61. Metodyka obliczania korbowodu tłokowego silnika spalinowego:
Korbowód jest łącznikiem przenoszącym siłę wywieraną na tłok przez ciśnienie gazów ze sworznia tłokowego na wał korbowy. Poza tym korbowód przenosi siły wynikające z bezwładności elementów układu korbowego. Poszczególne elementy korbowodu pracują przy wysokich zmiennych naprężeniach, mogących doprowadzić do zmęczenia materiału. Właściwe określenie naprężeń przeprowadza się doświadczalnie na wykonanym już korbowodzie, stosując do togo celu pomiary tensometryczne. Jak wykazały pomiary tensometryczne uraz badania przy użyciu kruchych powłok największe naprężenia powstają w następujących fragmentach korbowodu:
- główka korbowodu w punkcie styczności się łuku łączącego główkę z trzonem korbowodu,
- trzon korbowodu w miejscu najmniejszego przekroju,
- przejście trzona w stopę korbowodu,
- środkowy przekrój pokrywy korbowodu.
Poza tym, niebezpiecznymi przekrojami są miejsca wycięć w stopie i pokrywie korbowodu na łby lub nakrętki śrub korbowodowych. Występują tu co prawda mniejsze naprężenia, ale znacznie większy współczynnik działania karbu.
Po doświadczalnym znalezieniu naprężeń maksymalnych i minimalnych, występujących w zakresie pracy silnika, przeprowadza się obliczenia zmęczeniowe. Ze względu na duże rozrzuty wymiarów korbowodów, wykonywanych jako odkuwki, rzeczywisty współczynnik bezpieczeństwa nie powinien być mniejszy od 1,5. W celu należytego wykorzystania materiału korbowodu, należy dążyć do możliwie jak najbardziej równomiernego rzeczywistego współczynnika bezpieczeństwa we wszystkich przekrojach korbowodu.
Przy obliczeniach zmęczeniowych główki korbowodu, poza naprężeniami znalezionymi za pomocą tensometrowania, należy uwzględnić także naprężenia wywołane wciskiem tulejki korbowodu. Zacisk tulejki w główce określa się, przyjmując maksymalny wcisk, odpowiadający zastosowanemu pasowaniu między zewnętrzną średnicą tulejki a średnicą otworu w główce. Przybliżone obliczenia korbowodu przeprowadza się dla określenia jego wymiarów przy pierwszym projektowaniu. W obliczeniach tych przyjmuje się cały szereg założeń upraszczających oraz nie uwzględnia się zagadnień zmęczenia materiału. Z tego powodu obliczone i dopuszczalne naprężenia są bardzo dalekie od rzeczywiście występujących i należy je traktować jedynie jako współczynniki ułatwiające dobranie odpowiednich kształtów.
Przybliżony charakter obliczonych naprężeń najlepiej widać z tego, że pomimo iż dążymy do wyrównania naprężeń we wszystkich punktach korbowodu, to dopuszczalne naprężenia w każdej części korbowodu przyjmujemy różne. Wynika to z tego, że w obliczeniach zmuszeni jesteśmy stosować uproszczenia, różne dla każdej części korbowodu.
Obliczenia główki korbowodu przeprowadza się przyjmując, że jest ona obciążona siłą bezwładności Pts masy tłoka kompletnego z pierścieniami i sworzniem.
Pts = mts* R*ωr2 (1 +λ)
gdzie: mts masa kompletnego tłoka z pierścieniami i sworzniem.
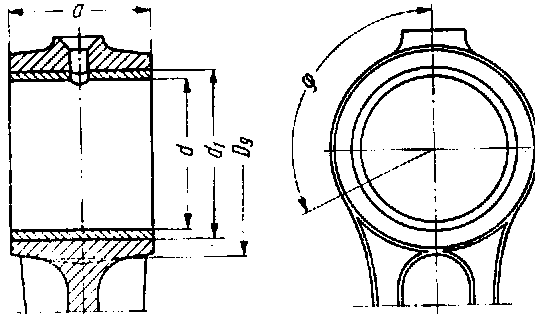
Naprężenia w główce oblicza się ze wzoru LAME, a mianowicie:
Wobec występowania we łbie korbowodu nie uwzględnionych naprężeń gnących, przejmuje się stosunkowo niewielkie naprężenia dopuszczalne:![]()
Główkę korbowodu sprawdza się także na sztywność, która charakteryzuje zmniejszenie δ poprzecznej średnicy pod działaniem siły Pts. Wartość δ nie może przekraczać połowy luzu minimalnego między tulejką korbowodu a sworzniem tłokowym. Wielkość δ określa się z półempirycznego wzoru:
gdzie: ϕ-połowa kąta główki nie podpartej przez trzon,
E - moduł sprężystości materiału główki,
- moment bezwładności poprzecznego przekroju ścianki główki. Obliczenia trzona korbowodu ze względu na jego małą smukłość, przeprowadza się tylko na ściskanie, ponieważ naprężenia ściskające zawsze znacznie przekraczają występujące w korbowodzie naprężenia rozciągające:
![]()
gdzie: σ-naprężenia ściskające w najmniejszym przekroju trzonu,
Ps - maksymalna siła nacisku gazów,
At - pole najmniejszego przekroju poprzecznego trzonu.
Ze względu na występujące w korbowodach obciążenia okresowo zmienne, zarówno co do wiclkości jak i co do kierunku dopuszcza się naprężenia, niewiele przekraczające 0,25 Re stosowanego materiału, i tak:
dla stali węglowych 150 MPa
dla stali stopowych 200 MPa.
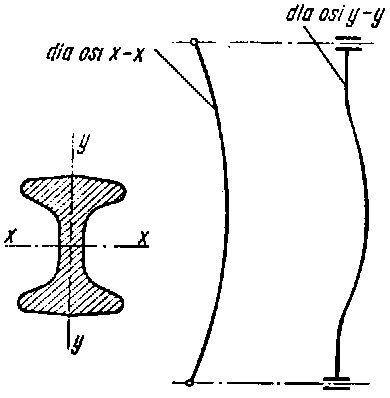
Na rysunku widać, że korbowód powinien być sztywniejszy w stosunku do osi x-x, niż do osi y-y, gdyż w stosunku do osi x-x jest zamocowany przegubowo, a w stosunku do osi y-y zamocowanie jest zbliżone do stałego. W praktyce nie stwierdza się zjawiska wyboczenia korbowodów ze względu na ich małą smukłość. Pomimo to przyjęło się, że przeciętnie w korbowodzie, tak jak w pręcie podlegającym wyboczeniu, stosunek momentu bezwładności względem osi x-x do momentu względem osi y-y powinien wynosić ok. 4. Przepis ten nie jest jednak ściśle przestrzegany. Choć zawsze moment bezwładności względem osi x-x jest większy, to wyżej omówiony stosunek dla szybkoobrotowych silników przekracza nawet 10, a w wolnoobrotowych silnikach wysokoprężnych zbliża się do 1. Obliczanie pokrywy korbowodu przeprowadza się w identyczny sposób, jak podano w rozdziale 15 przy obliczaniu pokrywy łożysku głównego. Do wzorów zamiast siły Sg, obciążającej łożysko główne, wstawia się siłą Sk obciążającą pokrywę korbowodu, przy czym:
![]()
Podane w tym wzorze wartości omówiono w rozdziale 10.
Dopuszczalne naprężenia zastępcze w pokrywie korbowodu wynoszą:
- dla stali węglowych 150 MPa,
- dla stali stopowych 200 MPa.
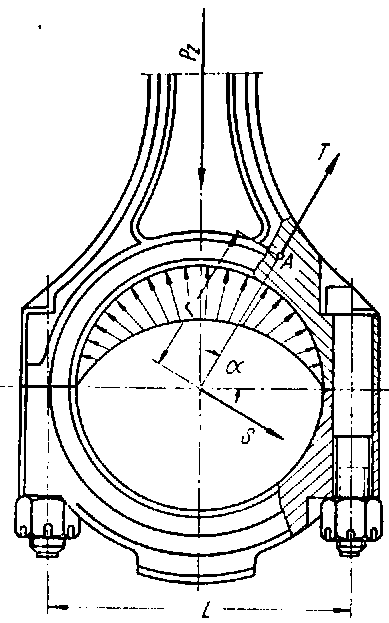
Obliczanie stopy korbowodu w części przytrzonowej przeprowadza się przy podobnych założeniach, jak przy obliczaniu pokrywy. Jako siłę ściskającą przyjmuje się maksymalną siłę P nacisku gazów. Znajdujemy odpowiednie wartości sił:
oraz moment gnący w punkcie A:
![]()
Dalszy ciąg obliczeń przebiega tak, jak dla pokrywy łożyska głównego aż do znalezienia naprężenia zastępczego. Dopuszczalne naprężenia zastępcze dla stopy korbowodu przyjmuje się takie same, jak dla pokrywy korbowodu.
62. Metodyka obliczania korbowodu tłokowego silnika spalinowego:
Średnica i długość czopów korbowych musi być dostatecznie duża, by umożliwić przejęcie obciążeń bez przekroczenia dopuszczalnego nacisku jednostkowego i szybkości obwodowej w łożysku oraz zapewnić dostateczną sztywność wału. Średnica czopa jest poza tym ograniczona względami montażowymi, gdyż zawsze pożądana jest możliwość wyjmowania tłoka z korbowodem przez tuleję cylindra.
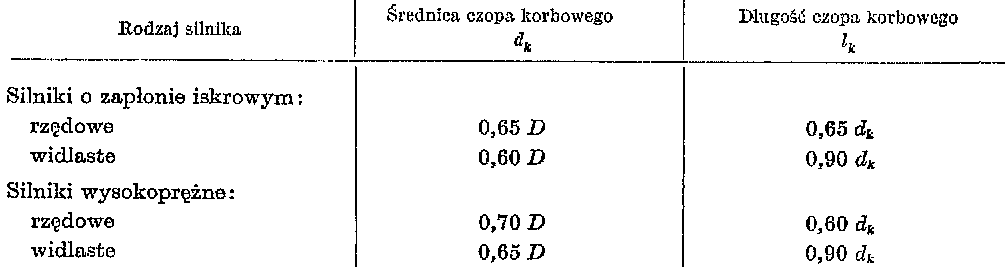
Dano z praktyki wykazują, że średnica czopa korbowego dk i jego długość lk powinny być w przybliżeniu równe wartościom podanym w tablicy.
Stosowanie w silnikach widlastych stosunkowo mniejszych średnic czopów korbowych spowodowane jest występowaniem w tych silnikach mniejszego stosunku S/D. W wyniku tego bezwzględne wielkości średnic czopów są duże, a poza tym występuje większe zachodzenie na siebie czopów korbowych i głównych, co daje zawsze sztywniejszy i bardziej wytrzymały wał. Średnice czopów korbowych wykonuje się zwykle w klasie 6 dokładności, a chropowatość powierzchni 0,16-0,32.
Powiększona długość czopów korbowych w silnikach widlastych spowodowana jest umieszczeniem obok siebie dwóch korbowodów na jednym czopie. Ze względu na działanie karbu, przejście czopa korbowego w ramię korby wykonuje się z możliwie dużym promieniem. Wielkość tego promienia powinna wynosić około r = 0,06 dk i nie może w żadnym przypadku, nawet dla najmniejszych silników być mniejsza niż 1,5 mm. W celu ułatwienia obróbki czopów korbowych, powierzchnie boczne czopów odsadzone są od obrabianych ramion wału przynajmniej o odległość k = 0,5 mm, a od ramion nie obrabianych przynajmniej o k = 2 mm. Średnica odsadzenia, poza wyżej wymienionym promieniem przejścia z czopa korbowego, obejmuje jeszcze pierścień płaski o szerokości s=0,06 dk potrzebny dla bocznego ustalenia korbowodu. Odległość odsadzeń ustalających lk wykonuje się zwykle w tolerancji H10, a chropowatość ich powierzchni 1,25=2,5.
63. Omówić konstrukcję, technologię i materiały stosowane przy wytwarzaniu wałów korbowych:
Wał korbowy umożliwia zamianę ruchu posuwisto-zwrotnego tłoków i wahadłowego korbowodów na ruch obrotowy koła zamachowego. Na wał korbowy działają siły gazowe, występujące w cylindrach silnika, a przez tłoki i korbowody przenoszone na czopy korbowe wału, oraz siły bezwładności, powstające wskutek obracania się wału i ruchów posuwisto-zwrotnych tłoków i korbowodów. Siły te wywołują w wale naprężenia zginające i skręcające. Dokładne obliczenie tych naprężeń w wale korbowym silnika samochodowego jest praktycznie niemożliwe. Często stosowane przy obliczeniach umowne przecinanie wału na poszczególne wykorbienia daje zbyt uproszczony schemat obciążeń. Wyniki doświadczeń wykazują, że nieuwzględnienie oddziaływania sąsiednich wykorbień, luzów w łożyskach oraz niedokładności wykonania wału i kadłuba podważają całkowicie sens prowadzenia takich uproszczonych obliczeń. Z tych względów w niniejszym opracowaniu takie uproszczone obliczenia nie będą przeprowadzone. Zresztą wymiary prawidłowo zaprojektowanego waha są tak duże, że maksymalne naprężenia, obliczone od sił gazowych i sił bezwładności, są niewielkie w stosunku do wytrzymałości materiału wału. Zdarzające się niekiedy wypadki pękania wałów są zawsze spowodowane zmęczeniem materiału, wywołanym drganiami, które wynikają z działania zmiennych sil gazowych i sił bezwładności. W celu zabezpieczenia się przeciw tym pęknięciom, należy wykonać wał dostatecznie sztywny, według wskazówek podanych w następnych podrozdziałach, opartych na wieloletnim doświadczeniu w konstrukcji silników. Obliczenie naprężeń wywołanych drganiami wału wykracza poza ramy tej książki. W razie potrzeby należy oprzeć się na wyczerpujących opracowaniach specjalnych.
Czopy korbowe - patrz wyżej.
Czopy główne:
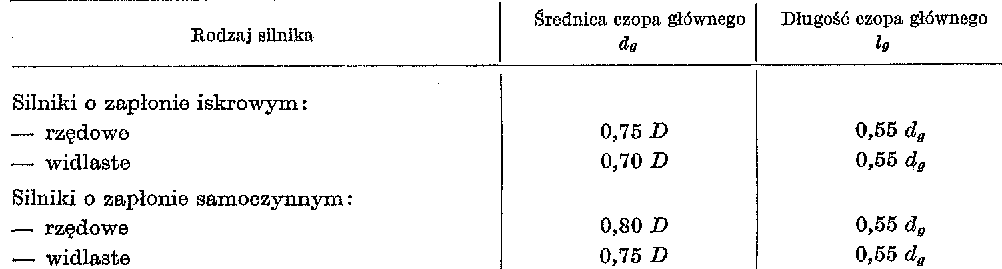
Wielkość czopów głównych wynika z uwzględnienia tych samych parametrów, co przy określaniu wymiarów czopów korbowych, to znaczy: nacisku jednostkowego, szybkości obwodowej i sztywności wału. Ze względu na to, że sztywność wału zależy przede wszystkim od wielkości średnicy czopów głównych, średnicę tę wykonuje się możliwie dużą. Ograniczeniem dla wielkości tej średnicy jest nie przekraczanie prędkości obwodowej 13 m/s dla silników o ZS i 17 m/s dla silników o zapłonie iskrowym. Dane z praktyki wskazują, że średnica czopa głównego dg i jego długości lg (łącznie z zaokrągleniami) powinny być w przybliżeniu równe wartościom podanych w tablicy:
Średnice czopów głównych wykonuje się podobnie jak korbowych to znaczy w klasie 6 dokładności, a chropowatość powierzchni 0,16÷0,32. W celu uzyskania wału o największej sztywności, czopy główne wykonuje się możliwie krótkie (niekiedy nawet poniżej 0,5 dg). Daje to dodatkowe pogrubienia ramion, co jest korzystne ze względu na wytrzymałość wału i równomierniejsze rozłożeniu jego materiału. Jednak przy grubszych ramionach powstaje większe niewyrównoważenie poszczególnych wykorbień, prowadzące do konieczności stosowania większych przeciwciężarów. Należy zwrócić uwagę, że w silnikach widlastych skrócenie czopów głównych może dać skrócenie silnika, ponieważ w tym przypadku o długości silnika decyduje długość układu korbowego, podczas gdy w silnikach rzędowych decyduje średnica cylindra. Cecha ta, związana z ustawieniem w silnikach widlastych dwu korbowodów obok siebie na jednym czopie, jest powodom, że silniki widlaste buduje się z zasady jako krótkoskokowe, gdyż pozwala to na uzyskanie najmniejszego gabarytu i ciężaru. W szybkoobrotowych czterosuwowych silnikach 4- i 6-cylindrowych najbardziej obciążone jest środkowe łożysko główne, gdyż oba sąsiadujące z nim wykorbienia zwrócone są w jedną strony, co powoduje powstawanie dużych sił bezwładności. Z tego powodu środkowe łożysko, a więc i czop wału, wykonuje się niekiedy dłuższe od pozostałych. Jednakże wprowadzenie do silnika jednego łożyska dłuższego od pozostałych nie jest korzystne ze względu na powiększenie asortymentu elementów łożyskowania. Toteż najczęściej wykonuje się wszystkie łożyska i czopy główne jednakowej długości. Odciążenie łożyska środkowego można uzyskać również w ten sposób, że nie odprowadza się od niego oleju do łożysk korbowodów. Dzięki temu na łożysku tym nie trzeba wykonywać rowków olejowych, a to powiększa jego powierzchnię nośną. Przejście czopa głównego w korbę wykonuje się z dużym promieniem. Najczęściej, ze względu na kształt tarczy szlifierskiej, wykonuje się promień taki sam jak dla czopów korbowych. Również odsadzenia między czopem a ramieniem korby wykonuje się podobnie jak dla czopów korbowych. Szerokość płaskiego pierścienia tych odsadzeń nie musi być jednak duża i wynosi okuło połowy wielkości stosowanej dla czopów korbowych. Wyjątek stanowi jedynie czop oporowy, który ze względu na przejmowanie sił poosiowych powstających przy wyciskaniu sprzęgła, musi mieć płaski pierścień o szerokości około 0,08 dg przy współpracy z łożyskiem oporowym z brązu ołowiowego i około 0,1 dg dla łożyska oporowego z białego metalu. Jako czopa oporowego używa się najczęściej ostatniego czopa przy kole zamachowym. W niektórych silnikach czop oporowy umieszczony jest w środku silnika, a nawet bliżej jego przodu, co jest szczególnie celowe przy napędzie rozrządu łańcuchem, gdyż łańcuch źle pracuje przy dużych przekoszeniach, wywołanych rozszerzaniem się wału. Odległość między płaszczyznami odsadzeń na końcach czopów głównych wykonuje się zwykle w 12 klasie dokładności, a chropowatość ich powierzchni 1,25÷5. Jedynie dla czopa oporowego, ze względu na współpracę z łożyskiem oporowym, wymagania są znacznie podwyższone i wynoszą odpowiednio 8-9 klasa dokładności i chropowatość 0,63÷1,25. Liczba łożysk głównych wału korbowego jest sprawy bardzo istotną. Do niedawna stosowano przeważnie zasady, że w silnikach o zapłonie iskrowym wał podpiera się łożyskiem głównym co dwa cylindry, a w silnikach wysokoprężnych - co każdy cylinder. Obecnie, ze względu na coraz większe wysilenie silników i coraz wyższą prędkość obrotową, podpieranie wału co każdy cylinder stosuje się w wszystkich nowoczesnych silnikach. Wały podparte co każdy cylinder są droższe w wykonaniu ze względu na większą liczbę czopów oraz konieczność obrabiania większych powierzchni ramion. Dodatkowe łożyska obniżają także sprawność mechaniczną silnika, ale daje to niewielkie straty, gdyż na sprawność mechaniczną decydujący wpływ ma tarcie tłoków w tulejach, a nie tarcie w łożyskach. Poza tym dla większej liczby czopów potrzebna jest większa liczba panewek oraz bardziej skomplikowany kadłub, co dodatkowo podnosi koszty. Jednak przy tego rodzaju konstrukcji uzyskuje się tak znaczne odciążenia łożysk i równomierniejsze obciążenie kadłuba, a dzięki temu podwyższenie trwałości silnika, że konstrukcja ta jest całkowicie opłacalna.
Ramiona wałów korbowych:
W wałach podpartych co każdy cylinder ramiona są przeważnie całkowicie obrobione na powierzchniach prostopadłych od osi wału, gdyż przy gęsto umieszczonych ramionach korb nie ma możliwości wykonania dostatecznie dokładnej odkuwki. Również i odkucie przeciwciężarów na takich ramionach jest utrudnione i dlatego w wałach tych przeciwciężary są najczęściej przymocowywane do ramion. Czasami obrabiane są także zewnętrzne powierzchnie ramion, którym nadaje się wtedy kształt kołowy lub złożony z łuków kół. W wałach korbowych podpieranych co drugi cylinder ramiona mają kształty bardziej skomplikowane. Dotyczy to przede wszystkim ramion łączących dwa sąsiednie czopy korbowe nie rozdzielone łożyskiem głównym. Grubość ramion wału korbowego, podpartego co każdy cylinder, wynosi ok. 0,25 D, a ich szerokcść około 1,2 D co zapewnia zwykle dostateczną sztywność wału i równomierne rozłożenie jego materiału. W celu zmniejszenia mas pozostających w ruchu obrotowym, ramiona na największym promieniu przy czopach korbowych możliwie mało wystają poza czop. Powoduje to zmniejszenie się lub nawet całkowite zniknięcie odsadzenia powierzchni oporowej prowadzącej korbowód, a pozostaje jedynie promień przejścia czopa w ramię. Poza tym druga strona ramienia jest zwykle ścięta pod kątem (stożkowo), co również zmniejsza jego masę na największym promieniu.
W celu dalszego zmniejszenia masy wału korbowego w ramionach korb oraz w czopach korbowych przewierca się duże otwory. Otwory te w czopach korbowych umieszcza się na możliwie dużym promieniu, przesuwając je na zewnątrz poza oś czopa. Ograniczeniem tego przesunięcia jest konieczność pozostawienia ścianki o grubości co najmniej 10 mm między otworem a średnicą zewnętrzną czopa. W razie konieczności otwory te można wykonać skośnie. Powyższe otwory odciążające, szczególnie gdy przebiegają w pobliżu średnicy zewnętrznej szopów korbowych, należy wiercić dopiero po powierzchniowym zahartowaniu czopów wału. Niespełnienie tego warunku spowoduje, że nie uzyska się jednorodnej twardości powierzchni czopa, ze względu na występujące na obwodzie czopa niejednakowe grubości ścianki. Podobne otwory o nieco większych średnicach wykonuje się niekiedy także w czopach głównych wału korbowego. Otwory te wykonane w osi czopów nie tylko zmniejszają ciężar wału korbowego, ale tak jak otwory w czopach korbowych prowadzą do bardziej równomiernego rozłożenia materiału wału i korzystniejszego układu naprężeń. Z tego względu wały o drążonych czopach mają zwiększoną wytrzymałość zmęczeniową, szczególnie w miejscach bardziej narażonych na pęknięcia zmęczeniowe, to jest przy przejściu czopów w ramię.
Otwory olejowe - patrz niżej.
Przeciwciężary:
W silnikach samochodowych przeciwciężary stosuje się dla częściowego wyrównoważenia sił odśrodkowych, występujących od mas obrotowych układu korbowego. Mimo, że silniki stosowane w samochodach są zwykle wielocylindrowe i mają wały korbowe wyrównoważone jako całość, tylko w nielicznych przypadkach stosuje się wały bez przeciwciężarów. Jest tak dlatego, że nawet wał wyrównoważony jako całość ma niewyró wnoważenia między poszczególnymi łożyskami głównymi, co powoduje silne obciążenie łożysk. Szczególnie pożądane jest stosowanie przeciwciężarów w szybkoobrotowych silnikach rzędowych 4- i 6-cylindrowych dla odciążenia łożyska środkowego. Ze względów konstrukcyjnych i technologicznych stosuje się niepełne wyrównoważenie, wynoszące 60...80% oddziaływania masy wału korbowego i masy korbowodu pozostającej w ruchu obrotowym. Należy zwrócić jednak uwagę, że stosowanie przeciwciężarów obniża częstość drgań własnych wału i to zależnie od wielkości zastosowanego wyrównoważenia. Jest to niekorzystne, szczególnie w silnikach szybkoobrotowych. Między innymi z tego powodu nie stosuje się wyrównoważenia zbyt dużego. Przeciwciężaru projektujemy w ten sposób, aby minimum masy dało największe odciążenie łożysk. Konstrukcyjnie promień zewnętrzny przeciwciężaru ustalony jest tak, aby nie był czynnikiem powiększającym gabaryt silnika. Promień ten dobierany jest w ten sposób, żeby w płaszczyźnie poprzecznej silnika nie wychodził poza obwiednię wyznaczającą zewnętrzny zarys drogi łba korbowodu. Poza tym promień ten musi przebiegać w odległości C, nie mniejszej niż 2-3 mm od dolnej części tłoka lub też kołowego wybrania w tej części tłoka, przy położeniu tłoka w DMP. Przeciwciężary mogą być odkute lub odlane razem z wałem korbowym, lub też do tego wału przykręcone. Przeciwciężary przykręcane mogą być wykonane jako odkuwki stalowe lub jako odlewy za staliwa lub żeliwa (najczęściej ciągliwego). Ze względów technologicznych przykręcane przeciwciężary powinny być wykonane w takiej szerokości, aby nie wystawały poza ramiona wału. Jeżeli przeciwciężary są grubsze, to szlifowanie czopów wału korbowego przy naprawie może nastąpić dopiero po ich zdjęciu. Jest to czynność kłopotliwa, gdyż po ponownym zmontowaniu przeciwciężarów należy przeprowadzić korekcje wyrównoważenia wału. W przypadku bezwzględnej konieczności zastosowania grubych przeciwciężarów, grubość ich ograniczona jest szerokością trzona korbowodu z zachowaniem luzu po 2÷3 mm. Biorąc pod uwagę, że urwanie się przeciwciężaru jest jedną z najgroźniejszych w skutki awarii silnika, zamocowanie ich i montaż powinny być zawsze troskliwie wykonane. Najprostszym i najczęściej spotykanym rozwiązaniem mocowania przeciwciężarów jest zastosowanie zamka bocznego. Rozwiązanie to nie jest jednak najdogodniejsze technologicznie, i w produkcji seryjnej zastępowane jest często mocowaniem przeciwciężaru na tulejkach. Oba te rozwiązania równorzędne pod względem konstrukcyjnym i w obydwu przypadkach tolerancje powinny być tak dobrane, aby nie było luzu między przeciwciężarem a ramieniem. W obu też przypadkach śruby mocujące przeciwciężar muszą mieć luz w otworze, aby pracowały jedynie na rozciąganie. Śruby te przenoszą nie tylko siłę odśrodkową przeciwciężaru, ale także wywołują dużą siłę tarcia między przeciwciężarem a ramieniem, która jest zdolna opanować styczne działanie bezwładności występujące przy przechodzeniu silnika przez zakres obrotów rezonansowych. W przypadku stosowania przeciwciężaru o grubości mniejszej lub równej szerokości ramienia wału korbowego, śruby mocujące umieszcza się w osi symetrii przeciwciężaru. Wtedy napięcie wstępne w śrubach powinno wynosić 4-5-krotnej wartości siły odśrodkowej, działającej na przeciwciężar przy prędkości obrotowej odpowiadającej rozbieganiu się silnika. Jeśli stosuje się przeciwciężary szersze, wystające poza ramię korby w stronę korbowodu to w śrubach umieszczonych w płaszczyźnie środka ramienia powstaje w czasie pracy silnika dodatkowy moment gnący. Z tego względu śruby muszą być mocniejsze i należy zastosować większe napięcie wstępne, wynoszące 5÷6-krotnej wartości siły odśrodkowej działającej na przeciwciężar. Po określeniu siły wstępnego napięcia Pw można znaleźć przekrój rdzenia śruby przyjmując, że wstępne napięcie wywoła w niej naprężenie równe ok. 0,6 granicy plastyczności Re. Śruby mocujące przeciwciężary wykonuje się najczęściej ze stali 36 HNM ulepszanej cieplnie do Rm min 1050 MPa. W związku z zastosowaniem bardzo wysokich napięć wstępnych śrub mocujących przeciwciężary nie wymagają one żadnych dodatkowych zabezpieczeń przed odkręceniem się.
Zakończenia wału korbowego:
Tylnym zakończeniem wału korbowego jest zwykle odkuty kołnierz, do którego mocuje się koło zamachowe. Centrowanie koła następuje wtedy na zewnętrznej średnicy kołnierza lub na jego uskoku, ewentualnie na średnicy zewnętrznej łożyska, umieszczonego w wale korbowym dla podparcia wałka sprzęgła. Kołnierz na wale korbowym powinien mieć grubość większą przynajmniej 0 20% od średnicy śrub mocujących koło zamachowe. Przy zastosowaniu otworów przelotowych, dla śrub mocujących koło zamachowe, powinny być one ustawione na tak dużym promieniu, aby otwory czy wycięcie na te śruby nie zachodziły na promień przejścia kołnierza w cylindryczną część wału. Wpewnych przypadkach kołnierz na wale korbowym wykorzystywany jest jako powierzchnia dla tylnego uszczelnienia silnika, które można wtedy wykonać za pomocą nie dzielonego uszczelniacza SIMMERA. Przy tego rodzaju uszczelnieniu konieczne jest stosowanie nieprzelotowych otworów na śruby mocujące koło zamachowe, gdyż przez gwint może przeciekać olej do obudowy koła. zamachowego, co spowoduje zaolejenie tarczy sprzęgła. Jeśli między ostatnim czopem głównym a kołnierzem dla mocowania koła zamachowego znajduje się część cylindryczna wału, na której następuje uszczelnienie, to ma ona średnicę nieco większą niż czop, aby uzyskać łagodniejsze przejście z przekroju czopa do kołnierza. Między ostatnim czopem głównym a uszczelnieniem umieszcza się odrzutnik oleju. Najczęściej stosuje się odrzutniki blaszane zawulkanizowane w gumie i zaciśnięte na wale lub też odrzutniki wytoczone z materiału wału. Uszczelnienie gwintowe polega na nacinaniu na wale gwintu prostokątnego lub zaokrąglonego, tak aby gwint ten wciągał olej do wnętrza silnika; w tylnej więc części wału gwint ten musi być prawozwojny, a na przedniej części wału lewozwojny (przy obrocie silnika w prawo, patrząc od przodu wału korbowego). Przednia część wału ukształtowana jest w ten sposób, żeby można było na niej zamocować zależnie od konstrukcji silnika: koło napędzające: rozrząd, pompę olejową, odrzutnik oleju, koło klinowe napędów pomocniczych. Koła napędzające mocuje się na cylindrycznym czopie przy użyciu wpustu. Stosuje się także odrzutnik oleju i uszczelnienie przy użyciu pierścienia SIMMERA.
Sposoby wzmocnienia wałów i podwyższenia ich trwałości:
Uprzednio omówiono już sposoby konstrukcyjne, prowadzące do wzmocnienia wałów, jak:
- wykonanie możliwie dużego zachodzenia na siebie czopów,
- wykonanie dużych promieni przejścia czopów w ramiona,
- równomierne rozłożenie materiału w wale.
Poza tymi sposobami konstrukcyjnymi istnieją metody powierzchniowego wzmocnienia wałów za pomocą specjalnej obróbki mechanicznej, termicznej lub termochemicznej. Obróbka mechaniczna polega w tym przypadku na dogniataniu specjalnymi rolkami czopów wału, a przede wszystkim promieni przejścia między czopami i ramionami (po hartowaniu wału), oraz obciskaniu kulką wyjść obrobionych otworów olejowych. Przy zgniataniu powstaje zewnętrzna warstwa metalu z naprężeniami ściskającymi, co bardzo podnosi wytrzymałość materiału i jego twardość oraz polepsza gładkość powierzchni. Poza tym przy zgniataniu zostają zniszczone mikropęknięcia powierzchniowe, będące źródłem powstawania pęknięć zmęczeniowych. Dogniatanie czopów rolkami przeprowadza się zarówno na wałach stalowych kutych, jak i na wałach odlewanych z żeliwa sferoidalnego.
Obróbka termiczna wzmacniająca powierzchnie polega na hartowaniu powierzchniowym, a obróbka termochemiczna na azotowaniu. Podwyższenie wytrzymałości zmęczeniowej przy hartowaniu powierzchniowym (grubość warstwy 3÷5 mm) wynika z powiększenia wytrzymałości zahartowanej warstwy i pojawienia się powierzchniowych naprężeń ściskających.
Azotowanie jest procesem podobnym do nawęglania i polega na powierzchniowym nasyceniu stali azotem. Warstwa azotowana jest bardzo twarda i hartowanie jest niepotrzebne. Azotuje się najczęściej amoniakiem, który w temperaturze 500°C rozkłada się na azot i wodór. Azot rozpuszcza się w stali, tworząc azotki żelaza i dodatków stopowych. Azotowanie jest procesem bardzo powolnym, gdyż trwa około 60 godzin. Na wały azotowano stosowane jest przeważnie specjalna stal stopowa 38 HMJ. Przy azotowaniu, tak jak przy zgniocie powierzchniowym, na powierzchni powstają naprężenia ściekające, w wyniku czego znacznie podwyższa się opór statyczny przeciwko uszkodzeniom, wywołanym przez ściskanie zewnętrzne. Należy zwrócić uwagę, że czopy po azotowaniu nie powinny podlegać obróbce mechanicznej, bo wytrzymałość zmęczeniowa może się obniżyć. Na przykład szlifowanie powierzchni może doprowadzić do pojawienia się mikropęknięć.
Hartowanie powierzchniowe oraz azotowanie poza wzmocnieniem wałów, podwyższa także trwałość czopów. Trwałość ta może być powiększona także przez chromowanie. Przed chromowaniem czopy są szlifowane i polerowane. Warstwa chromu o grubości 0,03...0,06 mm jest nakładana elektrolitycznie. Po chromowaniu czopy są tylko polerowane. Chromowanie czopów daje pewnie zmniejszenie ich wytrzymałości zmęczeniowej. Aby zapobiec ujemnym skutkom chromowania, należy zabezpieczać przed chromowaniem promienie przejść czopów w ramiona. Poza tym dobre rezultaty daje dogniatanie czopów przed ich chromowaniem.
Wały korbowe mogą być odlewane lub kute. Do wyrobu wałów kutych używa się stali węglowej wyższej jakości jak i stopowej. Często stosuje się stale z dodatkiem niklu lub chromu i niklu, ponieważ podnosi to wytrzymałość zmęczeniową wału. Wały odlewane wykonuje się z żeliwa stopowego (perlitycznego lub sferoidalnego).
64. Cel, sposób projektowania i usytuowanie otworów olejowych w wale korbowym:W wale korbowym, poza otworami odciążającymi, wykonane są także otwory doprowadzające olej z czopów głównych do czopów korbowych. Wyjątkowo jednak w niektórych samochodach głównym kolektorem olejowym są otwory w wale korbowym. W tych przypadkach olej z kolektora doprowadzany jest wierconymi otworami zarówno do czopów korbowodowych jak i głównych. Ze względów technologicznych średnica otworów olejowych nie może być za mała i wynosi zwykle 6÷8 mm. Wykonuje się zwykle otwory przelotowe, co ułatwia ich oczyszczanie. Otwory olejowe wyprowadzane są ze środka długości najmniej obciążonych czopów głównych, przy czym miejsce wyprowadzenia na obwodzie czopa głównego jest obojętne, gdyż ze względu na konieczność ciągłego dostarczania oleju, wykonany jest zasilający rowek obwodowy na panewce głównej. Wyjście otworów olejowych na czopach korbowych powinno znajdować się w miejscu, gdzie występują najmniejsze naciski w czasie całego obrotu wału korbowego. Przy ustalaniu tego miejsca najlepiej jest posłużyć się wykresem biegunowym sił działających na czop korbowy. Wykres sił odniesionych do czopa korbowego wykonuje się dla nominalnej prędkości obrotowej silnika.
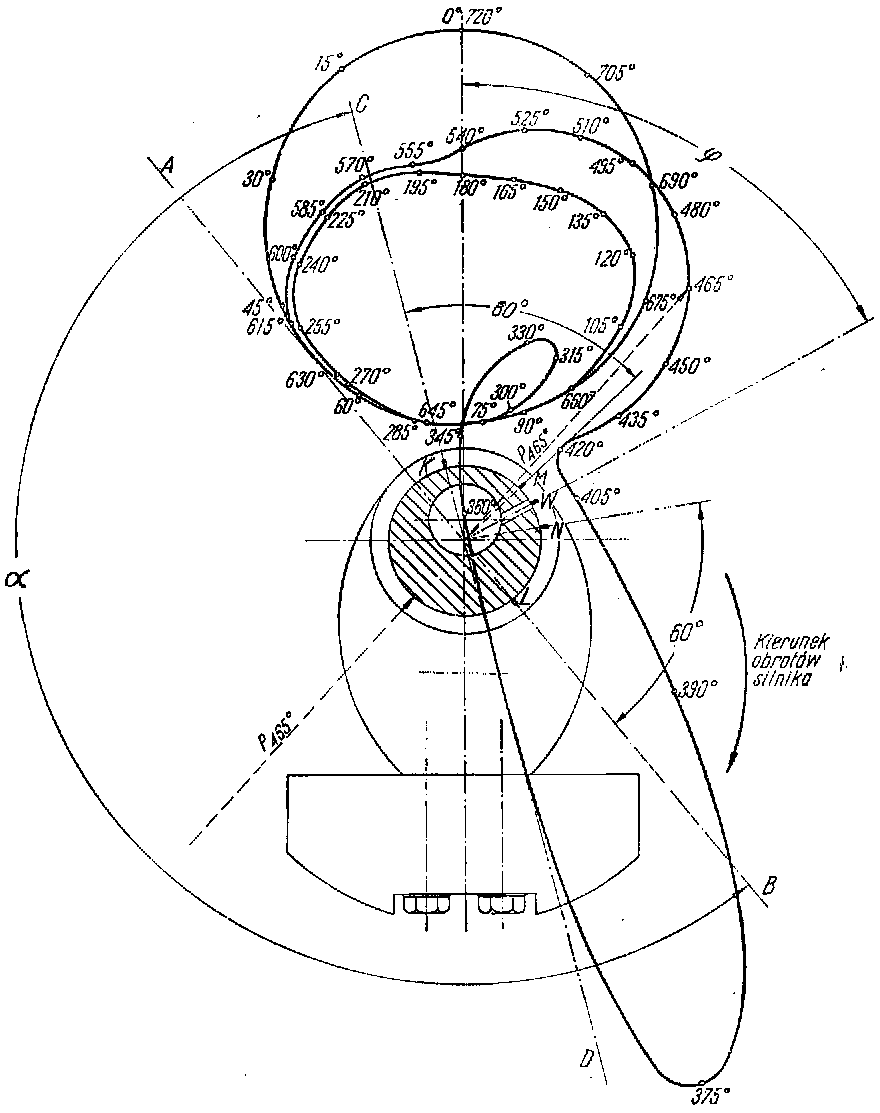
Pokazana przykładowo siła P465° działa na czop po przeciwnej stronie niż pokazuje to wykres. Z tego względu proste AB i CD styczne do wykresu sił biegunowych i przechodzące przez środek czopa 0 ograniczaj obszar przyłożenia sił biegunowych. Obszar ten rozciąga się na kącie α obejmującym łuk KL. Biorąc pod uwagę, że główne działanie sił rozkłada się na czopie na kącie około 120°, z obydwu stron kąta α należy dodać po 80°, aby uzyskać całkowity obszar działania sił. W ten sposób uzyskamy punkty M i N, między którymi na obwodzie czopa nie działają żadne naciski. Wyjście otworu olejowego W umieszczamy w środku między punktami M i N na kącie φ od osi wykorbienia. Wartości kąta φ wynoszą przeważnie 40÷60°, przy czym im niższa jest prędkość obrotowa silnika, tym wielkość kąta φ jest większa i zbliża się do 90°. Od czopów głównych otwory olejowe przebiegają skośnie poprzez ramiona od czopów korbowych, omijając ewentualne otwory odciążające. Ostre krawędzie otworów przy wyjściu ich na powierzchnię czopów powinny być sfazowane lub zaokrąglone, a jeszcze lepiej dogniecione kulką. W przypadku, gdy istnieją trudności z ominięciem otworów odciążających, wiercenie otworu olejowego może przeciąć otwór odciążający. Wstawia się wtedy rurki olejowe lub zamyka się otwór odciążający zaślepkami . W tym drugim przypadku w otworach odciążających zachodzi odwirowanie oleju, stanowią więc ono pewnego rodzaju filtry odśrodkowe. Przy naprawach silnika zaślepki należy wyjąć i z otworów odciążających usunąć nagromadzone w nich zanieczyszczenia. Przy odwirowywaniu oleju w otworach odciążających stosuje się niekiedy zaprasowane rurki w przewodach odprowadzających, która zabezpieczają łożyska czopów korbowodów przed przedostaniem się do nich odwirowanych zanieczyszczeń.
60. Omówić zakres i sposoby obliczeń wału korbowego:
Patrz SILNIKI ZESZYT 2 rysunki: 57, 58, 59, 60 oraz wcześniejsze pytania. Za dużo wzorów do przepisywania, a można przecież wydrukować sobie w pomniejszeniu zeskanowane strony z zeszytu.
61. Na czym polega wyrównoważenie silnika i w jaki sposób się go dokonuje:
Silnik jest wyrównoważony, jeżeli na jego punkty podparcia nie są przenoszono żadne siły poza siłą. ciążenia i momenty, poza momentem reakcyjnym równym momentowi obrotowemu, lecz o przeciwnym znaku.
W czasie pracy silnika działające w nim siły dzielimy na wyrównoważone i niewyrównoważone. Suma sił wyrównoważonych nie powoduje występowania momentów swobodnych a ich wypadkowa jest równa zero. Zaliczamy do nich siły od ciśnienia gazów i siły tarcia.
Do sił niewyrównoważonych należą wszystkie siły przekazywane na podpory zamocowania silnika: masa silnika (ciężar), siły bezwładności mas wykonujących ruch posuwisto-zwrotny, siły bezwładności mas obracających się, siły reakcji gazów i cieczy. Niewyrównoważone siły powodują drgania nie tylko silnika, ale przenoszą się na nadwozie. Silnik jako źródło niewyrównoważonych sił powinien być wyrównoważony, tzn. doprowadzony do takiego stanu, w którym działające siły i ich momenty są stałe co do kierunku i wartości lub równe zero. Uzyskuje się to przez: wybór odpowiedniej ilości cylindrów i ich usytuowania, wybór kształtu wału korbowego w taki sposób, by zmienne siły bezwładności i momenty tych sił zmniejszyć poprzez wprowadzenie dodatkowych mas, które powodują nowe siły będące w każdej chwili równe siłom wyrównoważanym, ale o przeciwnym zwrocie działania. Siły odśrodkowe wyrównoważa się poprzez stosowanie przeciwciężarów na wale korbowym.
Silnik jest wyrównoważony jeżeli spełnione są warunki:
gdzie:
Założenie: siły masowe tego samego rodzaju są dla wszystkich cylindrów jednakowe, czyli że:
- masy wszystkich zespołów tłokowych (tłok oraz pierścienie, sworzeń i zabezpieczenie) są jednakowe,
- masy zespołów korbowodów są również jednakowe, a równocześnie takie sann położenie zajmuje środek masy dla poszczególnych korbowodów,
- wał korbowy jest wyważony statycznie i dynamicznie.
62. Scharakteryzować sposób wyrównoważenia silnika jednocylindrowego:
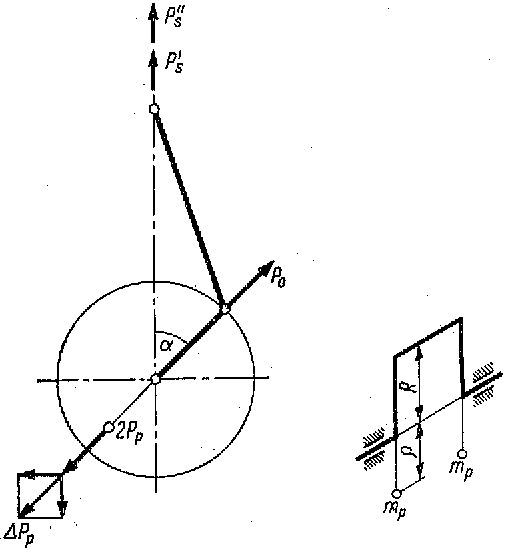
Schemat sił działających na układ korbowy silnika jednocylindrowego przedstawiony jest na rys:
Siłę odśrodkową P" można zrównoważyć przez umieszczenie na przedłużeniu ramion korby dwóch równych przeciwciężarów o masie mp, których wypadkowa siła odśrodkowa 2Pp jest równa sile Po, działa wzdłuż tej samej linii i ma zwrot przeciwny. 2Pp = -Po
![]()
Siły bezwładności pierwszego P1 i drugiego P2 rzędu są siłami swobodnymi i niezrównoważonymi. W silniku jednocylindrowym można uzyskać ich wyrównoważenie wyłącznie za pomocą układu dodatkowych wirujących mas, zwanego okładem TAYLORA-LANCHESTERA.
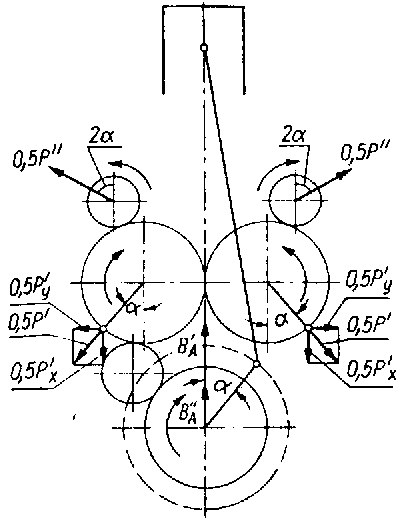
Siły te nie mogą być zrównoważone za pomocą przeciwciężarów umieszczonych na wale korbowym, gdyż opór bezwładności pierwszego rzędu P1 działa zawsze wzdłuż osi cylindra, podczas gdy zastosowanie przeciwciężaru spowoduje wystąpienie siły odśrodkowej wirującej. Uwaga ta dotyczy także oporu bezwładności drugiego rzędu, który ma ponadto okres zmienności dwukrotnie mniejszy niż opór bezwładności pierwszego rzędu. Stosując układ wirujących ciężarów spełniających niżej wymienione warunki, można uzyskać całkowite wyrównoważenie silnika:
- osie wirowania przeciwciężarów są równoległe do osi wału korbowego i symetrycznie względem niej położone;
- płaszczyzna, w której wirują przeciwciężary przechodzi przez oś cylindra, względnie występują dwa jednakowe zespoły przeciwciężarów wirujących w płaszczyznach równo oddalonych od płaszczyzny przechodzącej przez oś cylindra;
- przeciwciężary wyrównoważające siły bezwładności jednego rodzaju obracają się w przeciwnych kierunkach;
- prędkość obrotowa przeciwciężarów wyrównoważających opory bezwładności pierwszego rzędu jest równa prędkości obrotowej wału korbowego;
- prędkości obrotowa przeciwciężarów wyrównoważających opory bezwładności drugiego rzędu jest dwukrotnie większa od prędkości obrotowej wału korbowego;
- gdy tłuk znajduje się w GMP, czyli gdy x = 0, przeciwciężary znajdują się w położeniu przeciwległym, przy czym kąt ich obrotu będzie liczony od tego właśnie położenia.
Jest to skomplikowana i przez to droga konstrukcja i dlatego jest bardzo rzadko stosowana w praktyce (silniki doświadczalne).
68. Omówić drgania skrętne wału korbowego i sposób ich obliczeń:
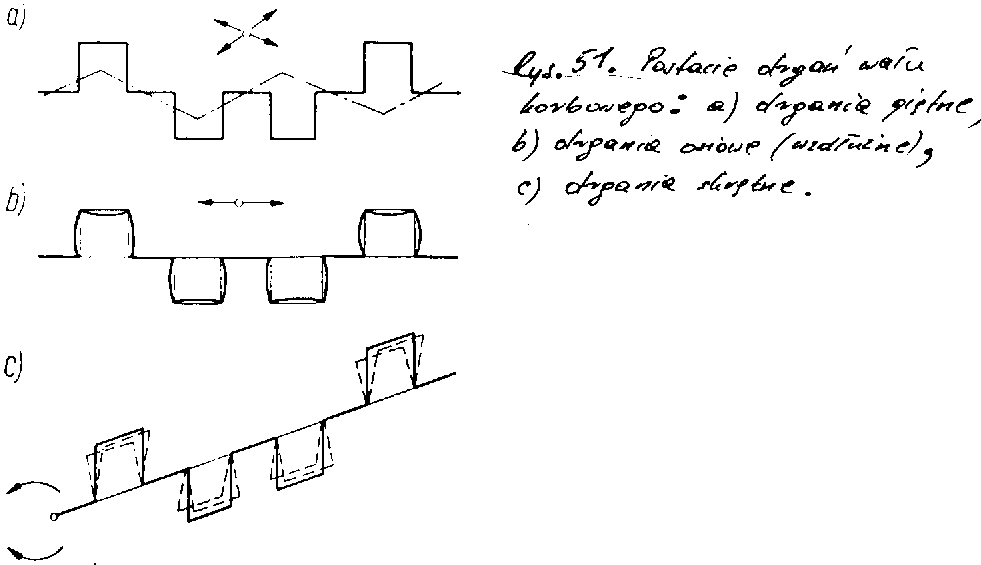
Działające okresowo na poszczególnych wykorbieniach siły nacisku gazów i opory bezwładności pobudzają wał korbowy do drgań skrętnych, giętnych i wzdłużnych.
Omówione będą jedynie drgania skrętne, gdyż pozostałe rodzaje drgań w znacznej większości przypadków silników samochodowych nie mają praktycznego znaczenia. Siły wywołujące drgania wzdłużne są zazwyczaj znikome, zaś częstość własna drgań giętnych wału wielopodporowego, z reguły o bardzo sztywnej konstrukcji, wypada najczęściej tak wysoka, że nie zachodzi obawa rezonansu. Podpory (łożyska główne) wyznaczają tu położenie węzłów drgań. Trzeba jednak zwrócić uwaga na to, że w przypadku wałów o dwóch podporach, np. silnika dwucylindrowego o przeciwbieżnych tłokach ("boxer") wyposażonych w ciężkie koło zamachowe, częstość drgań własnych może wypaść stosunkowo niewielka i może zachodzić niebezpieczeństwo rezonansu z siłami wymuszającymi. Również w przypadku niedostatecznej sztywności kadłuba silnika może nastąpić zmniejszenie częstości drgań własnych zespołu wał-kadłub. Skomplikowany kształt kadłuba i wału nie pozwala na określenie tej częstotliwości na drodze analitycznej i zmusza do kierowania się podczas konstruowania doświadczeniem, a następnie sprawdzenia doświadczalnego i ewentualnej korekty konstrukcji. Zauważmy przy tym, że sztywność giętna wału określona np. wzdłuż osi cylindra zmienia się okresowo podczas jego obrotu. Zmiany te mogą nawet dochodzić do 40 ... 50°/p sztywności minimalnej, co dodatkowo utrudnia i tak skomplikowane obliczenia.
Obliczenie wału korbowego na drgania skrętne polega na:
- określeniu jego częstości drgań własnych,
- sprawdzeniu możliwości wystąpienia rezonansu w użytecznym zakresie prędkości obrotowej,
- określeniu dodatkowych naprężeń w materiale wału spowodowanych drganiami skrętnymi.
Ze względu na skomplikowany kształt wał korbowy zastępuje się wraz z zaprzęgami korbowymi i kołem zamachowym przez fikcyjny wał zastępczy, którego cechy charakterystyczne są następujące:
1) ma on na całej długości jednakową sztywność skrętną GJn, którą ze względów obliczeniowych przyjmuje się najczęściej równą sztywności skrętnej czopów głównych, i jest pozbawiony masy (G -moduł sprężystości postaciowej, Jn biegunowy moment bezwładności pola przekroju czopa),
2) wpływ mas wykorbień i zaprzęgów karbowych oraz koła zamachowego uwzględnia się przez przyjęcie skupionych momentów bezwładności mas, przy tym moment bezwładności dla wykorbienia wraz z zaprzęgiem korbowym określony jest równaniem:![]()
Dla ustalenia wpływu mas mp poruszających się ruchem posuwisto-zwrotnym posłużono się tu kryterium równości energii kinetycznej masy mp i zastępującej ją masy mz, poruszającej się po promieniu R. Momenty bezwładności mas odpowiadające poszczególnym wykorbieniom i wału zamachowemu rozmieszczone są wzdłuż wału w odległościach zwanych zastępczymi. Odległości te dobiera się w taki sposób, aby kąt skręcenia wału zastępczego na odcinku jednego wykorbienia był identyczny z kątem skręcenia wału rzeczywistego (na tym samym odcinku) pod wpływem momentu skręcającego tej samej wartości. Układ drgający ze skupionymi momentami bezwładności mas może być w ogólnym przypadku rozwiązany metodami analitycznymi, jeżeli liczba tych momentów nie przekracza czterech. Zazwyczaj, w celu uzyskania pierwszego przybliżenia, sprowadza się układ zastępczy do układu dwumasowego, dla którego częstość kołowa (prędkość kątowa wirowania wektora amplitudy) określona jest równaniem: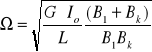
gdzie: GIo - sztywność skrętna wału zastępczego,
B1 -suma momentów bezwładności mas wirujących i mas zastępczych układu korbowego,
Bk -moment bezwładności masy koła zamachowego,
L-zastępcza odległość pomiędzy skupionymi momentami bezwładności B1 i Bk (zależności empiryczne i półempiryczne).
W przypadku wałów silników samochodowych wiadomo z praktyki, że węzeł drgań skrętnych I postaci wypada zawsze pomiędzy ostatnim wykorbieniem a kołem zamachowym. Przypomnijmy, że liczba określająca postać drgań oznacza zarazem liczbę węzłów drgań, oraz że im wyższej postaci drgania, tym częstość ich jest wyższa. Zależność na Ω może być wykorzystana do zgrubnego określenia częstości drgań własnych układu wielomasowego. Zastępuje się wówczas masowe momenty wykorbień przez jeden moment równy ich sumie i umieszczony w "środku ciężkości" tych momentów. Moment sumaryczny wraz z momentem koła zamachowego tworzy układ dwumasowy, łatwy do rozwiązania. Uzyskany wynik obarczony jest błędem (dochodzącym nawet do 20%), gdyż schemat obliczeniowy nie jest dokładnie równoważny układowi wielomasowemu. Z doświadczenia wiadomo, że rezonans z harmonicznymi rzędu wyższego niż dwunasty (wg niektórych źródeł-osiemnasty) nie jest groźny, wobec bardzo silnego tłumienia. Energia tłumienia jest proporcjonalna do kwadratu rzędu harmonicznej.
Prędkości obrotowe wału silnika, przy których występuje rezonans, najczęściej wyznacza się metodą wykreślną.
Jeżeli rezonans z harmoniczną główną, uznaną za najwyższą, jaką bierze się pod uwagę, występuje przy prędkościach obrotowych wyższych od dopuszczalnych, wówczas w praktyce nie należy spodziewać się wystąpienia amplitud drgań u wartości groźnej dla wytrzymałości wału. Jeżeli natomiast warunek ten nie jest spełniony, wówczas konieczne jest zastosowanie odpowiedniego tłumika drgań, względnie należy zmienić konstrukcję wału, a niekiedy całego układu karbowego.
Patrz też: SILNIKI ZESZYT 2 rysunki: 63-69
69. Warunki pracy, konstrukcja i materiały panewek czopów głównych i korbowych silnika:
Łożyska ślizgowe główne i korbowodowe w dużym stopniu decydują o niezawodności i trwałości silnika. Projektowanie tych łożysk obejmuje: ustalenie wymiarów głównych (średnica i długość), ustalenie materiałów łożyska tj. skorupy i stopu łożyskowego, dobór luzu łożyska, Obliczenia zgodnie z hydrodynamiczną teorią smarowania, ustalenie miejsc doprowadzenia oleju. Łożyska główne umożliwiają obracanie się wału korbowego w kadłubie silnika, a łożyska korbowodów obracanie się czopów korbowych w łbach korbowodów. W czasie pracy silnika łożyska obciążone są zarówno siłami od spalania gazów w cylindrze, jak i siłami bezwładności układu korbowego. W zasadzie wszystkie obecnie stosowane łożyska wykonywane są ze skorupy z miękkiej stali, wyłożonej warstwą stopów łożyskowych, posiadających własności przeciwcierne. Łożyska takie poza małym współczynnikiem tarcia, nawet w warunkach tarcia półpłynnego (przerwanie filmu olejowego), muszą posiadać następujące własności:
1) dobrze odprowadzać ciepło wywiązujące się w łożysku,
2) dobrze przytrzymywać film oleju,
3) wytrzymywać duże naciski i uderzenia i nie tracić tych własności w podwyższonych temperaturach pracy silnika,
4) umożliwiać wgniatanie się w stop łożyskowy twardych cząsteczek przenoszonych przez olej smarujący i nie dopuścić w ten sposób do uszkodzenia wału,
6) nie wykazywać tendencji do przpawywania się do materiału wału,
6) nie ulegać korozji od składników olejów smarujących,
7) umożliwiać stosowanie małych luzów, dających cichą i spokojną pracę silnika,
W silnikach samochodowych stosuje się łożyska główne i korbowodowe wykonane jako panewki cienkościenne. Każda panewka cienkościenna jest z zasady dzielona i składa się z dwóch półpanewek. Za panewkę cienkościenną uważamy taka panewkę, w której dokładność kształtu otworu wewnętrznego zależy od dokładności kształtu gniazda, w którym ta panewka jest umieszczona. W związku z tym przy montażu panewek cienkościennych zwraca się ogromną uwagę nic tylko na czystość ich powierzchni wewnętrznych, ale także i zewnętrznych. Dla panewek cienkościennych stosunek grubości ścianki panewki do średnicy wewnętrznej panewki nie przekracza wartości 0,04. Panewki cienkościenne wykonane są z taśmy stalowej zimnowalcowanej, niskowęglowej 08ź lub 10 o grubościach od 1,25÷3,6 mm, zależnie od wielkości średnicy czopa, przy czym dla panewek głównych stosowane są nieco większe grubości niż dla odpowiednich panewek korbowodowych. Jest to związane z wykonywaniem na panewkach głównych wytoczeń obwodowych dla rozprowadzania oleju, które osłabiają skorupę panewki. Grubość taśmy dla panewek korbowodowych wynosi gs≈0,02 dk a dla panewek głównych gs≈0,03 dg. Na taśmie tej, jeszcze płaskiej, jest wylany, opiekany lub nawalcowany odpowiedni stop łożyskowy. Taśma ta pocięta zostaje na odpowiednie odcinki, którym na prasach nadaje się kształt półpanewek. Wewnętrzny otwór półpanewki obrabiany jest na dokładny wymiar za pomocą przeciągania lub toczenia diamentem. Dokładność tej obróbki jest bardzo duża, gdyż tolerancja grubości półpanewki wynosi 0,005÷0,010 mm w zależności od grubości panewki. Taka dokładność jest wystarczająca dla zabezpieczenia całkowitej wymienności panewek, co jest jedną z głównych zalet panewek cienkościennych. Dzięki wymienności panewek upraszcza się nie tylko montaż silnika (odpada wytaczanie panewek w kadłubie lub korbowodzie), ale także naprawy, gdyż zużyto panewkę nie regeneruje się, ale wymienia na nową, której cena jest znacznie niższa od kosztów naprawy. Dalszą zaletą tych panewek jest ich dobre przyleganie do gniazda, co sprzyja wymianie ciepła i zapewnia dostateczną sztywność panewek mimo małej grubości jej ścianek. Do zalet panewek cienkościennych należy także zmniejszenie gabarytów i ciężaru łba korbowodu, ze względu na mało grubość panewki. Zalecano szerokości panewek wynoszą 0,4-0,6 d, gdzie d - średnica czopa. Poniżej dolnej wartości (0,4) spada nośność łożyska na skutek upływów oleju smarnego, którego cząsteczki opuszczają panewkę przez jej boki zanim wal korbowy wykona jeden obrót. Powyżej górnej wartości (0,6) nośność wzrasta minimalnie, natomiast rosną znacznie naciski krawędziowe wywołane ugięciami wału korbowego. Poza tym nazbyt wzrasta temperatura łożyska, gdyż przepływa przez nie zbyt mała ilość oleju. Dla panewek głównych posiadających wewnętrzny rowek obwodowy, którym rozprowadzany jest olej, stosuje się często półpanewki o szerokości czynnej mniejszej od 0,4 d.
Stopy łożyskowe:
W panewce cienkościennej główną rolę spełnia stop łożyskowy, którym jest ona wyłożona. Stop ten powinien w miarę możliwości spełniać wszystkie siedem warunków, wymienionychwcześniej, a poza tym musi dobrze wiązać się ze stalową skorupą. W silnikach samochodowych stosowane są następujące stopy łożyskowe: - stopy cynowe-ołowiowe, - brązy ołowiowe, - stopy aluminiowe.
Stopy cynowo-ołowiowe, zwane także "białymi metalami" reprezentowane są przez dwa stopy: jeden, zwany wysokocynkowym, zawierający nie mniej niż 82% Sn, około 11% Sb i około 6% Cu, oraz mniej niż 0,35% Pb; drugi zaś, zwany niskocynowym, zawierający nie mniej niż 75% Pb, około 10% Sn, 14% Sb i 1% Cu. Oba te stopy zawierają jeszcze niewielkie ilości żelaza i innych domieszek. Stop wysokocynowy jest dobrym stopem łożyskowym, posiadającym prawie wszystkie właściwości wymienione poprzednio. Podstawową wadą jest niezdolność do przenoszenia wysokich nacisków jednostkowych. Przy grubości warstwy wynoszącej 0,1 mm (panewki "micro") i temperaturze pracy 100°C znosi on naciski do 17,5 MPa, a przy grubości warstwy 0,25 mm - naciski do 14 MPa. Przy grubościach większych od 0,25 mm dopuszczalny nacisk obniża się dalej, ale już w znacznie mniejszym stopniu. Stop niskocynowy jest znacznie tańszy od wysokocynowego, lecz posiada nieco gorsze własności. Słabiej zatrzymuje film oleju i trudniej łączy się z podłożem, a poza tym wytrzymuje naciski niewiele przekraczające 10 MPa. Stosowane obecnie grubości warstw cynowo-ołowiowych wynoszą dla panewek nominalnych 0,15=0,3 mm, a dla panewek nadwymiarowych dochodzą do 0,45 mm. Jedna z głównych zalet stopów cymowo-ołowiowych, polegająca na tym, że nie wymagają one utwardzania czopów wałów korbowych straciła na znaczeniu w odniesieniu cło silników samochodowych. W zasadzie wszystkie tego rodzaju silniki, ze względu na trwałość, posiadają obecnie czopy wału korbowego utwardzone, niezależnie od stosowanego stopu łożyskowego. Z tego względu w nowych silnikach stopy synowo-ołowiowe nie znajdują już zastosowania. Taśmę na panewki wylane stopami synowo-ołowiowymi wykonuje się w sposób ciągły z taśmy stalowej rozwijanej z. kręgów. Przy przesuwaniu taśmy w odpowiednim agregacie jest ona kolejno oczyszczana, odtłuszczana i cynowana, a następnie wylewany jest na nią odpowiedni stop. Po zastygnięciu stop jest frezowany na odpowiednią grubość (z nadmiarem dla ostatecznej obróbki panewki na gotowo).
Brązy ołowiowe nie są właściwie brązami, lecz stopioną mieszaniną miedzi z ołowiem. Brązy ołowiowe dzielimy na dwie zasadnicze grupy:
- stopy miedzi z cyną i ołowiem, - stopy miedzi z ołowiem.
Stopy miedzi z cyną i ołowiem charakteryzują się zawartością przynajmniej 4% Sn. Typowym przedstawicielem tych brązów jest B525 o składzie Pb 23-26%, Sn - 4-6%, reszta Cu. Stopy miedzi z cyną i ołowiem charakteryzują się, jako materiał łożyskowy, dość dużą twardością i małą odpornością na korozję, zwłaszcza gdy paliwa zawierają dużo siarki, oraz mają tendencję do miejscowych przyspawań się do wału. Aby usunąć te wady, powierzchnie łożyska pokrywa się elektrolitycznie warstwą Pb z dodatkiem 8-12% Sn i 2-3% Cn. Ze względu na nierównomierne osadzanie się ołowiu, warstewka taka jest niekiedy w łożysku obrobiona, przy czym grubość jej po obróbce wynosi 0,03÷0,04 mm. Warstewka ta do dobrych własności zmęczeniowych i nośności stopu miedzi z cyną i ołowiem (o grubości warstwy 0,2÷0,85 mm) dodaje dobre własności przeciwcierne, lepszą odporność na korozję i większą zdolność osadzania się twardych cząsteczek. Takie łożyska mogą pracować niezawodnie przy naciekach do 32MPa. Niektóre firmy między warstwę brązu ołowiowego a warstwę ołowiu z domieszką cyny i miedzi kładą elektrolitycznie warstwę niklu o grubości 1-2 μm. Nikiel nie dopuszcza do dyfuzji cyny z warstwy zewnętrznej do niżej położonego brązu. Zapobiega to tendencji do wykruszania się warstwy zewnętrznej. Trwałość łożysk maże być jeszcze znacznie podwyższona, gdy obrobiona warstewka ołowiu zostanie dodatkowo powleczona elektrolitycznie warstwą indu o grubości kilku mikrometrów. Warstwa indu nie podlega żadnej obróbce, a głównym jej zadaniem jest zapobieganie korozji warstwy łożyskowej. Łożyska indowane mogą przenosić naciski do 45 MPa . Stopy miedzi z ołowiem zawierają maksimum do 0,2% Sn. Stopy te, ze względu na dużą zawartość Pb i bardzo małą zawartość Sn, mają znacznie mniejszą twardość od stopów miedzi z cyną i ołowiem. Z tego względu znacznie lepiej osadzają się w nich zanieczyszczenia przynoszone z olejem. Typowym stopem tego rodzaju jest B030, zawierający 27÷33% Pb, reszta Cu. Stop ten jest znacznie trudniejszy do odlania niż stop miedzi z cyną i ołowiem, gdyż w czasie jego zastygania może nastąpić wydzielanie się ołowiu. Jest on jednak lepszym materiałem łożyskowym od stopu poprzedniego i może dobrze pracować bez żadnej dodatkowej warstwy przeciwciernej, znosząc naciski jednostkowe do 25 MPa. Taśmy na panewki wylewane brązami ołowiowymi, ze względu na dużą płynność roztopionego stopu, nie mogą być wykonane w sposób ciągły. Wylewanie następuje tu na odcinkach taśm z podwijanymi brzegami, które nie pozwalają na spłynięcie wylewanego stopu. Panewki wylane (czy wyłożone) stopem miedzi z ołowiem są obecnie prawie zawsze pokrywane warstwą buforową niklu i warstwą stopu ołowiu z cyną i miedzią, podobnie jako było to omówiono przy stopie miedzi z cyną i ołowiem. Polepsza to znacznie własności łożyska i umożliwia przenoszenie nacisków do 40 MPa. Podane wyżej dopuszczalne naciski na łożyska z brązów ołowiowych odnoszą się do warstwy stopu o grubości 0,4 mm. Powiększenie tej grubości powoduje zmniejszenie dopuszczalnych nacisków, jednak tylko w niewielkim stopniu, znacznie mniej niż dla stopów cynowa-ołowiowych. Dla panewek nominalnych stosuje się warstwy brązów ołowiowych o grubości 0,2÷0,4 mm, a dla panewek nadwymiarowych może ona dochodzić do 0,85 mm.
Stopy aluminium stosowane na panewki to przede wszystkim stopy aluminium z cyną, która poprawia odporność aluminium przeciw przyspawaniu się do czopów wału. Stopy te nawalcowuje się na stalową skorupę, gdyż przy wylewaniu występują dużo trudności związania stopu z podłożem stalowym, ze względu na łatwość utleniania się aluminium. Często stosowany jest stop o zawartości około 20% Sn, wykazujący dobre własności przeciwcierne. Stop ten wykazuje również dużą odporność na zmęczenie, jeśli cyna ułożona jest w nim w formie siatki przestrzennej. Taką strukturę uzyskuje się przez walcowanie stopu na zimno, podczas którego ciągła struktura cyny zostaje rozkruszona, a następnie w wyniku wyżarzania powstają kryształy cyny ułożone w formie siatki przestrzennej. Panewki wyłożone stopem siatkowym aluminium z cyną nie mają przeważnie żadnego pokrycia elektrolitycznego. Stosowane niekiedy pokrywanie kilkumikronową warstwą cyny ma na celu jedynie ułatwienie docierania. Stosowane są także stopy aluminium z cyną w ilości ok. 6%. Dopuszczalne naciski jednostkowe dla stopów aluminiowych wynoszą do MPa. Ostatnio zamiast stopów aluminium z cyną zaczęto stosować stopy aluminium z krzemem i miedzią (ALSi1Cu). Panewki tego rodzaju mogą pracować przy naciskach dochodzących do 50MPa. Stopy cyny z aluminium są czułe na większe zanieczyszczenia oleju smarującego, z tego względu znajdują zastosowanie przede wszystkim w silnikach z zapłonem iskrowym, choć nie brak przykładów stosowania ich do silników wysokoprężnych, produkowanych przez czołowe firmy. Biorąc pod uwagę, że w panewkach cienkościennych ich warstwa nośna jest przeważnie pokrywana bardzo cienkimi warstwami uszlachetniającymi, jakiekolwiek doskrobywanie tych panewek jest niedopuszczalne. Dla ochrony przed korozją całe panewki pokrywa się często warstwą ochronną Sn lub stopu SnPb o grubości 1-3 μm.
Elementy konstrukcyjne półpanewek cienkościennych
Do elementów konstrukcyjnych zaliczamy wykonane na półpanewkach rowki i otwory olejowe, a także zaczepy oraz wszelkiego rodzaju ścięcia i sfazowania. Elementy te są wspólne dla wszystkich rodzajów półpanewek, także konstrukcja półpanewek wylanych brązami ołowiowymi nie odbiega w zasadzie od konstrukcji półpanewek wylanych białymi metalami. Należy unikać stosowania wszelkich rowków olejowych na panewkach, szczególnie w miejscach dużych nacisków. Rowki powodują przerywanie klinów olejowych, a więc i spadek ciśnienia oleje w panewce. Rowek olejowy stosowany jest jedynie z konieczności na panewkach głównych, gdyż jest on niezbędny dla ciągłego zasilania olejem panewek korbowodowych. Niekiedy rowek olejowy stosuje się tylko w górnych półpanewkach głównych, dzięki czemu dolne, nie posiadające rowka olejowego, mogą przenosić większe naciski. W tym przypadku, dla zabezpieczenia ciągłego dopływu oleju do czopów korbowych, otwory olejowe w wale korbowym muszą mieć po dwa wyloty na czopach głównych rozstawione o 180°. Otwór dla doprowadzenia oleju do panewki głównej niezbędny jest tylko w półpanewce górnej, gdyż trafia na otwór olejowy w kadłubie silnika. Ze względu na zmniejszenie asortymentu półpanewek wykonuje się jednak często tylko jeden rodzaj półpanewek odpowiadających półpanewce górnej, przy czym półpanewka taka, pracująca jako dolna, ma nie wykorzystany otwór olejowy. Tę samą zasadę stosuje się dla panewek korbowodowych, jedli w górnej półpanewce wykonany jest otwór dla natryskiwania olejem gładzi cylindra. Postępowanie takie jest jednak niezupełnie właściwe, gdyż obecność otworu nie spełniającego żadnej funkcji niepotrzebnie utrudnia utrzymanie ciągłej warstwy oleju smarującego. Przy stykach półpanewek wykonuje się płytkie ścięcia stopu łożyskowego, które zabezpieczają przed miejscowym zmniejszeniem luzu panewki w przypadku przekroczenia granicy płynności materiału półpanewki. Niebezpieczeństwo takie występuje przede wszystkim na styku półpanewek, gdyż naprężenia w dalszej części półpanewek maleją na skutek tarcia występującego między skorupą panewki a obudową. Ścięcia stopu łożyskowego spełniają także dodatkową rolę jako rezerwuary i filtry oleju. Jeżeli styki półpanewek, a więc i ścięcia, wypadają w obszarze dużych obciążeń panewek, można je znacznie zmniejszyć, lub całkowicie z nich zrezygnować, zastępując je sfazowaniami stopu o 45°. Rozwiązanie takie stosuje się czasami w panewkach korbowodów o skośnym podziale łba. W celu ustawienia panewki we właściwym położeniu względem korbowodu lub kadłuba silnika, na stykach półpanewek wykonuje się odpowiednie zaczepy. Zaczepy te zabezpieczają tylko dodatkowo panewki przed obrotem, gdyż zadanie to w zasadzie musi spełniać odpowiedni wcisk panewki. Znane są wypadki obracania się panewek i ścinania zaczepów w przypadku stosowania zbyt małych przekryć półpanewek lub niedostatecznego zacisku śrub mocujących pokrywę. Należy pamiętać, że prawidłowe ustawienie zaczepów jest wtedy, gdy zaczepy obu współpracujących półpanewek znajdują się na jednym styku półpanewek. Zaczepy nie trafiają wtedy na siebie, gdyż nie umieszcza się ich nigdy w środku długości półpanewki. Taki sposób ustawienia zaczepów daje dodatkowo zabezpieczenie obu półpanewkom przed obrotem w jakąkolwiek stronę. Technologia wykonania półpanewek cienkościennych wytłaczanych z taśm stalowych zimnowalcowanych, wyłożonych stopem łożyskowym powoduje, że w stanie swobodnym styki półpanewek są rozchylone w stosunku do wymiaru teoretycznego. Kształt taki ułatwia montaż i zapewnia lepsze przyleganie półpanewki do ścian obudowy. Przeciętne rozchylenie styków wynosi 0,5-1,5 mm, przy czym mniejsze wartości odnoszą się do mniejszych średnic panewek i większych ich grubości.
70. Wymagania, sposoby wykonania i materiały stosowane na głowice tłokowych silników spalinowych:
Zadaniem głowicy jest szczelne zamknięcie przestrzeni spalania zawartej w tulei cylindrowej i ograniczonej przez ruchome dno tłoka (szczelność komory spalania, zaworów dolotowych i wylotowych - nie może ulegać odkształceniom w czasie pracy). Ponadto przez głowicę silników czterosuwowych doprowadzane jest do przestrzeni spalania paliwo i powietrze, a także odprowadzane są spaliny. Ze względu na swoje skomplikowane kształty głowice wykonywane są jako odlewy z żeliwa lub ze stopów aluminium (z krzemem; tzw. siluminy). Skomplikowane kształty oraz nierównomierne obciążenie tak mechaniczne jak i termiczne uniemożliwiają dokładne obliczenie głowicy. Aby nie dopuścić do nadmiernych naprężeń odlewniczych i cieplnych unika się w odlewie głowicy miejscowych skupisk materiału, a przejścia pomiędzy ściankami wykonuje się możliwie dużymi łukami. Jeśli w głowicy są umieszczone komory spalania, to powinny być one obrabiane, gdyż gładkość ich powierzchni podnosi sprawność spalania. Z tego względu kształt komór spalania musi być zaprojektowany w sposób umożliwiający łatwą obróbkę. Dokładność wykonania objętości tych komór wynosi zwykle ±1 cm3. Z zasady w głowicy na każdy cylinder umieszczone są dwa zawory, jeden wlotowy i jeden wylotowy i odpowiednie dla nich kanały. Na górnej powierzchni głowicy uformowane jest obrzeże stanowiące płaszczyznę uszczelnienia dla pokrywy głowicy. Obrzeże to powinno być dostatecznie wysokie aby uszczelka na nim leżąca znajdowała się ponad poziomem oleju zbierającego się na głowicy. Dla ułatwiania spływu tego oleju górna ściana na głowicy powinna mieć pochylenia w kierunku otworów odpływowych. Kanały wlotowe i wylotowe w głowicy są wykonywane przeważnie w ten sposób, że zwężają się łagodnie w kierunku do wnętrza głowicy. Najczęściej przekroje kanałów przy wejściu do głowicy są większe o około 20% do przekrojów, w których są umieszczone zawory. Takie uformowanie kanałów dolotowych daje lekkie przyśpieszenie słupa gazu i umożliwia uporządkowanie jego ruchu, co podwyższa moc i sprawność silnika. Powiększający się dyfuzorowo przekrój kanału wylotowego daje obniżenie prędkości spalin, co wpływa na podwyższenie mocy i obniżenie hałasu silnika. Na wejściu kanały mogą mieć kształt nawet znacznie odbiegający od kuła. Kształt kołowy konieczny jest tylko w okolicy zaworu. Jednak przejście pomiędzy różnymi kształtami musi być bardzo płynne. Często wyjście kanałów do głowiny jest obrabiane, aby uzyskać jednakowe szerokości przylg zaworowych lub symetryczne podparcie gniazd zaworowych. Przylgnie gniazd zaworów wykonywane są bądź bezpośrednio w materiale głowicy, bądź w gniazdach wstawianych w głowicę. Kąt przylgni wynosi przeważnie 90°. Tylko niektóre firmy, zwłaszcza dla zaworów dolotowych stosują kąt a = 120°, gdyż zapewnia on większy wolny przekrój przepływu przy takim samym wzniosie zaworu. Zasadnicza szerokość przylgni na której następuje uszczelnienie zaworu wynosi w nowym silniku ok. 1,5 mm. Stosowanie szerszych przylgni daje lepsze odprowadzanie ciepła od zaworu, ale trudniej jest wtedy o utrzymanie szczelności, gdyż na przylgni osadza się więcej twardych cząstek ze spalonego oleju. Przy powstawaniu nieszczelności następuje bardzo szybkie wypalanie przylgni lub zaworu. Wywołane jest to gorącymi gazami przeciskającymi się przez szczelinę z dużymi szybkościami, przy czym w miejscach nieszczelności odpływ ciepła od zaworu jest przerwany. Bezpośrednio w głowicy wykonuje się przylgnie tylko w głowicach odlewanych z żeliwa. Stosuje się tu najczęściej żeliwo stopowe o zawartości około 0,8% niklu i około 0,25% chromu. Przylgnie gniazd zaworów szlifuje się narzędziem prowadzonym w otworach prowadnic zaworowych wciśniętych w głowicę. Przed tą operacją otwór w prowadnicy musi być całkowicie wykończony. Chropowatość szlifowanej powierzchni przylgni wynosi 0,32 do 0,63. Minimalna dopuszczalna odległość między gniazdami wciśniętymi w głowicę powinna wynosić nie mniej niż 3 mm. Przylgnie zaworowe są przeważnie wpuszczane w głąb głowicy, aby talerzyki zaworów nie przeszkadzały w przestrzeni spalania. Poza tym, dla zapewnienia prawidłowego przepływu czynnika, zawory powinny być tak umieszczone, aby odległość talerzyków zaworów od ścian tulei cylindrowej nie była mniejsza od 0,1 średnicy kanału, w którym te zawory pracują. Istnieją dwa zasadnicze rodzaje głowic: - głowice silników chłodzonych cieczą, - głowice silników chłodzonych powietrzem.
Głowice silników chłodzonych cieczą
Głowice silników chłodzonych cieczą wykonywane są jako odlewy z żeliwa lub stopów aluminium. Głowice składają się z mocnej płyty dolnej, zamykającej przestrzeń spalania w tulei, oraz cieńszej płyty górnej i łączących je ścianek bocznych. Uzyskuje się dzięki temu sztywną konstrukcję skrzynkową, przy czym dodatkowymi usztywnieniami są kanały dolotowe i wylotowe, słupki na śruby mocujące oraz osadzenia świecy lub wtryskiwacza. Grubość ścianek bocznych głowicy wynosi przeważnie 4-6 mm. Płytę dolną wykonuje się o grubości około 0,1 średnicy cylindra, a płyta górną o 20% grubszą od ścian bocznych. Ściany kanałów wykonuje się często 0 20% cieńsze od ścian bocznych głowicy, jednak ze względowi odlewniczych nie schodzi się tutaj poniżej 4 mm. Mimo iż pożądane jest, aby głowica była jak najniższa ze względu na możliwie małą pojemność wodną, nie stosuje się w zasadzie rdzeni cieńszych od 8 mm, aby nie nastąpiło ich przerwanie przy odlewaniu. Zawory nie mogą być ustawiane zbyt blisko siebie. Między nadlewami na gniazda zaworów musi być przełęcz, do której dopływa woda chłodząca. Aby na przełęczy nie występowały zalewy utrudniające chłodzenie, promień rdzenia nie może tu być mniejszy od 3 mm. Takie same zalecenia dotyczą miejsc, gdzie kanały wlotowe i wylotowe znajdują się w pobliżu nadlewów na komorę spalania, wtryskiwacz lub świecę zapłonową. W celu pogrubienia rdzenia w przełęczy między zaworami stosuje się często prostoliniowe spłaszczenia w kanałach, tak że ich przekrój poprzeczny w tym miejscu ma kształt ściętego koła. W niektórych przypadkach, aby zapobiec pęknięciu przełęczy między zaworami, zmniejsza się ilość nagromadzonego materiału przez wyfrezowanie wykonane w dolnej płycie głowicy. Wielką rolę spełnia odpowiednie skierowanie strumienia cieczy chłodzącej. Najchłodniejsza ciecz powinna przepływać przede wszystkim przez przełęcz między zaworami, oraz omywać nadlewy dla świec lub wtryskiwaczy, a dopiero potem kierować się w stronę kanałów wylotowych. Dla osiągnięcia tego wykonuje się często otwory skierowujące ciecz chłodzącą wpływającą do głowicy na miejsca najbardziej obciążone cieplnie. Otwory te skierowane są czasami skośnie w kierunku płyty dolnej. Odpływ cieczy chłodzącej z głowicy ma miejsce zawsze w najwyższym jej punkcie, przy czym całe wnętrze głowicy jest zaprojektowane w ten sposób, aby nie było żadnych miejsc, w których ciecz chłodząca nie jest w ruchu. Zapobiega to powstawaniu korków parowych, mogących doprowadzić do miejscowego przegrzania i pęknięć. Przy długich głowicach ciecz chłodzącą należy odbierać w kilku miejscach. Otwory dla śrub mocujących głowicę przechodzą zawsze przez słupki wykonane w odlewie. Takie ościankowanie śrub dodatkowo usztywnia głowicę i pozwala na właściwe jej dociśnięcie do kadłuba, bez obawy pęknięcia odlewu w miejscach docisku śrub. Grubość ścianek słupków dokoła śrub mocujących równa się zwykle grubości ściany głowicy. Nie stosuje się jednak grubości ścian słupków mniejszej od 5 mm. Słupki ościankowujęce śruby mogą być wtopione zarówno w ściany boczne głowicy, jak też w ściany kanałów dolotowych, a nawet wylotowych. Śruby mocujące głowice powinny być ustawione możliwie blisko tulei cylindrowej oraz możliwie w jednakowych od siebie odległościach, co zapobiega skoszeniom i deformacjom głowiny. W tym samym celu ustawienie śrub powinno być takie, aby linie łączące ich środki zbytnio nie przekraczały zarysu otworu tulei cylindrowej. Śruby powinny być ustawione możliwie blisko siebie, ponieważ ugięcie uszczelnianej płaszczyzny jest proporcjonalne do trzeciej potęgi tej odległości. Rozstawienie śrub zależy przede wszystkim od sztywności głowicy, a więc głównie od jej wysokości. Dla silników o zapłonie samoczynnym odstęp między śrubami nie powinien przekraczać wysokości głowicy, a dla silników o zapłonie iskrowym 1,3 wysokości głowicy. Normalnie dla średnicy cylindra do 85 mm na jeden cylinder przypada 4 śruby, a powyżej tej średnicy 5-6 śrub. Kanały wylotowe w głowicy powinny być, o ile to możliwe, chłodzone na całej długości. Z tego powodu unika się rozwiązań, w których przestrzeń na drążki popychaczy styka się z kanałem wylotowym. Natomiast dla kanałów wlotowych konstrukcja taka jest często stosowana, gdyż nie zachodzi tu obawa zwęglania oleju. W ściankach bocznych głowicy, a często i w jej płycie górnej, wykonane są otwory, które służą. do dodatkowego podparcia rdzeni głowicy, ułatwienia ich odgazowania przy odlewaniu, a także do usunięcia pozostałości tych rdzeni po wykonaniu odlewu głowicy. Otwory te zamykane są w obrabianej głowicy najczęściej za pomocą blaszanych zaślepek. Jeśli w czasie pracy silnika występuje erozja lub korozja tych zaślepek, można jej uniknąć wykonując zaślepki z blachy nierdzewnej. Zarówno odlewy głowic, jak i głowice po całkowitej obróbce bada się na szczelność wodą o ciśnieniu 400÷500 MPa. Jeśli w czasie eksploatacji silnika woda dostanie się do tulei cylindrowej, następuje uderzenie wodne prowadzące do poważnego uszkodzenia silnika (pęknięcie głowicy lub kadłuba i wyrwanie śrub mocujących głowicę). Również dostanie się wody do oleju jest bardzo niebezpieczne, gdyż może doprowadzić do uszkodzenia części trących.
Systematykę konstrukcji głowic można przeprowadzić w zależności od: -liczby cylindrów obejmowanych przez głowicę (jedno-, dwu-, trzy-, cztero- i wielocylindrowe), -usytuowania zaworów w głowicy (głowice górnozaworowe, dolnozaworowe, jeden zawór górny a jeden dolny), -usytuowania wałka rozrządu (w głowicy lub w kadłubie), -liczby zaworów na cylinder (jednozaworowe -dwusuw; 2,3,4,5 zaworowe).
71. Konstrukcja i wymagania stawiane układom dolotowym i wylotowym silnika:
Przewody dolotowe:
Przewody dolotowe maje za zadanie doprowadzenie w silniku wysokoprężnym powietrza, a w silniku o zapłonie iskrowym-mieszanki do kanałów dolotowych głowicy. Opór hydrauliczny przewodu dolotowego powinien być jak najmniejszy, aby nie powodował istotnego zmniejszenia napełnienia cylindrów silnika świeżym ładunkiem, co ma znaczny wpływ na sprawność i moc silnika. Z tego względu przewody dolotowe powinny mieć kształty możliwie proste, bez nagłych zmian kierunku i zmian przekroju oraz możliwie gładką powierzchnię wewnętrzną. Poza tym przewód dolotowy powinien być tak ukształtowany, aby możliwe było wykorzystanie energii kinetycznej przepływającego czynnika dla uzyskania jak największego napełnienia cylindrów. Przewody dolotowe powinny umożliwiać równomierny rozdział czynnika do poszczególnych cylindrów silnika, przy różnych warunkach jego pracy. Warunek ten jest szczególnie istotny w silnikach o zapłonie iskrowym, gdzie zależy na rozdziale mieszanki nie tylko ilościowym, ale także i jakościowym. Z powyższego względu dobór przewodów dolotowych w silnikach o zapłonie iskrowym, szczególnie, gdy odznaczają się dużą szybkobieżnością przeprowadzany jest bardzo starannie przez zaprojektowanie i zbadanie wielu wariantów tych przewodów. W silnikach wysokoprężnych sprawa jest znacznie prostsza, przy czym przekroje przewodów dolotowych dobiera się w ten sposób, aby prędkość przepływu powietrza wynosiła około 30-40 m/s. W silnikach o ZS przewód dolotowy jest umieszczony zwykle po przeciwnej stronie niż przewód wylotowy. Istnieją jednak konstrukcje, w których oba przewody znajdują się po jednej strunie silnika. W tych przypadkach stosuje się najczęściej ekranowanie przewodu wylotowego, aby zapobiec podgrzewaniu doprowadzanego powietrza, a więc pogorszeniu napełnienia cylindrów silnika. W przewodach dolotowych silników o zapłonie iskrowym występuje często wykraplanie paliwa z mieszanki. Z tego względu wykonuje się z zasady podgrzewanie przewodu wlotowego w miejscach, o które uderza mieszanka wypływająca z gaźnika. Jeśli przewody dolotowe i wylotowe znajdują się po jednej stronie silnika, podgrzewanie przewodu dolotowego przeprowadza się z zasady za pomocą spalin, przez zetknięcie odpowiedniej części przewodu dolotowego z przewodem wylotowym. Jeśli przewody dolotowe znajdują się po innej stronie silnika niż przewody wylotowe, podgrzewanie przewodu dolotowego przeprowadza się cieczą z układu chłodzenia. Zaletą takiego rozwiązania jest uniknięcie możliwości nadmiernego podgrzania mieszanki i zmniejszenia jej skłonności do spalania detonacyjnego. Wadą. jest wolniejsze podgrzewanie przy rozruchu zimnego silnika. W silnikach widlastych umieszcza się z reguły przewody wylotowe na zewnątrz rzędów cylindrów, zaś przewody dolotowe pomiędzy tymi rzędami. W silnikach o zapłonie iskrowym podgrzewanie mieszanki uzyskuje się w tym przypadku dzięki zastosowaniu przelotowego kanału łączącego komory zaworu wylotowego cylindra z jednego rzędu z komorą zaworu wylotowego cylindra drugiego rzędu. Spaliny przepływające przez ten kanał podgrzewają dopływającą mieszankę. Może też być stosowane dodatkowe podgrzewanie cieczą z układu chłodzenia. Przy podgrzewaniu mieszanki gazami spalinowymi intensywność tego podgrzewania powinna być regulowana w zależności od obciążenia silnika i jego stanu cieplnego. Do tego celu stosuje się przepustnice sterowano sprężynami bimetalicznymi, reagującymi na zmiany temperatury, lub naporem dynamicznym przepływających gazów, względnie oboma sposobami łącznie. Przez dobranie odpowiedniej długości przewodu dolotowego można uzyskać znaczny efekt doładowywania, wywołany rezonansowym działaniem słupa doprowadzanego czynnika. Sposób ten może być stosowany jednak w zasadzie tylko do silników z wtryskiem benzyny, które zaopatrzone są w długie rury dolotowe. Dla silników o zapłonie iskrowym przewód dolotowy powinien być krótki, gdyż gaźnik musi znajdować się stosunkowo blisko silnika, aby uniknąć większego wykraplania paliwa w tym przewodzie. W silnikach wysokoprężnych doładowania rezonansowe jest także trudne do zrealizowania ze względu na ich niską prędkość obrotową. Przy stosowaniu rury rezonansowej należy zwrócić uwagę, że przy określonej jej długości dostosowana ona jest jedynie do pewnej prędkości obrotowej, nie podwyższy zatem osiągów silnika w całym zakresie pracy. Do tego celu potrzebna byłaby rura o zmiennej regulowanej długości, co jednak dałoby znaczną komplikację konstrukcji. W silnikach o zaplenia iskrowym przewody dolotowe w przypadku podgrzewania ich spalinami wykonane są z reguły jako odlewy żeliwne. W przypadku podgrzewania cieczą stosuje się z zasady przewody w postaci dwuściankowych odlewów ze stopów aluminium. W silnikach wysokoprężnych przewody dolotowe wykonywane są najczęściej jako odlewy ze stopów aluminium lub jako wytłoczki z cienkiej blachy stalowej (grubość około 1 mm), ewentualnie z rury. W przewodach tych umieszczane są często podgrzewacze, ułatwiające rozruch silnika przy niskich temperaturach. W silnikach z głowicami dzielonymi unika się stosowania przewodów odlewnych, szczególnie z żeliwa. Powodem tego jest łatwe pękanie przewodów, wywołane nieuniknioną nieprostoliniowością płaszczyzn na głowicach. Jeśli przy głowicach dzielonych stonuje się odlewane przewody dolotowe, to umieszcza się pod ich kołnierze grube uszczelki gumowe lub korkowe. Normalnie pod przewody dolotowe stosuje się uszczelki z mieszaniny azbestu z kauczukiem, niekiedy zbrojone wewnątrz siatką metalową.
Przewody wylotowe
Przewody wylotowe mają za zadanie odprowadzenie spalin z kanałów wylotowych głowicy do rury wydechowej. Przewody te powinny mieć kształty możliwie płynne, bez nagłych zmian kierunku i przekroju, co ma duży wpływ na sprawność silnika. Biorąc pod uwagę, że spaliny wypływające z jednego kanału wylotowego, dostawszy się do przewodu wylotowego przeszkadzają w wypływaniu spalin z innych kanałów, bardziej korzystne jest możliwie długie prowadzenie oddzielnych odgałęzień przed ich ostatecznym połączeniem. Jeszcze lepsze wyniki uzyskuje się stosując kilka rur wydechowych, do których dołącza się odgałęzienia przewodów wylotowych odprowadzających spaliny z cylindrów, w których praca odbywa się w odstępach co 360° obrotu wału korbowego. Może wtedy występować wysysające działanie spalin wypływających z jednego cylindra na spaliny cylindra drugiego. Na przykład w silniku 4-cylindrowyn, 4-suwowym doprowadzenie do jednej rury wydechowej przewodów z 1 i 4 cylindra, a do drugiej przewodów z 2 i 3 cylindra może podwyższyć moc silnika o ok. 10%. Przewody wylotowe wykonuje się przeważnie z odlewów żeliwnych przy czym najczęściej stosuje się żeliwo żaroodporne (dodatek 1,5-2% chromu). Dla silników wysokoprężnych używa się też przewodów spawanych z grubej blachy stalowej (grubość około 2 mm), lub też z kształtowych rur stalowych. W silnikach z głowicami dzielonymi unika się stosowania przewodów lanych. Uzasadnienie tego zostało podane przy omawianiu przewodów dolotowych. Jeśli jednak przewody lane zostaną zastosowane, to należy dzielić je na części odpowiadające podziałowi głowic. Poszczególne części przewodu połączone są wtedy żeliwnymi tulejami, które wsunięte są do sąsiednich części przewodu i dzięki kulistym zakończeniom pozwalają na niewspółosiowe ich ustawienie. Pod kołnierzami przewodów w wylotowych umieszcza się najczęściej uszczelki z tektury azbestowej obłożonej cienkimi blachami z miękkiej stali lub miedzi. Stosowane są też uszczelki z mieszaniny azbestu z kauczukiem, zbrojonej siatką lub blachą metalową, które nie mają jednak okładzin blaszanych, lecz tylko blaszane obramowanie otworu. Normalny wymiar otworu w uszczelce jest o około 2 mm większy niż odpowiednia średnica kanału w głowicy. Jeśli przewody dolotowe są połączone z przewodami wylotowymi, to umieszcza się pod ich kołnierzami jednakowy rodzaj uszczelek konieczny dla przewodów wylotowych, przy czym najczęściej uszczelki te tworzą ze sobą jedną całość. Przewody takie są na ogół mocowane wspólnymi śrubami.
72. Omówić konstrukcję układu rozrządu czterosuwowego tłokowego silnika spalinowego:
W czterosuwowych silnikach samochodowych stosuje się zaworowy układ rozrządu. Obecnie w nowych konstrukcjach silników występują jedynie układy górnozaworowe (zawory umieszczone w głowicy).
Najczęściej stosowany jest układ z wałem rozrządu umieszczonym w kadłubie silnika. Dla silników o większej prędkości obrotowej wał rozrządu umieszcza się możliwie blisko głowicy, co daje zmniejszenie mas układu rozrządu. W układzie z wałem rozrządu umieszczonym w kadłubie stosuje się z zasady jeden wał. Jedynie w niektórych silnikach widlastych stosowane są dwa wały rozrządu po obu stronach wideł. Napęd wału rozrządu następuje od wału korbowego poprzez kota zębate lub łańcuch ewentualnie pasek zębaty. Przy obracaniu się wału rozrządu jego krzywki podnoszą popychacze, następnie ruch przenoszony zostaje przez drążki popychaczy na dźwignie zaworowe, które z kolei naciskają na trzonki zaworów i otwierają je w określonym czasie. Wał rozrządu może też być umieszczony nad głowicy (wał górny), co daje najmniejsze masy układu. Układ ten jest stosowany przede wszystkim do silników o zapłonie iskrowym i o największych prędkościach obrotowych. W tym przypadku napęd wału rozrządu następuje przy pomocy łańcucha, lub paska zębatego, które ze względu na swoją długość muszy być zaopatrzone w napinacze. Przy górnym wale rozrządu umieszczony jest on nad zaworami albo w ich osi albo z tej osi jest przesunięty. W pierwszym przypadku krzywki wału naciskają na trzonki zaworów pośrednio przez popychacze, a w drugim przypadku poprzez dźwignie. Dla komór półkulistych, ze względu na pochylenie zaworów, stosuje się często dwa górne wałki rozrządu. Liczba zaworów na cylinder może wynosić od 2 do 6. Rozrząd może być: górnozaworowy, dolnozaworowy, zawór dolotowy górny z zaworem wylotowym dolnym.
73. Konstrukcja, materiały i technologia zaworów tłokowych:
Zawór składa się zawsze z trzonka i grzybka zaworu. Na końcu grzybka uformowany jest talerzyk zaworu, na którym wykonana jest przylgnia zaworu. Średnicę talerzyka oblicza się w oparciu o prędkość przepływu czynnika. Obliczenie takie podane jest w rozdziale 11. Średnica talerzyka jest zawsze większa dla zaworów dolotowych niż dla wylotowych. Talerzyk musi być odpowiednio sztywny, aby nie występowało jego uginanie się przy uderzeniu o gniazdo. Talerzyk nie może być zbyt gruby, gdyż to powiększa ciężar zaworu, a więc i wielkość sił bezwładności występujących w układzie rozrządu. Przeciętna grubość talerzyka wynosi około 0,1 jego średnicy. Średnica trzonka zaworu zależna jest od naprężeń, jakie w nim występują i od ilości ciepła, jakie przez ten trzonek muszą być od zaworu odprowadzone. W myśl tej zasady trzonek zaworu wylotowego powinien mieć większą średnicę niż trzonek zaworu dolotowego, gdyż ze względu na wyższe temperatury pracy dopuszcza się w nim można niniejsze naprężenia, a poza tym przez niego muszą być odprowadzane większe ilości ciepła, Jednak ze względów produkcyjnych (te same otwory w prowadnicach zaworowych) stosuje się z zasady trzonki obydwu zaworów jednakowe, o takiej średnicy, jakiej wymaga zawór wylotowy, pomimo że grubszy trzonek psuje w niewielkim stopniu przepływ czynnika w kanale zaworu dolotowego. Średnica trzonków zaworów wynosi przeważnie około 1/4 średnicy talerzyka zaworu wylotowego. Przejście między talerzykiem i trzonkiem zwane grzybkiem wykonane jest dużym promieniem (około 1/3 średnicy talerzyka). Zapewnia to dobre przechodzenie ciepła od talerzyka do trzonka i zmniejsza straty przy przepływie czynnika. Małe straty przepływu, a więc duży promień przejścia, jest szczególnie ważny dla zaworów dolotowych. Ponieważ powoduje on jednak powiększenie ciężaru zaworu, zaworom tym nadaje się czasem kształt kielichowy. W zaworach tych promień przejścia między talerzykiem a trzonkiem robi się jeszcze większy (około 0,5 średnicy talerzyka). Zawory kielichowe są nie tylko lżejsze, ale maja takie większy sprężystość. Z togo powodu lepiej dopasowują się do przylgni w głowicy i przy siadaniu zaworu na przylgni występują słabsze uderzenia. Kształty kielichowe dla zaworów wylotowych spotyka się jedynie w silnikach doładowanych, w których temperatura zaworów rzadko przekracza 500°C. Tak niska temperatura wynika ze stosowania w silnikach doładowanych większego zachodzenia otwarć zaworów, a więc intensywniejszego przepłukiwania. Poza tym w silnikach tych dostarcza się większe ilości stosunkowo chłodnego powietrza. W silnikach wolnossących kielichowych zaworów wylotowych z zasady nie stosuje się, gdyż ze względu na zagłębienie wykonane w talerzyku powiększa się powierzchnia styku zaworu z gorącymi gazami, co powoduje większe zaworu i obniżenie jego wytrzymałości. W silnikach tych stosuje się więc zawory wylotowe z talerzykami płaskimi a niekiedy nawet wypukłymi. Na talerzyku zaworu szlifowana jest stożkowa powierzchnia będąca przylgnią zaworu. Powierzchnia ta przez styk z powierzchnią stożkowa wykonaną na gnieździe zaworowym (przylgnia gniazda) w głowicy silnika, zapewnia szczelność zaworu. Kit stożka przylgni zaworu wynosi przeważnie 90°. Niektóre firmy stosują jednak dla zaworów wlotowych kąt 120°, który zapewnia większy wolny przekrój przepływu przy takim samym wzniosie zaworu. W wielu przypadkach, głównie dla zaworów wylotowych, stosuje się kąt stożka przylgni zaworu większy o 1/4-1° od stożka przylgni gniazda. Dzięki temu w pierwszej fazie pracy (silnik zimny) uszczelnienie następuje przede wszystkim na dolnej krawędzi przylgni, a dalsza jej powierzchnia jest chroniona przed gorącymi gazami. Po rozgrzaniu silnika następuje większe rozszerzenie cieplne górnej części talerzyka, która jest gorętsza od dolnej i przylgnia zaworu dopasowuje się dokładnie do przylgni gniazda zaworowego. Szerokość przylgni na nowym zaworze wynosi około 0,08 średnicy talerzyka, a dla zapewnienia dobrej szczelności jest zawsze większa od szerokości przylgni gniazda. Wszystkie firmy produkujące silniki dążą do tego, aby szczelność zaworów była uzyskana po fabrycznym oszlifowaniu przylgni zaworów i gniazd. Dla zapewnienia tego wymagania chropowatość przylgni zaworu nie powinna przekraczać 0,63, a bicie przylgni zaworu i gniazda zaworowego powinno być mniejsze od 0,015 mm. Jeżeli szczelność jest niedostateczna, to zawory trzeba indywidualnie dotrzeć do gniazd, pokrywając ich przylgnie odpowiednią pastą i obracając zaworem przy użyciu odpowiedniego przyrządu lub korby ręcznej. Połączenie zaworu z przyrządem obracającym go następuje za pomocą przyssawki gumowej. Jeśli nastąpiło większe zużycie na zaworze i gnieździe, to należy je prze-szlifować. Prowadzi to jednak do znacznego powiększenia szerokości przylgni. Jeśli szerokość ta jest już tak duża, że trudno jest utrzymać długotrwale szczelność zaworu, przylgnia gniazda musi być zwężona. Można to wykonać przez obrobienie jej krawędzi dolnej pod kątem większym niż kąt przylgni właściwej, która współpracuje z przylgnią zaworu. Między prowadnicą a zaworem musi być zachowany odpowiedni luz. Luz ten nie może być zbyt duży, bo przez szczelinę, szczególnie zaworu dolotowego zasysane byłyby zbyt dużo ilości cennego oleju smarującego, które spalałyby się w cylindrze silnika. Przechodzenie dużych ilości oleju przez prowadnice zaworów jest także szkodliwe ze względu na "zarzucanie świec". Jednocześnie część oleju ulegająca spieczeniu działa jak proszek ścierny i powoduje szybkie zużycie trzonka zaworu i prowadnicy. Poza tym grudki spieczonego oleju, dostające się na przylgnie zaworu, ułatwiają jej wypalanie. Zbyt duży luz jest często przyczyną przegrzewania się zaworu, stykanie zaworu z prowadnicą następuje wtedy tylko w nielicznych punktach, co utrudnia odbieranie ciepła od zaworu. Zbyt małe luzy między trzonkiem zaworu a prowadnicą powodują zacieranie się zaworów, przeważnie z powodu zbyt skąpego smarowania. Poza tym są często powodom nadpalania i urywania talerzyków zaworów. Mały luz trzonka zaworu nie pozwala na dokładne dopasowanie się na całym obwodzie przylgni zaworu i przylgni gniazda, bez zgięcia się tego trzonka. Takie powtarzające się gięcie prowadzi do zmęczenia materiału i urwania grzybka lub wyłupania talerzyka. Gięcie trzonka zaworu występuje także gdy otwór w prowadnicy nie jest prostoliniowy, lub gdy nie jest współosiowy z przylgnią gniazda zaworowego. Naprężenia gnące występujące w zaworze zależą w znacznym stopniu od średnicy jego talerzyka, dlatego urywanie grzybków występuje częściej w zaworach dolotowych mimo że pracują w znacznie niższych temperaturach niż zawory wylotowe. Między trzonkiem zaworu dolotowego i prowadnicą stosuje się luzy minimalne od 0,02 mm dla średnicy 7 mm do 0,06 mm dla średnicy 12 mm. Ze względu na wyższą temperaturę pracy trzonki zaworów wylotowych mają często nieco większe luzy w prowadnicach niż trzonki zaworów wlotowych. Różnica ta dla luzu minimalnego wynosi przy mniejszych zaworach ok. 0,01 mm. a przy większych ok. 0,02 mm. Blisko końca trzonka zaworu wykonana jest na nim szyjka lub rowki do mocowania zamka zaworu. Ze względu na niebezpieczeństwo działania karbu szyjka lup rowki mają zawsze możliwie duże promienie zaokrągleń. W zaworach, które mają hartowane czoło trzonka, odległość szyjki lub pierwszego rowka od czoła trzonka nie powinna być mniejsza niż średnica trzonka. Zapobiega to przehartowaniu na wskroś części zaworu, na której mocowany jest zamek.
Materiały i wykonanie zaworów:
Zawory pracują w bardzo ciężkich warunkach, głównie ze względu na wysoką temperaturę. W szczególności zawory wylotowe, których temperatura pracy w silnikach wysokoprężnych wolnossących dochodzi do 780°C, a w silnikach o zapłonie iskrowym nawet do 840°C. Temperatura pracy zaworów dolotowych jest znacznie niższa i nie przekracza dla silników wysokoprężnych 400°C, a dla silników o zapłonie iskrowym 500°C. Poza wysoką. temperaturę trudne warunki prany zaworów wywołane są dużymi obciążeniami mechanicznymi, a także silnym działaniem korozyjnym niektórych produktów spalania paliw i olejów. Ze względu na łatwiejsze warunki pracy, zawory dolotowe wykonuje się przeważnie ze stali niskostopowych; są to najczęściej stale chromowo-niklowe o zawartości chromu i niklu po ok. 1% z ewentualnym dodatkiem molibdenu ok. 0,2% lub wanadu ok. 0,1%. Dla zaworów dolotowych szczególnie wysoko obciążonych stosuje się niekiedy również stale ferrytyczne, używane przeważnie na nisko obciążone zawory wylotowe. Na zawory wylotowe używa się dwa zasadnicze gatunki stali stopowych: stale ferrytyczne i stale austenityczne. Stale ferrytyczne zawierają. około 10% chromu i około 2,5% krzemu. Poza tym niektóre z nich mają dodatek molibdenu w ilości około 0,8% i niklu około 0,5%. Stale te charakteryzują się dobrą obrabialnością cieplną, dobrym przewodnictwem cieplnym i małym współczynnikiem rozszerzalności cieplnej. Jednak ich wytrzymałość w wysokiej temperaturze nie jest zbyt wielka. W silnikach o zapłonie iskrowym niekiedy stosowana jest stal ferrytyczna o większej zawartości chromu 21 %, która jest wyjątkowo odporna na korozyjne działanie czteroetylku ołowiu, występującego w paliwach stosowanych do tych silników. Stale austenityczne zawierają około 14% chromu, 14% niklu, 2,5% wolframu i 0,3% molibdenu. Ze względu na skład chemiczny są więc znacznie droższe od stali ferrytycznych. Stale austenityczne charakteryzuje się bardzo dużą wytrzymałością w wysokiej temperaturze, jak również dużą odpornością na korozje. Wadami ich jest trudna obróbka cieplna i mechaniczna, mała odporność na korozję w obecności czteroetylku ołowiu oraz słabe przewodnictwo cieplne. Zawory wykonywane z tych stali mają więc znacznie wyższą temperaturę pracy niż zawory wykonane ze stali ferrytycznych. Ostatnio coraz większe rozpowszechnienie uzyskuje stal austenityczna 50H21G9N4 (wg oznaczeń amerykańskich i włoskich 21-4N), która zawiera 21% chromu, 9% manganu, 4% niklu i 0,4% azotu. Stal ta przewyższa wszystkie poprzednio wymienione zarówno pod względem odporności na korozję jak też wytrzymałości w wysokich temperaturach. Poza tym stal 60H21G9N4 jest korzystniejsza od innych stali austenitycznych ze względu na większą twardość i niższy współczynnik rozszerzalności cieplnej. Stale austenityczne ze względu na mały współczynnik przewodzenia ciepła i znaczny współczynnik rozszerzalności cieplnej muszą mieć powiększony luz w prowadnicach. Poza tym przy użyciu tych stali trzeba stosować powiększone luzy zaworowe, co jest powodem "klepania" zaworów przy zimnym silniku, pracującym na biegu luzem. Ta wada stali austenitycznych jako materiału na zawory oraz względy oszczędnościowe (drogie dodatki stopowe) doprowadziły do wykonywania zaworów dwuczęściowych. Talerzyk i grzybek oraz mała część przyległego trzonka wykonywano są ze stoli austenitycznej, natomiast pozostała część trzonka, pracująca w prowadnicy, wykonana jest ze stali chromowej niskostopowej. Obie te części są ze sobą zgrzewane metodą tarciową lub elektrooporową (metoda tarciowa daje lepsze rezultaty bo następuje wyciekanie tlenków łączonych metali i połączenie jest pewniejsze). W zaworze zamontowanym do silnika miejsce spojenia powinno być osłonięte wystającą częścią prowadnicy, dla ochrony przed bezpośrednim działaniem gorących spalin. W silnikach o zapłonie iskrowym wyjątkowo wysilonych, w celu obniżenie temperatury ich zaworów, stosuje się czasami wypełnienie zaworów sodem. W zaworach tych otwór wewnętrzny wypełniony jest do połowy sodem, który topi się podczas pracy zaworu (temperatura topnienia około 100°C) i w postaci cieczy przepływa w zaworze pod wpływem jego ruchów. Sód przenosi tak znaczne ilości ciepła od talerzyka do trzonka, że temperatura najgorętszych części zaworu spada o 80 do 120°C, co daje znaczne podwyższenie wytrzymałości zaworu. W celu podwyższenia trwałości przylgni zaworów wylotowych, stosuje się niekiedy napawanie na powierzchnię przylgni warstwy stellitu o grubości około 1,5 mm (rys. 18.10). Stellit jest stopem kobaltu, chromu i wolframu. Bardzo cenną cechą jego jest to, że w temperaturach, w których pracuje zawór nie traci swojej dość wysokiej twardości (ok. 62 HRC). Poza tym stellit nie wymaga dodatkowej obróbki cieplnej i jest bardzo odporny na korozję. W zaworach o przylgniach stellitowanych wykonuje się grubsze, a więc bardziej sztywne talerzyki, aby zapobiec deformacji talerzyka mogącej wywołać pękanie napawanego stellitu. We wszystkich zaworach, dla uniknięcia pękania talerzyka w wyniku działania karbu termicznego, dolna krawędź talerzyka powinna być zaokrąglona lub sfazowana. Koniec trzonka zaworu zwany czołem trzonka, ze względu na stałą współpracę z dźwignią zaworu musi być odpowiednio twardy. Dla zaworów ze stali chromoniklowych oraz stali ferrytycznych koniec trzonka hartuje się do twardości minimalnej 45 HRC. Dla zaworów wykonywanych ze stali austenitycznych, które nie dają się hartować, na czoło trzonka napawa się warstwę stellitu lub specjalnego stopu żelaza z chromem. Na zawory tego rodzaju można też zakładać kapturki z twardej stali. Dla zaworów ze stali austenitycznej 50H21G9N4 nie potrzeba stosować żadnych opancerzeń czoła, gdyż jego twardość około 36 HRC jest wystarczająca, szczególnie dlatego, że w czasie pracy wskutek zgniotu następuje dalsze jego utwardzenie. W celu podwyższenia trwałości trzonków zaworowych również pokrywa się je elektrolitycznie warstwą chromu o grubości ok. 0,01 mm. Taka warstwa chromu polepsza także współpracę trzonków z prowadnicami, zmniejszając niebezpieczeństwo ich zatarcia, gdyż utrudnia osadzenie się zwęglanego oleju. Stosowane jest także dyfuzyjne aluminiowanie w wysokiej temperaturze przylgni zaworów, co zwiększa jej odporność na wysoką temperaturę i na korozję. Zawory wykonywane są z prętów za pomocą spęczania i kucia matrycowego grzybka i talerzyka. Powierzchnie kutego grzybka z zasady nie podlegają już żadnej obróbce mechanicznej. Pozostałe części zaworu są dokładnie toczone a przylgnia, trzonek na długości stykającej się z prowadnicą i czoło trzonka są dodatkowo szlifowane. Maksymalna dopuszczalna chropowatość tych powierzchni nie przekracza 0,63.
74. Omówić sposób obliczania przekroju przelotowego zaworu dolotowego i wylotowego z wykorzystaniem równania ciągłości strugi:
Oblicza się z przybliżonego wzoru, który nie uwzględnia zmian prędkości tłoka ani zmian w czasie wielkości otwarcia zaworu:
Średnie prędkości przepływu gazów w kanale:
— zaworu dolotowego: ![]()
— zaworu wylotowego: ![]()
Minimalne powierzchnie przekrojów kanałów zaworowych:
![]()
gdzie: S-skok tłoka, n- znamionowa prędkość obrotowa silnika,
F -pole powierzchni tłoka [mm2]
Minimalna powierzchnia przekroju kanału zaworu dolotowego:
Z równania ciągłości strugi:
![]()
![]()
![]()
- przy uwzględnieniu zmniejszenia przekroju przez trzonek zaworu.
Skok zaworów h: zakładam:

Niezbędna długość tworzącej stożka swobodnego przepływu:
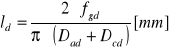
15.2 Teoretycznie niezbędny skok zaworu:

75. Rodzaje krzywek wałka rozrządu i sposób ich projektowania:
Krzywki stosowane w silnikach tłokowych dzielimy na dwie grupy:
- krzywki o zarysie składającym się z regularnych linii geometrycznych: harmoniczne i styczne,
- krzywki syntetyczne (bezuderzeniowe), których zarys podany jest w postaci przyrostu wzniosu popychacza w funkcji kąta obrotu krzywki.
Typ krzywki wywiera istotny wpływ na własności mechanizmu rozrządu:
- wskaźnik wypełnienia wykresu wzniosu zaworu,
- prędkość otwierania i zamykania zaworu,
- przyśpieszenie popychacza, a więc siły bezwładności w mechanizmie rozrządu.
Przy projektowaniu zarysu krzywki uwzględnia się następujące warunki:
- wypełnienie wykresu wzniosu zaworu powinno zbliżać się do jedności,
- przyspieszenie dodatnia i ujemne powinny mieć umiarkowane wartości; duże ujemne przyśpieszenie wymagają stosowania twardej sprężyny,
- zmiany przyśpieszenia nie powinny następować skokowo lecz w sposób ciągły co zapewnia spokojną pracę mechanizmu rozrządu,
- należy dążyć, by końcowa prędkość siadania zaworu na gniazdo była bliska zeru,
Harmoniczny zarys krzywki składa się z łuku podstawowego o promieniu ro i trzech łuków: dwóch bocznych o promieniu r1 oraz wierzchołkowego o promieniu r2. Krzywka ta współpracuje z płaskim lub lekko wypukłym talerzykiem popychacza i jest stosowana w silnikach pracujących z prędkością obrotową n= 2000÷2200 obr/min.
Styczny zarys krzywki składa się z łuku koła podstawowego o promieniu ro, łuku koła wierzchołkowego o promieniu r oraz dwóch prostych stycznych do obu łuków. Krzywka ta współpracuje z popychaczem rolkowym. Zakres stosowania krzywki stycznej jest taki sam jak krzywki harmonicznej.
We współczesnych silnikach samochodowych stosowane są wyłącznie krzywki syntetyczne, zwane również bezuderzeniowymi. Zarysy tych krzywek nie dają się wyrazić zależnościami matematycznymi: są one wyznaczane wykreślnie przy założeniu najkorzystniejszego przebiegu zmian przyspieszenia działającego na zawór. Krzywki syntetyczne zapewniają najlepsze warunki pracy rozrządu przy dużych prędkościach obrotowych.
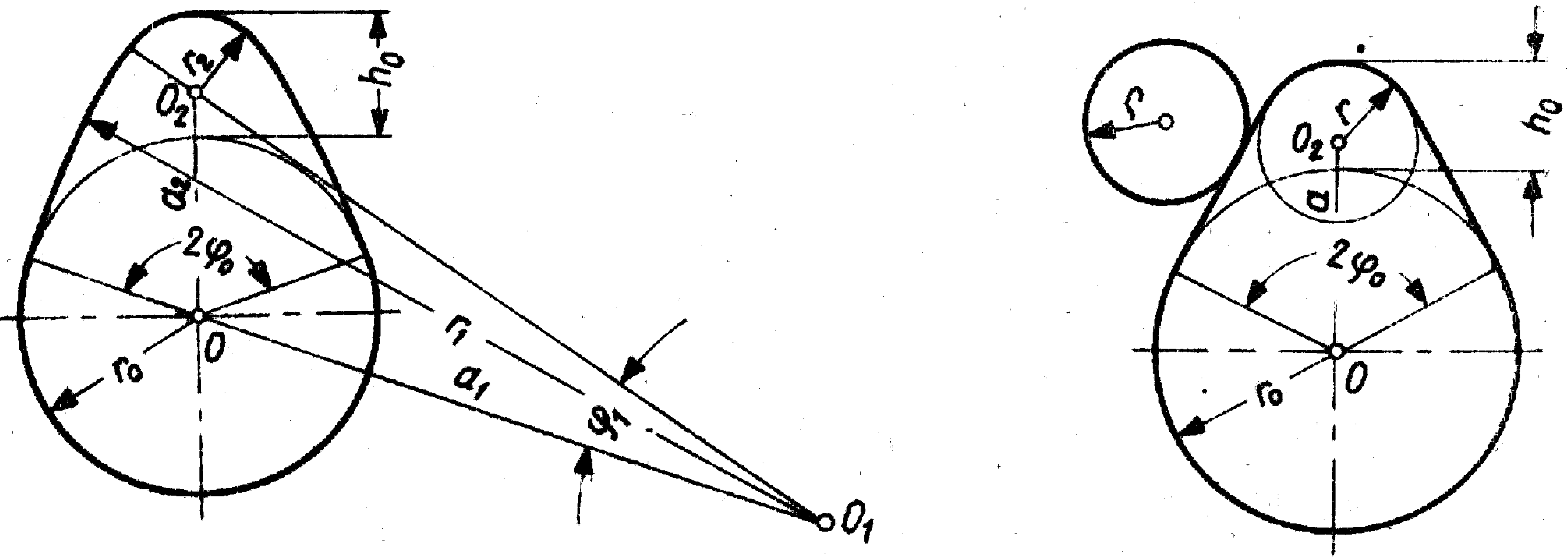
Harmoniczna Styczna
Podstawowymi założeniami przy projektowaniu krzywek (po założeniu faz rozrządu) są: Promień koła podstawowego, kąt i wznios krzywki. Przy projektowaniu krzywek syntetycznych stosuje się 3 metody:
- założenie zarysu przebiegu przyśpieszenia z odcinków krzywych o znanych równaniach (np. sinusoida, parabola itp.) oraz analityczne wyznaczenie prędkości i wzniosów,
-założenie zarysu przebiegu przyśpieszeń jako dowolnej krzywej i graficzno-analityczne całkowanie tej krzywej,
- metodę wielomianów, w której zakłada się że wznios popychacza wyraża się w postaci wielomianu.
Zalety krzywki syntetycznej to:
- przyśpieszenie podczas otwierania i zamykania zaworu jest równe lub bliskie zeru,
- przyśpieszenie zmienia swoją wartość łagodnie,
- prędkość osiadania zaworu jest stosunkowo mała.
76. Omówić współpracę harmonicznej i syntetycznej krzywki wałka rozrządu z popychaczem płaskim:
Krzywka harmoniczna wyróżnia się tym, że dzięki odpowiedniemu jej zarysowi prędkość ślizgu zmienia się sinusoidalnie, a przyspieszenie - cosinusoidalnie. Do niedawna krzywki harmoniczne były powszechnie stosowane w silnikach do pojazdów mechanicznych, ale ze wzrostem szybkobieżności silników zostały wy-parte przez krzywki syntetyczne. Obecnie zwykłe krzywki harmoniczne są stosowane w silnikach rozwijających prędkość biegu do 2200 obr/min ze względu na duże wskaźniki wypełnienia W i to, że przy tak małych prędkościach obrotowych praca mechanizmów napędu zaworów jest stosunkowo spokojna, a siły sprężyn łatwe do opanowania. Tak więc obecnie krzywka harmoniczna jest ostatnią z rodziny nieciągłych, a jej zakres stosowalności stale maleje - nawet w silnikach kolejowych rozwijających n≈1800 obr/min. Właściwości harmonicznej krzywki współpracującej z popychaczem o płaskiej stopie scharakteryzować można następująco:
1) stosunkowo duży wskaźnik wypełnienia W,
2) stosunkowo krótki czas trwania przyspieszeń dodatnich, a więc i sił obciążających części mechanizmu rozrządczego,
3) stosunkowo małe przyspieszenie ujemne (obciążające sprężynę zaworową), przy czym maksimum przyspieszenia wypada w osi symetrii, a więc kiedy sprężyna jest całkowicie ściśnięta, co jest zjawiskiem korzystnym,
4) promień koła wierzchołkowego r nie wpływa na właściwości kinematyczne,
5) nieciągłości przyspieszenia.
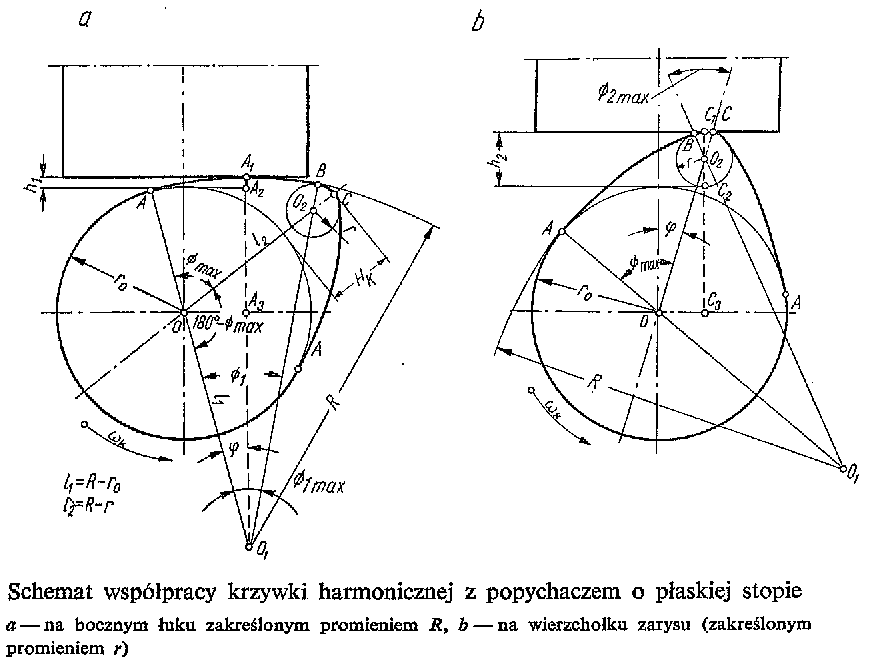
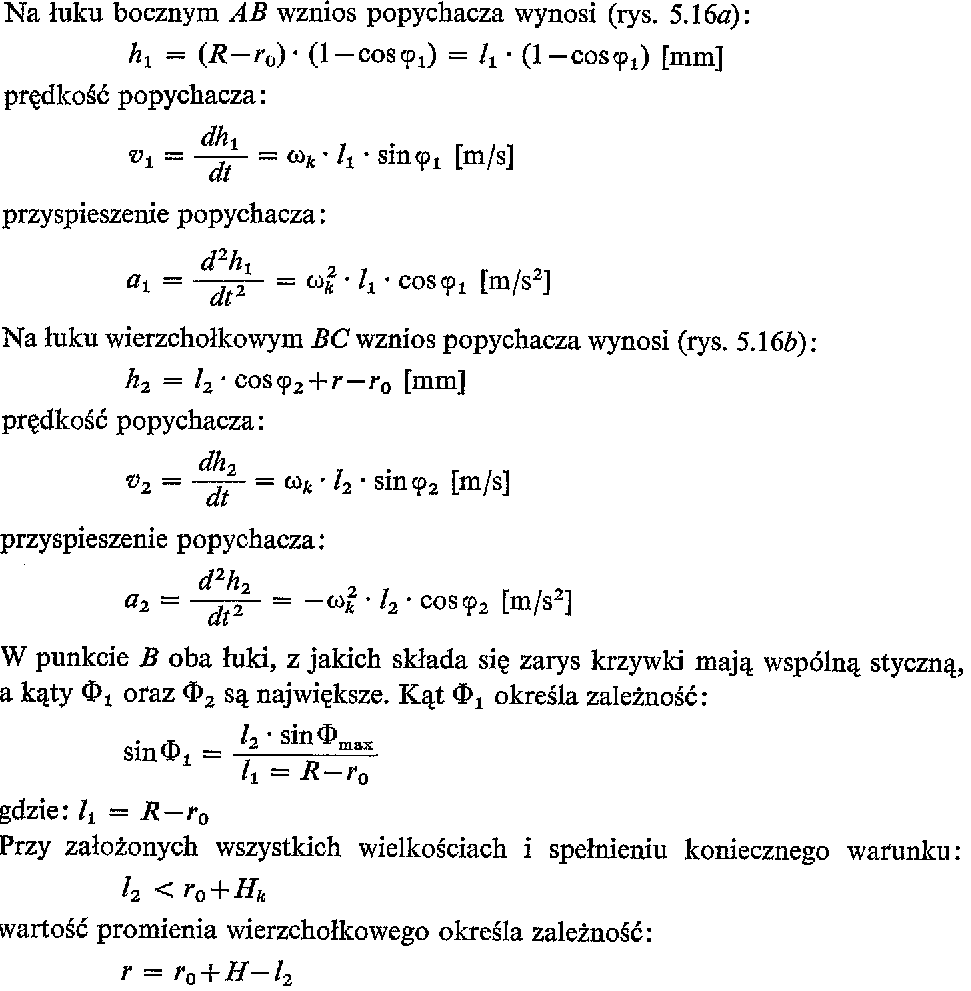
Zgodnie z energetyczną zasadą równości pól pod krzywymi przyspieszeń dodatnich i ujemnych wzajemny stosunek ich wartości maksymalnych może być zmieniany w oparciu o kompromisowe założenia. Zwykle kompromis polega na zmniejszeniu przyspieszeń dodatnich, kosztem wskaźnika W. Ze względu na sprężyste odkształcanie się części mechanizmu rozrządczego, wartość dodatnich sił (które są duże), a nie czas ich działania decyduje o wielkości odkształceń. Ze względów praktycznych średnicę koła podstawowego 2·ro, przyjmuje się 2-5 mm większą niż średnica wału krzywkowego dw. Ułatwia to wypływ materiału podczas obróbki plastycznej oraz obróbkę bieżni krzywki sąsiadującej z czopem łożyskowym wału. Założywszy przewidywany luz zaworowy s, kreśli się koło zasadnicze o promieniu ro oraz na osi pionowej wychodzącej ze środka O odmierza się skok krzywki Hk. Z kolei odmierza się od osi pionowej symetrycznie usytuowane kąty Φd lub Φw, które wyznaczają punkty A. Następnie odmierza się obliczone wartości l1 oraz l2, a potem zakreśla koło o promieniu R oraz koło wierzchołkowe promieniem r. Punkt B jest punktem styczności tych okręgów. Drugą połowę zarysu wykonuje się jako symetryczną względem pierwszej. Niekiedy są stosowane zarysy niesymetryczne Na rysunku pokazano dwie fazy współpracy krzywki harmonicznej z popychaczem o płaskiej stopie, z których jedna (a) odnosi się do łuku bocznego zakreślonego łukiem R, a druga (b) - do łuku wierzchołkowego r. Należy pamiętać, że widoczny na omawianym rysunku kąt φ1 rośnie od prostej OA w prawo do Φ1 natomiast φ2 rośnie od osi pionowej i osiąga maksimum Φ2 w punkcie styczności obu łuków, tj. w punkcie B.
77. Sprężyny zaworowe i sposób ich obliczania:
Zadaniem sprężyny zaworowej jest wywołanie odpowiedniej siły działającej wzdłuż osi zaworu. Siła ta musi być wystarczająca dla zapewnienia zaworowi ruchów zgodnych z dyktowanymi przez kształt krzywki, niezależnie od prędkości obrotowej silnika. Po skasowaniu luzu zaworowego nie mogą więc występować żadne luzy między poszczególnymi częściami rozrządu, gdyż powodowałyby one zaburzenia w pracy silnika oraz uderzenia części rozrządu i ich niszczenie. Poza tym sita sprężyny musi być dostatecznie duża, aby zapewnić szczelne zamykanie się zaworu, przez wywołanie odpowiedniego docisku przylgni zaworu do gniazda, niezależnie od wielkości podciśnienia panującego w cylindrze. Sprężyny zaworowe wykonywane są z zasady jako sprężyny śrubowe pracujące na ściskanie. Ze względów produkcyjnych, do zaworu wylotowego stosuje się takie same sprężyny, jak dla zaworu dolotowego pomimo że masy, a więc i siły występujące w układach obu zaworów nie są równe. W małych silnikach samochodowych stosuje się często sprężymy pojedyncze, jednakże i dla małych silników o wyższych prędkościach obrotowych stosowane są także sprężyny podwójne. W silnikach większych stosuje się z zasady sprężyny podwójne, gdyż ze względu na duże siły występujące w układach rozrządu i ograniczone miejscu przeznaczone na osadzenie sprężyn, nie można wykonać dostatecznie mocnych sprężyn pojedynczych, w których wielkość naprężeń gwarantowałaby długotrwałą pracę. Dla sprężyn pojedynczych kierunek zwojów jest obojętny, natomiast przy sprężynach podwójnych sprężymy wewnętrzna i zewnętrzna powinny mieć przeciwny kierunek zwojów. Dzięki takiemu rozwiązaniu, w przypadku pęknięcia jednej ze sprężyn, druty jej nie mogą wsunąć się między zwoje drugiej sprężyny i uniemożliwić pełne otwarcie zaworu, co mogłoby doprowadzić do uszkodzenia innych elementów mechanizmu rozrządu (np. dźwigni, drążka popychacza). Ze względu na możliwość wyboczenia, sprężyny zaworowe maju małą liczbę zwojów pracujących (0-10), a luzy między zwojami przy ściśniętej sprężynie są niewielkie i wynoszą 0,5-0,7 mm. Poza nielicznymi wyjątkami sprężyny zaworów maju kształt walcowy i skok zwojów równomierny. Jedynie z obu stron sprężyny końcowe (0,75÷1,25 zwoja) są przygięte. Zwoje te nie pracują przy czym ich zakończenie jest zeszlifowane prostopadle do osi sprężyny, na obwodzie o kącie przynajmniej 270°. Dzięki takiemu zeszlifowaniu oś sprężyny ustawia się równolegle do osi zaworu i podczas pracy nie powstają siły boczne mogące przekrzywiać trzonek zaworu i wywoływać dodatkowo zużycie prowadnicy. Na końcowych zwojach od wewnątrz sprężyny wykonuje się fazy, żeby uniknąć oparcia na zaokrągleniach miseczki płasko zeszlifowanej części ostatniego zwoju sprężyny. Sprężyny zaworowe wykonuje się przeważnie ze specjalnego drutu najwyższej jakości ze stali 65-85, hartowanego i przeciąganego po odpuszczeniu. Zwijanie sprężyn wykonywane jest na zimno. Celem podwyższenia trwałości zmęczeniowej sprężyn przez wywołanie naprężeń własnych na ich powierzchni, poddaje się je dodatkowo] obróbce powierzchniowej przez kulowanie. Polega ona na uderzaniu sprężyny strumieniem śrutu żeliwnego o średnicy około 1 mm. Śrut wyrzucany jest sprężonym powietrzem lub ze specjalnego urządzenia działającego na zasadzie wirówki. Osiąga on prędkość 40-100 m/s i ma energię kinetyczną zapewniającą przy uderzaniu przekraczanie granicy plastyczności uderzanego materiału. Kulowanie trwa kilka minut, przy czym kulowana sprężyna przesuwa się i obraca, tak że uderzeniom podlega cała jej powierzchnia. W celu zabezpieczenia przed korozją sprężymy pokrywa się specjalnym lakierem albo się je kadmuje.
Obliczenia sprężyny zaworu przeprowadza się w oparciu o jej charakterystykę. Przy stosowaniu dwu sprężyn konstruuje się je w ten sposób, aby ich wspólne charaktery styka zabezpieczała konieczne Po i Pmax Zakłada się przy tym, że sprężyna wewnętrzna przenosi tylko około 1/3 całego obciążenia. Maksymalne naprężenia w obu sprężynach powinny być w przybliżeniu równe. Poza tym średnice podziałowe obu sprężyn powiemy być tak dobrane, aby między obydwoma sprężynami pozostał luz promieniowy minimum 1 mm. Po określeniu wymiarów sprężyny należy sprawdzić ją jeszcze na możliwość wystąpienia rezonansu. Przy rezonansie występują silne drgania sprężyny prowadzące do nieprawidłowej pracy rozrządu silnika (krzywka przestaje kierować ruchami zaworu, powstają uderzenia, zawór odrywa się od siedzenia). Z niebezpieczeństwem rezonansu należy się liczyć zawsze wtedy, gdy stosunek częstotliwości drgań własnych (na minutę) do prędkości obrotowej wała rozrządu n jest mniejszy od 9. W przypadku, jeśli warunek n<9 nie jest spełniony, należy zamiast sprężyn cylindrycznych zastosować sprężyny lekko stożkowe. Ze względu na wielkość mas zwojów sprężyny pozostających w ruchu oraz ze względu na jej stateczność, większą średnicę umieszcza się od strony głowicy. Można też stosować sprężyny o nierównomiernym skoku, co powoduje, że przy uginaniu sprężymy 1/4-1/2 jej zwojów osiada na sobie. Zmienia się więc liczba zwojów czynnych, a wobec tego i okres drgań własnych sprężyny, co utrudnia wpadnięcie sprężyny w drgania rezonansowe. Ze względu na wielkość mas zwojów sprężyny pozostających w ruchu, koniec sprężyny o mniejszych odległościach między zwojami umieszcza się od strony głowicy. Jednym ze środków zapobiegających powstawaniu rezonansu jest stosowanie sprężyn podwójnych. Sprężyny te ze względu na duże różnice w wymiarach Przeważnie mają znacznie różniące się okresy drgań własnych i przy powstawaniu drgań rezonansowych w jednej z nich, druga drgania te tłumi. Przy sprawdzaniu sprężyn zaworowych dopuszcza się następujące tolerancje sił wywołanych sprężyną: ±4% dla siły występującej przy zaworze otwartym i ±7% dla siły występującej przy zaworze zamkniętym. W sprężynach pracujących w silniku następuje po pewnym czasie tak zwane siadanie sprężyn to jest wystąpienie odkształceń trwałych i spadek wywoływanych sił ok. 15%, co należy uwzględniać w obliczeniach. Aby zabezpieczyć się przed użyciem w silniku sprężyn, w których po pewnym okresie pracy występują duże odkształcenia trwałe i siadanie sprężyn, należy niektóre egzemplarze sprężyn, z poszczególnych partii, sprawdzać w laboratorium. Sprawdzane sprężymy przetrzymuje się pod napięciem maksymalnym w temperaturze 160°C w ciąga ~4 godz. Dopuszczalne obniżenie maksymalnej siły sprężyny nie może przekroczyli 5%.
Obliczenia patrz SILNIK ZESZYT 2 rysunek 88.
78. Układy cieczowego chłodzenia tłokowych silników spalinowych, ciecze chłodzące oraz cel i rodzaje stosowanych do nich dodatków:
Cel stosowania układu chłodzenia i ilości odprowadzanego ciepła:
W czasie pracy silnika spalinowego w jego cylindrach wywiązuje się znaczna ilość cieliła, z którego tylko 25-40% jest przetwarzane na mechaniczną pracę użyteczną. Reszta ciepła mogłaby spowodować przegrzewania się silnika, gdyby nie odprowadzane było na zewnątrz wraz z gazami spalinowymi oraz gdyby silnik nie był chłodzony. Dla silników umieszczonych pod maską samochodu, naturalny strumień powietrza wywołany prędkością jazdy jest niewystarczający. Zachodzi więc potrzeba stosowonia specjalnych układów. Stosowanie układu chłodzenia powoduje straty energii i obniża sprawność silnika, lecz uzyskanie prawidłowego przebiegu obiegów pracy bez chłodzenia nie jest możliwe. Zbyt wysoka temperatura obiegu wpływa w sposób niekorzystny na pracę silnika bowiem powoduje:
- pogorszenie jakości smarowania (oleje wytrzymują do 250°C),
- spadek napełniania cylindrów, wskutek zwiększenie się objętości właściwej nagrzewanej mieszanki lub powietrza,
- powstawanie warunków sprzyjających występowania samozapłonów bądź detonacji,
- powstanie odchyleń od dobranego dopasowania, wskutek nierównomiernego cieplnego rozszerzania się poszczególnych elementów silnika.
Ujmując ogólnie-przegrzanie silnika powoduje znaczne zmniejszenie jego mocy użytecznej, wzmożone zużycie części, a często również zatarcie lub zniszczenie części. Chłodzenie silnika nie powinno być jednak zbyt intensywne, gdyż powodowałoby również zakłócenia w jego pracy. W silniku przechłodzonym mieszanka źle bądź powoli spala się, wskutek zbyt powolnego parowania ciekłego paliwa. Poza tym występuje kondensacja par paliwa, które osiadając w postaci kropel na ściankach cylindrów, rozcieńczają olej w misce olejowej, pogarszając w efekcie warunki smarowania silnika. Co gorsze w takiej sytuacji może na ściankach cylindrów skraplać się również para wody zawarta w spalinach i to sprzyja korozyjnemu zużyciu gładzi i pierścieni tłokowych.
Rodzaje układów chłodzenia:
We wszystkich układach chłodzenia silników samochodowych zasadniczym czynnikiem chłodzącym jest powietrze, które albo ochładza bezpośrednio ścianki silnika i mówimy wówczas o chłodzeniu bezpośrednim lub chłodzeniu powietrzem, albo ochładza ciecz chłodzącą, odbierającą ciepło od silnika i mówimy wówczas o chłodzeniu pośrednim lab chłodzenia cieczą. Współczesne silniki samochodowe chłodzone są przeważnie cieszą (ok. 85%) rzadziej powietrzem (ok. 15%). Główną przyczyną bardzo dużego rozpowszechnienia się układu chłodzenia pośredniego jest większa równomierność i łatwość przenoszenia ciepła niż przy chłodzeniu bezpośrednim. Przewagę chłodzenia bezpośredniego obserwuje się jedynie w dziedzinie małych silników, ze względu na prostotę i niskie koszty tego układu.
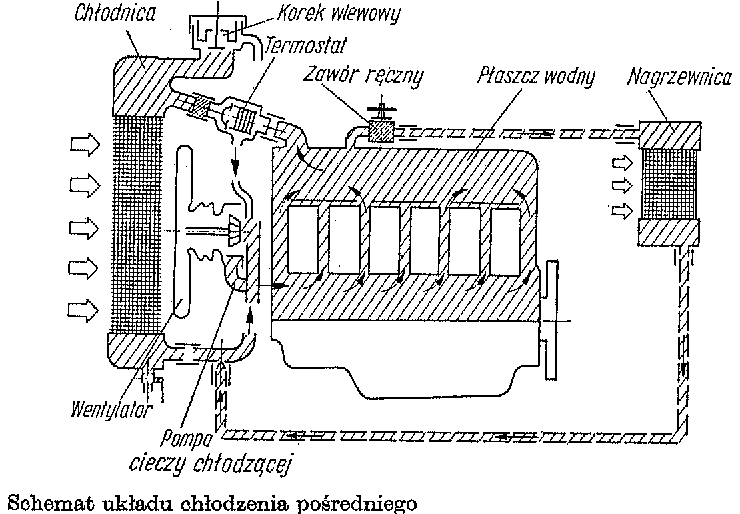
Chłodzenie pośrednie:
Cieczą najczęściej stosowaną w układach chłodzenia jest woda, która ma duże ciepło właściwe i jest powszechnie dostępna. Głównym wymaganiem stawianym wodzie jest jej oczyszczenie z zanieczyszczeń oraz niewysoka twardość ogólna (.. 20° twardości) z dodatkami (inhibitorami) zapobiegającymi korozji, osadzaniu się osadów wapniowych na ściankach silnika i w chłodnicy. Jako dodatki stosuje się: azotyny i azotyno-borany, chromiany, oleje emulsyjne, glikole (etylenowy lub polipropylenowy), które obniżają temp. Krzepnięcia cieczy. Coraz częściej stosowane są w układach chłodzenia ciecze wysokowrzące i niezamarzające, umożliwiające pracę silnika przy podwyższonych i niskich temperaturach otoczenia. Przy chłodzeniu cieczą znajduje się ona w stałym obiegu w obwodzie zamkniętym, utworzonym przez płaszcz cieczowy silnika, wymiennik ciepła, zwany chłodnicą i łączące je przewody. Krążenie cieczy w takim układzie jest wywołano pompą cieczy chłodzącej wbudowaną. do silnika i napędzaną jego wałem korbowym. Pompa zasysa ochłodzoną ciecz z dolnego zbiornika chłodnicy i tłoczy ją do płaszcza cieczowego silnika, gdzie ciecz ogrzewa się i odpływa przez głowicę cylindrów do górnego zbiornika chłodnicy. Oziębienie cieczy następuje w czasie jej przepływu przez rdzeń chłodnicy. Chłodnica z kolei chłodzona jest przepływającym powietrzem, którego ruch wymusza wentylator. W układzie chłodzenia znajduje się często odgałęzienie do nagrzewnicy włączane zaworom ręcznym. Układ chłodzenia z pompą charakteryzuje się dużą intensywnością krążenia cieczy (około 20 razy/min), co pozwala na zmniejszenie jej ilości w układzie i zastosowanie chłodnicy o umiarkowanych wymiarach. Uzyskiwane w tych układach niewielkie spadki temperatury cieczy stwarzają. korzystne warunki pracy silnika i zmniejszają zużycie jego części. Układy chłodzenia konstruowane są jako zamknięte, ciśnieniowe (nadciśnienie rzędu 0,1-0,15 MPa), co pozwala na zwiększenie temp. wrzenia cieczy wyraźnie ponad 100°C, zmniejsza tendencję do powstawania szkodliwej kawitacji w przestrzeniach płaszcza chłodzącego kadłuba.
Elementy układu chłodzenia cieczą:
Zasadniczymi elementami układu chłodzenia cieczą są: płaszcz cieczowy silnika, chłodnica, pompa cieczy chłodzącej i wentylator. Ponadto w układzie wyodrębnić należy urządzenia regulacji stanu cieplnego silnika jak termostat i regulatory ciśnienia cieczy oraz osprzęt, obejmujący przewody łączące, kurki spustowe, wskaźniki, czujniki temperatury itd. Układy chłodzenia silnika pracującego w trudnych warunkach klimatycznych (gorących lub zimnych) mają urządzenia dodatkowe, jak chłodnice oleju, urządzenie ułatwiające rozruch itp.
Płaszcz cieczowy silnika:
Silniki chłodzone cieczą mają tak ukształtowane kadłuby i głowice, że nagrzewające się od gorących spalin ścianki są otoczone płaszczem cieczowym. Płaszcz ten tworzą ścianki kadłuba i głowicy, przy czym przestrzenie cieczowe tych części łączą się ze sobą zwykle przez otwory w przylegających do siebie ściankach oraz uszczelce podgłowicowej. Płaszcz cieczowy łączy się z chłodnicą za pomocą końcówek w dolnej i górnej części układu. Przekroje przepływu cieczy, a zatem i pojemność płaszcza cieczowego, dobiera się z uwzględnieniem wytrzymałości i technologiczności kadłuba oraz głowicy tak, aby pojemność była jak najmniejsza. Przepływ cieczy powinien być swobodny. W przestrzeni cieczowej nie mogą istnieć tzw. martwe przestrzenie, gdzie ciecz mogłaby zatrzymać się i odparować lub pozostać po opróżnieniu układu. Intensywne chłodzenie najsilniej nagrzewających się części (np. komora spalania, zawory wylotowe, wtryskiwane i świece zapłonowe), zapewnia się przez kierowanie na te powierzchnio strumienia cieczy chłodzącej. W celu zapewnienia równomiernego chłodzenia silnika wielocylindrowego na całej jego długości, we współczesnych silnikach ciecz przepływa wewnątrz kadłuba w kierunku poprzecznym do osi silnika. Uzyskuje się to dzięki doprowadzeniu cieczy z chłodnicy do kolektora, biegnącego wzdłuż kadłuba. Specjalne otwory w tym kolektorze zapewniają równomierne chłodzenie wszystkich cylindrów. Liczba otworów odpowiada przy tym albo liczbie cylindrów, albo liczbie punktów wymagających chłodzenia. Następnie ciecz przepływa otworami do głowicy i dalej przewodem odpływowym do chłodnicy. W celu uzyskania intensywnego chłodzenia również bardzo nagrzanych elementów głowicy, zwykle część cieczy tłoczonej przez pompę doprowadza się z kolektora bezpośrednio do głowicy i przez odpowiednie kierownice skierowuje strumień cieczy na najgorętsze ścianki.
79. Typy samochodowych chłodnic cieczy chłodzącej:
Typowa chłodnica samochodu składa się z rdzenia, połączonego z dwoma zbiornikami cieczy, górnym i dolnym, oraz z obejmy ze wspornikami do mocowania (zwykle do ramy samochodu). Główną częścią chłodnicy jest rdzeń, składający się z oddzielnych elementów zlutowanych w jedną sztywną i szczelną całość, spełniający zadania wymiennika ciepła. W nowoczesnych samochodach stosuje się jedynie chłodnice wodno-rurkowe. Za względu na budowę rdzenia stosuje się dwa rodzaje chłodnic:
- chłodnice rurkowo-płytkowe,
- chłodnice rurkowo-taśmowe.
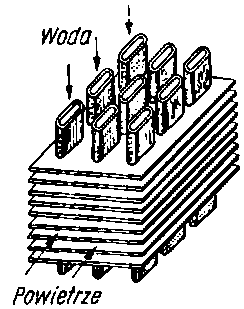
Chłodnice rurkowo-płytkowe mają rdzeń składający się z zespołu niezależnych rurek pionowych, o przekroju płaskoowalnym lob okrągłym, łączących zbiorniki chłodnicy. Rurki wykonane są z taśmy o grubości 0,15-0,20 mm. W celu zwiększenia powierzchni wymiany ciepła oraz sztywności rdzenia, na rurki nasadza się i lutuje szereg równoległych płytek o grubości 0,1-0,15 mm (żeber chłodzących). Rurki w rdzeniu są ułożone zwykle w kilku rzędach (2 ~ 5) tak, aby żadna z nich nie była w "cieniu" innej, a jednocześnie nie przyczyniła się do poważniejszego wzrostu oporów przepływu powietrza. Chłodnice rurkowa-płytkowe są obecnie powszechnie stosowane, ponieważ charakteryzuje je prostota konstrukcji i wykonania, znaczna odporność na wstrząsy i ciśnienie wewnętrzne, duża zwartość konstrukcji oraz łatwość naprawy w przypadku uszkodzenia.
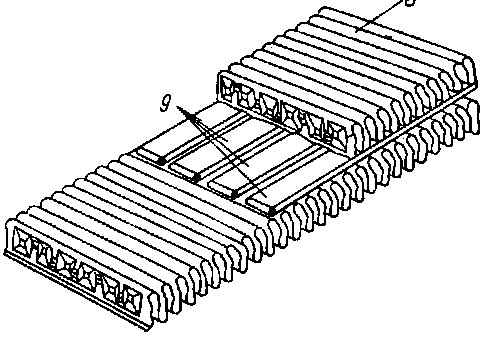
Chłodnice rurkowo-taśmowe charakteryzują się tym, że między pionowo rurki łączące zbiorniki wstawione są taśmy faliste z różnymi wytłoczeniami. Taśmy te niejako wypełniają przestrzeń między dwoma rzędami rurek na całej głębokości rdzenia. Dla powiększenia burzliwości przepływu powietrza na taśmach wykonuje się często specjalne nacięcia. Chłodnice rurkowo-taśmowe wyróżniają się bardzo dobrym wykorzystaniem materiału (przy jednakowej skuteczności cieplnej są lżejsze od rurkowo-płytkowych) oraz zachowaniem wszystkich zalet chłodnic rurkowo-płytkowych. Chłodnice tego typu są coraz szerzej stosowane w konstrukcji samochodów, szczególnie w samochodach osobowych.
Rdzenie chłodnic oraz ich zbiorniki wykonuje się przeważnie z blachy mosiężnej, użycie miedzi jest korzystne cieplnie, ale drogie. Zastosowanie stali daje obniżenie skuteczności cieplnej oraz zmniejsza odporność na długotrwałe oddziaływania atmosferyczne. Użycie aluminium nie znalazło dotychczas wielkoseryjnego zastosowania, ze względu na trudności lutowania elementów. W niektórych samochodach stosowane są chłodnice o poziomym przepływie cieczy. Są to właściwie normalne chłodnice obrócone o 90°, ze zmienionym miejscem umieszczenia króćców wlewowych i odpływowych. Powstały one wskutek ciągłego obniżania osłony silnika pojazdów i związanego z tym zmniejszenia miejsca (na wysokość) na zabudowanie chłodnicy. Konstrukcyjnie i cieplnie nie wykazuje one istotnych różnic w porównaniu z chłodnicami pionowymi.
80. Omówić mechanizm powstawania klina smarnego oraz wymagania stawiane olejom silnikowym:
Celem olejenia jest smarowanie i chłodzenie powierzchni części współpracujących w silniku. Poza tym olej pomaga także przy uszczelnianiu tłoka w tulei cylindrowej. Głównym zadaniem olejenia jest wytworzenie warstewki oleju pomiędzy współpracującymi częściami silnika. Cienka warstewka oleju w postaci tzw. filmu olejowego (o grubości 1-25 μm) pozwala na ruch części względem siebie przy możliwie małym współczynniku tarcia. Tarcie jest najmniejsze, gdy film olejowy nie dopuszcza do zetknięcia się powierzchni metalowych. Występuje wtedy tak zwane tarcie płynne. Aby utrzymać tarcie płynne w łożyskach silnika, przy występujących w nich dużych prędkościach obrotowych i wysokich temperaturach, należy stosować odpowiednie oleje silnikowe. Oleje silnikowe, których głównymi składnikami są produkty pochodzące z przeróbki ropy naftowej, tworzą tak zwany olej bazowy. Sam olej bazowy nie ma jednak własności wymaganych przez współczesne silniki spalinowe o wysokim stopniu wysilenia. Dla spełnienia wymagań, stawianych przez poszczególne silniki, wszystkie nowoczesne oleje silnikowe zawierają odpowiednie dodatki uszlachetniające. Dodatki te zapewniają olejom odpowiednią lepkość i smarność. Poza tym zapobiegają jego szybkiemu utlenianiu (starzeniu), a także neutralizują szkodliwe związki chemiczne, atakujące części silnika i powodujące ich zużycie korozyjne. Oleje nie mogą odparowywać w wysokich temp., muszą natomiast zachować właściwą lepkość i właściwości smarne oraz dobrze zwilżać olejone powierzchnie w szerokim zakresie temp. Powinny dobrze odprowadzać ciepło z powierzchni trących, mieć zdolność do tworzenia warstewki chroniącej tuleję cylindra przed korozją, spalać się bez pozostałości.W celu uzyskania tarcia płynnego, należy w filmie olejowym wytworzyć tak duże ciśnienie, aby nie dopuścić do zetknięcia się współpracujących powierzchni części. Powierzchnie te muszą być przy tym możliwie gładkie, aby nie zaczepiały o siebie nierównościami. Nierówności są nieuniknionym skutkiem obróbki mechanicznej, jednak ich wielkość można zmniejszyć stosując odpowiedni rodzaj obróbki, jak np. toczenie diamentem, szlifowanie, polerowanie itp. Ciśnienie w filmie olejowym wywołane jest działaniem tzw. klina olejowego, który powstaje przy względnym ruchu części współpracujących powierzchni. Pewną rolę w wielkości ciśnienia panującego w klinie olejowym odgrywa ciśnienie oleju dostarczanego do łożyska. Przeciętnie maksymalne ciśnienie oleju w filmie olejowym wynosi 2·104- 4·l04 kN/m2 (200-400 at.). Krytyczna minimalna grubość filmu olejowego ma wartość ok. 1 μm. Powstawanie klina olejowe zależy w pewnym stopniu od prędkości obwodowej czopa, ilości oleju, luzu między czopem a panewką, lepkości oleju. Najgorsze warunki smarowania występują w silniku w okresie jogo rozruchu, gdy olej jest zimny, a pompa alejowa jeszcze nie tłoczy. Klin oleju o dużym ciśnieniu może się wytworzyć dopiero wtedy, gdy olej się rozgrzeje a pompa olejowa dostarczy go w dostatecznej ilości do łożyska. Największe wobec tego zużycie silnika następuje przy jego rozruchach. Niebezpieczna dla silnika jest także długotrwała praca na zbyt niskiej prędkości obrotowej 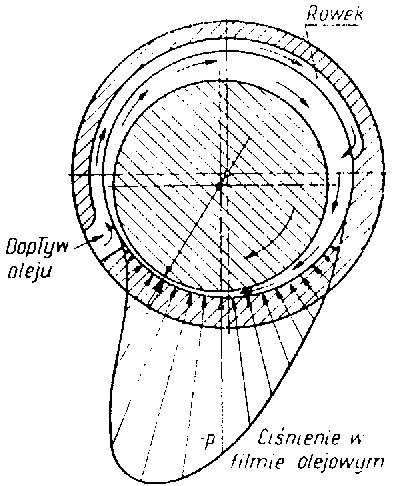
biegu luzem. Pompa olejowa podaje wtedy mniejsze ilości oleju i w łożyskach silnika zamiast tarcia płynnego może wystąpić tarcie mieszane.
Wyszukiwarka
Podobne podstrony:
Silniki spal.-wykł1, III rok, Samochodowe silniki spalinowe
Silniki spal.-wykł4, III rok, Samochodowe silniki spalinowe
Silniki spal.-wykł2, III rok, Samochodowe silniki spalinowe
strona1-silniki-spal, III rok, Samochodowe silniki spalinowe, Laborki
1st strona do Łagra, III rok, Samochodowe silniki spalinowe
Ściąga-Silniki2, III rok, Samochodowe silniki spalinowe
pytania na egz z silnikow, III rok, Samochodowe silniki spalinowe
silniki-spalinowe-pytania, Politechnika Poznańska, Mechanika i Budowa Maszyn, III rok, 5 semestr, Si
sprzęgło, Samochody i motoryzacja, silniki spalinowe,
PRZEKRÓJ OPONY, Samochody i motoryzacja, silniki spalinowe,
Na zimę, Samochody i motoryzacja, silniki spalinowe,
Kadłuby i głowice silników chłodzonych powietrzem, Samochody i motoryzacja, silniki spalinowe, P - k
Paliwa, Samochody i motoryzacja, silniki spalinowe,
Oleje silnikowe, Samochody i motoryzacja, silniki spalinowe,
Akumulator, Samochody i motoryzacja, silniki spalinowe,
Oleje silnikowe-klasyfikacja, Samochody i motoryzacja, silniki spalinowe,
przegląd okresowy, Samochody i motoryzacja, silniki spalinowe,
świece, Samochody i motoryzacja, silniki spalinowe,
tłumik, Samochody i motoryzacja, silniki spalinowe,
więcej podobnych podstron