
On the Performance of Minimum Quantity
Lubrication in Milling Al 6061
Ahmed Damir
(1)
, Sophie Lancereau
(2)
, Helmi Attia
(1)*
, Patrick Hendrick
(2)
(1)
Aerospace Manufacturing Technology Centre, Institute for Aerospace Research,
National Research Council of Canada, Montreal, Quebec, Canada
(2)
Université Libre de Bruxelles, Brussels, Belgium
* AMTC, 5145 Decelles Avenue, Montreal, Quebec, H3T 2B2
helmi.attia@cnrc-nrc.gc.ca
Abstract: In this paper, a comparative study was carried out on the performance of
Minimum Quantity Lubrication (MQL) in milling of Aluminum 6061 as compared to
dry and flood coolant. The effect of cutting speed, depth of cut, as well as, MQL
parameters on the product quality was investigated. Several parameters were measured
to evaluate the machining performance for the studied cooling methods. These included
the temperature of the cutting tool, surface roughness, and cutting forces. Experimental
results showed a remarkable improvement in the machining performance with the use of
MQL as compared to dry cutting. This was demonstrated by the decrease of cutting
temperature by 80° C, cutting forces and surface roughness by 25%. Additionally,
higher cutting speeds were achieved, leading to a higher metal removal rate. Speeds up
to 400 m/min have been achieved with MQL with no tool damage as compared to tool
failure at 160 m/min for dry cutting. Additionally, MQL showed a better surface quality
at moderate cutting speed, when compared to flood coolant. This result highlights the
importance of considering MQL as potential substitute of flood coolant. More effort has
to be directed towards improving the cooling capabilities of MQL, especially at higher
cutting speeds, at which flood coolant was shown to be beneficial regarding the
machined surface quality.
Keywords: Minimum Quantity Lubrication, Milling of Al 6061, Dry cutting.
1. INTRODUCTION
Minimum Quantity Lubrication (MQL) is an emerging technology used for near-dry
machining processes. It has become the most promising technique to reduce wet
machining and to enhance productivity and quality in dry cutting. It is gaining a
promising potential due to its economical and ecological benefits as compared to dry
and wet cutting. Its main objective is to reduce the amount of cutting fluid used in the
machining process, while maintaining or even improving the product quality obtained in
dry and wet cutting. MQL application reduces the use of cutting fluid significantly
which leads to a reduction in the manufacturing cost by 15-20 % [Weinert et al. 2004].
Besides, it has a significant impact on the environment by reducing the substantial

exposure to cooling lubricants and hence, reducing the hazards associated with it on the
workplace environment and operator health [Itoigawa et al. 2006]. The application of
MQL, as well as, its benefits on product quality and machining performance, were
investigated for different materials and different cutting processes. MQL is widely
applied in turning operations for different materials such as aluminum alloys, steel, and
Inconel 718. It was observed that the application of MQL can lead to a reduction in tool
wear [Sreejith 2008,Dhar et al. 2006], improvement of surface quality and dimensional
accuracy [Dhar et al. 2006], as well as, a reduction in the cutting forces and
temperatures [Kamata et al. 2007]. Similar benefits were shown in grinding processes,
where MQL improves the surface quality and cutting forces [Shen et al. 2008, Silva et
al. 2007, Tawakoli et al. 2009]. In drilling, MQL application was also shown to
improve the tool life by reducing the tool wear in deep hole drilling [Heinemann et al.
2006] and drilling of cast magnesium alloy [Bhowmick et al. 2010], as well as,
improving the hole quality and dimensional accuracy in drilling aluminum-silicon
alloys, as compared to dry and flood coolant [Braga et al. 2002]. However, limited
research work has been carried out for the application of MQL in milling, with the main
focus on the effect of MQL on tool life as compared to dry cutting [Liao et al. 2007]
and to flood coolant [Liao et al. 2007] in high speed milling of hardened steel. The main
objective of this paper is to study the influence of MQL on the performance of the
milling Aluminium alloys as compared to dry and wet cutting. An experimental
investigation was carried out to compare the performance of MQL to dry and wet
cutting on the product quality and machining characteristics. Cutting forces, surface
roughness of the machined part and the temperature of the cutting edge were measured
for the studied cooling methods at different cutting conditions.
2. EXPERIMENTAL WORK
Milling tests were carried out to study the performance of MQL on the product quality
in milling Al 6061 as compared to dry and wet cutting. The cutting tests were carried
out on a 5-axis Makino A88
horizontal milling centre with a 50 kW and maximum
spindle speed of 18,000 rpm. The milling process was carried out on an Al 6061 plate of
dimensions 50 X 150 X 310 mm using a YG-1 standard carbide milling cutter of ½”
diameter (12.7 mm) with four flutes (07593). The cutting tests were performed at
different cutting speeds, depths of cut and oil flow rate to consider the effect of cutting
variables and the MQL parameters on the machining performance. Several parameters
were measured, including the temperature of the cutting tool, surface roughness of the
machined part and the cutting forces. Figure 1 shows the set-up used in the experiments.
A ThermoVision A20M infra red camera was used to carry out the temperature
measurements at the cutting edge. The camera was attached to the machine spindle in
order to follow the tool motion and to measure the temperature at the tool tip during
cutting as shown in Figure 2-a. A three component Kistler dynamometer 9255B was
used for force measurements in three directions (i.e. x, y, and z). A LubriLean Vario
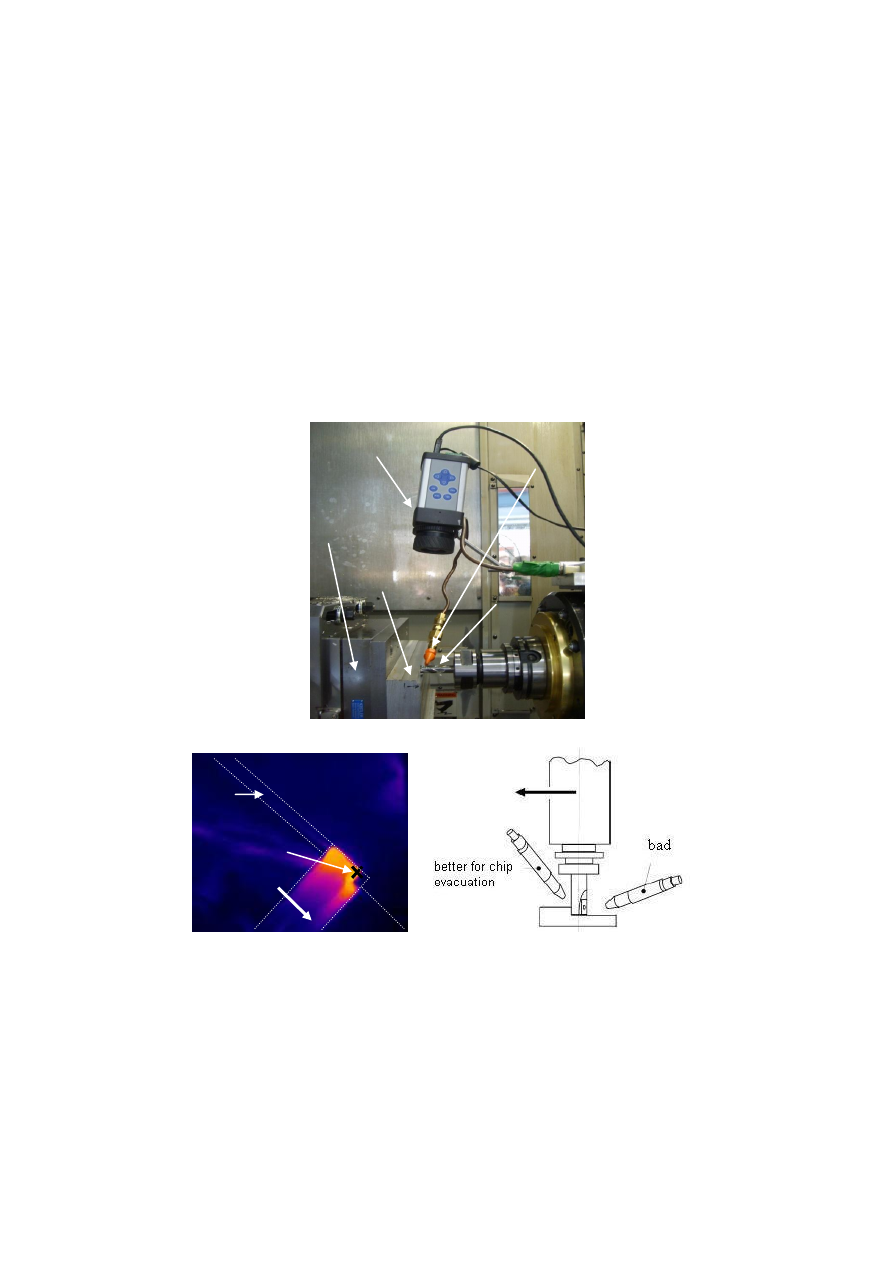
system from Vogel was used to apply the MQL aerosol to the cutting zone. A pure fatty
acid ester oil, LubriOil, was supplied externally to the cutting zone through a nozzle
with 2 mm orifice, which was attached to the spindle to follow the tool motion, and
hence to ensure the cooling supply during cutting. The nozzle of the MQL is positioned
in a way that allows better evacuation of the chip in order to avoid chip jamming as
shown in Figure 2-b. Prior to cutting tests, the LubriLean Vario unit was calibrated to
determine the amount of oil dispensed at the cutting zone, in relation to the flow
indicated by the rotameter attached to the unit. The flood coolant experiments were
conducted using a TRIM
®
VHP
®
E210 water-based coolant (70% water). The surface
roughness of the machined surface was measured for each tested condition using a
Taylor Hobson for roughness measurements.
Figure 1; Experimental Set-up
a) b)
Figure 2; a) Temperature measurement at the cutting edge, b) Nozzle position.
Two sets of experiments were carried out during this research. The first set aimed at
comparing the performance of MQL to dry cutting in milling Al 6061. Three values of
the cutting speeds were tested: 1,500, 4,000 and 10,000 rpm which correspond to a
linear speed of 60, 160 and 400 m/min respectively. Two levels of oil flow rate of 3.5
Al 6061
plate
Dynamometer
IR Camera
MQL
Nozzle
Cutter
Temperature
measurement at
cutting edge
Surface
cut
Workpiece
f
and 9 ml/h were considered to cover the lower and upper limit of oil flow rate supplied
from the MQL system. Two depths of cut were tested, 2.5 mm and 5 mm,
corresponding to 20% and 50% of the tool diameter respectively. Both axial and radial
depth of cut were equal. For all tests, the feed rate was kept constant and equal to 0.6
mm/rev. On the other hand, the second set of the experiments were performed to
compare the performance of MQL to flood coolant for the same material. This set was
carried out at high speeds (i.e. 160 and 400 m/min) and at maximum depth of cut and oil
flow rate. Table I describes the test matrix used for both sets of experiments.
Table I – Test Matrix for MQL, dry and flood coolant
Speed (m/min)
Feed rate
(mm/rev)
Depth of cut
(mm)
Oil flow rate
(ml/h)
MQL
60
0.6
2.5
3.5
60
0.6
2.5
9
160
0.6
2.5
3.5
160
0.6
2.5
9
400
0.6
2.5
3.5
400
0.6
2.5
9
60
0.6
5
3.5
60
0.6
5
9
160
0.6
5
3.5
160
0.6
5
9
400
0.6
5
3.5
400
0.6
5
9
Dry
60
0.6
2.5
160
0.6
2.5
400
0.6
2.5
60
0.6
5
160
0.6
5
Flood
160
0.6
5
400
0.6
5
3. EXPERIMENTAL RESULTS AND DISCUSSION
3.1. MQL versus Dry cutting
3.1.1 Temperature Measurements
At low depth of cut of 2.5 mm, no significant difference in the cutting temperature was
observed with the application of MQL as compared to dry cutting. The range of
temperature was similar for the case of dry cutting and MQL with minimum and
maximum oil flow rate. This can be attributed to the fact that, the temperature rise at the
cutting zone was small due to the small chip load, which reduces the effect of the

cooling mode on temperature reduction. Additionally, it can be observed that the
maximum temperature of the cutting edge increases with the increase of cutting speed
(e.g. 110
o
C for 60 m/min, 120
o
C for 160 m/min and 140
o
C for 400 m/min).
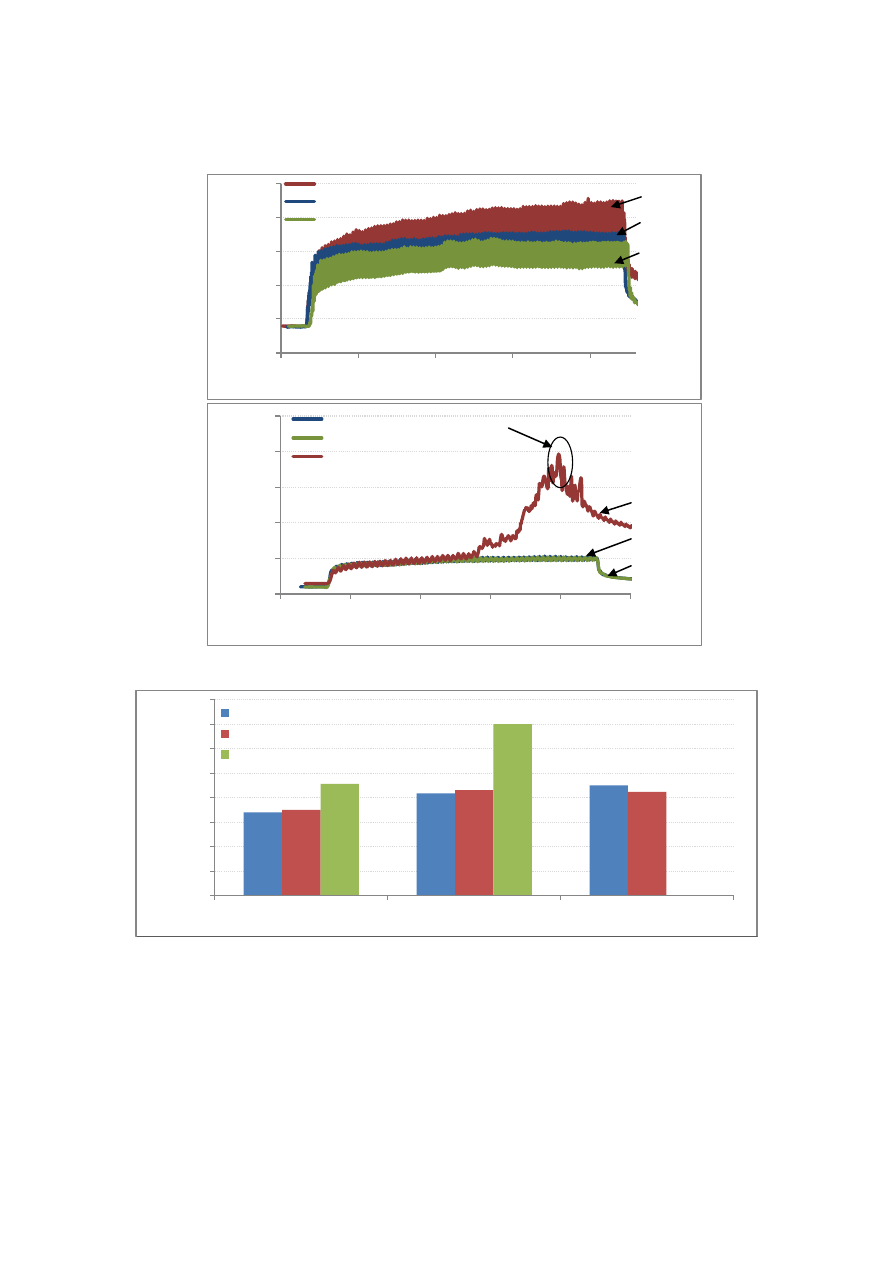
On the other hand, for the case of high depth of cut (5 mm), a more significant
evidence of the efficiency of the application of MQL in improving the cutting
performance was noticed at 160 m/min. At this speed, a sudden failure of the milling
cutter occurred in the middle of the cutting path for the case of dry cutting due to the
excessive heat generated between the tool and the workpiece. This led to the melting of
the material and its adhesion to the cutting edge leading to its breakage. Figure 3 shows
the broken cutting edge for dry cutting as compared to the cutter used in MQL. The
damage workpiece surface due to tool failure can be shown in Figure 4. This
observation was confirmed with the temperature measurements shown in Figure 5-b.
The temperature reached about 800
ο
C before failure as compared to 200
o
C for case of
MQL application which represents a 75% reduction in temperature. This result
demonstrates the improvement in the machining performance and product quality as a
result of the application of MQL due to its efficiency in reducing the cutting
temperature, as compared to dry cutting. Similarly, a significant reduction in the cutting
temperature was observed when MQL was applied, as compared to dry cutting at
different speeds. For 60 m/min, a reduction of 80
o
C in temperature can be noticed for
MQL as compared to dry cutting, which corresponds to a reduction of 25% as shown in
Figure 5-a. Moreover, cutting tests were performed successfully at higher speeds (i.e.
4000 m/min) for MQL with a maximum temperature of 200
o
C and with no significant
tool damage. No significant effect of the oil flow rate was observed in temperature
reduction, as no difference in temperature was noticed for the two levels of flow rate as
shown in Figure 6. Similar to the case of low depth of cut, the cutting temperature was
shown to increase with the increase of cutting speed. Additionally, higher temperatures
were reached at higher depth of cut for the same cutting speed due to the increase in the
chip load removed by the tool.
a)
b)
Figure 3; Photograph of a) Tool used for MQL, b) Broken tool with dry cutting
a)
b)
Figure 4; Photograph of surface resulted with a) MQL, b) Dry cutting
Broken edge
Aluminum
adhesion to
the tool
Surface
damage
a)
b)
Figure 5; Cutting temperature at a) 60 m/min, b) 160 m/min for 5 mm depth of cut
Figure 6; Maximum tool temperature for 5 mm depth of cut
3.1.2. Surface Roughness.
Surface roughness measurements were used as an indicator of the surface integrity of
the machined part to compare the performance of MQL and dry cutting. Surface
roughness measurements of the machined part, expressed by Ra and Rz (cutoff value of
0.8 mm), are shown in Figure 7-a for MQL and dry cutting at different cutting speeds
0
50
100
150
200
250
0
5
10
15
20
Too
l T
e
m
p
e
ra
tu
re
(
o
C)
Time (s)
Dry
MQL 9ml/h
MQL 3.5 ml/h
0
200
400
600
800
1000
0
2
4
6
8
10
Too
l T
e
m
p
e
ra
tu
re
(
°C)
Time (s)
MQL 9 ml/h
MQL 3.5ml/h
Dry
170
209
225
175
215
212
228
350
0
50
100
150
200
250
300
350
400
60 m/min
160 m/min
400 m/min
Too
l T
e
m
p
e
ra
tu
re
(
o
C)
MQL 3.5ml/hr
MQL 9ml/hr
Dry
Tool failure
Dry
MQL 9ml/h
MQL 3.5ml/h
Dry
MQL 9ml/h
MQL 3.5ml/h
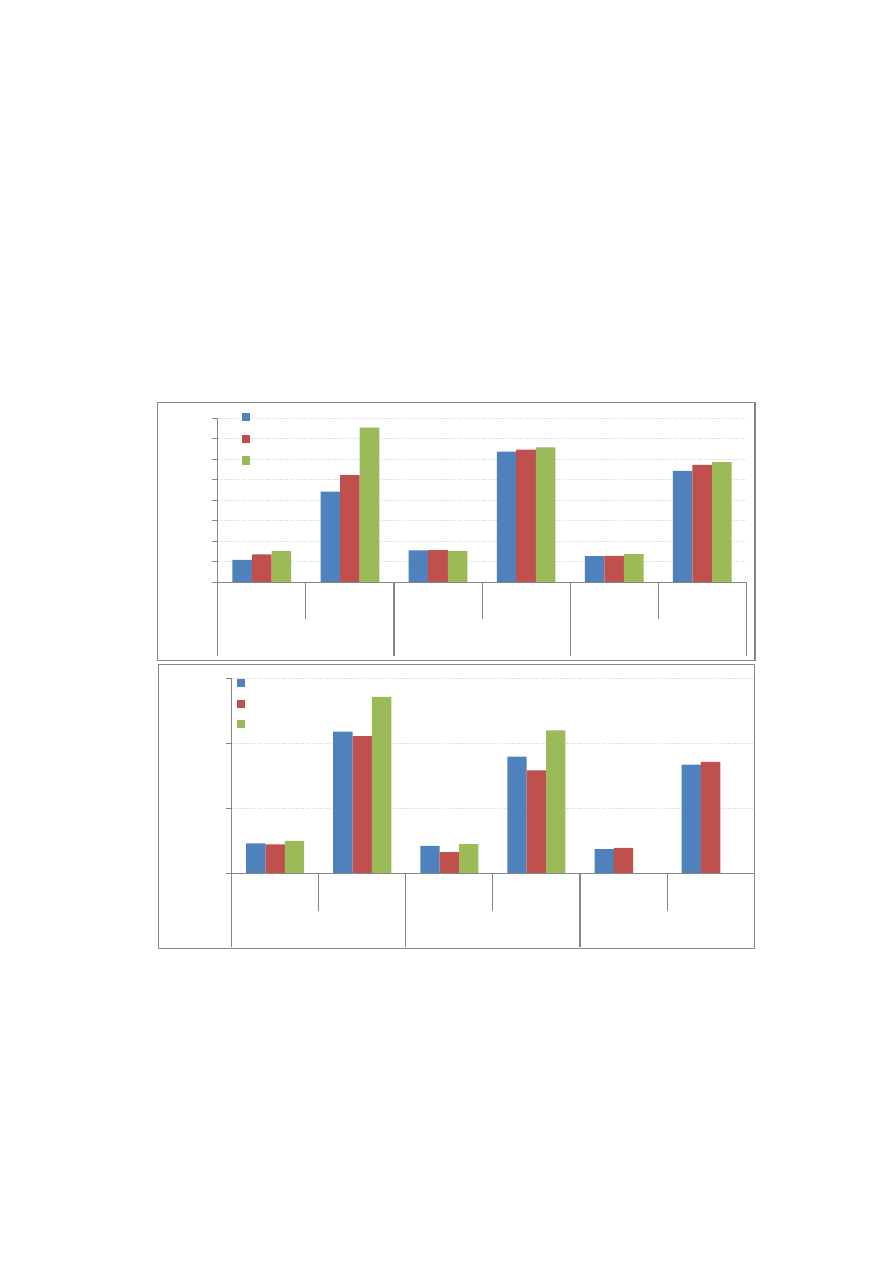
for 2.5 mm depth of cut. It can be noticed that better surface quality was achieved using
MQL, as compared to dry cutting. This is demonstrated by the decrease in surface
roughness (5% to 12%), especially at low cutting speed of 60 m/min. Moreover, the
improvement of the surface quality as a result of the application of MQL, as compared
to dry cutting, was more significant at higher depth of cut as shown in Figure 7-b. This
is demonstrated by a decrease in the surface roughness by 25% for the case of MQL, as
compared to dry cutting. This is can be attributed to the effect of oil droplets of the
MQL aerosol in providing the lubrication action at the cutting zone, which improves the
surface quality. Additionally, it can be observed that the higher oil flow rate, the better
surface finish obtained for the same cutting conditions. Generally, surface roughness
values decrease with the increase of the cutting speed.
a)
b)
Figure 7; Surface roughness measurements a) 2.5 mm and b) 5mm depth of cut
3.1.3. Cutting Force
Cutting force measurements were carried out at different speeds and depths of cut for
MQL and dry cutting. It was observed that the main cutting force is slightly lower when
MQL is applied. Additionally, lower cutting forces were achieved at high oil flow rates.
1.1
4.4
1.6
6.4
1.3
5.4
1.4
5.2
1.6
6.5
1.3
5.7
1.5
7.5
1.5
6.6
1.4
5.9
0
1
2
3
4
5
6
7
8
Ra
Rz
Ra
Rz
Ra
Rz
60 m/min
160 m/min
400 m/min
Sur
fa
ce
R
ou
gh
n
e
ss
(µ
m
)
MQL 3.5ml/h
MQL 9ml/h
Dry
1.9
8.7
1.7
7.2
1.5
6.7
1.8
8.5
1.3
6.3
1.6
6.9
2.0
10.8
1.8
8.8
0.0
4.0
8.0
12.0
Ra
Rz
Ra
Rz
Ra
Rz
60 m/min
160 m/min
400 m/min
Sur
fa
ce
R
ou
gh
n
e
ss
(µ
m
)
MQL 3.5ml/h
MQL 9ml/h
Dry
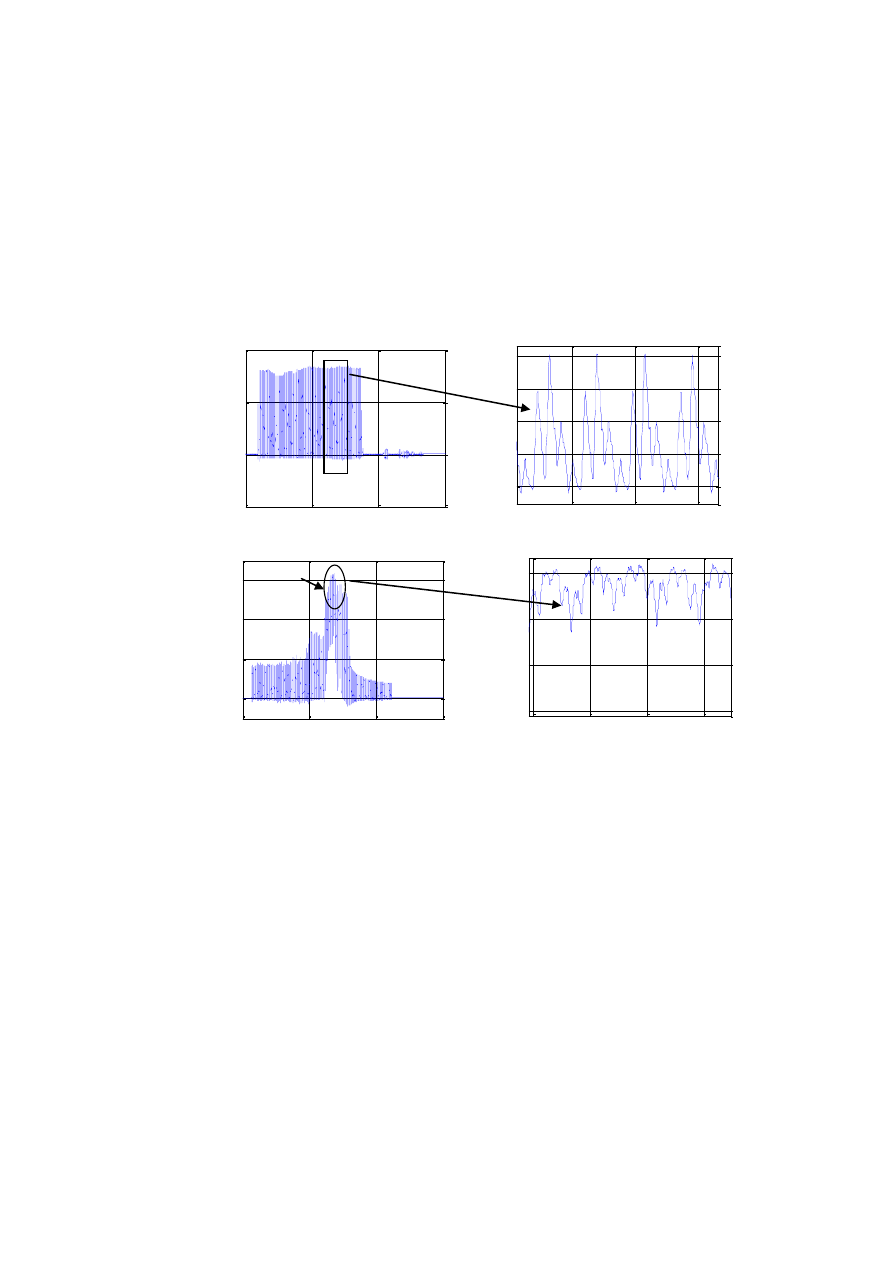
This observation was valid for low and high depth of cut. Moreover, a sudden increase
in the cutting forces for case of dry cutting at tool failure at 160 m/min was noticed.
The excessive heat generated led to an increase in the main cutting forces up to three
times, as compared to the case of MQL, at same cutting conditions. This can be shown
in Figure 8, with a cutting force of 3000 N at the onset of failure for dry cutting as
compared to a cutting force of 800 N for both levels of MQL, which gave similar force
level. Generally, the cutting forces were shown to increase proportionally to the increase
of depth of cut as it affects the chip load removed by the cutting tool.
a)
b)
Figure 8; Main cutting force a) MQL 9ml/h, b) Dry at 160m/min for 5mm depth of cut
3.2. MQL versus Flood coolant
For this set of experiments, two cutting speeds (i.e. 160 and 400 m/min) and single
depth of cut (5 mm) were tested to evaluate the performance of MQL relative to flood
cooling. Only cutting forces and surface roughness were measured for this set of tests,
since temperature measurement is not possible using infra red camera in the presence of
flood coolant. The measured surface roughness for the case of MQL versus flood
coolant at different cutting speeds is shown in Figure 9. It can be observed that the
MQL gives a better surface finish with lower surface roughness of 30%, when
compared to flood coolant at 160 m/min. However, at high cutting speed, flood coolant
gives better surface quality. This is demonstrated by a 25% decrease in surface
roughness, expressed by Ra and Rz, as compared to surface cut with the application of
MQL. This can be attributed to the high cooling capacity of the flood coolant as
compared to MQL, whose cooling capability is limited at high speeds.
0
5
10
15
-500
0
500
1000
Fx
(
N
)
Time (s)
0
5
10
15
-500
0
500
1000
Fo
rc
e
y
(
N
)
Time (s)
0
5
10
15
-500
0
500
1000
Fo
rc
e
z
(
N
)
Time (s)
0
5
10
15
-500
0
500
1000
M
o
m
e
n
t
z
(
N
m
)
Time (s)
5.86
5.88
5.9
0
200
400
600
800
Fx
(
N
)
Time (s)
0
5
10
15
-500
0
500
1000
Fo
rc
e
y
(
N
)
Time (s)
0
5
10
15
-500
0
500
1000
Fo
rc
e
z
(
N
)
Time (s)
0
5
10
15
-500
0
500
1000
M
o
m
e
n
t
z
(
N
m
)
Time (s)
0
5
10
15
0
1000
2000
3000
Fx
(
N
)
Time (s)
0
5
10
15
0
1000
2000
3000
Fo
rc
e
y
(
N
)
Time (s)
0
5
10
15
0
1000
2000
3000
Fo
rc
e
z
(
N
)
Time (s)
0
5
10
15
0
1000
2000
3000
M
o
m
e
n
t
z
(
N
m
)
Time (s)
6.84
6.86
6.88
6.9
0
1000
2000
3000
Fx
(
N
)
Time (s)
0
5
10
15
0
1000
2000
3000
Fo
rc
e
y
(
N
)
Time (s)
0
5
10
15
0
1000
2000
3000
Fo
rc
e
z
(
N
)
Time (s)
0
5
10
15
0
1000
2000
3000
M
o
m
e
n
t
z
(
N
m
)
Time (s)
Tool failure
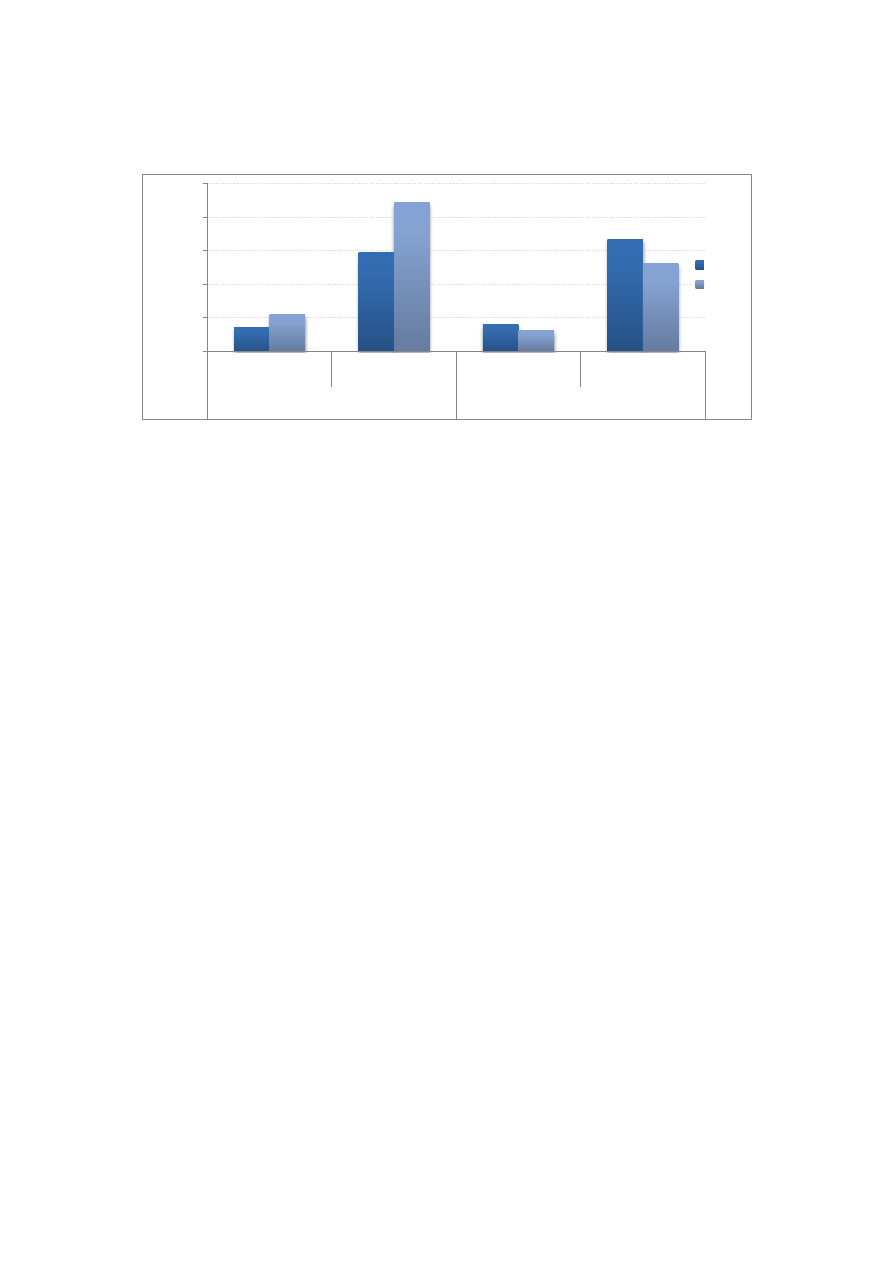
Figure 9; Surface roughness for MQL and flood coolant for 5 mm depth of cut
Cutting forces were measured for both cooling methods at different cutting conditions.
It was shown that, for both cutting speeds, the main cutting force is slightly higher for
the case of MQL which can be attributed to the cooling capacity of the flood coolant,
which reduces the cutting temperature and hence decreases the cutting forces.
4. CONCLUSIONS
In this paper, a comparative study was carried out to investigate the performance of
MQL in milling of Al 6061 relative to dry and wet cutting. Cutting tests were performed
at different speeds, depths of cut and oil flow rate to study their effect on the
performance of the studied cooling methods on the product quality. Better machining
performance was achieved using MQL, as compared to dry cutting, especially at higher
depth of cut. This was demonstrated by the decrease in the cutting temperature and
surface roughness by 25%. Additionally, the application of MQL allowed higher cutting
speeds and depth of cut to be achieved. A sudden tool failure occurred in dry cutting at
160 m/min due to excessive heat generated, while milling at 400 m/min was carried out
successfully with no tool damage using MQL. This result highlights the importance of
MQL in improving the product quality and machining performance. It is also
concluded, flood coolant showed better performance and product quality at high cutting
speeds (400 m/min), while MQL improved the surface quality at moderate speeds (160
m/min), indicating a high potential for the MQL to be used in finshing operations.
REFERENCES
[Weinert et al. 2004] Weinnert, K.;Iasaki, I.; Sutherland, J.W. ;Wakabayashi, T. ; “Dry
machining and Minimum Quantity Lubrication”In: CIRP annals-Manufacturing
technology, pp. 511-537, v 53, 2004.
1.38
5.89
1.6
6.66
2.17
8.85
1.2
5.2
0
2
4
6
8
10
Ra
Rz
Ra
Rz
160 m/min
400 m/min
Sur
fa
ce
R
ou
gh
n
e
ss
(µ
m
)
MQL
Flood

[Itoigawa et al. 2006] Itoigawa, F.;Childs T. ;Nakamura, T.;Belluco, W. ; “Effects and
mechanicms in minimum quantity lubrication machining on an aluminum alloy”
In: Wear, pp. 339-344, v 260, 2006.
[Sreejith 2008] Sreejith, P.S.; “Machining of 6061 aluminum alloy with MQL, dry and
flooded lubricant conditions”, In: Materials Letters, pp. 276-278, v 62, 2008.
[Dhar et al. 2006] Dhar, N.R.;Kamruzzaman, M.; Ahmed, M.; “Effect of minimum
quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-
4340 steel”; In: Journal of Materials Processing Technology, pp. 299-304, v 172,
2006.
[Dhar et al. 2006] Dhar, N.R.; Islam, M.W.; Islam, S.; Mithu, M.A.H.; “The influence
of minimum quantity of lubrication (MQL) on cutting temperature, chip and
dimensional accuracy in turning AISI-1040 steel”; In: Journal of Materials
Processing Technology, pp. 93-99, v 171, 2006.
[Kamata et al. 2007] Kamata, Y. ; Obikawa, T.;”High speed MQL finish-turning of
Inconel 718 with different coated tools”; Journal of Materials Processing
Technology, pp. 281-286, v 192-193, 2007.
[Shen et al. 2008] Shen, B. ; Shih, A.; Tung, S.;”Application of Nanofluids in
Minimum Quantity Lubrication grinding”; In: Tribology Transactions, pp. 730-
737, v 51, 2008.
[Silva et al. 2007] Silva, L.R. ; Bianchi, E.C.; Fusse, R.Y.; Catai, R.E., Franca, T.V.;
Aguiar, P.R.; “Analysis of surface integrity for minimum quantity lubricant-MQL
in grinding”; In: International Journal of Machine Tools & Manufacture, pp.412-
418, v 47, 2007.
[Tawakoli et al. 2009] Tawakoli, T.;Hadad, M.J.;Sadeghi, M.H.; Daneshi, A.; Stockert,
S.; Rasifard, A.; “An experiemental investigation of the effects of workpiece and
grinding parameters on minimum quantity lubrication-MQL grinding” In:
International Journal of Machine Tools & Manufacture, pp. 924-932, v 49, 2009.
[Heinemann et al. 2006] Heineman, R.; Hinduja. S.; Barrow, G.; Petuelli, G.; “Effect
of MQL on the tool life of small twist drills in deep-hole drilling”; In: International
Journal of Machine Tools & Manufacture, pp. 1-6, v 46, 2006.
[Bhowmick et al. 2010] Bhowmick, S.; Lukitsh, M.J.; Alpas, A.T.; “Dry and minimum
quantity lubrication of cast magnesium alloy (AM60)”; In: International Journal of
Machine Tools and Manufacture, 2010, doi:10.1016/j.ijmachtools.2010.02.001.
[Braga et al. 2002] Braga, D.U. ; Diniz, A.E.; Miranda, G.W.A.; Coppini, N.L.; “Using
a minimum quantity of lubricant (MQL and a diamond coated tool in the drilling of
aluminum-silicon alloys”; In: Journal of Materials Processing Technology, pp.
127-138, v 122, 2002.
[Liao et al. 2007] Liao, Y.S.;Lin, H.M.;”Mechanism of minimum quantity lubrication
in high-speed milling of hardened steel”; In:International Journal of Machine
Tools and Manufacture, pp 1660-1666, v 47, 2007.
[Liao et al. 2007] Liao, Y.S.;Lin, H.M.; Chen, Y.C.;”Feasibility study of the minimum
quantity lubrication in high-speed of NAK80 hardened steel by coated carbide
tool”; In:International Journal of Machine Tools and Manufacture, pp 1667-1676,
v 47, 2007.
Wyszukiwarka
Podobne podstrony:
Effect of magnetic field on the performance of new refrigerant mixtures
70 1003 1019 Influence of Surface Engineering on the Performance of Tool Steels for Die Casting
Nosal Wiercińska, Agnieszka i inni The Influence of Protonation on the Electroreduction of Bi (III)
On the Performance of Internet Worm Scanning Strategies
On the failure of ‘meaning’ Bible reading in the anthropology
Pereswetoff Morath A An Alphabetical Hymn by St Cyril of Turov On the Question of Syllabic Verse Com
Minimum Quantity Lubrication Drilling of Lightweight Aluminum and Magnesium Alloys Used in A
Newell, Shanks On the Role of Recognition in Decision Making
79 1111 1124 The Performance of Spray Formed Tool Steels in Comparison to Conventional
Newell, Shanks On the Role of Recognition in Decision Making
Descartes, Rene Discourse On The Method Of Rightly Conducting The Reason, And Seeking Truth In Th
Nadelhoffer; On The Importance of Saying Only What You Believe in the Socratic Dialogues
Albright, Remarks on the Song of Moses in Deuteronomy XXXII
Pierre Bourdieu in Algeria at war Notes on the birth of an engaged ethnosociology
Susan B A Somers Willett The Cultural Politics of Slam Poetry, Race, Identity, and the Performance
Vergauwen David Toward a “Masonic musicology” Some theoretical issues on the study of Music in rela
więcej podobnych podstron