Spawanie elektryczne i spawanie gazowe
Spawanie jest metodą spajania elementów metalowych podczas którego łączenie następuje na skutek stopienia i potem skrzepnięcia brzegów łączonych elementów (oraz materiału dodatkowego - spoiwa).
![]()
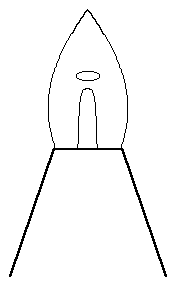
Rys 1.: złącze spawowe
Podział spoin:
1. ze względu na wzajemne usytuowanie i sposób przygotowania elementów
- czołowe (złącza doczołowe, teowe oraz krzyżowe),
- pachwinowe (złącza teowe, krzyżowe, zakładkowe i narożne),
- brzeżne (złącza doczołowe i przylgowe),
- otworowe (złącza zakładkowe).
2. ze względu na przeznaczenie
- sczepne (do utrzymywania łączonych elementów w położeniu dogodnym do spawania),
- montażowe (łączące elementy).
Metody spawania
1. podział ze względu na źródło ciepła
- gazowe,
- elektryczne,
- termitowe,
- elektronowe,
- żużlowe,
- łukowe
- elektrodą topliwą,
- elektrodą otuloną,
- łukiem krytym,
- w osłonie gazów aktywnych,
- w osłonie gazów obojętnych,
- elektrodą nietopliwą w osłonie gazów obojętnych,
- plazmowe,
- laserowe.
2. podział ze względu na stopień mechanizacji
- ręczne (ręczne przesuwanie elektrody lub drutu spawalniczego oraz źródła ciepła),
- półautomatyczne (przesuwanie elektrody lub drutu - mechaniczne, a pozostałe ruchy wykonuje się ręcznie),
- automatyczne (wszystkie ruchy są zmechanizowane).
Płomień acetylenowo- tlenowy może być
- nawęglający (stosunek tlenu do acetylenu od 0,8 do 0,9) - do spawania stali wysokowęglowych, niklu, aluminium i jego stopów,
- normalny (stosunek 1,1 do 1,2) - do spawania stali niskowęglowych i stopowych,
- utleniający (1,2 - 1,5) - do spawania mosiądzu oraz żeliwa - brązem.
Najwyższa temperatura płomienia (ok. 3200oC) występuje w odległości 2 - 3mm od jądra płomienia (w strefie spawania).
Palniki służą do:
- dokładnego wymieszania acetylenu z tlenem,
- wytworzeniu mieszaniny o wymaganym udziale objętościowym obydwu składników,
- skierowania strumienia gazu.
Najczęściej stosujemy palniki smoczkowe, w których acetylen jest zasysany przez strumień tlenu przepływający przez dyszę zwaną smoczkiem. Wymieszanie obydwu gazów następuje w wymiennej nasadce. Ciśnienie acetylenu doprowadzonego do palnika smoczkowego wynosi 0,001 - 0,05MPa, a tlenu - 0,1 - 0,5MPa.
Spawanie elektrodą otuloną
Rdzeń elektrod otulonych stanowi spoiwo, a warstwę zewnętrzną otulina.
Skład chemiczny i własności spoiwa są dostosowane do materiału rodzimego wykonywanego złącza.
Otulina może zawierać:
- substancje wiążące (np. szkło wodne, kaolin, szkło potasowo-sodowe) poszczególne składniki,
- składniki żużlotwórcze,
- składniki gazo twórcze,
- składniki odtleniające stopiwo i stopiony materiał rodzimy,
- składniki uszlachetniające spoinę.
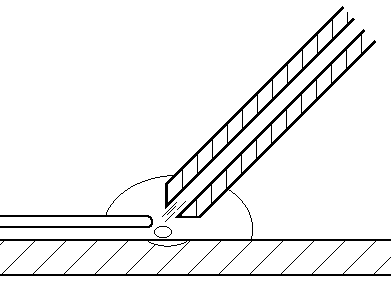
Podczas spawania elektrodą otuloną między rdzeniem elektrody a materiałem rodzimym powstaje łuk elektryczny. Koniec elektrody i materiał rodzimy ulegają stopieniu, w wyniku czego tworzy się tzw. jeziorko. Podczas topienia się i spalania otuliny powstaje warstwa ciekłego żużla oraz gazów, które chronią stopiony metal przed utlenianiem. Po przesunięciu elektrody następuje krzepnięcie metalu - powstaje spoina, pokryta warstwą skrzepniętego żużla, którą usuwamy.
Elektrody otulone są najczęściej stosowane do spawania ręcznego. Spawanie elektrodą otuloną jest metodą uniwersalną. Umożliwia łączenie elementów o różnej grubości w dowolnej pozycji spawania. Spawanie elektrodą otuloną zapewnia dobrą jakość spoin, jest jednak mało wydajne.
Cięcie
Cięcie polega na doprowadzeniu materiału macierzystego ciętego elementu do stanu ciekłego, a następnie włączeniu strumienia powietrza, który „rozdmuchuje” rozpuszczony materiał.
Cięcie można wykonywać ręcznie lub za pomocą prowadnicy lub cyrkla (w celu wycięcia kształtów owalnych).
Zgrzewanie
Zgrzewanie jest łączeniem materiałów przez silne dociśnięcie do siebie łączonych elementów, bez ich podgrzania lub z uprzednim podgrzaniem miejsc łączenia do stanu plastyczności.
Najczęściej stosujemy zgrzewanie:
- oporowe (elektryczne),
- doczołowe,
- punktowe,
- garbowe,
- liniowe,
- gazowe,
- termitowe.
Zgrzewanie oporowe:
Zgrzewanie oporowe jest obecnie najczęściej stosowaną metodą zgrzewania. Niezbędne ciepło wytwarza się na skutek przepływu prądu elektrycznego o dużym natężeniu (do 105 A) i małym napięciu. Największa ilość ciepła wydziela się w miejscu styku łączonych elementów, gdyż w tych miejscach jego oporność elektryczna jest największa.
Podział w zależności od budowy i rozmieszczenia zgrzeiny (część złącza zgrzewanego, w którym utworzyły się wiązania międzyatomowe materiałów łączonych elementów):
- punktowe,
- liniowe,
- garbowe,
- doczołowe.
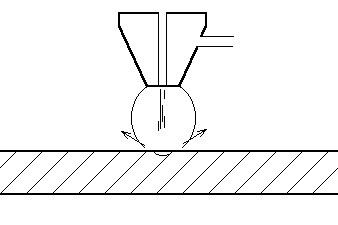
Zgrzewanie punktowe - oczyszczone elementy dociskane są do siebie przez chłodzone wodą miedziane elektrody. Przepływ prądu następuje po dociśnięciu elementów, co wywołuje intensywne wydzielanie się ciepła w strefie zgrzewania. Po krótkim czasie (w zależności od grubości łączonych elementów) materiał w strefie zgrzewania przechodzi w stan wysokiej plastyczności i częściowo ciekły. Wówczas przepływ prądu elektrycznego wyłącza się samoczynnie.
W strefie zgrzewania pod wpływem siły docisku, tworzą się wiązania międzyatomowe - powstaje zgrzeina punktowa.
Zgrzewanie punktowe stosuje się do łączenia elementów ze stali węglowych lub stopowych oraz metali nieżelaznych i ich stopów.
Zgrzewanie liniowe - proces w którym są stosowane obracające się elektrody krążkowe. Jedna otrzymuje moment obrotowy od silnika, a druga obraca się pod wpływem siły tarcia o łączone elementy. Elektrody krążkowe dociskają do siebie łączone elementy. Zgrzeinę liniową tworzy szereg zachodzących na siebie zgrzein punktowych.
Zgrzewanie liniowe stosowane jest do łączenia elementów grubości od dziesiątych części milimetra do 2mm, wykonanych ze stali węglowych lub stopowych oraz metali nieżelaznych i ich stopów. Złącza zgrzewane liniowo odznaczają się szczelnością oraz dużą wytrzymałością.
Zgrzewanie garbowe - powierzchnia styku jednego z elementów powinna mieć tzw. garb wykonany przez obróbkę plastyczną lub skrawaniem. Zgrzewanie garbowe przebiega podobnie jak punktowe, z tym że w przypadku kilku garbów tworzy się jednocześnie kilka zgrzein.
Ze względu na znaczny koszt przygotowania elementów zgrzewanie garbowe jest stosowane w produkcji masowej do łączenia elementów ze stali węglowych i stopowych.
Zgrzewanie doczołowe - umożliwia łączenie elementów ze stali węglowych, stali stopowych, z metali nieżelaznych i ich stopów. Polega na łączeniu elementów całą powierzchnią przekroju przynajmniej jednego z nich.
Podział ze względu na różnice w procesie tworzenia się zgrzeiny:
- doczołowe zwarciowe, gdy części zgrzewane stykają się przez cały czas przepływu prądu, a więc i nagrzewania,
- iskrowe, gdy w chwili włączania prądu części nie stykają się jeszcze i w czasie ich zbliżania się ku sobie zaczynają przeskakiwać łuki elektryczne, najpierw między wierzchołkami nierówności powierzchni, a potem na całej powierzchni, nadtapiając metal.
„Spawanie” - strona 4 z 4
materiał z elektrody (stopliwo)
spoina
materiał rodzimy
strefa spawania
płomień zewnętrzny (kita)
jądro
300oC
1000oC
3200oC
otulina
jeziorko
część otuliny (pływa po wierzchu)
drut spawalniczy
osłona gazowa (CO2 + H2O)
powietrze
łuk
doprowadzenie tlenu
doprowadzenie mieszanki acetylenowo- tlenowej
strumień powietrza
Wyszukiwarka
Podobne podstrony:
Spawanie gazowe palnikiem, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna,
spawanie gazowe - wersja poprawiona, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
SPRAWOZDANIE z OCS. cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictw
Spawanie ręczne elektroda otulona oraz spawanie gazowe i cięcie termiczne, Sprawozdania itp
spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
Spawanie gazowe totio, Spawalnictwo
METODY SPAWANIA GAZOWEGO, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
Spawanie gazowe palnikiem, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna,
Spawanie gazowe, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Spajaln
instrukcja spawanie gazowe
Konstrukcje metalowe - Spawanie gazowe 2, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labolato
lutowanie i spawanie gazowe
Sprawozdania, Spawanie gazowe i ciÓcie termiczne, Rok akademicki
Metody spawania gazowego, Zajęcia praktyczne
Spawanie gazowe i cięcie plazmowe
więcej podobnych podstron