„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Jolanta Górska
Dobieranie klejów stosowanych w produkcji wyrobów
skórzanych 311[35].Z1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Marian Grabkowski
dr inż
. Jan Ż
ar
łok
Opracowanie redakcyjne:
mgr inż. Małgorzata Latek
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną jednostki modułowej 311[35] Z1.03, „Dobieranie
klejów stosowanych w produkcji wyrobów skórzanych” zawartego w modułowym programie
nauczania dla zawodu technik technologii wyrobów skórzanych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawowe wiadomości o klejach
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
13
4.2. Zastosowanie klejów w produkcji wyrobów skórzanych
14
4.2.1. Materiał nauczania
14
4.2.2. Pytania sprawdzające
25
4.2.3. Ćwiczenia
25
4.2.4. Sprawdzian postępów
28
5. Sprawdzian osiągnięć
29
6. Literatura
34

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik, będzie Ci pomocny w przyswajaniu wiedzy o rodzajach, właściwościach
i zastosowaniu klejów stosowanych w produkcji wyrobów skórzanych.
W poradniku znajdziesz:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
– materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
– zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
– ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
– sprawdzian postępów,
– sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
– literaturę uzupełniającą.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie czy dobrze wykonujesz daną czynność.
Jednostka modułowa: „Dobieranie klejów stosowanych w produkcji wyrobów
skórzanych”, której treści teraz poznasz jest częścią modułu „Surowce i materiały
pomocnicze” zawierającego podstawy zawodu Technik technologii wyrobów skórzanych.
Schemat modułu i wykaz jednostek modułowych zilustrowano na stronie 4.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni, laboratorium lub hali produkcyjnej musisz przestrzegać
regulaminów, przepisów bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych,
wynikających z rodzaju wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
Moduł 311[35].Z1
Surowce i materiały pomocnicze
311[35].Z1.04
Dobieranie materiałów wykończeniowych
stosowanych w wyrobach skórzanych
311[35].Z1.01
Rozpoznawanie i dobieranie tworzyw
sztucznych
311[35].Z1.03
Dobieranie klejów stosowanych
w produkcji wyrobów skórzanych
311[35].Z1.02
Rozpoznawanie i dobieranie tworzyw
skóropodobnych

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
– wykorzystywać podstawowe prawa chemii, fizyki i mechaniki w procesach produkcji
wyrobów skórzanych,
– posługiwać się techniczną i technologiczną terminologią dotyczącą surowców, materiałów
i procesów technologicznych wytwarzania wyrobów skórzanych,
– rozpoznawać i dobierać materiały podstawowe do produkcji wyrobów skórzanych,
– organizować stanowisko pracy zgodnie z wymogami ergonomii,
– korzystać z różnych źródeł informacji,
– przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
– wyjaśnić pojęcia: klej, połączenie klejowe, powierzchnie klejone, adhezja i kohezja
substancji klejącej,
– scharakteryzować kleje stosowane do wyrobów skórzanych,
– dokonać podziału klejów ze względu na: przeznaczenie, budowę chemiczną, postać
technologiczną, technikę i mechanizm łączenia,
– wykonać badania organoleptyczne klejów,
– scharakteryzować fazy procesu klejenia,
– określić zastosowanie różnych rodzajów klejów do łączenia elementów w wyrobach
skórzanych,
– określić zasady bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz ochrony
środowiska dotyczących stosowania klejów,
– określić zasady transportu i magazynowania klejów.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Podstawowe wiadomości o klejach
4.1.1. Materiał nauczania
Klejami nazywa się substancje niemetaliczne, które są zdolne do łączenia dwóch
materiałów przez połączenie ich powierzchni, przy czym złącze ma odpowiednią
wytrzymałość. Znalazły one duże zastosowanie w produkcji wyrobów skórzanych,
szczególnie przy montażu klejonym. Montaż klejony ma przewagę nad innymi, ponieważ
unika się przebijania elementów wyrobu. Dodatnią cechą klejenia jest siła i szczelność
połączeń utrzymująca się przez dłuższy okres, możliwość łączenia elementów z różnych
materiałów, uproszczona technologia produkcji oraz oszczędność materiałów.
Klejenie przebiega w następujący sposób:
– przygotowujemy powierzchnię elementów , które chcemy skleić,
– elementy pokrywamy warstwą kleju w miejscach łączenia,
– aktywujemy naniesione warstwy kleju,
– łączymy i dociskamy sklejane elementy,
– czekamy aż klej je zwiąże.
W produkcji wyrobów skórzanych przebieg procesu klejenia może być różny i zależy od
rodzaju sklejanych materiałów i rodzaju stosowanego kleju. Ze szczegółowymi sposobami
klejenia zapoznasz się w toku dalszej nauki.
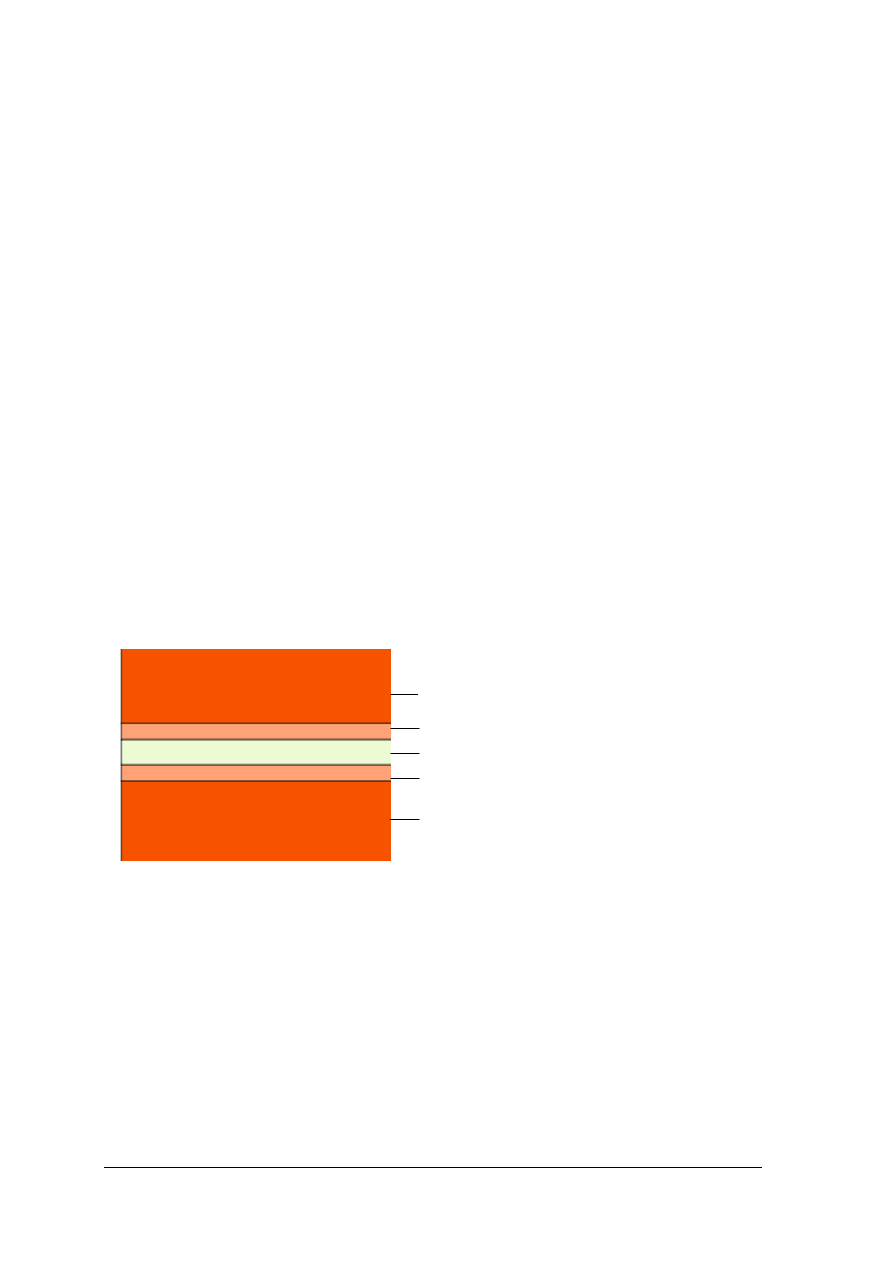
W wyniku procesu klejenia powstaje spoina o strukturze przedstawionej na rys. 1.
Rys.1. Schemat spoiny klejowej [11]
Podział klejów
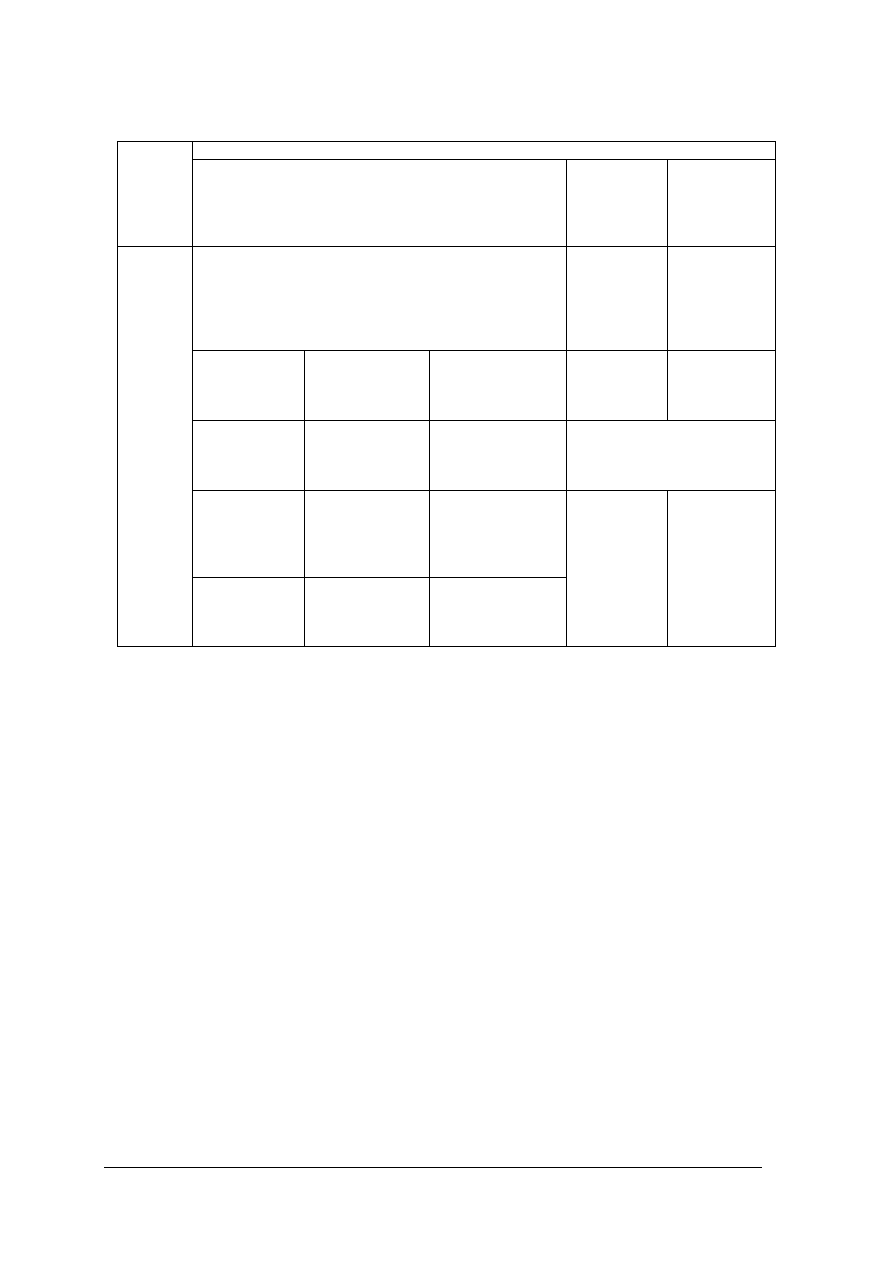
Według PN – 68/C – 02004 podstawowy podział klejów przeprowadza się na podstawie
zasad przedstawionych w tabeli 1.
klejony materiał A
powierzchniowa warstwa materiału A w którą wniknął klej
warstwa samego kleju
powierzchniowa warstwa materiału B w którą wniknął klej
klejony materiał B
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Tabela 1. Podstawy podziału klejów w zależności od ich cech materiałowych [PN – 68/C -02004]
Podział w zależności od konsystencji kleju w stanie gotowym do użytku
Grupy
Kleje ciekłe
Kleje
plastyczne
(cementy
i kity
klejowe)
Kleje stałe
(topliwe)
Podział w zależności od rodzaju roztworu kleju lub
charakteru rozpuszczalności spoiwa
Podział w
zależności
od rodzaju
spoiwa
i rodzaju
napełniacza
Podział na
Kleje wodne
Kleje emulsyjne
Kleje
rozpuszczalnikowe
Kleje
nieutwardzalne
Kleje
utwardzalne
Podział w
zależności od
rodzaju spoiwa
Podział w
zależności od
charakteru fazy
rozproszonej
Podział
w zależności
od funkcji
rozpuszczalnika
Kleje
organiczne
Kleje
nieorganiczne
Kleje emulsyjne
- typ OW
- typ WO
Kleje z
rozpuszczalnikiem:
- ulatniającym się
- wiążącym się
chemicznie
Podgrupy
Podział
w zależności
od cech
chemicznych
Podział
w zależności
od cech
chemicznych
W produkcji wyrobów skórzanych stosuje się kleje różnego pochodzenia, o różnym
składzie i właściwościach pozwalających na zastosowanie w różnych fazach produkcji. Kleje
stosowane w produkcji wyrobów skórzanych można podzielić:
−
w zależności od pochodzenia substancji podstawowej,
−
według przeznaczenia i ich stosowania (podstawowe, pomocnicze i dalej do jakich
czynności są stosowane),
−
według technologii klejenia dzieli się na kleje aktywowane: ciśnieniem, termicznie,
rozpuszczalnikami organicznymi, wodą, metodami kombinowanymi,
−
w zależności od sposobu wiązania, na kleje, które tworzą spoinę w wyniku: fizycznego
wysychania, chemicznego utwardzania (sieciowania) itd.
Tak zróżnicowany charakter klejów utrudnia ich klasyfikację. Ogólnie kleje stosowane
w przemyśle skórzanym można podzielić wg pochodzenia na sześć grup:
−
kleje z kauczuków naturalnych i syntetycznych rozpuszczalnych w rozpuszczalnikach
organicznych,
−
kleje z lateksów żywic syntetycznych rozpuszczalne w wodzie,
−
kleje rozpuszczalnikowe z tworzyw polimeryzacyjnych i poliaddycyjnych,
−
kombinowane kleje z kauczuków i żywic syntetycznych w rozpuszczalnikach
organicznych,
−
kleje topliwe na podstawie tworzyw polikondensacyjnych,
−
kleje pochodzenia zwierzęcego i roślinnego.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Określanie jakości klejów
Wymagania jakościowe klejów są różne w zależności od przeznaczenia. Kleje stosowane
w produkcji wyrobów skórzanych powinny wykazywać możliwie najwyższą wytrzymałość na
rozwarstwianie w miejscu sklejenia, odpowiednią szybkość wysychania tak, aby zapewnić
prawidłowy przebieg operacji technologicznych. Wytworzona spoina sklejająca nie może być
twarda, musi wykazywać odporność na wodę, niskie i wysokie temperatury. Proces klejenia
powinien być prosty i szybki, aby nie zachodziła konieczność kilkakrotnego smarowania
i długiego podsuszania. Kleje te powinny wykazywać odporność na dłuższe magazynowanie.
Głównymi wskaźnikami określającymi jakość klejów są oznaczenia umownej suchej
substancji, lepkości kleju i właściwości klejących.
Umowna sucha substancja charakteryzuje stężenie kleju i określa się j ą przez wysuszenie
próbki w temperaturze 100°C. Oznaczenie to należy przeprowadzić według normy PN-EN
827:1996. Na podstawie umownej suchej substancji można ustalić wymaganą grubość
wytwarzanych złącz klejowych oraz wydajność produktu.
Lepkość kleju określa się miarą tarcia międzycząsteczkowego w roztworze. Istotny tutaj
jest współczynnik lepkości, który jest odwrotnością płynności kleju.
Lepkość klejów stosowanych w przemyśle skórzanym jest ważnym wskaźnikiem
technologicznym. Klej o dużej lepkości trudno nanosi się na powierzchnię sklejanych
materiałów, słabo wnika w materiał, a naniesiona powłoka jest nierówna. Klej o zbyt niskiej
lepkości przy jednorazowym naniesieniu na powierzchnię materiałów porowatych daje
powłokę niewystarczającej grubości i konieczne jest w tym przypadku kilkakrotne nanoszenie
zwiększające jego zużycie. Optymalną lepkość kleju dostosowuje się do rodzaju sklejanych
materiałów i ich przeznaczenia.
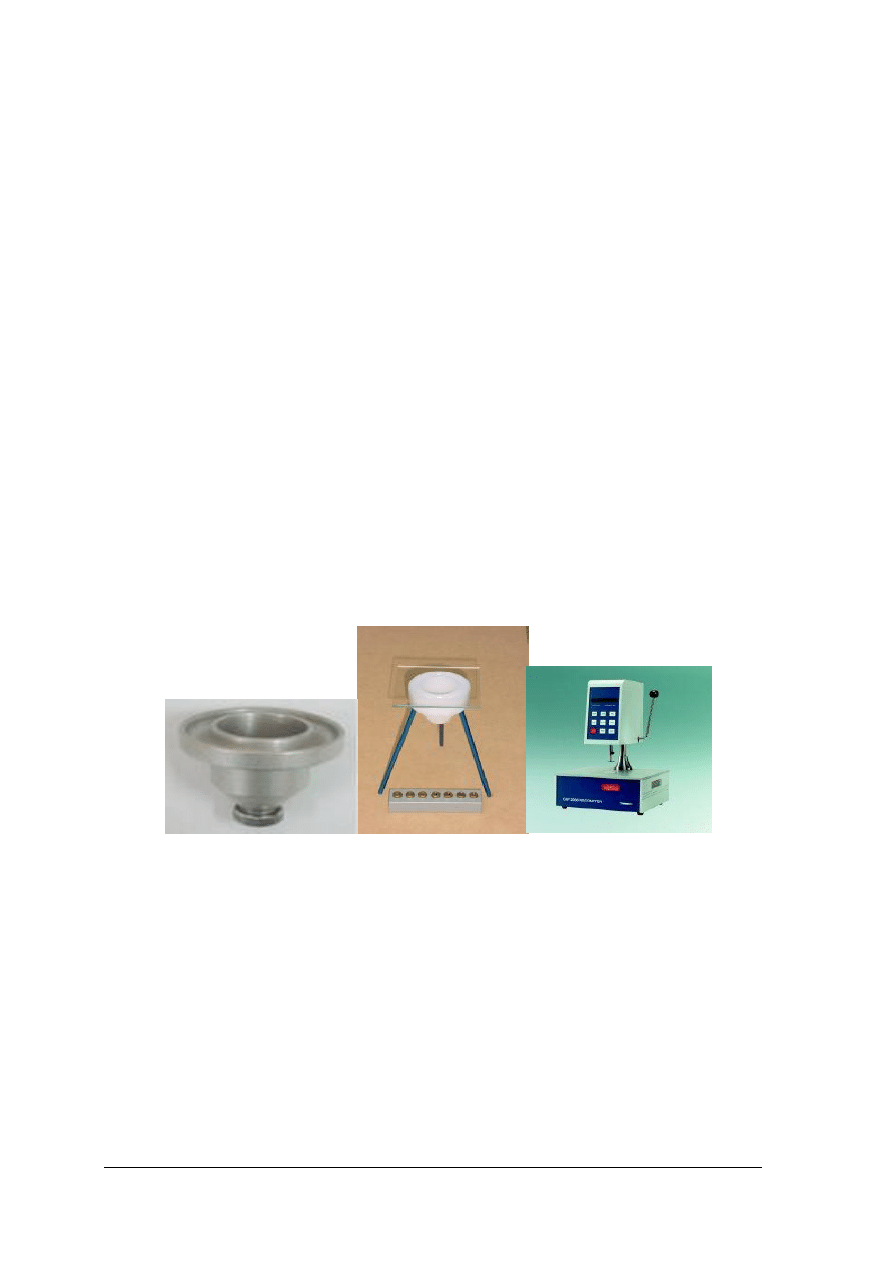
Lepkość kleju oznacza się za pomocą specjalnych przyrządów, zwanych wiskozymetrami
przedstawionymi na rysunku 2.
a b c
Rys.2. Różne rodzaje wiskozymetrów:
a) Kubek Forda stalowy [18]
b) Kubek Forda ceramiczny z wymiennymi dyszami [16]
c) Wiskozymetr Brookfield [14]
Zasada badania (np. kubkiem Forda) polega na ustaleniu w określonej temperaturze czasu
(w sekundach) potrzebnego do przepływu określonej ilości kleju przez otwór
o znormalizowanej średnicy. Oznaczenie lepkości kleju należy przeprowadzać według normy
PN–EN 12092:2001
Na lepkość kleju wpływają właściwości substancji tworzącej klej, rodzaj
rozpuszczalnika, stężenie i temperatura. Przy podwyższeniu temperatury lepkość kleju
zmniejsza się, a przy obniżeniu podwyższa odwrotnie niż zjawisko płynności kleju.
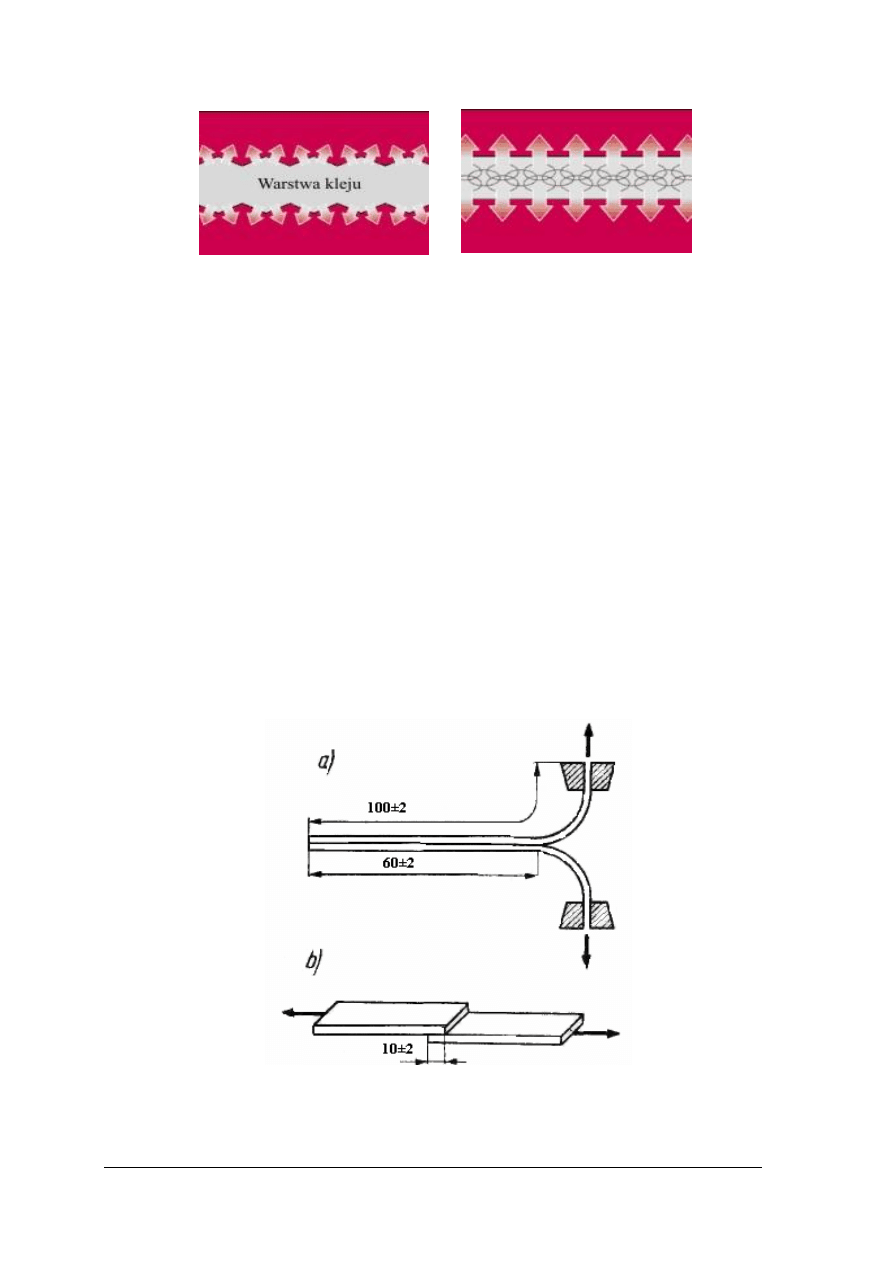
Właściwości klejące mają kleje dzięki adhezji (przyczepności) i kohezji (spoistości
wewnętrznej) (rys. 3).
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
a b
Rys.3. Siły występujące w spoinie klejowej [21]:
a) adhezja (przyczepność powierzchni granicznych)
b) kohezja (wewnętrzna spoistość kleju)
Właściwości adhezyjne powłok klejących określają ich zdolność do przyklejania
i łączenia się z powierzchnią materiału, na który naniesiono klej. Przy klejeniu materiałów
pełnych, nieporowatych adhezja ma zasadnicze znaczenie. Warunkiem prawidłowego klejenia
jest zdolność zwilżania materiału, adsorpcja kleju, a niekiedy chemiczne oddziaływanie. Przy
klejeniu materiałów porowatych konieczne jest łatwe wnikanie kleju do wnętrza materiału
sklejanego, a więc łączenie się powłoki klejącej nie tylko z powierzchnią materiału, lecz także
z wewnętrzną powierzchnią kapilar.
Właściwości kohezyjne substancji klejącej mają wpływ na wewnętrzną spoistość
wynikającą z sił działających między cząsteczkami spoiny klejowej.
Rozgraniczenie właściwości adhezyjnych i kohezyjnych jest trudne i dlatego w praktyce
ocenia się to jako ogólną zdolność klejącą przez określenie siły potrzebnej do rozwarstwienia
materiałów sklejonych. Może wystąpić brak wytrzymałości na granicy złącze - materiał (słaba
adhezja kleju) lub w samym złączu (słaba kohezja). Zasada oceny zdolności sklejania polega
na sklejaniu badanym klejem dwóch pasków, a następnie rozwarstwianiu sklejonych
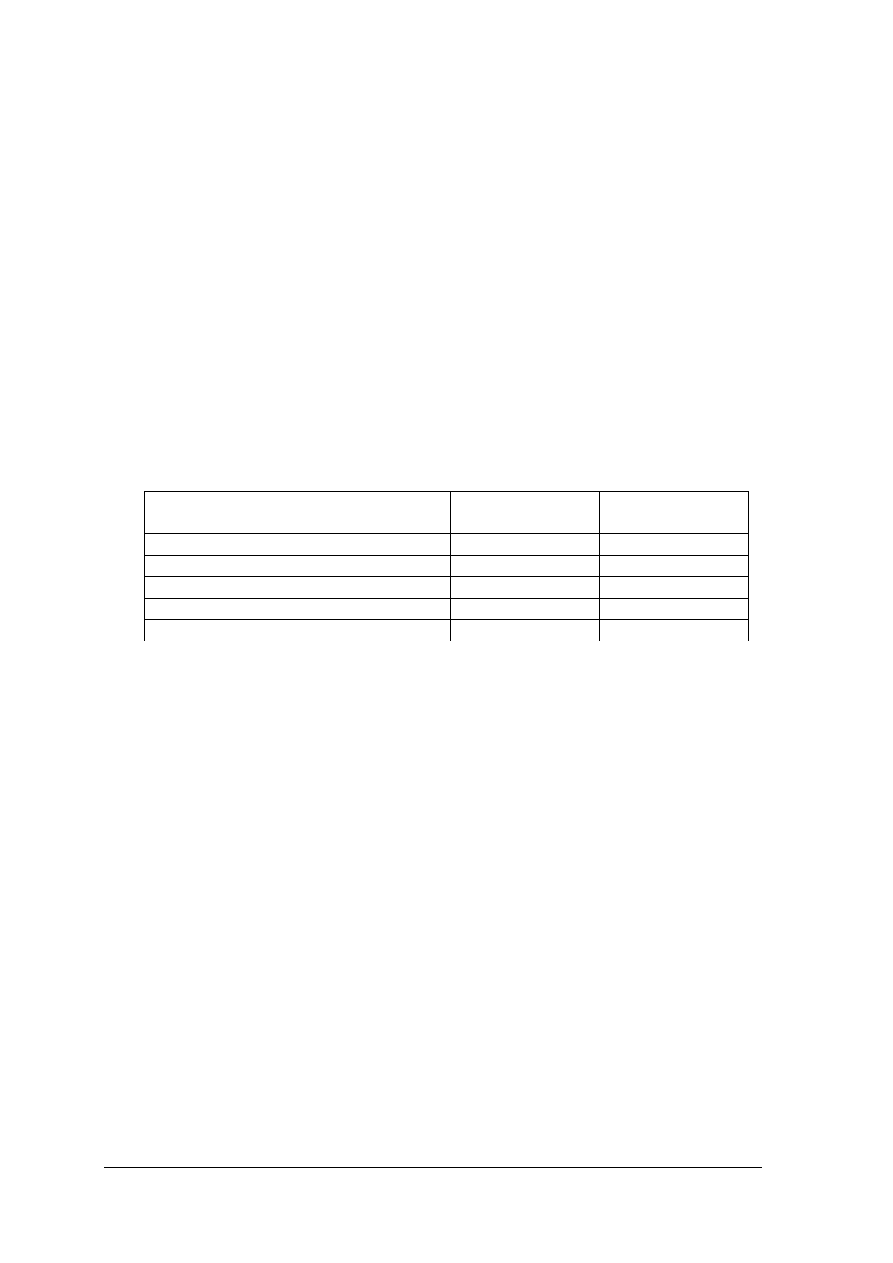
materiałów na zrywarce. Rozróżnia się oznaczanie wytrzymałości na oddzieranie polegające
na rozwarstwianiu sklejonej próbki oraz oznaczenie wytrzymałości na ścinanie (rys 4).
a b
Rys.4. Schemat oznaczania wytrzymałości złącza klejowego [5, s. 305]
a) na oddzieranie b) na ścinanie

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Zmiana barwy powłoki kryjącej skóry pod wpływem kleju ma istotne znaczenie
w produkcji wyrobów skórzanych. Badanie zmiany barwy polega na określeniu zmiany
zabarwienia próbek materiałów stosowanych na elementy wyrobów powleczonych i nie
powleczonych klejem po poddaniu ich naświetleniu promieniami ultrafioletowymi.
Trwałość klejów dwuskładnikowych oznacza się przez ustalenie różnicy w lepkości tych
klejów przed i po dodaniu środka sieciującego (utwardzacza).
Badanie klejów topliwych polega na oznaczeniu temperatury mięknięcia oraz
wyznaczeniu wskaźnika płynięcia.
Badanie właściwości klejów stosowanych w przemyśle skórzanym należy prowadzić
według normy PN-C-89354-1:1999 i norm z nią związanych.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest klej?
2. Jak dzielimy kleje?
3. Jakie są wskaźniki określające właściwości kleju?
4. Jak oznacza się lepkość kleju?
5. Na czym polega adhezja ?
6. Co to jest kohezja?
7. W jaki sposób bada się połączenia klejowe?
4.1.3. Ćwiczenia
Ćwiczenie 1
Oznaczanie lepkości kleju rozpuszczalnikowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy do wykonania pomiaru,
3) przedstawić plan działania,
4) pobrać próbkę 200cm
3
badanych klejów,
5) wykonać oznaczenie lepkości kleju za pomocą Kubka Forda 6mm,
Wyposażenie stanowiska pracy:
−
norma PN – EN 12092:2001
−
próbki badanych klejów,
−
kubek Forda 6mm,
−
zlewki na próbki klejów,
−
cylindry miarowe o pojemności 100 cm
3
,
−
zeszyt,
−
przybory do pisania,
−
literatura z rozdziału 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Ćwiczenie 2
Oznaczenie umownej suchej substancji klejów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy do wykonania oznaczeń,
3) przedstawić plan działania,
4) pobrać 2 próbki różnych klejów rozpuszczalnikowych,
5) wykonać oznaczenia suchej pozostałości na podstawie normy PN-EN 827:1996,
6) obliczyć umowną suchą substancję dla każdego badanego kleju,
7) zapisać wyniki oznaczeń w zeszycie,
8) dokonać analizy otrzymanych wyników oznaczeń.
Wyposażenie stanowiska pracy:
– 2 rodzaje klejów rozpuszczalnikowych,
– pojemniki na klej,
– naczynka wagowe,
– waga laboratoryjna,
– suszarka laboratoryjna,
– mieszadła do mieszania kleju,
– norma PN-EN 827:1996,
– zeszyt,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Oznaczanie wytrzymałości spoiny klejowej na oddzieranie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania,
2) zapoznać się z normą PN-EN 1392,
3) przedstawić plan działania,
4) przygotować próbki skóry,
5) nanieść kleje na sklejane powierzchnie,
6) aktywować warstwę kleju,
7) skleić próbki i docisnąć,
8) wykonać badanie wytrzymałości na oddzieranie,
9) obliczyć wytrzymałość na oddzieranie dla poszczególnych klejów,
10) porównać wyniki badań dla poszczególnych klejów.
Wyposażenie stanowiska pracy:
– norma PN-EN 1392
– klej rozpuszczalnikowy,
– klej lateksowy,
– skóra galanteryjna,
– nóż do wycinania próbek,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
– papier ścierny,
– szczotka do usuwania pyłu,
– rozpuszczalnik do odtłuszczania,
– pędzel do nanoszenia kleju,
– przyrząd dociskowy,
– maszyna wytrzymałościowa,
– suszarka,
– zeszyt,
– przybory do pisania,
– literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
podać definicję kleju?
¨
¨
2)
wymienić właściwości klejów?
¨
¨
3)
scharakteryzować adhezję kleju?
¨
¨
4)
scharakteryzować kohezję kleju?
¨
¨
5)
określić zasady podziału klejów?
¨
¨
6)
dokonać podziału klejów stosowanych w produkcji wyrobów
skórzanych?
¨
¨
7)
dokonać pomiaru lepkości kleju za pomocą Kubka Forda?
¨
¨
8)
dokonać oznaczenia umownej suchej substancji?
¨
¨
9)
dokonać oznaczenia wytrzymałości na oddzieranie?
¨
¨
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Zastosowanie klejów w produkcji wyrobów skórzanych
4.2.1. Materiał nauczania
4.2.1.1. Rozpuszczalniki organiczne do klejów
Do rozpuszczania większości rodzajów klejów stosowanych w przemyśle skórzanym
stosuje się różne rozpuszczalniki organiczne. Niekiedy do sporządzania mieszanki klejącej
oprócz rozpuszczalników dodaje się także rozcieńczalniki. Są to substancje organiczne, które
nie mają zdolności rozpuszczania kleju, lecz dobrze mieszają się wraz z rozpuszczalnikiem
i w określonych ilościach nie wytrącają podstawowej substancji. Dodatek rozcieńczalników
obniża koszt zestawu klejącego.
W przemyśle skórzanym jako rozpuszczalniki stosuje się benzynę, aceton, octan etylu
i butylu, alkohol etylowy .i inne. Podstawowe warunki techniczne rozpuszczalników do
klejów podano w tabeli 2.
Tabela 2. Charakterystyka rozpuszczalników do klejów [5, s.306]
Rodzaj rozpuszczalnika
gęstość
w [g/cm
3
}
Temperatura
wrzenia w [°C]
Benzyna
0,73
80 – 120
Aceton
0,79
55 – 57
Octan etylu
0,89
74 – 80
Octan butylu
0,88
120 – 130
Alkohol etylowy
0,79
78
Benzyna jest stosowana jako rozpuszczalnik naturalnego i syntetycznego kauczuku. Jest
to ciecz lotna, łatwo palna, bezbarwna, o charakterystycznym zapachu, otrzymywana przez
destylację ropy naftowej. Benzyna stosowana do klejów dla przemysłu skórzanego nie może
zawierać zbyt dużo frakcji wysokowrzących, ponieważ zwiększa to czas wysychania.
Podobnie nie może być zbyt dużo frakcji niskowrzących, gdyż nadmierna lotność
rozpuszczalnika powoduje nagłe ochładzanie naniesionej powłoki kleju, w wyniku czego
skondensowana na niej woda obniża trwałość sklejenia. Benzynę zalicza się do środków
szkodliwych dla zdrowia (toksyczność). W zatruciach przewlekłych powoduje bóle i zawroty
głowy, stany zapalne oczu, podrażnienie górnych dróg oddechowych. W zetknięciu ze skórą
powoduje jej odtłuszczenie i wysuszenie oraz objawy podrażnienia, czasem stany zapalne.
O szkodliwości benzyny decyduje zawartość węglowodorów aromatycznych.
Aceton jest cieczą bezbarwną, przezroczystą, bardzo łatwo palną, o zdecydowanym,
charakterystycznym zapachu. Aceton otrzymuje się przez suchą destylację drewna,
w procesach fermentacji węglowodanów lub w wyniku syntezy. Miesza się on dobrze z wodą,
alkoholem etylowym, benzyną i innymi rozpuszczalnikami organicznymi. Zalicza się do
bardzo aktywnych rozpuszczalników niektórych klejów. Z acetonem należy obchodzić się
bardzo ostrożnie ze względu na jego lotność, łatwopalność i toksyczność.
Octan etylu jest przezroczystą, bezbarwną lub lekko zabarwioną cieczą, uzyskiwaną
w reakcji między alkoholem etylowym i kwasem octowym. Jest on stosowany wraz
z acetonem jako rozpuszczalnik wielu klejów. Zalicza się do rozpuszczalników lotnych
i szkodliwych dla zdrowia. Jest on stosunkowo mało toksyczny. W zatruciach przewlekłych
może powodować bóle i zawroty głowy, stany nerwicowe, nudności.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Octan butylu jest rozpuszczalnikiem bardzo podobnym do omówionego już octanu etylu.
Na skutek stosunkowo małej lotności octan butylu stosuje się jako regulator szybkości
wysychania kleju. Wprowadzenie go do mieszanki klejącej daje równomierność rozłożenia
i wysychania powłoki klejącej, naniesionej na powierzchnie sklejane.
Alkohol etylowy jest bezbarwną cieczą, która miesza się z wodą, acetonem, estrami
i innymi rozpuszczalnikami. W przemyśle skórzanym ma zastosowanie alkohol etylowy
rektyfikowany, zawierający 95% czystego produktu.
4.2.1.2.Rodzaje klejów stosowanych w przemyśle skórzanym
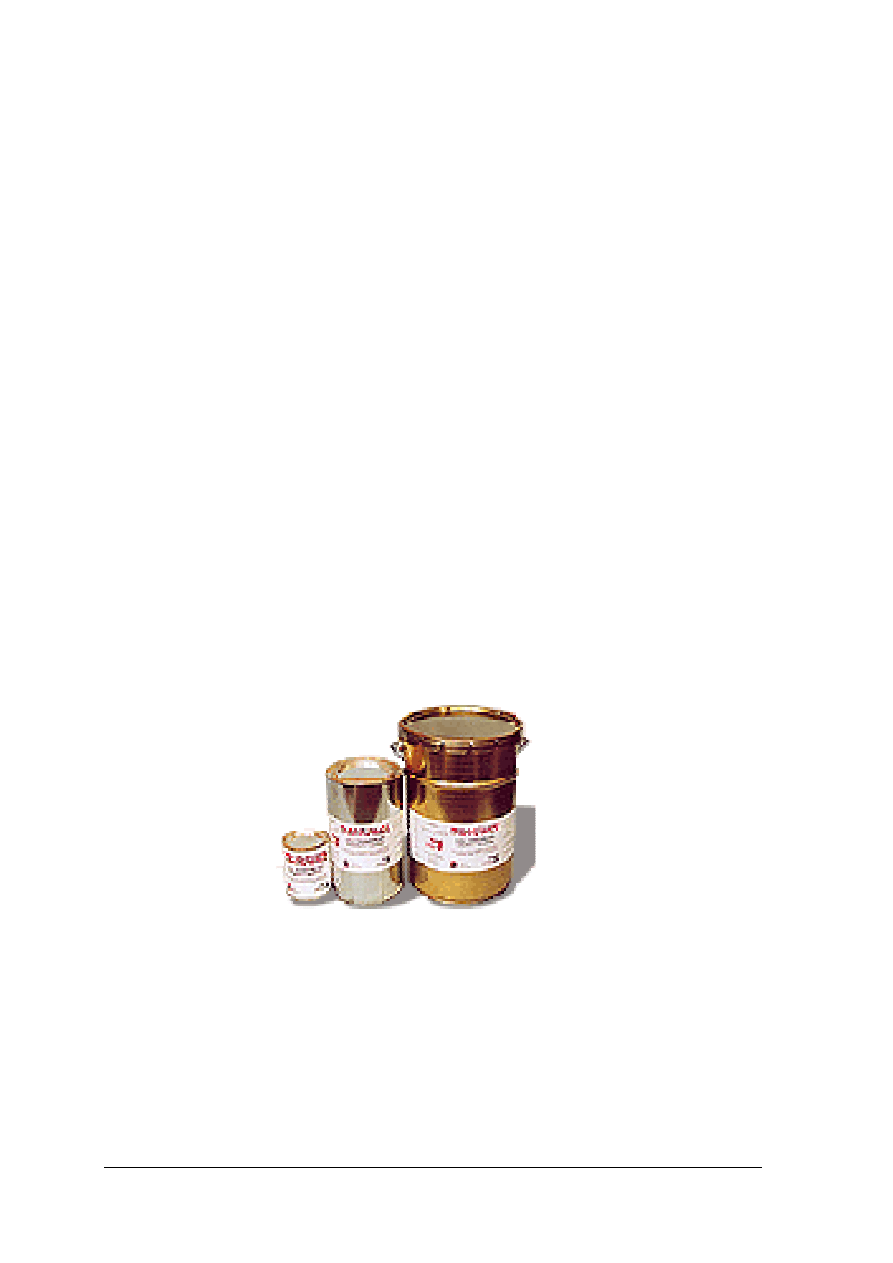
Kleje rozpuszczalnikowe
Do grupy tej zalicza się kleje syntetyczne oraz modyfikowane pochodzenia naturalnego,
do sporządzenia których niezbędne są rozpuszczalniki i rozcieńczalniki organiczne (rys. 5).
Rys. 5. Klej rozpuszczalnikowy dla przemysłu skórzanego [19]
1. Kleje kauczukowe to kleje z kauczuku naturalnego lub syntetycznego otrzymywane przez
rozpuszczenie go w benzynie. Najpierw zalewa się pokrojony kauczuk benzyną na jedną dobę
w celu spęcznienia, a następnie po dodaniu odpowiedniej ilości benzyny rozpuszcza się
całkowicie przy stałym mieszaniu. Używa się kauczuku naturalnego wysokiej jakości, rodzaju
smoked sheet walcowanego. Jakość kleju kauczukowego zależy od sposobu walcowania
kauczuku. Nie walcowany kauczuk daje kleje o dużej lepkości i są one niewygodne w pracy,
natomiast krótkotrwałe walcowanie obniża lepkość, ale pozwala na uzyskanie wyższych
stężeń o dużej zdolności klejącej. Kauczuki silnie walcowane są nieodpowiednie do produkcji
kleju. Stosunek wagowy kauczuku i benzyny zależy od rodzaju użytego kauczuku
naturalnego i najczęściej są stosowane kleje jako 8 - 20-procentowe roztwory. W celu
poprawienia właściwości klejących dodaje się do kauczuku najczęściej kalafonii w ilości
5 - 20% oraz środków wulkanizujących i różnych przyspieszaczy wulkanizacji.
Najbardziej charakterystycznymi właściwościami klejów kauczukowych są: niskie
stężenie ze względu na ograniczoną rozpuszczalność kauczuku, wyczuwalna lepkość
wysuszonych powłok klejących, dobra adhezja do skóry, tkaniny i gumy, a słabe właściwości
kohezyjne, co powoduje łatwe rozdzielanie się wzdłuż powłoki klejącej. Złącze z kauczuku
naturalnego jest mało odporne na wodę, ciepło, oleje i tłuszcze, wykazuje niezbyt dużą
zdolność klejenia szczególnie obniżającą się przy oddziaływaniu mechanicznym i przy
użytkowaniu wyrobu w trudnych warunkach atmosferycznych.
W Polsce są produkowane kleje kauczukowe jedno- i dwuskładnikowe Kleje
dwuskładnikowe składają się z dwóch roztworów mieszanych przed użyciem. Najczęściej
jednym
z
roztworów
jest
rozpuszczalnikowy
roztwór
kauczuku
ze
środkami

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
wulkanizującymi, drugi zaś z przyspieszaczem wulkanizacji. Kleje te noszą różne nazwy np.
klej kauczukowy, klej szewski, klej gumowy lub zależne od producenta.
Przykładem takiego kleju jest
Bonakol Kalet G2 bazujący na kauczuku naturalnym
specjalnie modyfikowanym i aktywowanym.
Charakterystyka kleju :
Wygląd: lepka kremowo - beżowa ciecz (produkowany również w innych kolorach np.
czarnym)
Sucha masa: 11-14% według PN-EN 827
Lepkość: 90-110 sek KF 6mm wypływ 50 ml według PN-EN ISO 2431
Wiskozymetr BROOKFIELD LVDV obroty 12/min wrzeciono nr 3 7000-10000 mPas.
Wytrzymałość na oddzieranie według PN-ISO 11339:
początkowa min. 0,8 d N/cm
końcowa: min. 1,0 dN/cm
Klej Bonakol - Kalet G-2 jest przeznaczony dla przemysłu obuwniczego i kaletniczego
jako klej pomocniczy do łączenia skór, tkanin oraz niektórych gum.
Do klejów rozpuszczalnikowych na bazie kauczuków naturalnych zaliczamy również
kleje Gumbut i Gumbut S przeznaczone dla przemysłu obuwniczego i kaletniczego do
przeprowadzania operacji pomocniczych.
2. Kleje polichloroprenowe - kleje CR, zwane wcześniej klejami neoprenowymi, są
roztworami kauczuku chloroprenowego z dodatkiem składników wulkanizujących
w mieszaninie rozpuszczalników organicznych. Są to kleje kontaktowe. Właściwości kleju
CR zależąw dużej mierze od sposobu polimeryzacji kauczuku chloroprenowego. Do
produkcji kleju najlepiej nadaje się chloropren wysokosyntetyczny. Najpierw kauczuk
polichloroprenowy walcuje się z dodatkiem środków wulkanizujących oraz stabilizatorów,
a następnie pokrojoną mieszankę rozpuszcza się w mieszaninie rozpuszczalników jako 15 –
30% roztwór z dodatkiem niektórych żywic syntetycznych w celu poprawienia właściwości
adhezyjnych. Kauczuk chloroprenowy rozpuszcza się dobrze w rozpuszczalnikach
organicznych aromatycznych, ketonach, estrach z dodatkiem rozcieńczalników, np. benzyny.
Kleje chloroprenowe wykazują doskonałą przyczepność do większości materiałów
stosowanych w przemyśle skórzanym. Złącze klejowe uzyskuje pełną wytrzymałość po 2 - 3
dobach sezonowania dzięki skłonności do krystalizacji. Kleje chloroprenowe wykazują dobrą
wstępną przyczepność. Są one wodoodporne, odporne na oleje, tłuszcze, benzynę. Przez
dodatek różnych składników żywic naturalnych i syntetycznych można uzyskać podwyższoną
odporność termiczną, podwyższyć wytrzymałość mechaniczną złącza oraz jego odporność na
chemikalia.
Do czynników ograniczających zakres stosowania klejów CR jako klejów
konstrukcyjnych zalicza się niską odporność złącza klejowego na starzenie, zwłaszcza
w podwyższonej temperaturze oraz niezadowalająca odporność złącza na działanie wody. Te
ujemne cechy zanikają, gdy stosuje się dodatek utwardzacza izocyjanianowego.
Kleje chloroprenowe dzieli się na dwa typy: kleje konstrukcyjne oraz kleje pomocnicze.
Poza tym mogą być kleje jednoskładnikowe lub dwuskładnikowe z dodatkiem czynników
sieciujących z grupy izocyjanianów.
Krajowe kleje polichloroprenowe noszą nazwy Butapren, Butaterm, Pronikol, Bonaterm,
Bonakol mają wszechstronne zastosowanie do klejenia na zimno gum, skór wyprawionych,
poromerycznych i sztucznych, tkanin i filcu.
Przykładem takich klejów są Bonakol B III, Pronikol OBT - III lub Butaterm A.
Bonakol B III - klej polichloroprenowy modyfikowany kompozycją specjalnych żywic
i wypełniaczy. Jest również wytwarzany w wersji beztoluenowej jako Bonakol B III BT
Charakterystyka kleju:

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wygląd: lepka ciecz o barwie jasnobeżowej do żółtej.
Sucha masa: 17-20% według PN-EN 827
Lepkość: 30 - 50 s KF 6mm wypływ 50 ml według PN-EN ISO 2431
Wiskozymetr BROOKFIELD LVDV 20 obr/min wrzeciono nr 3 1500-3000 mPas
Wytrzymałość spoiny na oddzieranie według PN-ISO 11339:
początkowa - min. 1,5 dN/cm
końcowa - min. 3,0 dN/cm
Klej Bonakol B III jest przeznaczony dla przemysłu obuwniczego, kaletniczego, do łączenia
skór naturalnych, gumy, tkanin itp. materiałów. Może być stosowany w meblarstwie do
łączenia pianek poliuretanowych oraz materiałów tekstylnych.
Klej Pronikol OBT - III jest roztworem kauczuku polichloroprenowego i żywic
syntetycznych w mieszaninie rozpuszczalników z dodatkiem wypełniaczy. Przeznaczony jest
dla przemysłu obuwniczego. Służy do łączenia skór naturalnych, gumy oraz tkanin. Klei
również drewno, kartony, filc i niektóre tworzywa sztuczne.
Właściwości:
Lepkość: 80 – 140s kubkiem Forda, 6 mm, wypływ 100 cm
3
Sucha pozostałość: 19,0 - 22,0 %
Wytrzymałość spoiny klejowej na rozwarstwienie, dla połączeń boksu bydlęcego z gumą
standard badana po 48 godz nie mniej niż 4,5 daN/cm
Butaterm A jest roztworem kauczuku polichloroprenowego i żywic syntetycznych
w mieszaninie rozpuszczalników organicznych z dodatkiem wypełniaczy. Klej ten
przeznaczony jest dla przemysłu skórzanego. Służy do łączenia skór naturalnych
i syntetycznych z gumą, skórą i innymi materiałami skóropodobnymi. Klej nie plami
materiałów w jasnych kolorach.
Właściwości:
Lepkość: 50 - 80 s kubkiem Forda, 6 mm, wypływ 50 cm
3
Sucha pozostałość: 23÷27 %
Wytrzymałość spoiny klejowej na rozwarstwienie, dla boksu bydlęcego z gumą standard nie
mniej niż:
początkowa 1,5 daN/cm,
po 48 godz. 4,5 daN/cm,
Odporność termiczna badana w temperaturze 60°C dla połączeń boksu bydlęcego z gumą
standard nie więcej niż 5,0 mm/min
3. Kleje z kauczuku butadienowo-akrylonitrylowego, w których podstawowym składnikiem
jest kauczuk butadienowo-akrylonitrylowy, zwany często kauczukiem nitrylowym, który
wykazuje lepsze właściwości niż jednorodne kauczuki polibutadienowe. Przez odpowiednią
przeróbką otrzymuje sią kauczuk rozpuszczalny w estrach, ketonach, chlorowanych
węglowodorach, a jako rozcieńczalniki stosuje się węglowodory aromatyczne.
W przemyśle obuwniczym kleje z kauczuku butadienowo - akrylonitrylowego (kleje
NBR) stosuje się jako roztwory dwuskładnikowe. Mogą to być kompozycje z octanem winylu
lub z żywicami fenolowymi, a najlepiej z dodatkiem izocyjanianów. Dodatek izocyjanianów
zwiększa adhezję i termoodporność, zwłaszcza przy klejeniu gum i tworzyw sztucznych.
Pod względem wytrzymałości i wszechstronności połączeń kleje NBR zalicza się do
dobrych klejów kontaktowych, zawierają one 15 - 30% suchej pozostałości. Złącze klejowe
jest odporne na podwyższone temperatury, benzynę, oleje i wykazuje dużą elastyczność oraz
odporność na chemikalia. NBR służą do klejenia tworzyw skóropodobnych z PCW i innych
ze skórą.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4. Kleje poliuretanowe stosuje się w przemyśle skórzanym jako kleje poliuretanowe jedno-
i dwuskładnikowe.
Do pierwszej grupy zalicza się systemy poliuretanów oparte na termoplastycznych
środkach wiążących w roztworze rozpuszczalników, dające jednorodne substancje klejące lub
w
połączeniu
z
innymi
polimerami.
Kleje
jednoskładnikowe
poliuretanowe
rozpuszczalnikowe nanosi się jedno- lub dwukrotnie, a po podsuszeniu powłokę klejową
aktywizuje się i skleja pod ciśnieniem. Rozpuszczalnikami poliuretanów są octan etylu,
toluen, aceton i inne w ilości 80% w stosunku do suchej masy kleju.
Do drugiej grupy zalicza się reaktywne dwuskładnikowe systemy poliuretanów,
w których jednym składnikiem są OH-prepolimery, jako podstawowe środki wiążące,
natomiast
drugim
składnikiem
są
NCO-prepolimery,
zwane
utwardzaczami
izocyjanianowyrni. Po wymieszaniu zestawu OH-prepolimeru, zwanego żywicą PU,
z zestawem utwardzacza izocyjanianowego zachodzi sieciowanie i utwardzenie złącza
klejowego. Ilość stosowanego utwardzacza ma wpływ na szybkość sieciowania, wiązanie
i charakter tworzonego złącza. Praktycznie stosuje się go 5 - 7% w stosunku do żywicy PU.
Kleje należące do tej grupy mogą być używane w normalnej i podwyższonej temperaturze,
a czas wiązania może być skrócony przez dodatek środków przyspieszających. Do łączenia
materiałów w kolorach jasnych należy stosować utwardzacz nie plamiący (bezbarwny).
Kleje poliuretanowe jednoskładnikowe mają lepkość 50 - 90s, wytrzymałość złącza
klejowego na rozwarstwianie początkowe 2,5 daN/cm, po 72h - 5,5 daN/cm. Kleje
poliuretanowe dwuskładnikowe wykazują lepkość 45 - 80s, wytrzymałość na rozwarstwianie
początkową 1,5 daN/cm, a po 48 h - 4 - 5 daN/cm. Trwałość kleju po dodaniu utwardzacza
wynosi nie mniej niż 8 h.
Przykładem kleju poliuretanowego są Pronikol PU-1, BA, TR, Anedcoll PU1
Kleje Pronikol PU-1 i Anedcool PU – 1(rys.6) są roztworami poliuretanu, żywic
syntetycznych i środków modyfikujących w mieszaninie rozpuszczalników organicznych.
Kleje te przeznaczone są dla przemysłu skórzanego. Służą głównie do łączenia skór
naturalnych i syntetycznych oraz materiałów skóropodobnych. Ponadto mają dobrą
przyczepność do metali, szkła, papieru, filcu, drewna. Są przydatne do sklejania różnych
tworzyw sztucznych z wyjątkiem polietylenu, polistyrenu i polimerów fluorowych. Kleje te
nie plamią materiałów w jasnych kolorach.
Rys. 6. Opakowania z klejem poliuretanowym dla przemysłu skórzanego [13]
Klej Pronikol BA jest roztworem poliuretanu i środków modyfikujących w mieszaninie
rozpuszczalników organicznych. Klej ten stosuje się bez utwardzacza i bez aktywizacji
termicznej do łączenia skór naturalnych i syntetycznych z materiałami podeszwowymi
z PCW, PUR, gumy oraz innymi stosowanymi w przemyśle skórzanym. Zalecany jest
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
szczególnie w zakładach nie posiadających urządzeń do aktywizacji błony klejowej.
Doskonale nadaje się do stosowania w zakładach rzemieślniczych. Charakterystyczną jego
cechą jest długi czas otwarty, toteż materiały można sklejać po upływie 20 - 60 minut od
chwili naniesienia kleju na obydwie łączone powierzchnie.
Właściwości
Lepkość: 50 - 80s kubkiem Forda 6 mm, wypływ 50 cm
3
Sucha pozostałość: nie mniej niż 18 %
Wytrzymałość spoiny klejowej na rozwarstwienie dla połączeń boksu bydlęcego z gumą
standard , nie mniej niż:
początkowa - 2 daN/cm
po 48 godz - 5 daN/cm
po przyspieszonym starzeniu hydrotermicznym - 4 daN/cm
Poliuretany należą do doskonałych klejów specjalistycznych. Niekiedy nieznaczny
dodatek do innych klejów (np. klejów kauczukowych) poprawia ich właściwości klejące.
Dzięki dużej adhezji dobre wyniki uzyskuje się, stosując kleje poliuretanowe do powierzchni
gładkich. Złącza poliuretanowe są odporne na działanie rozpuszczalników, wody i czynników
atmosferycznych.
Mają
one
dobrą
elastyczność
i
odporność
złącza,
zarówno
w podwyższonych (do 80°C), jak i obniżonych (do - 50°C) temperaturach. Wadą tych klejów
jest stosunkowo krótka trwałość masy klejowej po dodaniu izocyjanianu oraz toksyczność
składników kleju.
Kleje lateksowe, zwane dyspersyjnymi (rys. 7), są emulsjami wodnymi polimerów
syntetycznych o zabarwieniu mlecznym, często z żółtym odcieniem. Lateksy są produktami
uzyskiwanymi w wyniku polimeryzacji emulsyjnej monomerów dienowych. Są one ważne ze
względów ekonomicznych, ponieważ rozpuszczalnikiem jest woda, a nie rozpuszczalniki
organiczne Dzięki nietoksyczności, niepalności, dużej zawartości suchej substancji, ale
niskiej lepkości, kleje lateksowe stosuje się w czynnościach pomocniczych montażowych.
Rys. 7. Opakowania z klejem lateksowym dla przemysłu skórzanego [24]
Do najpopularniejszych klejów lateksowych zaliczamy kleje emulsyjne z polioctanu
winylu.
Kleje te są podstawowymi klejami pomocniczych. Emulsje wodne polioctanu winylu
mają wygląd gęstej śmietany, zawierają 40 - 60% suchej pozostałości. Emulsje specjalnie
zmiękczone dają elastyczne złącza klejowe, dzięki czemu stosuje się je jako kleje pomocnicze
do łączenia niektórych części wyrobów oraz do wklejania elementów usztywniających.
Emulsje polioctanu winylu mogą być zmiękczone najczęściej ftalanem dwubutylu, dając
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
elastyczne spoiny klejowe. Emulsje polioctanu winylu mogą być modyfikowane jako
kopolimery w połączeniu z żywicami akrylowymi i akrylonitrylowymi.
Uzyskiwane spoiny klejowe są odporne na benzynę, terpentynę, tłuszcze, ksylen, wodę,
w której jednak pęcznieją.
Podstawowym klejem na bazie polioctanu winylu jest Winacet znakowany literowo
i cyfrowo. Winacet DPC 38/20 jest wodnym roztworem dyspersyjnym (D) polioctanu winylu
produkowanego na polialkoholu winylu (P) nie zmiękczonego lub zmiękczonego ftalanem
dwubutylu (C)
.
Winacet DP 50 zawiera 50% polimeru i nie zawiera zmiękczacza, a Winacet
DP 44/11 zawiera 44% polimeru i 11% ftalanu dwubutylu w stosunku do masy roztworu
dyspersyjnego oraz ok. 0,5% metanolu.
Każdy lateks dowolnego polimeru syntetycznego może być stosowany jako klej, jeśli
wykazuje odpowiednie właściwości adhezyjne i kohezyjne. Kleje otrzymywane z lateksu
kauczuku polichloroprenowego zawierają 45% suchej substancji, ale wykazują niską lepkość.
W celu poprawienia ich właściwości dodaje się odpowiednich żywic, środków
zagęszczających, stabilizatorów i innych. Kleje takie stosuje się jako pomocnicze. Podobne
właściwości mają lateksy z kauczuku butadienowo-styrenowego.
Ostatnio wprowadza się wodne roztwory dyspersyjne polimerów uretanowych,
o konsystencji i wyglądzie mleka, o zawartości suchej pozostałości ok. 40% i lepkości 7 s.
Kleje topliwe (rys. 8) są to termoplastyczne polimery i kopolimery wykazujące wysoką
adhezję do sklejanych materiałów oraz wymagane właściwości kohezyjne. Temperatura
mięknięcia i płynięcia żywic termoplastycznych nie może przekraczać krytycznej temperatury
rozkładu sklejanych materiałów. Kleje topliwe wykazują niską lepkość i tworzą cienkie,
elastyczne i wodoodporne spoiny. Nanoszenie tych klejów odbywa się przez wtłaczanie
stopionego kleju przez dyszę maszyny przystosowanej do wykonania określonej operacji lub
za pomocą specjalnego pistoletu. Do łączenia elementów sklejanych wystarczy stosowanie
niewielkiego krótkotrwałego ciśnienia. Do produkcji wyrobów skórzanych można używać
kleje topliwe w postaci granulatu, prętów, żyłek itp., a niekiedy do punktowego sklejania
w postaci proszków i past termoplastycznych.
a b c
Rys. 8. Kleje topliwe dla przemysłu skórzanego:
a) w postaci granulatu [17] b) w żyłce [20] c) w sztyfcie [15]
Maszyny te nanoszą klej jednostronnie lub z obu stron łączonych materiałów. Po
wstępnym połączeniu i sprasowaniu elementów naniesiony klej stosunkowo szybko
przechodzi w stan stały i wiąże je trwale.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Wprowadzenie do produkcji wyrobów skórzanych klejów topliwych zamiast klejów
rozpuszczalnikowych zmniejsza szkodliwość dla zdrowia i zagrożenie pożarowe oraz skraca
cykl produkcyjny.
Podstawowymi surowcami do produkcji klejów topliwych stosowanych w przemyśle
skórzanym są poliamidy (PA), poliestry (PE) i kopolimery etylenu z octanem winylu (OWE).
Kleje topliwe mogą zawierać tylko jeden polimer termoplastyczny (poliamid, poliester
z niewielkim dodatkiem antyutleniacza) lub mogą stanowić wykonane na gorąco mieszanki
polimeru (np. kopolimeru octanu winylu i etylenu) z napełniaczami i żywicami naturalnymi
i syntetycznymi. W produkcji obuwia, kleje topliwe powinny charakteryzować się
odpowiednimi właściwościami w zależności od wymagań, które stwarzają takie materiały, jak
skóra, tworzywa skóropodobne, gumy itp.
Przy ocenie klejów topliwych, poza lepkością i wytrzymałością na rozwarstwienie,
oznacza się wskaźnik płynięcia, temperaturę mięknięcia oraz stabilność termiczną.
Ważnym czynnikiem prawidłowego przebiegu klejenia jest temperatura kleju, która
zależy od rodzaju operacji.
1. Kleje na podstawie żywic poliamidowych.
Stosowane w obuwnictwie termoplastyczne żywice poliamidowe spełniają wszystkie
warunki stawiane klejom do łączenia elementów składowych wyrobów skórzanych.
Wykazują one wskaźnik płynięcia zapewniający szybkie wiązanie, niską lepkość w stanie
stopionym, co ułatwia ich stosowanie, i wysoką adhezję oraz odporność na wilgoć i tłuszcze.
Mogą być modyfikowane innymi żywicami termoplastycznymi, które poprawiają właściwości
adhezyjne i kohezyjne powłoki. Poza tym do termoplastycznych żywic poliamidowych dodaje
się napełniaczy, środków przeciwstarzeniowych i zmiękczaczy. Mieszanie tych składników
daje kleje o odpowiednich właściwościach.
2. Kleje topliwe z żywic poliamidowych wykazują dobrą odporność na podwyższone
i niskie temperatury, są nietoksyczne, odporne na rozcieńczone kwasy i węglowodory
alifatyczne.
3. Kleje na podstawie poliestrów stosuje się do łączenia skór sztucznych i naturalnych
wyprawionych, zawierających większą ilość tłuszczu. Wykazują wyższą temperaturę roboczą
topnienia od klejów poliamidowych, a w stanie stałym są bardziej elastyczne.
4. Kleje na podstawie kopolimerów etylenu z octanem winylu (OWE) zawierające 40 - 60%
octanu winylu wykorzystywane w postaci klejów produkuje się w USA pod nazwą Elvax.
Stosunek wyjściowych monomerów w poszczególnych rodzajach kleju może być różny,
podobnie jak ilość dodawanych innych żywic termoplastycznych, wosków, parafiny itp.
Poszczególne rodzaje klejów OWE różnią się temperaturą mięknięcia i wskaźnikiem
płynięcia. Dodatek żywic z grupy elastomerów poprawia elastyczność spoiny, natomiast
dodatek pigmentów nadaje barwę i wypełnia produkt.
Kleje nitrocelulozowe są bezbarwnymi lub przezroczystymi 17–21% roztworami
nitrocelulozy w rozpuszczalnikach organicznych, zawierają 2-3% zmiękczacza. Mogą być
modyfikowane żywicami naturalnymi lub syntetycznymi, poprawiającymi właściwości
i zwiększającymi przyczepność. Ze względu na słabe właściwości adhezyjne zastosowanie ich
jest ograniczone i ma charakter pomocniczy. Klej nitrocelulozowy pod nazwą Ago zalicza się
do najdawniej stosowanych w produkcji wyrobów skórzanych.
Krajowy klej nitrocelulozowy Butakol jest roztworem nitrocelulozy w mieszaninie
rozpuszczalników organicznych, o lepkości 130 - 320 s i suchej pozostałości 22 - 32%.
Kleje naturalne ze względu na pochodzenie dzielimy na kleje zwierzęce i kleje roślinne.
Są to produkty naturalne, które rozpuszczone w wodzie mają zdolność klejenia. Kleje te

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
stosowane dawniej w znacznym zakresie w produkcji wyrobów skórzanych w operacjach
pomocniczych, obecnie są wykorzystywane tylko w nieznacznym stopniu.
Najczęściej stosowanymi klejami zwierzęcymi są kleje skórne (rys.9) i kostne. Proces
produkcji polega na przemianie kolagenu będącego składnikiem skóry i kości na substancję
klejącą, noszącą nazwę glutyny, uzyskiwaną przez stopniowe podnoszenie temperatury
roztworu aż do wrzenia.
Klej te spotyka się w handlu w postaci tabliczek, łomu, perełek, łusek, proszku lub
galarety. Kleje te mają barwę od jasnożółtej do ciemnobrązowe przy czym ani barwa, ani też
stopień przejrzystości nie mogą być podstawą oceny ich jakości.
Rys. 9. Klej skórny w perełkach [23]
Kleje roślinne to, miedzy innymi tzw. klajstry, kleje dekstrynowe i kleje żywicowe.
Klajstry są to kleje powstające przez rozpuszczenie mąki żytniej, pszennej lub
ziemniaczanej w gorącej wodzie (mogą wystąpić również inne dodatki utrwalające bądź
konserwujące). Specyficznych "klajstrem" jest "klajster krochmalowy". Najlepszy otrzymuje
się z ryżu, zwykły z kartofli, a także z kasztana i pszenicy. Chcąc otrzymać klej bierze się na
1 część krochmalu 8-10 części wody. Mieszaninę stawia się na ogniu i mieszając, grzeje się
aż do wrzenia. Dla elastyczności można dodać gliceryny. Klajster krochmalowy łatwo
rozpuszcza się w wodzie. Jest jednak odporny na wilgoć. Na spoiwo nie nadaje się, gdyż jest
mało ciągliwy. Można to poprawić dodając oleju żywicznego. Krochmal taki staje się po
wyschnięciu nierozpuszczalny w wodzie.
Klej dekstrynowy
Dekstrynę (rys. 10) otrzymuje się ze skrobi przez jej hydrolizę. Na skalę przemysłową
mąkę ziemniaczaną miesza się z nieznaczną ilością kwasu solnego lub azotowego i ogrzewa
do temp. 150°C przy ciągłym mieszaniu. W zależności od stopnia rozkładu skrobi otrzymuje
się biały lub żółty produkt.
Dekstryna rozpuszcza się nie tylko w gorącej, lecz także w zimnej wodzie, dając gęsty,
kleisty, przezroczysty roztwór. Klej dekstrynowy dość szybko wiąże na zimno, jednak jego
zdolność klejenia zmniejsza się pod wpływem wilgoci i ciepła. Klej dekstrynowy, podobnie
jak i inne roślinne, jest obecnie czasem wykorzystywany w przemyśle skórzanym do
pomocniczych prac produkcyjnych w kaletnictwie.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 10. Dekstryna [12]
Żywiczne kleje pochodzą z żywicy drzew lub składników pochodzenia żywicznego
(kalafonia). Stosowane głównie do uszczelniania i impregnacji drewna (budowa statków),
produkcji papieru oraz np. w Japonii i Chinach do wytwarzania naczyń (laka).
Najpopularniejszym przykładem kleju żywicznego jest guma arabska (rys.11). Jest to
produktem wydzielany przez tropikalne akacje. Najlepszy gatunek pochodzi z akacji
senegalskich (Kordofan Gummi). Przechowywany jest w postaci bezbarwnych lub lekko
brązowych kawałków, które przed użyciem rozpuszcza się w zimnej wodzie. W celu
otrzymania kleju na jedną część gumy arabskiej bierze się dwie części gorącej wody, w której
ona się doskonale rozpuszcza. Po upływie jednego dnia klej jest gotowy do użytku.
Przechowuje się go przez długi czas bez środków konserwujących. Dla dodania elastyczności
do 100 części gumy arabskiej dodaje się 15 części gliceryny.
Rys. 11. Guma arabska [22]
Wszystkie produkty klejowe pochodzenia naturalnego w roztworach wodnych łatwo
ulegają gniciu i wymagają dodawania antyseptyków.
4.2.1.3. Zasady stosowania połączeń klejowych
Części składowe wyrobu skórzanego w zależności od rodzaju materiału mogą być
łączone w gotowy wyrób różnymi sposobami – za pomocą szycia, zgrzewania lub sklejania.
Do tej pory sklejanie stosowane jest w procesie produkcji jako czynność pomocnicza.
Rozróżniamy trzy rodzaje klejenia:

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
−
sklejanie płaszczyzn elementów wierzchnich i podszewkowych z papierem lub tekturą,
−
nanoszenie kleju na brzegi elementów przed zawijaniem,
−
wstępne sklejanie elementów (fastrygowanie) bezpośrednio przed szyciem.
Dobór klejów do poszczególnych operacji zależy od rodzaju produkowanego wyrobu,
surowców stosowanych do produkcji oraz rodzaju operacji.
Do produkcji drobnych wyrobów mogą być stosowane kleje o mniejszej sile sklejania,
takie jak kleje naturalne, np. klajstry. Wyroby o większych gabarytach mogą być klejone
klejami o większej wytrzymałości spoiny – np. klejami lateksowymi lub poliuretanowymi.
Podczas dobierania klejów należy również zwrócić uwagę na właściwości sklejanych
materiałów. Zastosowane kleje nie mogą oddziaływać chemicznie na elementy, powodować
odbarwienia lub zabarwienia materiałów. Bardzo ważne jest dostosowanie kleju do charakteru
chemicznego surowca.
Kleje kauczukowe mogą być stosowane do klejenia skóry, tkanin, papieru i tektury
ponieważ wykazują dobrą przyczepność do nich, a otrzymane połączenie jest elastyczne
i odporne na działanie wody.
Kleje polichloroprenowe mogą być stosowane do klejenia skór naturalnych i sztucznych
samych oraz z gumami, tkaninami i tekturą.
Kleje polioctanowe mogą być stosowane do prac pomocniczych przy łączeniu skór
naturalnych, tkanin powlekanych z papierem, kartonem czy skórami syntetycznymi.
Kleje poliuretanowe stosowane są do klejenia skóry, tworzyw skóropodobnych, tkanin
oraz pianki poliuretanowej.
4.2.1.4. Magazynowanie, transport i bezpieczeństwo stosowania klejów
Kleje należy przechowywać zgodnie z obowiązującymi przepisami z uwzględnieniem
właściwości toksycznych, fizykochemicznych, pożarowych kleju oraz rodzaju zastosowanego
opakowania. Pracownicy zatrudnieni przy pracach z klejami powinni:
−
być przeszkoleni w zakresie obchodzenia się z substancjami toksycznymi i palnymi,
−
być przeszkoleni w zakresie udzielania pierwszej pomocy w przypadku zatrucia, np.
oparami rozpuszczalników, jak również postępowania na wypadek pożaru.
Kleje powinny być przechowywane w magazynach zamkniętych lub wydzielonych
częściach budynków przeznaczonych do tego celu. Temperatura przechowywania zależy od
rodzaju kleju i powinna mieścić się w zakresie 0–30ºC. Szczegółowe warunki
magazynowania klejów zawarte są w normach.
Kleje w opakowaniach transportowych należy przewozić środkami transportu kolejowego,
drogowego i morskiego z zachowaniem odpowiednich środków ostrożności zgodnie
z postanowieniami zawartymi w odpowiednich przepisach transportowych. Szczególną uwagę
należy poświęcić transportowi klejów rozpuszczalnikowych, które klasyfikowane są jako
niebezpieczne w transporcie. Kleje powinny być przewożone w opakowaniach szczelnie
zamkniętych,
krytymi
środkami transportu, zabezpieczającymi przed opadami
atmosferycznymi i bezpośrednim działaniem promieni słonecznych.
Opakowania klejów powinny odpowiadać następującym wymaganiom ogólnym:
−
zabezpieczać produkt przed ujemnym wpływem otoczenia powodującym zmiany fizyczne
i ilościowe, np. odparowanie rozpuszczalnika, żelowanie, itp.,
−
wykazywać odpowiednią wytrzymałość mechaniczną zapewniającą bezpieczeństwo
w transporcie i magazynowaniu wykluczając zagrożenie pożarem, zanieczyszczenie
środowiska,
−
wykazywać odporność na oddziaływanie z zawartością opakowania,
−
zabezpieczać przed możliwością otwarcia bez pozostawienia wyraźnych śladów.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Kleje rozpuszczalnikowe zarówno polichloroprenowe, jak i poliuretanowe, zawierają
toksyczne i palne rozpuszczalniki. Praca z klejami rozpuszczalnikowymi wymaga ścisłego
przestrzegania przepisów bezpieczeństwa i higieny pracy ze względu na niebezpieczeństwo
pożaru i możliwości poważnego zatrucia organizmu.
Kleje poliuretanowe dwuskładnikowe mogą powodować schorzenia naskórka.
Stanowisko pracy powinno być zaopatrzone w wyciąg, a pracę należy wykonywać
w rękawicach ochronnych.
Ciągła praca z każdym klejem rozpuszczalnikowym jest dopuszczalna, jeśli stężenie par
rozpuszczalników nie przekracza najwyższych dopuszczalnych stężeń NDS (dla octanu etylu,
octanu butylu i benzyny 200 mg, toluenu 100 mg, acetonu 600mg a dla trójchloroetylenu,
tzw. tri - 50 mg w m
3
powietrza).
Zasadniczą trudność przy ocenie toksykologicznej poszczególnych klejów stanowi fakt,
że w skład większości klejów wchodzi kilka rozpuszczalników, które równocześnie powodują
narażenie ustroju ludzkiego na szereg trucizn. Jeżeli znane jest działanie toksyczne jednej
substancji, to nie zawsze można przewidzieć jakie działanie wywrą na ustrój stosowane
równocześnie.
Pracownik podczas pracy z klejami powinien być zaopatrzony w odzież roboczą i środki
ochrony osobistej. Stanowisko pracy szczególnie w przypadku stosowania klejów
rozpuszczalnikowych powinno być wyposażone w konieczne środki ochrony, np. wyciągi.
Pierwsza pomoc przy zatruciach rozpuszczalnikami polega na przeniesieniu zatrutego
z zanieczyszczonego pomieszczenia na świeże powietrze i wezwanie lekarza.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Z jakich składników składają się kleje?
2. Jakie właściwości charakteryzują kleje rozpuszczalnikowe?
3. Jakie są rodzaje klejów rozpuszczalnikowych?
4. Czym charakteryzują się kleje poliuretanowe?
5. Czym charakteryzują się kleje lateksowe?
6. Jakie są rodzaje klejów lateksowych?
7. Czym charakteryzują się kleje topliwe?
8. Jakie są rodzaje klejów topliwych?
9. Jakie są kleje nitrocelulozowe?
10. Jakie kleje naturalne stosowane są w produkcji wyrobów skórzanych?
11. Jak dokonuje się doboru kleju w produkcji wyrobów skórzanych?
12. Jakie są podstawowe warunki bezpiecznej pracy przy stosowaniu klejów?
4.2.3. Ćwiczenia
Ćwiczenie 1
Rozpoznawanie rodzajów klejów stosowanych w produkcji wyrobów skórzanych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania,
2) przedstawić plan działania,
3) dokonać oceny organoleptycznej próbek klejów,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4) zapisać wyniki oceny w przygotowanej uprzednio tabeli,
5) na podstawie dokonanej oceny rozpoznać rodzaje przedstawionych klejów.
Wyposażenie stanowiska pracy:
– próbki klejów – po 6 dla ucznia,
– zeszyt,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 2
Przygotowanie kleju rozpuszczalnikowego do prowadzenia procesu klejenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy do wykonania oznaczeń,
3) przedstawić plan działania,
4) pobrać próbkę kleju rozpuszczalnikowego,
5) na podstawie konsystencji kleju określić jego przydatność do prowadzenia procesu
klejenia,
6) doprowadzić klej do konsystencji stosowanej podczas klejenia,
7) zapisać w zeszycie sposób przygotowania kleju do prowadzenia procesu klejenia.
Wyposażenie stanowiska pracy:
– klej rozpuszczalnikowy,
– rozpuszczalnik do kleju,
– pojemnik na klej,
– zlewka na rozpuszczalnik,
– mieszadło do mieszania kleju,
– pędzel do nanoszenia kleju,
– próbki materiałów do nanoszenia kleju,
– literatura z rozdziału 6.
Ćwiczenie 3
Przygotowanie kleju lateksowego do prowadzenia procesu klejenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy do wykonania oznaczeń,
3) przedstawić plan działania,
4) pobrać próbkę kleju lateksowego,
5) na podstawie konsystencji kleju określić jego przydatność do prowadzenia procesu
klejenia,
6) doprowadzić klej do konsystencji stosowanej podczas klejenia,
7) zapisać w zeszycie sposób przygotowania kleju do prowadzenia procesu klejenia.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Wyposażenie stanowiska pracy:
– klej lateksowy,
– pojemnik na klej,
– zlewka na wodę,
– mieszadło do mieszania kleju,
– literatura z rozdziału 6.
Ćwiczenie 4
Przygotowanie klajstru.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy do wykonania oznaczeń,
3) odważyć potrzebną ilość mąki,
4) odmierzyć potrzebną ilość wody,
5) wymieszać mąkę z wodą,
6) podgrzać mieszaninę do wrzenia stale mieszając,
7) ostudzić przygotowany klajster.
Wyposażenie stanowiska pracy:
– mąka pszenna, żytnia lub ziemniaczana,
– woda,
– naczynie do przygotowania kleju,
– kuchenka elektryczna lub palnik gazowy i siatka,
– mieszadło,
– waga techniczna,
– cylinder miarowy 1000cm
3
,
– literatura z rozdziału 6.
Ćwiczenie 5
Dobieranie rodzaju kleju do wykonania klejenia elementów wyrobów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy do wykonania oznaczeń,
3) przedstawić plan działania,
4) zapoznać się z próbkami klejów,
5) zapoznać się z elementami wyrobów przeznaczonych do klejenia,
6) dobrać klej do wykonania poszczególnych klejeń,,
7) zapisać w tabeli dobór klejów do klejenia poszczególnych elementów.
Wyposażenie stanowiska pracy:
– klej lateksowy,
– pojemnik na klej,
– zlewka na wodę,
– mieszadło do mieszania kleju,
– literatura z rozdziału 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować składniki klejów?
¨
¨
2) rozpoznać i scharakteryzować klej rozpuszczalnikowy?
¨
¨
3) rozpoznać i scharakteryzować klej lateksowy?
¨
¨
4) rozpoznać i scharakteryzować klej topliwy?
¨
¨
5) rozpoznać i scharakteryzować klej naturalny?
¨
¨
6) dokonać pomiaru lepkości kleju za pomocą Kubka Forda?
¨
¨
7) dobrać klej do wykonania określonej czynności produkcyjnej?
¨
¨
8) dobrać rodzaj kleju do rodzaju sklejanego materiału?
¨
¨

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań dotyczących rozpoznawania i charakteryzowania rodzajów skór
surowych. Wszystkie pytania są pytaniami wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
– w pytaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić
odpowiedź prawidłową).
6. Odpowiedzi udzielaj samodzielnie, bo tylko wtedy będziesz miał satysfakcję
z wykonanego zadania.
7. Trudności mogą przysporzyć Ci pytania: 3, 4, 6, 10 i 19 gdyż są one na poziomie
trudniejszym niż pozostałe.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 45 min.
Powodzenia
Materiały dla ucznia:
–
instrukcja,
–
zestaw zadań testowych,
–
karta odpowiedzi.
ZESTAW ZADAŃ TESTOWYCH
1. Podstawową wadą łączenia elementów wyrobu przez klejenie za pomocą kleju
rozpuszczalnikowego jest
a) słaba szczelność połączeń.
b) niemożliwość łączenia ze sobą różnych materiałów.
c) obecność w składzie kleju rozpuszczalników organicznych.
d) skomplikowana technologia wykonywania klejenia.
2. Woda jako rozpuszczalnik jest stosowana w klejach
a) poliuretanowych.
b) topliwych.
c) z polioctanu winylu.
d) z kauczuku chloroprenowego.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
3. Spoina klejowa z klejów stosowanych w produkcji wyrobów skórzanych powinna
charakteryzować się przede wszystkim
a) odpornością na niskie i wysokie temperatury.
b) niepalnością.
c) dużą odpornością chemiczną.
d) elastycznością.
4. Pomiaru lepkości kleju dokonuje się za pomocą
a) Kubka Forda.
b) higrometru.
c) areometru.
d) termometru.
5. Właściwość zwana kohezją to
a) przyczepność kleju do sklejanych materiałów.
b) rozpuszczalność kleju.
c) spoistość wewnętrzna kleju.
d) twardość kleju.
6. Podczas klejenia materiałów porowatych klej musi charakteryzować się
a) łatwością wnikania do wnętrza materiału.
b) dużą suchą pozostałością.
c) wysoką lepkością.
d) dużą kohezją.
7. Przy klejeniu materiałów nieporowatych decydujące znaczenie ma
a) kohezja.
b) adhezja.
c) lepkość.
d) sucha pozostałość.
8. Badanie właściwości klejów topliwych prowadzi się przez oznaczenie między innymi
a) lepkości.
b) twardości.
c) temperatury mięknięcia.
d) suchej pozostałości.
9. Kleje kauczukowe zaliczamy do klejów
a) topliwych.
b) rozpuszczalnikowych.
c) emulsyjnych.
d) poliuretanowych.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
10. W tabeli przedstawiono temperatury wrzenia rozpuszczalników stosowanych do
rozcieńczania klejów.
Rodzaj rozpuszczalnika
Temperatura
wrzenia w °C
Benzyna
80 – 120
Aceton
55 – 57
Octan etylu
74 – 80
Octan butylu
120 – 130
Alkohol etylowy
78
W celu wydłużenia czasu odparowania rozpuszczalnika należy klej rozcieńczyć
dolewając odpowiednią ilość
a) octanu butylu.
b) octanu etylu.
c) acetonu.
d) alkoholu etylowego.
11. Kleje neoprenowe są roztworami
a) kauczuku naturalnego w wodzie.
b) kauczuku chloroprenowego w wodzie.
c) kauczuku naturalnego w rozpuszczalnikach organicznych.
d) kauczuku chloroprenowego w rozpuszczalnikach organicznych.
12. Przygotowanie do pracy kleju poliuretanowego dwuskładnikowego polega na
a) wymieszaniu substancji wiążącej z rozpuszczalnikiem.
b) wymieszaniu żywicy z wodą.
c) wymieszaniu utwardzacza z wodą.
d) wymieszaniu żywicy z utwardzaczem.
13. NDS rozpuszczalników w pomieszczeniu pracy określa się w
a) g/dm
3
.
b) mg/m
3
.
c) g/m
3
.
d) kg/m
3
.
14. W klejach emulsyjnych z octanu winylu jako rozpuszczalnik stosuje się
a) wodę.
b) aceton.
c) benzynę.
d) octan etylu.
15. Kleje topliwe zawierają w swoim składzie polimery i kopolimery
a) termoutwardzalne.
b) chemoutwardzalne.
c) termoplastyczne.
d) rozpuszczalne.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
16. Podstawowymi surowcami do produkcji klejów topliwych są
a) kauczuki butadienowe.
b) kauczuki nitrylowe .
c) żywice naturalne.
d) żywice poliamidowe.
17. W skład kleju nitrocelulozowego wchodzą nitroceluloza oraz
a) woda.
b) woda i rozpuszczalniki organiczne.
c) rozpuszczalniki organiczne i zmiękczacze.
d) woda, rozpuszczalniki organiczne i zmiękczacze.
18. Zdjęcie przedstawia kleje
a) skórne.
b) topliwe.
c) emulsyjne.
d) kauczukowe.
19. Główną wadą klejów naturalnych jest
a) mała odporność na wodę i uleganie gniciu.
b) mała odporność na rozpuszczalniki organiczne.
c) duża odporność na wodę.
d) uleganie gniciu.
20. Na dobór kleju do produkcji wyrobów skórzanych ma wpływ
a) pora roku.
b) temperatura w hali produkcyjnej.
c) wilgotność w hali produkcyjnej.
d) rodzaj produkowanego wyrobu.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Dobieranie klejów stosowanych w produkcji wyrobów skórzanych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punktacja
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
6. LITERATURA
1. Cagle Ch. W.: Kleje i klejenie. Poradnik Inżyniera i technika. WNT, Warszawa 1977
2. Christ J. W.: Kaletnictwo. WSiP, Warszawa 1987
3. Miernik A., Śmiechowski K., Wiśnios E.: Połączenia szyte i klejone w technologii
obuwia. Wydawnictwo Politechniki Radomskiej, Radom 2006
4. Persz T.: Analiza techniczna w przemyśle skórzanym. WPLiS, Warszawa 1967
5. Persz T.: Materiałoznawstwo dla techników przemysłu skórzanego. WSiP, Warszawa
1992
6. praca zbiorowa (red. Kłopotowski J.): Bezpieczeństwo i higiena pracy w przemyśle
skórzanym. Stowarzyszenie Włókienników Polskich, Łódź 1975
7. Prawdzińska L., Zygmund H.: Kleje – informator. Biuro wydawnicze „Chemia”,
Warszawa 1979
8. Wojtkun F., Sołncew J.P.: Materiałoznawstwo. Wydawnictwo Politechniki Radomskiej,
Radom 1999
9. Zenkteler M.: Kleje i klejenie drewna. Wydawnictwo Akademii Rolniczej, Poznań 1996
10. Wybór norm
11. http://pl.wikipedia.org/wiki/Grafika:Klej.svg
12. http://strzaly.pl/sklep/images/pirotechnika/dekstryna.jpg
13. http://www.aned.biz.pl/produkty_ko.html#bottom
14. http://www.bykgardner.com/html/byk/brookfield-viscometers.htm
15. http://www.kleje.com.pl/gielda/gielda.asp?oferty=&kat=3&kat2=23&kat3=&dzial=&ID
{kind=link}
{kind=link}
=197
16. http://www.klimatest.com/katalog/pokaz/Pomiar%20lepko&%23347%3Bci/Thwing-
Albert%20Europe
17. http://www.presklej.pl
18. http://www.przemaluj.pl/_images/xs.jpg
19. http://www.swistak.pl/aukcje/1673573,Klej-BUTAPREN-klei-obuwie-drewno-tkaniny-
{kind=link}
0-8-kg.html
20. http://www.tito.pl/?lng=pl&id=2&sub=kleje
21. http://www.tworzywa.pwr.wroc.pl/index.php?co=klej01
22. http://www.zlotoplatkowe.com.pl/shop/images/gum_arabica.jpg
23. http://www.zlotoplatkowe.com.pl/shop/images/pearl_glue.jpg
24. www.bochemia.com.pl/kleje4.html
{kind=link}
{kind=link}
Wyszukiwarka
Podobne podstrony:
05 Dobieranie klejów stosowanych w produkcji
05 Komunikacja aplikacji z ser Nieznany
05 rozdzial 04 nzig3du5fdy5tkt5 Nieznany (2)
Ocena bezpieczenstwa stosowania Nieznany
Lab 05 Obliczenia w C id 257534 Nieznany
05 Elewacje A1id 5681 Nieznany (2)
05 Pielegnowanie konczyn dolnyc Nieznany (2)
09 Dobieranie materialow odziez Nieznany (2)
Dobieranie materiałów stosowanych w układach konstrukcyjnych pojazdów samochodowych
Dz U 05 39 372 stosowanie substancji niebezpiecznych i preparatów niebezpiecznych
7 05 2013 grammaire contrastive Nieznany (2)
05 Wykonywanie zabiegow agrotec Nieznany (2)
05 Sporzadzanie rysunku technic Nieznany
ei 2005 05 s022 id 154158 Nieznany
cw 05 instrukcja id 121376 Nieznany
2007 05 14 praid 25651 Nieznany
80 Nw 05 Podwodna fotografia id Nieznany
Korzysci wynikajace ze stosowan Nieznany
więcej podobnych podstron