
27
Drying of Potato, Sweet Potato,
and Other Roots
Shyam S. Sablani and Arun S. Mujumdar
CONTENTS
27.1 INTRODUCTION
For many centuries potato, Solanum tubersum, has
served as the primary food source for people in
many parts of the world. The potato, with a total
production in excess of 300 million tons, is one of
the major food crops grown in a wide variety of soils
and climatic conditions. Many cultivars of potatoes
are grown, however, a few cultivars account for most
of the potatoes produced. These differ in time of
maturity, yield, appearance, disease resistance, mar-
keting, and processing quality. The majority of pota-
toes are used as table food these days, frequently
consumed in different forms of processed potato
ß
2006 by Taylor & Francis Group, LLC.

produc ts. In developed cou ntries, mo re than 50%
of potatoe s produced are consumed as process ed
produc ts. The process ed produ cts may be in the
form of chips, granule s, fla kes, power , dice, strips,
powder , etc. [1].
The chemi cal comp osition of potato de pends on
many fact ors includin g genetic features, age and ma-
turity, as well as en vironm ental co ndition s, i.e., cli-
matic an d soil conditio ns, weather and growing
conditi ons, such as fertil ization, pe sticides, diseas es,
etc. Tabl e 27.1 shows the chemi cal c omposi tion of
potato tuber. The potatoe s are a consider ably richer
source of nutri ent than energy. Starch is the basic
compon ent of pot ato dry matter, con tributing the
major amount of energy obt ained by potato con -
sumpt ion. Potato co ntains some nonstar ch polysac -
charide s, which con stitute dieta ry fibe r. Potato protein
is of superi or importance among all the nutri ents
because of its high biologi cal value. Potato also co n-
tains valuabl e miner als, such as iron and magnes ium,
and essential vitamins, such as vitamin C and several
of B vitamins [2]. The levels of calories, protein, min-
erals, and vitamins in raw and processed potato
produc ts are sho wn in
27.2 PREPROCESSING
27.2.1 P
EELING
Peeling is one of the most important steps in potato
processing. The yield of finished product depends on
effectiveness, efficiency, and method of peeling. In
recent years, waste disposal problems have become
acute in the processed industries including potato pro-
cessing. Because the peeling process generates more
waste than all of the other potato-processing operations
combined, it is important when designing and selecting
peeling systems to give proper considerations [3].
The potatoes must be thoroughly washed to re-
move all mud, dirt, and sand. Potatoes are often
washed in machines fitted with cylinder brushes or
studded rubber rolls that vigorously scrub the pota-
toes as they are tumbled and sprayed with water.
Washing also assists in sprout removal. Equipment
using large amounts of water for washing is now a
concern to processors because of the need to recycle
the water to meet required water pollution controls.
Generally, brush washers use much less water than
barrel washers or deepwater washers.
Potatoes are peeled by the use of heat, chemicals,
and mechanical abrasive methods. The most common
industrial processes are caustic (lye) peeling, steam
peeling, and abrasive peeling. The selection of method
depends upon the type and variety of products to be
produced and the anticipated capacity of the plant.
Abrasive peeling is commonly used in the potato chip
industry, where minimal peeling is required, and in
the canned potato industry, where abrasive action is
utilized to shape the potatoes. Abrasive peelers are
available either as batch-type units or continuous
machines. In steam peeling, potatoes are subjected
to steam pressure to rapidly heat and soften the peel
and underlying surface tissue. The steam pressure is
then suddenly released, causing vaporization of
moisture in the heated surface tissue, which further
loosens the peel. The peel is then removed either with
barrel-type washers or by dry scrubbers. Steam
peelers are available in both batch and continuous
types. Caustic or lye peeling of potatoes combines
the chemical and thermal effects for peeling. In this
process, washed potatoes come in contact with hot
dilute lye solution followed by washing with high-
pressure water sprays. Sometimes combination of lye
and steam peeling is also used for peeling of pota-
toes. The efficiency of lye peeling method can further
be improved using an infrared heating treatment
of potatoes after potatoes are immersed in more
dilute caustic solution. The potato surfaces are ex-
posed to infrared radiation at 9008C for 90 s. This
accelerates the chemical activity, thereby utilizing
TABLE 27.1
Chemical Composition of Potato Tubers
Component
Content (%)
Average
Range
Dry matter
23.7
13.1–36.8
Starch
17.5
8.0–29.4
Reducing sugars
0.3
0.0–5.0
Total sugars
0.5
0.05–8.0
Crude fiber
0.71
0.17–3.48
Pectic substances
—
0.2–1.5
Total nitrogen
0.32
0.11–0.74
Crude protein
2.00
0.69–4.63
Amide nitrogen
—
0.029–0.052
Amino acid nitrogen
—
0.065–0.098
Nitrates
—
0.0–0.05
Lipids
0.12
0.02–0.2
Ash
1.1
0.44–1.87
Organic acids
0.6
0.4–1.0
Ascorbic acid and dehydroascorbic
acid (mg/100 g)
10–25
1–54
Glycoalkaloids (mg/100 g)
3–10
0.2–41
Phenolic compounds
—
5–30
Source: From Leszczynski, W., in: Potato Science and Technology,
Lisinska, G. and Leszczynski, W., Eds., Elsevier Science Publishing
Co., Inc., New York, 1989, pp. 11–128.
ß
2006 by Taylor & Francis Group, LLC.

TABLE 27.2
Composition of Potatoes and Potato Products per 100 g Edible Portion
Product Type
Water
(%)
Food
Energy (cal)
Protein
(g)
Fat
(g)
Carbohydrate
(g)
Calcium
(mg)
Iron
(mg)
Thiamin
(mg)
Riboflavin
(mg)
Niacin
(mg)
Ascorbic
acid (mg)
Raw
79.8
76
2.1
0.1
17.1
7
0.6
0.10
0.04
1.5
20
Baked in skin
75.1
93
2.6
0.1
21.1
9
0.7
0.10
0.04
1.7
20
Boiled in skin
79.8
76
2.1
0.1
17.1
7
0.6
0.09
0.04
1.5
16
French-fried
44.7
274
4.3
13.2
36.0
15
1.3
0.13
0.08
3.1
21
Fried from raw
46.9
268
4.0
14.2
32.6
15
1.1
0.12
0.07
2.8
19
Hash-brown after holding night
54.2
229
3.1
11.7
29.1
12
0.9
0.08
0.05
2.1
9
Mashed, milk and fat added
79.8
94
2.1
4.3
12.3
24
0.4
0.08
0.05
1.0
9
Canned, solids and liquid
88.5
44
1.1
0.2
9.8
–
0.3
0.04
0.02
0.6
13
Dehydrated mashed, granules,
water, milk, fat
78.6
96
2.0
3.6
14.4
32
0.5
0.04
0.05
0.7
3
Frozen, cooked, hash-browned
56.1
224
2.0
11.5
29.0
18
1.2
0.07
0.02
1.0
8
Frozen, french-fried, heated
52.9
220
3.6
8.4
33.7
9
1.8
0.14
0.02
2.6
21
Frozen, mashed, heated
78.3
93
1.8
2.8
15.7
25
0.6
0.06
0.04
0.7
4
Potato chips
1.8
568
5.3
39.8
50.0
40
1.8
0.21
0.07
4.8
16
Potato flour
7.6
351
8.0
0.8
79.9
33
17.2
0.42
0.14
3.4
19
Source: From McCay, C.M., McCay, J.B., and Smith, O., in: Potato Processing, 4th ed., Talburt, W.F. and Smith, O., Eds., An AVI Book by Van Nostrand Reinhold Company, Inc., New York,
1987, pp. 287–332.
ß
2006
by
Taylor
&
Francis
Group,
LLC.

the caustic more completely and reducing caustic
consumption [3].
27.2.2 B
LANCHING
Peeled potatoes are cut in the form of slices, dices,
and strips before blanching. After potatoes are cut in
desirable form, they are blanched by heating, either in
steam or hot water (93 to 1008C). Blanching destroys
or inactivates enzymes; otherwise, potatoes may
darken during dehydration and develop off-flavors
and off-odors during storage. Blanching also serves
to reduce microbial contaminations and affects the
way the dehydrated product reconstitutes. Degree of
blanching has a very marked effect on the texture and
appearance of finished product as well as on the way
the potato tissue dehydrates and reconstitutes. The
potatoes are sulfided immediately after blanching
using sodium sulfite, sodium bisulfite, sodium meta-
bisulfite, or combinations. Sulfite protects the product
from nonenzymatic browning or scorching during de-
hydration and increases the storage life of the product
under adverse temperature conditions.
27.3 DATA ON USEFUL PROPERTIES
Data on physical, thermal, and thermodynamic pro-
perties of potato, sweet potato, and other roots are
presented in Table 27.3 through
. Such pro-
perty data are required in product development, process
design, and quality control. The data are presented in
tabular form. Various prediction models are also
compiled for different processing conditions.
27.4 DRYING METHODS AND
CONDITIONS
Dehydration of potato dates back to as early as 200
AD
when it was cultivated in the mountainous areas of
Peru [1]. Today the drying process is considered one
of the most important unit operations in the produc-
tion of a variety of commercial potato products in-
cluding granules, flakes, diced dehydrated potatoes,
and potato starch and flour. The drying process in
potato processing can be the end-stage operation (for
dehydrated slices, dices, strips, flakes, starch, flour,
etc.), accompany-end-stage operation (for granulates,
instant products), or mid-stage operation (for chips
and fresh fries as predrying before frying in modern
technologies). Various drying methods are employed
to achieve desired product. In this section, different
drying methods and operating conditions used in the
processing of potatoes are described. Details on the
drying equipment can be found in other chapters of
this handbook.
TABLE 27.3
Moisture Diffusivity and Activation Energy for Moisture Diffusivity
Drying
Methods
Moisture Content
(Dry Basis kg/kg)
Temperature
(8C)
Moisture
Diffusivity 3 10
10
(m
2
/s)
Activation
Energy (kJ/mol)
Ref.
Potato
Air-drying
0.15
65
2.0
40
Air-drying
—
65
14
41
Air-drying
—
60–80
2.4–2.6
42
Air-drying
—
65
9.0
16.3
43
Air-drying
0.03–5.0
60–100
2.8–53
17.0
44
Air-drying
—
31
0.6–1.6
45
Air-drying
0.05–1.50
30–70
0.2–4.2
30–108
46
Air-drying
—
30–90
1.1–4.5
47
Air-drying
—
40
8.8–12
48
Air-drying
0.10–1.00
65
4.4
52.2
49
Air-drying
—
60
1.8
50
Infrared drying
3.39–4.96
23.5–55
0.6–17.3
18
Air-drying
—
30
0.03–0.2
51
Freeze-drying
—
30
1.3–3.2
51
Freeze-drying
0.01–0.10
30
0.083
52
Puff drying
—
30
0.20–0.70
51
Sweet potato
Air-drying
0.10–3.5
328
3.7–4.35
53
ß
2006 by Taylor & Francis Group, LLC.
27.4.1 C
ONVENTIONAL
D
RYING
Cabinet, tunnel, rotary, drum, or conveyor dryers
have normally been used at the industrial scale to
produce various potato products. The following
description of potato drying is based on the type of
dried product.
27.4.1.1 Diced Potatoes
Practically all diced potatoes are produced on con-
veyor (or apron) dryers, although a few tray and
tunnel dryers still are in use. Due to ease of automa-
tion in conveyor dryers, the material handling costs
are reduced significantly. The conveyor dryer is
designed appropriately in stages so that the condi-
tions of the air (i.e., temperature, humidity, quantity,
and speed) can be adjusted in a desirable manner as to
result in the highest quality of dried product. The most
TABLE 27.4
Relationships Showing Moisture Diffusivity as a
Function of Temperature and Moisture Content
for Potato
Parametric Model
Ref.
D(m,T)
¼ a
0
exp
ð
a
1
m
exp
a
2
T
44
a
0
¼ 1.29 10
6
, a
1
¼ 7.25 10
2
,
a
2
¼ 2044
0.03 < m < 5.0, 333 < T < 373
D(m,T)
¼ a
0
(m) exp
ð
a
1
exp (
a
2
m)
þ a
3
T
46
a
1
¼ 168, a
2
¼ 15.4, a
3
¼ 30
D(m, T, L)
¼ a
0
þ a
1
m
þ a
2
T
þ a
3
L
18
a
0
¼ 7.015 10
11
, a
1
¼ 2.11 10
10
,
a
2
¼ 2.57 10
11
, a
3
¼ 7.96 10
11
0.3 < m < 3.39, 296 < T < 328, 2.2 < L < 11.0 (L in mm)
TABLE 27.5
BET and GAB Monolayer Values
Product
T (8C)
M
K
Y
A/D
Ref.
Potato
19.5
0.075
D
54
20.0
0.074
A
25.0
0.052
A
30.0
0.057
A
40.0
0.061
A
60.0
0.048
A
80.0
0.037
A
Potato
0.051–0.078
55
Potato starch
0.066
Potato dice
0.060
56
Potato (freeze-dried)
20
0.066
0.849
19.10
A
57
Potato sliced
25
0.083
0.774
8.50
A
Potato vacuum dried
25
0.130
0.700
1.39
A
Potato vacuum dried
25
0.091
0.725
8.62
D
Potato
40
0.052
0.830
13.73
A
58
50
0.048
0.820
13.41
A
60
0.036
0.860
21.18
A
70
0.029
0.900
17.75
A
40
0.059
0.840
12.52
D
50
0.061
0.820
8.89
D
60
0.053
0.840
8.57
D
70
0.057
0.800
4.37
D
Potato (Pentland Dell)
30
0.061
999.7
0.86
A
59
45
0.068
10.2
0.77
A
60
0.031
990.1
0.88
A
30
0.089
14.45
0.78
D
45
0.074
15.68
0.81
D
60
0.046
19.99
0.84
D
Mushroom
25
0.058
A
54
ß
2006 by Taylor & Francis Group, LLC.

common dryer for diced potato is the two-stage dryer.
The first stage of the dryer is divided into two sec-
tions. Potato dice bed height and the size of diced
potato srongly influence the drying rates. The bed
height is maintained constant along the conveyor for
proper distribution of drying air and good product
quality. Typical bed height is in the range of 7.5 to 15
cm. The temperature of the drying air in the first
section of the first stage is in the range 93–1278C, in
the second section of first stage 71–1058C, and in the
second stage 55–828C. The moisture content of 6–7%
(wb) for dried potato is sufficient for proper storage.
A further extension of the storage time will require
reduction of moisture content to 3–4% (wb), which
can be achieved by long-time sorption drying using
sorption agents such as calcium oxide.
A belt-trough dryer has been used to produce
very high-quality diced potato [4,5]. Only vacuum
drying or freeze-drying can produce a more porous
product than products dried using a belt-trough
dryer. The dryer consists of an endless, closely
TABLE 27.6
Sorption Data (Average) of Different Peanut
Varieties at 258C
a
w
Moisture Content (% db)
Flour
Rummer
Tobaldo
Colorado
Roata
0.577
5.6
6.0
5.8
5.5
0.751
8.8
9.0
8.8
8.8
0.803
10.6
10.6
10.7
10.0
0.842
12.9
13.0
12.8
12.6
0.903
17.6
18.2
18.0
17.4
Source: From Bianco, A.M., Boente, G., Pollio, M.L., and Resnik,
S.L., J. Food Eng., 47, 327, 2001.
TABLE 27.7
Net Heat of Sorption
Product
M
w
T Range (8C)
A/D
Q (kJ/kg)
Ref.
Potato
0.05
10–80
A
562.3
61
0.10
10–80
A
310.5
0.15
10–80
A
166.8
0.060
10–80
D
1933.3
Potato
0.080
30–60
D
1555.6
62
0.100
30–60
D
1283.3
0.120
30–60
D
883.3
0.140
30–60
D
644.4
0.160
30–60
D
527.8
0.180
30–60
D
461.1
TABLE 27.8
Data and Prediction Model for Thermal Conductivity
Product
X
w
(% wb)
Apparent Density
(kg/m
3
)
T (8C)
Thermal
Conductivity
(W/mK)
Ref.
Potato variety
Katahdin
81.4
1040
25.5
0.533
63
Russet burbank
82.9
1040
24.8
0.571
Kennebec
82.4
1050
25.0
0.549
Monona
83.6
1040
24.6
0.547
Norchip
81.2
1050
25.9
0.533
Potato
83.5
—
25.0
0.563
64
83.5
—
75.0
0.622
83.5
—
105.0
0.639
83.5
—
130.0
0.641
k
¼ 0.1445 þ 0.389X
w
W/mK; T
¼ 30; 0 < X
w
<
1.0
65
Potato variety: Bintje
k
¼ 0.624 þ 1.19 10
3
T W/mK; 293 < T < 358; X
w
¼ 79.8%
66
Potato variety: Bintje
Sweet potato
Beauregard
—
995
25
0.481
67
Hernandez
—
996
25
0.536
Jewel
—
1003
25
0.597
ß
2006 by Taylor & Francis Group, LLC.

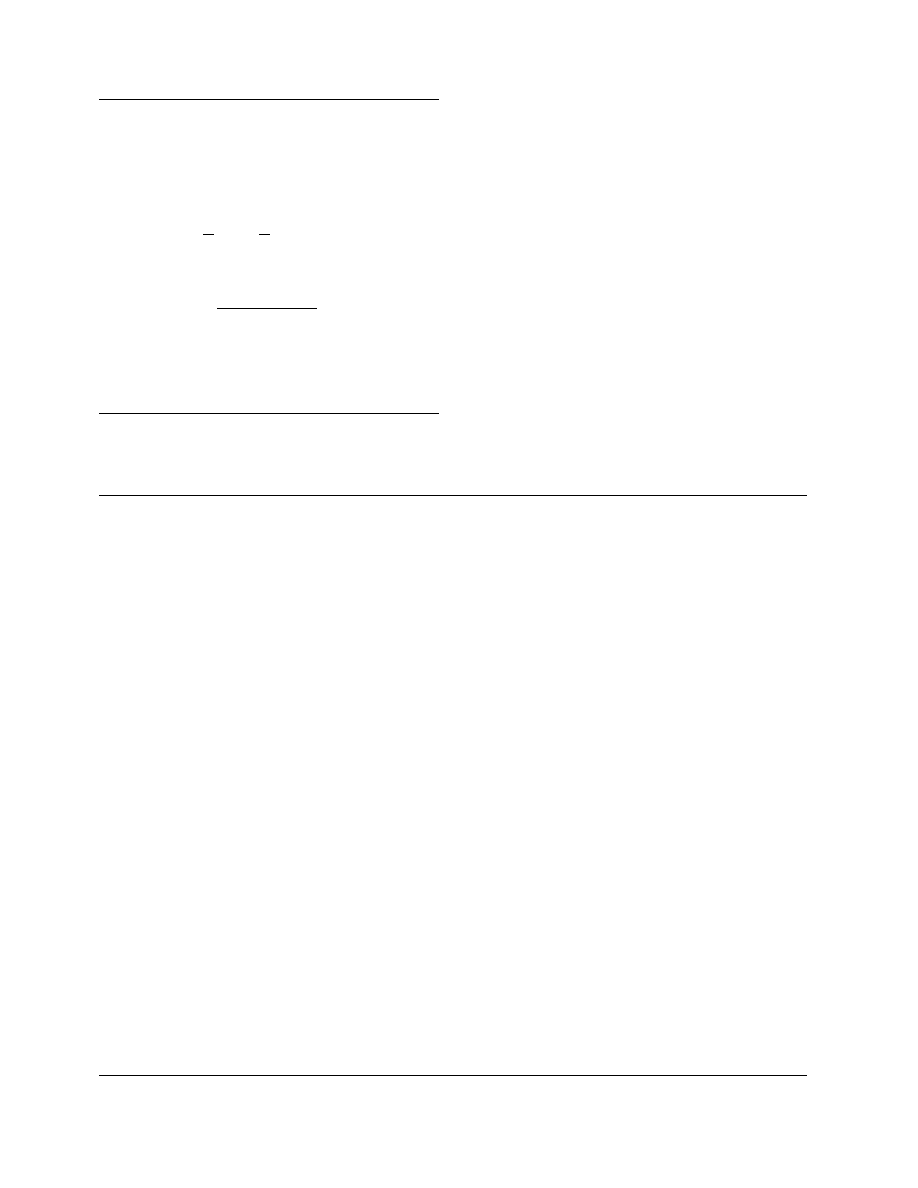
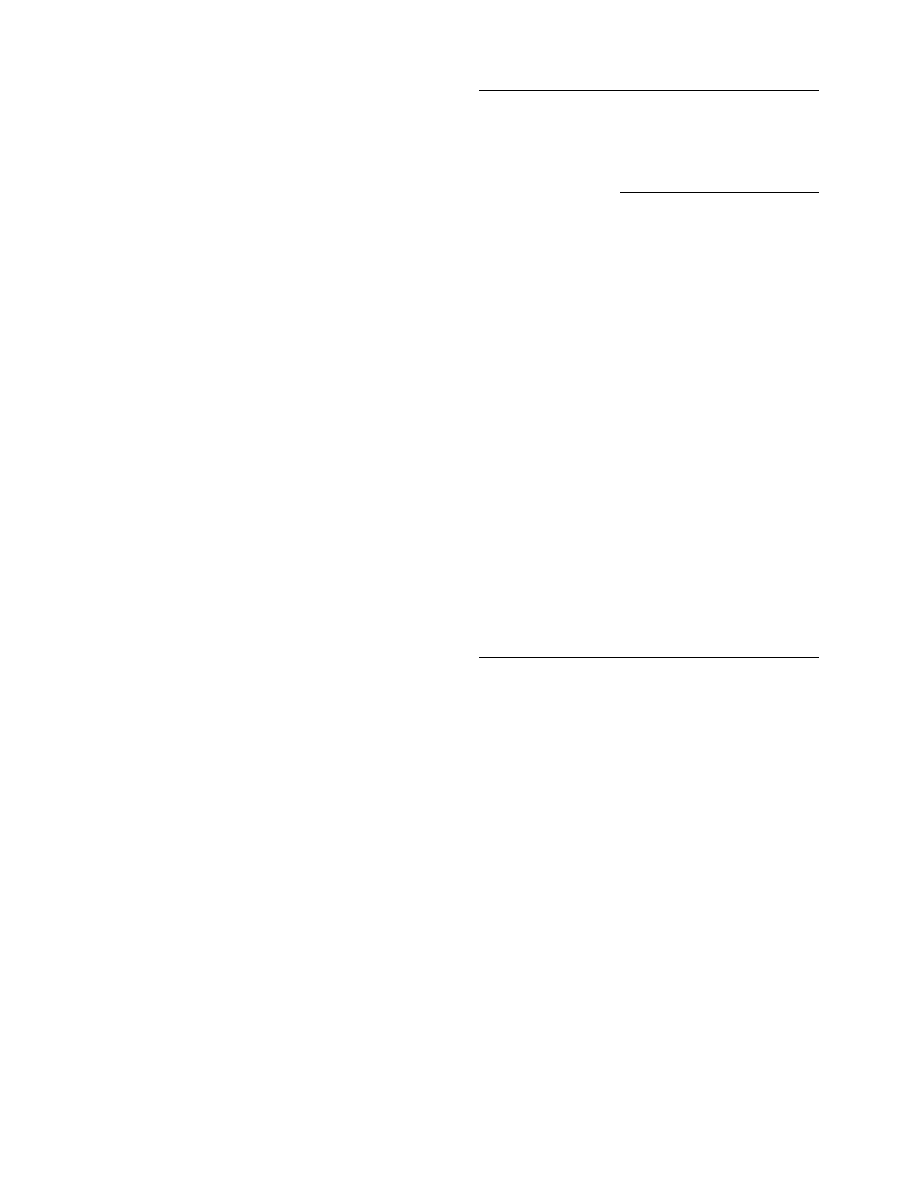
woven meta l-mesh conveyo r belt supp orted between
two hor izontal roll s with a great deal of slack so that
it han gs freely (
). The potato pieces are
turned and agit ated as they trave l wher eas hot a ir is
blown up throu gh the bed . The airflow pr ovides an
air cushion to potato pieces but doe s bot fluidized
them. The standar d be lt-troug h dr yer, which has a
bed 1.2 m wid e and 3 m long, evaporat es 450 kg of
moisture per hour [4]. In this dryer, the moisture level
achieve d in individ ual diced potato is nea rly the same.
The belt-tr ough dryer has proven to be capable of
making dehyd rated potato of better qua lity than
those produced by con vention al air-d ryers.
27.4.1 .2 Pot ato Strip s
Potato strip s are usuall y dried in con current rotary
dryers of 1 to 3 m diame ter an d 5 to 15 m lengt h.
The inlet and outlet air tempe ratures are ab out 500
and 100 8 C, respect ively. The fresh potato strips are
prepared by the slicer simila r to one used in the sug ar
indust ry. The potato strips are dried to a final mois -
ture content of 1 2% (w b). A signifi cant portion of the
dried potato strip is util ized as livestock feed since it is
the most economic al method of pr eserving pot ato.
The detai ls of rotary dryer can be found in Kell y [6].
27.4.1 .3 Pot ato Flake s
Potato fla kes are de hydrate d using drum dryers . Be-
fore drying, the potatoe s go through was hing, peel-
ing, sli cing, precoo king, co oling, and mashi ng [7].
Mashed potatoe s are then mixe d wi th severa l addi-
tives (emulsifier, chelating agent, milk solids, anti-
oxidants, and sulfur dioxide) to improve the texture
and extend the shelf life of the products; they also
influence the drying process.
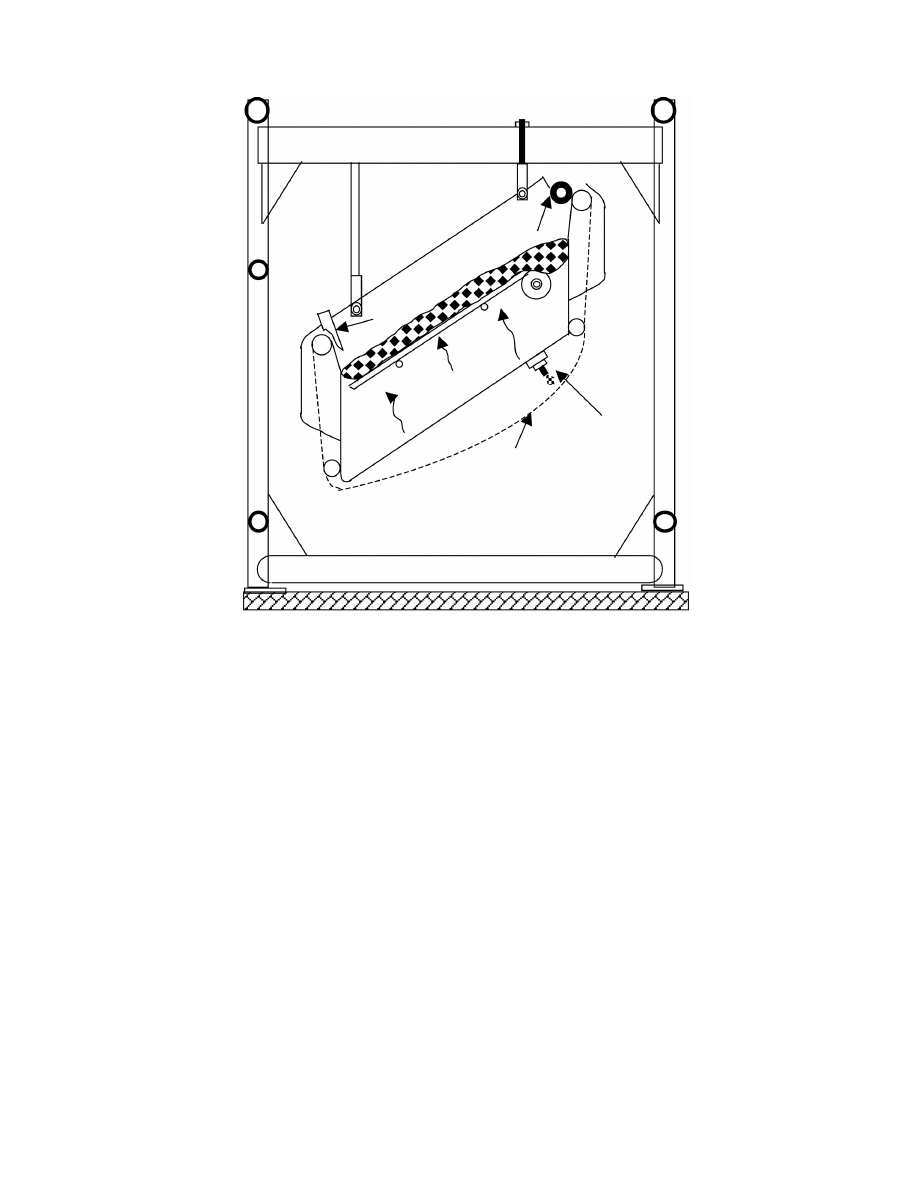
Generally, single-drum and double-drum dryers
are used to produce pot ato fla kes (
). The
most frequently used cylinders are 0.6–1.25 m in diam-
eter and 0.9–2.2 m in length (double drums), or 2.2–3.2
m in length (single drum). All drum dryers are
equipped with several (up to 6) applicator rolls. The
space between the applicator rolls allows steam to
escape and accumulate mash in the trough between
the roll and the dryer drum surface. The temperature
of the cylinders reaches 1408C. Saturated steam is used
as a heating medium. Mineral oil or gas is used as a
heating medium to achieve higher temperatures in the
range of 2508C. Such a high temperature allows higher
drum speeds, which are typically in the range 2 to 8
rpm. The dry product output is directly proportional
to drum speed but inversely proportional to potato
sheet density. The moisture content of dry potato
flake is in the range 6–7% (wb). Infrared radiation or
impinging jets may be used to enhance drying rates.
TABLE 27.9
Freezing Point
Product
X
w
T
f
(8C)
Ref.
Potato (white)
0.778
1.70
68
Sweet potato
0.685
1.90
68
T
¼ 14.46 þ 49.19X
w
37.07X
w
2
69
TABLE 27.10
Specific Heat
Product
X
w
Specific
Heat (kJ/kg K)
Ref.
Potato (raw)
0.75
3.515
70
Potato (boiled)
0.80
3.640
Potato (dried)
0.061 (27–608C)
1.715
71
Potato(dried)
0.080
1.925
Mushroom (fresh)
0.90
3.933
70
Mushroom (dried)
0.30
2.343
Cp
¼ 4.180 0.406 þ 1.46 10
3
T
þ 0.203M
w
2.49 10
2
M
w
2
72
0 < M
w
<
4.13 and 40 < T < 70; Desiree variety of potato
Sweet potato
Beauregard
995
a
3.726
67
Hernandez
996
a
3.677
Jewel
1003
a
3.499
Sweet potato (dried)
0.076
2.050
71
a
Apparent density (kg/m
3
).
TABLE 27.11
Thermal Diffusivity
Product
T (8C)
Thermal
Diffusivity
10
7
(m
2
/s)
Ref.
Potato (whole)
6 to 26
1.77
73
Potato (flesh)
20
1.48
74
Potato (Excel)
24 to 91
1.17
75
Potato (Irish)
18 to 27
1.23
Potato (Pungo)
—
1.31
Potato (several)
25
1.70
Sweet potato
Beauregard
25
1.30
67
Hernandez
25
1.46
Jewel
25
1.65
ß
2006 by Taylor & Francis Group, LLC.
Drum dryers are economical in operation, usually
requiring a maximum of 1.3 and a minimum of 1.1 kg
of steam per kilogram of evaporated water (76 to 90%
efficiency). Technical data on drum dryers applicable
in potato flake manufacturing have been presented by
Moore [8]. Many improvements have been made by
the manufacturers of potato flake dryers over the years.
For example, internal pressure has been increased from
100 to 125 psig to achieve increased production rate.
Internal design of the drying cylinder has been im-
proved to extend uniform heat transfer to the edge of
the dryer. Hydraulic dampers have been installed to
reduce wear and improve smoothness of operation.
Rod and handwheel devices to control end-board
tension have been replaced with air cylinders [7].
27.4.1.4 Potato Starch
The manufacture of potato starch is a simple and easy
process based on thorough comminution of potato
tubers, separation of starch from potato pulp, its
purification and dehydration. All the processing
steps before drying have been described in detail by
Lisinska and Leszczynski [9] and Treadway [10].
Starch milk obtained in the last stage of refining in
hydrocyclones or centrifuges dewatered by continu-
ous rotary vacuum filters. Extraction of water under
vacuum results in 36–38% water content of the starch.
After dewatering, starch is transported to the drying
section in which moisture level is reduced to 18–20%
by supplying hot dry air. The finished product con-
sists of 98–98.5% starch on dry basis. Since moist
starch granules begin to swell (gelatinize) at 458C,
the temperatures of moist starch are maintained
below 358C during drying. The final drying of moist
starch is carried out in flash (pneumatic) dryers. Such
dryers consist of a system of vertical pipes (large in
diameter) whereby starch is dried and transported by
the air supplied. The air with a velocity of 10 to 20 m/s
and temperatures of 160–1658C is mixed with starch.
Mixing is more efficient due to the extension of the
pipe. Water from the wet starch rapidly evaporates in
contact with the hot air. Due to the high evaporation
heat of the water removed from the starch, starch
Water spray
Endless wire-
mesh belt
Hot-air duct
Feed chute
Rotary
brush
FIGURE 27.1 Schematic cross section of belt-trough dryer. (From Sokhansanj, S. and Jayas, D.S., in: Handbook of Industrial
Drying, Mujumdar, A.S., Ed., Marcel Dekker, New York, 1987.)
ß
2006 by Taylor & Francis Group, LLC.
granule s are not heated to tempe ratur es higher than
40 8 C. The e ntire process of starch drying takes 2 to 5 s.
One of the important parts in potato starch techno-
logy is utilization of secondary products such as
extracted potato pulp (pomace) and the soluble con-
stituents of the protein water (fruit water). Potato pulp,
after dewatered mechanically to a dry matter content of
about 25%, is dried in drum or flash dryer using com-
bustion gases at 500–6008C. The dry product of rela-
tive ly high-fee ding value c ontai ns a bout 13 % o f w ate r.
Also fruit w a ter afte r va rious proc ess es w ith c en trifuging
at the end ca n b e drie d by on e o f the above-m entioned
met hods o r by s on ic or TorusDisc d ry ing [1 1].
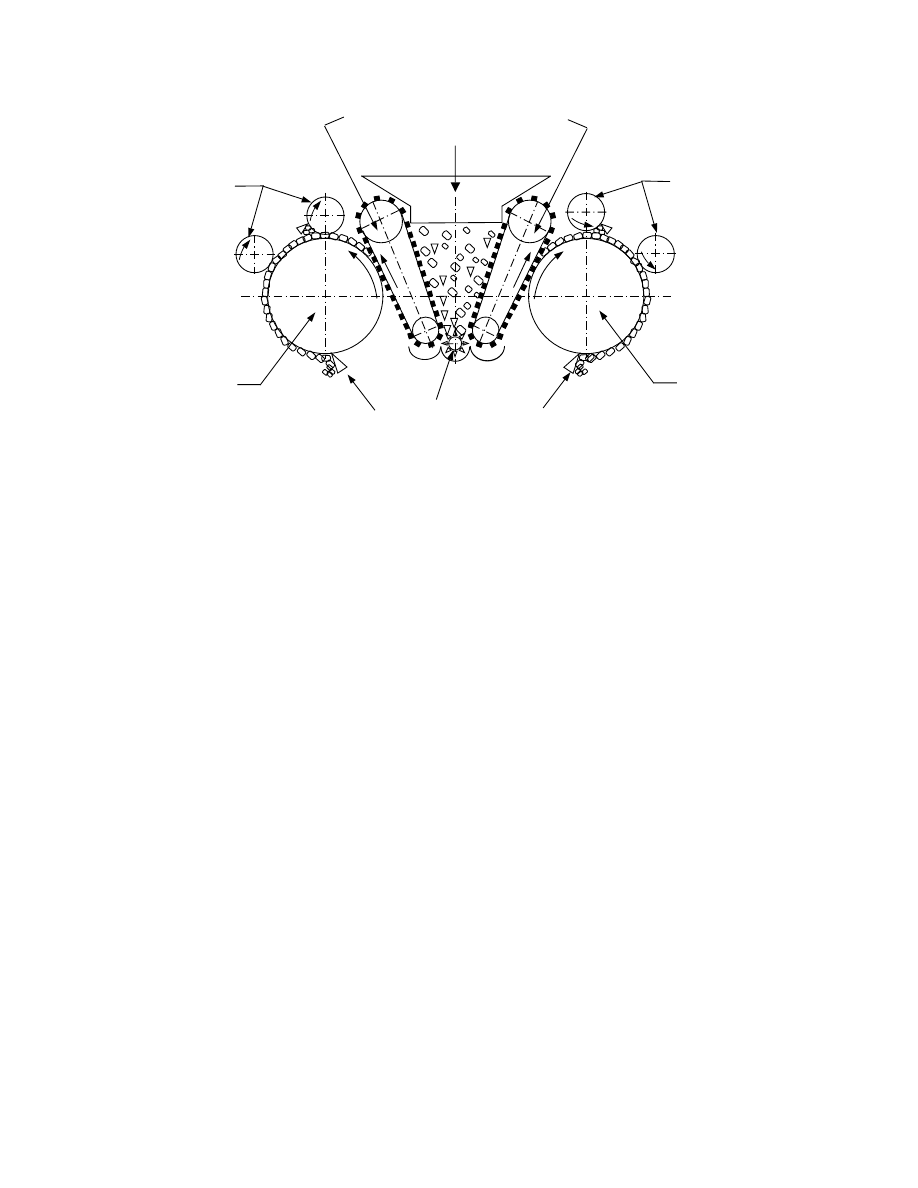
27.4.1 .5 Pot ato Gra nules
Potato granule s are de hydrate d and single cell s or
aggrega tes of cell s of pota to are dried to abo ut 6–
7% (w b) mois ture c ontent. The standar d commer cial
procedu re used for the produ ction of pot ato granule s
is know n as ‘‘add-back ’’ process (
). In this
process , coo ked potatoe s are partiall y dried by add ing
back enough previous ly dried granu les to give a mois t
mix, whi ch after holding can be satisfa ctorily gran u-
lated to a fine powder . In the manu facturing of pot ato
granule s, precaut ions are taken to (1) minimiz e ru p-
ture of the potato cells an d (2) produce satisfa ctory
granula tion. Hence all man ufacturing ope rations are
carried out as gently as possible.
Dryi ng of granula ted mois t mix is performed in
one or two stages to a bout 1 2–13% (wb ) mois ture
content . Airlift dryers are used in a singl e-stage op-
eration. The dryer co nsists of a verti cal tube with
upwar d flow of hot air. The moist feed en ters at the
bottom and drying occurs as the product is rising in
the tube. The airlift dryer ope rates at relative ly low
air velocitie s (7.5–10 m/s), with mini mum damage to
the potato cells. The two-stage dehyd ration of pota to
granule s is accompl ished in a pne umatic dryer (to
remove surfa ce moisture) follo wed by a fluidized
bed dryer–c ooler. The tempe ratures of inlet and out-
let air in the pne umatic dryer are 175 and 80 8 C,
respectivel y. The prod uct leaves pneu matic dryer at
moisture content of ab out 17–19 % (wb ). A two -
chamber fluidized bed (with drying in the first cham-
ber and cooling in the secon d chamber) is used in the
second stage to dry potato granule s up to 10–12%
(wb) mois ture content . The tempe ratur e of the pro d-
uct leavin g the secon d chamb er is obtaine d in the
range of 32–43 8 C.
The dried granule s of 10–12% (wb) mois ture co n-
tent are screened using meshes of diff erent sizes: 6 , 40,
and 105 mesh. The largest pa rticle fract ion from 6
mesh goes for stock feed and small particle fraction
passed from 105 mesh undergoes the final step of
rehydration. In between particle fraction is utilized
at add-back step and also for stock feed.
The drying of fine potato granules is carried out in
a fluidized bed dryer–cooler where the moisture con-
tent is reduced to 6–8% (wb). A multichamber fluid-
ized bed (or a vibrofluidized bed) or continuous-type
fluidized bed dryer is used in the final drying of potato
Drum
Drum
Shuttering potato mash spreader
Shredder
Impression
rollers
Impression
rollers
Doctor
knife
Doctor
knife
FIGURE 27.2 Scheme of Foerster double-drum potato flakes dryer. (From Lisinska, G. and Leszczynski, W., Potato Science
and Technology, Elsevier Science Publishing Co., Inc., New York, 1989, pp. 281–346.)
ß
2006 by Taylor & Francis Group, LLC.
granules. The residence time of potato granules in this
dryer is about 10 to 30 min.
27.4.1.6 Potato Chips and French Fries
In potato chips manufacturing, raw sliced potatoes
are partially dried before frying to reduce the frying
time and oil uptake. The raw sliced potatoes are dried
on a perforated, revolving drum, on a vibrating mesh
belt. The excess surface moisture of about 4% is
removed during drying.
In some chips manufacturing, drying process is
the finishing step or an alternative frying method.
For this, raw sliced potatoes may be partially fried
and then subjected to tunnel heat (at 1218C). to re-
move the excess moisture. The procedure results in
lighter colored chips. Finish drying time depends up
on the frying time; for drying in hot air at 1208C it is
about 1 min (frying time 1 min 40 s) or 4 min (frying
time 1 min 20 s).
In the production of frozen French fries, the sur-
face moisture of blanched potato strips is usually
removed before frying by blowing warm air over
them. This is done to reduce the load on the fryer
and to minimize the rate of hydrolytic breakdown of
the fat.
27.4.2 O
SMOTIC
D
EHYDRATION
Osmotic dehydration does not allow a product of low
moisture content to be considered shelf stable. Con-
sequently, an osmotically treated product is further
processed by air, vacuum, or freeze-drying methods.
Osmotic preconcentration followed by fluidized bed
drying of potato pieces to produce dehydrated quick-
cooking potato was studied by Ravindra and Chatto-
padhay [12]. They found that a solution of 50% sugar
and 10% salt at 478C for 4 h was optimum for osmotic
preconcentration. The moisture content of potato
cubes was reduced from 84 to 60% (wb). Drying at
1408C for 10 min at 5.3 m/s followed by thin-layer
drying at 50–608C and 0.75 m/s for about 7 h was
found to be optimal. Fluidized bed drying lowered the
moisture content to 30% (wb) and it was further
reduced to 5% (wb) during thin-layer drying.
27.4.3 V
ACUUM
, F
REEZE
,
AND
H
EAT
P
UMP
D
RYING
Vacuum drying involves subjecting food material to a
low pressure and a heating source. The vacuum al-
lows the water to vaporize at a lower temperature and
thus foods can be dried without exposure to high
temperature. Freeze-drying utilizes a high vacuum to
remove water from a solid phase (ice) to a vapor phase
without going through a liquid phase. Since the ma-
terial remains frozen and drying takes place at low
temperature, no heat damage occurs. Heat pumps are
known to be energy efficient when used in conjunction
with drying. Heat pump dryers can employ a wide
range of drying conditions (temperature
20 to
1008C and relative humidity 15 to 80%) to produce
better quality dried products [13]. Although product
quality obtained by vacuum or freeze-drying is super-
ior, both methods are expensive and they are not used
on industrial scale for potato products. Heat pump
drying is also not applied as widely as it should or
could be due to higher initial and operating costs.
27.4.4 M
ICROWAVE AND
I
NFRARED
D
RYING
The use of microwave energy has been of growing
interest in recent years. The interest is due to short
start-up times, volumetric heating, and reduced pro-
cessing times, making microwave an attractive source
of thermal energy. Although numerous studies on
Washing
Peeling and trimming
Slicing
Cooking
Mash-mixing
Cooling
Conditioning
Mixing
Drying
Screening
Final drying
Potato granules
Stock
feed
Coarse
Fine
powder
Intermediate size
Add-back granules
Raw potato tubers
FIGURE 27.3 Scheme of the add-back (solid back-mixing)
process for manufacture of potato granules. (From Talburt,
W.F., in: Potato Processing, 4th ed., Talburt, W.F. and
Smith, O., Eds., an AVI Book by Van Nostrand Reinhold
Company, Inc., New York, 1987, pp. 1–9.)
ß
2006 by Taylor & Francis Group, LLC.

microwave drying of potato have been reported in the
literature, microwave drying has not been employed
extensively on industrial scale. Microwave drying has
been evaluated for final stages of drying (between 30
and 6%) of different potato products. For example,
raw potato slices of 0.21 mm thick can be dried to
2–3% final moisture content within about 4 min in a
microwave field. Increasing the thickness of raw slices
to 0.32 mm leads to cooking effects and also a reduc-
tion in the drying rate [14]. Simultaneous air and
microwave drying of potato slices can overcome this
disadvantage but this type of potato-processing
equipment needs further industrial development to
make it cost-effective.
Microwave finish drying of potato chips has
found practical industrial application [14]. A 25-kW
oven can process about 320 kg/h of chips. The quality
of the product (color, texture, etc.) is reported to be
good whereas oil absorption was about 5% less com-
pared to conventionally processed chips. Similar
quality advantages have been reported in other stud-
ies [15,16]. This suggests that application of micro-
wave energy to finish drying process of potato chips
seems to have potential for use.
Far infrared (FIR) drying also has several advan-
tages over conventional drying [17]. Afzal and Abe
[18] studied FIR drying of potato slabs with radiation
intensity varying from 0.125 to 0.500 W/cm
2
. They
observed that drying rates increased with increasing
thickness of potato slab due to a lower activation
energy for moisture desorption. Later they demon-
strated that FIR drying of potato is a falling rate
process and drying rates were dependent on the radi-
ation intensity level [19].
27.5 QUALITY OF DRIED PRODUCTS
Potato is sensitive to heat and mechanical stress; thus
thermal degradation of potato products leads to losses
in quality (color, structure, shape, etc.) as well as nu-
trient content (nutrient value, vitamins, protein dam-
age, etc.). The quality of dried potatoes is not only
affected by drying methods and conditions but also
by preprocessing steps such as peeling, blanching, etc.
The losses in quality of dried potato products can be
minimized by both pretreatment (adding some chem-
icals) before drying as well as optimizing the drying
conditions. Most of the information related to quality
of dried potato available in the literature is based on
the experiments carried out at the laboratory scale.
27.5.1 O
PTICAL
P
ROPERTY
Color (as an optical property) is a very important
quality attribute of dried potato products and is
subjected to appreciable changes during drying. One
of the most serious color problems is darkening that
occurs in potatoes during the production of dehy-
drated potato products. Enzymatic oxidation and
nonenzymatic (Maillard or browning) reaction are
most frequent causes for discoloration. The manifest-
ations in dehydrated potato dice are reddish-brown
discolored pieces in the dry state and dark discolored
soggy brown centers in the reconstituted state. It is a
limiting factor in determining maximum piece size
and drying rate. It has been shown that the rate
of color change increases as temperature increases
and air humidity decreases during conventional and
vacuum drying [20]. Most industries involved in the
manufacturing of dehydrated potato products use
sodium bisulfite as a source of sulfur dioxide to pre-
vent nonenzymatic browning in dehydrated potatoes.
Addition of sodium acid pyrophosphate (at a level of
0.1% based on potato solid) before drying prevents
discoloration in potato flakes.
The use of time-varying air temperature profiles
(sinusoidal and square wave) during drying of potato
pieces in a two-stage heat pump has shown to reduce
color change. Choy and coworkers [13] observed that
the overall color change in potato was minimum
when subjected to a higher varying dry temperature
(square waveform 358C, amplitude 58C, peak to val-
ley 108C, cycle time 60 min, drying time about 300
min). Other drying conditions were relative humidity
18.9%, absolute humidity 0.0087 kg/kg dry air, and
air velocity 2.4 m/s. The percentage reduction in over-
all color change for potato was 87%. The study sug-
gested that time-varying temperature drying in a heat
pump dryer process has potential for drying potato
products. Krokida et al. [21] studied the effect of
microwave drying on some quality properties of de-
hydrated potato. The study showed that microwave
and microwave–vacuum drying of potato resulted in
reduced color change compared to air-drying. The
color change of potato during drying can be minimized
by various types of pretreatments. Sulfite treatment,
blanching, osmotic and microwave pretreatments
have shown to reduce the color change significantly
during convectional drying of potato [22].
27.5.2 P
HYSICAL
P
ROPERTIES
Drying methods and conditions, sample size, and
shape have been shown to influence various physical
characteristics including structure, density, porosity,
shrinkage, and rehydration of dried potato products.
These are important properties characterizing the tex-
ture and the quality of the dried potato product.
Light microscopic studies of potato slabs (4.5
2.0
1.0 cm) during air-drying have revealed that
ß
2006 by Taylor & Francis Group, LLC.
shrinkage occurs first at the surface and then grad-
ually moves to the bottom with increase in drying
time. The cell walls become elongated. The degree of
shrinkage at a low drying temperature (408C) was
greater than at high temperature (708C). The surface
structure of potato slab is damaged in 1 h drying,
whereas the inner structure is apparently intact. As
drying proceeds, cracks are formed in the inner struc-
ture. When the interior structure finally dries and
shrinks, the internal stresses pull the tissue apart. The
dry material then contains numerous holes. Shrinkage
affects the density and porosity of dried potato. The
density at a given moisture content decreases with
increasing drying temperature [23].
McMinn and Magee [24] studied the air tunnel
drying (temperature 30 to 608C, velocity 1.5 m/s) of
potato. The results of their study indicated that in-
ternal porosity of potato cylinders first decreased with
drying time then it increased up to 10% at the end of
drying. The volume shrinkage exhibited a linear cor-
relation with respect to moisture content. The rate of
shrinkage during low-temperature drying was greater
than at high temperature and coefficient of rehydra-
tion increased to about 4% with increasing drying
temperature from 30 to 608C.
27.5.3 N
UTRITIONAL
P
ROPERTIES
Dehydrated potato products contain the same chem-
ical constituents as fresh potatoes, though their
amounts vary. The amount of dextrins in the dehy-
drated products is larger than in fresh potatoes. The
amount of sugars is less in dehydrated products than
that in the dry matter of fresh potato. The level of
cellulose decreases in the dehydrated products, by
100% on average, as compared to its content in the
dry matter of fresh potato. The total number of pectic
constituents changes slightly during processing.
A small amount of fat in fresh potato disappears
completely from dehydrated products. The protein
content in dehydrated products decreases as com-
pared to the dry matter content of fresh potato
tubers. The ash content in the dehydrated products
is also lower than that in raw potato. The vitamin
content in dehydrated potato products is very low in
comparison with fresh potato (Table 27.12).
27.6 SWEET POTATO AND OTHER ROOTS
Sweet potato is an important crop in many parts of
the world and is cultivated in more than 100 coun-
tries. As a world crop with 119 million tonnes pro-
duction per year, it ranks seventh from the viewpoint
of total production. It is fifth on the list of the devel-
oping countries as the most valuable food crops and
in monetary terms, it ranks 13th globally in the pro-
duction value of agricultural commodities. Like other
roots and tubers, the sweet potato has a high moisture
content of about 70%. The dry matter in sweet potato
consists of average 70% starch, 10% total sugars, 5%
total protein, l% lipid, 3% ash, 10% total fiber and rest
1% vitamins, organic acids, and other components.
Sweet potatoes are not only a moderately good en-
ergy source, but also contain significant quantities of
water-soluble vitamins ascorbic acid and thiamin, be-
sides supplying part of the daily requirement for ribo-
flavin and niacin. They also contain relatively higher
amounts of pyridoxine, folic acid, and pantothenic
acid [25].
27.6.1 D
RYING OF
S
WEET
P
OTATO
In traditional practice, the roots, which may or may
not be peeled, are sometimes cooked but more often
directly cut into pieces and spread out in the sun
to dry. The dried chips or slices may be only an
TABLE 27.12
Changes in Chemical Composition of Potato (Russet
burbank) after Processing
Constituents
a
Potato Products
Raw
Granule
b
Flake
b
Total solids (g)
20.8
14.2 (68)
16.9 (81)
Starch (g)
15.0
11.8 (79)
15.2 (101)
Total sugar (mg)
350
170 (49)
169 (48)
Reducing sugars (mg)
108
54.0 (50)
42 (37)
Total nitrogen (mg)
295
180.8 (61)
203 (69)
Protein (N
6.25) (g)
1.84
1.13 (61)
1.26 (3.5)
Free amino acid (mg)
12.5
7.1 (57)
6.8 (54)
Ascorbic acid (mg)
10.3
3.2 (31)
2.94 (29)
Riboflavin (mg)
0.014
0.006 (43)
0.003 (21)
Niacin (mg)
1.44
0.59 (41)
0.57 (40)
Thiamine (mg)
0.080
0.004 (5)
0.018 (23)
Magnesium (mg)
21.8
11.6 (53)
11.2 (51)
Calcium (mg)
9.4
7.1 (76)
5.4 (57)
Potassium (mg)
443
216 (49)
166 (37)
Sodium (mg)
16.9
17.8 (107)
28.4 (71)
Copper (mg)
0.11
0.03 (43)
0.04 (57)
Manganese (mg)
0.15
0.06 (40)
0.06 (40)
Zinc (mg)
0.19
0.14 (79)
0.15 (79)
Iron (mg)
0.37
0.22 (59)
0.30 (81)
a
100 g serving of each product.
b
Values in parentheses are the percentage of the constituents in raw
potato.
Source: From Lisinska, G., in: Potato Science and Technology,
Lisinska, G., Leszczynski, W., Eds., Elsevier Science Publishing
Co., Inc, New York, 1989, pp. 234–280.
ß
2006 by Taylor & Francis Group, LLC.

intermediate stage in the final production of other
products such as flour, snacks, starch, or alcohol. In
some cases, fresh sweet potatoes are soaked in 8–10%
salt solution for an hour before cutting and drying.
This practice is reported to inhibit microbial growth
during drying [26]. On a laboratory or commercial
scale, sweet potatoes are often treated with a solution
of sodium metabisulfite to inhibit enzymic browning,
discoloring finished product.
27.6.1.1 Sun and Solar Drying
In many countries including China and India, thou-
sands of tonnes of sweet potatoes are dried every year
in the form of chips or slivers by traditional sundry-
ing. The major part of this dried product is then sent
on to starch or alcohol factories for further process-
ing. Sundrying has various drawbacks including poor
control of energy input and product quality, as well as
frequent contamination by microorganisms, dust, and
insects. Methodology for the improvement of trad-
itional sundrying to produce a higher quality product
has been developed. Solar dryers with temperature
control, airflow regulation, and other technical innov-
ations have been designed to minimize the effects of
climatic changes, increase sundrying efficiency, and
improve product quality. A solar dryer, developed
by the International Potato Center, Lima, Peru, can
reduce the moisture content of cooked and shredded
sweet potatoes by about 45% in 18 h. Reorientation
to direct sunlight the following day dries the product
to about 10% moisture. A similar type of solar dryer
has been developed by the University of Hawaii,
Manoa, which can function directly with sunlight,
indirectly with solar-heated air, or in a combined
direct and indirect mode. The unit can also make
use of biogas during temporary unfavorable climatic
conditions. May and Chi [27] suggested partial drying
of sweet potato slices by immersion in a recirculating
concentrated sugar solution of 60–65% for several
hours before they are solar-dried.
27.6.1.2 Conventional Drying
Natural convectional dryer has been used in Philip-
pines to produce dried sweet potato. These dryers
utilize heat from burning the wastes. About 50 kg of
sweet potato chips of high quality are dried for 7–8 h.
Another form in which sweet potato is dried and
eaten as a dessert or snack is as an edible leather
also known as fruit roll or crush. In this preparation,
the flesh of sweet potato is cooked, mashed, and
sieved, mixed with 0.5% (w/w) carboxymethyl cellu-
lose (a binder), 200 ppm sodium bisulfite, and 7%
(w/w) sugar and formed into a sheet 1-mm thick,
which is oven-dried at 55 to 758C and 10–17% mois-
ture level. Samples dried at 758C were chewier than
those dried at lower temperatures. Samples were
crisper and crunchier when dried at 55 or 658C.
A
laboratory-scale
high-temperature
short-time
(HTST) pneumatic dryer has been fabricated in
India for the pretreatment before conventional drying
of sweet potato cubes [28]. Dried cubes produced by
this technique were of high quality in terms of poros-
ity, texture, and rehydration characteristics. Peeled,
cubed, and blanched sweet potatoes were subjected to
HTST pneumatic drying followed by conventional
cabinet drying to 5% moisture.
27.6.1.3 Industrial Drying
The production of high-quality flakes and other dried
sweet potato products may entail many unit oper-
ations at preprocessing and drying stages. Preheating
at preprocessing stage reduces enzyme discoloration
(polyphenolic oxidation) and peeling time. Steam
peeling is often used for removal of the skin. Peeling
with lye involves a 5–6 min exposure to 20% lye
solution for cured roots, and 3–6 min exposure to a
10% solution for freshly harvested roots, at 1048C
[29]. Peeling with superheated steam followed by
flash cooling by direct injection of cold water into
the peeler chamber increases the yields of peeled
sweet potato.
Flakes: After preprocessing, the roots are steamed,
crushed, and fed directly to a single-drum dryer heated
to 1208C. The dry film is then broken up into flakes. In
the United States, the preprocessed roots are pureed in
a pulper and screened through 0.8 mm mesh to remove
fibrous material. The puree is heated to 74–858C using
steam injection to gelatinize the starch and activate
amylolytic enzymes. This processing step results in a
consistently textured final product. Flash heating sub-
sequently inactivates the enzymes and completes the
cooking. The puree is then dried to 2–3% moisture on
steam-heated drum. Sodium acid pyrophosphate or
citric acid may be added to the puree before drying to
control nonenzymic browning to reduce discoloration
tendency of the reconstituted flakes.
Granules: In Japan, sweet potato granules are pro-
duced by the add-back process similar to that of
potato granules. In this process, roots are peeled,
steamed, crushed (moisture content 68%), dry gran-
ules added back (moisture content reduced to 35–
45%), conditioned, granulated, and flash-dried. The
granules can be used in croquettes or snack foods [25].
Diced, slices, or strips: The sweet potatoes are cut
into the requisite shapes and sizes. The cut pieces are
then blanched and dried into cabinet or tunnel dryers
at 40–708C with co- or countercurrent air circulation.
ß
2006 by Taylor & Francis Group, LLC.

Chips: For the manufacture of chips, sweet pota-
toes are peeled, boiled, or steamed for 30 min, mashed,
mixed with pea or cornstarch, salt, and monosodium
glutamate; mixture is pressed into paste and trans-
formed into rectangular shape. The strips are boiled
or steamed to gelatinize the starch, cooled, and cut into
slices of 1–2 mm thick. The slices are then dried and
packed as semifinished product. The semifinished
dried chips are fried before consumption.
Starch: Sweet potato has the advantage of remain-
ing as a high starch-producing crop with 30 and 49%
greater starch yield than rice, corn, or wheat, respect-
ively, under the same conditions. In China, at the
former level process, sweet potatoes are cut up by
hand, crushed by machine, and sieved to remove waster
such as peel and fiber. The starch is left to settle in a tank
and then removed. Water is added to the starch, which
is once more sieved and settled. Wet starch is trans-
ferred to jute bags and allowed to drip-dry for 1 d,
and air-dried outside at ambient temperatures [25].
27.6.1.4 Quality Changes
Sweet potato contains highly unsaturated lipids,
which are susceptible to oxidation. Sweet potato
flakes stored in air leads to strong hay-like off-odor,
loss of color, and undesirable decline in nutritional
value. The highly unsaturated nature of beta-carotene
and other carotenoids leads to their rapid oxidation
and consequent partial loss in flakes unless they are
stored in a reduced oxygen environment. The long
storage of dried sweet potato products will require
packaging in material, which excludes oxygen as well
as moisture. Darkening of uncooked slices and exces-
sive browning during frying results in discoloration in
the chips made from some cultivar. Blanching, in boil-
ing water or steam or in a solution of sodium acid
pyrophosphate, or dipping in sulfite solution helps to
prevent chip discoloration.
27.6.2 D
RYING OF
M
USHROOMS
Among the cultivated mushrooms, shiitake mush-
room (Lentinus edodes) is mainly dried and consumed
mostly by Orientals. The common mushroom (Agar-
icus) is mainly canned and consumed by Western
people. In Japan, consumption of dried shiitake is
always 20% higher than that of fresh shiitake. The
Japanese consumption of shiitake per capita is about
the same as that of Agaricus in European or North
American countries [30].
Sun and conventional drying: Some mushrooms
(Boletus luteus in Chile) are predried in Sun to about
15–20% moisture, held for a short time in temporary
warehouses, and then taken to a central drying plant.
The mushrooms are then fumigated, cleaned, and
sorted to remove dirt and foreign materials. The mush-
rooms are sliced, spread on tray, and tunnel dried. The
drying starts at low air temperature of 498C, which is
gradually increased to a final drying temperature of
718C and moisture is reduced to 10% [30].
White jelly fungus (Tremella fusiformis) grown in
China are dried and consumed as a drug or precious
food. Drying is usually done only by sun or by hot
air. The hot air-drying process takes up to 8 h and the
temperature is first held at 508C, then gradually de-
creased until it reaches 408C. Control of temperature
and a strong airflow are very important for the qual-
ity of dried product. The dried white jelly mushrooms
weigh only about 6–8% as much as fresh ones.
Industrial drying: Commercial drying of mush-
room involves soaking of mushroom in 0.05–0.1%
NaHSO
3
for 5–10 min before cutting into slices to
retard discoloration. Unblanched mushroom slices
dried at 40–508C result in light-colored products.
Drying temperature above this could cause browning
of the product. Light-colored dried mushroom can
also be obtained by drying at 40–458C at the begin-
ning and then raising the temperature gradually to
about 60–708C for 10 to 12 h. The most suitable
moisture content of mushroom for storage at room
temperature is in the range 6–8%. Freshly harvested
shiitake are dried in cabinet dryers to maintain good
flavor and the luster of the cap. The mushrooms are
dehydrated starting at 308C and the temperature is
then increased to 28C/h until a temperature of about
508C is reached (usually in 12–13 h). Finally they are
heated to 608C and held for 1 h to enhance the flavor
and bring out the luster of the cap [30].
Combined microwave and hot air drying experi-
ments have shown to greatly improve the structure
and bulk volume of dried mushrooms. However, the
geometry and dielectric properties of mushrooms are
such that potential for overheating of the center ham-
pers the application of this technology [31]. This was
overcome by osmotic pretreatment with sodium chlor-
ide solution and subsequently dried by application of
combined microwave and hot air drying. The results
showed that the mushrooms were heated more homo-
geneously. The rehydration properties and porosity of
dried mushrooms were also improved.
Quality and nutritional values: Mushrooms con-
tain large amounts of flavor and aroma producing
5’-ribonucleotides. Common mushroom (Agaricus)
contains about 50 mol and fresh shiitake mushroom
from 182 to 235 mol of 5’-nucleotides per 100 g fresh
weight as compared to vegetables, which contain 1 to
10 mol of these compounds per 100 g fresh weight.
The process of drying not only increases the shelf life
of mushrooms but also enhances the flavor with a
ß
2006 by Taylor & Francis Group, LLC.

unique taste. Guanylic acid has been identified as the
main constituent of the good taste of shiitake extract.
The increase of guanylic acid content is due to the
decomposition of ribonucleic acids by ribonuclease
during cooking at 60 to 708C. Lenthionine (C
2
H
4
S
5
)
has been identified in the aroma of shiitake mush-
rooms [30]. Studies have shown that the drying tem-
perature and time affected the retention of lenthionine
[32]. They proposed two-stage mechanism of forma-
tion and destruction of lenthionine during drying.
The first stage was formation of lenthionine and
other substances simultaneously; then lenthionine
was changed to other derivatives. At the second
stage, the mechanism that produced other substances
was terminated but the mechanisms that produced
lenthionine and the one that changed lenthionine to
other derivatives were continued. It was found that
the optimal condition was maintained at 708C and 9 h
and it retained the maximum amount of lenthionine
whereas the moisture content of dried mushrooms
was 13% (db). The Chinese believe that shiitake is
effective in the preservation of cerebral hemorrhage.
The Japanese researchers found that shiitake has abil-
ity to remove serum cholesterol and it has antitumor
activities [30].
Loch-Bonazzi et al. [33] evaluated the quality of
mushrooms dried by various processes such as hot
air, vacuum, freeze-drying in an adsorbent fluidized
bed and vacuum freeze-drying. Results of their study
indicated that vacuum freeze-dried products were of
superior quality in terms of density, rehydration cap-
acity, and color. They also reported that most flavor
compounds disappear during preparation and freez-
ing steps. Microwave–vacuum drying of mushroom
has been explored by Pappas et al. [34]. Their experi-
mental results indicated that microwave–vacuum dry-
ing exhibits superior drying performance as well as
improved rehydration characteristics.
27.6.3 D
RYING OF
P
EANUTS
Moisture content is the most critical factor in harvest-
ing, drying, storing, and marketing of peanuts. Pea-
nuts are normally between 35 and 50% moisture
content at digging. Molds that produce aflatoxin
grow best in peanuts between 12 and 35% moisture
content and between 26 and 388C. Peanuts are artifi-
cially dried to a moisture content to reach a safe
storage level of 7–8%. For marketing, the desired
moisture content of shelled peanuts is about 7.5%.
Some producers field-dry peanuts to 9% moisture to
avoid mechanical drying. This practice is unprofitable
because of the higher losses associated with dry vines,
stems, and pods. In Oklahoma, farmers have used
solar dryers (3 m wide, 1.8 m deep, 7.8 m long) for
peanut drying. The dryers constructed with wire mesh
sides and bottoms (0.9 m from ground) allowed the
air to circulate through entire load. The drying time
was 2–3 days for a batch of about 500 kg of freshly
harvested peanuts [35].
Mechanical drying of preanuts is usually carried
out in bin dryers. Peanuts are spread evenly over the
drying bin. The optimal drying air temperature for
peanuts is 358C. The relative humidity of drying air
should not be less than 55%. Higher capacity fan is
employed to ensure an airflow rate of approximately
900 m
3
air/h/m
2
drying area. Increasing temperature
to 438C increases the shelling operation. In case pea-
nuts are harvested above 35% moisture content, the
height of peanuts bed is kept around 0.6 m. The
moisture content of peanuts is frequently checked
during drying as peanuts approach the 12% moisture
level. This can be done by electronic moisture meters.
The heat is cut off when the peanuts reach 10–10.5%
moisture but fan is operated continuously until pea-
nuts are cooled, since drying will continue until an
equilibrium is reached between the kernel and shells.
No portion of batch should dry less than 7% and
more than 10% [35].
Quality considerations: In order to produce good
quality peanuts, the moisture removal rate is main-
tained at 0.5% per hour. Peanuts dried too rapidly or
stored at low moisture content will have a high per-
centage of split and bald kernels when shelled whereas
peanuts dried too slowly or stored at high moisture
content are more subjected to mold growth and afla-
toxin production. High-temperature drying is the
major cause of bad flavors in peanuts [35].
27.6.4 D
RYING OF
G
INSENG
Ginseng is a herbaceous perennial plant in the Aralia-
ceae family, which has been used for thousands of
years to cure or prevent a large number of ailments.
One of its most recognized roles is as an adaptogen, a
herb that strengthens body’s defences against stress.
Ginseng is native to China, Korea, Russia, and some
areas of North America. It contains vitamins A, B-6,
and the mineral zinc, which is claimed to help in the
production of thymic hormones necessary for proper
functioning of the defence system. The primary active
ingredients of ginseng are more than 25 saponin glyco-
sides called ‘‘ginsenosides.’’ It is noteworthy that the
American ginseng is different from the Asian variety in
both physical and chemical characteristics.
The principal measures of quality of ginseng root
are the contents of ginsenosides and polysaccharides,
which are a mixture of complex sugars. The quality of
the root depends on the production practices followed
by the growers as well as postharvest processing,
ß
2006 by Taylor & Francis Group, LLC.

e.g., drying of the root [36]. Root age as well as size
and shape are said to affect the ginsenoside content.
The quality is said to be best at the root age of 6–7
years for Korean ginseng. There are also some var-
ieties of the Korean ginseng, e.g., white and red gin-
seng. According to Chang et al. [37], red ginseng is
among one of the most expensive agricultural prod-
ucts, fetching some US$3000 for a 600 g package of
ten red ginseng roots for the premium heaven grade
to just under US$400 for the low end ‘‘good’’ grade in
Korea (figures for 2000).
Raw ginseng upon harvesting must be processed
and dried in a short time to prevent spoilage. The
postharvest-processing steps include cleaning, trim-
ming of small lateral roots, washing, peeling (op-
tional), drying, grading, and packaging. The market
value depends on color, size, maturity, and shape.
It is important to dry the roots carefully to obtain
high-value-added ginseng.
The initial moisture content of ginseng is about
70–80% wet basis. The optimal final moisture content
for storage is about 12–13% wet basis [37]. Diametral
shrinkage of about 20–30% has been reported as a
result of drying. Typically the roots are dried in con-
vectional dryers using air temperatures of 32 to 388C.
Park et al. [38] proposed a new combined infrared
(IR) and convectional dryer for ginseng roots and
found that the presence of infrared affected the
color of the root but did not affect the final quality
of the product in terms of its chemical content.
Freeze-dried root gives the highest quality but it is a
slow and expensive process. The ginsenoside content
may be reduced by over 25% by drying the root using
448C air instead of 388C. Internal color also darkens
with increase in drying air temperature. As all the
moisture is internal and hence in the falling drying
rate period it is not necessary to use high airflow rates
in the dryer. It is important to expose all drying
surfaces uniformly to the drying medium to avoid
over- or underdrying of the roots in the batch.
27.7 SUMMARY
An overview is provided for commercial drying prac-
tices used in the manufacturing of various potato-based
products. Drying practices for other roots such as sweet
potato, mushroom, peanuts, ginseng, and tobacco have
also been mentioned briefly. In general, the technology
related to convectional drying is well established
whereas other methods are still under investigation.
Microwave drying is used mostly as finish drying oper-
ation. Osmotic drying may find its place as a pretrea-
ment method for reducing drying load on conventional
dryers and for improving color of final product.
REFERENCES
1. WF Talburt, in: Potato Processing, 4th ed., WF
Talburt, O Smith, Eds., An AVI Book by Van
Nostrand Reinhold Company, Inc., New York, 1987,
pp. 1–9.
2. CM McCay, JB McCay, O Smith, in: Potato Process-
ing, 4th ed., WF Talburt, O Smith, Eds., an AVI Book
by Van Nostrand Reinhold Company, Inc., New York,
1987, pp. 287–332.
3. TG Smith, CC Huxsoll, in: Potato Processing, 4th ed.,
WF Talburt, O Smith, Eds., an AVI Book by Van
Nostrand Reinhold Company, Inc., New York, 1987,
pp. 333–369.
4. BS Luh, JG Woodroof, Commercial Vegetable Process-
ing, The AVI Publishing Company, Inc., Westport,
CT, 1975.
5. JL Heid, MA Joslyn, Fundamental of Food Processing
Operations, The AVI Publishing Company, Westport,
CT, 1967.
6. JJ Kelly, in: Handbook of Industrial Drying, AS Mujum-
dar, Ed., Marcel Dekker, New York, 1987.
7. MJ Willard, VM Hix, G Kluge, in: Potato Processing,
4th ed., WF Talburt, O Smith, Eds., an AVI Book by
Van Nostrand Reinhold Company, Inc., New York,
1987, pp. 557–612.
8. JG Moore, in: Handbook of Industrial Drying, AS
Mujumdar, Ed., Marcel Dekker, New York, 1987.
9. G Lisinska, W Leszczynski, Potato Science and Tech-
nology, Elsevier Science Publishing Co., Inc., New
York, 1989, pp. 281–346.
10. RH Treadway, in: Potato Processing, 4th ed., WF
Talburt, O Smith, Eds., an AVI Book by Van Nostrand
Reinhold Company, Inc., New York, 1987, pp. 647–
663.
11. S Grabowski, AS Mujumdar, in: Drying of Solids,
International Science Publisher, New York, 1992,
pp. 303–325.
12. MR Ravindra, PK Chattopadhay, J Food Eng 44: 5–11,
2000.
13. CK Jon, AS Mujumdar, CS Kiang, HJ Choy, MNA
Hawaldar, in: Drying Technology on Agriculture and
Food Science, AS Mujumdar, Ed., Science Publishing,
Inc., Enfield, NH, 2000, pp. 213–251.
14. O Smith, in: Potato Processing, 4th ed., WF Talburt,
O Smith, Eds., an AVI Book by Van Nostrand Rein-
hold Company, Inc., New York, 1987, pp. 371–489.
15. R Blau, M Powell, JE Gerling, Proc Prod Tech Div
Meetings, Potato Chip Inst Intern, 1965, pp. 1–8.
16. CM Olsen, CL Drake, in: Proc Prod Tech Div Meetings,
Potato Chip Inst Intern, 1966, pp. 51–54.
17. C Ratti, AS Mujumdar, in: Handbook of Industrial
Drying, AS Mujumdar, Ed., Marcel Dekker, New
York, 1995, pp. 567–588.
18. TM Afzal, T Abe, J Food Eng 37: 353–365, 1998.
19. TM Afzal, T Abe, Drying Technol 17(1&2): 137–155,
1999.
20. MK Krokida, VT Karathanos, ZB Maroulis, J Food
Eng 35: 369–380, 1998.
ß
2006 by Taylor & Francis Group, LLC.

21. MK Krokida, CT Kiranoudis, ZB Maroulis, J Food
Eng 40: 269–277, 1999.
22. M Krokida, Z Maroulis, in: Drying Technology on
Agriculture and Food Science , AS Mujumdar, Ed., Sci-
ence Publishing, Inc., Enfield, NH, 2000, pp. 61–105.
23. N Wang, JG Brennan, J Food Eng 24: 61–76, 1995.
24. WAM McMinn, TRA Magee, J Food Eng 33: 37–48,
1997.
25. JA Woolfe, in: Sweet Potato, An Untapped Food Re-
source, Cambridge University Press, Cambridge, 1992.
26. FG Winaro, in: Proceedings of the First International
Symposium, RL Villareal, TD Griggs, Eds., AVRDC,
Shanhua, Tainan, 1982, pp. 373–384.
27. JH May, SPS Chi, in: Sweet Potato: Proceedings of the
First International Symposium , RL Villareal, TD Griggs,
Eds., AVRDC, Shanhua, Tainan, 1982, pp. 429–437.
28. KS Jayaraman, VK Gopinathan, P Pitchamuthu, PK
Vijayaraghavan, J Food Technol 17(6): 669–678, 1982.
29. SJ Kays, in: Sweet Potato Products: A Natural Resource
for the Tropics, CRC Press, Boca Raton, FL, 1985,
pp. 205–218.
30. BK Wu, in: Encyclopedia of Food Science and Technol-
ogy, Vol. 3, YH Hui, Ed., John Wiley & Sons, New
York, 1992, pp. 1844–1848.
31. E Torringa, E Esveld, I Scheewe, RVD Berg, P Bartels,
J. of Food Engineering 49: 185-191, 2001.
3 2 . N R attanasomboon, S Bhumiratana, T Yoo vidhya,
km utt.ac.th/organization/ Engine ering/ Food/t014 y94
, 1994.
33. CL Loch-Bonazzi, E Wolff, H Gilbert, Food Sci Tech-
nol (LWT), 25: 334–339, 1992.
34. C Pappas, E Tsami, D Marinos-Kouris, Drying Technol
17(1–2): 157–174, 1999.
35. JG Woodroof, in: Peanuts: Production, Processing,
Products, 3rd ed., JG Woodroof, Ed., AVI Publishing
Company, Inc., Connecticut, 1982, pp: 91–119.
36. JA Duke, Ginseng: A Concise Handbook, Reference
Publications, Inc., Algonac, MI, 1989, pp. 103.
37. DI Chang, SH Bahng, YH Chang, HY Kang, Devel-
opment of a new model drying system for high yield og
heaven grade ginseng, in: Proceedings of 3rd Inter-
national Conference on Agricultural Machinery Engin-
eering, Vol. II, Seoul, Korea, 2000, pp. 370–377.
38. SJ Park, SM Kim, MH Kim, CS Kim, CH Lee, Quality
of Korean ginseng dried with a continuous proto-type
continuous flow dryer using far infrared and heated air,
Proceedings of 3rd International Conference on Agricul-
tural Machinery Engineering, Vol. II, Seoul, Korea,
2000, pp. 388–395.
39. W Leszczynski, in: Potato Science and Technology,
G Lisinska, W Leszczynski, Eds., Elsevier Science Pub-
lishing Co., Inc, New York, 1989, pp. 11–128.
40. JM Aguilra, J Chirife, JM Flink, M Karel, Lebensm
Wissen und-Technol 8: 128, 1975.
41. S Alzamora, Thesis, Universedad de Buenos Aires,
Argentina, 1979.
42. V Gekas, I Lamberg, J Food Eng 14: 317–326, 1991.
43. MN Islam, JM Flink, J Food Technol 17: 373–385, 1982.
44. CT Kiranoudis, ZB Maroulis, D Marinos-Kouris, Int J
Heat Mass Trans, 38: 463–480, 1995.
45. JC Lawrence, RP Scott, Nature 210: 301–303, 1966.
46. KCAM Luyben, JJ Olieman, S Bruin, Drying ’80, Vol.
2, AS Mujumdar, Ed., 1980, pp. 233–243.
47. A Mulet, J Food Eng 22: 329–348, 1994.
48. T Ronald, A Magee, PD Wilkinson, Int J Heat Mass
Trans 27: 541–549, 1992.
49. GD Saravacos, SE Charm, Food Technol 16(1): 78–81,
1962.
50. CO Rovedo, C Suarez, P Viollaz, J Food Eng 36:
211–231, 1998.
51. GD Saravacos, J Food Sci 32: 81–84, 1967.
52. GD Saravacos, R Stinchfield, J Food Sci 30: 779–786,
1965.
53. RN Biswal, LR Wilhelm, A Rojas, JR Mount, Trans
ASAE 40: 1383–1390, 1997.
54. HA Iglesias, J Chirife, Food Sci Technol 9: 107–113,
1976.
55. TP Labuza, in: Moisture Sorptions: Practical Aspects of
Isotherm Measurement and Use, American Association
of Cereal Chemists, St. Paul, MN, 1984.
56. M Karel, in: Water Relations of Foods, RB Duckworth,
Ed., Academic Press, New York, 1975.
57. CJ Lomauro, AS Bakshi, TP Labuza, Food Sci Technol
18: 118–124, 1985.
58. N Wang, JG Brennan, J Food Eng 14: 269–287, 1991.
59. CP McLaughlin, TRA Magee, J Food Eng 35: 267–280,
1998.
60. AM Bianco, G Boente, ML Pollio, SL Resnik, J Food
Eng 47: 327–331, 2001.
61. HA Iglesias, J Chirife, in: Handbook of Isotherms, Aca-
demic Press, New York, 1982.
62. CT Kiranoudis, ZB Maroulis, E Tsami, D Marinos-
Kouris, J Food Eng 20: 55–74, 1993.
63. MA Rao, J Barnard, JF Kenny, Trans ASAE 18(6):
1189–1192, 1975.
64. JP Gratzek, RT Toledo, J Food Sci 58: 908, 1993.
65. G Donsi, G Ferrari, R Nigro, J Food Eng 30: 263–268,
1996.
66. I Lamberg, B Hallstrom, J Food Technol 21: 577–585,
1986.
67. HE Stewart, BE Farkas, SM Blankenship, MD Boy-
ette, Int J Food Prop 3: 433–457, 2000.
68. ASHARE, in: Fundamentals Handbook, An American
Society of Heating, Air conditioning and Refrigeration
Engineers, New York, 1967.
69. HD Chang, LC Tao, J Food Sci 46: 1493–1497, 1981.
70. WO Ordinanz, Food Ind 18: 101, 1946.
71. F Stitt, EK Kennedy, Food Res 10: 426–436, 1945.
72. N Wang, JG Brennan, J Food Eng 19: 303–310, 1993.
73. K Hayakawa, J Succar, Food Sci Technol 16: 373–375,
1983.
74. J Andrieu, E Gonnet, M Laurent, in: Food Engineering
and Process Applications, Vol. I, M Le Maguer, P Jelen,
Eds., Elsevier Applied Sciences, London, 1985.
75. JJ Gaffney, CD Baird, WD Eshleman, ASHRAE Trans
86: 261–280, 1980.
76. G Lisinska, in: Potato Science and Technology,
G Lisinska, W Leszczynski, Eds., Elsevier Science Pub-
lishing Co., Inc, New York, 1989, pp. 234–280.
77. S Sokhansanj, DS Jayas, in: Handbook of Industrial
Drying, AS Mujumdar, Ed., Marcel Dekker, New
York, 1987.
ß
2006 by Taylor & Francis Group, LLC.

Document Outline
- Table of Contents
- Chapter 027: Drying of Potato, Sweet Potato, and Other Roots
Wyszukiwarka
Podobne podstrony:
Microwave drying characteristics of potato and the effect of different microwave powers on the dried
[Mises org]Mises,Ludwig von The Causes of The Economic Crisis And Other Essays Before And Aft
Microwave Drying of Parsley Modelling, Kinetics, and Energy Aspects
Analysis of residual styrene monomer and other VOC in expand
Drying of carrots in microwave and halogen lamp–microwave combination ovens
Drying kinetics and quality of potato chips undergoing different drying techniques
The Hound of?ath and Other Stories
Far infrared and microwave drying of peach (Jun Wang, Kuichuan Sheng)
Damage of potato tubers, a review
Howard, Robert E The Gates of Empire and Other Tales of the Crusades
Arthur Conan Doyle The Captain of the Polestar and Other Stories # SSC
Gene Wolfe Island of Doctor Death and Other Stories
The Twilight of the Gods, and Other Tales
Modeling and minimizing process time of combined convective and vacuum drying of mushrooms and parsl
Isaac Asimov Of Time and Space and Other Things
The Presentation of Self and Other in Nazi Propaganda
022 Drying of Fish and Seafood
Wicca Book of Spells and Witchcraft for Beginners The Guide of Shadows for Wiccans, Solitary Witche
więcej podobnych podstron