Cześć przeznaczona do obróbki: B3
Materiał obrabiany ŁH15 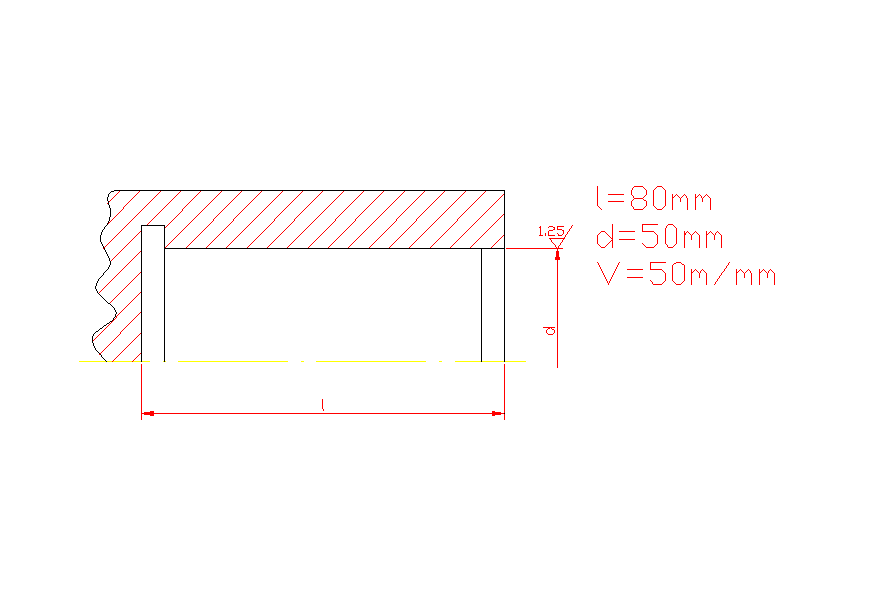
Lp. |
Wyznaczana wielkość |
Wynik |
Podstawa |
1 |
Parametry skrawania: -głębokość skrawania:ap(mm) ap=1(mm) -Posuw : fn(mm) fn=0.1 |
.ap=1(mm)
.fn=0.1(mm/obr)
|
[3] str.97 tab.A-13 |
2 |
Siła skrawania Pz(główna siła skr.) Pz=Cp*gep*pup*Kmp (KG) Cp=200 ep=1 up=0.75 Kmp=1.25 Pz=200*11*0.10.75*1.25=44.45 (KG) |
Pz=44.45(KG) |
[3] str.39 tab.0-18 wzór 0.16
|
3 |
Średnica częśći roboczej noża ze względu na dopuszczalną siłę skr. Le=8D Le=5*16=160(mm) |
D=20 Le=90 W=785 |
[1] str.300 tab.5 |
4 |
Przekrój trzonka noża HxB |
20x20 |
[1] str.299 tab.3 |
5 |
Długość noża Lc |
Lc=190(mm) |
[1] str.299 tab.3 |
6 |
Materiał trzonka noża |
Sal konstrukcyjna 55 kg=20(KG/mm2) |
|
7 |
Wytrzymałość na zginanie δ=Pz∗Le/W δ≤kg δ=44.4∗90/402≅7(KG/mm2) |
δ=7(kG/mm2) δ<kg Warunek spełniony |
[ ] str69 wz.33-4 |
8 |
Kat przystawienia χ |
χ=950 |
[1] str.302 tab.7 |
9 |
Pomocniczy kąt przystawienia χ' |
χ'=50 |
[1] str.302 tab.7 |
10 |
Kąt pochylenia głównej krawędzi skrawającej λ |
λ=00 |
[1] str.302 tab.8 |
11 |
Kąt natarcia γ0 |
γ0=100 |
[1] str.304 tab.11 |
12 |
Kąt przyłożenia α0 |
α0=120 |
[1] str.304 |
13 |
Pomocniczy kat przyłożenia α0' |
α0'=12 |
[1] str.304 |
14 |
Promień zaokrąglenia naroża r0 |
.r0=1 |
[1] str.303 |
15
|
Rodzaj płytki
|
Z węglików spiekanych A12 PN-63/M-18005 |
[2] str.26 tab.6-2 |
16 |
Sposób łączenia płytki |
lutowanie |
|
Literatura:
Kunstetter S: „Narzędzia skrawające do obróbki metali''
Górski E.: „Podstawy projektowania narzędzi skrawających”
Wołk R:,,Normowanie czasu pracy na obrabiarkach do obróbki skrawaniem''
1
Wyszukiwarka
Podobne podstrony:
5153
04 Prąd sinusoidalnyid 5153 ppt
5153
więcej podobnych podstron