
Lutowanie
i spawanie
gazowe
J A K S A M E M U W Y K O N A å !
MATERIA¸Y BUDOWLANE
n
MAJSTERKOWANIE
WYSTRÓJ WN¢TRZ
n
OGRODNICTWO
Rodzaje lutowania
i spawania
1
Lutowanie
¸àczenie dwóch metalowych ele-
mentów przez wprowadzenie
pomi´dzy nie roztopionego spo-
iwa. Spoiwo topnieje pod wp∏y-
wem kontaktu z podgrzanymi
metalowymi elementami, przyle-
ga do nich i w ten sposób je ∏àczy.
Istniejà dwa rodzaje lutowania
Lutowanie mi´kkie
Lutowanie przy u˝yciu stopu
cyny (temperatura topnienia
<450°C), stosowane przy ∏à-
czeniu elementów, na które
b´dà dzia∏a∏y niewielkie ob-
cià˝enia, na przyk∏ad rur
w pionie instalacyjnym do-
prowadzajàcym zimnà wod´.
Ten typ lutowania mo˝e byç
stosowany do ∏àczenia wszyst-
kich rodzajów metalu.
Lutowanie twarde
Lutowanie stopami ze sre-
brem, miedzià lub aluminium
(w temperaturze >450°C), sto-
sowane przy ∏àczeniu elemen-
tów, na które b´dà dzia∏a∏y
du˝e obcià˝enia, na przyk∏ad
rur doprowadzajàcych ciep∏à
wod´, przewodów gazowych,
bram itp. Ten typ lutowania
nie mo˝e byç stosowany do
∏àczenia elementów wykona-
nych z cyny, cynku ani o∏owiu.
Lutospawanie
¸àczenie brzegów dwóch meta-
lowych elementów, przy u˝yciu
mosiàdzu, jako spoiwa (tempe-
ratura topnienia 900°). Lutospa-
wanie stosowane jest do ∏àczenia
elementów, na które b´dà dzia∏a-
∏y du˝e obcià˝enia, takich jak t∏u-
miki samochodowe.
spoiwo (lut)
metal
zimna woda
ciep∏a woda
PROPAN-BUTAN
PROPAN-BUTAN
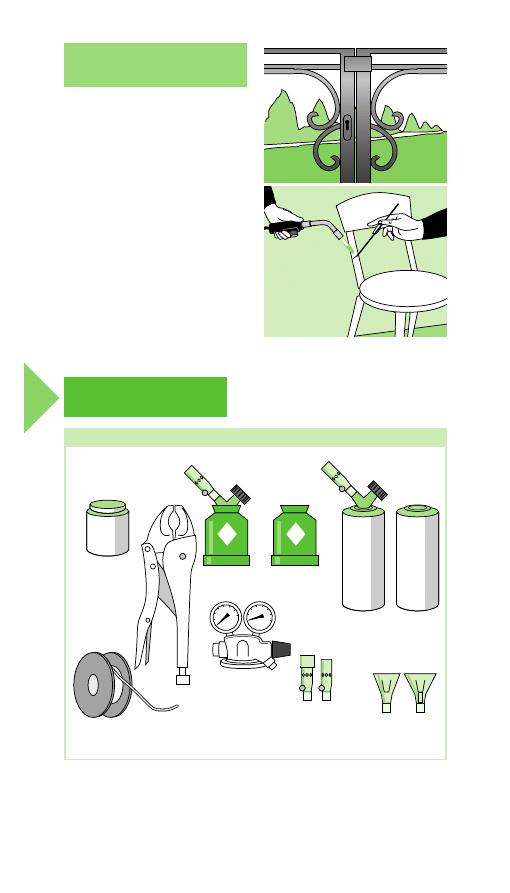
L U T O W A N I E M I ¢ K K I E I T W A R D E
Narz´dzia
2
Spawanie palnikiem
acetylenowo-tlenowym
¸àczenie dwóch elementów
z metalu o tych samych w∏aÊci-
woÊciach przez ich nadtopie-
nie. Nadtapia si´ metalowe ele-
menty, po czym ∏àczy si´ je ze
sobà. Jako spoiwa mo˝na u˝yç
metalu o takich samych w∏aÊci-
woÊciach jak ∏àczone elementy.
Jest to metoda ∏àczenia ele-
mentów, na które b´dà dzia∏a∏y
du˝e obcià˝enia; wymaga tem-
peratury 1 500°C (np. spawanie
krzese∏, cz´Êci rowerów, bram,
instalacji sanitarnej i inne).
topnik
spoiwo
lampa
lutownicza
zasobnik
gazu
zasobnik
gazu
lutownica
gazowa
manometr
dysze:
normalna
i precyzyjna
dysze
szerokie
c´gi
zaciskowe
L U T O S P A W A N I E I S P A W A N I E P A L N I K I E M
A C E T Y L E N O W O - T L E N O W Y M
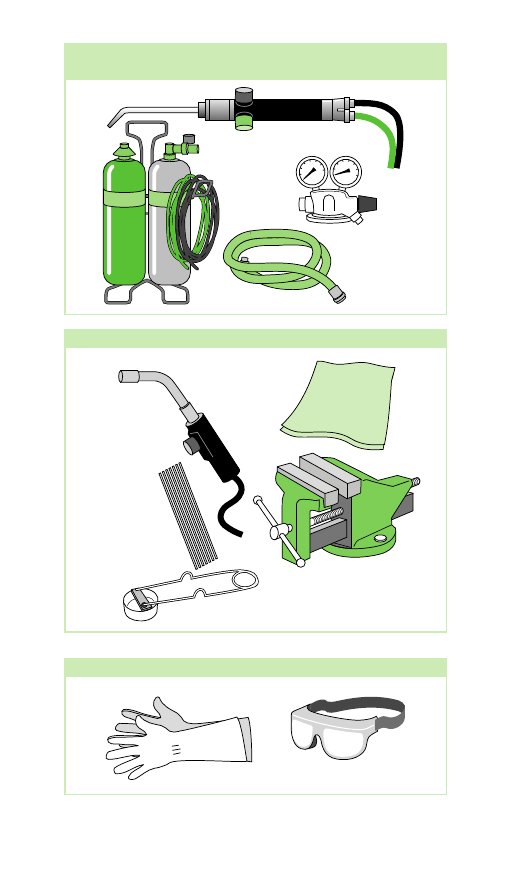
NARZ¢DZIA POTRZEBNE PRZY LUTOWANIU I SPAWANIU
B E Z P I E C Z E ¡ S T W O P R A C Y
wà˝
manometr
palnik
palnik
spoiwo
w pa∏eczkach
papier
Êcierny
imad∏o
przezroczyste okulary
ochronne
r´kawice ochronne
bezpieczna zapalarka
gazowe butle
z reduktorem
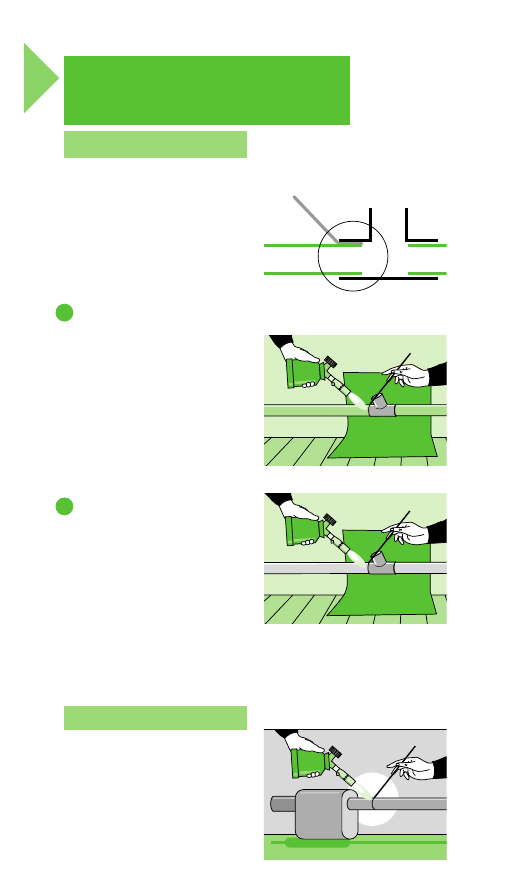
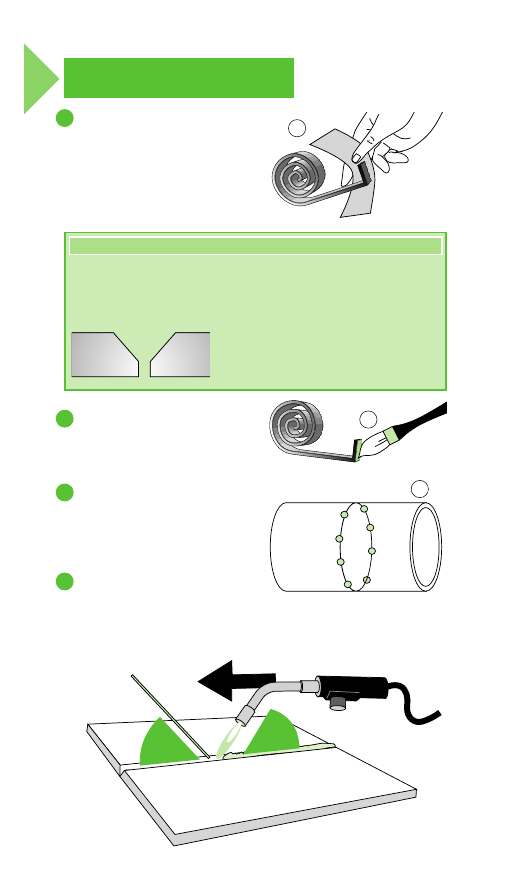
Lutowanie mi´kkie
3
WyczyÊciç zewn´trznà i we-
wn´trznà powierzchni´ ele-
mentów papierem Êciernym
lub w∏ókninà czyszczàcà i usu-
nàç Êlady zanieczyszczeƒ.
P´dzelkiem rozprowadziç top-
nik na elementach przezna-
czonych do lutowania.
Wsunàç jednà cz´Êç w drugà
lub u∏o˝yç je w kszta∏cie lite-
ry T, nak∏adajàc jednà na dru-
gà albo stykajàc pod kàtem.
Przytrzymywaç je w imadle
lub za pomocà c´gów zaci-
skowych.
Podczas lutowania rur instala-
cyjnych umieszczonych przy
Êcianie, nale˝y zabezpieczyç
Êcian´ matà ochronnà (os∏onà
przeciwogniowà sztywnà al-
bo mi´kkà).
Je˝eli u˝ywa si´ imad∏a pod-
czas lutowania, nale˝y ochro-
niç lutowane cz´Êci i imad∏o,
podk∏adajàc pomi´dzy meta-
lowe elementy a szcz´ki ima-
d∏a kawa∏ki aluminium lub
o∏owiu.
Bezpiecznà zapalarkà zapaliç
palnik lub lamp´ lutowniczà
i uregulowaç wielkoÊç p∏o-
mienia.
1
3
4
5
2
1
2
3
3
4
4
os∏ona

Nagrzewaç elementy prze-
znaczone do lutowania do
momentu, w którym:
• miedê stanie si´ ciemno-
czerwona,
• ˝elazo i stal stanà si´ jasno-
czerwone.
Lutowanie mi´kkie:
oddaliç p∏omieƒ i okr´ciç
drut lutu wokó∏ miejsca sty-
ku lutowanych elementów,
nast´pnie ogrzewaç p∏omie-
niem do momentu, w którym
wokó∏ miejsca styku utworzy
si´ pierÊcieƒ.
Lutowanie twarde:
zbli˝yç pa∏eczk´ lutu do miej-
sca styku i nak∏adaç kolejno
spoiwo. Kontynuowaç na-
grzewanie metalowych ele-
mentów, nie wystawiajàc pa-
∏eczki na dzia∏anie p∏omienia.
Po ostygni´ciu spoin´ wyczy-
Êciç.
6
7
8
Spoiwo topi si´ pod wp∏ywem ciep∏a metalowych elementów,
a nie pod wp∏ywem dzia∏ania p∏omienia. Dlatego, je˝eli spo-
iwo nie topi si´ przy zetkni´ciu z metalem, nale˝y oddaliç je
i kontynuowaç nagrzewanie metalowych elementów.
Przed rozpocz´ciem spawania nale˝y sprawdziç, czy w rurze nie
pozosta∏y resztki wody, gdy˝ mokre elementy nie po∏àczà si´.
Je˝eli lut ma rdzeƒ – topnik, dodatkowe u˝ycie topnika nie
jest potrzebne.
Do ∏àczenia rur instalacji wodnej, nale˝y u˝ywaç lutu bezo∏o-
wiowego, nazywanego „ekologicznym”.
P O R A D Y
7
7
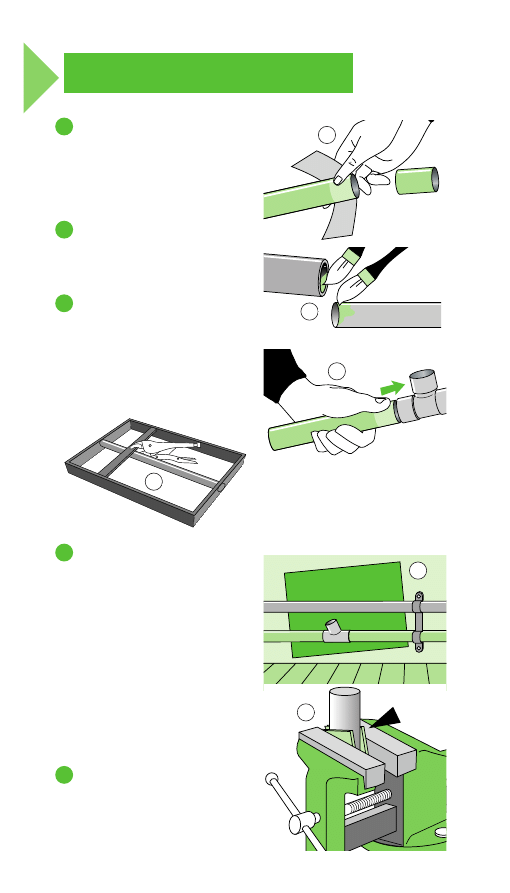
WyczyÊciç zewn´trznà i we-
wn´trznà powierzchni´ cz´-
Êci papierem Êciernym i usu-
nàç Êlady zanieczyszczeƒ.
P´dzelkiem rozprowadziç top-
nik na elementach przezna-
czonych do lutospawania.
Aby elementy nie rozsuwa∏y
si´ podczas lutospawania
(pod wp∏ywem ciep∏a), nale˝y
je zespoiç w kilku punktach.
Podczas pracy nale˝y usta-
wiaç pa∏eczk´ spoiwa, a tak-
˝e palnik pod kàtem 45°.
Nak∏adaç spoiwo w formie
regularnej linii.
1
2
3
4
Lutospawanie
4
1
Przy lutospawaniu elementów gruboÊci mniejszej ni˝ 4 mm
zaleca si´ u∏o˝enie ich wzgl´dem siebie w odleg∏oÊci wyno-
szàcej po∏ow´ gruboÊci.
Przy lutospawaniu elementów gru-
boÊci mi´dzy 4 a 10 mm, zaleca si´
naci´cie, szlifierkà kàtowà, ich kra-
w´dzi tak, by tworzy∏y kàt 90
O
.
P O R A D Y
2
1
7
3
6
4
8
2
5
3
45°
45°
naci´cia
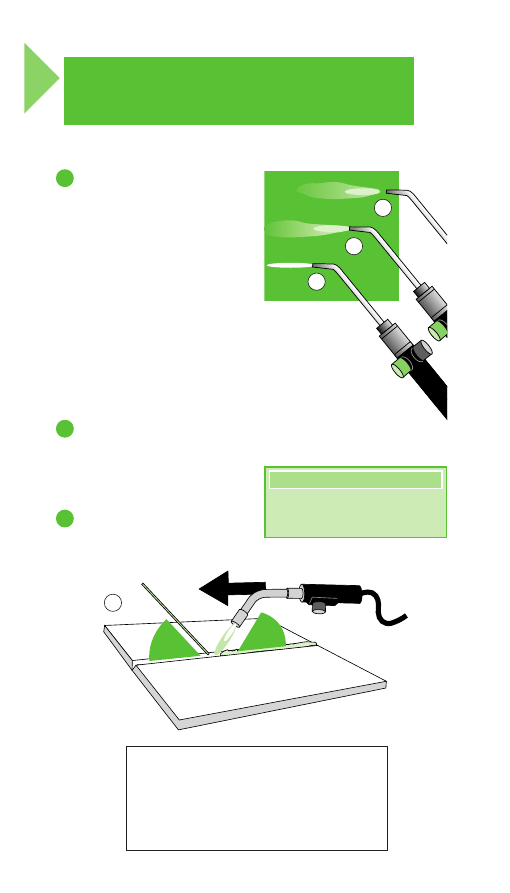
Przygotowanie stanowiska spa-
walniczego do pracy:
A) Odkr´ciç obie butle i zapa-
liç palnik zapalarkà do gazu.
Pojawi si´ ˝ó∏ty p∏omieƒ, któ-
ry wydaje si´ „odrywaç” od
koƒcówki palnika.
B) Sukcesywnie zmniejszaç
dop∏yw acetylenu a˝ do mo-
mentu, w którym p∏omieƒ
ponownie „przyklei si´” do
koƒcówki palnika.
C) Zwi´kszyç dop∏yw tlenu,
aby otrzymaç p∏omieƒ o bia-
∏ej koƒcówce.
Spawaç przybli˝ajàc palnik
do ∏àczonych cz´Êci, ustawia-
jàc go pod kàtem 45°. Jàdro
p∏omienia powinno muskaç
spawane elementy.
Aby zakoƒczyç prac´, nale˝y
odciàç dop∏yw gazu z obu butli.
Spawanie palnikiem
acetylenowo-tlenowym
5
6
7
8
45°
45°
Pa∏eczk´ spoiwa nale˝y regu-
larnie zanurzaç w topniku.
P O R A D A
A
B
C
7
Przygotowaç przeznaczone do spawania elementy w taki sam
sposób jak poprzednio (etapy 1-5).
Leroy-Merlin P
olska Sp. z o.o., ul. Pu∏awska 46, 05-500 Piaseczno
Niniejsza ulotka ma jedynie charakter informacyjny.
Szczegó∏owe zasady monta˝u i wykorzystania poszcze-
gólnych produktów okreÊla instrukcja u˝ytkowania.
Leroy Merlin Polska nie ponosi ˝adnej odpowie-
dzialnoÊci za szkody b´dàce nast´pstwem wadli-
wego monta˝u lub wykorzystania produktów,
a w szczególnoÊci ich monta˝u i wykorzystania
w sposób niezgodny z instrukcjà u˝ytkowania.
Wyszukiwarka
Podobne podstrony:
Lab 1 lutowanie, spawanie gazowe
Spawanie gazowe palnikiem, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
Spawanie gazowe, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Spajaln
cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna,
instrukcja spawanie gazowe
Konstrukcje metalowe - Spawanie gazowe 2, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labolato
Sprawozdania, Spawanie gazowe i ciÓcie termiczne, Rok akademicki
spawanie gazowe - wersja poprawiona, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
Metody spawania gazowego, Zajęcia praktyczne
SPRAWOZDANIE z OCS. cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictw
Spawanie gazowe i cięcie plazmowe
Spawanie gazowe
1 Spawanie gazowe oraz cięcie gazowe i plazmowe
Spawanie-gazowe, Notatki, materiałoznawstwo, pomocne pliki do sprawozdania ze spawania
spawanie gazowe, Technologie bezwiórowe
więcej podobnych podstron