Opracowanie na egzamin
1. . Klasyfikacja metod odlewania do form nietrwałych i trwałych.
Odlewania w formach jednorazowych:
- Formowanie z modelami trwałymi
* odlewanie w formach piaskowych
* odlewanie w formach precyzyjnych dzielonych (metoda shawa, w formy gipsowe)
- Formowanie z modelami jednorazowymi
* Odlewanie w formach precyzyjnych niedzielonych (metoda wytapianych modeli)
* Odlewanie w formach pełnych niedzielonych (metoda wytapianych modeli)
Odlewania w formach wielokrotnego użycia:
- Bez formowania
* odlewanie w formach metalowych (odlewanie kokilowe, odlewanie odśrodkowe, odlewanie ciśnieniowe, odlewanie ciągłe)
* odlewanie w formach specjalnych (odlewanie w formy półtrwałe)
Wytwarzanie w formach jednorazowych:
najliczniejsza grupa odlewów
Wypełnianie formy |
Formy z modeli jednorazowych |
|
|
Masy piaskowe |
Masy drobnoziarniste |
Grawitacyjne |
Wypalane modele Proces replicast FM |
Wytapiane modele Proces replicast CS |
Niskociśnieniowe |
|
Proces CLA Proces CLV |
Wytwarzanie w formach trwałych:
Wypełnianie formy |
Procesy odlewania |
grawitacyjne |
Kokilowe, ciągłe |
Niskociśnieniowe |
Kokilowe pod niskim ciśnieniem, kokilowe z przeciwciśnieniem |
Wysokociśnieniowe |
Ciśnieniowe, z doprasowaniem (squeeze casting), w stanie półstałym |
Odśrodkowe |
Odśrodkowe właściwe o poziomej osi obrotu Odśrodkowe właściwe o pionowej osi obrotu półodśrodkowe |
3.Materiały stosowane do wytwarzania form kokilowych:
Takie materiały muszą mieć odpowiednie własności mechaniczne w podwyższonych temperaturach i odporność na erozję strumienia ciekłego metalu. Powinny odznaczać się minimalną skłonnością do pęcznienia, odporność na korozję i dobrą obrabialność. Do wykonywania kokil najczęściej żeliwo szare perlityczne. Ale zalecane są również: żeliwo sferoidalne, żeliwo niskostopowe (Cr, Al., Mo, Ni, Cu), staliwo, stal węglową wyższej jakości, stal narzędziową. Możliwe jest również stosowanie tworzyw nieżelaznych - stopów aluminium i miedzi.
Jeśli kokile muszą spełniać wysokie wymagania eksploatacyjne to do ich wykonania wykorzystuje się: takie stopy jak stop niklu, chromu, molibdenu i inne.
4. Opis, zalety i wady odlewania kokilowego i ciśnieniowego:
Kokilowe: odlewanie kokilowe to odlewanie do formy trwałej metalowej zalewanej grawitacyjnie. Do odlewania kokilowego stosuje się Al., Mg, Cu, Sn ,Zn Pb, Fe (żeliwo), masa odlewu: kilkanaście g - 100 kg. Największy wymiar - kilka do 1000 mm. Minimalna grubość ścianki AL.:2,5-5, Cu:2, Fe5-6: Chropowatość powierzchni Al.:Ra4-6, Cu:Ra3-5 Fe: 5-9. Wielkość serii 400 pow. 1000
Zalety: w porównaniu z odlewaniem do form piaskowych.
- większa dokładność wymiarowa odlewów
- mniejsza chropowatość powierzchni odlewów
- lepsze właściwości mechaniczne tworzywa metalowego odlanego w kokili
-większy uzysk metalu
- skrócenie czasu obróbki cieplnej
- łatwość mechanizacji i automatyzacji procesu odlewania
Wady:
- trudności z uzyskaniem cienkościennych odlewów
- znaczne naprężenia własne odlewów
- skłonności do zabieleń odlewów z żeliwa szarego
- niejednorodne właściwości mechaniczne tworzywa w różnych przekrojach odlewu
- pracochłonność wykonania kokili
Ciśnieniowe: wprowadzenie ciepłego stopu do formy pod wysokim ciśnieniem i z dużą prędkością forma na maszynie ciśnieniowej. Forma dzielona pionowo i składa się z 2ch połówek na 2ch płytach maszyny z których jedna jest stała a druga ruchoma. Krzepniecie szybkie bo wysokie ciśnienie wtrysku umożliwia niska temp odlewanego stopu i niska temp formy. Najwięcej odlewów ciśnieniowych ze stopów AL., Sn, Mg, Pb, Cu.
Zalety:
duża dokładność wym. kształt
drobnoziarnista struktura
brak wad powierzchniowych.
Małą chropowatość
Duża wydajność procesu
Małe naddatki na obróbkę
Wady:
strumień wypełnia formę w sposób burzliwy
odlew krzepnie jednoczenie (nie można zasilać odlewu)
pory gazowe i skurczowe
wtrącenia tlenkowe
brak szczelności
brak odporności na podwyższone temp spowodowane porowatością.
Długi okres przygotowania produkcji.
Duży koszt formy
Niewielki uzysk.
5. Klasyfikacja i opis zagęszczania mas formierskich.
Zagęszczenie masy formierskiej polega na tym ze pod działaniem sil zew. Spulchniona masa ulega w skrzynce przemieszczeniu i zmniejszeniu objętości związanemu z większym zbliżeniem ziaren. Zwiększenie gęstości i polepszenie wł. wytrzymałościowych. Celem jest uzyskanie dokładnego odwzorowania kształtu wnęki formy oraz odpowiedniej odporności wnęki na parcie ciekłego metalu przy zachowaniu możliwie dużej przepuszczalności masy. Zagęszczenie masy można osiągnąć przez: ubijanie, prasowanie, wstrząsanie, narzucanie, wibracja, wstrzeliwanie, zagęszczanie impulsowe, eksplozyjne, połączenie tych sposobów.
Zagęszczanie przez ubijanie:
Ręczny mało wydajny i pracochłonny sposób. Do ubijania używa się ubijaków ręcznych lub mechanicznych. Gęstość 1,4-1,6 g/cm3. Większa masa odlewu wymaga stosowania większego zagęszczenia. Sposób stosowany w produkcji jednostkowej i małoseryjnej, z tendencja ograniczenia zakresu.
Zagęszczenie przez prasowanie:
Odmiany:
niskimi naciskami do 0,4 MPa
średnimi 0,4-0,8
dużymi 0,8-2,5
bardzo dużymi pow. 2,5
Zagęszczenie może być osiągnięte w wyniku prasowania jednostronnego lub 2stronnego. Dobra średnia gęstość masy przy użyciu niskich nacisków. Niejednorodna i niekorzystnie rozłożona gęstość masy. Największe zagęszczenie od strony płyty prasującej. Najmniejsze od strony płyty modelowej. Niskie formy o prostych i płytkich wnękach. Przy użyciu dużych nacisków to duża gęstość masy i duża twardość powierzchniowa. Ciągła niejednorodność zagęszczenia- zmniejszenie gęstości w kierunku płyty modelowej. Trudność zagęszczenia masy w szczelinach formy, nadmierne zagęszczenie słupa masy nad modelem.
Zagęszczenie masy przez wstrząsanie:
Duża niejednorodność gęstości pozornej masy, zmienna wraz z wysokością formy, największe zagęszczenie w pobliżu płyty modelowej najmniejsze w górnych warstwach masy w formie. Wymagane dodatkowe ubijanie ręczne lub prasowanie małymi lub dużymi naciskami. Istotnym powodem ograniczenia rozwoju i stosowania wstrząsarek jest hałas.
Ze względu na uciążliwość metody i niska wytrzymałość form zw. z niewielkim stopniem zagęszczenia jest ona w zaniku
Zagęszczenie przez wibracja:
Drgania 60-100 Hz o amplitudzie 0,5-0,7mm do form średnich lub dużych form z mas o dużej płynności. Czas zagęszczenia poniżej 10 sekund. Po wibracji należy zastosować prasowanie (wibroprasowanie)
Zagęszczanie przez Narzucanie:
Zmechanizowane Wypełnienie skrzynki i zagęszczenie masy. Narzucanie małych porcji masy z duża prędkością na model a potem na wcześniej ukształtowaną warstwę masy. Wysoki i jednorodny stopień zagęszczenia w funkcji wysokości formy nie wymagający już dodatkowego zagęszczenia. Zagęszczenie masy przez narzucanie stosowane jest do wytwarzania form dużych i bardzo dużych o średnim stopniu skomplikowania wytwarzanych jednostkowo i małoseryjnie przy użyciu mieszarko-nasypywarki
Mieszarko-nasypywarka to narzucarka przeznaczona do przekazywania do formy masy chemoutwardzalnej o krótkim okresie trwałości. Mieszarko nasypywarka ma wydajność 2-40 ton/ h. Najpierw miesza się piasek ze spoiwem potem dodaje utwardzacz i nasypuje do rdzennicy gdzie następuje jej utwardzanie. Umieszcza się często na stole wibracyjnym.
Nadmuchiwanie mas:
Do robienia rdzeni skorupowych. Strumień sprężonego pow. doprowadzany do komory nabojowej ponad powierzchnia luźno nasypanej i spulchnionej masy powoduje on przemieszczenie się cząstek masy przepływając przez nią w kierunku otworu dmuchowego. Cząstki otrzymują tak prędkość wylotowa. Ta droga cząstki dostają się do rdzennicy. Wady: duże zużycie sprężonego pow, duże zużycie ścierne rdzennic. Masy powinny mieć małą wytrzymałość i dużą płynność.
Wstrzeliwanie masy:
Proces przy zastosowaniu strzelarek (do wytw. rdzeni oraz form z różnych mas) masa w komorze uzyskuje stan fluidalny zostaje wystrzelona przez otwór strzałowy w głowicy do rdzennicy fluidyzacja masy zmniejsza jej tarcie o pow. boczne cylindra strzałowego.
Zalety : 4 razy mniejsze zużycie pow., mniejsze zużycie rdzennic, mała wrażliwość na zmianę właściwości masy, możliwość zagęszczenia różnych mas, mniejsze zagęszczenie masy w rdzennicy, uniwersalność w zastosowaniu rdzeni i form
Metoda impulsowa:
Zagęszczanie masy falą sprężonego pow. wywołana nagłym otwarciem zaworu o dużym przekroju który łączy 2 przestrzenie: głowice impulsową i skrzynkę formierska z nadstawką. Otwarcie zaworu powoduje nagły wzrost ciśnienia nad powierzchnia masy w nadstawce.
Metoda eksplozyjna:
Działanie fali ciśnieniowej wywołanej gwałtownym spalaniem gazów palnych. Masa zagęszczana jest przez fale tak jak w formierce impulsowej.
6. Schemat i opis cyklu wytwarzania odlewów metodą skorupową
Formy skorupowe składają się z dwóch lub więcej części (skorup). Części formy są wykonywane z piasku kwarcowego otoczonego żywicą termoutwardzalną. Masę taką nasypuje się na płytę modelową podgrzaną do temperatury 220-280°C. W wyniku nagrzewania żywica topi się i spaja ziarna piasku. Po 10-30 s usuwa się nadmiar masy przez obrócenie płyty modelowej o 180°. Na płycie powstaje cienka warstwa masy, którą utwardza się w piecu w temperaturze około 350°C. Po wyjęciu z pieca zdejmuje się utwardzoną skorupę i łączy z wykonanymi analogicznie pozostałymi częściami formy przez: sklejenie, skręcenie lub klamrowanie. Przed zalaniem formy skorupowe często obsypuje się dodatkowo piaskiem.
Istnieją dwie odmiany wykonywania form skorupowych: C (Croninga) i D (Dieterta). W metodzie C grubość skorupy zależy od czasu przetrzymania masy formierskiej na podgrzanej płycie modelowej, na której jest umieszczony zbiornik z masą. W metodzie D grubość skorupy jest ściśle uzależniona od przestrzeni między płytą modelową a profilowaną podkładką między które jest wdmuchiwany bądź wstrzeliwany piasek otaczany.
Zaletą odlewania do form skorupowych jest duża gładkość powierzchni i dokładność wymiarowa, możliwość wykonania odlewów cienkościennych oraz zmniejszenie braków wskutek stabilizacji procesu. Wadą natomiast jest duży koszt piasku otaczanego i problemy z utylizacją masy. Metodą formowania skorupowego otrzymuje się również rdzenie wewnątrz puste.
8. Produkcja rdzeni (o co chodzi w cold i hotbox to nie wiem)
Hot - box:
Proces utwardzania przebiegający w temperaturze 250-280°C. Jest to proces wykorzystujący masy termoutwardzalne. Masa rdzeniowa jest przygotowywana w konwencjonalnych mieszarkach. Nie są wymagane specjalne urządzenia do otaczania piasku. Cała zagęszczona w rdzennicy masa zostaje utwardzona na drodze termicznej. Rdzenie skorupowe wykonane tą metodą wykazują doskonałą jakość powierzchni i stabilność termiczną.
Warm - box jest wariantem procesu hot - box, w którym utwardzanie masy rdzeniowej odbywa się w zakresie temp. 140-180°. Tym bardziej stosowanie tego procesu jest bardziej ekonomiczne.
Cold - box:
Do tego procesu wykorzystywana jest sypka masa termoutwardzalna w temperaturze otoczenia. Proces utwardzania odbywa się za pomocą gazów. Obecnie proces alkidowy cold - box jest rzadko stosowany ponieważ zastąpiono go procesem fenolowym cold - box. Jest to najbardziej rozpowszechniony proces wykonania rdzeni, jaki stosuje się w krajach rozwiniętych przemysłowo. Masę po zagęszczeniu w rdzennicy metodą wstrzeliwania przedmuchuje się mgłą (parą) utwardzacza (aminą). Osnowa piaskowa powinna być sucha, bowiem ze wzrostem jej wilgotności maleje wytrzymałość masy. Rdzennice należy wykonywać z trwałych materiałów. Ograniczeniami procesu są: wysoka cena składników spoiwa oraz toksyczność utwardzacza. Proces fenylowy cold - box gwarantuje wysoką dokładność wymiarową rdzeni i jest stosowany przede wszystkim do zautomatyzowanej produkcji małych i średnich rdzeni.
Rdzenie - elementy form służące do odtwarzania wewnętrznych kształtów odlewów. Każda z metod obejmuje następujące etapy: ukształtowanie rdzenia w rdzennicy, następnie jego utwardzenie, a często także pokrycie ochronna powłoką.
Ręczne wykonywanie rdzeni- mała wydajność procesu duże deformacje rdzenia.
Przebieg procesu otrzymywania rdzenia jest związany z następującymi czynnościami:
oczyszczeniem powierzchni rdzennicy
złożeniem i sklamrowaniem obu części rdzennicy
napełnieniem rdzennicy masą, zagęszczeniem jej
wykonanie prze nakłucie kanału odpowietrzającego
rozebranie rdzennicy
czasem suszenie rdzenia
Maszynowe wykonywanie rdzeni:
Odbywa się przy użyciu rdzeniarek, stosowane są przy tym sposoby zagęszczenia masy, głównie wstrzeliwanie a rzadziej nadmuchiwanie i nasypywanie.
Rdzeniarka składa się z:
dozownika masy rdzeniowej
układu zapełniającego i zagęszczającego masę w rdzennicy
układu zamykania i otwierania rdzennicy
układu odbioru rdzenia po otwarciu rdzennicy
obudowy
9. Tworzenie się warstwy wierzchniej odlewu
Do warstwy wierzchniej odlewu zalicza się zarówno warstwę metalowo-cera-miczną powstałą na powierzchni odlewu na skutek reakcji fizykochemicznych zachodzących w układzie ciekły metal-forma w czasie stygnięcia i krzepnięcia odlewu, jak i przypowierzchniową warstwę metaliczną grubości około 1,5 mm, wyraźnie różniącą się od głębszych warstw odlewu. Warstwę wierzchnią odlewu charakteryzują następujące elementy:
- chropowatość powierzchni,
- skład chemiczny (mineralogiczny),
- struktura metalograficzna,
- powierzchniowe wady odlewnicze, które niekiedy występują.
Chropowatość powierzchni odlewu zależy przede wszystkim od wielkości ziarna i jednorodności osnowy (piasku) masy formierskiej. Im większe ziarno, tym większa chropowatość powierzchni odlewu. Duży wpływ na chropowatość powierzchni odlewu ma stopień zagęszczenia masy formierskiej. Wzrost stopnia zagęszczenia masy utrudnia penetrację ciekłego metalu w głąb masy, a tym samym zwiększa gładkość powierzchni odlewu. Z kolei penetracja ciekłego metalu w przestrzenie międzyziarnowe masy formierskiej zależy od wielu innych czynników: temperatury, napięć międzyfazowych, ciśnienia metalostatycznego itd.
Struktura metalograficzna warstwy przypowierzchniowej odlewu może się znacznie różnić od struktury głębszych warstw odlewu. Wynika to ze zróżnicowanych warunków krystalizacji tworzywa odlewniczego. Typowym przykładem odmienności struktury (i właściwości) warstw wierzchnich są tzw. zabielenia odlewów z żeliwa szarego, czyli występowanie części węgla w postaci cementytu zamiast grafitu.
11. Otwarty i zamknięty układ wlewowy:
W układach wlewowych zamkniętych minimalny przekrój decydujący o czasie zalewania jest umieszczony na końcu systemu kanałów, przy samym odlewie. W takim układzie metal wypełnia całkowicie przekroje wszystkich kanałów stąd nazwa układ zamknięty. Układy stosowane są stosowane do odlewów ze stopów w których niebezpieczeństwo dostania się zanieczyszczeń powierzchniowych do wnętrza odlewu i pozostania tam po zakrzepnięciu nie jest groźne.
W układach wlewowych otwartych minimalny przekrój dławiący przepływ umieszcza się wcześniej zazwyczaj na końcu wlewu głównego lub na początku wlewu rozprowadzającego . Rozszerzający się w kierunku przepływu metalu przekrój powoduje zwolnienie strugi i uspokojenie przepływu sprzyjające wypłynięciu tlenów na powierzchnię. Metal po minięciu przekroju minimalnego płynie często nie wypełniając całego przekroju kanału. Układy otwarte opłacalne tylko w przypadku większej liczby odlewów w jednej formie.
12. Tworzenie się wtrąceń niemetalicznych w odlewach
Wtrącenia niemetaliczne w skrzepniętym odlewie to pęcherze gazowe oraz wtrącenia niemetaliczne stałe. W ciekłym metalu zanieczyszczenia te mogą występować albo w zawiesinie, albo w roztworze. W pierwszym przypadku podczas krzepnięcia zawieszone w ciekłym metalu cząstki tworzą w skrzepłym metalu tzw. egzogeniczne wtrącenia niemetaliczne. W drugim przypadku może nastąpić albo bezpośrednie wydzielenie z metalu rozpuszczonych zanieczyszczeń, albo zapoczątkowanie reakcji chemicznych pomiędzy zanieczyszczeniem a składnikiem metalu, prowadzących do wydzielania się zanieczyszczenia lub jego związku.
Rozpuszczalność zanieczyszczenia w metalu maleje ze spadkiem jego temperatury, szczególnie podczas krzepnięcia. Spadek rozpuszczalności prowadzi do wydzielania się zanieczyszczenia, co szczególnie intensywnie zachodzi w czasie krzepnięcia. Jeżeli zanieczyszczeniem jest gaz, np. wodór, to powoduje on powstanie w odlewie porów gazowych; jeżeli zanieczyszczenie ma postać ciekłą lub stałą, jak np. siarczki w stopach żelaza, to powstają tzw. endogeniczne wtrącenia niemetaliczne.
13. Znaczenie filtrów w układzie wlewowym.
Stosowanie filtrów do zatrzymywania zanieczyszczeń które niesie ciekły metal płynący przez układ wlewowy. Stosowane są dwa typy kanalików w filtrze:
prostoliniowe
o kształtach nieregularnych
Filtry umieszcza się w układzie wlewowym najczęściej we wlewie rozprowadzającym
14. Powstawanie jamy skurczowej i metody zapobiegania jej wystąpienia w odlewach.
Tworzenie się jamy skurczowej w odlewie
Podczas stygnięcia metalu w stanie ciekłym i jego krzepnięcia zmniejsza się jego objętość. Ciepło z metalu jest odprowadzane przez powierzchnię styku metalu z formą. Zatem jako pierwsza krzepnie powierzchnia odlewu, a jego wnętrze pozostaje ciekłe. Tam też w końcowej fazie krzepnięcia lokalizuje się pustka powstała na skutek skurczu metalu i braku zasilania. Pustka ta może przyjmować różne formy i nosi nazwę jamy skurczowej.
Objętość jamy skurczowej.
Jej objętość zależy od:
wartości skurczu przegrzania, na który z kolei wpływają rodzaj stopu i stopień jego przegrzania, czyli różnica między temperaturą odlewania a temperaturą likwidusu,
wartości skurczu krzepnięcia, który jest właściwością tworzywa odlewniczego
Postać jamy skurczowej w odlewie. Obserwacja rzeczywistych odlewów pozwala stwierdzić, że pustki w odlewach, będące skutkiem skurczu metalu w stanie ciekłym oraz skurczu krzepnięcia, mogą występować w postaci skoncentrowanej i rozproszonej. Skoncentrowaną jamę skurczową stanowi pusta przestrzeń w części odlewu, która krzepnie jako ostatnia, lub tzw. obciągnięcie, czyli wklęsłość na zewnętrznej powierzchni odlewu. Obciągnięcie tworzy się wtedy, gdy powstającą pustkę wewnątrz odlewu oddziela od ścianki zewnętrznej cienka, będąca w stanie plastycznym warstewka metalu. Postać rozproszona to znaczna ilość drobnych pustek, czasem trudno dostrzegalnych nieuzbrojonym okiem, zlokalizowanych w całej lub części objętości odlewu. Postać taka jest nazywana porowatością lub mikroporowatością skurczową (rzadzizną skurczową).
W rzeczywistości prawie nigdy nie występuje tylko jedna z wymienionych postaci pustek skurczowych. Zazwyczaj część całkowitej objętości pustek występuje w postaci skoncentrowanej, a część w postaci rozproszonej. Można zatem mówić o skłonności do tworzenia jednej z omówionych postaci jamy skurczowej. Skłonność ta zależy przede wszystkim od:
- sposobu krystalizacji metalu,
- intensywności wydzielania się gazów podczas krzepnięcia metalu.
Można wyróżnić dwa podstawowe sposoby krystalizacji metalu, czyli procesu narastania fazy stałej w objętości fazy ciekłej. Są to krystalizacja warstwowa i objętościowa.
Jama skurczowa występująca w dowolnej postaci w odlewie dyskwalifikuje go pod względem użytkowym. Powstawaniu jam i porowatości zapobiega się tworząc odpowiednio wysoki gradient temperatury, powodujący sukcesywne kierunkowe krzepnięcie poszczególnych warstw materiału. Miejscem najgorętszym krzepnącym na końcu powinna być taka część odlewu, której wady skurczowe nie zmniejszają wartości użytkowej danej części. By uzyskać taki efekt dodaje się nadlewy które krzepną na końcu. Można pogrubić też odpowiednie ścianki odlewu czy zastosować wykładziny izolacyjne lub egzotermiczne.
15. Nadlewy i ich rodzaje.
Nadlewy są to zbiorniki ciekłego metalu, z których jest uzupełniany ubytek objętości metalu związany z krzepnięciem odlewu. Zabieg ten nosi nazwę zasilania odlewu. Nadlewy muszą zatem krzepnąć jako ostatnie części odlewu. Muszą także się znajdować w pobliżu zasilanego węzła cieplnego. Ze względu na położenie względem odlewu rozróżnia się nadlewy górne i boczne; ze względu na konstrukcję nadlewy dzieli się na zakryte i odkryte. Nadlewy wykonywane w tej samej masie formierskiej co pozostałe części formy i bez zastosowania dodatkowych zabiegów zwiększających ich skuteczność noszą nazwę zwykłych. Poza tym stosuje się nadlewy w otulinach termoizolacyjnych lub egzotermicznych, pozwalających na zmniejszenie ich objętości w stosunku do nadlewów zwykłych, oraz nadlewy ciśnieniowe. Zwiększone ciśnienie w nadlewie, uzyskiwanie przez doprowadzenie do niego sprężonego powietrza lub zastosowanie naboju gazotwórczego pozwala na zwiększenie zasięgu oddziaływania nadlewu. Podczas projektowania układu zasilania odlewu, istotnym czynnikiem jest zasięg oddziaływania nadlewu. Określa on odległość nadlewu, w jakiej ścianka odlewu nie wykazuje wad na skutek jego działania zasilającego. Zasięg oddziaływania nadlewu zależy od rodzaju metalu i typu nadlewu i np. od poziomej ściany odlewu staliwnego, zasilanej nadlewem zwykłym, jest on równy 2 grubościom ściany.
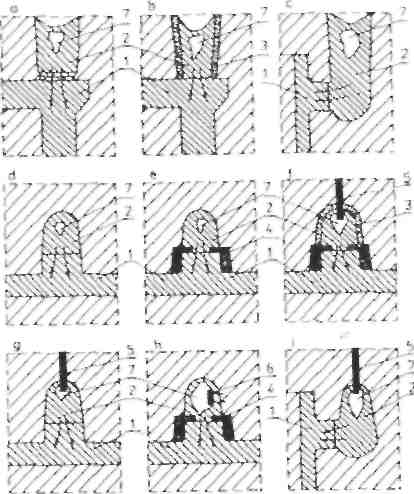
Rys. 3.14. Różne rodzaje nadlewów: górne (a, b, d-h), boczne (c, i), odkryte (a, b. c), zwykłe (a, c. d), w otulinie (b, f), z rdzeniem atmosferycznym (f, g, i), z nabojem gazotwórczym (h), łatwo oddzielane (e, f, h); I - odlew, 2 - nadlew, 3 - otulina termoizolacyjna lub egzotermiczna, 4 - przepona rdze-niowa. 5 - rdzeń atmosferyczny, 6 - nabój gazowy, 7 -jama skurczowa
Wybór rodzaju nadlewów, obliczanie ich objętości i wymiarów oraz zasady ich rozmieszczania w formie zostaną tu pominięte z tych samych powodów, dla których uprzednio pominięto obliczanie wymiarów układów wlewowych.
16. Rola przeponki między nadlewem a odlewem. Znaczenie otulin egzotermicznych i izolacyjnych.
Przeponka(specjalna przegroda) jest elementem umieszczanym miedzy nadlewem a odlewem. Zastosowanie jej ma na celu uproszczenie procesu usuwania(odcięcia) nadlewu. Przeponki wykonane są z odpowiedniej masy rdzeniowej, maja tak dobrana grubość, że szybko się nagrzewają do temperatury zbliżonej do temp. metalu i nie powodują skrócenia czasu krzepnięcia nadlewu i odlewu w miejscu połączenia. Otrzymany po zakrzepnięciu kształt połączenia z karbem znacznie ułatwia usuwanie nadlewu.
Materiały izolacyjne mają mały współczynnik przewodności cieplnej np. ceramika, mat. włókniste. Mat. egzotermiczne w chwile zetknięcia się gorącym metalem wystepuje reakcja chem. dzieki ktorej wydziela się cieplo ogrzewając forme i odlew. Wykladziny wykonane z powyższych mat sluża do wydłużenia czasu krzepniecia scian odlewu, zastępując ich pogrubianie(np. w celu wydłużenia zasiegu dzialania nadlewu. Otuliny sluza do wydłużenia czasu krzepniecia nadlewu.
17. Rola ochładzalników w sterowaniu krzepnięciem odlewów.
Uniknięcie powstania jamy skurczowej lub porowatości w obrebie odlewu jest możliwe, o ile wytworzy się w nim odpowiednio wysoki gradient temperatury, powodujacy sukcesywne, kierunkowe krzepniecie poszczególnych warstw materialu. Wzrostowi gradientu temperatury sprzyja chlodzenie czesci położonych dalej od nadlewu, osiaga się to poprzez stosowanie ochładzalników(wkładek metalowych) umieszczonych we wnęce formy lub przy powierzchni rdzeni. Rolą ochładzalników jest także zwiększenie zasięgu działania nadlewu, a także do zredukowania liczby nadlewów poprzez zastosowanie pasa ochładzalników.
18.Specyfikacja zasilania odlewów żeliwnych.
Przy wyborze metod zasilania trzeba dążyć do tych metod w których można przewidzieć wcześniejsze krzepnięcie elementów zasilających (czyli będą mniejsze) gdy zdaja wiekszy uzysk ,a wiec obniżają koszty produkcji. W kolejności są to
- samozasilanie
- samo zasilanie z nadlewami bezpieczeństwa
- zasilanie z pełnym wykorzystaniem ciśnienia grafityzacji przez układ wlewowy
-zasilanie z pełnem wykorzystaniem ciśnienia grafityzacji przez nadlewy
-zasilanie ze zredukowanym ciśnieniem
Zasilanie tradycyjne(z nadlewami) daje bardzo mały uzysk.
Warunki samo zasilania
- niska temp. zalewania 1300 - 1350
- przeważający modul odlewu powyżej 2cm]
- wysoka jakość metalurgiczna
- zdecydowanie sztywna forma
19.Wzrost kryształow podczas krzepnięcia typowych gatunków stopów (roztwory stałe, podeutektyczne, eutektyczne)
Krystalizacja jest procesem dwuetapowym - zarodkowanie i wzrost.
Zarodkowanie dzielimy na homogeniczne i heterogeniczne.
Wzrost kryształów jest procesem przyłączania pojedynczych atomów do istniejących już powierzchni zarodkow, zdeterminowanych przez transport (dyfuzje) atomow na powierzchnie frontu krystalizacji oraz wbudowanie atomow w siec krysztalu.
Krystalizacja stopow jest bardziej zlożona ze względu na
- krzepniecie może zachodzic w stalej temp. lub w zakresie od lini likwidus do lini solidus
- sklad chemiczny fazy cieklej rozni się od składu powstającej fazy stalej
Krzepniecie eutektyk również przebiega w dwóch etapach obejmując zarodkowanie i wzrost. W miare ochładzania cieklego stopu o skladzie eutektycznym zarodkuje a nastepnie wzrasta jedna z faz, np. faza B. Jej zwiekszenie dokonuje się kosztem atomow B znajdujących się w pobliżu, przy jednoczesnym wzroście stężenia atomow A przed frontem krystalizacji.
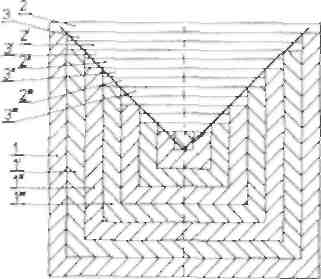
20. Strefy kryształow w odlewie(we wlewku)
Krystalizacja wlewka. Proces krystalizacji przebiegający w warunkach rzeczywistych staje
się bardziej złożony wskutek wpływu różnych czynników ubocznych. Na przykład przy
odlewaniu dużych wlewków stalowych do wlewnicy kryształy rosną najszybciej w kierunku
prostopadłym do jej ścianek, tj. w kierunku najintensywniejszego doprowadzenia ciepła.
Schemat struktury takiego wlewka jest przedstawiony na rys. 2.29. Rozróżnić w nim można trzy główne strefy: strefę kryształów zamrożonych, strefę kryształów słupkowych i strefę kryształów równoosiowych. Kryształy zamrożone powstają na skutek nagłego zetknięcia się ciekłego metalu ze ściankami wlewnicy, co powoduje raptowny spadek temperatury, znaczne przechłodzenie i powstanie dużej liczby zarodków. W rezultacie strefa ta ma strukturę drobnoziarnistą.
Rys. 2.29. Schemat struktury wlewka stalowego; a) l — strefa kryształów zamrożonych; 2
— strefa kryształów słupkowych; 3 — strefa kryształów równoosiowych, b) - rozkład
siarki, c) przekrój prostopadły do osi wlewka
W trzeciej strefie tworzą się kryształy równoosiowe, gdyż w środkowej części wlewka nie
zaznacza się już określony kierunek odpływu ciepła, a temperatura krzepnącego metalu niemal całkowicie się wyrównuje. Wzajemne rozmieszczenie wymienionych trzech stref w objętości wlewka ma duże znaczenie praktyczne, gdyż wzdłuż miejsc styku np. stref kryształów słupkowych mogą często powstawać pęknięcia podczas walcowania wlewka.
21. Zarodkowanie homogeniczne i heterogoniczne.
A. homogeniczne
Polega na tworzeniu cieczy ugrupowań atomów (zarodków) o uporządkowaniu zbliżonym do rozkładu w krystalicznej fazie stałej. Aby zarodek mógł się rozrastać, musi osiągnąć pewna wielkość krytyczną, co na ogół wymaga dużych przechodzeń. W ciekłych metalach występują na ogół zbyt małe przechłodzenia jedynie metal rozdrobniony na bardzo małe krople można silnie przechłodzić nawet o 300C. Zarodkowanie homogeniczne jest szczególnym przypadkiem zarodkowania heterogenicznego.
B. heterogeniczne
Powstanie zarodków następuje na powierzchni fazy stałej stykającej się z cieczą. Polega na wykorzystaniu w procesie zarodkowania rożnego rodzaju powierzchni wtrąceń(niemetalicznych) czy też zanieczyszczeń obecnych w ciekłym metalu, albo ścianek formy odlewniczej lub wlewnicy. Zarodkowanie może następować również na warstewce stałych tlenków znajdujących się na powierzchni ciekłego metalu.
22. Zasada krzepnięcia jednoczesnego i kierunkowego w odlewach.
A. Krzepnięcie jednoczesne ma miejsce wówczas, gdy wszystkie części odlewu stygną i krzepną równocześnie tak, że początek krzepnięcia na powierzchni ścianek odlewu i koniec w środku tychże ścianek odbywa się w tym samym czasie we wszystkich częściach odlewu. Uzyskanie jednoczesnego krzepnięcia zapewniają przede wszystkim dwa czynniki; 1) właściwa konstrukcja odlewu, cechująca się równomierną grubością ścianek i brakiem węzłów cieplnych czyli skupień ciekłego metalu, krzepnących dłużej od pozostałych części odlewu ; oraz2) konstrukcja formy odlewniczej, pozwalająca na wyrównanie czasów krzepnięcia części odlewu o różnej grubości.
Drugi sposób uzyskiwania krzepnięcia jednoczesnego polega na;
- doprowadzeniu układu wlewowego do miejsc odlewu o małym przekroju, co umożliwia wyrównanie czasu krzepnięcia cienkiego przekroju z czasem krzepnięcia pozostałych czesi odlewu
- stosowanie materiałów formy o różnych właściwościach termofizycznych lub tak zwanych ochładzalników.
B. Krzepnięcie kierunkowe rozpoczyna się w częściach o najmniejszym przekroju, następnie obejmuje części coraz grubsze i kończy się na częściach najgrubszej, stanowiącej tzw. Nadlew. Podobnie jak krzepnięcie jednoczesne, także kierunkowe zależy od 2 czynników. Pierwszy z nich to konstrukcja odlewu, cechującą się brakiem lub minimalną objętością węzłów cieplnych, wzrostem grubości ścian postępującym w kierunku nadlewów oraz dzielącą odlew na strefy oddziaływania nadlewów. Drugi to właściwy sposób odlewania, polegający przede wszystkim na;
- doprowadzeniu metalu do lub w pobliże nadlewu, który w czasie krzepnięcia odlewu powinien być jego częścią o najwyższej temp.
- stosowaniu materiałów formy o zróżnicowanych właściwościach termofizycznych lub ochładzalników.
23.Naprężenia odlewnicze- powstawanie naprężeń, likwidowanie skutków, zapobieganie powstawaniu naprężeń.
Naprężenia odlewnicze powstają w procesie produkcyjnym podczas stygnięcia zakrzepłego odlewu, na skutek hamowania swobodnego skurczu materiału towarzyszącemu obniżaniu się temperatury. Wyróżnia się dwie grupy przyczyn tego zjawiska; hamowanie skurczu odlewu może nastąpić przez rdzenie lub występy formy albo przez masywniejsze części odlewu, stygnące wolniej, czyli wskutek nierównomiernego rozkładu temperatury w odlewie. Jeżeli w czasie stygnięcia zachodzą w materiale przemiany fazowe połączone za zmiana objętości. To osiągnięcie temperatury takiej przemiany w różnym czasie przez różne części odlewu jest źródłem dodatkowych naprężeń cieplnych , zwanych naprężeniami fazowymi.
Hamowanie skurczu i powstawanie naprężeń w odlewach podczas jego stygnięcia jest istotne z uwagi na:
-naprężenia mogące doprowadzić do uszkodzenia samego odlewu,
- powstawianie znacznych sił zaciskających odlew w formie, co utrudnia konstrukcje form, zwłaszcza metalowych
- pozostające po ostygnięciu naprężenia własne, które mogą obniżać wytrzymałość odlewu i prowadzić do jego deformacji.
Całkowity skurcz metalu może być podzielony na 3 etapy;
- skurcz przegrzania( w stanie ciekłym), zachodzący w przedziale temp. Pomiędzy temp zalewania a temp. liquidus,
-skurcz krzepnięcia, zachodzący w przedziale temperatur pomiędzy temp. liquidus a solidus,
- skurcz w stanie stałym, zachodzący podczas stygnięcia odlewu od temp. solidus do temp. Otoczenia.
Metody usuwania naprężeń:
-wyżarzanie odprężające
przeprowadzane w temperaturach pomiędzy 400° C do 500° C. W tych temperaturach stop zyskuje znaczną plastyczność, co umożliwia usunięcie wewnętrznych naprężeń (powstałych podczas krzepnięcia odlewu lub spoiny) poprzez zamienienie ich na odkształcenia plastyczne.
-starzenie
Zapobieganie powstawaniu naprężeń.
Skłonność do tworzenia się naprężeń odlewniczych zależy od właściwości tworzywa oraz rodzaju formy odlewniczej.
Aby zmniejszyć naprężenia cieplne należy zastosować odpowiedni dla danej formy system odpowietrzania oraz chłodzenia( jeżeli jest to potrzebne).
24.Shemat powstawania wad powierzchniowych w odlewach.
25.Rodzaje modeli odlewniczych i metody ich wytwarzania oraz przyporządkowanie do metod odlewania.
Podobnie jak formy, również modele odlewnicze służące do wykonywania form, mogą być :
-trwałe- stosowane w większości procesów odlewniczych(ręczne, maszynowe, kokilowe, ciśnieniowe itd.), wykonane z materiałów o różnym stopniu trwałości i wytrzymałości, takich jak drewno, stopy żelaza, miedzi, aluminium oraz tworzywa sztuczne
-jednorazowe- są stosowane tylko w nielicznych procesach. Idea stosowania tych modeli polega na tym że forma odlewnicza jest kształtowania wokół modelu o dowolnym kształcie, bez dzielenia, sam model zaś jest usuwany z niej przez wytopienie lub wypalenie.
*modele wytapiane wykonuje się z mieszanek woskowych, parafinowych lub polistyrenowych metoda wtryskiwania do metalowych foremek zwanych matrycami. Wykorzystywane w odlewaniu metoda wytapianych modeli
*modele wypalane wykonuje się ze styropianu metodą wtryskiwania, możliwe jest również sklejanie takiego modelu. Stosowane w odlewaniu metoda pełnej formy lub wypalanych modeli oraz w zbliżonym do niego procesie o nazwie Replicast FM.
26. Piece odlewnicze i rodzaje zabiegów metalurgicznych.
A. Żeliwiaki- są to piece o konstrukcji szybowej służące do wytopu żeliwa. Tradycyjnym paliwem w żeliwiakach jest koks.
-żeliwiaki z dmuchem nagrzewanym ciepłem spalin żeliwiakowych.
-żeliwiaki z rozdzielonym dmuchem
-żeliwiaki ze wzbogaceniem dmuchu tlenem ( z dotlenionym dmuchem)
B Piece na paliwo ciekle i gazowe są to piece w których źródłem ciepła jest ciepło spalania paliw ciekłych lub gazowych, dzielą się na:
- piece trzonowe - w tych piecach wsad metalowy i topniki ładuje się do przestrzeni ograniczonej od dołu tzw. Trzonem, a od góry sklepieniem.
-piece szybowe gazowe
-piece tyglowe- w tych piecach najczęściej wsad umieszcza się w tyglu metalowym lub ceramicznym, a ciepło spalin nagrzewa ściany tygla z zewnątrz.
C. Piece elektryczne
- piece oporowe
- piece łukowe
- indukcyjne
- indukcyjne tyglowe
- indukcyjne kanałowe
Rodzaje zabiegów metalurgicznych;
Podstawowe procesy metalurgiczne to:
wstępna przeróbka rudy
wzbogacanie rudy
proces hutniczy
rafinacja
Metalurgię dzieli się na:
27. Znaczenie równoważnika węglowego i współczynnika eutektycznego dla żeliw.
Aby ocenić czy dane żeliwo jest podeutektyczne czy nad eutektyczne należy uwzględnić w tej ocenie obecność krzemu i fosforu, które częściowo zastępują węgiel, zmniejszając jego zawartość w eutektyce. Ujmuje to wyrażenie na tzw. Równoważnik węgla w żeliwie;
CE= %C + 1/3(%Si + %P)
28. Zabieg modyfikacji i sferoidyzacji dla różnych gatunków żeliw.
Modyfikacja polega na dodaniu do ciekłego stopu tuz przed odlaniem niewielkiej ilości sproszkowanego modyfikatora. W przypadku żeliwa szarego jest to stop Fe-Si z dodatkiem Ca, Al., Sr lub Ba i tworzy on zarodki krystalizacji grafitu.
Sferoidyzacja- polega na podwójnej modyfikacji która polega na dodaniu do kadzi granulek modyfikatora, czyli stopu Fe-Si( wzbogaconego Ca, Al., Sr, Ba) w ilości 1,2%, oraz sferoidyzatorów, którymi są stopy FeSiMg7(1%) i CuMg17Ce(0,5%). Kadź zalewa się żeliwem, którego skład jest taki że po skrzepnięciu bez modyfikatorów byłby żeliwem białym, Sferoidyzacja zachodzi dzięki oddziaływaniu magnezu na powierzchnię zarodków grafitu
29. Opis struktury żeliwa w temp. pokojowej o wartości CE=3%. Przypadek żeliwa białych, szarych i sferoidalnych.
Opis struktury żeliwa w temp. pokojowej: Żeliwo stanowi najliczniej reprezentowaną grupę odlewniczych stopów Fe. Są to stopy żelaza z węglem, w których zawartość węgla wynosi powyżej 2%, krzemu zaś 1 - 3%. Na skutek zmiany składu chemicznego, technologii topienia, odlewania oraz obróbki cieplnej można uzyskać gatunki żeliwa o szerokiej gamie właściwości użytkowych. Występowanie konkretnej fazy węgla zależy od szybkości chłodzenia. Strukturę żeliwa stanowi osnowa metaliczna, którą może być ferryt, perlit lub ich mieszaniny, ewentualnie z cementytem i wtrąceniami niemetalicznymi a także grafit o różnej wielkości i kształcie.
Żeliwo szare- zawiera grafit, a cementyt znajduje się tylko w perlicie. Fazy występujące oprócz grafity to ferryt, perlit, eutektyka fosforowa. Żeliwa szare maja cenne właściwości:
odlewnicze; mały skurcz, dobra lejność. Żeliwo szare jest często wykorzystywane przez konstruktorów wykonuje się niego proste i mało obciążone części dla żeliwa o mniejszej wytrzymałości, a żeliwa o większej wytrzymałości korpusy, loża, stojaki, wrzeciona obrabiarek, a także koła zębate.
Żeliwo białe-nie zawiera grafitu. Znaczna ilość cementytu jest powodem dużej twardości i kruchości. Żeliwo białe charakteryzuje się małą lejnością i dużym skurczem odlewniczym
Żeliwo sferoidalne-Żeliwo sferoidalne jest uzyskiwane poprzez podwójną modyfikacje umożliwiająca uzyskanie grafitu sferoidalnego. Żeliwo to ma w porównaniu z szarym zwykłym większą wytrzymałość, plastyczność i udarność.
30. Gatunki żeliwa i ich zastosowanie. Różnice w strukturze i właściwościach.
Wyróżnia się pięć podstawowych grup, a mianowicie:
żeliwo białe- cechuje się małą lejnością i dużym skurczem odlewniczym stosowane do wyrobu bębnów młynów i części maszyn do przeróbki kamieni.
żeliwo szare-. Obok tak tradycyjnych zastosowań, jak korpusy obrabiarek, obudowy urządzeń elektrycznych, żeliwo szare (zwłaszcza wysokojakościowe) stosuje się powszechnie w przemyśle motoryzacyjnym, na elementy zaworów oraz pieców. Niewielkie koszty wytwarzania w połączeniu z doskonałymi właściwościami technologicznymi czynią z niego wyjątkowo atrakcyjny materiał na odlewy kształtowe.
żeliwo sferoidalne- obok tradycyjnego obszaru zastosowań jakim są odlewy dla przemysłu chemicznego i energetyki, odlewy z żeliwa sferoidalnego są coraz częściej stosowane w przemyśle motoryzacyjnym na obudowy silników, elementy skrzyni biegów, koła zębate, wały korbowe. Jeśli idzie o te ostatnie, to znakomita większość producentów samochodowych zastąpiła kute wały korbowe odlewami z żeliwa sferoidalnego.
żeliwo z grafitem zwartym- szeroko stosowane w przemyśle motoryzacyjnym na odlewy korpusów silników spalinowych, obudowy reduktorów i turbodoładowarek, skrzynie korbowe, wlewnice i wiele innych
żeliwo ciągliwe- jest otrzymywane z żeliwa białego w wyniku wyżarzania grafityzującego. Podczas tej operacji cementyt ulega rozpadowi o wydziela się tzw. węgiel żarzenia w postaci kłaczkowatych skupień. Żeliwo ciągliwe charakteryzuje się dobrymi własnościami wytrzymałościowymi i plastycznymi. W zależności od parametrów procesu technologicznego żeliwo ciągliwe można podzielić na: białe (W), czarne (B), perlityczne (P).
cechuje je dobra wytrzymałość, plastyczność i udarność, przez co znalazły wiele zastosowań np. w przemyśle motoryzacyjnym( obudowy, mosty, osłony, wały korbowe, piasty kół, korbowody), na okucia budowlane, części maszyn rolniczych.
Żeliwo stopowe-odlewy żaroodporne i ognioodporne, odporne na korozję, cechujące się dużą udarnością i odpornością na ścieranie.
31. Typowy przebieg procesu topienia i uzyskania żeliwa sferoidalnego ( do momentu odlania do formy). Przemysłowe metody uzyskiwania odlewów z żeliwa o strukturze sferoidalnej.
Żeliwo sferoidalne uzyskuje się poprzez podwójną modyfikację która polega na dodaniu do kadzi granulek modyfikatora, czyli stopu Fe-Si( wzbogaconego Ca, Al., Sr, Ba) w ilości 1,2%, oraz sferoidyzatorów, którymi są stopy FeSiMg7(1%) i CuMg17Ce(0,5%). Kadź zalewa się żeliwem, którego skład jest taki że po skrzepnięciu bez modyfikatorów byłby żeliwem białym, Sferoidyzacja zachodzi dzięki oddziaływaniu magnezu na powierzchnię zarodków grafitu
Wytwarzanie żeliwa sferoidalnego wymaga większej kontroli niż innych gatunków żeliwa. Jednym z warunków, obok odpowiedniego składu chemicznego, jest temperatura ciekłego żeliwa przed rozpoczęciem sferoidyzacji, która nie powinna być niższa od 1400 °C. Wynika to z faktu, że sferoidyzacja jest procesem silnie endotermicznym (wprowadzenie 1% Mg obniża temperaturę o 88 °C). W związku z dość gwałtowną reakcją między Mg a ciekłym metalem, sferoidyzację prowadzi się w specjalnych kadziach albo też zamiast metalicznego magnezu dodaje się jego stopy z Ni lub Fe, np. FeSiMg7. Jednak i w tym przypadku stosuje się specjalne metody w celu zwiększenia uzysku Mg.
32. Przykłady gatunków staliw i ich zastosowanie.
zwykłej jakości
wyższej jakości
najwyższej jakości
33. Stal a staliwo. Definicje, różnice w strukturze i właściwościach.
Staliwo - to stop żelaza z węglem w postaci lanej (czyli odlana w formy odlewnicze), nie poddana obróbce plastycznej. W odmianach użytkowych zawartość węgla nie przekracza 1,5%, suma typowych domieszek również nie przekracza 1%
Właściwości mechaniczne staliwa są nieco niższe niż własności stali o takim samym składzie po obróbce plastycznej. Wynika to z charakterystycznych dla odlewów: gruboziarnistości i pustek międzykrystalicznych.
Stal - stop żelaza z węglem plastycznie obrobiony i plastycznie obrabialny o zawartości węgla nieprzekraczającej 2,11% co odpowiada granicznej rozpuszczalności węgla w żelazie (dla stali stopowych zawartość węgla może być dużo wyższa). Węgiel w stali najczęściej występuje w postaci perlitu płytkowego. Niekiedy jednak, szczególnie przy większych zawartościach węgla cementyt występuje w postaci kulkowej w otoczeniu ziaren ferrytu.
*stale podeutektoidalne -zawierające do 0,8% C, o strukturze ferytyczno - perlitycznej
* stale eutektoidalne - zawierające 0,8 % c majace strukturę perlityczna
* stale nadeutektoidalne- o zawartości od 0,8 do 2,0% C o strukturze perlitycznej z cementytem wtórnym.
34. Omówić i krótko scharakteryzować stopy metali nieżelaznych.
A. stopy z miedzią
-mosiądze
-brązy cynowe
-brązy aluminiowe
-brązy niklowe
-brązy ołowiowe
-brązy manganowe
-brązy krzemowe
-brązy berylowe
a) Mosiądz to najbardziej rozpowszechnione stopy miedzi. Mosiądz zawierają od kilku do 45 % cynku oraz mogą zawierać dodatki jednego lub kilku pierwiastków w ilości od 0,5 do 3,5; ołowiu, manganu, aluminium, żelaza, krzemu i niklu. Ze względu na strukturze można je podzielić na dwie grupy; mosiądze o strukturze α zawierające do 38% cynku oraz o strukturze α+β' zawierające od 38% do 45 % cynku Mają dobra odporność na korozje elementy mosiężne można łatwo łączyć z pomocą lutowania oraz spawania.
b) brązy cynowe- stopy miedzi z cyną o zawartości od 1 do 11% cyny mogą także występować dodatki takich pierwiastków jak cynk, ołów, mangan i fosfor. Ze względu na strukturę można je podzielić na dwie grupy; brązy o strukturze roztwory stałego α zawierającą do 7% cyny, oraz o strukturze α+eutektoid. Stosuje się je na części maszyn narażone na ścieranie, korozje i wysoką temp.
c)Brązy krzemowe
Techniczne stopy Cu z Si wykazują strukturę jednofazową roztworu α, a stężenie Si w brązach krzemowych dwuskładnikowych nie przekracza 3-4%. Jednofazowa struktura zapewnia brązom krzemowym duże własności plastyczne, przy czym Si powoduje zwiększenie ich odporności na korozję . Praktyczne zastosowanie znalazły głównie brązy krzemowe wieloskładnikowe zawierające dodatki Mn, Fe, Zn, Ni, niekiedy także Co i Cr. Pierwiastki Mn, Zn i Ni, występujące w roztworze, silnie zmniejszają rozpuszczalność Si w fazie α, przy czym Mn i Ni zwiększają wytrzymałość i odporność na korozję, natomiast Zn polepsza lejność. Własności mechaniczne najbardziej poprawia Fe. Pierwiastek ten prawie wcale nie rozpuszcza się w roztworze α, wchodząc w skład faz międzymetalicznych FeSi i Fe3Si. Z tego względu Fe jest wprowadzane wyłącznie do brązów krzemowych odlewniczych. Brązy krzemowe charakteryzują się dużymi własnościami mechanicznymi w temperaturze pokojowej i podwyższonej do ok. 300°C, dużą wytrzymałością zmęczeniową i dobrymi własnościami ślizgowymi. Cechuje je ponadto duża odporność na korozję, dobra lejność i skrawalność.
d)Brązy aluminiowe
Jednofazowe brązy aluminiowe zawierają do 8% Al i ze względu na duża plastyczność mogą być obrabiane plastycznie na zimno i na gorąco. Brązy o składzie eutektoidalnym można odkształcać plastycznie wyłącznie na gorąco w temperaturze, w której istnieje struktura jednofazowa β. Brązy aluminiowe wykazują dobrą odporność na korozję w środowisku wody morskiej i kwasów utleniających, dzięki pasywacji i tworzeniu się warstewki Al2O3 na ich powierzchni. Charakteryzują się dużymi własnościami mechanicznymi w temperaturze pokojowej i podwyższonej oraz wysoką odpornością na ścieranie. Własności mechaniczne brązów aluminiowych zwiększają dodatki stopowe, głównie Fe, Mn, Ni. Pierwiastki Fe i Ni powodują podwyższenie własności wytrzymałościowych i odporności na ścieranie w wyniku działania modyfikującego i sprzyjania drobnoziarnistości stopów. Mangan rozpuszcza się w roztworze αCu w stężeniu do ok. 10%, powodując znaczne zwiększenie odporności tych stopów na korozję i ścieranie oraz własności mechanicznych.
B. Stopy aluminium
Stosunkowo niewielkie własności wytrzymałościowe aluminium można zwiększyć - nawet kilkakrotnie - przez wprowadzenie pierwiastków stopowych oraz obróbkę cieplną stopów. W porównaniu ze stalmi stopy aluminiowe charakteryzują się znacznie mniejszą masą, a w niskiej temperaturze - większą udarnością. Najogólniej - ze względu na sposób wytwarzania - stopy aluminium dzieli się na: odlewnicze i do obróbki plastycznej. Niektóre z tych stopów mogą być stosowane zarówno jako odlewnicze jak i przeznaczone do obróbki plastycznej. Odlewnicze stopy aluminium są przeważnie stopami wieloskładnikowymi o dużym stężeniu - od 5 do 25% - pierwiastków stopowych, głównie Cu, Si, Mg i Ni lub ich różnych zestawień. Charakteryzują się dobrą lejnością i często małym skurczem odlewniczym. Stopy do obróbki plastycznej zawierają znacznie mniej, bo ok. 5%, pierwiastków stopowych, zwykle Cu, Mg, Mn, niekiedy także Si, Zn, Ni, Cr, Ti lub Li. Niektóre z tych stopów są stosowane w stanie zgniecionym lub po wyżarzaniu rekrystalizującym, a część jest poddawana obróbce cieplnej polegającej na utwardzaniu wydzielinowym.
-siluminy.
Aluminium tworzy z krzemem układ z eutektyką, występujący przy stężeniu 12,6% Si i dwoma roztworami stałymi granicznymi o rozpuszczalności składników zmniejszającej się wraz z obniżaniem temperatury. Roztwór α (Si w Al) wykazuje sieć regularną typu A1. Aluminium w temperaturze eutektycznej rozpuszcza się w Si w b. niewielkim stężeniu - ok. 0,07%, a w temperaturze pokojowej nie wykazuje niemal zupełnie rozpuszczalności w Si. Podstawową grupę stopów Al z Si stanowią stopy odlewnicze zwane siluminami o stężeniu 4-30% Si. Krzem, jako podstawowy składnik tych stopów, zapewnia dobrą rzadkopłynność oraz lejność i mały skurcz odlewniczy. Siluminy mogą być również stopami wieloskładnikowymi. Zawierają wówczas dodatki Cu, Mg i Mn, zwiększające wytrzymałość. Dodatek Cu oraz Mg umożliwia utwardzanie wydzielinowe stopów wieloskładnikowych Al z Si, w wyniku wydzielania faz CuAl2 lub Mg2Si. Dodatek Cu pogarsza jednak odporność na korozję, która z kolei poprawia dodatek ok. 1% Ni. Dodatek 0,5% Mn przeciwdziała ujemnemu wpływowi domieszek Fe tworzących wydzielenia Fe2Si2Al9 oraz Fe3Si2Al12 znacznie zmniejszające ciągliwość stopu. Siluminy eutektyczne i nadeutektyczne wykazujące znaczną żarowytrzymałość są stosowane na wysoko obciążone tłoki silników spalinowych. Z siluminów podeutektycznych wytwarza się silnie obciążone części dla przemysłu okrętowego i elektrycznego, pracujące w podwyższonej temperaturze i w wodzie morskiej. Wieloskładnikowe stopy Al z Si są stosowane m.in. na głowice silników spalinowych oraz inne odlewy w przemyśle maszynowym. Stopy Al z niewielkim dodatkiem - ok. 1% Si - są przeznaczone do obróbki plastycznej, na średnio obciążone elementy konstrukcji lotniczych i pojazdów mechanicznych oraz elementy głębokotłoczne i kute o złożonych kształtach.
- stopy aluminium z magnezem i miedzią
C. Stopy z magnezem.
Mają dobra wytrzymałość przy małej gęstości
35.Klasyfikacja metod usuwania wtrąceń z ciekłego metalu. Opis metod rafinacji stopów metali nieżelaznych( np. metodą ekstrakcji gazowej)
Metody usuwania zanieczyszczeń:
Metody fizyczne
-Metody mechaniczne
filtrowanie
-Metody ekstrakcyjne
żużlowe
gazowe
próżniowe
Metody chemiczne
żużlowe
gazowe
żużlowo - gazowe
Rafinacja mechaniczna- jest często stosowana przez zastosowanie wibracji lub ultradźwięków, które znakomicie intensyfikują proces usuwania zanieczyszczeń. Filtrowanie stosuje się do usuwania zanieczyszczeń stałych rozproszonych w ciekłym metalu w postaci ultradyspersyjnej zawiesiny błonki (Al2O3 w ciekłych stopach Al.). stosowane filtry mogą być obojętne lub aktywne. Działanie pierwszych polega na absorbowaniu zanieczyszczeń na powierzchni filtra, natomiast drugie po zaabsorbowaniu powodują rozpuszczanie zanieczyszczeń}
Ekstrakcja żużlowa-Polega na naniesieniu na powierzchnię roztopionego metalu żużla o dużej zdolności do rozpuszczania w nim zanieczyszczeń znajdujących się w stopie. W tym przypadku zanieczyszczenia znajdują się w ciekłym metalu (stopie) przechodzą do żużla, a proces ten trwa aż do ustalenia się równowagi.
Ekstrakcja gazem obojętnym- prowadzi się za pomocą argonu lub azotu, wprowadzanych do ciekłego metalu przy użyciu lancy zakończonej porowatą końcówką, której zadaniem jest wytworzenie możliwie dużej liczby małych pęcherzy. Metoda ta polega na przechodzeniu zanieczyszczeń gazowych rozproszonych w kąpieli do pęcherzy wędrujących do góry
Rafinacja próżniowa- polega na przetrzymaniu ciekłego metalu przy zmniejszonym ciśnieniu pod pokryciem żużla, np. utleniającego, co prowadzi do zakłócenia równowagi między kąpielą a rozpuszczonymi w niej gazami w kierunku desorpcji tych ostatnich.
Metody chemiczne- polegają na usuwaniu zanieczyszczeń ciekłego metalu w postaci związku, powstającego wskutek reakcji zanieczyszczenia z substancją wprowadzaną do kąpieli.
Rafinacja chemiczna gazowa- polega na przedmuchiwaniu gazem aktywnym lub tworzącym ze składnikami metalu związek aktywny względem zanieczyszczenia
36. Zasada kształtowania odlewanych części maszyn ze względu na konstrukcję.
37. Zasady kształtowania odlewanych części maszyn ze względu na proces technologiczny.
Zasady te są formułowane przez technologów. Można je podzielić na kilka grup, związanych z;
-wykonaniem oprzyrządowania odlewniczego, a więc modeli, rdzennic, matryc do modeli jednorazowych oraz form metalowych,
-wykonaniem form jednorazowych oraz jakością form,
-poprawnością zapełniania wnęki formy ciekłym metalem,
-prawidłowym zasilaniem odlewu
-zapobieganiem niepożądanych naprężeń i odkształceń cieplnych oraz pękaniu odlewów przy stygnięciu,
-pracochłonnością przy oczyszczaniu odlewów
38. Zastosowanie systemów komputerowych do optymalizacji technologii odlewania.
Systemy komputerowe umożliwiają dwa sposoby opisu geometrii: dwuwymiarowy ( postać rzutów i przekrojów), przestrzenny (bryły i przestrzennie zorientowane powierzchnie).
Systemy komputerowe pozwalają na: numeryczne modelowanie i symulację procesów odlewniczych, szybkie wykonanie próbnych odlewów. Pozwalają określić w którym miejscu występują największe naprężenia oraz gdzie może dojsć do pęknięć.
Symulacje numeryczne dzieli się na: pierwszej generacji (stosuje się podejście tylko makroskopowe) i drugiej generacji (sprzężone modele mikro i makroskopowe). Wyniki symulacji numerycznej pozwalają określić zależność pola temperatury odlewu i formy od czasu. Pozwala to na lokalizacje węzłów cieplnych i przewidywanie potencjalnych miejsc wad skurczowych. Inną zależnością którą można określić za pomocą systemów numerycznych jest pole czasów krzepnięcia oraz obliczenie odpowiednich gradientów temperatury mających wpływ na kierunkowe krzepniecie.
Symulacja komputerowa pozwala na odpowiednie ocenienie stopnia zasilania.
Pozwala uzyskać informacje o: wielkości i kształcie kryształów, przemianach fazowych, skurczach i mikroporowatości. Mówią nam jaki system chłodzący zastosować, oblicza czas trwania cyklu odlewania i ocenę gradientów temperatury na przekroju formy
39. Szkic i opis formowania z modelu wskazanego na rysunku.
40 Cele i klasyfikacja obróbki cieplnej odlewów.
Obróbka cieplna jest zabiegiem lub połączeniem kilku zabiegów cieplnych mających na celu zmianę struktury stopów w stanie stałym, a przez to nadanie im pożądanych właściwości mechanicznych, fizycznych czy tez chemicznych. Jako środek do tego celu stosuje się podnoszenie lub obniżanie temperatury obrabianego cieplnie odlewu oraz pewne procesy cieplno-chemiczne, cieplno-plastyczne i cieplno-magnetyczne. Zabieg obróbki cieplnej ogólnie jest to określony zespół czynności nagrzewania, wygrzewania i chłodzenia obrabianego cieplnie przedmiotu.
Klasyfikacja obróbki cieplnej;
- obróbka cieplna zwykła
- obróbka cieplno-chemiczna
- obróbka cieplno-plastyczna
Klasyfikacja:
wyżarzanie
- ujednorodnianie
- normalizowanie
- wyżarzanie zupełne
- wyżarzanie niezupełne
- zmiękczanie
- perlityzowanie
- przegrzewanie
- odprężanie
- stabilizowanie
ulepszanie cieplne
- hartowanie (martenzytyczne i bainityczne)
- odpuszczanie (niskie, średnie, wysokie)
- wymrażanie
umacnianie wydzieleniowe
- przesycanie
- starzenie (naturalne, sztuczne)
Wiele zabiegów jest uniwersalnych. Stosowanych do stopów żelaza jak i metali nieżelaznych
- obróbka cieplno-magnetyczna.
Wyszukiwarka
Podobne podstrony:
9496136526577-mechanika techniczna opracowane pytania maruszewski POPRAWIONE, Politechnika Poznanska
Opracowanie na MO - wersja ci ga, Politechnika Poznańska, Mechatronika, SEMESTR I, Odlewnictwo, Egz
Opracowanie na egzamin odlewnictwo, Politechnika Poznańska, Mechatronika, SEMESTR I, Odlewnictwo, Eg
ciąga2, Politechnika Poznańska, Mechatronika, SEMESTR I, Odlewnictwo, Egzamin
Opracowanie(1), Politechnika Poznańska, Mechatronika, SEMESTR I, Odlewnictwo
ciąga, Politechnika Poznańska, Mechatronika, SEMESTR I, Odlewnictwo, Egzamin
sciaga2(1), Politechnika Poznańska, Mechatronika, SEMESTR I, Odlewnictwo, Egzamin
MO - sprawozdanie 2(1), Politechnika Poznańska, Mechatronika, SEMESTR I, Odlewnictwo
MO - sprawozdanie 3(1), Politechnika Poznańska, Mechatronika, SEMESTR I, Odlewnictwo
Formatka na laboratoria z Elekroniki analogowej i cyfrowej, Politechnika Poznańska, Mechatronika, Se
MO - sprawozdanie 1(1), Politechnika Poznańska, Mechatronika, SEMESTR I, Odlewnictwo
Pytania kontrolne dla IMM Mechatron, Politechnika Poznańska, Mechatronika, Semestr 01, Metalurgia i
MO - sprawozdanie 4(1), Politechnika Poznańska, Mechatronika, SEMESTR I, Odlewnictwo
Pytania kontrolne, Politechnika Poznańska, Mechatronika, Semestr 01, Metalurgia i odlewnictwo - wykł
zagadnienia 10 - 13, Politechnika Poznanska-Mechatronika, Semestr 3, Metrologia - Egzamin 3 sem. - A
Histereza na 19.11.12, Politechnika Poznańska, Mechatronika, Semestr 01, Wprowadzenie do mechatronik
MO - sprawozdanie 2(1), Politechnika Poznańska, Mechatronika, SEMESTR I, Odlewnictwo
więcej podobnych podstron