaplanować proces walcowania,
5) sprawdzić poprawność wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
wlewki o różnym kształcie,
−
walcarka z walcami profilowanymi do walcowania na szynę.
Ćwiczenie 2
Wykonaj profil o przekroju kwadratowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać kształt materiału wsadowego,
2) dobrać bruzdę do kształtu wlewka,
3) włączyć walcarkę,
4) włożyć wlewek w bruzdę,
5) walcować w kolejnych bruzdach,
6) nie zmieniać kierunku wkładania wlewka do bruzd,
7) zakończyć proces walcowania po uzyskaniu potrzebnego profilu,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
walcarka ręczna bądź elektryczna,
−
wlewek.
Ćwiczenie 3
Oblicz zgniot walcowanej blachy o przekroju 3 mm x 80 mm do przekroju 1 mm x 81mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) znać wzór na obliczanie zgniotu,
2) obliczyć pola przekroju przed i po walcowaniu,
3) wstawić dane z ćwiczenia do wzoru,
4) wyliczyć procentową wartość zgniotu,
5) sprawdzić prawidłowość wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Wyposażenie stanowiska pracy:
−
notatnik i przybory do pisania,
−
kalkulator,
−
literatura z punktu 6.
Ćwiczenie 4
Wykonaj profil o przekroju kwadratowym przy użyciu walcarki ręcznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać kształt materiału wsadowego,
2) dobrać odpowiednią bruzdę,
3) włożyć wlewek,
4) walcować kręcąc korbą,
5) walcować w kolejnych bruzdach nie zmieniając kierunku walcowania,
6) zakończyć proces walcowania po osiągnięciu zaplanowanego profilu,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
walcarka ręczna,
−
wlewek.
Ćwiczenie 5
Wykonaj walcowanie blachy na ustaloną grubość przy użyciu walcarki elektrycznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać kształt i wymiary materiału wsadowego,
2) ustawić odległość walców,
3) włączyć walcarkę,
4) włożyć wlewek,
5) walcować wlewek sprawdzając jego grubość suwmiarką,
6) po uzyskaniu zaplanowanej grubości zakończyć walcowanie,
7) dokonać oceny oprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
walcarka elektryczna,
−
wlewek,
−
suwmiarka.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) opisać, na czym polega proces walcowania?
2) określić, jakie mogą być rodzaje wlewków w zależności od potrzebnego
profilu końcowego?
3) określić rodzaje i przyczyny wad mogących występować na wlewkach?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4) określić, jakie parametry wlewka ulegają zmianie podczas procesu
walcowania?
5) zdefiniować podstawowe pojęcia występujących podczas walcowania
procesów?
6) opisać, jak są zbudowane najczęściej występujące w złotnictwie walcarki?
7) określić kolejne czynności procesu technologicznego podczas walcowania?
8) zdefiniować pojęcie wyżarzania odpuszczającego?
9) zdefiniować pojęcie zgnioty?
10) określić, co nazywamy stopniem zgniotu?
11) omówić zmiany spowodowane zjawiskiem zgniotu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.2. Wyżarzanie i wytrawianie metali. Instrukcje bezpieczeństwa
i higieny pracy
4.2.1. Materiał nauczania
Zmiany w strukturze i właściwościach metalu wywołane plastyczną obróbką na zimno nie
są trwałe, można je usunąć za pomocą obróbki cieplnej zwanej wyżarzaniem.
Termiczną obróbkę stopów przeprowadza się w celu uwolnienia napięć wewnętrznych stopu po
obróbce mechanicznej na zimno. Grzanie metali i stopów powoduje zmiany jego właściwości
mechanicznych. Ułatwiają one obróbkę plastyczną.
Wśród czynności związanych z podwyższeniem temperatury metali i ich stopów
wyróżniamy:
−
nagrzanie: jest to grzanie ciągłe lub stopniowe do temperatury wymaganej przy początku
obróbki plastycznej,
−
podgrzanie: jest to grzanie do temperatury niższej niż właściwa temperatura początku
obróbki plastycznej,
−
dogrzanie: jest to grzanie od temperatury podgrzania do właściwej temperatury obróbki
plastycznej,
−
wygrzanie: jest to utrzymanie przy temperaturze odpowiadającej początkowi przeróbki
plastycznej w ciągu czasu potrzebnego do wyrównania temperatury przekroju wlewka lub
przedmiotu wyżarzonego.
Wyżarzanie
Wyżarzanie jest to wygrzanie wyrobu w określonej temperaturze i powolne jego chłodzenie.
W procesie obróbki mechanicznej obrabiany metal może ulegać miejscowym
odkształceniom. Część ulega ściskaniu, podczas gdy inne części rozciąganiu, wyginaniu,
skręcaniu i tym podobnym zjawiskom. Prowadzi to do wywołania wewnątrz metalu procesów
zmieniających ich budowę krystaliczną poprzez przemieszczenie się atomów wewnątrz
kryształów, a nawet przeskok atomów z jednego kryształu do drugiego i w konsekwencji
wywołanie w wyrobie naprężeń wewnętrznych.
Proces wyżarzania ma na celu:
−
zmniejszenie zniekształceń w sieci krystalicznej,
−
nadanie sieci krystalicznej stanu równowagi,
−
usunięciu naprężeń wewnętrznych w całym wyrobie.
Temperatura i czas wyżarzania mają bardzo istotny wpływ na efekt procesu, są uzależnione od
składu stopu i stopnia obróbki mechanicznej.
Tab. 2. Tabela czasu i temperatury wyżarzania stopów
stop
czas
wyżarzania
w minutach
temperatura
wyżarzania
w °C
srebra
próby
0,800
10
720
srebra
próby
0,925
10
750
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
złota
próby
0,585
barwy
czerwonej
10
750
złota
próby
0,585
barwy
żółtej
15
750
złota
próby
0,750
15
780
Wyżarzając metal palnikiem nie możemy precyzyjnie ustalić temperatury. Określamy ją na
podstawie barwy nagrzanego materiału. Nagrzewanie stopu kończymy, kiedy osiągnie on barwę
ciemnobordową.
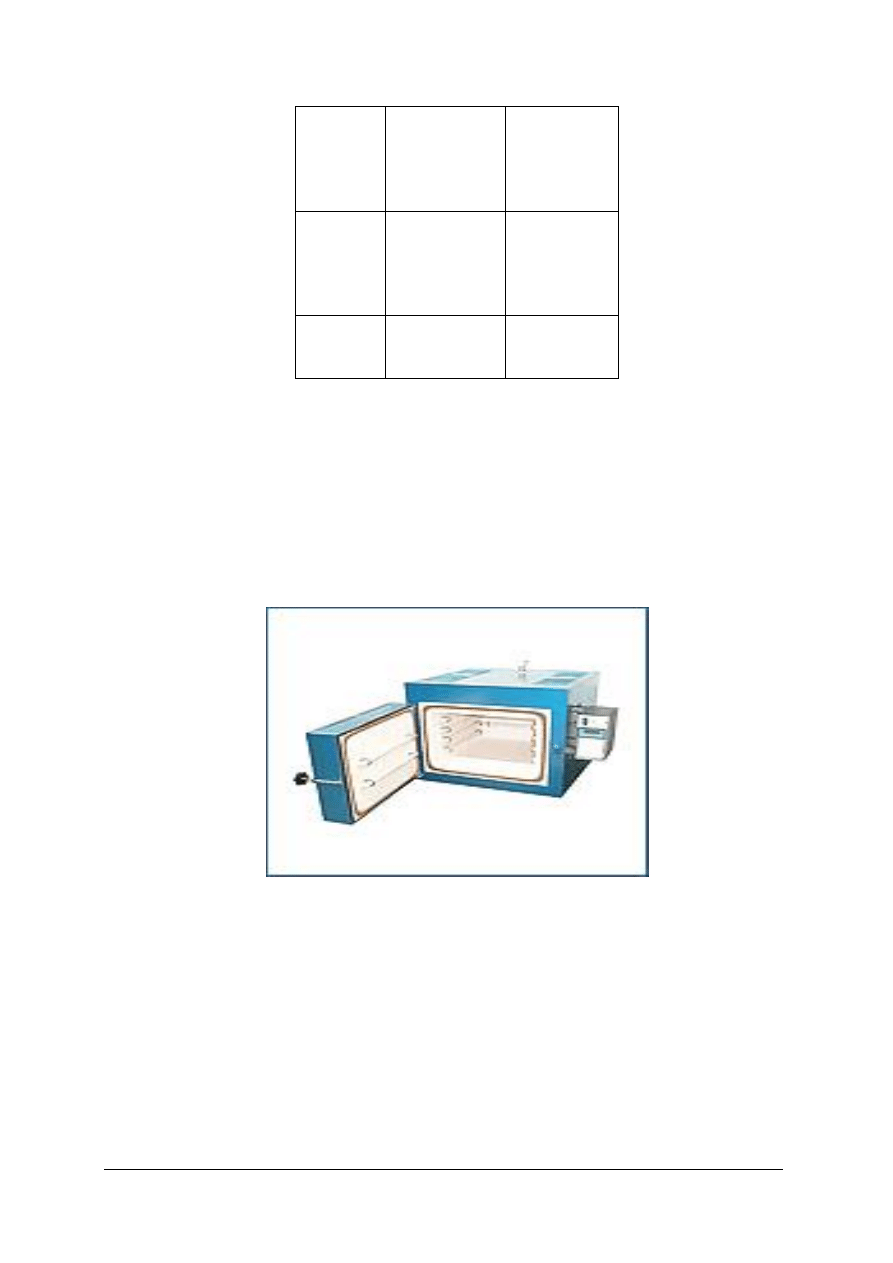
Urządzenia do wyżarzania
Wyżarzanie przeprowadzamy w:
−
piecach, w których możemy ustawić temperaturę i czas procesu wyżarzania, w praktyce jest
to najczęściej piec do wypalania tulei odlewniczych,
Rys. 18. Piec do wypalania tulei odlewniczych [internet]
−
piecach specjalnie skonstruowanych do wyżarzania, piec taki wypełniony jest mieszaniną
chlorków i fosforanów sodowych w temperaturze około 550°C (ta metoda zabezpiecza
metal przed tworzeniem się na jego powierzchni tlenków metali, proces wytrawiania
przestaje być konieczny),
−
za pomocą palnika, stanowisko do nagrzewania na węglu lub płytce szamotowej.
Instrukcja wyżarzania
•
w piecu,
−
ustalamy parametry wyżarzania stopu,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
−
nastawiamy w sterowniku pieca temperaturę do której ma się nagrzać,
−
do nagrzanego pieca wkładamy pęsetą metal do wyżarzania,
−
po ustalonym czasie wyjmujemy nagrzany metal i chłodzimy go,
•
w piecu z mieszaniną soli,
−
nagrzewamy roztwór do odpowiedniej temperatury,
−
w nagrzanym roztworze zanurzamy metal do wyżarzenia,
−
nagrzany metal wyjmujemy z roztworu,
−
chłodzimy metal,
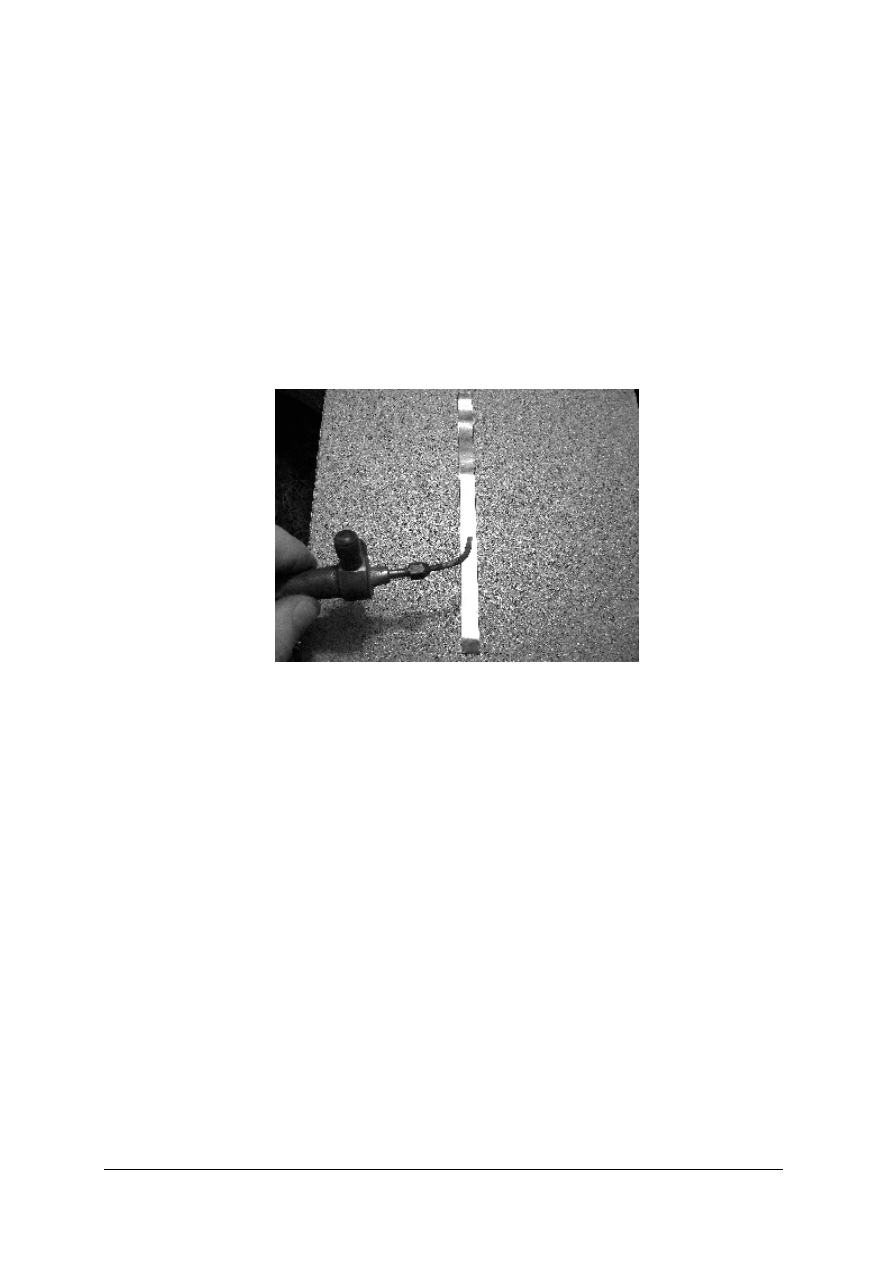
•
palnikiem na węglu,
−
układamy metal na węglu, jeżeli jest, to drut, to skręcamy go w zwój pierścieniowy, co
umożliwia równomierne ogrzewanie,
−
równomiernie nagrzewamy powierzchnię aż do uzyskania barwy ciemnobordowej,
Rys. 19. Wyżarzanie blachy przy pomocy palnika
−
do chłodzenia przedmiotów używamy wody lub roztworów wytrawiających.
W wyniku zbyt wysokiej temperatury wyżarzania mogą nastąpić niekorzystne zjawiska
w strukturze takie, jak:
−
przegrzanie, w jego wyniku następuje rozrost ziaren, powodujący obniżenie własności
mechanicznych,
−
przepalenie, proces nadtapiania granic ziaren, w wyniku którego następuje gwałtowny
spadek twardości i plastyczności.
Wyżarzanie jest to zjawisko powodujące:
−
zmiękczanie wyrobów i półfabrykatów po procesach technologicznych powodujących
utwardzenie,
−
podnosi ciągliwość,
−
zmniejsza kruchość i twardość wyrobu,
−
likwiduje i zmniejsza naprężenia powstałe w procesach utwardzania.
Do określenia temperatury złota, srebra i ich stopów możemy posługiwać się barwami
nalotowymi przy procesie grzania i wyżarzania. Temperatura i czas trwania obróbki cieplnej
stopów metali szlachetnych w procesie krystalizacji zależne są od: składu stopu etapu jego
obróbki i utwardzenia podczas obróbki mechanicznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Wytrawianie
Podczas trwania procesu wyżarzania (z wyjątkiem wyżarzania w solach) na powierzchni
przedmiotów tworzą się tlenki metali. Tlenki są to związki pierwiastków z tlenem,
najpospolitsze związki chemiczne powstające podczas spalania pierwiastków w powietrzu.
Tlenki powstałe na powierzchni metalu utrudniają bądź uniemożliwiają dalszą obróbkę metalu.
W celu ich zlikwidowania przeprowadzamy proces wytrawiania. Polega on na umieszczeniu
metalu w roztworze, który usunie warstwę tlenków.
Najczęściej stosowane roztwory do wytrawiania to:
−
kwas siarkowy rozcieńczony z wodą w stosunku 1:3 – wygotowujemy w nim wyroby ze
stopów srebra i złota,
−
kwasu solnego – do trawienia stopów złota barwy czerwonej,
−
kwasu azotowego – do trawienia stopów złota barwy żółtej,
−
boraksu,
−
kwasu borowego,
−
soli kuchennej.
W praktyce najpowszechniej stosowany jest roztwór kwasu siarkowego. Wytrawianie
przeprowadzamy pod wyciągiem z bardzo dobrą wentylacją, ponieważ wydzielające się opary
związków chemicznych są szkodliwe dla zdrowia.
Przebieg procesu wytrawiania
−
przygotowujemy odpowiedni roztwór w naczyniu kamionkowym,
−
umieszczamy je na maszynce elektrycznej i ogrzewamy,
−
za pomocą pęsety umieszczamy wytrawiany przedmiot w ogrzanym roztworze,
−
po kilku minutach wyjmujemy przedmiot i sprawdzamy, czy jego powierzchnia jest już
wolna od tlenków, powinna mieć jednolitą, jasną barwę stopu, którego jest wykonany
przedmiot,
−
jeżeli nie jest jeszcze wytrawiona, to umieszczamy przedmiot ponownie w roztworze,
−
po zakończeniu wygotowywania wyrób płuczemy i suszymy.
Proces wytrawiania wykonujemy w okularach ochronnych, rękawicach gumowych i w fartuchu.
Bezpieczeństwo pracy przy walcowaniu i wyżarzaniu
Instrukcja bezpieczeństwa i higieny pracy przy walcowaniu i wytrawianiu.
Przy tych operacjach należy zwrócić uwagę na:
−
odzież osoby pracującej przy obsłudze walcarki, która powinna uniemożliwiać wciągnięcie
jej między walce lub inne części mechaniczne walcarek,
−
prawidłowe zabezpieczenie części obrotowych walcarki osłoniętych w taki sposób, żeby
uniemożliwić wciągnięcie odzieży, materiałów i narzędzi,
−
ostrożne wkładanie i wyjmowanie wlewka do walcarki,
−
wykonywanie procesów wyżarzania i wytrawiania pod wyciągiem z wentylacją,
−
zabezpieczenie odzieży, rąk i twarzy przez odpryskami roztworów kwasów,
−
zachowanie ostrożności przy posługiwaniu się palnikiem jubilerskim i obsłudze pieca
elektrycznego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie procesy zachodzą w metalach podczas obróbki mechanicznej?
2. W jakim celu stosujemy proces wyżarzania metali?
3. W jakich urządzeniach przeprowadzamy wyżarzanie?
4. Od czego zależy temperatura i czas trwania cieplnej obróbki stopów?
5. Jak przeprowadzamy proces wyżarzania stopów srebra?
6. Jak przeprowadza się chłodzenie po procesie wyżarzania stopów?
7. Jak przebiega proces technologiczny wyżarzania stopów metali.
8. Jak przebiega proces technologiczny wytrawiania stopów metali.
9. Jakich zasad musimy przestrzegać przy wykonywaniu tych czynności?
4. 2. 3. Ćwiczenia
Ćwiczenie 1
Wykonaj proces wyżarzania palnikiem blachy srebrnej po jej walcowaniu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować stanowisko do grzania blachy,
2) grzać równomiernie blachę do temperatury około 700°C (określić temperaturę na podstawie
barwy metalu),
3) ochłodzić stopniowo w przygotowanej kąpieli,
4) umyć w bieżącej wodzie,
5) wysuszyć.
Wyposażenie stanowiska pracy:
−
stanowisko do grzania,
−
palnik jubilerski,
−
naczynie z przygotowaną kąpielą do chłodzenia,
−
bieżąca woda,
−
suszarka bądź miękka szmatka.
Ćwiczenie 2
Sporządź bejcę, czyli roztwór do wytrawienia wyrobów ze srebra. Wytraw kilka wyrobów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować stanowisko do wytrawienia,
2) dobrać składniki do sporządzenia bejcy,
3) przygotować bejcę,
4) nagrzać ją na maszynce elektrycznej do odpowiedniej temperatury,
5) umieścić w bejcy wytrawiane przedmioty,
6) wygotować wytrawiane wyroby,
7) wyjąć je z bejcy i wypłukać pod bieżącą wodą,
8) wysuszyć lub wytrzeć wytrawione wyroby.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Wyposażenie stanowiska pracy:
−
stanowisko do wytrawiania,
−
niezbędne związki chemiczne,
−
naczynie na bejcę,
−
pęseta,
−
dostęp do bieżącej wody,
−
suszarka lub szmatka,
−
wyroby do wytrawienia.
Ćwiczenie 3
Oblicz zgniot profilu o przekroju 10 mm x 10 mm walcowanego do profilu 5 mm x 5 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) znać wzór na obliczanie zgniotu,
2) obliczyć pola przekroju przed i po walcowaniu,
3) wstawić dane z ćwiczenia do wzoru,
4) wyliczyć procentową wartość zgniotu,
5) sprawdzić prawidłowość wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
notatnik i przybory do pisania,
−
kalkulator,
−
literatura z punktu 6.
Ćwiczenie 4
Wykonaj proces wyżarzania blachy w piecu elektrycznym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) ustalić parametry wyżarzania,
2) nastawić temperaturę pieca,
3) włożyć blachę do pieca,
4) po ustalonym czasie wyjąć blachę z pieca,
5) wytrawić,
6) spłukać,
7) wysuszyć,
8) sprawdzić poprawność wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
wlewek,
−
piec do wyżarzania,
−
pęseta,
−
rękawice skórzane,
−
stanowisko do wytrawiania,
−
woda do płukania,
−
miękka szmatka lub suszarka.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Ćwiczenie 5
Wykonaj proces wyżarzania blachy w piecu z mieszaniną soli.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować stanowisko do wyżarzania,
2) ustalić parametry wyżarzania,
3) nagrzać roztwór do odpowiedniej temperatury,
4) zanurzyć metal w rozgrzanym roztworze,
5) po ustalonym czasie wyjąć metal z roztworu,
6) schłodzić metal wodą,
7) osuszyć,
8) sprawdzić poprawność wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
stanowisko do wyżarzania,
−
piec z mieszaniną soli,
−
pęseta,
−
rękawice skórzane,
−
naczynie z wodą,
−
miękka szmatka lub suszarka.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić potrzebę stosowania termicznej obróbki stopów metali?
2) określić zjawiska, jakie zachodzą podczas obróbki mechanicznej metali i
stopów?
3) określić, jakie zjawiska zachodzą podczas wyżarzania metali?
4) zdefiniować pojęcie krystalizacji?
5) określić, w jakich urządzeniach przeprowadzamy proces wyżarzania?
6) określić różnice w sposobie wyżarzania stopów metali srebrnych i złotych?
7) usunąć tlenki z przedmiotów wyżarzonych?
8) chłodzić przedmioty po przeprowadzeniu wyżarzania?
9) wskazać, w jakich urządzeniach przeprowadzamy procesy wyżarzania
i wytrawiania metali i stopów?
10) przeprowadzić proces wyżarzania metali i stopów?
11) przeprowadzić proces wytrawiania metali i stopów?
12) stosować przepisy bezpieczeństwa i higieny pracy przy wykonywaniu tych
procesów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
5. SPRAWDZIAN OSIĄGNIĘĆ
Instrukcja dla ucznia
1. Przeczytaj uważnie instrukcję.
2. Wpisz imię i nazwisko na kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań dotyczących walcowania blach i profili.
5. Zadania: 1, 2, 6, 7, 9, 10 to zadania wyboru wielokrotnego i tylko jedna odpowiedź jest
prawidłowa; zadania 3, 4, 5, 8, 12, 13 są to zadania z luką, w zadaniach 11, 14, 15, 16, 17,
18, 19, 20 należy udzielić krótkiej odpowiedzi.
6. Zadania rozwiązuj tylko na załączonej karcie odpowiedzi:
−
w zadaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić
odpowiedź prawidłową),
−
w pytaniach z krótką odpowiedzią wpisz odpowiedź w wyznaczone miejsce,
−
w zdaniach do uzupełnienia wpisz brakujące wyrazy.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Test składa się z dwóch części o różnym stopniu trudności:
I część – poziom podstawowy – (pytania 1–14),
II część – poziom ponad podstawowy – (pytania 15–20).
9. Jeśli udzielenie odpowiedzi na któreś pytanie będzie Ci sprawiało trudność, to odłóż jego
rozwiązanie na później i rozważ ponownie, gdy zostanie Ci czas wolny.
10. Na rozwiązanie testu masz 90 min.
Powodzenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
ZESTAW ZADAŃ TESTOWYCH
1. Walcowanie jest obróbką:
a) mechaniczną na zimno,
b) chemiczną na zimno,
c) mechaniczną na gorąco,
d) chemiczną na gorąco.
2. W czasie walcowania materiał walcowany ulega:
a) utwardzeniu,
b) zmiękczeniu,
c) przebarwieniu,
d) wytrawieniu.
3. Dwuwalcarka to walcarka mająca ……………..…… walców.
4. Walce…………………….. metal i jednocześnie ………………….. wlewek.
5. Zgniot
jest
to
zespół
zmian
zachodzących
w
metalu
lub
w
stopie
wywołanych………………….. na zimno.
6. Stopień zgniotu metalu jest:
a) własnością wytrzymałościową,
b) rodzajem obróbki plastycznej,
c) miarą odkształcenia,
d) określeniem stopnia twardości.
7. Materiałem wsadowym do walcowania na blachę jest profil:
a) płaski,
b) okrągły,
c) kwadratowy,
d) sześciokątny.
8. Wydłużanie jest to stosunek………………….. podczas procesu walcowania.
9. Wyżarzanie stopu wykonujemy w celu:
a) zmiany barwy,
b) uwolnienia napięć wewnętrznych,
c) zmiany masy,
d) rafinacji.
10. Temperatura wyżarzania stopów złota i srebra wynosi około:
a) 250°C,
b) 700°C,
c) 400°C,
d) 900°C.
11. Opisz, jakie znasz rodzaje walców.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
12. Podczas
procesu
wyżarzania
na
powierzchni
przedmiotów
tworzą
się………………………metali.
13. Stopy srebra wytrawiamy poprzez………………………….kwasu siarkowego.
14. Wymień wady wlewków powstałe w procesie odlewania.
15. Oblicz zgniot walcowanej blachy o przekroju 6 mm. x 90 mm do przekroju 3 mm. x 92 mm.
16. Wymień i opisz zmiany, jakie zachodzą w metalu w procesie zgniotu.
17. Opisz czynności w procesie walcowania blach.
18. Opisz technologię procesu wyżarzania.
19. Narysuj walce płaskie i walce bruzdowe.
20. Opisz technologię wytrawiania w piecu wypełnionym solami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
„Walcowanie blach i profili”
Zakreśl poprawną odpowiedź
,
wpisz brakujące części zdania
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
4
5
6
a
b
c
d
7
a
b
c
d
8
9
a
b
c
d
10
a
b
c
d
11
12
13
14
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
15
16
17
18
19
20
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
6. LITERATURA
1. Dylak T.W.: Złotnik zawód jakich mało. Wydana nakładem autora
2. Florow A.W.: Artystyczna obróbka metali. PWN , Warszawa 1989
3. Knobloch M.: Złotnictwo. WNT, Warszawa 1977
4. Knobloch M.: Metaloplastyka. WNT, Warszawa 1976
5. Knobloch M.: Polska biżuteria. ZN imienia Ossolińskich, Wrocław 1980
6. Pallai S.: Metaloplastyka użytkowa. WNT, Warszawa 1990
7. Poradnik egzaminacyjny dla kandydatów na czeladników i mistrzów w rzemiośle
złotnictwo. HWiU „LIBRA”, Warszawa 1981
8. Poradnik egzaminacyjny w rzemiośle złotnictwo. Centralny Związek Rzemiosła, Warszawa
1981
9. Samek J.: Polskie złotnictwo. ZN imienia Ossolińskich, Wrocław 1988
10. Samek J.: Polskie rzemiosło artystyczne. WaiF, Warszawa 1984
11. Zastawniak F.: Złotnictwo i probiernictwo. WPLiS, Warszawa 1957
Internet
Strona aktualna na dzień 30 maja 2006:
www.pat-rodent.com.
Wyszukiwarka
Podobne podstrony:
zlotnik jubiler 731[06] z2 03 n
zlotnik jubiler 731[06] z2 02 u
zlotnik jubiler 731[06] o1 03 u
zlotnik jubiler 731[06] z2 02 n
zlotnik jubiler 731[06] z2 05 n
zlotnik jubiler 731[06] o1 03 n
zlotnik jubiler 731[06] z2 04 u
zlotnik jubiler 731[06] z2 04 n
zlotnik jubiler 731[06] z3 03 u
zlotnik jubiler 731[06] z1 03 u
zlotnik jubiler 731[06] z2 01 u
zlotnik jubiler 731[06] z2 01 n
zlotnik jubiler 731[06] z3 03 n
zlotnik jubiler 731[06] z2 05 u
zlotnik jubiler 731[06] z1 04 u
zlotnik jubiler 731[06] o1 01 n
zlotnik jubiler 731[06] o1 04 u
zlotnik jubiler 731[06] z1 04 n
więcej podobnych podstron