1.Zalety i możliwości WMP:
WMP znajduje coraz szersze zastosowanie w przemyśle w procesach kontroli wymiarowej przedmiotów o różnej konfiguracji przestrzennej. Umożliwią wyznaczenie wymiarów, przestrzennie ukształtowanych części maszyn, ze stosunkowo duża dokładnością. Charakteryzuje się procedurami pomiarowymi opartymi na wartościach współrzędnych lokalizowanych punktów pomiarowych, które są podstawą wyznaczania wszystkich geometrycznych figur, z których składa się element maszyny. Zaletą jest krótszy czas pomiar w stosunku do metod klasycznych. Duża dokładność pomiaru.
2.Budowa WMP:
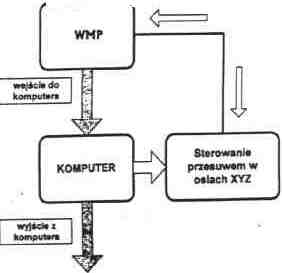
Każda WMP składa się z kilku zasadniczych zespołów: głowicy pomiarowej(sondy), zespołu pomiarowego wraz z układem wskazującym, zespołu nośnego(mechanicznego). Zespołami uzupełniającymi podstawową konfiguracje maszyny mogą być: układ przetwarzania danych pomiarowych(komputer z oprogramowaniem), układy odpowiedzialne za napęd i sterowanie przemieszczeniami zespołów ruchomych.
3.Rodzaje WMP:
W zależności od zakresu pomiarowego, dokładności i obszaru zastosowania obecnie wytwarzanych jest kilka rodzajów WMP. Głównym kryterium podziału stał się sposób rozwiązania układu prowadnic. Można zatem wyróżnić 4 podstawowe rodzaje konstrukcji WMP: portalowe, mostowe, wysięgnikowe, kolumnowe. Każdy z wymienionych rodzajów maszyn może mieć różne szczegółowe rozwiązania mechaniczne układów przemieszczeń np. ruchomy portal, ruchomy stół itp. Różnice konstrukcyjne wiążą się z zakresem pomiarowym. Wysięgnikowe (0,2-0,7m),kolumnowe (0,3-3m), portalowe (0,7-1,6), mostowe(2-16m).
4.Schemat pomiaru i algorytm postępowania podczas pomiarów WMP.
Zbieranie punktów-Wyznaczanie zastępczych elementów-Obliczanie cech wymiarów-Porównanie z rys konstr odchylki.
5.Zastępcze elementy geometryczne i ich parametryzacja.
Dzielimy je na płaskie(prosta, okrąg, punkt) i przestrzenne(płaszczyzna, sfera, walec, stożek, torus). W czasie wyznaczania elementu zastępczego realizowana jest kompensacja promieniowa końcówki trzpienia pomiarowego oraz temp. Pomiarowa minimalna liczba punktów jest taka, aby wpływ najmniejszej odchyłki kształtu na wynik pomiaru był nieistotny. Prosta-3, płaszczyzna-4, okrąg-4, kula-6, sfera-6, wales-8, stożek-12, torus-12.
Matematyczna minimalna liczba punktów wynika z liczby stopni swobody, jaką ma element.
Elementy geometryczne def. są:punkt(przez współrzędne x,y,z), prosta(poprzez 1 z jej punktów i kosinusy kierunkowe wektora równoległego), okrąg(przez środek okręgu i wartość promienia lub średnicy), płaszczyzna(przez 1 z jej punktów i cosinusy kierunkowe wektora normalnego),stożek(przez oś, wierzchołek i wartość kąta stożka),walec(oś walca(prosta)i wartość promienia) kula(przez środek kuli i wartość promienia lub średnicy.
6 wyznaczanie elementów zastępczych.
Elementy gemoetr płaskie: prosta okrąg punkt, przestrzenne: sfera, walec, stożek, torus. W czasie wyznaczania elementów zastępczego realizowana jest kompensacja promieniowa końcówki trzpienia pomiarowego oraz temp.
Kryteria najlepszego zastosowania: -elementy zastępcze średnie, - elementy wg Czybyszewa, - elementy przylegające do wałka, lub otworu
7. Przykłady typowych procedur pomiarowych.
Punkt: P(x,y,z)
Prosta Σxi =0, Σyi =0, Σzi =0; di= (r(r*xi)-xi) wektory; f(rx, ry, rz)= ![]()
![]()
; r2=rx2+ry2+rz2=1
Płaszczyzna n(x-a)=0 wektory; n=1wektor; Σxi =0, Σyi =0, Σxi =0, di=uxi; f(rx,ry,rz)
Okrąg (x-m)wektory=r; wektory (x-mx)2+(y-my)2=r2 X-wektor wodzący punktu okręgu, m-wektor wodzący środka okręgu, r promień di=/xi-m/-r
Kula di=/xi-m/-r; di=![]()
; f(mx,my,r)= ![]()
; g=graf (f)=0; ![]()
zamiast r: mz,my,x
8. Źródła błędów:
-błędy układów prowadnic (luzy, tarcie); - niedokładność układów pomiarowych i błędy ich położenia; - procedury pomiarowe i obliczeniowe i wynikający z nich sofrware; -strategia pomiaru; właściwości mechaniczne oraz stan powierzchni. U=A+KL, Stała A zależy od dokładności urządzeń i czynników procesu pomiarowego(błędy przypadkowe). Stała K zależy od długookresowych błędów wzorca deformacji układu odniesienia w czasie (błędy stałe, systematyczne).
10 Metody analityczne atestacji maszyn Metody analityczne umożliwiają wykrycie geometrycznych błędów współrzędnościowych maszyn pomiarowych poprzez wyznaczenie błędów pozycjonowania, odchyłek prostoliniowości i prostopadłości prowadnic oraz tzw. niedokładności pomiaru długości.
Badane są też błędy skręcania się osi podczas przesuwu tzw. błędy rotacyjne. W maszynach wyposażonych w pomiarowy stół obrotowy powinno sprawdzać się błędy kątowego pozycjonowania i odchyłki od nominalnej osi obrotu stołu oraz przestrzenno-kątową niedokładność pomiarową, charakteryzującą przestrzenną interakcję pomiędzy stołem obrotowym a układem współrzędnych maszyny.
Metody analityczne wyznaczania niedokładności maszyn opierają się w praktyce na wytycznych opracowanych przez Stowarzyszenia Niemieckich Inżynierów i Elektrotechników VDI/VDE oraz Stowarzyszenie Producentów Współrzędnościowych Maszyn Pomiarowych - CMMA
11. Sprawdzanie prostoliniowości osi maszyny:
Odchyłka prostolin. osi odpow. odchyleniu od linii prostej, w dwóch wzajemnie prostopadłych płaszczyznach, dla każdej osi. W rezultacie wystepuje 6 parametrów prostolin.: AXY,AXZ,AYX,AYZ,AZX,AZY.
Środki sprawdzania to wzorce prostoliniowości wiązka, laserowa, autokolimator lub liniał wzorcowy.
Miejsce pomiarów: pomiary są dokonywane wzdłuż prostopadłych liń pomiarowych w obu kierunkach przemieszczeń głowicy. Wszystkie linie pomiarowe powinny leżeć blisko osi X i Y. Z powodów praktycznych osie X i Y powinny być mierzone ok. 100mm ponad pow. stołu.
Liczba p-któw pomiarowych: mierzymy w minimum 10 p. pomiarowych, jeden raz dla każdego kierunku ruchu ruchu głowicy w danej osi, na całej dł. tej osi. Daje to łącznie 20 punktów.
Sposób określenia błędów prostoliniowości: wyniki pomiarów są nanoszone na wykres prostoliniowości, osobno dla każdego kierunku pomieszczeń.
12 Niedokładność pomiaru długości
Definicja: Niedokładność pomiaru długości U definiowana jest jako różnica między długością wzorca końcowego Lw a wartością delta L zmierzoną za pomocą maszyny i wyznaczona jest z zależności: |Lw-AL| ≤ U Niedokładność U jest zawsze wartością dodatnią, zależną od mierzonej długości L i podawana jest przez producentów w postaci zależności: U=A+KL≤B, gdzie: A — stała opisująca udział błędów przypadkowych. B — wartość dopuszczalna niedokładności, K - współczynnik opisujący charakter zmian błędów systematycznych.
Rozróżnia się: niedokładność jednowymiarową, wyznaczoną dla pojedynczej osi X, V lub Z, i podawaną jako:U1=A1 + K1L≤B1; niedokładność dwuwymiarową, wyznaczoną w płaszczyźnie XY, XZ lub Y2, i podawaną jako: U2=A2 + K2L≤B2; oraz niedokładność trójwymiarową, wyznaczoną w przestrzeni XYZ, i podawaną jako: U3=A3 + K3L≤B3
13. Sprawdzanie prostopadłości osi.
Odchyłka prostopadłości jako miara prostopadłości 2 osi odp. odchyleniu od kąta prostego, kąta zawartego pomiędzy liniami ograniczającymi przebiegi prostoliniowości, dla dwóch prostopadłych osi. Wyróżnia się 3 parametry prostopadłości: Bxy, Byz, Bxz. Środki sprawdzania to: interferometr do pomiarów kątów lub wzorzec kąta prostego.
Położenie linii pomiarowych: powinny znajdować się na dwóch płaszczyznach pom., umieszczonych w jednym z krańcowych położeń osi X i Y. Ze względów praktycznych płaszczyzna XY powinna być mierzona ok. 100 mm nad stołem pomiarowym.
Liczba p. pomiarowych: minimum 10 p. powinno zostać zmierzonych na każdej osi, na całej jej długości(w sumie jest to 20 p. pomiarowych). Sposób określania błędu prostopadłości osi: Wyniki pomiarów są nanoszone na wspólny wykres. Odchyłka prostopadłości osi Bxy podawana jako bezwzględna wartość w sekundach kątowych jest różnicą między kątem 900 a kątem zawartym między liniami ograniczającymi przebiegi prostoliniowości dwóch osi.
14. Wyznaczanie błędów pozycjonowania.
Ocenę błędów pozycjonowania (xpx, ypy, zpz) przeprowadza się w taki sposób, że błąd zpz mierzony jest dla dwóch położeń wzorca w płaszczyźnie XY. Natomiast każdy z Błędów xpx i ypy mierzony jest dla jednego położenia wzorca z obu stron odpowiednio w płaszczyźnie YZ i XZ. Błędy pozycjonowania wyznaczane są przez przecięcie linii regresji, obliczonej z szeregu punktów pomiarowych z linią odniesienia (RYS!). W ten sposób wyznaczone odległości między punktami, a liniami wzorcowymi reprezentują błędy pozycjonowania.
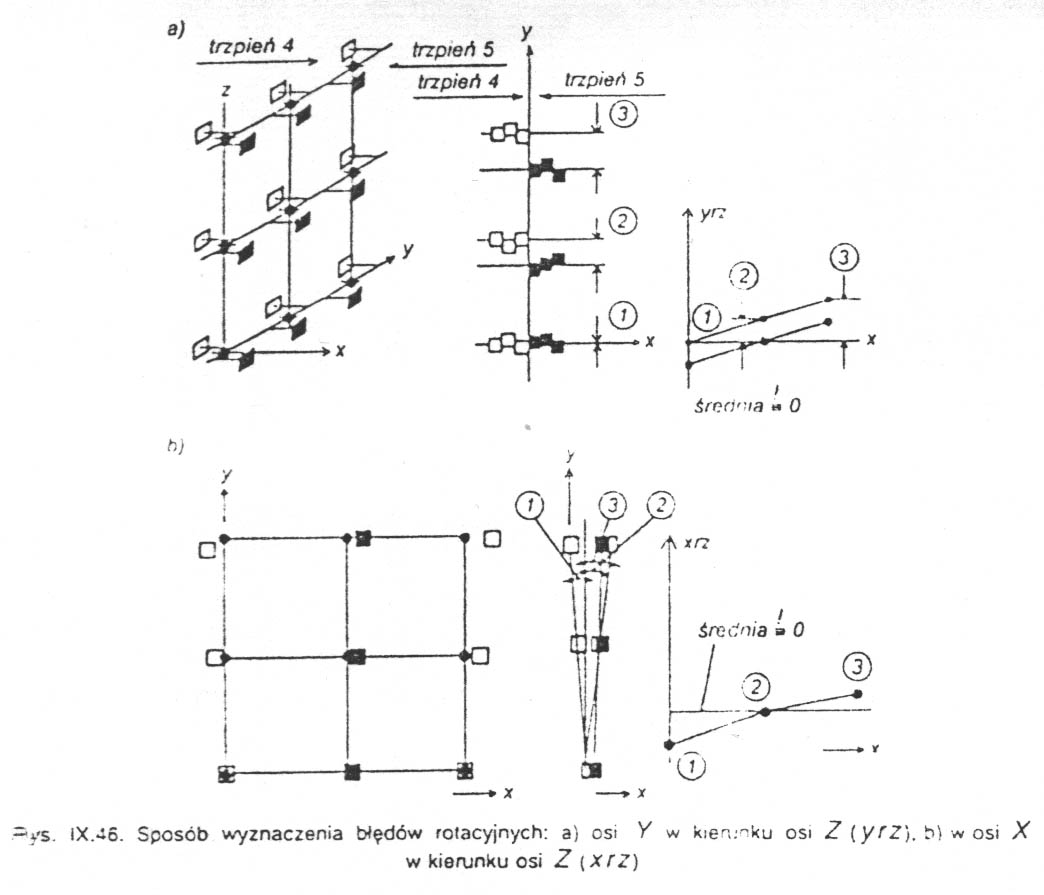
15. Wyznaczenie błędów rotacyjnych dokonuje się inaczej w przypadku błędów obrotu osi (xry, xrz, yrz, zrx i zry) i w przypadku błędów skręcenia w kierunku własnej osi (xrx, yry, zrz).
Na rys. pokazano sposób wyznaczania błędów rotacyjnych (yrz i xrz). Przy ocenie brana jest pod uwagę różnica pary pomiarów, które uzyskuje się ze zmierzenia wzorca w dwóch położeniach w płaszczyźnie XY, natomiast w płaszczyznach XZ i YZ mierzone są te sama p. pom. z obu stron wzorca z przeciwnie ustawionymi trzpieniami.
Do wyznaczenia błędu xrz wykorzystywane jest nachylenie wcześniej wyznaczonych linii regresji dla błędów pozycjonowania. Ponieważ błędy te reprezentują modulację średniej błędów prostopadłości w mierzonej objętości, ich średnia jest równa zero.
Błędów skręcenia (xrx, yry, zrz) nie można wyznaczyć z wyników pomiaru wzorca w jednym położeniu, w przeciwieństwie do pozostałych błędów rotacyjnych, gdyż każdy wynik zawiera przynajmniej 2 błędy skręcenia. W celu wyznaczenia błędów skręcenia należy zmierzyć wzorzec w 6 położeniach, traktowanych jako ….(str:212,213 214)
16. Metody kompleksowe atestacji WMP.
Atestacja maszyn współrzędnościowych pod względem dokładnościowym ma dwojaki charakter:
1. Wykrycie źródeł błędów parametrów celu ich skorygowania lub skompensowania
2. Poznanie dokładności danej maszyny parametrów celu ustalenia właściwej strategii pomiarowej parametrów możliwości oszacowania niedokładności pomiaru kontrolowanego przedmiotu
Wykrycie źródeł błędów parametrów ich składowych, na co pozwalają tzw. metody analityczne, jest istotne przy instalowaniu maszyny zarówno po jej zakupieniu, jak i zmianie miejsca ustawienia. Wykrycie błędów składowych maszyny umożliwia ich minimalizację albo poprzez adjustację zespołów maszyny albo parametrów niektórych przypadkach, zwłaszcza w odniesieniu do błędów systematycznych, przez ich korekcję komputerową.
Ocena globalnej niedokładności maszyny opiera się na atestacji metodą kompleksową, parametrów, której podstawą jest pomiar wzorca, najczęściej wzorca przestrzennego. Uzyskuje się wówczas ocenę niedokładności maszyny w zasadzie bez informacji o przyczynach tej niedokładności. Metoda ta jest bardzo przydatna dla użytkownika maszyny zarówno przy jej odbiorze technicznym podczas zakupu, jak i w okresowej ocenie niedokładności, np. celem oszacowania stopnia jej zużycia. Znajomość źródeł błędów jest niezbędna, jeśli atestacja maszyny parametrów minimalizacja ich wpływu mają być przeprowadzone dokładnie.
17 Metody stabilizacji termicznej zależą od producenta. Modą to być:
- komputerowa korekcja błędów prowadnic; - wzorce układów pomiarowych ze stabilnego termicznie materiału Zerodur; - stabilne kształtowe elementy układów prowadzących z aluminium CARAT; - zachowanie warunków termicznych specyfikowanych przez producenta; - korygowanie rozszerzalności temperaturowej mierzonej części -aktywna korekcja termiczna - korekcja błędu resztkowego; - płynięcie zera układu współrzędnych
Do sprawdzenia własności WMP pod kątem stabilności termicznej stosuje się nieczułe termicznie wzorce kontrolne wykonane z ceramiki szklanej Zerodur .
18 Korekcja obliczeniowa CAA (Computer Aided Accuracy) Metoda została opracowana w firmie Zeiss i opatentowana na początku lat 80-tych Obejmuje wyznaczenie mechanicznych błędów prowadnic WMP ^ Odchyłki prowadzenia i pozycji oraz prostopadlość między osiami jest rejestrowana drogą pomiarową i korygowana obliczeniowo w oparciu o model matematyczny Postępowanie przy korekcji CAA - przy przemieszczaniu osi mierzy się ( w przyjętych odstępach) pionowe odchyłki prostoliniowości - interferometr laserowy; - co np. 50 mm rejestrowana jest odchyłka prostoliniowości (po trzy razy w każdym kierunku); - obliczmy średnią z 6 pomiarów; - tak obliczoną odchyłkę zapamiętujemy; - podczas pomiaru koryguje się obliczając wartość korekcji drogą
19 Błędy oprogramowania Funkcja oprogramowania - wyznaczenie elementów zastępczych, rozwiązanie układu równań nieliniowych—uproszczenia, linearyzacja Sprawdzenie - testowanie przy pomocy specjalnych zbiorów danych - ISO/CD 10360-6
20. Model wirtualny do wyznaczania niepewności pomiaru - model symulacyjny maszyny uwzględniający m.in. jej kinematykę i błędy geometryczne - przeprowadza się symulację wielokrotnego pomiaru - opracowanie statystyczne wyników - oszacowanie niepewności Wirtualna maszyna jest pewnym specyficznym programem komputerowym symulującym sposób działania użytego w pomiarach sprzętu. Wirtualna WMP symuluje rzeczywisty proces otrzymywania danych o współrzędnych punktów pomiarowych i prowadzenie obliczeń z wykorzystaniem tvch danych
21 definiowanie układów współrzednych
Chociaż maszyna dysponuje własnym układem współrzędnych, to można poprzez stwierdzenie położenia przedmiotu w przestrzeni zdefiniować, jeszcze przed rozpoczęciem pomiarów, nowy układ, obowiązujący dla danego elementu. Matematycznie można to zapisać następująco:
![]()
Xp-wspołrzedne punktu w układzie współrzędnych D-macierz rotacji
Xm-wspolrzedne punktu w układzie maszyny T-wektor translacji zasadę trzech płaszczyzn:
* Kierunek główny wyznacza pierwszy przestrzenny kierunek układu odniesienia;
jest nim normalna do głównej płaszczyzny bazowej.
* Kierunek pomocniczy jest definiowany przez wektor prostopadły do kierunku głównego; kierunek ten wyznacza prosta przecięcia głównej i pomocniczej płaszczyzny bazowej
» Punktem początkowym układu odniesienia jest punkt przecięcia trzech płaszczyzn bazowych.
Definicję układu współrzędnych przeprowadza się zazwyczaj w oparciu o zmierzone lub obliczone typowe elementy geometryczne. Schemat na rys. 1.13 przedstawia sposób definiowania układu współrzędnych w programie UMESS firmy Zeiss. W celu wyznaczenia kierunku głównego należy dokonać pomiaru dowolnej prostej przestrzenne). np. osi walca lub stożka. Następnie jako kierunek pomocniczy przyjmuje się prostą przechodzącą przez dwa punkty na płaszczyźnie lub prostą zrzutowaną na płaszczyznę normalną do kierunku głównego,
22 UKŁADY POMIAROWE
W praktyce wyznaczane są wartości współrzędnych punktów odczytywane z układów pomiarowych umieszczonych w poszczególnych osiach maszyny XYZ. W zdecydowanej większości maszyn współrzędnościowych wykorzystuje się liniowe układy pomiarowe inkrementalne zarówno optoelektroniczne, jak i induktosynowe. W nielicznych przypadkach stosuje się układy kodowe mające charakter wzorca absolutnego lub układy pojemnościowe. Natomiast w najdokładniejszych maszynach mogą być umieszczone interferencyjne układy pomiarowe.
Tarczowe:
Inkrementalne:
Optoelektroniczne induktosynowe Mają dobre właściwości metrologiczne kodowe przekładnice pośredniczące Liniowe: inkrementalne: induktosynowe optoelektroniczne
Pomiar zalezy od dokładności powierzchni rozpraszających mierzonego elementu i mniejsza dokładność prawie o rzad wielkości Brak odkształcen mierzonego elementu i stosunkowo duzy zakres pomiarowy kodowe pojemnościowe interferencyjne Bardzo dokładny układ ale drogi w wykonaniu
23_rodzaje glowic pomiarowych
Lokalizacja punktów pomiarowych może się odbywać poprzez styk końcówki trzpienia pomiarowego głowicy z powierzchnią mierzonego przedmiotu lub bezstykowo -najczęściej na drodze optycznej. Uzasadnia to podział głowic na stykowe i bezstykowe.
Głowice stykowe
Glowice stykowe dzielą się na tzw. sztywne. Nie mające przetwornika pomiarowego, w których trzpień pomiarowy jest sztywno związany z korpusem głowicy: na głowice przełączające, dające z przetwornika sygnł dyskretny styku oraz głowice zawierające przetwornik pomiarowy, zwane głowicami mierzącymi.
Głowicą sztywną pomiar odbywa się przez doprowadzenie, przez operatora, końcówki trzpienia do styku z powierzchnią mierzonego przedmiotu. Decyzję o zaistnieniu styku podejmuje operator, uruchamiając przycisk, który, wysyłając impuls, umożliwia sczytanie wartości współrzędnyc XYZ Głowice przełączające lokalizują punkty pomiarowe, poprzez wygenerowanie 23 Głowice CD sygnału elektrycznego przez przetwornik głowicy, w chwili styku końcówki pomiarowej z badaną powierzchnią. Sygnał ten powoduje sczytanie, z układów pomiarowych maszyny, wartości współrzędnych XYZ mierzonego punktu. Najczęściej stosowane są głowice z przetwornikiem elektrostykowym
Głowice mierzące umożliwiają nie tylko wyznaczanie punktów styku, ale również wyznaczenie wartości współrzędnych, korzystając z przetwornika pomiarowego głowicy, którym najczęściej jest przetwornik indukcyjny.
W przeciwieństwie do pomiarów dynamicznych, za pomocą głowicy przełączające). pomiar głowicą mierzącą następuje w warunkach statycznych z nastawialnym naciskiem i bez udziału sil nacisku. Zasada działania takiej głowicy polega na tym. ze styk końcówki pomiarowej z przedmiotem jest rejestrowany przez indukcyjne przetworniki pomiarowe. Sygnał indukcyjnego systemu pomiarowego głowicy jest dodawany do wartości współrzędnych położenia głowicy zarejestrowanych przez komputer maszyny i tak powstała suma jest dopiero wartością współrzędnych położenia końcówki pomiarowej. Sumowanie powyższe ma miejsce we wszystkich trzech osiach pomiarowych.
Głowice bezstykowe
Lolkalizacja punktu pomiarowego na drodze bezstykowej przeprowadzana jest sygnałem optycznym bądź przez zogniskowaną wiązkę światła laserowego, bądź też głowicą z kamerą CCD, rozpoznającą obraz powierzchni lub leź przez głowice laserowe, pracujące na zasadzie triangulacyjnej. Ta ostatnia zasada siała się podstawa budowy pomiarowych głowic bezstykowych wytwarzanych przez szereg firm.
W konstrukcji głowic triangulacyjnych wykorzystano znaną w geodezji zasadę wyznaczania odległości na zasadzie triangulacyjnej. Dioda laserowa emituje pomiarową wiązkę światła , która, po uformowan u przez układ optyczny, biegnie w kierunku powierzchni mierzonego przedmiotu. Na jego powierzchni tworzy się plamka. Obraz lej plamki jest odtwarzany poprzez układ optyczny na fotolinijce. Podczas zmiany odległości Y, w zakresie pomiarowym, obraz plamki przesuwa się wzdłuż fotolinijki, powodując wygenerowanie sygnału elektrycznego. Fotolinijka spełnia rolę wzorca długości, lak że znając położenie plamki w określonym miejscu fntolinijki, odpowiadające odległości X. można wyliczyć aktualną odległość głowicy od przedmiotu Y.
24 Głowice przełączające- impulsowe lokalizują punkty pomiarowe, poprzez wygenerowanie sygnału elektrycznego przez przetwornik głowicy, w chwili styku końcówki pomiarowej z badaną powierzchnią. Sygnał ten powoduje sczytanie, z układów pomiarowych maszyny, wartości współrzędnych XYZ mierzonego punktu. W korpusie znajdują się trzy pryzmy , izolowane elektrycznie od korpusu, rozmieszczone na okręgu co 120°. Trzpień pomiarowy połączony jest z trzema ramionami, mającymi kuliste zakończenia. Dzięki naciskowi, wywieranemu przez sprężynę, ramiona te umiejscawiają się w pryzmach i zamykają obwód elektryczny. W chwili styku trzpienia z mierzoną powierzchnią następuje jego wychylenie i tym samym wychylenie jednego z ramion. powodujące rozwarcie styku, W wyniku lego dochodzi do zerwania obwodu elektrycznego, szeregowo połączonych styków, a na wyjściu przetwornika pojawia się sygnał informujący o zaistniałym styku i powodujący sczytanie wartości współrzędnych lokalizowanego punktu i zatrzymanie napędów maszyny.
W celu zwiększenia dokładności głowic przełączających zastosowano dodatkowe, piezoelementy, zachowując również elektrostyki.
25 Głowice mierzące umożliwiają nie tylko wyznaczanie punktów styku, ale również wyznaczenie wartości współrzędnych, korzystając z przetwornika pomiarowego głowicy, którym najczęściej jest przetwornik indukcyjny.
Pomiar głowicą mierzącą następuje w warunkach statycznych z nastawialnym naciskiem i bez udziału sił nacisku. Zasada działania takiej głowicy polega na tym, że styk końcówki pomiarowej z przedmiotem jest rejestrowany przez indukcyjne przetworniki pomiarowe. Sygnał indukcyjnego systemu pomiarowego głowicy jest dodawany do wartości współrzędnych położenia głowicy zarejestrowanych przez komputer maszyny i tak powstała suma jest dopiero wartością współrzędnych położenia końcówki pomiarowej. Sumowanie powyższe ma miejsce we wszystkich trzech osiach pomiarowych.
Podstawą konstrukcji głowicy są trzy, leżące wzajemnie pod kątem prostym, układy sprężyn płaskich, zwane także równoległobokami. Każdy z nich ma możliwość maksymalnego wychylenia się w granicach ±2.5 mm.
Wychylenie końcówki, po jej styku z mierzonym przedmiotem, powoduje wyłączenie siły pomiarowej i przełączenie napędu maszyny. Pomiar odbywa się dzięki temu praktycznie bez nacisku.
26.Głowice optoelektroniczne Głowice laserowe(triangulacyjne)
Dioda laserowa emituje pomiarową wiązkę światła , która po uformowaniu przez układ optyczny biegnie w kierunku powierzchni mierzonego przedmiotu. Na jego powierzchni tworzy się plamka o średnicy od kilkudziesięciu do kilkuset mikrometrów . obraz tej plamki jest odtwarzany przez układ optyczny na fotolinijce. Podczas zmiany odległości Y w zakresie pomiarowym Z obraz plamki przesuwa się wzdłuż fotolinijki powodując wygenerowanie sygnału elektrycznego. Fotolinijka spełnia rolę wzorca długości tak żę znając położenia plamki można wyliczyć aktualną odległość głowicy od przedmiotu Y. Układ elektroniczny automatycznie dopasowuje próg czułości fotolinijki do rodzaju kontrolowanych powierzchni, które różnie rozpraszają światło.
Głowicami laserowymi są mierzone takie elementy które nie mogą być mierzone głowicami stykowymi. Np. powierzchnie podatne na naciski.
Zalety pomiarów głowicami laserowymi są:
Brak odkształceń mierzonego elementu
Stosunkowo durzy zakres pomiarowy.
Wady:
Zależność dokładności pomiaru od własności rozpraszających powierzchni mierzonego elementu i mniejsza dokładność prawie o rząd wielkości
27.GŁOWICE BEZSTYKOWE
Lokalizacja punktu pomiarowego na drodze bezstykowej przeprowadzana jest sygnałem optycznym bądź przez zogniskowaną wiązkę światła laserowego, bądź też głowicą z kamerą CCD rozpoznającą obraz powierzchni lub też przez głowice laserowe, pracujące na zasadzie triangulacyjnej. Ta ostatnia stała się podstawą budowy bezstykowych głowic pomiarowych.
Możliwe są dwa tryby pracy punktowy-statyczny oraz skaningowy.
Punktowy tryb pracy polega na przemieszczeniu się pinoli z głowicą aż do koincydencji plamek czyli do zerowego wskazania głowicy. Wówczas po ustaniu wszystkich przemieszczeń zespołów ruchowych następuje sczytanie wartości wskazań . ten tryb podobny jest do działania głowicy przełączającej , dającej sygnał zerojedynkowy .
Skaningowy tryb pracy odbywa się w ruchu, wykorzystywany jest cały zakres pomiarowy fotolinijki a w przypadku jej przekroczenia następuje przesunięcie pinoli wraz z głowica w obszar tego zakresu. Wartość współrzędnych lokalizowanego punktu jest sumą dwóch wartosci . jednej pochodzącej z przetwornika głowicy a drugi, z układu pomiarowego. 28.Właściwości metrologiczne głowic
Średnia droga przełączania W
Histereza δh traktowana jako niestabilność punktu spoczynkowego nps
odchylenie średnie kwadratowe drogi przełączania Sw
odchylenie średnie kwadratowe sygnału rozwarcia styków przetwornika Sg
nacisk pomiarowy Pg
droga przełączania odpowiada odcinkowi przemieszczenia głowicy od wystąpienia styku końcówki z powierzchnią przedmiotu do chwili zarejestrowania sygnału styku S przetwornicy głowicy przez WMP.
Średnia droga przełączenia w to średnia arytmetyczna z n-krotnego pomiaru drogi przełączenia w1. istotny wpływ na tą wartość ma stabilność punktu spoczynkowego trzpienia pomiarowego pomiędzy kolejnymi pomiarami.
Odch śr. Kwadr. Drogi przełączenia sw jest miarą rozrzutu drogi przełączania
Odch sr Sg jest miarą rozrzutu sygnału rozwarcia styków przetwornika głowicy.
Niestabilność punktu spoczynkowego powstaje w skutek działania kilku czynników . źródłem błędu powtarzalności pozycjonowania trzpienia pomiarowego w pozycji spoczynkowej są: opory ruchu spowodowane siłami tarcia,
Błędy kształtu,
Odkształcenia i zużycie powierzchni stykowych.
Istotny wpływ ma też zmiana kierunku oddziaływania nacisku pomiarowego.
Nacisk pomiarowy Pg waha się w granicach 0.02-0.05N , najmniejszy naciskają głowice pizoelektryczne rzędu 0.01 N.
29.Źródła błędów głowic pomiarowych
Źródła błędów można podzielić na dwie grupy:
Związane z budową i zasadą działania głowicy:
- ugięcie trzpienia pomiarowego pod wpływem nacisku i jego zmian oraz ugięcia na styku: powierzchnia końcówki pomiarowej-pow przedmiotu.
-zmiana przełożenia układu elektrostykowego w funkcji różnych długości trzpienia pomiarowego i zmiany kątowego położenia głowicy względem mierzonej powierzchni,
-odchyłki kształtu końcówki pomiarowej głównie w wyniku jej zużycia.
Warunki przeprowadzania pomiarów: prędkość przemieszczania głowicy właściwości materiału z którego zbudowany jest badany element mikrimetria mierzonej powierzchni zaburzenia temperaturowe, wibracyjne i inne.
Metody atestacji głowic
Wyznaczenie parametrów i charakterystyk głowic jest możliwe przy zastosowaniu układów pomiarowych wyższej dokładności niż badane głowice. Ten wymóg mogą spełnić układy oparte na interferometrii laserowej. Jest to bezpośredni sposób badania właściwości głowic. Bądź przy wykorzystaniu maszyny współrzędnościowej, jest to metoda pośrednia..
Metody bezpośrednie oparte na interferometrii laserowej umożliwiają wyznaczenie wszystkich geometrycznych parametrów głowicy i ich charakterystyk metrologicznych.
Metody pośrednie sprawdzania głowic nie wymagają specjalnych stanowisk . pomiary przeprowadza się na maszynie współrzędnościowej na której jest stosowana dana głowica, przy wykorzystaniu dostępnych wzorców uniwersalnych takich jak: pierścień kula czy płytka wzorcowa. na podstawie pomiarów oceniana jest dokładność badanej sondy w zakresie rozrzutu jej sygnału o zaistniałym styku. Błędy wyznaczone tymi metodami w części obarczone są błędami pochodzącymi od maszyny współrzędnościowej. W celu zminimalizowania tych błędów wykorzystuje się niewielką część zakresu pomiarowego maszyny. Można wtedy przyjąć że błędy systematyczne są stałe i nie mają istotnego wpływu na wyniki.
30 Oprogramowanie WMP
Współrzędnościowe maszyny pomiarowe umożliwiają realizację pomiaru elementów o bardzo skomplikowanych kształtach, z dużą ilością wymiarów. Wymaga to opracowania strategii pomiaru. Niezależnie od stopnia skomplikowania przedmiotu i ilości wymiarów strategia pomiaru zawiera pewne stałe elementy.
Pierwszym etapem jest analiza rysunku konstrukcyjnego i obejrzenie przedmiotu przeznaczonego do pomiaru. Na tym etapie podejmujemy decyzję o wyborze WMP, czy zakres pomiarowy jest wystarczający oraz czy niepewność pomiaru jest odpowiednia do wymagań konstrukcyjnych.
W drugim etapie określamy sposób ustalenia i zamocowania przedmiotu na stole maszyny.
Trzeci etap to wybór konfiguracji końcówek i trzpieni pomiarowych. W trakcie jednego przebiegu pomiarowego może zachodzić konieczność użycia więcej niż jednej konfiguracji końcówek i trzpieni pomiarowych.
Czwarty etap to określenie układu bazowego przedmiotu.
Kolejny etap to ustalenie szczegółowego przebiegu pomiaru. Na tym etapie dokonujemy wyboru elementów zastępczych oraz ilości i rozmieszczenia punktów pomiarowych. planujemy także jak będą wyznaczone wymiary będące relacjami między elementami.
Ostatnim etapem wybór formy wyprowadzenia wyników pomiaru. Standardowy protokół pomiarowy zawiera zwykle następujące elementy: wymiar nominalny, symbol pola tolerancji, odchyłka górna, odchyłka dolna, wymiar zaobserwowany, odchyłka zaobserwowana.
Istnieje możliwość graficznego opracowania wyników pomiaru .
rys do 14
Wyszukiwarka
Podobne podstrony:
Sprawozdanie- komputery ćwicz 4, Politechnika Lubelska, Studia, Studia, organizacja produkcji, labor
PKM, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWOZDA
2.3, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, laborki-mojeókrzste
Str.4 - Karta technologicza zbiorcza, Politechnika Lubelska, Studia, Studia, organizacja produkcji,
TM10, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Wydział Mechaniczn
Karty technologiczne, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
Spawanie gazowe, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Spajaln
Dźwiękowe uderzenie, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od
tabela, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWO
Str.10 - Operacja 50, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
zarządzanie-projekt, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, LAB
Str.13 - Operacja 80, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
Model potęgowy, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka
05 h zaokrąglanie, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Wydzi
NIEMIEC 2, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPR
szlif, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, technologia maszy
podzielnice, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Wydział Mec
Karta operacyjna4, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, techn
więcej podobnych podstron