
7
Obróbka cieplna
Obróbka cieplna ma decyduj¹cy wp³ywa na wydajnoœæ narzêdzia. Jednak¿e nie
jest mo¿liwe w tym miejscu dok³adne opisanie poszczególnych aspektów
obróbki cieplnej wszystkich rodzajów narzêdzi. Ograniczymy siê wiêc do
wskazówek odnosz¹cych siê do najwa¿niejszych rodzajów obróbki cieplnej. W
indywidualnych przypadkach prosimy o kontakt z naszym dzia³em jakoœci.
Stale narzêdziowe hartowane wskroœnie
Poni¿sze przedstawienie w formie wykresów czas/temperatura (1), (2) i (3)
ukazuje schematycznie przebieg obróbki cieplnej stali hartowanych.
Azotowanie jest stosowane w niektórych przypadkach przy stalach, których
temperatura odpuszczania jest wy¿sza od temperatury azotowania (w
przeciwnym wypadku materia³ traci twardoœæ/wytrzyma³oœæ pierwotn¹).
Odprê¿anie
Z regu³y stale narzêdziowe s¹ dostarczane w wersji wy¿arzonej; dalsza obróbka
odbywa siê u u¿ytkownika b¹dŸ w narzêdziowniach. Obróbka ta powoduje
powstawanie wewnêtrznych naprê¿eñ w stali, które przy nagrzewaniu do
temperatury hartowania s¹ uwalniane i powoduj¹ miêdzy innymi zmiany
wymiarów. Dlatego te¿ narzêdzia, wobec których istniej¹ wysokie wymagania
dotycz¹ce zachowania wymiarów, po obróbce wstêpnej kszta³towej (przed
ostateczna obróbk¹ do hartowania) powinny zostaæ odprê¿one.
Temperatura:
600-650°C
Czas wygrzewania:
co najmniej 2 h lub 1 h na ka¿de 50 mm gruboœci
Sch³adzanie: w
piecu
Podgrzewanie wstêpne do hartowania
Im bardziej wysokostopowa jest stal, tym mniejsza jest jej przewodnoϾ
cieplna. Dlatego narzêdzia ze œrednio i wysokostopowych stali musz¹ byæ
podgrzewane powoli i ostro¿nie. Niewystarczaj¹ce podgrzanie wstêpne
powoduje du¿y spadek temperatury od powierzchni do rdzenia elementu oraz
...

8
naprê¿enia cieplne, które mog¹ skutkowaæ wypaczeniem a nawet w pewnych
warunkach pêkniêciami.
W praktyce sprawdzi³o siê stopniowe podgrzewanie.
Podgrzewanie wstêpne, stopieñ 1
Temperatura:
400°C
Czas wygrzewania:
1 min na 1 mm gruboœci
Podgrzewanie wstêpne, stopieñ 2
Temperatura:
650°C
Czas wygrzewania: ½ min na 1 mm gruboúci
Podgrzewanie wstêpne, stopieñ 3
(tylko przy temperaturach hartowania powy¿ej 850°C)
Temperatura:
850°C
Czas wygrzewania: ½ min na 1 mm gruboúci
Austenityzacja (utrzymywanie w temperaturze hartowania)
Temperatury hartowania podawane przez dostawców powinny byæ
bezwzglêdnie zachowane. Zbyt niska temperatura hartowania powoduje
niedostateczny wzrost twardoœci, zbyt wysoka z kolei powoduje pojawienie siê
kruchoœci, wzrost ziarna, niebezpieczeñstwo pêkniêæ itd. Powy¿sze dotyczy
tak¿e czasu wygrzewania. Jako orientacyjne wartoœci przybli¿one mo¿na podaæ
nastêpuj¹ce czasy wygrzewania:
0,5 min na 1 mm gruboœci dla stali na narzêdzia do pracy na gor¹co
1,0 min na 1 mm gruboœci dla œredniostopowych stali narzêdziowych
1,5 min na 1 mm gruboœci dl 12% stali chromowych
Hartowanie
Nale¿y koniecznie stosowaæ media sch³adzaj¹ce: olej, powietrze,
k¹piel gor¹ca lub pró¿nia azotowa, przewidziane dla danego rodzaju
stali. Ze wzglêdu na wypaczenia zaleca siê stosowanie najdelikatniejszego
9
œrodka sch³adzaj¹cego oraz przeprowadzenie sch³adzania poœredniego przy
900°C dla stali o temperaturach hartowania powy¿ej 900°C.
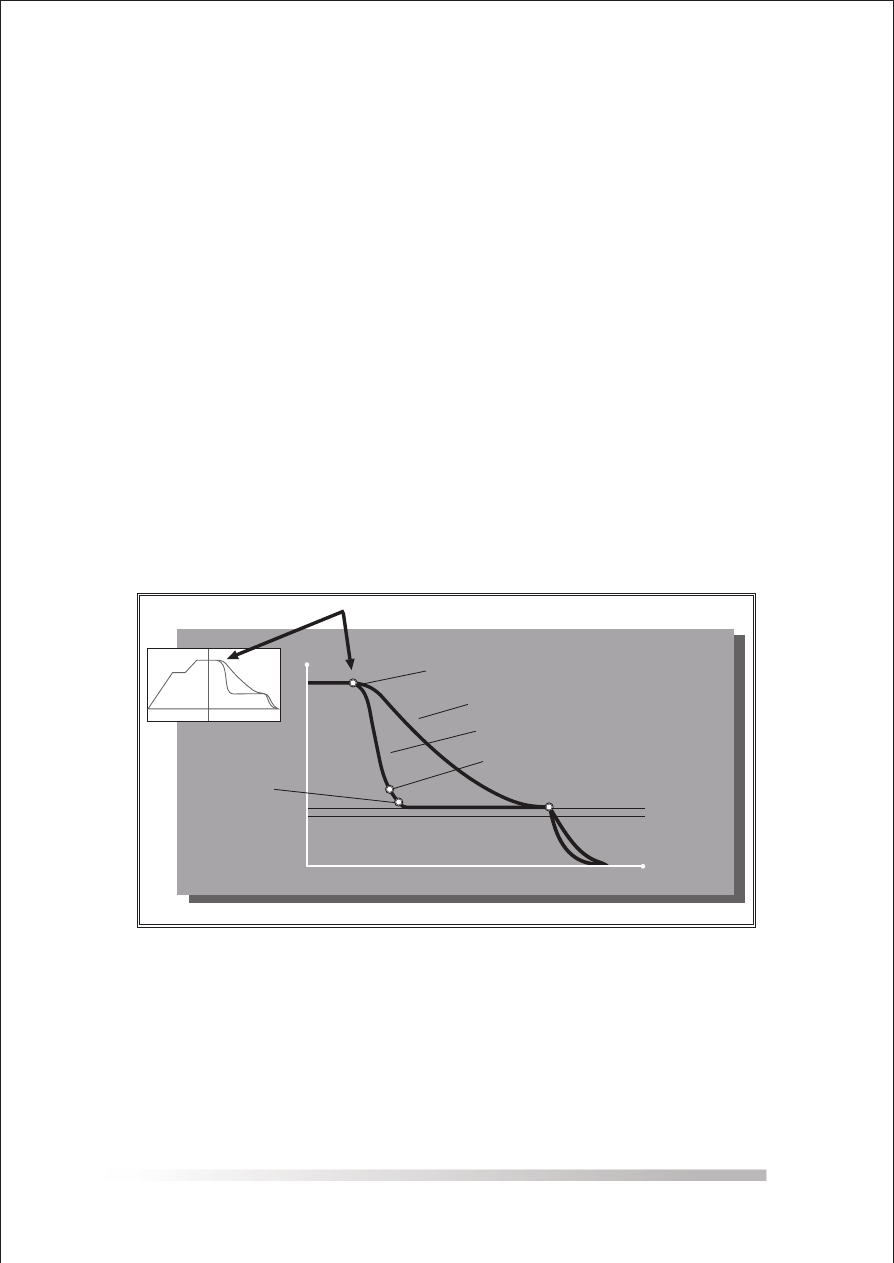
Ze wzglêdu na niebezpieczeñstwo powstania pêkniêæ naprê¿eniowych nale¿y
unikaæ sch³odzenia narzêdzi do temperatury pomieszczenia. Tak¿e przy
hartowaniu w pró¿ni za pomoc¹ sch³adzania azotem nale¿y w
szczególnoœci dla stali na narzêdzia do pracy na gor¹co przewidzieæ
symulacjê k¹pieli gor¹cej (patrz szkic). Zazwyczaj przeprowadza siê
sch³adzanie do ok. 150°C. Nastêpnie przy temperaturze ok. 100-150°C
nastêpuje proces wyrównania maj¹cy na celu zniwelowanie ró¿nic temperatur i
struktury miêdzy powierzchni¹ a rdzeniem.
Punkt prze³¹czenia
z „wolny bieg“
na „podgrzewanie
konwekcyjne”
te
m
p
e
ra
tu
ra
max. ciœnienie gazu sch³adzaj¹cego
temperatura rdzenia
temperatura powierzchni
min. ciœnienie gazu sch³adzaj¹cego
koniec symulacji k¹pieli gor¹cej
powy¿ej MS
Ms
czas
SYMULACJA K¥PIELI GOR¥CEJ
w pró¿niowym piecu
do hartowania dla stali na narzêdzia do pracy na gor¹co.
10
Odpuszczanie
Odpuszczanie nastêpuje bezpoœrednio po hartowaniu. Jego celem jest
usuniêcie naprê¿eñ powsta³ych w czasie hartowania oraz zniwelowanie czêsto
zbyt wysokiej twardoœci po sch³odzeniu na korzyœæ odpornoœci na obci¹¿enia
dynamiczne.
Temperaturê odpuszczania w zale¿noœci od ¿¹danej twardoœci nale¿y dobraæ wg
odpowiedniego wykresu odpuszczania.
Czas odpuszczania
1 godzina na ka¿de 25 mm gruboœci, nie mniej ni¿ 2 godziny
Sch³adzanie po odpuszczaniu odbywa siê na powietrzu.
Azotowanie (obróbka gazowa lub Tenifer/Tuffride)
Azotowanie wyd³u¿a ¿ywotnoœæ narzêdzia. Powstaj¹ nastêpuj¹ce zalety:
podwy¿szona odpornoœæ na zu¿ycie
zmniejszone niebezpieczeñstwo powstania pêkniêæ termicznych
zmniejszenie sk³onnoœci do klejenia siê
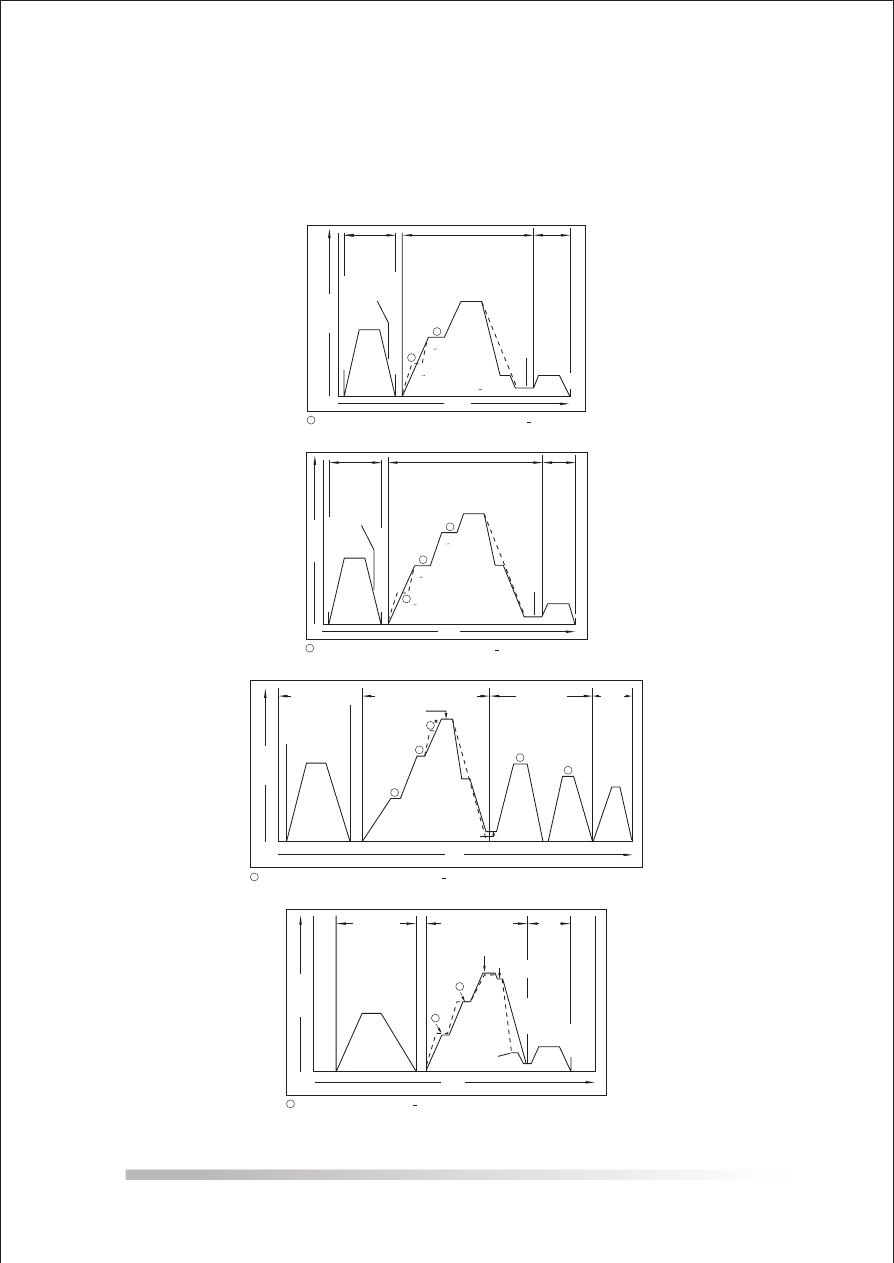
Stale do nawêglania
W praktyce stale te s¹ poddawane hartowaniu bezpoœredniemu z pieca wykres
czasu/temperatury (4).
Aby unikn¹æ przewêglenia (powoduje ono niewystarczaj¹cy przyrost twardoœci
oraz skrzywienie hartownicze), nale¿y zwracaæ uwagê na stosowanie
odpowiednich karburyzatorów.
Podczas hartowania stali nie jest mo¿liwe idealne, ca³kowite zachowanie ich
wymiarów. Przekszta³cenie struktury (ze struktury stanu wy¿arzonego do
struktury po zahartowaniu) oznacza powiêkszenie objêtoœci, która poprzez
nastêpuj¹ce póŸniej odpuszczanie jest ponownie redukowana lecz nie jest
przywracana do stanu wy¿arzonego.
Aby podczas hartowania wyst¹pi³y mo¿liwie najmniejsze zmiany formy, nale¿y
pamiêtaæ o nastêpuj¹cych sprawach:
a) Uwzglêdnienie przebiegu w³ókien; zmiana wymiarów jest wiêksza w kierunku
przebiegu w³ókien

11
a) Po ust¹pieniu naprê¿enia g³ównego nale¿y usun¹æ naprê¿enia zwi¹zane z
obróbka w drodze odprê¿ania lub co stosuje siê czasami w stalach do
nawêglania poprzez wstêpne ulepszenie cieplne.
b) Staranne hartowanie: dobre u³o¿enie w piecu hartowniczym, powolne i
równomierne podgrzewanie do temperatury hartowania (ew. stopnie
podgrzewania wstêpnego).
Stosowanie najdelikatniejszego, dopuszczalnego dla danej jakoœci stali,
œrodka sch³adzaj¹cego. Sprawdzi³o siê hartowanie w k¹pieli gor¹cej i pró¿ni
jako symulacja k¹pieli gor¹cej dla stali na narzêdzia do pracy na gor¹co.
Strefa krawêdzi i przejœciowa
po prawid³owym
utwardzeniu dyfuzyjnym
po utwardzeniu dyfuzyjnym
z przewêgleniem
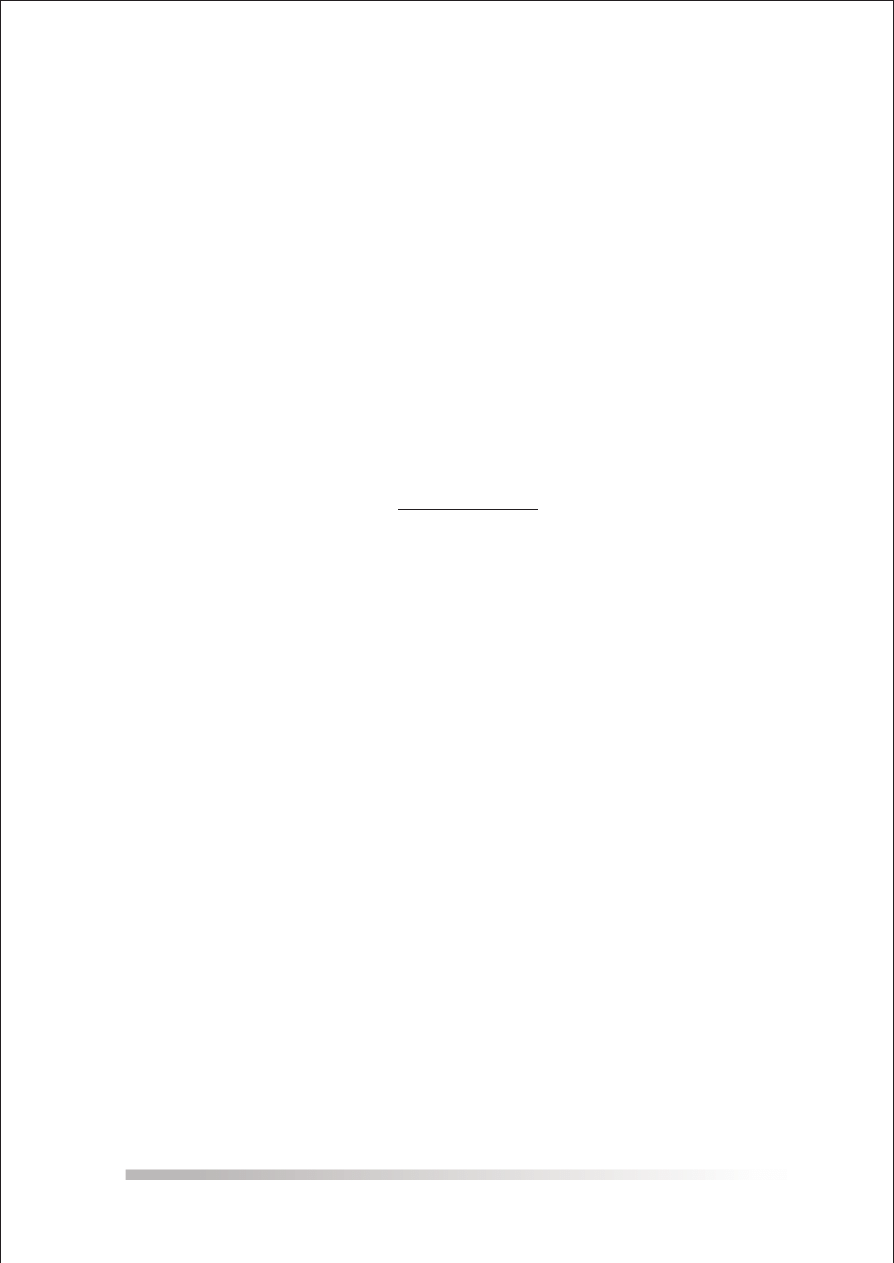
Wykresy czas/temperatura ukazuj¹ schematycznie przebieg obróbki cieplnej
stali hartowanych w podziale na grupy stali i temperatury austenityzacji.
12
te
m
p
e
ra
tu
ra
o
b
ró
b
k
a
w
s
tê
p
n
a
1
1
Wykres dla stali na narzêdzia do pracy na gor¹co i zimno 900°C
powolne
sch³adzanie
w piecu
600-650°C
odprê¿anie
nagrzewanie, austenizacja, sch³adzanie
odpuszczanie
o
b
ró
b
k
a
k
o
ñ
c
o
w
a
n
e
p
r
w
a
st
o
p
i
o
d
g
ze
a
n
i
w
t
n
o
s
ê
p
e
g
temperatura
hartowania
30 sec/mm
650°C
30 sec/mm
400°C
powietrze
olej
woda
te
m
p
e
ra
tu
ra
w
y
ró
w
n
a
n
ia
1
h
/1
m
m
czas
k¹piel gor¹ca
200°C
odpuszczanie
1h/25 min
p
o
w
ie
tr
z
e
>
1
2
1
2
3
2
Wykres dla stali na narzêdzia do pracy na zimno 900°C
>
te
m
p
e
ra
tu
ra
o
b
ró
b
k
a
w
s
tê
p
n
a
powolne
sch³adzanie
w piecu
600-650°C
odprê¿anie
nagrzewanie, austenizacja, sch³adzanie
odpuszczanie
o
b
ró
b
k
a
k
o
ñ
c
o
w
a
30 sec/mm
400°C
30 sec/mm
650°C
60 sec/mm
800°C
temperatura
hartowania
powietrze
olej
te
m
p
e
ra
tu
ra
w
y
ró
w
n
a
n
ia
1
h
/1
m
m
czas
k¹piel gor¹ca
500 - 600°C
odpuszczanie
1h/25 min
p
o
w
ie
tr
z
e
1
2
3
1
2
te
m
p
e
ra
tu
ra
3
Wykres dla stali na narzêdzia do pracy na gor¹co 900°C
>
obróbka wstêpna
o
b
ró
b
k
a
w
s
tê
p
n
a
600 - 700°C
i
z
e
w
y
jœ
c
e
p
ic
a
o
b
ró
b
k
a
k
o
ñ
c
o
w
a
d
o
h
a
rt
o
w
a
n
ia
nagrzewanie, austenizacja, sch³adzanie
temperatura
hartowania
odpuszczanie
azotowanie
³
e
m
s
c
h
a
d
z
a
n
ie
p
o
w
i
trz
e
s
c
a
p
o
ie
te
m
h
³a
d
z
n
ie
w
rz
dla temperatur hartowania powy¿ej 850°C
czas
4
Wykres dla stali do nawêglania 930°C
>
te
m
p
e
ra
tu
ra
o
b
ró
b
k
a
w
s
tê
p
n
a
odprê¿anie
c
yjœ
cie
z
p
i
a
w
e
1
2
o
b
ró
b
k
a
k
o
ñ
c
o
w
a
d
o
h
a
rt
o
w
a
n
ia
nawêglanie z hartowaniem
bezpoœrednio z pieca
nawêglanie (karburyzacja)
st
oi
e
d
g
r
e
w
a
n
i
p
np
o
z
a
w
tê
p
e
g
o
s
n
temperatura
hartowania
c
³o
d
z
e
n
ie
h
o
le
je
/p
o
w
ie
trz
e
m
m
hartowanie
w k¹pieli gor¹cej
odpuszczanie
ch
³o
d
ze
n
ie
p
o
ie
trz
m
w
e
o
b
ró
b
k
a
k
o
ñ
c
o
w
a
czas
Document Outline
Wyszukiwarka
Podobne podstrony:
Hartowanie stali
Hartowność stali
HARTOWANIE STALI
ćw12 - Wyżarzanie i hartowanie stali, Wstępy na materiałoznawstwo
Materiały od prowadzącego, Hartowność stali, HARTOWNOŚĆ STALI
Materiały od prowadzącego, Hartowność stali, HARTOWNOŚĆ STALI
Badanie hartownosci stali id 77 Nieznany (2)
sprawozdanie z metali-hartowność stali konstrukcyjnyc, nauka, zdrowie, materiałoznawstwo, Metaloznas
HARTOWNOŚĆ STALI, Materiałoznawstwo I i II
hartownosc stali
7 Sprawozdanie Cwiczenie 7 Hartownosc Stali
Projekt-z-hartowania-stali-1, MBM PWr W10, II stopień, projektowanie materiałów inżynierskich
Hartowanie stali.tel, Politechnika Lubelska, semestr 1, Inżynieria Materiałowa
Co to jest hartowność stali i krytyczna prędkość chłodzenia, nauka, zdrowie, materiałoznawstwo, Obr
Pytania na wejÂciˇwke z hartowania stali, PW Transport, Materiałoznastwo I
C7- Hartowność stali-finał, PWSZ Nowy Sącz, II semestr, NAUKA O MATERIAŁACH, ćw7-ćwiczenia
więcej podobnych podstron