w szczególnych warunkach, np. zwiêkszo-
nej wilgotnoci, mog¹ prowadziæ do niekorzy-
stnych zmian, takich jak up³ywy pr¹du, zwar-
cia, powstawanie dendrytów, korozja che-
miczna i elektrochemiczna, co mo¿e powo-
dowaæ trwa³e uszkodzenia sprzêtu. Dlatego
wa¿na jest wiadomoæ typu zanieczyszczeñ
wystêpuj¹cych na obwodach drukowanych
i sposób ich oceny. Istniej¹ dwa typy zanie-
czyszczeñ chemicznych:
q
zanieczyszczenia jonowe, tj. takie, które
pod wp³ywem wody rozpadaj¹ siê na jony
i s¹ zdolne do przewodzenia pr¹du,
q
zanieczyszczenia niejonowe, które nie
tworz¹ jonów w wodzie.
Oprócz tego na p³ytkach mog¹ znajdowaæ
siê zanieczyszczenia w postaci cz¹stek sta-
³ych np.: w³ókien szklanych z mechanicznej
obróbki laminatów, kurzu z powietrza itp.
Bez w¹tpienia najgroniejszymi zanieczy-
szczeniami s¹ zanieczyszczenia jonowe.
Najwiêkszym ród³em zanieczyszczeñ jo-
nowych jest proces lutowania, tzn. u¿yte
topniki (aktywatory i noniki aktywatorów),
produkty termicznej degradacji topników,
produkty reakcji pomiêdzy topnikami a tlen-
kami wystêpuj¹cymi na koñcówkach ele-
mentów lutowanych i lutowiu, jak
równie¿ oleje lutownicze.
Metody oceny zanieczyszczeñ
Poziom zanieczyszczeñ wystêpu-
j¹cych na p³ytkach drukowanych
lub zmontowanych obwodach dru-
kowanych mo¿na mierzyæ metod¹
jonograficzn¹ lub przez pomiar re-
zystancji powierzchniowej izolacji
(SIR _ Surface Insulation Resi-
stance). Metoda SIR polega na
pomiarze rezystancji powierzch-
niowej izolacji z zawartymi na niej
zanieczyszczeniami.
W zasadzie istnieje tylko jedna
norma okrelaj¹ca dopuszczalny
poziom zanieczyszczeñ jonowych
na obwodach drukowanych. Jest
to amerykañska norma MIL-P-
28809 przeznaczona dla sprzêtu
militarnego. Mówi siê w niej, ¿e
wchodz¹ce do monta¿u p³ytki dru-
kowane i podzespo³y elektronicz-
ne nie powinny zawieraæ wiêcej
zanieczyszczeñ jonowych ni¿ 5
µ
g NaCl/in
2
, tj. poni¿ej 0,8
µ
g/cm
2
.
Luty i pasty lutownicze
Po³¹czenia lutowane
Lutowanie jest procesem polega-
j¹cym na ³¹czeniu przedmiotów metalo-
wych, za pomoc¹ dodatkowego roztopione-
go metalu, zwanego lutem (spoiwem), które-
go temperatura topnienia jest znacznie ni¿-
sza od temperatury topnienia ³¹czonych
metali. Po³¹czenia lutowane stanowi¹ ob-
szary ³¹czonych metali pokryte lutem wraz
z tym lutem. Po³¹czenie pe³ni dwie funk-
cje, po³¹czenia elektrycznego i mechanicz-
nego.
W monta¿u powierzchniowym utrudnione
jest stosowanie tradycyjnych metod lutowa-
nia, gdy¿ podzespo³y nie s¹ mechanicznie
mocowane do p³ytek. Jednym ze sposobów
rozwi¹zania tego problemu jest klejenie
podzespo³ów do p³ytek, aby je ustabilizo-
waæ do lutowania na fali. Nie jest to dobry spo-
sób na monta¿ podzespo³ów wra¿liwych na
ciep³o, bo zanurzenie w ciek³ym lutowiu mo-
¿e je uszkodziæ.
Luty
Podstawowym warunkiem otrzymania pra-
wid³owego po³¹czenia lutowanego jest przede
wszystkim dobór w³aciwego lutu. Ten sam lut,
który daje dobre wyniki przy ³¹czeniu mie-
dzi, mo¿e dawaæ gorsze wyniki przy ³¹czeniu
czêci miedzianych pokrywanych srebrem.
Radioelektronik Audio-HiFi-Video 5/2003
J
ak ju¿ wspomniano w artykule Za-
sady projektowania p³ytek drukowa-
nych (nr 4/2003 ReAV), przyjêcie
pewnej konfiguracji podzespo³ów
na p³ytce drukowanej wp³ywa decyduj¹co na
przebieg póniejszego procesu jej monta¿u.
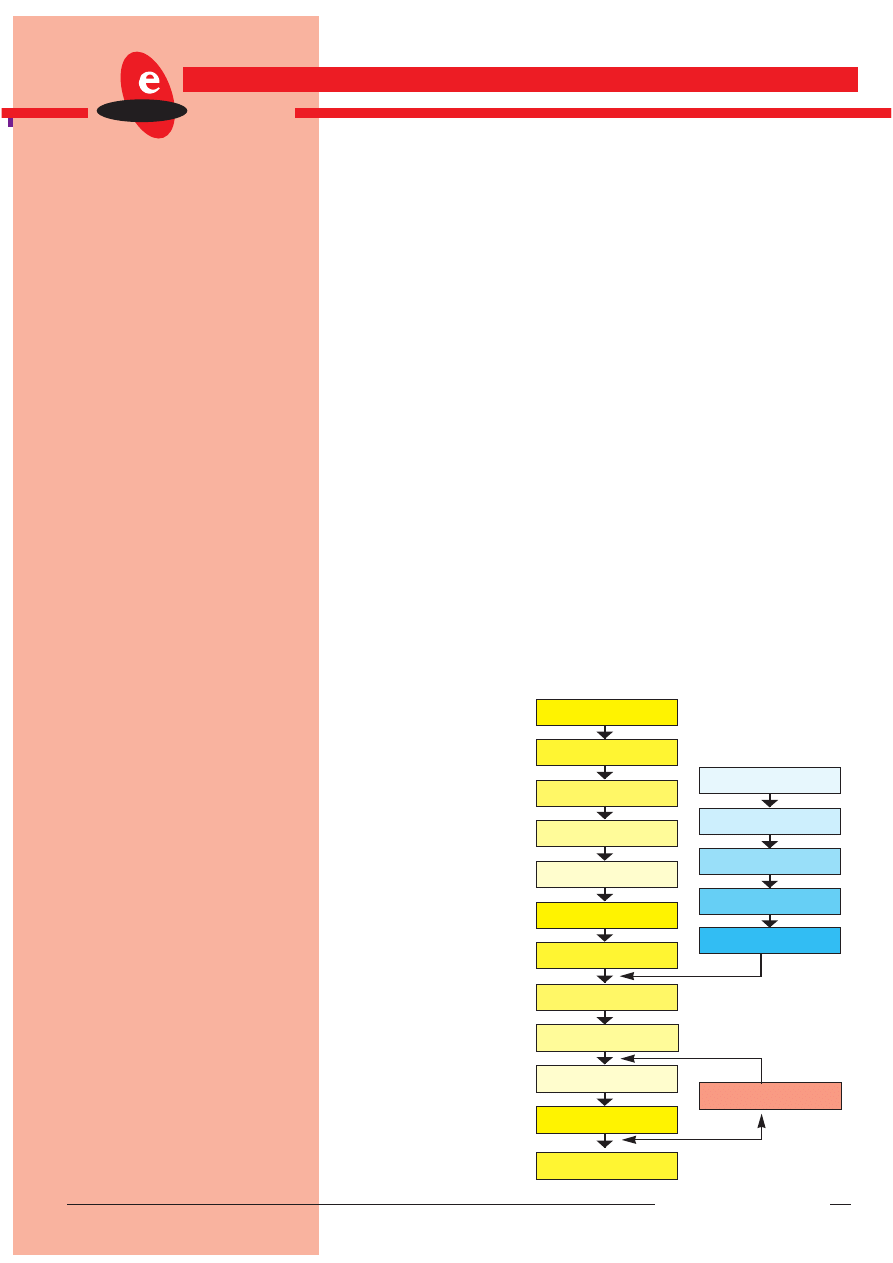
Na rys. 1 przedstawiono uproszczony prze-
bieg procesu technologicznego, w którym
podzespo³y powierzchniowe umieszcza siê
po obu stronach p³ytki, a podzespo³y prze-
wlekane najczêciej tylko po jednej, jest to
tzw. konfiguracja typu III.
Analizuj¹c proces technologiczny mo¿na
dostrzec, ¿e pojawia siê wiele nowych ope-
racji technologicznych i urz¹dzeñ, które nie
wystêpowa³y w monta¿u przewlekanym. Na-
le¿¹ do nich w szczególnoci operacje zwi¹-
zane z nanoszeniem pasty lutowniczej, luto-
waniem rozp³ywowym, mocowaniem adhe-
zyjnym i lutowaniem na podwójnej fali.
Przygotowanie p³ytek
drukowanych do monta¿u
Pow³oki zabezpieczaj¹ce
Czysta mied, która pokrywa laminat odzna-
cza siê dobr¹ lutownoci¹. Niestety, taka
czysta powierzchnia ³atwo utlenia siê i robi siê
matowa. Pogarsza siê wtedy lutownoæ. Dla-
tego te¿ pola lutownicze na p³ytkach druko-
wanych musz¹ byæ pokrywane lutowalnymi
pokryciami. Zalicza siê do nich: pokrycie sto-
pem Sn/Pb, pokrycia uk³adem warstw Ni/Au
w dwóch wariantach, jeden z pow³okami
elektrolitycznymi (warstwy grubsze), a drugi
z warstwami nak³adanymi bezpr¹dowo (war-
stwy cieñsze) oraz pokrycia warstwami orga-
nicznymi (OSP). Wraz ze wzrostem wyma-
gañ dotycz¹cych gêstoci upakowania p³ytek
powsta³y nowe wymagania dotycz¹ce p³a-
skoci pokryæ. Obecnie coraz popularniej-
sze staj¹ siê nowe pokrycia monometaliczne,
takie jak cyna (Sn), b¹d srebro (Ag), a tak-
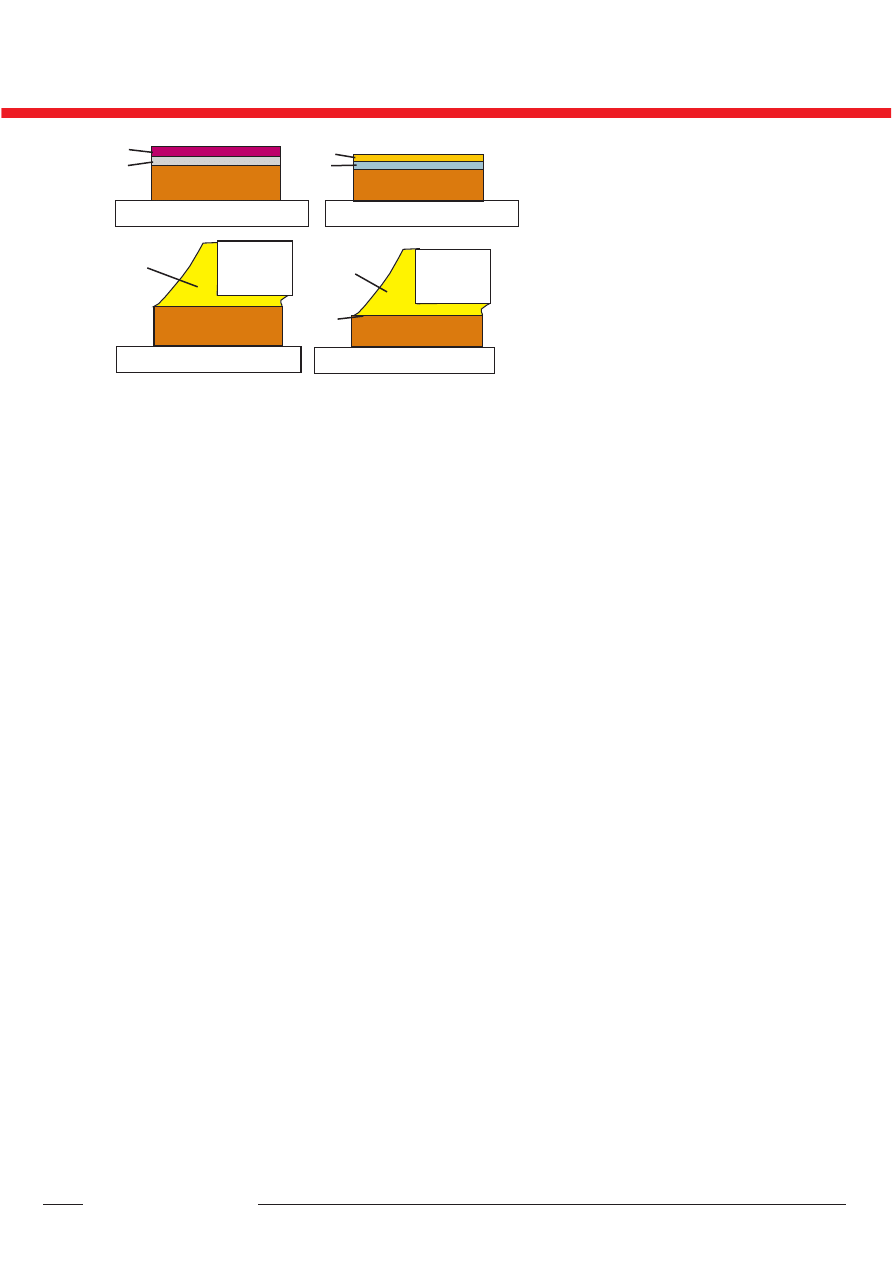
¿e warstwy palladu (Pd). Na rys. 2 przedsta-
wiono schematycznie dwa najczêciej spo-
tykane pokrycia cyna-o³ów (Sn/Pb) oraz ni-
kiel-z³oto (Ni/Au), tu¿ po naniesieniu (rys.
2a) oraz po przylutowaniu podzespo³u do
p³ytki drukowanej (rys.2b).
Czystoæ p³ytek drukowanych
Obwody drukowane powstaj¹ w wyniku wie-
lu skomplikowanych procesów technologicz-
nych, z których ka¿dy mo¿e wnosiæ na p³yt-
kê ró¿ne zanieczyszczenia. Do takich proce-
sów nale¿¹: samo wytwarzanie, nanosze-
nie warstw ochronnych, monta¿ podzespo-
³ów, lutowanie i mycie gotowych wyrobów. Za-
nieczyszczenia podczas eksploatacji wyrobu
PROCESY TECHNOLOGICZNE
MONTA¯U POWIERZCHNIOWEGO
(1)
Rys. 1. Przebieg procesu monta¿u
p³ytek o konfiguracji typu III
Automatyczny monta¿
podzespo³ów przewlekanych
Obrót p³ytki o 180
o
Obrót p³ytki o 180
o
Obrót p³ytki o 180
o
Rêczny monta¿ podzespo³ów
Uzupe³niaj¹cy rêczny
monta¿ podzespo³ów
Topnikowanie
Mycie p³ytek
Testowanie
Magazyn
Naprawa
Lutowanie na fali
(modyfikowanej lub podwójnej)
Nak³adanie kleju
Nak³adanie kleju
Uk³adanie podzespo³ów
powierzchniowych
Uk³adanie podzespo³ów
powierzchniowych
Utwardzanie kleju
Utwardzanie kleju
A¯ POWIERZCHNIOWY _ KONSTRUKCJA I TECHNOLOGIA
Wymagania stawiane lutom mo¿na przed-
stawiæ nastêpuj¹co:
q
dobre zwil¿enie ³¹czonych metali przez
lut (zwil¿enie wynika z dzia³ania si³ przy-
ci¹gania miêdzy cz¹steczkami metali ³¹-
czonych i lutu i ma miejsce wtedy, gdy si³y
przyci¹gania s¹ wiêksze od si³y napiêcia
powierzchniowego roztopionego lutu),
q
powinowactwo chemiczne lutu do meta-
li ³¹czonych, które powinno zapewniaæ two-
rzenie siê na granicy faz roztworów sta³ych
i/lub faz miêdzymetalicznych,
q
zakres krystalizacji (ró¿nica miêdzy tem-
peratur¹ pocz¹tku i koñca krzepniêcia) lutu,
który nie powinien byæ zbyt du¿y,
q
dostateczna wytrzyma³oæ i plastycz-
noæ, dobra przewodnoæ elektryczna.
W elektronice jest stosowane tzw. lutowanie
miêkkie. Jego cech¹ charakterystyczn¹
jest stosunkowo niska temperatura topnienia
(nie przekracza 450
o
C). G³ównym sk³adni-
kiem lutów miêkkich jest cyna. Obecnie, ze
wzglêdów ekonomicznych i technologicz-
nych, cynê czêsto zastêpuje siê innymi me-
talami. Poza tym, czysta cyna nie znajduje
zastosowania jako lut, ze wzglêdu na jej wy-
sok¹ cenê i s³abe w³aciwoci wytrzyma³o-
ciowe. Dodatkowo w cynie wystêpuje
w temperaturze 13,2
o
C przemiana alotropo-
wa i nastêpuje rozk³ad cyny bia³ej w szary
proszek. Zjawisko to zwane zaraz¹ cynow¹
wystêpuje tylko w czystej cynie lub w cynie
zanieczyszczonej aluminium lub cynkiem.
W lutach zawieraj¹cych powy¿ej 5% o³o-
wiu, 0,5% antymonu lub 0,1% bizmutu za-
raza cynowa nie wystêpuje.
W elektronice najpowszechniejsze zasto-
sowanie znalaz³y luty z zakresu od
60%SnPb40% do 65%SnPb35%, z czego
najbardziej popularny jest stop eutektyczny
62%SnPb38%, który topi siê w temperatu-
rze 183
o
C.
Pasty lutownicze
Pasta lutownicza jest z³o¿onym materia³em,
który mo¿e byæ porównany do minifabryki
chemicznej. Jej zadaniem jest miêdzy inny-
mi oczyszczenie póI lutowniczych i ziaren
proszku z tlenków, u³atwienie zlania siê lutu
w trakcie lutowania oraz niedopuszczenie
tlenu do lutu w trakcie lutowania i krzepniê-
cia. Pasta lutownicza jest zawiesin¹ proszku
lutowniczego w noniku. Nonik to miesza-
nina kalafonii, rozpuszczalników i innych do-
Radioelektronik Audio-HiFi-Video 5/2003
Rys. 2. Pokrycie pól lutowniczych po naniesieniu (a) i po przetopieniu (b)
O³ów
Z³oto
Cyna
Nikiel
Nikiel
Lutowie
Lutowie
Mied
Mied
Pod³o¿e
Pod³o¿e
Pod³o¿e
a)
b)
Pod³o¿e
Metalizacja
podzespo³u
SMD
Mied
Mied
Metalizacja
podzespo³u
SMD
datków, które u³atwiaj¹ drukowanie. Nonik
zapewnia ograniczon¹ akcjê topnikowania
oraz zabezpiecza proszek lutowniczy przed
utlenianiem, a takie okrela lepkoæ i czas ¿y-
cia pasty. Pasta pozostawiona zbyt d³ugo
na p³ytce wysycha, co pogarsza jej w³aciwo-
ci adhezyjne.
Pasta lutownicza to medium, które mo¿e
byæ nadrukowane lub naniesione z dozow-
nika na pole lutownicze. Pasta ta cechuje siê
pewn¹ lepkoci¹ (zawiera miêdzy innymi
kalafoniê i rozpuszczalniki), co u³atwia usta-
bilizowanie podzespo³u w trakcie przemie-
szczania i lutowania rozp³ywowego. Pasta
lutownicza musi spe³niaæ tak¿e wiele in-
nych wymagañ: powinna siê dobrze dru-
kowaæ, umo¿liwiaæ dostarczanie lutu wraz
z topnikiem do obszaru po³¹czenia, dobrze
rozlewaæ siê podczas rozp³ywu, a po za-
krzepniêciu tworzyæ stabilne i niezawodne
po³¹czenie elektryczne.
n
Ryszard Kisiel, Cezary Rudnicki
29
Wyszukiwarka
Podobne podstrony:
egzamin 2003 05 28
2003 11 28
edw 2003 05 s23
2003 05 32
2003 04 28 0739
2003 05 02
2003 03 28 0544
2003 01 28
r08 05 (28)
2003 05 Szkoła konstruktorów klasa II
edw 2003 05 s26
2003 05 40
2003 04 28
edw 2003 05 s30
2003.05.17 prawdopodobie stwo i statystyka
2003 10 28
edw 2003 05 s12
więcej podobnych podstron