Spawanie elektrodą leżącą.
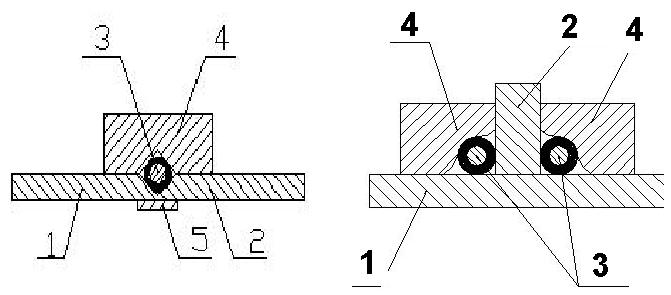
Elektroda grubo otulona 3, ułożona wzdłuż rowka spoiny między częściami przedmiotu spawanego 1 i 2, jest połączona swym luźnym gołym końcem z jednym biegunem spawarki, a przedmiot- z drugim. Elektroda jest ułożona w formie miedzianej 4 (lub stalowej wyłożonej blachą miedzianą). Między wykładziną miedzianą a elektrodą umieszcza się czasami podkładkę papierową. Łuk między elektrodą a przedmiotem zajarz się za pomocą pręta grafitowego. Łuk samoczynnie jarzy się pod formą, topiąc stopniowo elektrodę i metal rodzimy.
Spoina czołowa Spoina pachwinowa
1,2- przedmiot spawany, 3- elektrody, 4- forma miedziana, 5- podkładka miedziana
Metoda ta pozwala wykonać spoiny w miejscach niedostępnych dla zwykłego spawania (spawanie blisko leżących żeber )- spoina pachwinowa. Spawanie elektrodą leżącą nie nadaje się do robót:
*sporadycznych ze względu na konieczność stosowania specjalnych form miedzianych, *masowych gdyż wymaga bardzo dokładnie wykonanych elektrod, a wtopienie jest powierzchniowe i występuje gaśnięcie łuku. Spawanie elektrodą leżącą stosowane jest tylko w specjalnych przypadkach np. spawanie pod wodą.
Elektrody otulone
Głównym powodem stosowania otulin elektrod przy spawaniu jest ochrona ciekłego metalu przed zanieczyszczeniem powietrzem atmosferycznym. Lepiszcze wprowadza się dla nadania otulinie
![]()
odpowiedniej wytrzymałości nadającej zwiększenia przywierania do rdzenia . Topniki wprowadzane są dla uzyskania właściwego napięcia powierzchniowego i zdolności zwilżenia metalu. Rozróżnia się cztery rodzaje elektrod otulonych stosowanych do spawania stali metodą MMA.
1-drut, 2-otulina, d- średnica
Otuliny kwaśne -składają się głównie z tlenków i krzemianów , zawierają dużą ilość tlenu .Zapewniają uzyskania gładkiej powierzchni ze skłonnością do wypukłości .Spoina charakteryzuje się dobrą plastycznością ale nie ma dużej wytrzymałości.
Otuliny celulozowe - zawierają dużo substancji organicznych zawierających celulozę .Powszechnie stosowanymi składnikami są mąka i ścier drzewny . Składniki organiczne ulegają rozkładowi w łuku, wytwarzają wodór, który wypiera powietrze z kolumny łuku.
Obecność wodoru podwyższa napięcie łuku i zwiększa wtopienie . Lico spoiny jest niezbyt równe, własności mechaniczne są dobre .
Otuliny rutylowe -zawierają tlenek tytanu .Składnik ten wpływa dodatnio na wytwarzanie żużla i powoduje, że łuk jarzy się stabilnie i jest łatwy wprowadzeniu .Spoiny charakteryzują się średnią zawartością tlenu, lico jest raczej równe, a usuwalność żużla też jest dobra .
Otuliny zasadowe -zawierają głównie związki wapnia, takie jak fluorek wapnia i węglan wapnia. Termin „zasadowe'' dotyczy chemicznych właściwości topnika . Stosowane są głównie do spawania stali o dużej wytrzymałości . Niekiedy nazywają je elektrodami wapiennymi lub niskowodorowymi .
Zgrzewanie elektryczne oporowe
Zgrzewanie oporowe polega na wykorzystaniu ciepła wytwarzanego przy przepływie prądu przez stykające się ze sobą powierzchnie dwóch nałożonych na siebie blach. Zamiana energii elektrycznej na ciepło zachodzi wg. wzoru Q= 0,24*I2R*t [cal] R- opór elektryczny [Ω], t- czas przepływu prądu [s]. Powierzchnia styku blach przedstawia dla prądu oporność, wytwarzanie się energii w postaci ciepła . Tak wytworzone ciepło jest skupione w tym obszarze , w którym blachy są ściśnięte za pomocą elektrod .W miarę przepływu prądu metal nagrzewa się do temperatury topnienia , co powoduje wytworzenie się jądra zgrzeiny. Przerwanie prądu powoduje stygnięcie nagrzanego obszaru i krzepnięcie metalu pozostającego jeszcze pod naciskiem elektrod . Powstała w ten sposób zgrzeina stanowi punktowe połączenie między blachami zdolne do przenoszenia obciążeń . Wytrzymałość zgrzeiny zależy od powierzchni przekroju jej jądra.
Metody spawania gazowego
Istnieją trzy metody spawania: w prawo, w lewo i w górę.
Przy spawaniu metodą w prawo, palnik jest pochylony w tym kierunku ,w którym postępuje spawanie .Płomień jest skierowany na spoinę już wykonaną, koniec drutu zaś między spoiną już wykonaną a palnikiem. Płomień palnika idzie naprzód, drut posuwa się za nim, wykonuje ruchy wahadłowe, rozprowadzające metal po przekroju spoiny.
Przy spawaniu metodą w lewo, palnik pochylony jest w kierunku odwrotnym do kierunku narastania spoiny, płomień omywa metal, który ma być spawany. Najpierw idzie drut, a za nim posuwa się płomień palnika. Spawanie w prawo stosuje się do grubszych blach stalowych i miedzianych (od 4mm wzwyż) spawanie w lewo
Do cienkich blach (3mm i poniżej ). Spawanie w prawo jest szybsze o około 20 procent od spawania w lewo i zużycie gazów jest mniejsze gdyż ciepło płomienia wprowadzonego głębiej do rowka jest lepiej wykorzystywane, a sam rowek może być węższy .
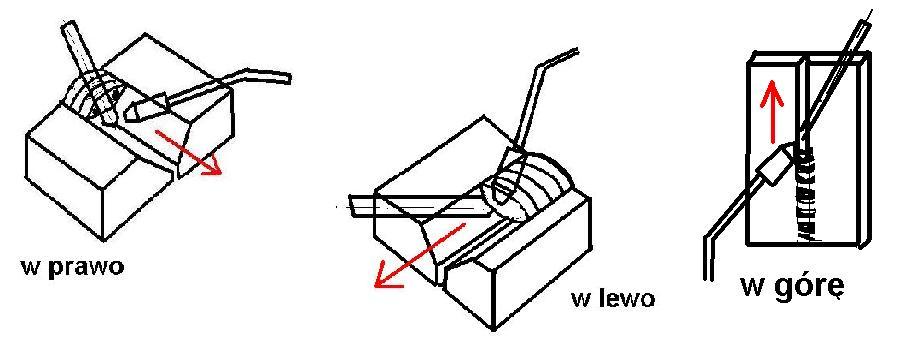
Spawanie metodą w górę, wymaga ustawienia blach tak aby spoina była w położeniu pionowym .Przy tej metodzie uzyskuje się bardzo dobre przetopienie metalu rodzimego.
Urządzenia do spawania łukowego.
Spawarki łukowe dzieli się wg rodzaju prądu spawania na spawarki prądu zmiennego i spawarki prądu stałego. Do spawania prądem zmiennym służą transformatory spawalnicze, a do spawania prądem stałym- przetwornice spawalnicze i prostowniki spawalnicze. Spawarka ma za zadanie utrzymywać łuk o możliwie stałym natężeniu pomimo zmiennych oporów w łuku.
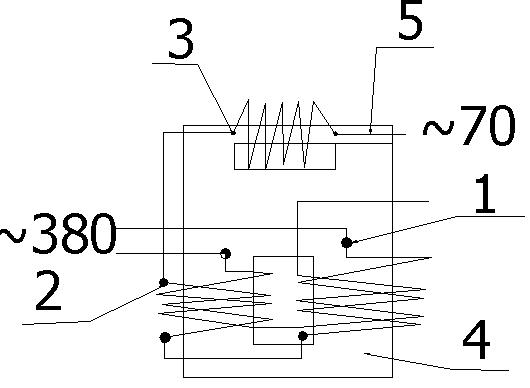
Schemat transformatora z dławikiem na wspólnym rdzeniu. 1-uzwojenie pierwotne, 1-uzwojenie wtórne, 3- uzwojenie dławika, 4-rdzeń transformatora, 5-ruchoma część rdzenia dławika.
Wyszukiwarka
Podobne podstrony:
Spawanie elektronowe (2)
Scharakteryzuj wykonanie prac spawania elektrycznego i gazowego
instrukcja spawanie elektryczne
Spawanie elektryczne, Technologie bezwiórowe
Zestaw do nauki spawania elektryczne
spawanie elektrodami otulonymi
3 Spawanie elektryczne łukowe MMA (111)
Spawanie elektryczne łukiem krytym i elektrodą otuloną
Spawanie elektryczne i spawanie gazowe, Spawalnictwo
Kopia spawanie elektr
Kopia Spawanie elektryczne
ćw. 3 - spawanie elektrodą otuloną, studia, studia Politechnika Poznańska - BMiZ - Mechatronika, 2 s
Spawanie elektryczne, rÓczne elektrodŽ otulonŽ, Politechnika
istan Spawanie elektryczne i gazowe, BHP, Instrukcje-Stanowiskowe
Instrukcja bhp - spawania elektr 1
Spawanie elektrodą otuloną II, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna, O
Spawanie elektrodą otuloną
więcej podobnych podstron