
Zrównoważony rozwój, a proces wytwarzania
i stosowania elementów z betonu
komórkowego
SuStainable development – manufacturing production
and applying of aac blockS
Streszczenie
Technologie wytwarzania betonu komórkowego charakteryzują się małym zużyciem
surowców oraz energii w stosunku do technologii wytwarzania innych materiałów bu-
dowlanych. Wynika to z małej gęstości betonu oraz odpowiednio prowadzonego procesu.
Jest to proces bezodpadowy, przyjazny dla środowiska.
Budynki z betonu komórkowego są zdrowe, bezpieczne dla użytkowników i charak-
teryzują się małym zużyciem energii na ogrzewanie.
W świetle powyższych zarówno proces wytwarzania elementów z betonu komór-
kowego, jak i ich zastosowanie w budownictwie wpisują się w uwarunkowania zrów-
noważonego rozwoju.
Abstract
Technologies characteristic small consumption of raw materials and energy in comparison
to other building materials. It comes from small density AAC and properly production
process. It’s waste – free process, friendly to environmental.
AAC Buildings are healthy, safety for people and they need small energy for heat-
ing.
In the light of the above production of AAC blocks and applying them to building
industry meets the requirements of sustainable development.
Genowefa Zapotoczna-Sytek
Jan Małolepszy
doc. dr inż. Genowefa Zapotoczna-Sytek – Centralny Ośrodek Badawczo-Rozwojowy Przemysłu Betonów
„CEBET” Warszawa
prof. dr hab. inż. Jan Małolepszy – Akademia Górniczo-Hutnicza, Kraków
2
Genowefa Zapotoczna-Sytek, Jan Małolepszy
DNI BETONU 2008
1. Wprowadzenie
Zrównoważony rozwój oznacza: „Rozwój zaspokajający potrzeby dzisiejszej generacji bez
konieczności ograniczania możliwości zaspokajania potrzeb przyszłych pokoleń”
sformułowanie
przewodniczącej niezależnej Komisji ds. Środowiska i Rozwoju powołanej przez Zgroma-
dzenie Ogólne ONZ [1]. Przyjęto go na „Szczycie Ziemi” w Rio de Janeiro w roku 1992
dokumentem zwanym w skrócie Agendą 21. Stanowił on zbiór podstawowych wytycz-
nych dla opracowywania regionalnych, narodowych i lokalnych planów strategicznych
działania dla zrównoważonego rozwoju świata [1,2]. Wprowadzenie w życie uznanych
za niezbędne zasad postępowania, wobec eksplozji populacji na świecie, nie jest bynaj-
mniej łatwe, ani tym bardziej powszechne. Stopniowo jednak, niezależnie od oczekiwań
ograniczenia wzrostu populacji, problemy wdrażania określonych w Agendzie 21 zasad
wkraczają do wszystkich dziedzin działalności człowieka [3].
Bardzo szybkie tempo przyrostu ludności świata, rosnące zapotrzebowanie na surow-
ce oraz energię, zwiększanie poziomu aspiracji społeczeństw są podstawą do rozważań
jak postępować, żeby nie pogarszając poziomu życia obecnej populacji zapewnić warunki
rozwoju dla przyszłych pokoleń. Po kilkuset tysiącach lat równowagi między człowie-
kiem a naturalnym środowiskiem nastąpił okres dominacji człowieka, w wyniku czego
świat stanął przed koniecznością świadomego wyboru – ery klęski albo ery dalszego,
trwałego rozwoju.
W coraz ostrzejszej formie ujawniają się zagrożenia, a wzrost emisji do atmosfery
tzw. gazów cieplarnianych, z których za najważniejsze uważane są dwutlenek węgla CO
2
,
metan CH
4
oraz NO
x
stanowi obecnie zagrożenie znacznie bardziej groźne dla świata niż
zanieczyszczania wód i odpady stałe. Emisja ta związana jest przede wszystkim ze spala-
niem paliw kopalnych: węgla, ropy naftowej i jej pochodnych, gazu ziemnego, produkcją
żywności i przemysłem chemicznym.
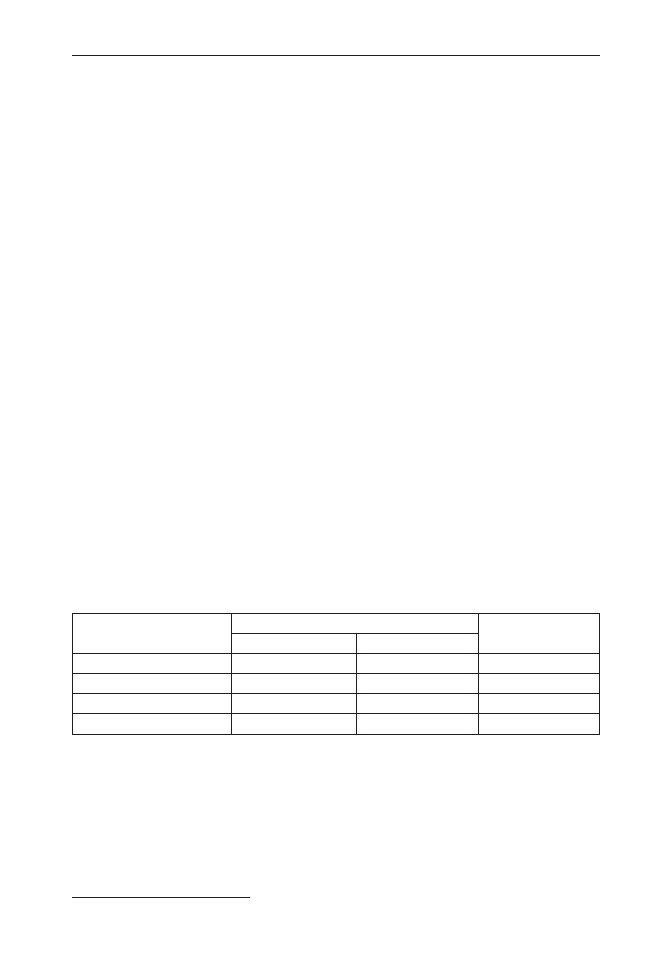
Zdaniem zwolenników poglądu o wpływie człowieka na klimat, wzrost stężenia
gazów cieplarnianych w atmosferze (tablica 1) stał się przyczyną wzrostu średniej tem-
peratury atmosfery i powierzchni ziemi [4]. Jeśli nie podjęte zostaną radykalne przedsię-
wzięcia odnośnie do redukcji emisji CO
2
, skutki mogą być katastrofalne.
Tablica 1. Stężenie gazów cieplarnianych w atmosferze ziemi w ciągu ostatnich 250 lat [4]
Gaz cieplarniany
GHG
Stężenie
Zmiany
w procentach
1750 r.
2003 r.
CO
2
280 ppm*
376 ppm
34%
CH
4
0,71 ppm
1,79 ppm
152%
N
2
O
270 ppb**
319 ppb
18%
chlorofluorowęglowodory
0
880 ppt***
–
*-części na milion; **-części na miliard; ***-części na bilion
Dlatego też Konwencja Klimatyczna (1994 r.), uzupełniona Protokółem z Kioto (1997 r.),
zobowiązała Państwa – sygnatariuszy do intensyfikacji działań na rzecz ograniczenia
emisji dwutlenku węgla do atmosfery. Działania w poszczególnych krajach są różne,
dostosowane do potrzeb i możliwości oraz proporcji wydatkowania energii w różnych
działach gospodarki. Należy podkreślić, że w ostatnich latach narasta świadomość
znaczenia dwóch podstawowych aspektów zrównoważonego rozwoju – ograniczenia
dewastacji środowiska naturalnego i minimalizacji zużycia nieodnawialnych surowców.

Zrównoważony rozwój, a proces wytwarzania i stosowania elementów ...
3
DNI BETONU 2008
Podejmowane są w tym zakresie liczne inicjatywy organizacji o zasięgu światowym,
ponadrządowym, organizacji międzynarodowych, stowarzyszeń międzynarodowych
i organizacji normalizacyjnych (CEN, ISO).
Między innymi w maju 2001 r. Komisja Europejska przedstawiła Radzie Europy na
posiedzeniu w Goeteborgu propozycję Strategii Unii Europejskiej na rzecz idei zrówno-
ważonego rozwoju [1]. Jako długofalowe określono następujące zadania:
ograniczenie zmian klimatycznych oraz wzrost zużycia czystej energii (działania na
–
rzecz zobowiązań ustalonych w Kioto),
odpowiednie postępowanie z zagrożeniami zdrowia publicznego (bezpieczeństwo,
–
jakość żywności, polityka w sprawie chemikaliów),
odpowiednie wykorzystania zasobów naturalnych,
–
usprawnienie systemów komunikacji i wykorzystania powierzchni.
–
Podpisanie protokółu w Kioto oznaczało zobowiązanie do ograniczenia emisji gazów
cieplarnianych w latach 2008-2012 o około 5% w stosunku do roku bazowego (zwykle
1990). Polska podpisała Protokół z Kioto i ratyfikowała go 13 grudnia 2002 r. [4].
W Polsce głównym emitorem CO
2
jest energetyka, stanowi ponad 50%, a średnia
w krajach rozwiniętych wynosi około 35%. Stąd w kraju w energetyce podejmowane
są działania zmierzające do ograniczenia emisji CO
2
, jak również NO
X
. Między innymi
ograniczane jest zużycie tradycyjnych paliw, w ich miejsce wprowadzane są biopaliwa,
wdrażane są systemy pozyskiwania energii ze źródeł odnawialnych, jak również spalanie
węgla w kotłach fluidalnych z równoczesnym odsiarczaniem spalin [5, 6].
2. Wytwarzanie materiałów budowlanych, a zrównoważo-
ny rozwój
Oprócz energetyki – głównego emitora w kraju CO
2
, dwutlenek węgla emitowany jest
również podczas procesów wytwarzania materiałów budowlanych. Ograniczenie ilości
CO
2
w tej gałęzi przemysłu może nastąpić miedzy innymi przez stosowanie w procesie
wytwarzania materiałów budowlanych odpowiednich surowców, jak również moderni-
zacji technologii wytwarzania. Należy zdawać sobie sprawę z tego iż, modernizacja tech-
nologii jako taka może prowadzić do wzrostu kosztów produkcji w różnych dziedzinach
przemysłu lub ich ograniczenia.
Konieczność ograniczenia emisji CO
2
w bardzo znaczącym stopniu dotyczy produ-
centów cementu. Jakkolwiek produkcja cementu jest procesem bezodpadowym, wyko-
rzystującym duże ilości materiałów odpadowych z innych gałęzi przemysłu, niemniej
jednak przemysł cementowy według różnych ocen odpowiada za 5-8% światowej emisji
CO
2
. Podkreślić należy, że przemysł cementowy, szczególnie europejski, podjął duże
wysiłki zmierzające do ograniczenia emisji CO
2
. Kierunek ten realizowany jest poprzez
stosowanie biopaliw i alternatywnych surowców, wprowadzenie klinkieru o niskiej energii
spiekania oraz cementów z niską zawartością klinkieru [7].
Godnym podkreślenia jest możliwość ograniczenie emisji CO
2
w przemyśle cemento-
wym poprzez produkcję cementów z dużą ilością dodatków mineralnych, zastępujących
w cemencie energochłonny klinkier portlandzki [8].
W najbliższych latach kierunek ten powinien być rozwijany w polskim przemyśle ce-
mentowym – rozwój produkcji cementów wieloskładnikowych. Pomocna w tym powinna
być wzrastająca świadomość odbiorców o bardzo dobrych właściwościach użytkowych
4
Genowefa Zapotoczna-Sytek, Jan Małolepszy
DNI BETONU 2008
cementów wieloskładnikowych, cementów sprawdzonych w budownictwie, w tym do
produkcji betonów specjalnych nowej generacji [8].
Sytuację w przemyśle betonów komórkowych na tle uwarunkowań zrównoważonego
rozwoju przedstawiono w p. 4 i 5.
3. Zrównoważony rozwój w budownictwie
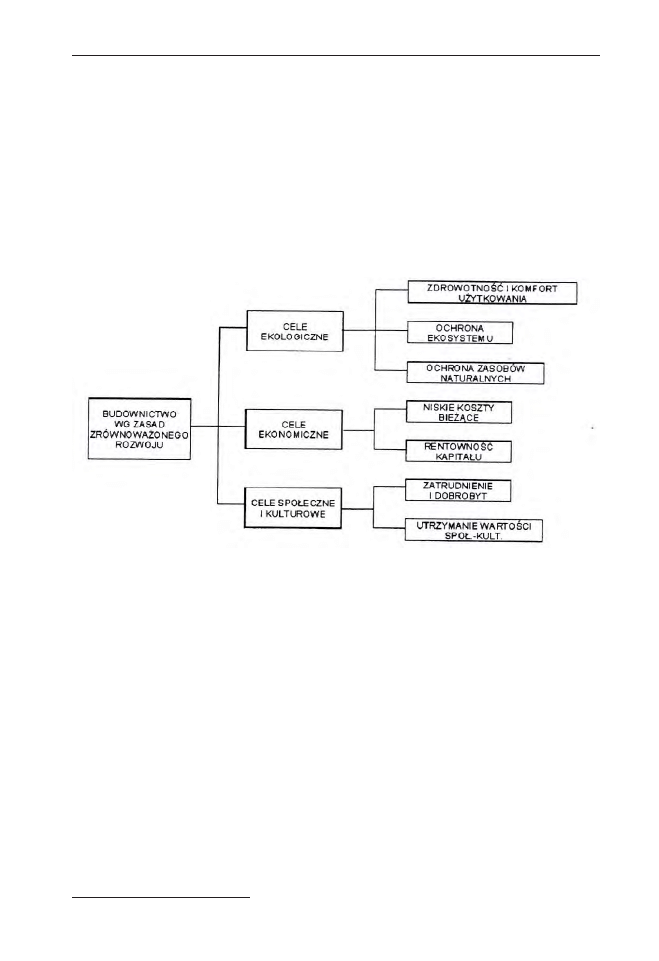
Budownictwo według zasad zrównoważonego rozwoju i tym samym jego przy-
szłościowy rozwój musi uwzględniać cele ekologiczne, ekonomiczne oraz społeczne
i kulturowe [1]. Ilustruje to rys. 1.
Rys. 1. Budownictwo według zasad zrównoważonego rozwoju.
Budownictwo jest sektorem gospodarki stanowiącym bardzo duże obciążenie dla
środowiska. Ocenia się, że sektor budowlany jest odpowiedzialny za znaczne zużycie
zasobów naturalnych (około 50% surowców pochodzi ze źródeł naturalnych) oraz około
40% produkowanej energii (włączając w to energię potrzebną do eksploatacji budynków).
Budownictwo „wytwarza” ponadto około 50% całości powstających odpadów. Dlatego
też zrównoważony rozwój w budownictwie ma strategiczne znaczenie dla ochrony śro-
dowiska naturalnego.
Budownictwo spełniające wymagania zrównoważonego rozwoju powinno dążyć na
wszystkich etapach – od projektu i wzniesienia obiektu, a następnie podczas jego eksplo-
atacji, remontów i rozbiórki – do minimalizacji zużycia energii i zasobów naturalnych.
Można to osiągnąć poprzez:
obniżenie zapotrzebowania na energię i obniżenie zużycia materiałów,
–
ograniczenie kosztów transportu materiałów budowlanych,
–
zwiększenie trwałości wyrobów i przedłużenie okresu użytkowania obiektów,
–
utylizację materiałów wtórnych i elementów budowlanych,
–
bezpieczne powrotne wprowadzenie materiałów do naturalnego środowiska,
–
poszanowanie przestrzeni przyrodniczej i oszczędne wykorzystywanie przestrzeni
–
w procesie budowlanym.
Zrównoważony rozwój, a proces wytwarzania i stosowania elementów ...
5
DNI BETONU 2008
Strategia zrównoważonego rozwoju zakłada stworzenie warunków stopniowego
eliminowania procesów oraz działań szkodliwych dla środowiska i zdrowia ludzi, a także
promowanie sposobów gospodarowania przyjaznych dla środowiska.
Aby tę strategię realizować w budownictwie, coraz powszechniej stosuje się metodo-
logię analiz obiektów prowadzonych w pełnym cyklu istnienia – procedury te nazwano
LCA (Life-Cycle-Analysis). Stosowanie tych procedur uwarunkowane jest istnieniem
odpowiedniej bazy danych. W Polsce o badaniach w zakresie zasad kształtowania budow-
nictwa ekologicznego, przyjmując za podstawę ocenę życia technicznego (LCA) obiektu
i wyrobu budowlanego, traktują między innymi prace ITB [9, 10] oraz [11, 19].
4. Wytwarzanie autoklawizowanego betonu komórkowego
a środowisko
W strategii zrównoważonego rozwoju budownictwa, jak już podano w punkcie 3, na-
leży uwzględnić trzy główne aspekty – środowisko, ekonomię i zaspokojenie potrzeb
społecznych.
Przeanalizujmy więc proces wytwarzania autoklawizowanego betonu komórkowego
oraz uzyskiwane w tym procesie wyroby w aspekcie wymogów zrównoważonego roz-
woju i spróbujmy odpowiedzieć na pytanie, czy zasadne jest rozwijanie tej produkcji dla
zaspokojenia potrzeb obecnego pokolenia, bez uszczerbku dla dalszych pokoleń.
Autoklawizowany beton komórkowy wytwarzany jest w Polsce od ponad 50 lat,
a na świecie – ponad 80 lat. Polska wniosła duży wkład w rozwój produkcji betonu ko-
mórkowego. Obecnie na wszystkich kontynentach pracuje około 260 wytwórni betonu
komórkowego z czego w Polsce 30. Produkcja na świecie wynosi około 40 mln m
3
rocznie.
W Polsce w roku 2007 wyprodukowano 5,55 mln m
3
betonu komórkowego.
Poszczególne firmy wypracowały i rozwinęły własne technologie produkcji oraz
własne systemy budowania z betonu komórkowego [12, 13]. W zależności od warunków
surowcowo-lokalizacyjnych, w Polsce stosowane są wariantowe technologie produkcji
betonu komórkowego, według następujących zestawów składników [12]:
spoiwa (cement+wapno lub samo wapno),
–
kruszywa (piasek kwarcowy lub popiół lotny powstający ze spalania węgla w elek-
–
trowniach lub piasek+popiół),
środek porotwórczy (rozdrobnione aluminium w postaci pasty lub proszku),
–
środek powierzchniowo czynny ułatwiający proces mieszania składników i reakcję
–
środka porotwórczego ze składnikami zarobu),
woda,
–
dodatki poprawiające właściwości reologiczne masy.
–
Należy dodać, że przy wytwarzaniu betonu komórkowego mogą być stosowane,
oprócz wymienionych składników, również surowce odpadowe, takie jak piaski odpa-
dowe, wapno pokarbidowe, odpadowe surowce siarczanowe, łupki, żużle [14, 15, 16].
Każda z technologii daje gwarancję uzyskania dobrego wyrobu.
Od momentu uruchomienia produkcji betonu komórkowego w Polsce systematycznie
udoskonalano proces jego wytwarzania. W ostatnich latach nastąpił przełom w technolo-
gii wytwarzania betonu komórkowego [17]. Zdecydowanie unowocześniono produkcję,
polepszono jakość wyrobów i udoskonalono technikę stosowania w budownictwie [18].
Wprowadzono na rynek elementy z betonu komórkowego nowej generacji, dzięki:
6
Genowefa Zapotoczna-Sytek, Jan Małolepszy
DNI BETONU 2008
modernizacji węzła krojenia masy oraz automatyzacji i komputeryzacji procesów
–
przygotowania i dozowania składników (młynownia, dozownia),
modernizacji węzła rozładunku i wprowadzenia paletyzacji oraz pakietyzacji wyro-
–
bów.
Produkcja autoklawizowanego betonu komórkowego prowadzona jest w sposób
zmechanizowany i zautomatyzowany przy zastosowaniu komputerów. Określono systemy
kontroli surowców, półproduktów i wyrobów gotowych oraz przebiegu poszczególnych
operacji technologicznych, z możliwością monitorowania i wpływania na poprawę szeregu
czynników procesu. Pozwala to na minimalizację zużycia materiałów oraz umożliwia
uzyskiwanie betonu komórkowego wysokiej jakości.
Analiza procesu wytwarzania betonu komórkowego wykazuje, że w świetle wymagań
zrównoważonego rozwoju proces ten jest przyjazny dla środowiska, albowiem:
Produkcja autoklawizowanego betonu komórkowego jest nieuciążliwa dla otoczenia.
–
W jej toku nie powstają żadne materiały oraz substancję, które mogą być szkodliwe
dla organizmu żywego czy też środowiska.
Podstawowe surowce używane do jego produkcji są ogólnie dostępne w przyrodzie.
–
Tereny eksploatacji piasku są programowo rekultywowane, a stosując jako kruszywo
popiół lotny eliminuje się hałdy, na które trafiałby popiół – jest to więc bardzo sku-
teczny sposób ochrony środowiska naturalnego. Podkreślić należy, że Polska jest obok
Wielkiej Brytanii, znaczącym producentem betonu komórkowego z zastosowaniem
popiołów lotnych.
Objętość surowców w procesie produkcji ulega zdecydowanemu powiększeniu (z 1 m
–
3
surowców otrzymujemy do 5 m
3
gotowego wyrobu). Stosowany jako środek porotwór-
czy proszek aluminiowy wytwarzany jest również z odpadowej folii aluminiowej.
Hartowanie wyrobów w autoklawach odbywa się z zastosowaniem przerzutów pary
–
pomiędzy autoklawami w celu zaoszczędzenia energii. Dodać należy, że wytwórnie
produkujące beton według technologii popiołowej wykorzystują w procesie autokla-
wizacji odpadową parę z elektrowni.
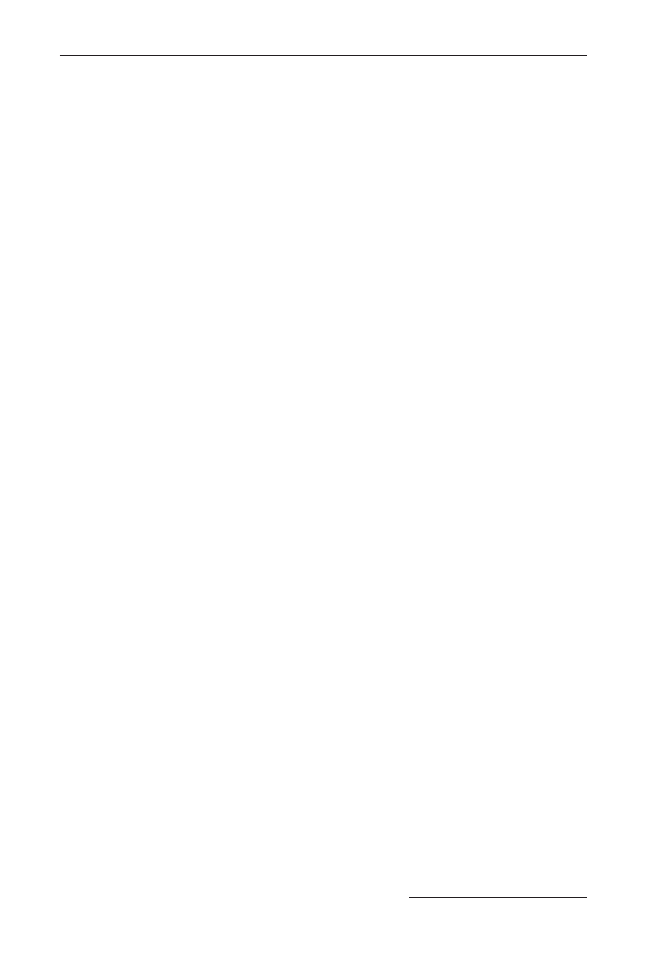
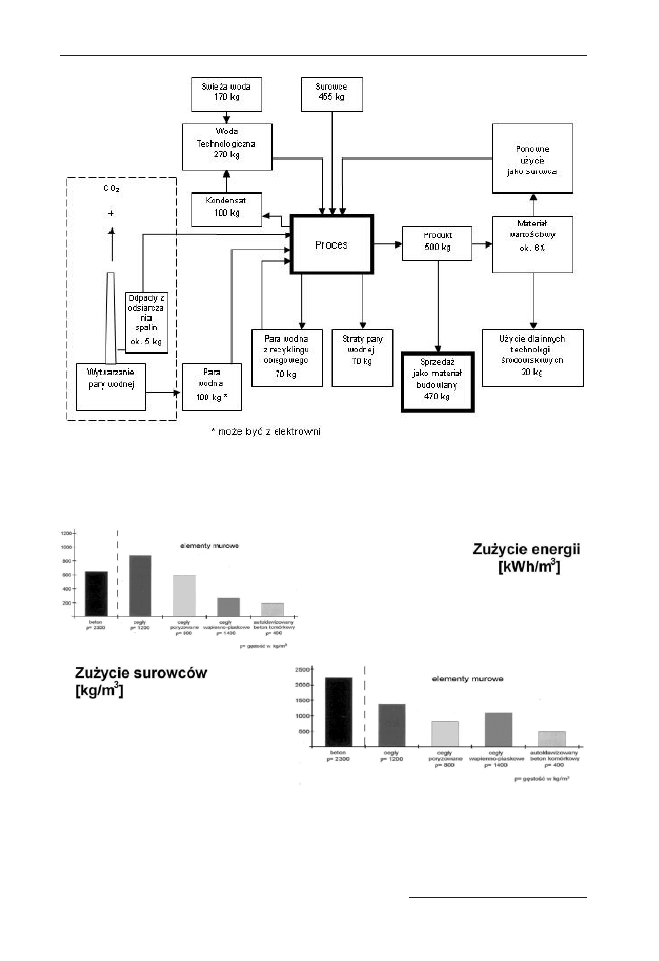
Proces technologiczny wytwarzania betonu komórkowego jest bezodpadowy (rys. 2);
–
naddatki świeżej masy betonu ponad założony wymiar kierowane są do produkcji
w postaci szlamu. W cykl produkcyjny kierowane są również z powrotem odpady
z wyrobów gotowych. Odpady te używane są też do wytwarzania nowych produktów,
np. ciepłochronnych zapraw murarskich, a ponadto na podsypki ocieplające we wzno-
szonych obiektach. Mogą być używane również w drogownictwie. Woda z procesu
autoklawizacji jest używana jako woda zarobowa.
Warto podkreślić, że niektóre wytwórnie posiadające własne kotłownie używają
wymienione wcześniej odpady świeżej masy jako sorbentu do odsiarczania spalin. Ta
metoda odsiarczania jest bezodpadowa, w cykl produkcyjny kierowane są również
odpadowe substancje znajdujące się w spalinach kotłowych. Co więcej, oczyszczając
równocześnie spaliny ze szkodliwych dla środowiska zanieczyszczeń, nie pogarsza
się przy tym jakości wyrobów betonowych [22].
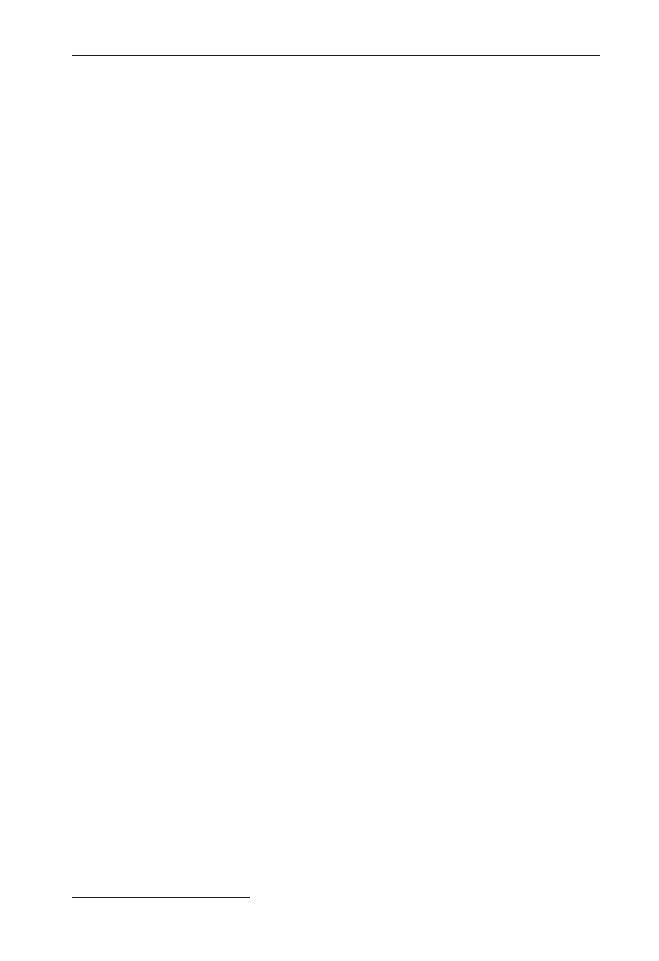
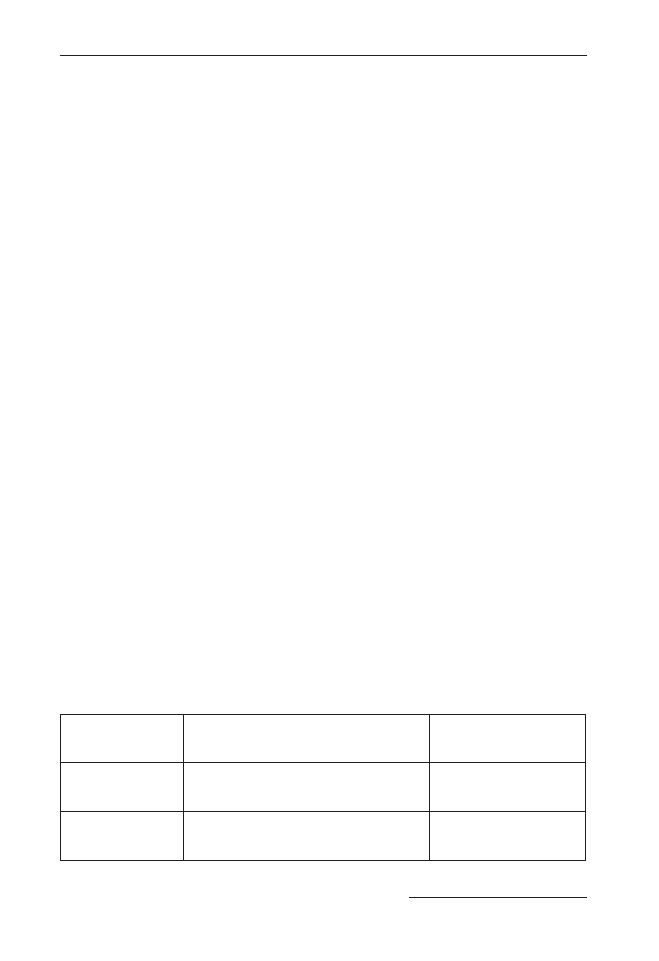
Produkcja betonu komórkowego jest procesem o niskim zużyciu energii i surowców
–
(rys. 3) w porównaniu z procesami wytwarzania innych materiałów budowlanych.
Wynika to z małej gęstości autoklawizowanego betonu komórkowego w stosunku do
innych materiałów budowlanych.
Zrównoważony rozwój, a proces wytwarzania i stosowania elementów ...
7
DNI BETONU 2008
Rys. 2. Uproszczona cyrkulacja surowca i energii przy produkcji autoklawizowanego betonu
komórkowego o gęstości w stanie suchym 500 kg/m
3
(wg D.Humsa [21] i G. Zapotocznej-
Sytek [2])
Rys. 3. Zużycie energii [kWh/m
3
] i surowców [kg/m
3
] w produkcji różnych materiałów

8
Genowefa Zapotoczna-Sytek, Jan Małolepszy
DNI BETONU 2008
5. Zastosowanie wyrobów z betonu komórkowego
w obiektach a zrównoważony rozwój
Beton komórkowy w Polsce stosowany jest praktycznie we wszystkich rodzajach bu-
downictwa. Używa się go głównie do wznoszenia ścian, w niektórych zakładach są także
wytwarzane pustaki stropowe i płyty dachowe. W latach 70. polskie wytwórnie, podobnie
jak niektóre europejskie, produkowały również elementy zbrojone z betonu komórkowego
(ścienne, stropowe, dachowe). Jednakże z uwagi na ówczesną niewielką chłonność rynku
zaniechano praktycznie ich produkcji. U niektórych producentów zagranicznych produkcja
elementów zbrojonych stanowi około 60%. W ostatnim czasie wzrasta zainteresowanie
produkcją elementów zbrojonych.
Beton komórkowy może być stosowany do każdego rodzaju ścian w konstrukcjach
nadziemnych, a także do ścian części podziemnej budynku (w tym przypadku pod wa-
runkiem odpowiedniej izolacji przeciwwilgociowej i wypełnienia zaprawą wszystkich
spoin poziomych i pionowych). Przeprowadzona kompleksowa ocena ścian zewnętrznych
wykazuje, że bardzo korzystnym rozwiązaniem są ściany jednowarstwowe. Sprawiają to
właściwości cieplne i wytrzymałościowe betonu komórkowego oraz sposób wznoszenia
tych ścian gwarantujący prawidłowe ich wykonanie.
Właściwości elementów murowych z autoklawizowanego betonu komórkowego
ujęte są w normie PN-EN 771-4:2004 wraz ze zmianą PN-EN 771-4:2004/A1:2006 [24].
Norma ta podaje, że gęstość objętościowa betonu w stanie suchym mieści się w zakresie
od 300 do 1000 kg/m
3
. Badania typu oraz kontrolne elementów murowych wykazują,
że w kraju produkowany jest głównie beton komórkowy klas gęstości 400, 500 i 600.
W mniejszych ilościach produkowane są betony cięższe i lżejsze. Jeśli w stałej ofercie
producenta nie ma poszukiwanej przez odbiorcę klasy gęstości betonu, może ona być
zrobiona na zamówienie.
Podkreślić należy, że autoklawizowane betonu komórkowe niskich klas gęstości – 300,
400, a nawet 500, umożliwiają wykonanie ciepłych jednowarstwowych ścian zewnętrz-
nych. Zalety tych ścian to spełnienie obowiązujących wymagań dotyczących izolacyjności
cieplnej, bez potrzeby dodatkowego ocieplania, bezpieczeństwa konstrukcji i ochrony
przed hałasem oraz łatwość i szybkość wykonywania. Ściany jednowarstwowe są zale-
cane szczególnie w budynkach jedno-, dwurodzinnych, szeregowych, w których najlepiej
wykorzystywane są walory konstrukcyjne i izolacyjne betonu komórkowego.
Do wznoszenia ścian oferowany jest bogaty asortyment wyrobów spełniających wy-
magania aktualnych norm. Są to elementy o dużej dokładności wymiarów, które można
łączyć na cienkie spoiny grubości 1-3 mm (na zaprawy klejowe). Elementy mogą mieć
gładkie powierzchnie, z wyprofilowanymi powierzchniami czołowymi przystosowany-
mi do łączenia na pióro i wpust (wówczas spoin pionowych nie wypełnia się zaprawą),
przy czym zarówno jedne, jak i drugie mogą być z uchwytami montażowymi lub bez
uchwytów [18].
Podkreślić należy, iż wytwórnie betonów komórkowych produkują również różnej
szerokości kształtki U do wykonywania nadproży okiennych i drzwiowych oraz wieńców,
ponadto nadproża zbrojone, a także gotowe elementy docieplania wieńców. Inwestor
może więc z powodzeniem dobrać do danej grubości ściany jednowarstwowej kształtkę
U o tej samej szerokości, a jeśli tę kształtkę ociepli od zewnątrz warstwą izolacyjną (wełna
mineralna, styropian) uzyska jednorodną ścianę bez mostków cieplnych, przy ułatwionym
wykonywaniu ściany.
Zrównoważony rozwój, a proces wytwarzania i stosowania elementów ...
9
DNI BETONU 2008
Lekkość elementów z betonu komórkowego powoduje, że do ich transportu zużywa
się mniej paliwa, a więc mniejsza jest emisja spalin do atmosfery. Jakość i lekkość elemen-
tów z betonu komórkowego wytwarzanych według współczesnych technologii ułatwia
oraz usprawnia proces realizacji obiektu, minimalizuje zużycie energii przy montażu.
Budynki z betonu komórkowego charakteryzują się niską wilgotnością murów w wa-
runkach eksploatacji. Ściany odsychają do wilgotności ustabilizowanej w ciągu 1 – 2 lat.
Przy wilgotności powietrza wewnętrznego 40 – 60 %, wilgotność ustabilizowana przegród
z betonu komórkowego wynosi zwykle 1,5 – 5% masy, a w warunkach niekorzystnych
5 – 6% masy. Niska wilgotność murów – to suchy i ciepły budynek, bez grzybów i pleśni.
We wnętrzu panuje mikroklimat korzystny dla samopoczucia domowników. Pomimo
zmiennej temperatury powietrza zewnętrznego zapewniona jest stabilna temperatura
w mieszkaniach. W przypadku wyłączenia ogrzewania – proces oziębiania budynku
przebiega wolno.
Najpełniej wykorzystuje się właściwości techniczne betonu komórkowego przy
wykonywaniu ścian jednowarstwowych. Uwzględniając wyniki badań współczynnika
przewodzenia ciepła λ, przeprowadzonych według PN-ISO 8302, dla betonów komór-
kowych stosowanych w Polsce należy stwierdzić, ze stosowanie betonów komórkowych
klas gęstości 350, 450, 500, a nawet 550 umożliwia wykonanie ciepłych jednowarstwowych
ścian zewnętrznych o następujących współczynnikach przenikania ciepła U [W/(m
2
K)]:
dla ścian o grubości 36 cm pełnych – od 0,25 do 0,41 W/(m
–
2
K), a dla ścian z otworami
okiennymi i drzwiowymi – od 0,30 do 0,46 W/(m
2
K),
dla ścian o grubości 42 cm pełnych – od 0,22 do 0,35 W/(m
–
2
K), a dla ścian z otworami
okiennymi i drzwiowymi – od 0,27 do 0,35 W/(m
2
K).
Uwaga: przy obliczaniu współczynnika U dla ścian z otworami okiennymi i drzwiowy-
mi uwzględniono dodatek ∆U=0,05 W/(m
2
K), wyrażający wpływ mostków cieplnych.
Niska przewodność cieplna autoklawizowanego betonu komórkowego wpływa zna-
cząco na oszczędność energii potrzebnej do ogrzewania budynków i powoduje redukcję
emisji gazów cieplarnianych.
Dążenie do uzyskiwania niskich wartości współczynnika przenikania ciepła U jest
zasadne, gdyż do produkcji materiałów budowlanych wykorzystuje się znacznie mniej
energii w porównaniu z ilością energii zużywanej do ogrzewania budynków. Wartości
te podano przykładowo według w tablicy 2, dla 1 m
3
autoklawizowanego betonu ko-
mórkowego oraz cegły poryzowanej, przy czym zużycie energii na ogrzewanie zostało
obliczone na okres 50 lat życia budynku o grubości ściany 30 cm [21].
Tablica 2. Zużycie energii do produkcji i zastosowania betonu komórkowego i cegły
poryzowanej [21]
Rodzaj
materiału
Zużycie energii do ogrzewania
budynków mieszkalnych o okresie
użytkowania 50 lat i grubości ścian 30 cm
Zużycie energii do wy-
tworzenia
materiałów budowlanych
Autoklawizowany
beton komórkowy
[
λ
=0,12 W/(m•K)]
5322 kWh/m
3
279 kWh/m
3
Cegła
poryzowana
[
λ
=0,21 W/(m•K)]
8918 kWh/m
3
604 kWh/m
3

10
Genowefa Zapotoczna-Sytek, Jan Małolepszy
DNI BETONU 2008
Jak wykazała praktyka, obiekty budowlane wykonane z zastosowaniem wyrobów
z betonu komórkowego dają duże możliwości dla inwencji twórczej architektów i konstruk-
torów. Wyroby z betonu komórkowego doskonale nadają się do przebudowy i rozbudowy
obiektów z uwagi na swoją lekkość oraz łatwość docinania na żądany kształt i wymiar.
W przypadku rozbiórki obiektów z betonu komórkowego, materiał ten może być po-
nownie użyty w procesie produkcyjnym, można go też użyć do budowy dróg, wypełniania
wyrobisk. Możliwe jest również jego ponowne wykorzystanie w obiektach budowlanych.
Zarówno rozbiórka, jak i jego przemieszczanie w inne miejsce nie jest trudne.
Omówione cechy wyrobów z autoklawizowanego betonu komórkowego oraz możli-
wości ich zastosowania wskazują, że wyroby te, a także obiekty z nich wykonane „wpisują
się” w wymogi zrównoważonego rozwoju, który staje się coraz bardziej istotny również
w przypadku budownictwa.
6. Podsumowanie
Współczesne technologie wytwarzania autoklawizowanego betonu komórkowego, nie-
uwalniające substancji szkodliwych dla organizmów żywych i środowiska, to procesy
bezodpadowe, charakteryzują się małym zużyciem surowców oraz energii w stosunku
do technologii wytwarzania innych materiałów budowlanych.
Wyroby z autoklawizowanego betonu komórkowego charakteryzują się relatyw-
nie korzystną wytrzymałością, wysoką izolacyjnością cieplną i znacząco wpływają na
oszczędność energii potrzebnej na ogrzewanie obiektów, przy zapewnieniu zdrowego
mikroklimatu.
W przypadku rozbiórki obiektów, beton komórkowy może być ponownie użyty
w procesie produkcyjnym, w obiektach budowanych, ewentualnie do budowy dróg,
wypełniania wysypisk. Łatwe jest jego przemieszczanie z uwagi na jego lekkość.
Współczesne technologie wytwarzania betonu komórkowego i właściwości wyrobów
wskazują, że zarówno proces produkcji, jak i zastosowanie betonu komórkowego „wpi-
sują się” w uwarunkowania zrównoważonego rozwoju. Przyczyniają się do ograniczenia
emisji do atmosfery CO
2
i NO
x
.
Zasadne jest dalsze rozwijanie produkcji autoklawizowanego betonu komórkowego
między innymi z zastosowaniem cementów mieszanych w technologiach piaskowych
oraz kontynuacja prac badawczych dla opracowania technologii betonów komórkowych
z zastosowaniem popiołów lotnych nowej generacji (ze współspalania węgla z biomasą
i ze spalania węgla w kotłach fluidalnych).
Literatura
[1] Materiały z Konferencji Naukowo-Technicznej ITB „Budownictwo spełniające wymagania zrówno-
ważonego rozwoju”, pod redakcją Pogorzelskiego J.A., Mrągowo 27-29 listopada 2002.
[2] G. Zapotoczna-Sytek, „Współczesne technologie betonu komórkowego, prognozy w świetle zasad zrównowa-
żonego rozwoju.
”, Materiały XIX Konferencji Naukowo-Technicznej „Beton i Prefabrykacja”, Jadwisin
2004, s. 137-149.
[3] A. Ajdukiewicz, „Prefabrykacja betonowa w strategii zrównoważonego rozwoju.”, Materiały XIX Konferencji
Naukowo-Technicznej „Beton i Prefabrykacja”, Jadwisin 2004, s. 11-22.
[4] A. Małecki, “Globalne ocieplenie, a emisja gazów cieplarnianych przez kraje Unii Europejskiej.”, Cement-
Wapno-Beton, rok XII/L XXIV styczeń-luty 2007, Nr 1, s. 1-15.
[5] K. Prandecki,: ”O energetyce słów kilka.” Sprawy Nauki, nr 12(127) grudzień 2007, s. 10-11.
Zrównoważony rozwój, a proces wytwarzania i stosowania elementów ...
11
DNI BETONU 2008
[6] K. Łaskawiec, J. Małolepszy, G. Zapotoczna-Sytek, „Popioły lotne nowej generacji do produkcji autokla-
wizowanego betonu komórkowego.”
, 3 Międzynarodowe Sympozjum. Nietradycyjne cementy i betony.,
Brno 10-12 czerwca 2008.
[7] J. S. Damtoft, J. Łukasik, D. Herfort, D. Sorrentino, E. M. Gartner, “Sustainable development and climate
change initiatives.”
, Cement and Concrete Research 38(2008), s. 115-127.
[8] A. Garbacik, S. Chądzyński, „Prognoza produkcji cementów wieloskładnikowych z dużą ilością dodatków
mineralnych.”
, Wyd. Polski Cement, kwiecień-czerwiec 2008, str.60-62.
[9] J. Górzyński, „Kryteria energetyczno-ekologicznej oceny obiektów budowlanych w pełnym cyklu istnienia.”,
Materiały XLVIII Konferencji Naukowej KILiW PAN i KN PZITB., Krynica 2002, t. 4, s. 266.
[10] J. Górzyński, H. Prejsner, M. Piasecki, „Deklaracje środowiskowe wyrobów budowlanych istotnym składnikiem
zrównoważonego rozwoju w budownictwie.”
Sprawozdanie z pracy badawczej ITB. Warszawa 2002.
[11] T. Jędrzejowska-Ścibak, „Zadania budownictwa na tle strategii zrównoważonego rozwoju.” Materiały XLVII
Konferencji Naukowej KILiW PAN i KN PZITB. Krynica 2001, t. 1, s. 153-162.
[12] H. Jatymowicz, J. Siejko, G. Zapotoczna-Sytek, „Technologia autoklawizowanego betonu komórkowego.”,
Arkady, Warszawa 1980.
[13] G. Zapotoczna-Sytek, „AAC based on fly ask in the strategy of sustainable development.”, 4
th
International
Conference on Autoclaved Aerated Concrete. Innovation and Development., London 8-9 September
2005, s. 257-264.
[14] G. Zapotoczna-Sytek, J. Siejko, „Badania nad zastosowanie żużla wielkopiecowego do wytwarzania autokla-
wizowanego betonu komórkowego.”
, Opracowanie COBRPB CEBET, Maszynopis, Warszawa 1982.
[15] J. Małolepszy, W. Brylicki,: „Wpływ dodatku mielonego żużla konwektorowego na właściwości betonu ko-
mórkowego.”
, Cement-Wapno-Gips nr 6/92, str. 196-199.
[16] W. Brylicki, J. Deja, J. Małolepszy, „Charakterystyka żużla konwertorowego z Huty Katowice.”, Cement-
Wapno-Gips nr 4/92, s. 134-139.
[17] J. Małolepszy, W. Pichór, „Beton komórkowy XXI wieku.”, Materiały Budowlane nr 4/2001.
[18] G. Zapotoczna-Sytek, „Rola autoklawizowanego betonu komórkowego w budownictwie mieszkaniowym.”,
IV Konferencja Naukowo-Techniczna, Zegrze 11-12 października 2007 (druk w Materiałach Budow-
lanych 9/2007(421), s. 100-104).
[19] C. Pade, M. Guimaraes, „The CO
2
uptake of concrete in a 100 years perspective.”
, Cement and Concrete
Research 37(2007), s. 1348-1356.
[21] D. Hums, “Ecological aspect for the production and use for autoclaved aerated concrete. Proceedings of the
3
RD
Rilem International Symposium on Autoclaved Aerated Concrete Switzerland/14-16 October 1992.
Balkema Rotterdam/Brookfield/1992, s. 271-275.
[22] Z. Kozakiewicz, G. Zapotoczna-Sytek, H. Fitas, „Bezodpadowe odsiarczanie spalin z wykorzystaniem
odpadów technologicznych powstających przy produkcji betonu komórkowego.”
, Materiały XV Konferencji
Beton i Prefabrykacja, Jadwisin 1995, Część II, s. 40-45.
[23] G. Zapotoczna-Sytek, „Cement belitowo-pucolanowy jako spoiwo do betonu komórkowego.”, Wyd. Prace
CEBET, Warszawa 1994, Zeszyt 22, s. 95-119.
[24] PN-EN 771-4:2004 wraz ze zmianą PN-EN 771-4:2004/A1:2006, Wymagania dotyczące elementów
murowych – Część 4: Elementy murowe z autoklawizowanego betonu komórkowego.
Wyszukiwarka
Podobne podstrony:
Strategia zrównoważonego rozwoju
Wpływ procesów wytwarzania energii na środowisko przyrodnicze
Problemy zrównoważonego rozwoju w Polsce i Unii Europejskiej
Problemy zrownowazonego rozwoju UKG 2013
Zrównoważony rozwój krytyka
Polityka Zrównoważonego rozwoju
Brdulak Zrównoważony rozwój
zmiany klimatu Cwicz do dania, Studia, 1-stopień, inżynierka, Ochrona Środowiska, Zagrożenia cywiliz
Zrównoważony rozwój, nauka, zdrowie publiczne
zagrozenia kolo1, semestr II, Zagrożenia cywilizacyjne i zrównoważony rozwój
Historia i rozwój procesorów
17 Planowanie procesów wytwarzania instrumentów
Zrównoważony rozwój obszarów wiejskich
CELE I ZNACZENIE ZROWNOWAZONEGO ROZWOJU TECHNOLOGICZNEG1, inż. BHP, V semestr
więcej podobnych podstron