„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1.
MINISTERSTWO EDUKACJI
NARODOWEJ
Grażyna Cugowska
Stosowanie materiałów konstrukcyjnych i narzędziowych
812[01].O1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Marek Olsza
mgr inż. Robert Wanic
Opracowanie redakcyjne:
mgr inż. Alina Turczyk
Konsultacja:
mgr inż. Danuta Pawełczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[01]01.03.
„Stosowanie materiałów konstrukcyjnych i narzędziowych”, zawartego w modułowym
programie nauczania dla zawodu operator maszyn i urządzeń do obróbki plastycznej.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Tworzywa sztuczne i kompozyty
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
14
4.1.3. Ćwiczenia
14
4.1.4. Sprawdzian postępów
15
4.2. Materiały ceramiczne
16
4.2.1. Materiał nauczania
16
4.2.2. Pytania sprawdzające
21
4.2.3. Ćwiczenia
22
4.2.4. Sprawdzian postępów
23
4.3. Drewno. Materiały uszczelniające
24
4.3.1. Materiał nauczania
24
4.3.2. Pytania sprawdzające
27
4.3.3. Ćwiczenia
27
4.3.4. Sprawdzian postępów
28
4.4. Badanie właściwości metali i ich stopów
29
4.4.1. Materiał nauczania
29
4.4.2. Pytania sprawdzające
39
4.4.3. Ćwiczenia
39
4.4.4. Sprawdzian postępów
41
4.5. Stopy żelaza
42
4.5.1. Materiał nauczania
42
4.5.2. Pytania sprawdzające
48
4.5.3. Ćwiczenia
48
4.5.4. Sprawdzian postępów
49
4.6. Metale nieżelazne i ich stopy
50
4.6.1. Materiał nauczania
50
4.6.2. Pytania sprawdzające
54
4.6.3. Ćwiczenia
54
4.6.4. Sprawdzian postępów
55
4.7. Obróbka cieplna i cieplno-chemiczna
56
4.7.1. Materiał nauczania
56
4.7.2. Pytania sprawdzające
68
4.7.3. Ćwiczenia
68
4.7.4. Sprawdzian postępów
70
5. Sprawdzian osiągnięć
71
6. Literatura
76

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu stosowania materiałów
konstrukcyjnych i narzędziowych.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – podstawowe wiadomości teoretyczne niezbędne do opanowania
treści jednostki modułowej,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś treści zawarte
w podrozdziałach,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć – przykładowy zestaw zadań testowych,
−
literaturę uzupełniającą.
W materiale nauczania zostały omówione zagadnienia dotyczące: tworzyw sztucznych,
materiałów sztucznych, materiałów uszczelniających, stopów żelaza, metali nieżelaznych
i ich stopów, obróbki cieplnej i cieplno mechanicznej oraz z badań właściwości metali
i stopów.
Informacje zamieszczone w Poradniku mogą zostać rozszerzone w oparciu o literaturę
dodatkową zgodnie z zaleceniami nauczyciela.
Z podrozdziałem Pytania sprawdzające możesz zapoznać się:
−
przed przystąpieniem do podrozdziału Materiał nauczania – poznając w ten sposób
wymagania wynikające z zawodu, a po przyswojeniu wskazanych treści, odpowiadając
na te pytania sprawdzisz stan swojej gotowości do wykonywania ćwiczeń,
−
po opanowaniu podrozdziału Materiał nauczania, by sprawdzić stan swojej wiedzy, która
będzie Ci potrzebna do wykonywania ćwiczeń.
Z punktu widzenia przyszłej pracy zawodowej ważne jest nabycie przez Ciebie
umiejętności praktycznych w tym umiejętności manualnych. Aby ten cel osiągnąć poradnik
zawiera po każdym rozdziale propozycję ćwiczeń. Podczas wykonywania ćwiczeń zwróć
uwagę na zalecenia nauczyciela dotyczące bezpieczeństwa i higieny pracy.
Po wykonaniu zaplanowanych ćwiczeń, sprawdź poziom swoich postępów wykonując
Sprawdzian postępów. Odpowiedzi Nie wskazują luki w Twojej wiedzy, informują Cię
również, jakich zagadnień jeszcze dobrze nie poznałeś. Oznacza to także powrót do treści,
które nie są dostatecznie opanowane.
Poznanie przez Ciebie wszystkich lub określonej części wiadomości będzie stanowiło dla
nauczyciela podstawę przeprowadzenia sprawdzianu poziomu przyswojonych wiadomości
i ukształtowanych umiejętności. W tym celu nauczyciel może posłużyć się zadaniami testowymi.
W poradniku jest zamieszczony sprawdzian osiągnięć, który zawiera przykład takiego
testu oraz instrukcję, w której omówiono tok postępowania podczas przeprowadzania
sprawdzianu i przykładową kartę odpowiedzi, w której, w przeznaczonych miejscach wpisz
odpowiedzi na zadania lub zakreśl właściwe odpowiedzi spośród zaproponowanych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
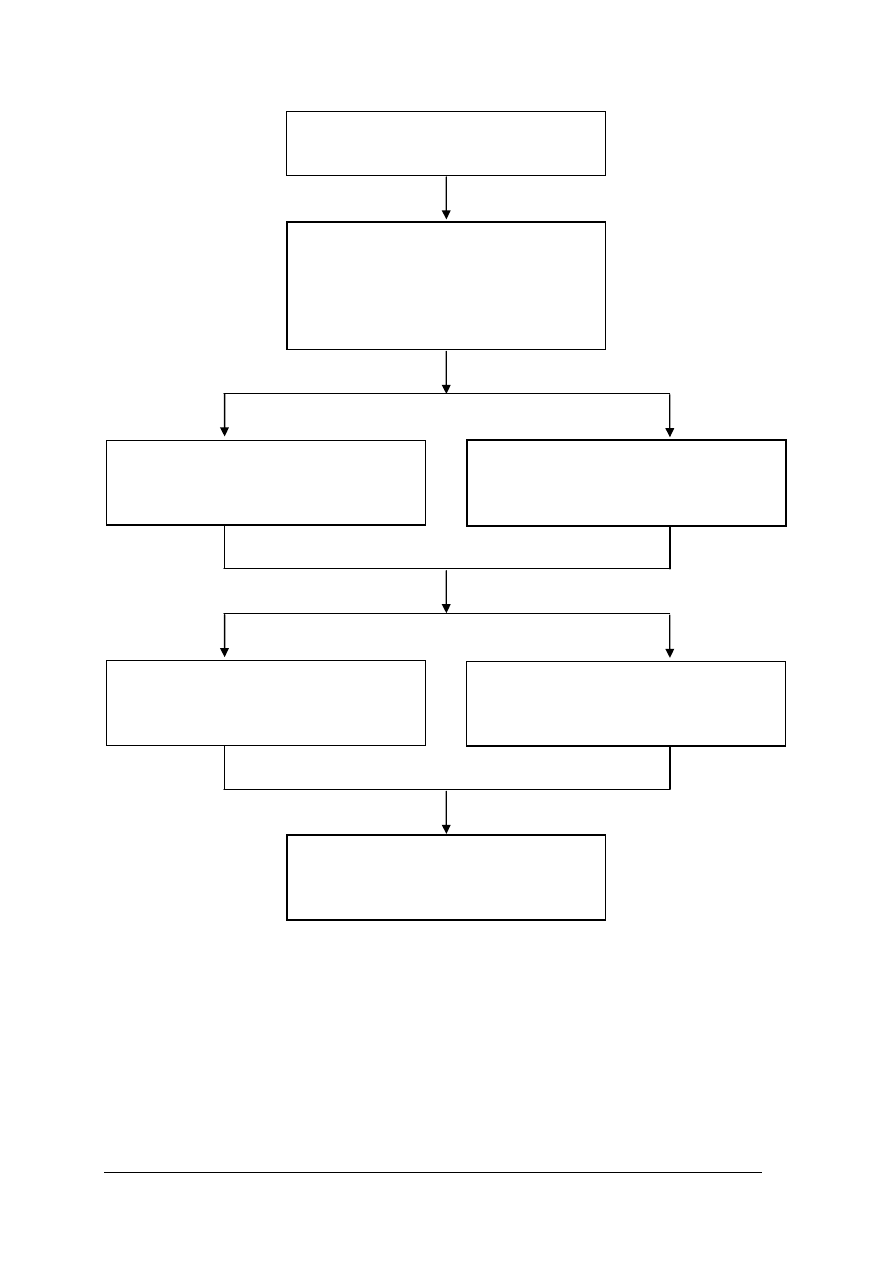
Schemat układu jednostek modułowych
812[01]01
Techniczne podstawy zawodu
812[01]01.01
Przestrzeganie przepisów
bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej i ochrony środowiska
812[01]02.02
Posługiwanie się dokumentacją
techniczną
812[01]01.03
Stosowanie materiałów
konstrukcyjnych i narzędziowych
812[01]02.04
Rozpoznawanie elementów maszyn
i mechanizmów
812[01]01.05
Analizowanie układów elektrycznych
i automatyki przemysłowej
812[01]01.06
Stosowanie mechanicznych technik
wytwarzania części maszyn
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżniać symbole chemiczne pierwiastków i związków,
−
opisywać budowę atomową gazów, cieczy, ciał stałych,
−
posługiwać się dokumentacją techniczną,
−
rozpoznawać materiały konstrukcyjne i narzędziowe,
−
selekcjonować, przechowywać i porządkować informacje,
−
korzystać z różnych źródeł informacji,
−
przestrzegać zasad bhp i ppoż,
−
przestrzegać form ochrony przyrody,
−
współpracować w grupie,
−
użytkować komputer.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku procesu kształcenia uczeń powinien umieć:
—
scharakteryzować rodzaje i zastosowanie materiałów niemetalowych,
—
określić właściwości materiałów niemetalowych,
—
sklasyfikować materiały ogniotrwałe,
—
określić właściwości i zastosowanie materiałów ogniotrwałych,
—
scharakteryzować procesy otrzymywania stopów żelaza z węglem,
—
scharakteryzować budowę krystaliczną metali,
—
wyjaśnić przebieg krzepnięcia czystego metalu,
—
rozróżnić składniki strukturalne stopu Fe – C na podstawie wykresu żelazo – cement,
—
określić właściwości metali i ich stopów,
—
wykonać badanie właściwości mechanicznych i technologicznych metali i stopów,
—
sklasyfikować stopy żelaza z węglem,
—
określić zastosowanie poszczególnych gatunków stali, żeliwa i staliwa,
—
sklasyfikować stopy metali nieżelaznych,
—
rozróżnić gatunki, właściwości i zastosowanie metali nieżelaznych i ich stopów,
—
rozpoznać na podstawie oznaczenia: stal, staliwo, żeliwo, metale nieżelazne i ich stopy,
—
skorzystać z wykresu żelazo – cement, PN, katalogów, poradników.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Tworzywa sztuczne i kompozyty
4.1.1. Materiał nauczania
Tworzywa sztuczne
Głównym składnikiem tworzyw sztucznych są naturalne bądź syntetycznie otrzymywane,
wielkocząsteczkowe związki tzw. polimery.
Otrzymuje się je w wyniku polireakcji z produktów chemicznej przeróbki węgla, ropy
naftowej, gazu ziemnego lub polimerów naturalnych modyfikowanych chemicznie.
Właściwości tworzyw sztucznych są kształtowane poprzez wprowadzanie składników
dodatkowych do danego polimeru. Składnikami dodatkowymi są: barwniki, zmiękczacze
(plastyfikatory), napełniacze, stabilizatory, nośniki itp. Polimery otrzymuje się ze związków
małocząsteczkowych w wyniku reakcji chemicznych, zwanych polireakcjami. Właściwości
polimerów zależą od budowy makrocząsteczek. Polimery składające się z cząsteczek
o odpowiednio długich łańcuchach są ciałami stałymi, ich wytrzymałość i twardość są tym
większe, im większa jest długość łańcucha. Polimery składające się z krótkich łańcuchów są
ciałami ciekłymi.
Tworzywa sztuczne (syntetyczne) otrzymuje się w wyniku trzech rodzajów reakcji:
−
polimeryzacji i kopolimeryzacji,
−
polikondensacji,
−
poliaddycji.
Polimeryzacja jest reakcją, w wyniku której monomery, tj. proste związki
małocząsteczkowe, łączą się w związek wielocząsteczkowy, tzw. polimer. Cechą
charakterystyczną polimeryzacji jest brak produktów ubocznych. Jest to reakcja łańcuchowa
i ma bardzo szybki przebieg. Budowa makrocząsteczek zależy od temperatury, ciśnienia
i czasu reakcji. Kopolimeryzacja to jednoczesna polimeryzacja dwóch lub więcej różnych
rodzajów monomerów. Metodą polimeryzacji otrzymuje się: polichlorek i polioctan winylu,
polistyren, polietylen, polimetakrylan metylu itp.
Polikondensacja to proces chemiczny, w wyniku którego jest możliwa reakcja z wieloma
cząsteczkami w tym samym czasie z wydzielaniem produktu ubocznego, którym jest prosty
związek chemiczny, np. H
2
0, NH
3
, HCl. Metodą tą otrzymuje się żywice: fenolowe,
aminowe, poliestrowe oraz większość poliamidów.
Poliaddycja jest polireakcją przebiegającą stopniowo, o cechach polimeryzacji
i polikondensacji, bez wydzielania się produktu ubocznego. Często zachodzi przegrupowanie
atomów w monomerze, które umożliwia wzrost łańcucha polimeru. W wyniku poliaddycji
otrzymuje się żywice epoksydowe i poliuretany.
Podstawowymi zaletami tworzyw sztucznych są:
−
dobra odporność chemiczna,
−
łatwość formowania,
−
dobre właściwości mechaniczne,
−
możliwość barwienia,
−
dobre właściwości izolacyjne,
−
duży współczynnik rozszerzalności cieplnej,
−
mały współczynnik przewodzenia ciepła,
−
możliwość stosowania w różnych postaciach.
Pozostałe właściwości takie jak: właściwości mechaniczne, chemiczne, cieplne mogą
zmieniać się w znacznym zakresie, uwarunkowanym bardzo dużą różnorodnością tworzyw.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Do wad tworzyw sztucznych można zaliczyć: zazwyczaj niższą wytrzymałość niż metali
i ich stopów oraz małą odporność na działanie podwyższonej temperatury.
Tworzywa sztuczne dzielimy na:
−
elastomery (tworzywa, które pod wpływem rozciągania w temperaturze pokojowej
wykazują wydłużenie powyżej 100%).
−
plastomery (poddawane wzrastającemu obciążeniu zaczynają się odkształcać plastycznie
aż ulegają mechanicznemu zniszczeniu).
W grupie plastomerów rozróżniamy tworzywa termoplastyczne (termoplasty) oraz
duroplasty, do których zaliczamy tworzywa termoutwardzalne i chemoutwardzalne.
Termoplasty każdorazowo pod wpływem zwiększonej temperatury miękną a po jej
obniżeniu twardnieją ponownie (np. poliamidy). Ta cecha powoduje, iż można je wielokrotnie
przerabiać.
Tworzywa termoutwardzalne pod wpływem temperatury przechodzą w stan plastyczny
umożliwiający ich kształtowanie, lecz przetrzymywane w podwyższonej temperaturze
twardnieją nieodwracalnie (np. fenoplasty i aminoplasty).
Tworzywa chemoutwardzalne ulegają utwardzeniu już w temperaturze pokojowej pod
wpływem działania odpowiedniego utwardzacza (np. żywice poliestrowe i epoksydowe).
Tworzywa sztuczne mogą występować jako materiały konstrukcyjne, impregnacyjne,
powłokowe i jako kleje.
Do najczęściej stosowanych tworzyw termoplastycznych zaliczamy:
−
polistyren – odporny na działanie kwasów i zasad, przezroczysty można go barwić, jest
dobrym izolatorem; służy do wyrobu przedmiotów gospodarstwa domowego, galanterii,
zabawek, części samochodowych i jest również stosowany w elektrotechnice,
−
polichlorek winylu – odporny na działanie czynników chemicznych, ma dobre
właściwości mechaniczne i elektroizolacyjne; stosuje się go do wyrobu elementów
wyposażenia elektrycznego, do produkcji węży elastycznych, do budowy łodzi
w przemyśle samochodowym i lotniczym,
−
poliamidy – są stosowane do wyrobu przedmiotów gospodarstwa domowego, galanterii
samochodowej, elementów armatury sanitarnej,
−
polimetakrylan metylu zwany szkłem organicznym jest miedzy innymi stosowany do
wyrobu szyb lotniczych, szkieł do zegarków, soczewek,
−
polipropylen znajduje zastosowanie do produkcji artykułów technicznych, opakowań,
przedmiotów gospodarstwa domowego, włókien chemicznych,
−
policzterofluoroetylen (teflon) – posiada dużą odporność chemiczną, elastyczność, mały
współczynnik tarcia, jest niepalny. Stosuje się go do pokrywania naczyń kuchennych,
żelazek, na powierzchnie łożysk ślizgowych oraz w budowie maszyn i urządzeń
chemicznych.
Do najważniejszych duroplastów zaliczamy: fenoplasty (bakelity), aminoplasty, żywice
epoksydowe (miedzy innymi wytwarza się z nich kleje), niektóre żywice silikonowe. Żywice
silikonowe są m.in. stosowane jako: hydrożele pełniąc rolę implantów tkanek miękkich, gumy
silikonowe,
oleje
hydrauliczne,
dodatki
do
farb
oraz
środki
smarujące
i uszczelniające.
Tworzywa sztuczne w zależności od ich rodzaju mogą być przetwarzane przez:
odlewanie, prasowanie, wtryskiwanie, wytłaczanie i walcowanie.
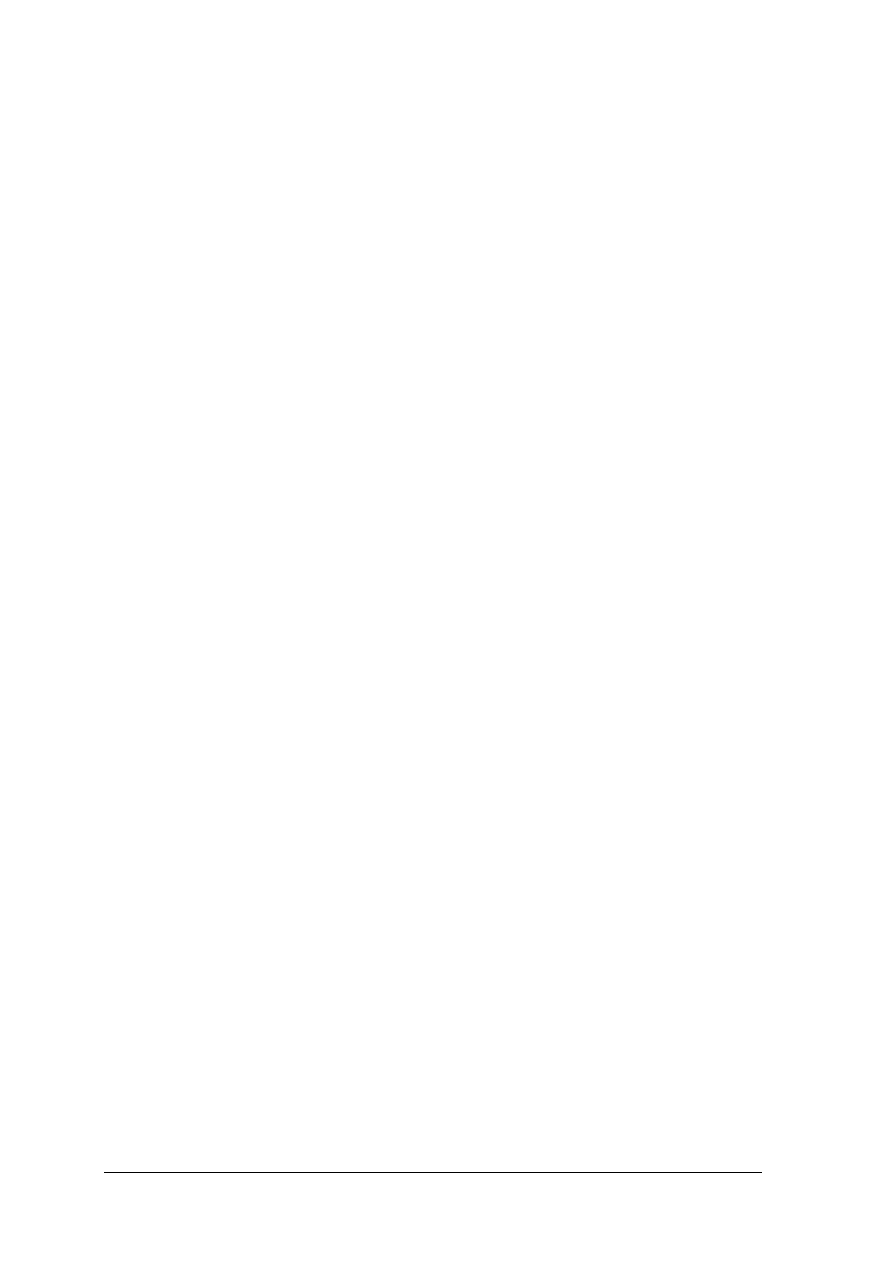
Wtryskiwanie polega na przeciśnięciu stopionej masy do formy zimnej (tworzywo
termoplastyczne) lub podgrzanej (tworzywo termoutwardzalne). Stopiona w przedniej części
cylindra masa zostaje wciśnięta przez dyszę do formy (rys. 1).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 1.
Schemat urządzenia wtryskowego 1 – forma, 2 – komora, 3 – płaszcz grzejny,
4 – tłok, 5 – sproszkowane tworzywo sztuczne [4, s. 100]
Wytłaczanie – metodą tą wyrabia się rury, płyty o różnych kształtach i przekrojach.
Wytłaczanie dokonuje się w wytłaczarce ślimakowej (rys. 2).
Rys. 2.
Wytłaczarka ślimakowa 1 – zbiornik na tworzywo, 2 – sito, 3 – ślimak, 4 – cylinder
roboczy, 5 – dysza [4, s. 102]
Walcowanie stosowane jest do wyrobu folii i taśm. Zasadę produkcji taśmy przedstawia
rys. 3.
Rys. 3. Schemat produkcji taśmy z tworzywa sztucznego 1 – załadunek tworzywa,
2 – watce robocze, 3 – zwijarka taśmy, 4 – przekładka celofanowa [4, s. 102]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Szkło jest materiałem nieorganicznym, bezpostaciowym, składającym się przeważnie
z tlenków krzemu, boru, fosforu oraz innych. Stan fizyczny szkła jest pośredni między stanem
ciekłym i stałym.
Cechy użytkowe szkła to: zdolność przepuszczania światła, przezroczystość, gładkość,
połysk, niepalność, mała przewodność cieplna i elektryczna, nieprzepuszczalność cieczy
i gazów, odporność na działanie podwyższonych temperatur, czynników chemicznych
(z wyjątkiem kwasu fluorowodorowego) i atmosferycznych. Podstawowymi wadami szkła są
kruchość i wrażliwość na zmiany temperatury.
Ze względu na przeznaczenie szkło dzieli się na: budowlane, techniczne, gospodarcze.
Ze względu na skład chemiczny wyróżnia się szkło: krzemowo-sodowo-wapniowe
(zwykłe), aparaturowe (o małej zawartości tlenków alkaicznych), borokrzemowe (o małej
rozszerzalności cieplnej), bezsodowe, kryształowe i inne.
Odmianami szkła technicznego są: szkło laboratoryjne, elektrotechniczne (o dużym
oporze właściwym np. na izolatory), szkło elektropróżniowe (ze względu na odpowiedni
współczynnik rozszerzalności cieplnej można je łączyć z metalami np. na lampy
kineskopowe, rurki neonowe), szkło optyczne (jednorodne, bezbarwne o określonym
w zależności od potrzeb współczynniku załamania światła np. na soczewki, pryzmaty, lustra),
szkło kwarcowe o składzie 99,5% SiO
2
(największa odporność na działanie kwasów
i wysokich temperatur np. na lampy kwarcowe, elementy aparatury chemicznej pracujące
w wysokich temperaturach), szkło krystaliczne (o dużej wytrzymałości i odporności na
ścieranie), szkło bezpieczne (zbrojone siatką metalową, sklejane z kilku warstw lub
hartowane np. na szyby samochodowe).
Guma jest elastycznym tworzywem powstającym w procesie wulkanizacji kauczuku
naturalnego lub syntetycznego w temperaturze 110–180
°
C w czasie od kilku minut do kilku
godzin. Oprócz mieszanek kauczukowych do produkcji gumy używa się środków
wulkanizujących (siarka), zmiękczających, porotwórczych, ochronnych oraz napełniaczy
(poprawiają właściwości np. mechaniczne, elektroizolacyjne, przeciwpożarowe) i barwników.
Guma ma bardzo dużą odporność na odkształcenia trwałe, wysoką elastyczność,
odporność na zerwanie, ścieranie ponadto jest wodoodporna i ma bardzo dobre właściwości
izolacyjne. Gumy specjalnego przeznaczenia są dodatkowo odporne na działanie paliw,
olejów, smarów, kwasów, zasad oraz wpływu niskich lub podwyższonych temperatur.
Materiały kompozytowe
Kompozyt to monolityczne materiały uzyskiwane w procesach łączenia składników
(kompozytów – dwóch lub więcej) o różnych właściwościach. W wyniku sposobu
odpowiedniego łączenia otrzymuje się kompozyty o właściwościach lepszych lub
dodatkowych w porównaniu z właściwościami kompozytów. Faza podstawowa kompozytu –
materiał bazowy, nazywa się osnową. Faza powodująca wzmocnienie kompozytu nazywa się
zbrojeniem. Elementy zbrojenia mogą mieć postać: drobnych cząstek, płatków, krótkich lub
ciągłych włókien o różnej orientacji przestrzennej. Elementy zbrojenia są rozmieszczone
w osnowie. Osnowa i zbrojenie może być metalem, polimerem lub ceramiką odmiennych
rodzajów. Ze względu na materiał bazowy jako podstawowe wyróżnia się kompozyty:
metalowe, polimerowe i ceramiczne. W zależności od materiału umacniającego są to
kompozyty:
metalowo-polimerowe,
polimerowo-metalowe,
polimerowo-ceraniiczne,
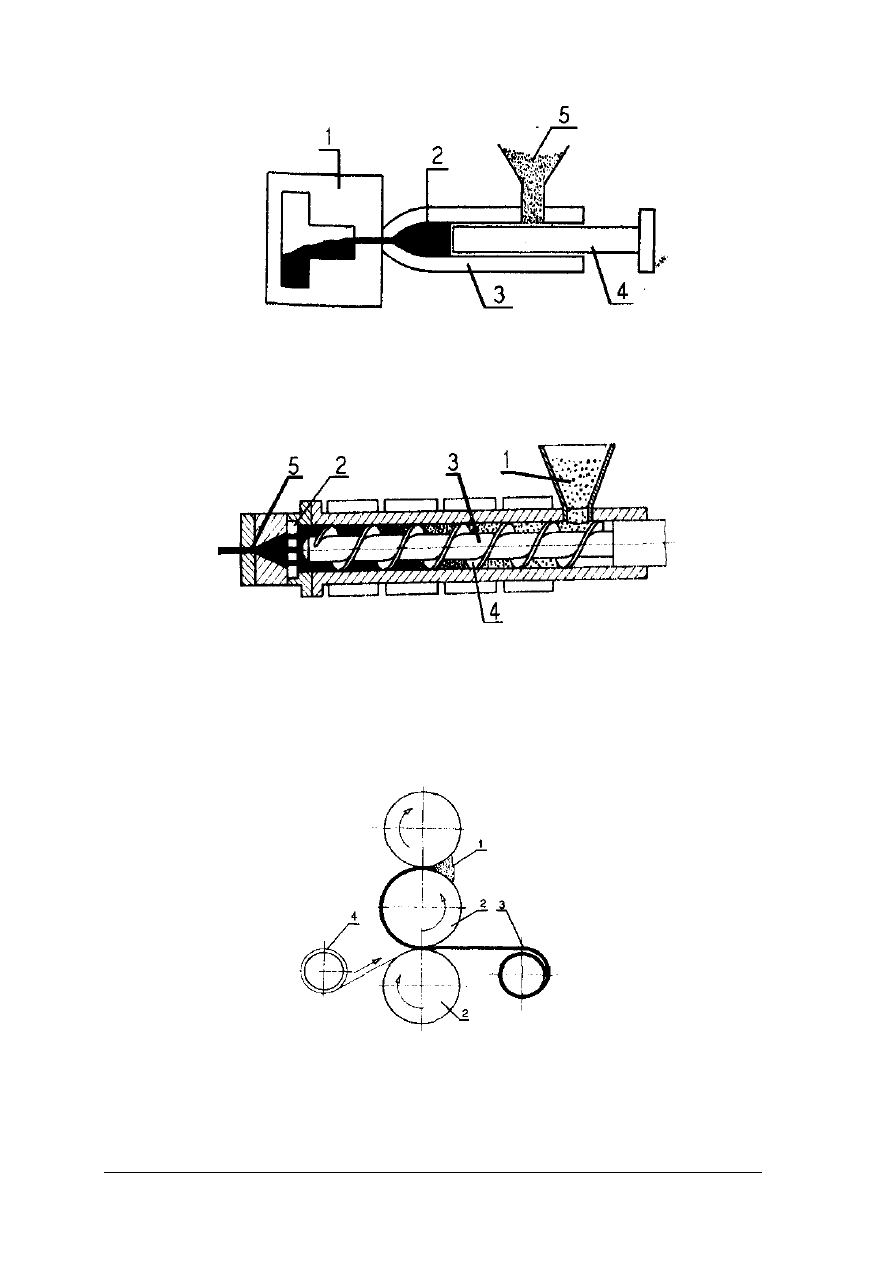
ceramiczno-ceramiczne itd. Biorąc pod uwagę budowę wewnętrzną, kompozyty ogólnie dzieli
się na: warstwowe, umacniane krótkimi lub ciągłymi włóknami, umacniane tkaniną lub siatką
oraz umacniane cząstkami (rys. 4). Podstawowymi materiałami włókien stosowanymi do
zbrojenia są: grafit, szkło, bor, tlenek aluminium, węglik krzemu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 4. Modele budowy kompozytów umacnianych a) cząstkami, b) włóknami krótkimi,
c) włóknami długimi, d) siatką, e) siatką o różnym kierunku w kolejnych
warstwach, f) warstwowo [12, s. 128]
Kompozyty metalowe mają osnowę metalową, którą najczęściej jest: aluminium,
magnez, tytan, nikiel i jego stopy, kobalt i chrom. Osnowę aluminiową stosuje się najczęściej
w kompozytach pracujących w temperaturze otoczenia. Zbrojenie stanowią włókna węglowe
Stosuje się je w budowie samolotów i rakiet. Kompozyty o osnowie niklu, stopów niklu lub
kobaltu należą do grupy materiałów żaroodpornych i żarowytrzymałych. Mogą pracować
w wysokich temperaturach 1100–1200°C. Kompozyty pracujące w wysokich temperaturach
są najczęściej wytwarzane metodami metalurgii proszków.
Kompozyty polimerowe mają osnowę polimerową, którą stanowią tworzywa
termoplastyczne, termoutwardzalne, chemoutwardzalne, żywice epoksydowe lub poliestrowe.
Zbrojeniem są włókna węglowe lub polimerowe w postaci siatki włókien (rovingu) albo
tkanin szklanych. Kompozyty polimerowe są szeroko stosowane w lotnictwie do budowy
szybowców i samolotów, w kosmonautyce, transporcie, budownictwie, w przemyśle
samochodowym do budowy elementów nadwozi, podwozi i wyposażenia, w przemyśle
okrętowym do budowy kadłubów łodzi i jachtów, do produkcji zbiorników na chemikalia, do
wytwarzania sprzętu sportowego itp.
Kompozyty ceramiczne mają osnowę ceramiczną. Ze względu na budowę dzieli się je
na: zbrojone włóknami metalowymi lub ceramicznymi, warstwowe typu ceramika – metal (na
warstwy korundu są nanoszone chemicznie metale Ni, Ti, Cu, Al), cermetale uzyskiwane za
pomocą metalurgii proszków. Podstawowe materiały osnowy to: ceramika korundowa,
krzemian cyrkonu, węglik tytanu, azotek krzemu Si
3
N
4
, dwutlenek cyrkonu ZrO
2
, węglik
boru B
4
C. Najczęściej stosowane materiały na zbrojenie to siatka wolframowa lub
molibdenowa, włókna ceramiczne, a w cermetalach – proszki metali.
Kompozyty ceramiczne są w bardzo wysokim stopniu żaroodporne i żarowytrzymałe.
Wykorzystuje się je na części rakiet, samolotów i pojazdów kosmicznych, łopatki turbin
i wnętrza komór spalania silników odrzutowych, elementy silników wysokoprężnych, części
reaktorów jądrowych, płyty przeciwpancerne, elementy aparatury chemicznej oraz narzędzia
do obróbki plastycznej i obróbki skrawaniem.
Wytwarzanie kompozytów włóknistych
Procesy wytwarzania kompozytów włóknistych polimerowych i metalowych zależą od
wymagań i przeznaczenia materiałów kompozytowych. Podstawowymi materiałami osnowy,
są żywice termoutwardzalne i termoplastyczne. Zadaniem osnowy jest spojenie odpowiednio
rozmieszczonych włókien w elementy umożliwiające wytworzenie konstrukcji. Osnowa
rozdziela obciążenia zewnętrzne między włókna, jest dla nich osłoną, natomiast w niewielkim
stopniu przenosi obciążenia. Obciążenia przenoszą włókna. Rodzaj włókien i ich przestrzenne
rozmieszczenie w osnowie decyduje o wytrzymałości kompozytu w różnych kierunkach.
Właściwość ta jest wykorzystywana do tworzenia konstrukcji o stałej wytrzymałości.
W kompozytach umacnianych cząstkami dyspersyjnymi obciążenie konstrukcji przenosi
osnowa. Główną cechą kompozytów jest to, że przez połączenie dwóch różnych materiałów
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
uzyskuje się materiał o wyższych właściwościach użytkowych lub dodatkowych, nowych,
w porównaniu z właściwościami każdego materiału składowego, rozważanego oddzielnie.
Sposób wytwarzania kompozytów włóknistych zależy od składników tworzących te
kompozyty. Mogą one występować oddzielnie (żywice, włókna) lub być połączone, np.
w postaci taśm zbrojonych jednokierunkowo – tzw. prepreg.
Podstawowe metody wytwarzania kompozytów to:
−
kontaktowa laminowania ręcznego,
−
natryskowa,
−
ciągła,
−
nawijania włókien,
−
wytwarzanie z taśm prepreg.
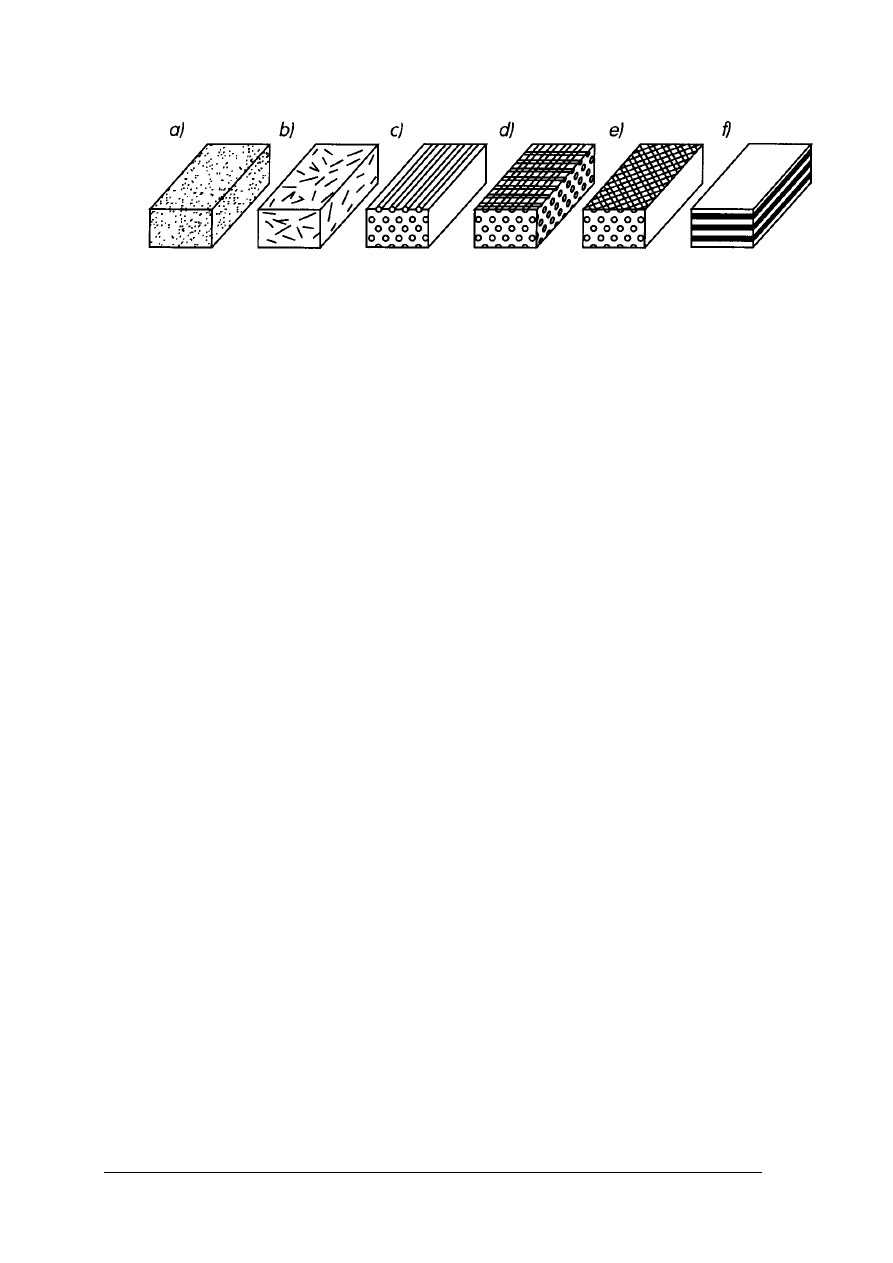
Na rysunku 5 i 6 przedstawiono przekłady otrzymywania kompozytów
Rys. 5.
Metody otrzymywania kompozytów a) metoda otrzymywania kompozytu przez
zwijanie taśmy, b) metoda zwijania w spiralę kompozytu składającego się z dwóch taśm
– jednej z materiału wzmacniającego [10cz2, s.102]
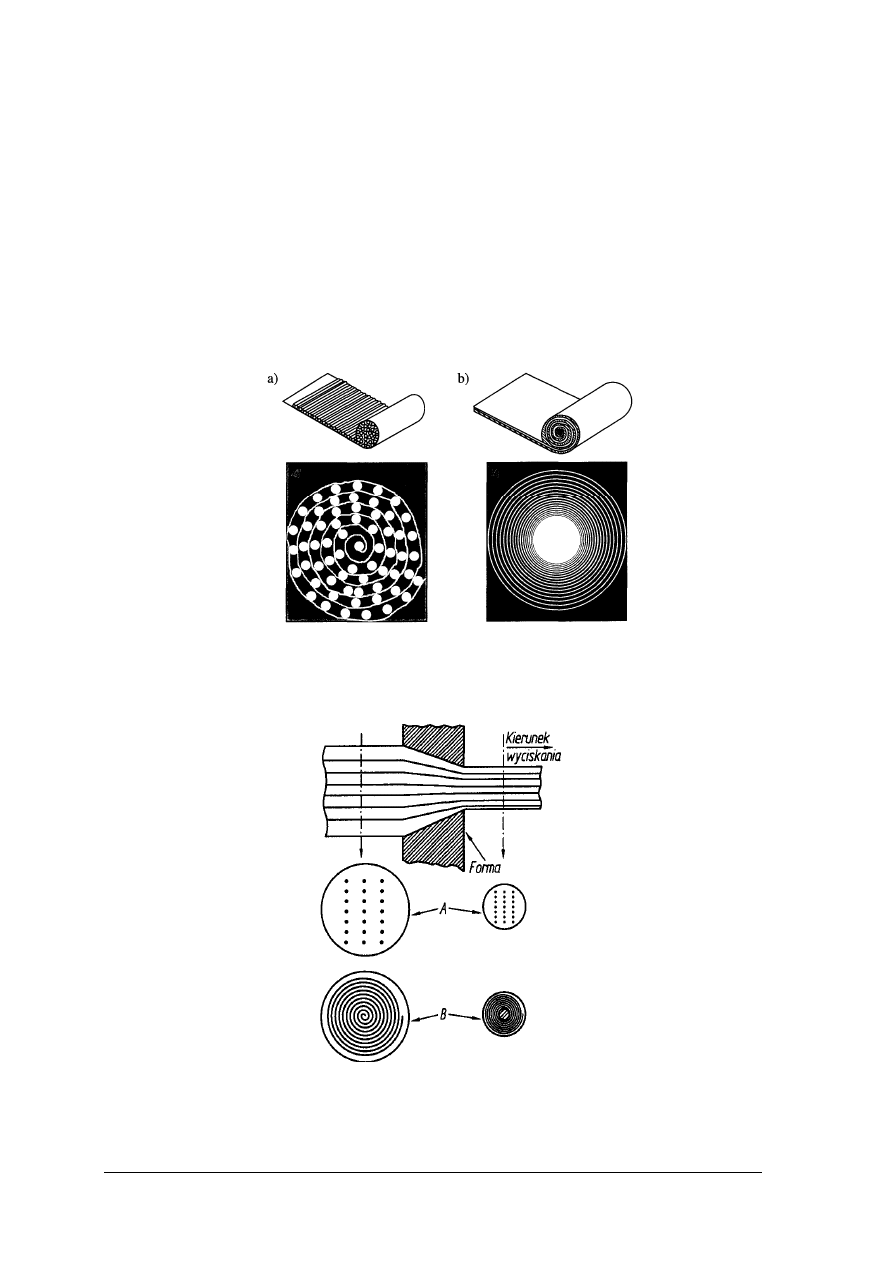
Rys. 6.
Wyciskanie (na gorąco) zwijanego kompozytu oraz różnice włókna A i zwijanego z taśm B [10, s.102]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Metodą kontaktową wytwarza się kompozyty w formach (gipsowych, drewnianych,
laminatowych, metalowych), mających kształt wymaganych produktów (np. elementy
karoserii samochodowych, kajaki, spojlery, kaski). Odpowiednio docięte tkaniny lub maty
wykonane z włókien układa się na powierzchni formy pokrytej substancją (pastą lub płynem),
umożliwiającą odprowadzenie nadmiaru żywicy i oddzielenie od formy gotowego elementu
po utwardzeniu. Po nałożeniu warstwy tkaniny i jej nasyceniu żywicą (poliestrową lub
epoksydową) nadmiar żywicy oraz pęcherze gazowe usuwa się za pomocą gumowego walka.
Kolejne warstwy tkaniny nakłada się aż do uzyskania wymaganej grubości ścianek. Od
rodzaju żywicy zależy sposób jej przygotowania, okres użytkowania oraz czas, po którym
należy nałożyć kolejną warstwę tkaniny podczas laminowania. Niekiedy kompozyt musi być
wygrzewany w odpowiedniej temperaturze w celu uzyskania właściwości użytkowych
produktu.
Metoda natryskowa to udoskonalona metoda kontaktowa, dzięki której wykorzystuje się
pocięte na krótkie pasemka włókna, połączone lepiszczem. Udoskonalenie polega na
zmechanizowaniu dozowania i podawania żywicy oraz włókien (w określonych proporcjach)
do formy kształtującej przedmiot. Nadmiar żywicy i pęcherze gazowe usuwa się za pomocą
wałka aż do uzyskania wymaganej grubości ścianki przedmiotu. Metodę tę stosuje się do
wytwarzania części, od których nie wymaga się wysokiej wytrzymałości i powtarzalności
właściwości użytkowych.
Metoda ciągła jest stosowana do zautomatyzowanego wytwarzania elementów o stałym
przekroju poprzecznym, tj. prętów, rur, kształtowników. Na szpulach są nawinięte taśmy
zawierające zespoły równoległych włókien, połączonych lepiszczem. Taśmy rozwijane ze
szpul zanurza się w żywicy termoutwardzalnej, znajdującej się w wannie. Żywica nasyca
włókna i stanowi osnowę (matrycę) kompozytu. Taśmy nasycone żywicą przeciąga się (za
pomocą przeciągarek, zapewniających odpowiednią prędkość ruchu) przez otwór w stalowym
tłoczniku, nadając im wstępny kształt formowanego kompozytu.
magazynowane
W metodzie nawijania włókna są nawijane na obracający się rdzeń walcowy lub
stożkowy. Urządzenia sterujące umożliwiają nawijanie obwodowe lub śrubowe, o kącie
pochylenia linii śrubowej 5÷85°, z odpowiednim odstępem. Istnieje możliwość nawijania
kolejnych warstw o przeciwnym kierunku linii śrubowej.
Włókna nasycone żywicą termoplastyczną przed nawinięciem są podgrzewane, aby
żywica osiągnęła stan ciekły. Podgrzewa się również rdzeń, co sprzyja dokładnemu
połączeniu ze sobą kolejno nawijanych warstw. Sposób ten to nawijanie z nasycaniem
włókien na sucho.
Z taśm prepreg wytwarza się kompozyty przeznaczone na elementy konstrukcyjne
wysokiej jakości. Proces wytwarzania taśm jest ściśle nadzorowany przez wytwórców, co
zapewnia powtarzalność ich właściwości wytrzymałościowych. Taśmy, np. o szerokości
300 mm i długości kilkudziesięciu metrów, mogą być dostarczane jako półfabrykaty
w postaci rolek. Taśmy są zabezpieczone przed sklejeniem papierem woskowanym
z oznaczeniem kierunku ułożenia włókien. Okres ich przydatności do produkcji kompozytów
zależy od temperatury przechowywania – w temperaturze otoczenia wynosi 30 dni,
w temperaturze 5°C – pół roku, a w temperaturze poniżej – 18°C – kilka lat.
Wytwarzanie kompozytu następuje w dwóch etapach. Pierwszy etap polega na ułożeniu
kolejnych taśm (warstw) jedna na drugiej, pod określonym kątem, tak by uzyskać wymagany
kod kompozytu. Drugi etap to laminacja, polegająca na trwałym łączeniu ułożonych warstw
w formie. Zewnętrzne warstwy kompozytu otula się specjalnymi warstwami okładzinami
zapobiegającymi łączeniu się warstw kompozytu z płytami grzewczymi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest tworzywo sztuczne?
2. Jakie są charakterystyczne cechy tworzyw sztucznych?
3. Które cechy tworzyw sztucznych ograniczają możliwości zastosowania tych materiałów
w budowie maszyn?
4. Jakie jest zastosowanie tworzywa sztucznego w różnych dziedzinach gospodarki
narodowej a szczególności w przemyśle maszynowym?
5. Jakie materiały nazywamy kompozytami?
6. Jakie są rodzaje kompozytów?
7. Gdzie stosowane są kompozyty ceramiczne?
4.1.3. Ćwiczenia
Ćwiczenie 1
Otrzymany pasek lub pręcik z tworzywa sztucznego albo żywicy trzymaj przez co
najmniej 10 sekund na brzegu płomienia gazowego. Obserwacje porównaj z danymi
z katalogu tworzyw i określ jakie jest to tworzywo.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zastosować zasady bezpiecznej pracy na stanowisku,
3) obserwować zachowanie się tworzywa sztucznego lub żywicy w płomieniu gazowym,
4) obserwować barwę płomienia i wydzielający się zapach,
5) przeprowadzić obserwacje i wyciągnąć wnioski,
6) zidentyfikować tworzywo,
7) przedstawić wynik ćwiczenia oraz uzasadnić identyfikację tworzywa.
Wyposażenie stanowiska pracy:
−
paski z tworzyw sztucznych, palnik, rękawiczki skórzane,
−
katalog wyrobów tworzyw sztucznych,
−
Poradnik dla ucznia,
−
literatura z rozdziału 6 Poradnika dla ucznia.
Ćwiczenie 2
Określ nazwy tworzyw sztucznych oznaczonych symbolami: EP, PE, PA, PMM, PP,
PCV, PS, oraz ich zastosowanie. Które z tych tworzyw można poddać powtórnej przeróbce?
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) odszukać w katalogach podane oznaczenia,
3) wskazać tworzywa które można poddać powtórnej przeróbce,
4) podać przykłady zastosowania tych tworzyw,
5) zapisać w zeszycie nazwy oraz przykłady zastosowań tych tworzyw.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
katalogi tworzyw sztucznych,
−
literatura z rozdziału 6 Poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować właściwości fizyko-chemiczne tworzywa?
2) dokonać podziału tworzyw sztucznych i wyjaśnić zachowanie się ich
podczas ogrzewania?
3) wyjaśnić przebieg prasowania tworzyw sztucznych?
4) określić zalety i wady kompozytów na osnowie polimerowej?
5) scharakteryzować zastosowanie kompozytów warstwowych?
6) scharakteryzować
technologię
wytwarzania
kompozytów
umocnionych włóknami?
7) wskazać zastosowanie tworzyw sztucznych w różnych dziedzinach
gospodarki narodowej w szczególności w przemyśla maszynowym?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2. Materiały ceramiczne
4.2.1. Materiał nauczania
Materiały ceramiczne są to nieorganiczne, niemetalowe tworzywa otrzymywane
z nieprzetworzonych lub przetworzonych surowców naturalnych w procesie wypalania
w podwyższonej temperaturze, niższej od temperatury topnienia składnika głównego.
Wyroby ceramiczne mogą występować w postaci krystalicznej lub szklistej.
Materiały ceramiczne charakteryzują się złą przewodnością elektryczną i cieplną,
znaczną odpornością na wysokie temperatury i odpornością na działanie czynników
chemicznych. Do charakterystycznych cech tej grupy materiałów należy duża twardość
i sztywność, brak plastyczności oraz znaczna wytrzymałość na ściskanie.
Podstawowym surowcem w produkcji ceramiki jest glina (kaolin) a ponadto skaleń oraz
kwarc. Skaleń odgrywa rolę topnika (ułatwia spieczenie masy), kwarc jest głównym
surowcem schudzającym (zmniejsza skurczliwość wyrobu podczas suszenia i wypalania).
Produkcja wyrobów ceramicznych obejmuje następujące etapy: przygotowanie masy,
formowanie wyrobu, suszenie, wypalanie obróbka wykańczająca.
Ze względu na zastosowanie materiały ceramiczne można podzielić na: ceramikę
tradycyjną i ceramikę specjalną (konstrukcyjną). Do wyrobów ceramiki tradycyjnej można
zaliczyć materiały budowlane (np. cegły, dachówki), materiały ogniotrwałe, materiały
używane w technice sanitarnej. W ceramice konstrukcyjnej spiekane są (bez fazy ciekłej)
związki o wysokiej czystości np. tlenki glinu, tlenki berylu, tlenki cyrkonu, niektóre węgliki
i azotki. Do tej grupy materiałów należy np. porcelana elektrotechniczna oraz cermetale
(kompozyty ceramiczne uzyskiwane za pomocą metalurgii proszków).
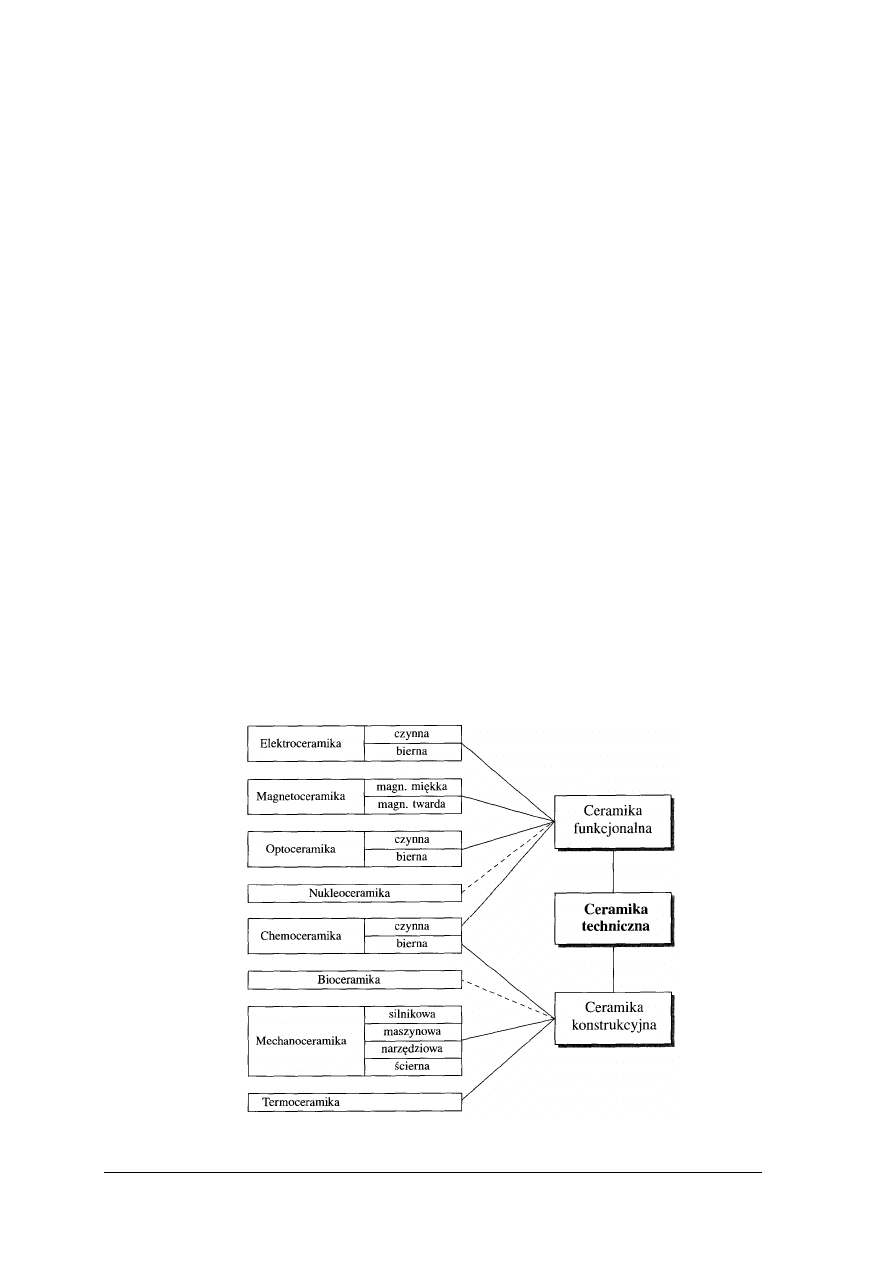
Inną, nowszą klasyfikacją ceramiki technicznej, jest podział na ceramikę funkcjonalną
i konstrukcyjną (rys. 7) z funkcjami: elektryczną, magnetyczną, optyczną, nuklearną,
chemiczną, biologiczną, mechaniczną i termiczną. Techniczne materiały ceramiczne są
tworzywami stosowanymi w wysoko zawansowanych wyrobach technicznych oraz
w medycynie.
Rys. 7. Podział ceramiki technicznej [12, s. 125]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
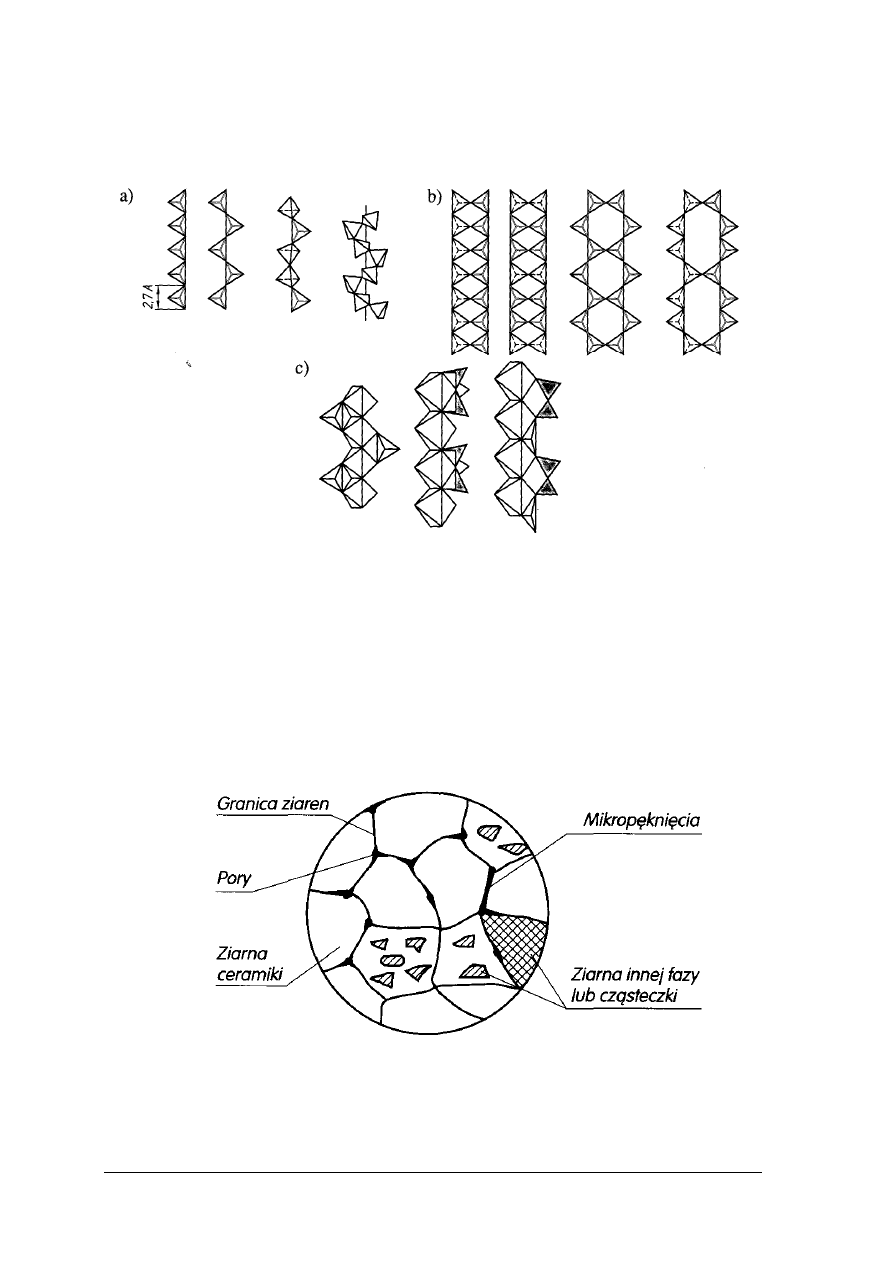
Materiały ceramiczne mogą tworzyć proste i bardzo złożone konfiguracje strukturalne
(rys. 8).
Rys. 8.
Prosta: a) i złożona b) konfiguracja tetraedrycznych ogniw w silikatach c) oraz
przykłady połączeń strukturalnych w ceramice [10cz2, s. 86]
Jest zrozumiałe, że każdej z różnych struktur będą towarzyszyć różne właściwości
chemiczne, cieplne i mechaniczne ceramiki. Ale wszystkie odznaczają się niskim
przewodnictwem cieplnym i elektrycznym, wysoką twardością i wytrzymałością na ściskanie
oraz odpornością chemiczną i niskim ciężarem właściwym. Podobnie jak w metalach,
materiały ceramiczne charakteryzują się tym, że w zależności od temperatury zachodzą
w nich przemiany fazowe. Powodują one zmiany typu struktury krystalicznej materiałów
ceramicznych, a więc i właściwości (rys. 9).
Rys. 9. Model mikrostruktury ceramiki polikrystalicznej [12, s. 126]
Właściwości ceramiki zależą od właściwości i udziału tworzących ją faz. Faza
krystaliczna określa właściwości cieplne i mechaniczne, faza szklista zaś, której objętość
zawiera się w granicach 1–40%, spełnia rolę spoiwa. Ze wzrostem udziału fazy szklistej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
maleje wytrzymałość ceramiki, ale jeszcze bardziej maleje wytrzymałość obniżana przez
porowatość gazową. Podstawową wadą ceramiki jest jej kruchość.
Podstawowe grupy materiałów ceramicznych
Ceramika z mas glinokrzemianowych, z porcelaną jako głównym przedstawicielem.
Podstawowymi surowcami dla tej grupy materiałów są glinka kaolinowa, krzemionka SiO
2
i związki pierwiastków alkalicznych, najczęściej skaleń, minerał o wzorze ogólnym KA1Si
3
O
8
(ortoklaz) lub NaAlSi
3
O
8
(albit). Krzemionka jest tu materiałem nieplastycznym,
zmniejszającym skurcz, skaleń pełni funkcję topnika, obniżając temperaturę wypalania.
W wyniku reakcji zachodzących przy wypalaniu w zakresie 1300–1400°C powstaje struktura
niejednorodna złożona z kilku faz krystalicznych oraz pewnej ilości fazy szklistej. Fazę
szklistą tworzą krzemiany sodu, potasu i wapnia, wprowadzane z topnikami. Ze względu na
wpływ temperatury nie jest wskazane stosowanie porcelany elektrotechnicznej jako materiału
izolacyjnego powyżej temperatury 100°C.
Właściwości elektryczne ceramiki można poprawić, jeżeli w surowej masie zamiast
substancji zawierających jony alkaliczne wprowadzi się związki z większymi i mniej
ruchliwymi jonami. Otrzymuje się w ten sposób porcelanę radiotechniczną, o mniejszej
stratności i większej rezystywności w podwyższonej temperaturze. Porcelana jest materiałem
porowatym, co czyni ją wrażliwą na wilgotność otoczenia. Woda, wnikając do warstw
powierzchniowych zmniejsza przede wszystkim rezystywność, powierzchniową izolatorów.
Dlatego też stosuje się szk1iwienie porcelany.
Głównym zastosowaniem porcelany są izolatory i osłony izolacyjne w urządzeniach
niskonapięciowych. Na izolatory wysokiego napięcia stosowane są wyroby kamionkowe,
o ciemnym przełomie, wytwarzane z innego rodzaju glin. Nadają się one do wyrobów
o większych rozmiarach.
Ceramika z krzemianów magnezu. W grupie tej spotyka się materiały, których fazy
krystaliczne stanowią rozmaite powiązania tlenków: MgO, A1
2
O
3
i SiO
2
. Najczęściej
spotykanymi przedstawicielami są ceramika steatytowa i forsterytowa.
Ceramika steatytowa wytwarzana jest zazwyczaj z naturalnego talku, Mg
3
Si
4
O
10
(OH)
2
,
z dodatkiem plastycznej glinki. Po kształtowaniu wyrobów, zwykle przez prasowanie,
następuje wypalanie. Zakres temperatur wypalenia jest przy tym wąski, ponieważ surowa masa
ceramiczna łatwo ulega samorzutnemu odkształceniu. Po wypaleniu ceramika steatytowa
składa się z mieszaniny drobnych kryształów faz MgO
2
SiO
⋅
(klinoenstatyt) i 2MgO
2
SiO
⋅
(forsteryt) ze szklistą fazą wiążącą mieszanych krzemianów.
Ceramika steatytowa odznacza się, podobnie jak porcelana; dużą wytrzymałością
dielektryczną. ale przy tym znacznie większą rezystywnością, oraz mniejszą stratnością.
Właściwości mechaniczne są znacznie lepsze (wytrzymałość około 2 razy większa) niż dla
porcelany. Ze względu na te właściwości ceramika steatytowa znajduje zastosowanie
w elementach izolacyjnych obwodów małej i wielkiej częstotliwości oraz w izolatorach
wysokonapięciowych, w szczególności wtedy, gdy poddawane są one dużym naprężeniom
mechanicznym. Można przy tym stosować szkliwienie lub pozostawić powierzchnię
nieszkliwioną. Porowata ceramika steatytówa (przy objętości porów wynoszącej ok. 25%
objętości całkowitej) odznacza się dużą odpornością na zmiany temperatury (udary cieplne).
Stosowana jest ona na elementy izolacyjne w urządzeniach próżniowych. Przy dostępie
wilgoci materiał ten musi być zabezpieczany po wypaleniu przez nasycenie substancjami
organicznymi. W przeciwnym razie właściwości izolacyjne bardzo się pogarszają.
Materiały forsterytowe wytwarza się z magnezytu MgCO
3
i kwarcu SiO
2
, a także innych
surowców naturalnych. Po wypaleniu w stosunkowo wysokiej temperaturze (1540–1650°C)
ceramika zawiera głównie drobne kryształy forsterytu 2MgO•SiO
2
. Brak jonów metali
alkalicznych nadaje materiałowi większą rezystywność i mniejszą stratność w podwyższonych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
temperaturach, w porównaniu z ceramiką steatytową. Większa wartość współczynnika
rozszerzalności cieplnej zmniejsza jednak odporność na nagłe zmiany temperatury. Ceramika
forsterytowa stosowana jest na elementy lamp elektronowych, a poza tym znajduje
zastosowanie takie jak ceramika steatytowa.
Ceramika glinokrzemianowa porowata wykonywana jest z glin ogniotrwałych (szamot),
zawierających głównie SiO
2
i AL
2
O
3
. Wypalona glina szamotowa jest rozdrabniana do
rozmiaru ziarn mniejszych niż 3–4 mm i wykorzystywana do przygotowania mas
uzyskujących po wysuszeniu i wypaleniu w zakresie temperatur 1250–1450°C znaczną
porowatość. Materiały te stosowane są często do wykonywania kształtek izolacyjnych
pracujących w podwyższonych temperaturach, np. kształtek nośnych dla uzwojeń
rezystancyjnych (oporowych) w urządzeniach grzewczych.
Ceramika kondensatorowa. Jako osobną grupę wyróżnić można materiały na osnowie
dwutlenku tytanu TiO
2
(rutyl). Rutyl jest jedną z odmian krystalograficznych dwutlenku
tytanu. W zależności od warunków przeróbki może on wykazywać odstępstwa od proporcji
składników wyrażonej wzorem chemicznym. Dlatego też wartości bezwzględne
przenikalności, współczynnika strat dielektrycznych oraz zależności tych wielkości od
temperatury i częstotliwości są bardzo silnie zależne nie tylko od czystości materiału, ale i od
warunków spiekania.
Ceramika tlenkowa. Do grupy tej wchodzą materiały na podstawie A1
2
O
3
(ceramika
alundowa i korundowa), w mniejszym stopniu wykorzystywane są materiały na osnowie BeO,
MgO i ZrO. Materiały alundowe (zawierające 90–98% AI
2
O
3
) i korundowe (powyżej 98%
A1
2
O
3
) charakteryzują się bardzo korzystnymi właściwościami elektrycznymi, mechanicznymi
i ciepłymi. Wysoka temperatura topnienia (ok. 2050°C) i wytrzymałość mechaniczna
w podwyższonych temperaturach, przy dużej przewodności cieplnej, stwarzają możliwości
wykorzystania tych materiałów na izolatory, korpusy bardzo obciążonych rezystorów itp.
Ważnym zastosowaniem są płytki podłożowe elektronicznych mikroukładów, dla których
duże znaczenie mają rezystywność, zdolność odprowadzania ciepła i mechaniczna płytek.
Materiały tlenkowe wytwarzane są z czystych związków przez prasowanie pod bardzo
wysokim ciśnieniem z mas wilgotnych lub zawierających spalające się substancje wiążące.
Temperatura spiekania jest tym wyższa, im większy jest udział A1
2
O
3
w masie i dochodzi do
1900°C. Mikrostruktura po wypaleniu składa się z kryształów korundu (odmiany krystalicznej
A1
2
O
3
) i pewnej ilości wiążącej fazy szklistej. Ze wzrostem zawartości fazy szklistej
pogarszają się właściwości dielektryczne, a także przewodność cieplna. Materiały te są trwałe
chemicznie w powietrzu, próżni, w parze wodnej, wodorze, tlenku węgla i innym otoczeniu do
temperatury ok. 1700°C. Ułatwia to wykorzystanie ceramiki tlenkowej w wielu1 urządzeniach
technologicznych.
Ceramiczne materiały ogniotrwałe są to materiały i surowce ceramiczne, których
temperatura mięknięcia (topnienia) jest zwykle wyższa od 1700°C (1973 K). Wykazują one
odporność na długotrwałe działanie wysokich temperatur, na ich zmiany oraz na działanie
czynników mechanicznych i chemicznych. Stosowane są do wykonywania wymurówek oraz
wykładzin ogniotrwałych i izolacyjnych w piecach do topienia metali i stopów, w piecach
grzewczych do obróbki cieplnej i innych piecach przemysłowych.
Najszersze zastosowania znalazły następujące materiały ogniotrwałe:
−
szamotowe, produkowane z glin ogniotrwałych, surowych i tzw. szamotu, czyli
wypalonej gliny, zawierające do 45% A1
2
0
3
,
−
krzemionkowe, które produkuje się z kwarcytów, a ich głównym składnikiem jest
krzemionka SiO
2
,
−
magnezytowe, zawierające około 80% MgO, produkowane z magnezytu, tj. skały
osadowej o wzorze MgCO
3
,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
−
forsterytowe i magnezytowo-forsterytowe, w których głównym składnikiem jest
krzemian magnezu (forsteryt) lub mieszaniny forsterytu z magnezytem.
Stosuje się również materiały ogniotrwałe karborundowe z węglika krzemu (SiC),
szamotowo – grafitowe, chromitowe, wytwarzane z chromitu i inne o specjalnym
przeznaczeniu.
Materiały ceramiczne charakteryzuje wysoka twardość, sztywność, stosunkowo wysoka
wytrzymałość na ściskanie i niska – praktycznie zerowa – plastyczność. W odróżnieniu od
tworzyw sztucznych, w ceramice nie obserwuje się odkształceń pozostałych po długotrwałym
obciążeniu. Ceramika stosowana w budowie maszyn powinna odznaczać się wysoką
wytrzymałością i udarnością, przy normalnej i podwyższonej temperaturze, wysoką
twardością i odpornością na ścieranie. W wielu przypadkach ceramika ta ma większe
właściwości użytkowe od stosowanych stopów metali, a granicą jej rozpowszechnienia jest
wysoka cena
Odporność metali na utlenianie w wysokich temperaturach nazywa się żaroodpornością.
Miarą żaroodporności jest szybkość wzrostu warstewek tlenkowych w określonych
warunkach: metal, środowisko utleniające, temperatura. Zwiększenie żaroodporności
uzyskuje się przez, wytwarzanie stopów żaroodpornych,
Żaroodporność stali i żeliwa zwiększa się przez wprowadzenie dodatków stopowych, np.
chromu i aluminium. Żaroodporność rośnie wraz ze wzrostem procentowej zawartości
chromu. W żaroodpornych stopach żelaza pracujących w temperaturze 650°C zawartość
chromu (Cr) powinna być nie mniejsza niż 5%, a pracujących w temperaturze 1100°C nie
mniejsza niż 27%.
Stale żaroodporne i żarowytrzymałe charakteryzują się zdolnością do długotrwałej
pracy w podwyższonych temperaturach przy zachowaniu znacznie wyższych właściwości
wytrzymałościowych niż inne stale. Ich charakterystyczną cechą jest to, że zawierają
pierwiastki stopowe chrom i aluminium, które z powodu większego powinowactwa do tlenu
niż do stali tworzą szczelne warstewki tlenków, zapewniające żaroodporność. Norma PN –
75/H – 84024 obejmowała gatunki stali do pracy w podwyższonej temperaturze, obecnie
nowa norma PN – EN 10222–2:2002.ujmująca ten typ stali: 19G2, 16M (16MO
3
), 20M ( –
16Mo3), 15HM (CrMo4–5), 2OHM ( – 25CrMo4), 1OH2M (lOCrMo9–l0), 12HMF, 13HMF
(–l4Mo6), 15HNF, 2OMF, 21HMF, 2OHMFTB, 15HCuMNb, 23H2MF, 24H2MF, 26H2MF,
3OH2MF, 22H2NM, 33H2NMJ, 2OH3MWF, 32HN3M, 34HN3JM, 15H11MF, 20H12M1F
(X20CrMoV11–1), 23H12MWF. Temperatura długotrwałej pracy wynosi od 400 do 600°C
w zależności od gatunku stali. Norma PN – EN 10095:2002 zastępuje normę PN – 71 JH –
86022, która wyróżniała gatunki stali żaroodpornych i żarowytrzymałych: H5M, H6S2, 2H17,
H13JS, H18JS, (X2CrNiMo17–2–2), H24JS (X1OCrA1Si25), H25T, H26N4, H18N9S,
H23N13, H20N12S2 (X15CrNiSi2O–12), H23N13, H20N12S2, H23N18, H25N20S2,
H18N25S2, H18N36S2, H9S2 (X45CrSi8), H10S2M (X40CrSi – Mol0), 4H 14N 14W2M,
50H21 G9N4 (X53CrMnNiN21–9). Żaroodporność w powietrzu tych stali jest zachowana
w zakresie temperatury od 650 do 1200°C, w zależności od gatunku stali (np. stal H5M jest
żaroodporna do temperatury 650°C, natomiast H24JS do 1200°C). Zbiór tych stali zawiera
cztery gatunki stali zaworowych, stosowanych do produkcji zaworów wylotowych (do
900°C) i wlotowych (500°C) silników spalinowych przemysłowych i lotniczych. Są to stale
H9S2 i H10S2M, żarowytrzymałe do temperatury ok. 700°C, oraz 4H14N14W2M
i 50H21G9N4, żarowytrzymałe do temperatury 800–900°C.
Materiały i wyroby spiekane to produkty metalurgii proszków.
Wytwarzanie materiałów i wyrobów gotowych metodami metalurgii proszków polega na
przygotowaniu mieszaniny proszków (metali lub metali i niemetali), formowaniu przez
prasowanie i spiekaniu w temperaturze niższej od temperatury topnienia głównego składnika.
Do produktów wytwarzanych z proszków spiekanych należą:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
−
powszechnie wytwarzane wyroby przemysłów maszynowego i samochodowego, jak:
koła zębate, dźwignie, podkładki, gniazda zaworowe, tulejki, łożysk itp., wytwarzane
z proszków żelaza, stali niestopowych i stopowych, miedzi i jej stopów – brązów
i mosiądzów;
−
łożyska ślizgowe samosmarujące i filtry o porowatej strukturze; łożyska lite – z proszków
żelazografitu, miedziografitu, brązu ołowiowego, proszków Cu, Ni, Co, Cr, Mo, Al oraz
grafitu i węglików lub borków metali; łożyska porowate do 50% porów – z proszków
stalowych i stopów miedzi z dodatkiem niemetali, np. grafitu; filtry – z proszków stali
chromowych, brązów cynowych, mosiądzów niklowych i innych;
−
materiały odporne na korozję, żaroodporne i żarowytrzymałe; spiekane z proszków Fe,
Cr, Ni stale odporne na korozję; czyste metale trudno topliwe, odporne na korozję,
spiekane z proszków W, Mo, Ta, Ti, Nb; kompozyty ceramiczno – metalowe;
−
materiały narzędziowe; spiekane materiały narzędziowe można podzielić na: spiekane
stale szybkotnące, węglikostale spiekane, spiekane węgliki metali, węgliki spiekane
pokryte twardymi powłokami powierzchniowymi (czystych węglików lub azotków,
a także warstw ceramicznych o grubości kilku µm, metodą CVD lub PVD), materiały
narzędziowe ceramiczne i ceamiczno – węglikowe oraz supertwarde materiały
narzędziowe.
Metody CVD (z ang. Chemical Vapour Deposition) dotyczą osadzania cienkich warstw
z fazy gazowej z udziałem reakcji chemicznych. Warstwy te są odporne na ścieranie
i działanie korozyjne środowiska. Metody te umożliwiają wytwarzanie warstw
powierzchniowych z najtwardszych materiałów i kompozycji ceramicznych. Warstwy
jednoskładnikowe to: węgliki, azotki, tlenki i borki, a wieloskładnikowe to najczęściej typu
TiN – TiC, Ti (0, C, N) oraz kompozycje ceramiczne z udziałem azotku krzemu Si
3
N
4
,
z węglikoazotkiem
tytanu,
węglikiem
tytanu,
węglikiem
wanadu,
korundem
i karbokorundem.
Metody PVD (z ang. Phisical Vapour Deposition) polegają na fizycznym osadzaniu
cienkich warstw powierzchniowych z fazy gazowej przy udziale plazmy. Proces osadzania
polega na kondensacji zjonizowanych cząstek plazmy, kierowanych na pokrywaną
powierzchnię za pomocą pola elektrycznego. Ogólnie proces ten polega na odparowaniu
cząstek stopu łub metalu przy obniżonym ciśnieniu, rzędu
5
1
10
10
−
−
÷
MPa, a następnie ich
jonizacji z plazmotwórczym gazem reaktywnym i napyleniu na powierzchnię przedmiotu.
Węglikostale to materiały narzędziowe o składzie objętościowym ok.50% węglików,
głównie TiC, oraz osnowie ze stali stopowych lub stopów utwardzanych wydzieleniowo.
Węgliki spiekane to materiały narzędziowe z węglików metali: Ti, W, Ta, Nb o udziale
objętościowym ok. 65–95% z fazą wiążącą głównie kobaltem, a także nikłem, molibdenem
i żelazem.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Która z cech materiałów ceramicznych powoduje, że są one bardzo dobrymi materiałami
budowlanymi?
2. Z jakiego materiału ceramicznego wykonuje się rury kanalizacyjne, a z jakiego
wykładziny powierzchni narażonych na działanie chemikaliów?
3. Jakie są wspólne cechy ceramiki tradycyjnej i technicznej? Na czym polegają różnice
między ceramikami tradycyjnymi i technicznymi?
4. Jakie są przykłady zastosowań technicznych materiałów ceramicznych?
5. Co to są materiały ceramiczne?
6. Jakie są metody wytwarzania materiałów ceramicznych?
7. Jakie są różnice między spiekami ceramicznymi a spiekami ceramiczno metalowymi?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2.3. Ćwiczenia
Ćwiczenie 1
Dobierz materiał na wymurówkę pieca indukcyjnego (temperatura pracy do 1900°C,
czyli 2173 K.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować warunki pracy i parametry pieców indukcyjnych,
2) przeanalizować wymagania stawiane materiałom ceramicznym,
3) skorzystać ze stron Internetu i przeanalizować nowości dotyczące rozwiązań
konstrukcyjnych piców indukcyjnych,
4) dobrać materiał ogniotrwały,
5) przedstawić wynik ćwiczenia oraz uzasadnić wybór materiału ogniotrwałego.
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
komputer z dostępem do Internetu,
−
katalogi materiałów ceramicznych.
Ćwiczenie 2
Podaj przykłady zastosowania technicznych materiałów ceramicznych. Jakie cechy
budowy technicznych materiałów ceramicznych nadają im właściwości pozwalające na pracę
w wysokich temperaturach w agresywnym środowisku chemicznym?
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) podać przykłady zastosowania technicznych materiałów ceramicznych,
3) rozpoznać składniki materiałów ceramicznych warunkujące pracę w wysokich
temperaturach,
4) zakwalifikować materiały ceramiczne do odpowiedniej grupy,
5) przedstawić wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
katalogi tworzyw sztucznych,
−
literatura z rozdziału 6 Poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić właściwości materiałów ceramicznych?
2)
scharakteryzować ceramikę budowlaną i jej wyroby?
3)
scharakteryzować ceramikę ogniotrwałą i jej wyroby?
4)
scharakteryzować produkcję wyrobów ceramicznych?
5)
wskazać wspólne cechy ceramiki tradycyjnej i technicznej?
6)
uzasadnić przykłady zastosowań materiałów ogniotrwałych?
7)
scharakteryzować
różnicę
między
spiekami
ceramicznymi
a spiekami ceramiczno-metalowymi?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.3. Drewno. Materiały uszczelniające
4.3.1. Materiał nauczania
Drewno jest surowcem ze ściętych drzew. Należy do materiałów, które są naturalnymi
kompozytami. Ma budową komórkową, porowatą i włóknistą. Ścianki komórek stanowią
substancję drzewną, a wnętrze komórek jest wypełnione wodą i powietrzem w zależności od
stopnia wilgotności. Porowatość drewna zależy od jego gatunku i wynosi 10–90 %. Pod
względem chemicznym drewno składa się głównie z następujących pierwiastków: węgla,
wodoru, tlenu oraz w mniejszych ilościach z azotu, fosforu, siarki, żelaza, sodu, wapnia,
potasu, magnezu. Masę drewna stanowią w głównej mierze substancje: celuloza,
hemiceluloza, lignina, woda oraz właściwe dla danego gatunku drewna garbniki, żywice,
cukry i inne substancje mineralne. Jedną z głównych cech drzew jest współśrodkowy
pierścieniowy przyrost substancji drzewnej w rocznych okresach, uwidaczniający się
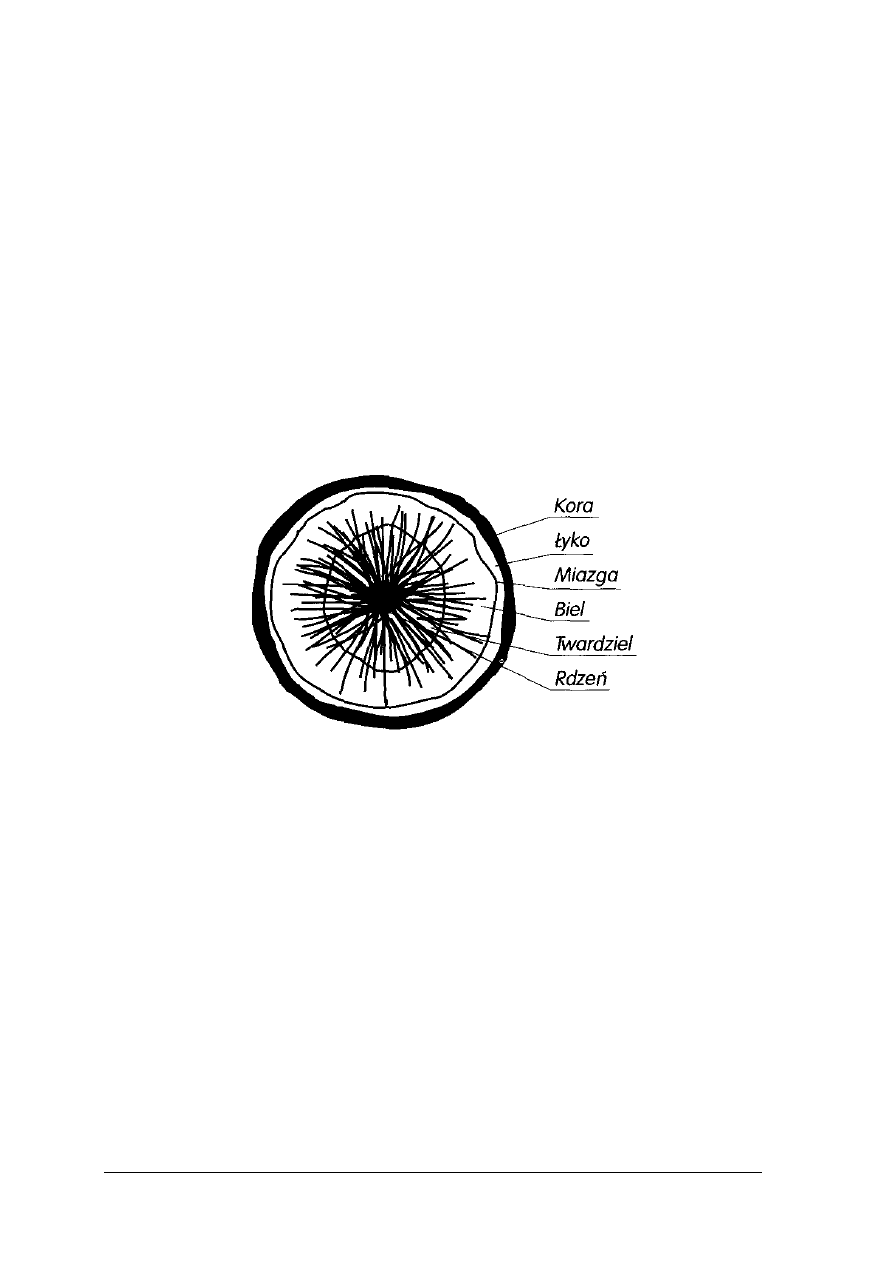
w przekroju poprzecznym jako tzw. słoje roczne. W przekroju poprzecznym pnia drzewnego
wyróżnia się: rdzeń, twardziel, biel, miazgę, łyko i korę (rys. 10).
Rys. 10.
Przekrój poprzeczny pnia drzewnego [12, s. 120]
Ulepszanie drewna i jego konserwacja
Drewno z drzewa świeżo ściętego zawiera około 60–80% wody. Drewno na powietrzu
traci wodę wysycha). Pozostaje tylko woda niezbędna do nasycenia włókien, której ilość
wynosi około 30%. Przy dalszym suszeniu zawartość wody maleje. Drewno o zawartości
l2–20% wody nazywa się powietrzno-suchym i jest znacznie trwalsze niż drewno świeże.
Procent wilgotności drewna powietrzno-suchego zależy od wilgotności i temperatury
powietrza Zwiększenie ilości wilgoci w drewnie prowadzi do jego butwienia i zmniejszenia
właściwości mechanicznych.
Zadaniem ulepszenia drewna jest podwyższenie jego trwałości lub uzyskanie z gorszych
gatunków tworzywa o wysokich właściwościach mechanicznych. Takimi tworzywami są, np.
lignofol i lignoston. Lignofol jest rodzajem sklejki, produkuje się go z cienkich warstw
drewna klejonych żywicą fenolową utwardzoną pod dużym ciśnieniem; lignoston natomiast
jest to drewno lite o zwiększonej wytrzymałości dzięki poddaniu go zabiegom cieplnym,
chemicznym i prasowaniu.
W celu ochrony drewna przed butwieniem, owadami i grzybami poddaje się go
impregnowaniu specjalnymi preparatami przeciwgnilnymi, grzybo i owadobójczymi oraz
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
pokrywa warstwą smoły, asfaltu lub betonu, a następnie opala się. Wyroby stolarskie nasyca
się pokostem lub pokrywa lakierami.
Najważniejsze gatunki drewna iglastego to: sosna, jodła, świerk, modrzew, cedr, cis.
Najważniejsze gatunki drewna liściastego to: dąb, grab, buk, wiąz, jesion, klon, orzech, jawor,
grusza, akacja, brzoza, topola, osika, wierzba, olcha, lipa, mahoń, heban. Właściwości
fizyczne i właściwości mechaniczne drewna zależą od jego gatunku, porowatości, wilgotności
i kierunku badania. Drewno jest materiałem o dużej anizotropii. Jako materiał konstrukcyjny
jest poddawane badaniom na: rozciąganie, ściskanie, zginanie, ścinanie, łupliwość i trwałość.
Wyróżnia się pięć grup twardości drew: bardzo miękkie, miękkie, średnio twarde, twarde
i bardzo twarde. Łupliwość jest to podatność drewna na rozdzielenie wzdłuż włókien(podatne
to: jodła, świerk, sosna). Trwałość drewna to odporność na działanie czynników
atmosferycznych, czasu, mikroorganizmów i szkodników. Ogólnie drewno dzieli się na
okrągłe nie obrobione, okrągłe obrobione i opałowe. Drewno obrabiane w postaci tarcicy jest
powszechnie stosowanym materiałem w budownictwie, do wyrobu mebli, stolarki
budowlanej. Jest materiałem ekologicznym w pełni przyjaznym człowiekowi i jego
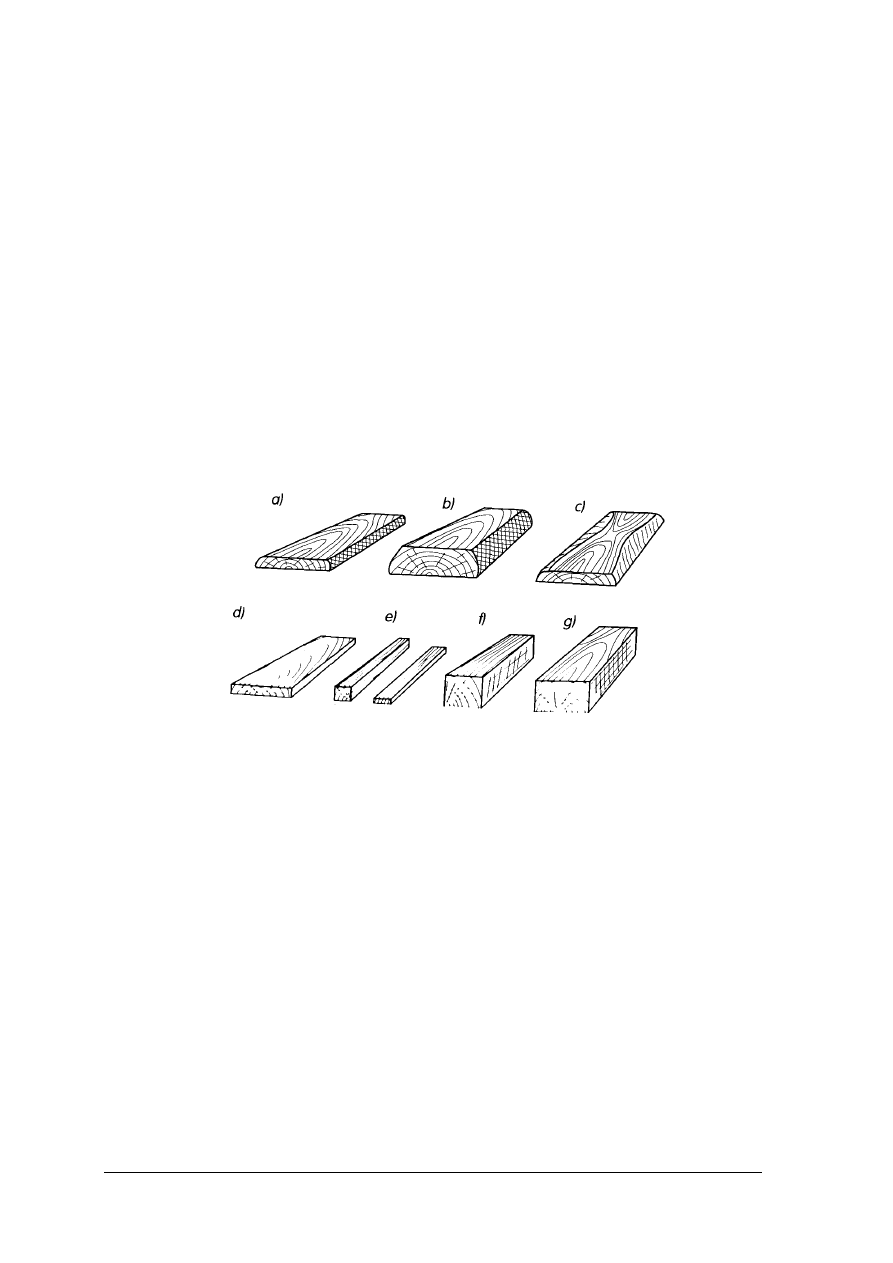
naturalnemu środowisku. Tarcica to materiały otrzymane przez rozpiłowanie okrąglaków,
takie jak: deski, bale, krawędziaki, belki, listwy, łaty itp. (rys. 11).
Rys. 11. Tarcica nie obrzynana: a) deska, b) bal, c) deska okorowana d) deska, e) listwy,
f) krawędziak, g) bal [12, s. 121]
Forniry i okleiny są to cienkie płyty drewniane z różnych gatunków drzew (mahoń,
heban, palisander, orzech kaukaski, dąb, jesion, wiśnia, orzech, brzoza, buk, grusza)
o grubości od 0,4 do kilku mm, otrzymywane przez płaskie łub obwodowe skrawanie. Są
używane do pokrywania mebli wykonanych z płyt stolarskich lub mniej szlachetnych
gatunków drzew. Sklejki to płyty sklejane z nieparzystej liczby fornirów (łuszczki), od 3 do
kilkunastu warstw. Warstwy przylegające do siebie mają włókna ułożone pod kątem 90°,
a niekiedy 45°. Mogą być cienkowarstwowe lub grubowarstwowe. Sklejka ma lepsze
właściwości fizyczne i właściwości wytrzymałościowe w porównaniu z drewnem.
Płyty pilśniowe są produkowane z włókien drzewnych z dodatkiem żywic krezolowych
i mocznikowych lub olejków schnących. Stosuje się je jako materiały dźwiękochłonne lub
dekoracyjne w budownictwie, meblarstwie itp.
Płyty wiórowe, trocinowe i paździerzowe są wytwarzane przez sklejanie trocin, wiórów
i paździerzy
pod
ciśnieniem
za
pomocą
kleju
mocznikowego
lub
mocznikowo-formaldehydowego. Istnieją różne odmiany płyt pod względem budowy
i wykończenia powierzchni. Zastosowanie jest podobne jak płyt pilśniowych, w transporcie
kolejowym, budownictwie, meblarstwie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Płyty wiórowo-cementowe są wytwarzane z impregnowanych wiórów drzewnych
zmieszanych z cementem i stosuje się je jako wykładziny dźwiękochłonne i do budowy
ścianek działowych w budownictwie.
Drewno warstwowe (lignofol) otrzymuje się przez sklejanie wodoodpornym klejem
syntetycznym warstw drewna o grubości 0,25–3 mm pod ciśnieniem 20 MPa w płyty
o grubości do 120 mm.
Drewno prasowane (lignoston) jest otrzymywane przez prasowanie pod ciśnieniem do
40 MPa w zakresie temperatur od 70 do 160°C. Drewno tak utwardzone charakteryzuje się
dużą wytrzymałością i twardością oraz małą gęstością, ok. 1,45 g/cm
3
. Jest stosowane na
specyficzne części maszyn. Wełna drzewna (wolina) może być wytwarzana z drewna
jodłowego, sosnowego, świerkowego, lipowego, topolowego i osikowego w postaci drobnych
wkęrków o grubości 0,07–0,5 mm, szerokości od 1 do kilku mm i długości 200–500 mm. Jest
używana do zabezpieczania przed uszkodzeniem w czasie transportu delikatnych wyrobów
ceramicznych, metalowych w tapicerstwie i do wyrobu płyt wiórowo-cementowych.
Materiały uszczelniające
Materiały uszczelniające, odpowiednio ukształtowane, wprowadzone między elementy
łączone i zamocowane uniemożliwiają przedostawanie się cieczy lub gazów na zewnątrz.
W zależności od rodzaju połączenia, temperatury i ciśnienia oraz rodzaju czynnika
roboczego dobiera się materiał, kształt, sposób i siłę docisku uszczelnienia. Uszczelnienia
mogą być między elementami będącymi w ruchu lub w spoczynku. Na ogół odpowiednie
tablice spotykane w literaturze zawierają dane dotyczące połączeń stałych. Podstawowe
rodzaje materiałów uszczelniających to: masy silikonowe (120–400°C), gumy ogólnego
i specjalnego przeznaczenia, tektura impregnowana i grafitowana, fibra, skóra, korek, filc
techniczny, ołów i miedź.
Skóra bydlęca – mocno natłuszczona służy do wyrobu uszczelek spoczynkowych,
pierścieni samouszczelniających, ma zastosowanie do wody zimnej o niskim i wysokim
ciśnieniu oraz olejów.
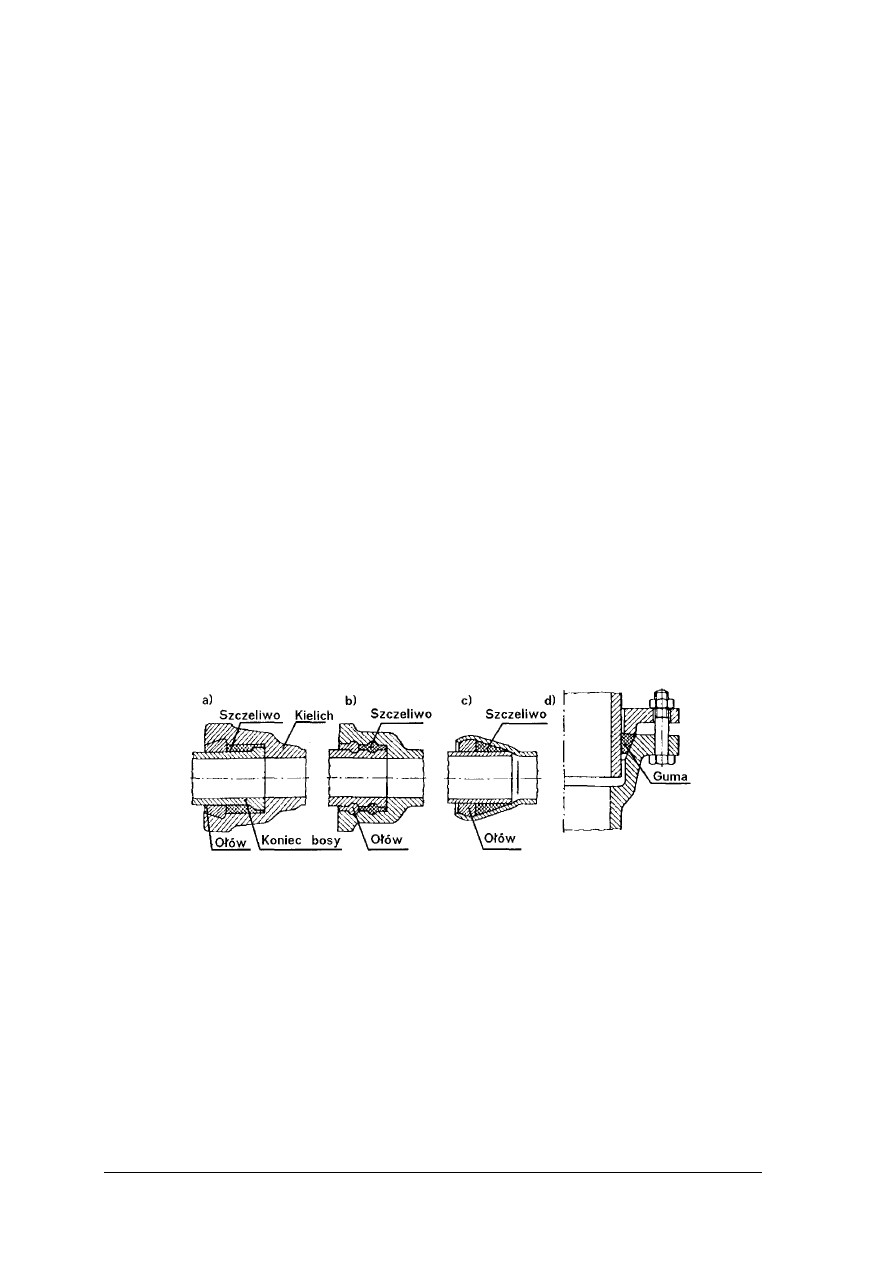
Rys. 12. Połączenie kielichowe rur: a) – żeliwnych, b) – kamionkowych, c) – staliwnych,
d) – połączenie podatne [4, s. 113]
Do uszczelnienia połączenia kielichowego rur zastosowano:
−
szczeliwo tj. sznur konopny smołowany zalany ołowiem, smołą lub cementem
(rys. 12 a ÷ c.)
−
uszczelkę – pierścieniową wykonaną z gumy (rys. 12d.)
Szczeliwo azbestowo – gumowe używane jest w postaci sznurów, włókien i płyt; w celu
zwiększenia e1astyności stosuje się go wraz z wkładką gumową. Używane jest
w sprężarkach, pompach próżniowych itp.
Szczelino bawełniano – gumowe w postaci sznurów, płyt i włókna, stosowane jest
w szybkobieżnych pompach tłokowych do wody zimnej, ciepłej itd.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Szczeliwa jutowe gumowane oraz konopne gumowe stosowane są do różnych
uszczelnień przewodów rurowych.
Szczeliwo typu metalloplasticum sporządzone jest z włókna azbestowego, grafitu,
smarów, pokostu i śrutu ołowiowo-antymonowego. Produkowane w postaci płytek stosowane
jest jako szczeliwo dławnicowe oraz do uszczelniania przewodów wypełnionych zasadami,
kwasami, produktami naftowymi, parą przegrzaną, solą żrącą itp.
Szczeliwo plastyczne (ogólne określenie plastycznych materiałów uszczelniających)
stosowane jest do uszczelnień spoczynkowych lub ruchowych. Są to kity naftowe, tiokolowe,
silikonowe itd. Mogą również być użyte do uszczelnienia różne tworzywa sztuczne, guma
i miękkie metale. Np. w urządzeniach wytwarzających bardzo wysoką próżnię używa się
uszczelek z czystego złota.
Materiały izolacyjne (termiczne) są przeznaczone do izolacji cieplnej. Izolacja cieplna
polega na zmniejszeniu strumienia cieplnego przepływającego przez ścianę dzięki jej
wyłożeniu materiałem o możliwie małym współczynniku przewodzenia ciepła. Najważniejsze
cechy użytkowe materiałów izolacyjnych to: mały współczynnik przewodzenia ciepła, niska
gęstość, duża wytrzymałość i łatwość obróbki, mała higroskopijność i nasiąkliwość,
odporność na temperaturę i jej zmiany, niepalność lub odpowiednio wysoka temperatura
zapłonu, obojętność chemiczna i odporność na działanie czynników chemicznych. Każda
dziedzina gospodarki, np.: budownictwo, energetyka cieplna, przemysł maszynowy
(samochodowy, lotniczy), chemiczny, wykorzystuje specyficzne grupy materiałów
izolacyjnych. Wiele materiałów o właściwościach izolacyjnych ma również właściwości
dźwiękochłonne
i
elektroizolacyjne.
Nowoczesnym
materiałem
uszczelniającym
(ekologicznym) jest grafit ekspandowany, charakteryzujący się maksymalną temperaturą
pracy do 2500°C oraz dobrymi cechami użytkowymi.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie materiały konstrukcyjne produkowane są na bazie drewna?
2. Gdzie stosuje się materiały drewniane?
3. Jakie są cechy charakterystyczne materiałów uszczelniających takich jak: guma, tworzywa
sztuczne, bawełna?
4. Która część pnia drzewa odznacza się najlepszymi właściwościami użytkowymi?
5. Dlaczego drewno ulega paczeniu?
6. W jaki sposób można zwiększyć trwałość drewna?
4.3.3. Ćwiczenia
Ćwiczenie 1
Uporządkuj gatunki drewna według wzrastającej twardości: jesion, wierzba, świerk,
heban, dąb, jodła, buk, topola.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować właściwości mechaniczne podanych gatunków drewna,
2) sklasyfikować drewna według twardości i łatwości obróbki,
3) uporządkować gatunki drewna według podanego kryterium,
4) zaprezentować wykonane zadanie,
5) dokonać oceny wykonanego zadania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
katalogi drewna,
−
komputer z dostępem do Internetu,
−
literatura z rozdziału 6 Poradnika dla ucznia.
Ćwiczenie 2
Który, ze znanych Ci materiałów produkowanych z drewna zastosujesz jako materiał
dźwiękochłonny do wyłożenia ścian pomieszczenia.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) odszukać w katalogach materiałów drewnianych,
3) przeanalizować ich właściwości,
4) dokonać wyboru materiału,
5) omówić właściwości wybranego materiału.
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
katalogi drewna,
−
komputer z dostępem do Internetu,
−
literatura z rozdziału 6 Poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić, dlaczego drewno ulega paczeniu?
2) sklasyfikować materiały uszczelniające?
3) wskazać, w jaki sposób można zwiększyć trwałość drewna?
4) podać zastosowanie wyrobów z drewna?
5) scharakteryzować materiały uszczelniające takie jak: guma,
tworzywa sztuczne?
6) określić przeznaczenie materiałów uszczelniających?
7) określić budowę i właściwości drewna?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.4. Badanie właściwości metali i stopów
4.4.1. Materiał nauczania
W czasie pracy materiał przeciwstawia się działaniu sił zewnętrznych, temperatury oraz
działaniu korozyjnemu środowiska. Dla użytkowników ważne jest, aby lina nie zerwała się,
most nie uległ zniszczeniu, a cylindry nie pękły. Otóż zachowanie się materiałów pod
wpływem różnych form obciążenia zewnętrznego można ocenić na podstawie ich
właściwości mechanicznych. Pozwalają one określić zakres obciążeń dla każdego
konkretnego materiału, porównać właściwości różnych materiałów, dokonywać oceny
jakościowej materiału w warunkach przemysłowych i laboratoryjnych. Uwzględniając
konieczność porównywania właściwości różnych badanych materiałów, metody badawcze
muszą być ściśle określone odpowiednimi normami. W miarę możliwości warunki badań
powinny być zbliżone do warunków pracy realnych części i konstrukcji. W wielu wypadkach
jest to trudne, a nawet niemożliwe do realizacji. Dlatego badania właściwości mechanicznych
mają zwykle charakter wskaźnikowy pośrednio wskazujący przydatność materiału
i prawdopodobne jego zachowanie w warunkach rzeczywistej eksploatacji. Najczęściej
wykonuje się następujące rodzaje badań właściwości mechanicznych:
−
statyczna próba wytrzymałości na rozciąganie, ściskanie, zginanie, skręcanie oraz pomiar
twardości,
−
próby dynamiczne określające udarność,
−
badania przy zmiennym obciążeniu z określeniem wytrzymałości zmęczeniowej,
−
badania zmęczenia cieplnego i cieplno – mechanicznego,
−
badania wytrzymałości na pełzanie i długotrwałą wytrzymałość.
Próba statyczna rozciągania
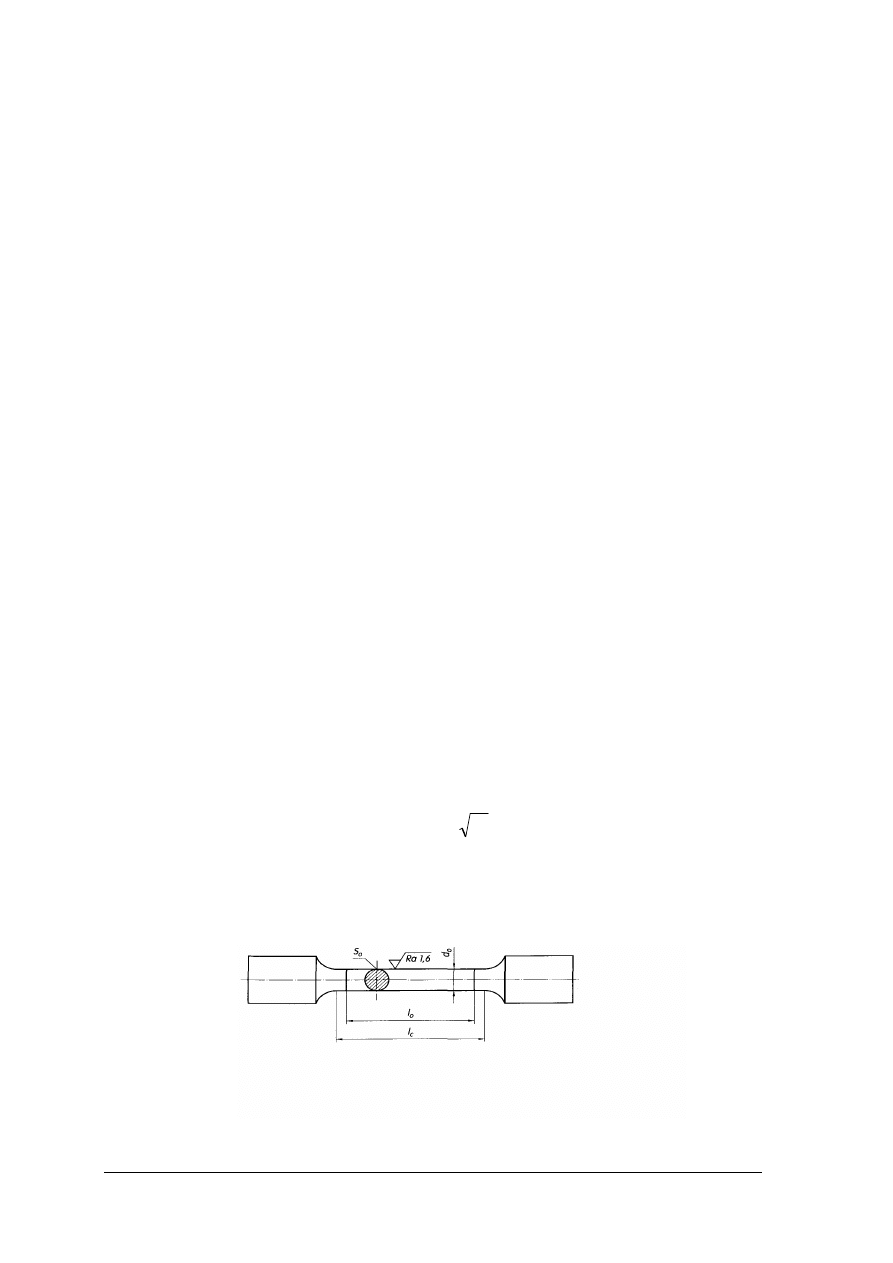
Wykonuje się ją na znormalizowanych próbkach o przekroju kołowym i prostokątnym.
Poddaje się jej również wyroby gotowe, takie jak druty, liny, rury, kątowniki, łańcuchy lub
części konstrukcji łączone nitowaniem, spawaniem, zgrzewaniem.
Średnicę d
0
części pomiarowej próbki o przekroju kołowym (rys. 13) wynoszą: 3, 4, 5, 6,
8, 10, 15 i 25 mm, a długości pomiarowe L
0
są najczęściej pięciokrotnie lub dziesięciokrotnie
większe od średnicy d
0
. Dla próbek prostokątnych długość pomiarową oblicza się według
wzoru:
L
0
= k
o
s
⋅
mm
w którym:
k = 5,65 dla próbek pięciokrotnych,
k = 11,3 dla próbek dziesięciokrotnych,
S
0
– pole powierzchni przekroju poprzecznego próbki przed obciążeniem, w mm
2
.
Rys. 13.
Znormalizowany kształt próbki do próby rozciągania [12, s. 25]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
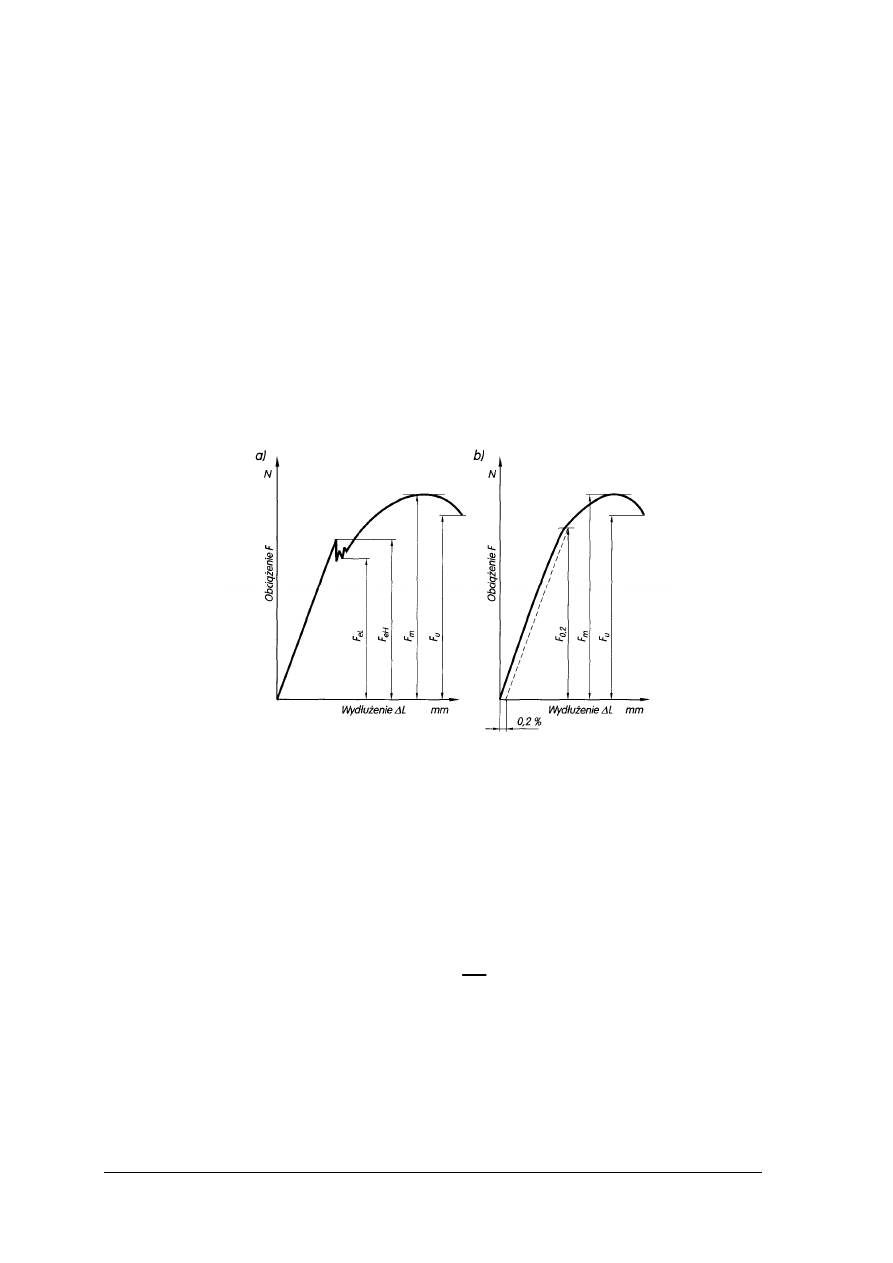
Próby rozciągania przeprowadza się na maszynach wytrzymałościowych zwanych
zrywarkami. Podczas próby automatycznie jest rejestrowana wartość siły rozciągającej F
i odpowiadające jej wydłużenie
L
∆
. Zależność F = f ( L
∆
) przedstawia się na wykresach,
których przebiegi dla materiałów z wyraźną granicą plastyczności oraz jej brakiem podano na
rys. 14. Na podstawie danych z próby rozciągania wyznacza się charakterystyczne wskaźniki
właściwości wytrzymałościowych materiału. Jednym z najważniejszych wskaźników jest
wytrzymałość na rozciąganie R
m
, która reprezentuje umowne naprężenie rozciągające,
odpowiadające maksymalnej wartości siły obciążającej F
m
, odniesione do pola powierzchni
przekroju początkowego przed obciążeniem.
Zaletą tej prostej próby jest możliwość wyznaczenia znacznej liczby wskaźników
wytrzymałościowych i plastycznych przy jej dużej prostocie. Rozciąganie materiału
przeprowadza się na maszynach wytrzymałościowych, rejestrujących zależność obciążenie –
odkształcenie. Próbę zaliczamy do statycznych, gdyż siła działa powoli od zera do swej
maksymalnej wartości zrywającej próbkę. Zmiany kształtu, aż do zniszczenia badanej próbki,
zachodzą również powoli.
Rys. 14. Wykresy rozciągania: a) dla metali o wyraźnej granicy plastyczności, b) dla
materiałów kruchych c) wskaźniki wytrzymałości[12, s. 26]
Wytrzymałością na rozciąganie nazywamy naprężenie rozciągające odpowiadające
największej sile rozciągającej F
m
uzyskanej w czasie przeprowadzania próby rozciągania
odniesionej do pierwotnego przekroju poprzecznego S
0
próbki.
W zależności od tego, jaki materiał będziemy poddawali próbie rozciągania, otrzymamy
różne krzywe o charakterystycznym dla danego rodzaju materiału przebiegu. Wytrzymałość
na rozciąganie R
m
może przybierać różne wartości dla tego samego materiału w różnych
warunkach pracy, np. w temperaturze podwyższonej lub obniżonej, według wzoru:
0
S
F
m
m
R
=
MPa
Wraz ze wzrostem temperatury obniżają się właściwości wytrzymałościowe materiału.
Trzeba o tym zjawisku pamiętać, dobierając stal do pracy w wysokich temperaturach.
Próby zginania są próbami uzupełniającymi próby rozciągania i ściskania, ponieważ
przy zginaniu w materiale powstają strefy naprężeń rozciągających i ściskających. Ma to
szczególne znaczenie podczas badania materiałów kruchych. Do próby zginania stosuje się
próbki o przekroju kołowym i średnicy d
0
= 10 lub 20 mm. Odległość między podporami
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
przyjmuje się
0
10 d
l
⋅
=
lub
0
20 d
l
⋅
=
(rys. 15). Stosuje się też prostokątne przekroje próbek
o szerokości b i wysokości h.
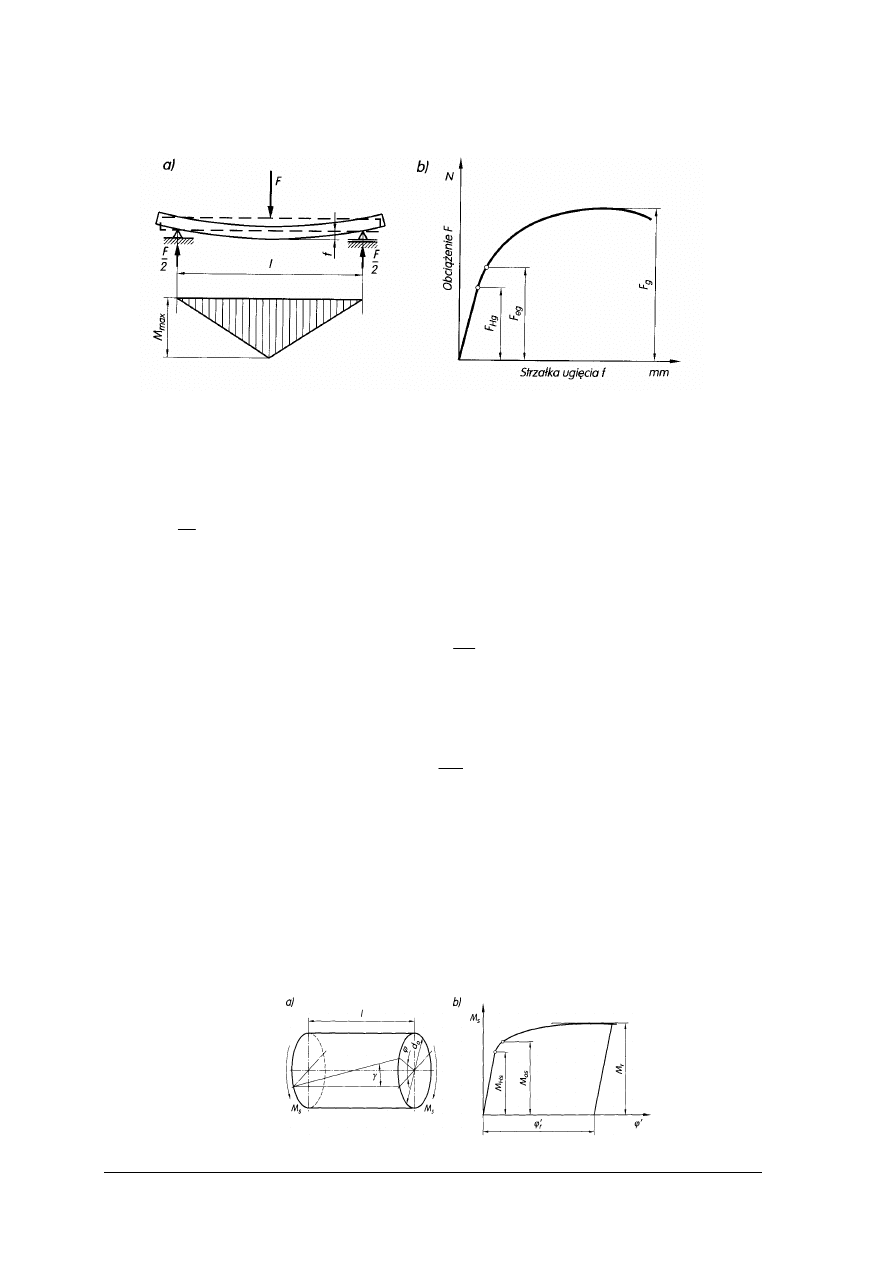
Rys. 15. Schemat próby (a) i wykres zginania (b) [12, s. 29]
Podczas statycznej próby zginania rejestruje się wartość siły zginającej F w funkcji
strzałki ugięcia f. Charakter wykresu F = f(f) ma przebieg podobny do próby rozciągania.
W próbie tej wyznacza się:
−
wytrzymałość na zginanie R
g:
MPa
R
g
g
W
M
g
=
gdzie:
M
g
– moment gnący, odpowiadający największej wartości siły obciążającej F
g
w N,
W
g
– wskaźnik wytrzymałości przekroju na zginanie w m
3
−
granicę plastyczności R
eg:
MPa
R
g
eg
W
M
eg
=
gdzie:
M
eg
– moment zginający, odpowiadaj sile F
eg
wywołującej rzeczywiste odkształcenie
plastyczne w badanej próbce, w Nm
−
granice proporcjonalności R
Hg
:
MPa
R
g
Hg
W
M
Hg
=
gdzie:
M
Hg
– moment gnający, odpowiadający maksymalnej wartości siły F
Hg
powodującej
proporcjonalne ugięcie próbce, w Nm.
Statyczne próby skręcania polegają na obciążeniu próbki momentem skręcającym
poprzez przyłożenie pary sił F o ramieniu d
0
, działających w płaszczyźnie prostopadłej do osi
próbki. Wartości tych sił zmieniają się od zera do wartości, która powoduje zniszczenie
próbki wskutek działania momentu skręcającego M = F•d
0
(rys. 16). Najczęściej stosuje się
próbki o przekroju kołowym. Moment skręcający powoduje odkształcenie próbki, którego
miarą jest kąt skręcenia φ czoła próbki oraz odpowiadający mu kąt odkształcenia
postaciowego γ.
Rys. 16.
Schemat próby skręcania (a) i wykres skręcania (b) [12, s. 30]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Zależność obu kątów jest następująca:
γ
l
d
⋅
÷
=
2
0
ϕ
Na podstawie próby skręcania określa się wytrzymałość na skręcanie R
s
MPa
R
s
s
W
M
s
=
gdzie:
M
s
– maksymalny moment skręcający w próbie skręcania powodujący zniszczenie
próbki, w N m,
W
s
– wskaźnik wytrzymałości przekroju na skręcanie, w m
3
(dla próbki o przekroju
kołowym i średnicy d oblicza się go wg wzoru
16
3
d
s
W
⋅
=
π
Moduł sprężystości poprzecznej G wyznacza się z zależności:
MPa
G
γ
τ
=
w której:
τ
– naprężenie styczne na zewnętrznej powierzchni próbki w MPa,
γ – kąt odkształcenia postaciowego w radianach.
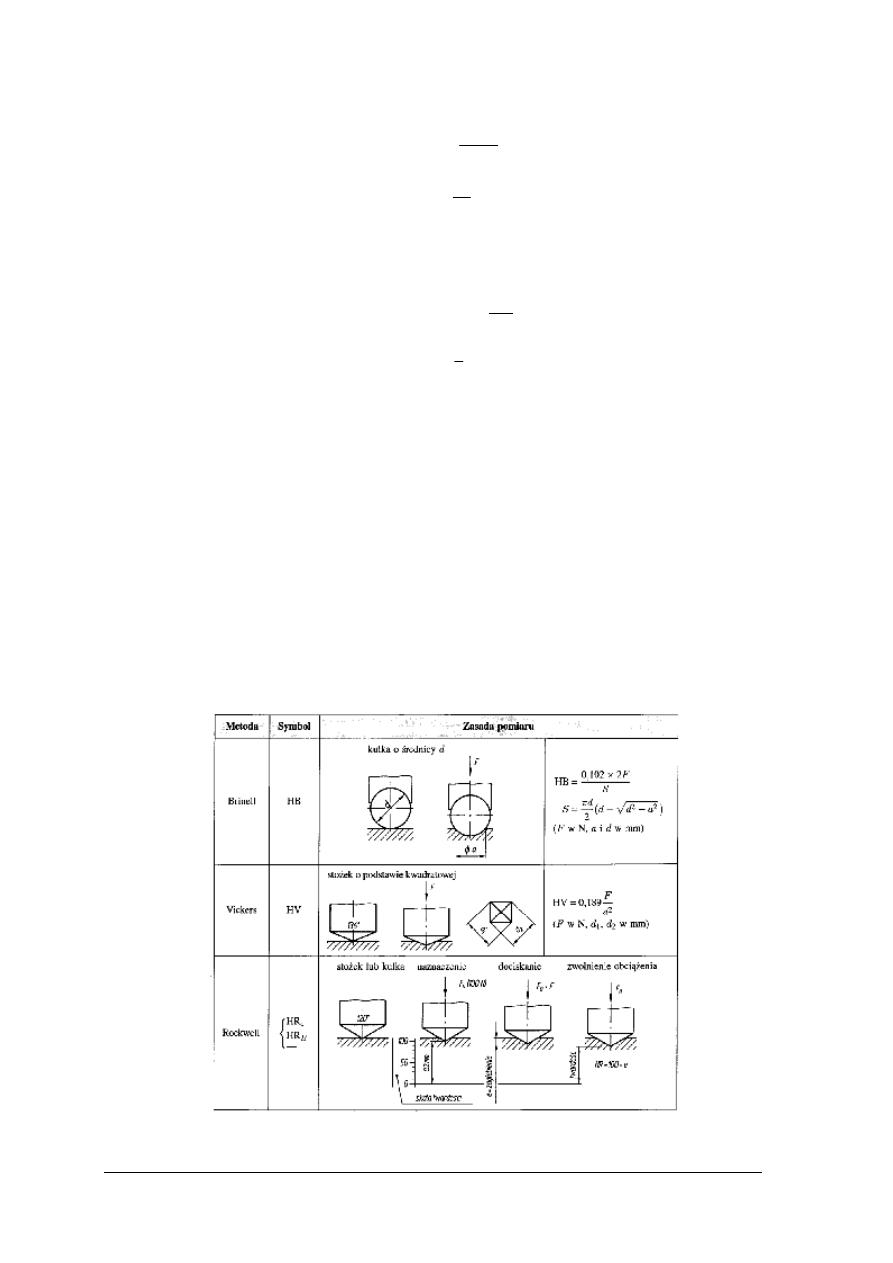
Twardością H materiału nazywamy opór, jaki materiał stawia przy wciskaniu weń
innego materiału lub zarysowaniu materiału ostrzarni. Znając twardość można określić
wytrzymałość na rozciąganie oraz właściwości sprężyste i plastyczne materiał. Badania
twardości stosuje się głównie do określenia skutków obróbki cieplnej; hartowania
odpuszczania wyżarzania, przesycenia i starzenia. Należą do badań nieniszczących, nie
wymagają specjalnych próbek. Najszersze zastosowanie znalazły następujące próby twardości
(rys. 17):
−
statyczne, polegające na wgniataniu wgłębnika (penetratora) w dany materiał z siłą
zapewniającą uzyskanie trwałego odcisku. Są to metody: Brinella, Rockwella, Vickersa,
−
dynamiczne, podczas których opór materiału jest wywołany działaniem obciążenia
udarowego, np. metoda Shore’a lub Poldiego,
−
zarysowania, w których opór materiału przy zarysowaniu jest związany z jego
twardością.
Rys. 17. Zasady pomiaru twardości metodami statystycznymi [10 cz1, s. 55]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Metoda Brinella polega na wgniataniu z siłą F w badany materiał twardej kulki stalowej
o średnicy D za pomocą specjalnego aparatu. Twardość w stopniach Brinella oznaczamy
przez HB i wyznaczamy ze wzoru:
gdzie:
F – siła nacisku[N],
S – powierzchnia odcisku [mm
2
]
Stosowane są kulki o średnicach 10, 5, 2,5 i 1 mm, a obciążenia od 30 do 10 N. Warunki
pomiaru podaje się w zapisie wartości HB, np. HB 5/7500/15 oznacza twardość Brinella
wyznaczoną za pomocą kulki o średnicy D = 5 mm, obciążonej siłą F = 7500 N w czasie 15 s.
Symbol HB bez dodatkowego zapisu liczbowego oznacza, że pomiaru dokonano kulką
o średnicy D 10 mm, obciążonej siłą F = 30000 N w czasie 10–15 s.
Metoda Brinella jest dokładna i dlatego jest chętnie stosowana do pomiarów twardości
stopów metali i tworzyw sztucznych. Zakres jej stosowania jest jednak ograniczony do
materiałów o twardości poniżej 650 HB. Ze względu na spłaszczanie się hartowanej kulki
stalowej przy większych naciskach, przy badaniu materiałów o twardości większej od 400 HB
musimy zmienić metodę badania lub zastosować kulkę z węglików spiekanych. W praktyce
twardość HB odczytuje się z tabel na podstawie średnicy odcisku.
Metoda Rockwella (HRC, HRB, HRA)
Pomiar twardości metodą Rockwella polega na wciskaniu stożka diamentowego o kącie
wierzchołkowym 120° przy dwustopniowym obciążeniu 0,1–1,4 kN lub kulki stalowej
o średnicy 1/16” i obciążeniu 0,1–0,9 kN. Określenie twardości sprowadza się w zasadzie do
pomiaru głębokości odcisku, a jej wartość odczytuje się bezpośrednio na czujniku
twardościomierza. Przy zastosowaniu stożka do pomiaru, twardość odczytuje się na skali (C),
natomiast przy zastosowaniu kulki na skali czerwonej (B), oznaczając twardość Rockwella
odpowiednio HRC lub HRB. Jeżeli pomiaru dokonuje się stożkiem diamentowym o kącie
120° i obciążeniu 0,60 kN, to tak zmierzoną twardość określa się jako HRA. Metoda
Rockwella znalazła powszechne zastosowanie do pomiaru materiałów twardych, o małych
rozmiarach, a nawet warstw utwardzonych. Jest ona jedną z najbardziej rozpowszechnionych
metod kontroli właściwości materiałów po obróbce cieplnej.
Metoda Vickersa (HV)
Twardość Vickersa polega na wciskaniu w materiał diamentowego ostrosłupa foremnego
o podstawie kwadratowej i kącie wierzchołkowym między przeciwległymi ścianami 136°.
Wgłębnik jest wciskany siły F równomiernie narastającej której wartość wynosi 2–1000 N
przez 15s, a następnie wartość tej siły jest utrzymywana przez 15s–30s.
Metoda Vickersa umożliwia badanie twardości metali i stopów, cienkich warstw
dyfuzyjnych i galwanicznych oraz przedmiotów o małej grubości. Nie należy jej stosować do
pomiaru twardości gruboziarnistych stopów wielofazowych, np. żeliw szarych lub stopów
łożyskowych. Wynik pomiaru nie zależy od zastosowanego obciążenia.
Badania udarności
Materiały przeznaczone na części maszyn pracujące pod zmieniającym się gwałtownie
obciążeniem są poddawane próbie udarności. Próba ta należy do badań dynamicznych
i polega na łamaniu (zginaniu udarowym) znormalizowanej próbki jednokrotnym uderzeniem
młota wahadłowego (rys. 18).
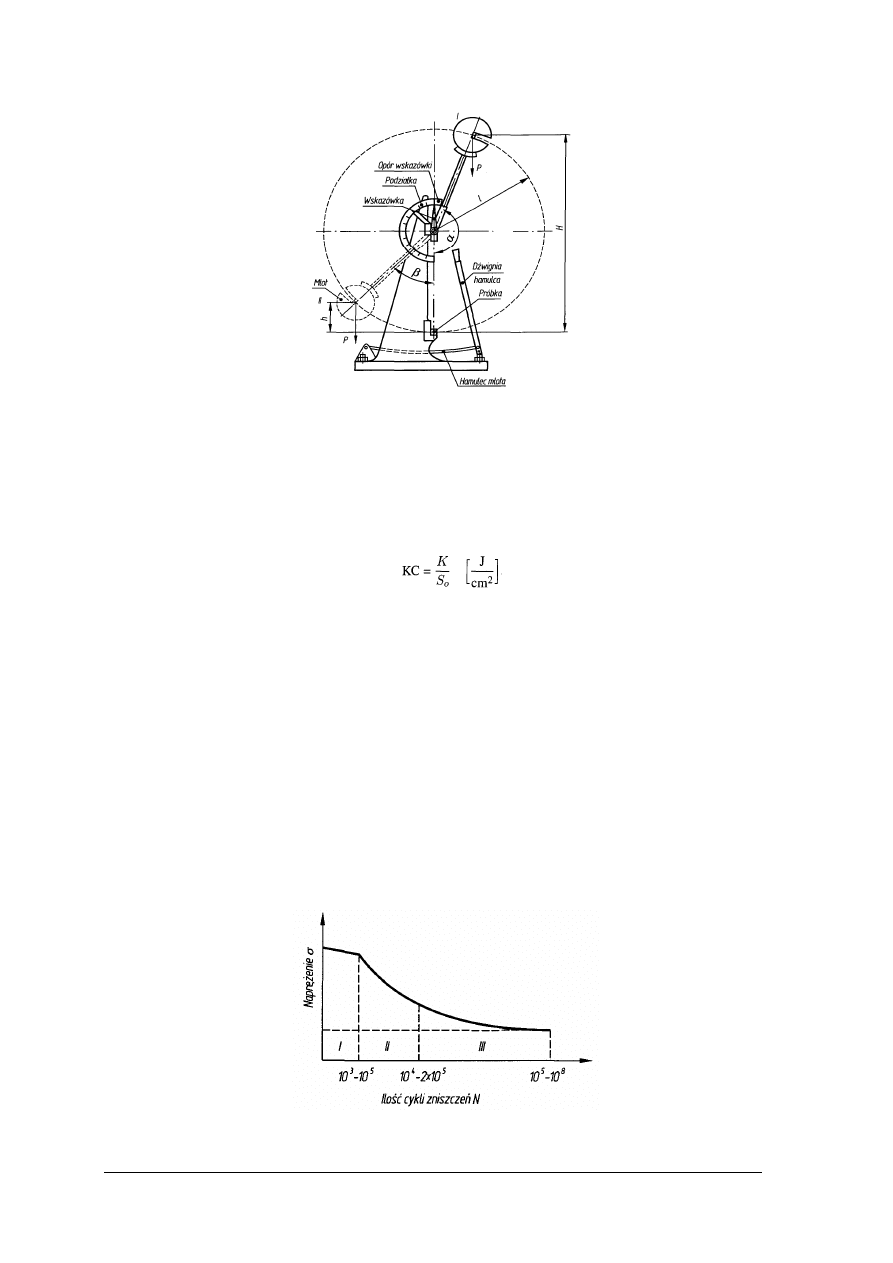
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 18. Schemat młota wahadłowego typu Charpy’ego [10 cz1, s. 59]
Udarnością U nazywamy pracę przypadającą na jednostkę przekroju poprzecznego
próbki, którą wykona ciężar uderzający i łamiący lub zginający próbkę.
Wartości m, H, 1, g i α są stałe. Dlatego w oparciu o pomiar
β
(h) dokonuje się odczytu
udarności KC, będącej stosunkiem pracy łamania próbki K do pola powierzchni przekroju
próbki w miejscu karbu (S
o
):
Udarność oznacza się literami KCU, KCV, KCT w zależności od rodzaju karbu
znajdującego się w miejscu uderzenia próbki.
Badania zmęczeniowe materiału
Zmęczeniem materiału nazywa się stan, w którym następuje jego pęknięcie w skutek
działania okresowo zmiennych obciążeń. Wytrzymałością zmęczeniową nazywa się
maksymalne naprężenie przy którym próbka nie ulegnie zniszczeniu po ustalonej liczbie
określonego rodzaju cykli zmiennych okresowo obciążeń. Wytrzymałość zmęczeniową dla
przeciętnej stali konstrukcyjnej określamy takim naprężeniem, które przy 10 mln zmian
obciążenia (od dodatnich do ujemnych) nie wywołuje jeszcze pęknięcia badanej próbki.
Wynikiem pojedynczego badania zmęczeniowego jest liczba cykli obciążeń do
wystąpienia zmęczenia (N) przy zadanej amplitudzie naprężeń (
δ
). Wyniki uzyskane z wielu
próbek dla różnych wartości służą do sporządzania wykresu zależności N od
δ
(wykres
zmęczeniowy Wóhlera (rys. 19). Próby zmęczeniowe specjalnego przeznaczenia o złożonym
obciążeniu wykonuje się na stanowiskach sterowanych komputerowo.
Rys. 19.
Wykres zmęczeniowy Wöhlera [10 cz1, s. 62] Krzywa: naprężenie – liczba cykli do
zmęczenia.
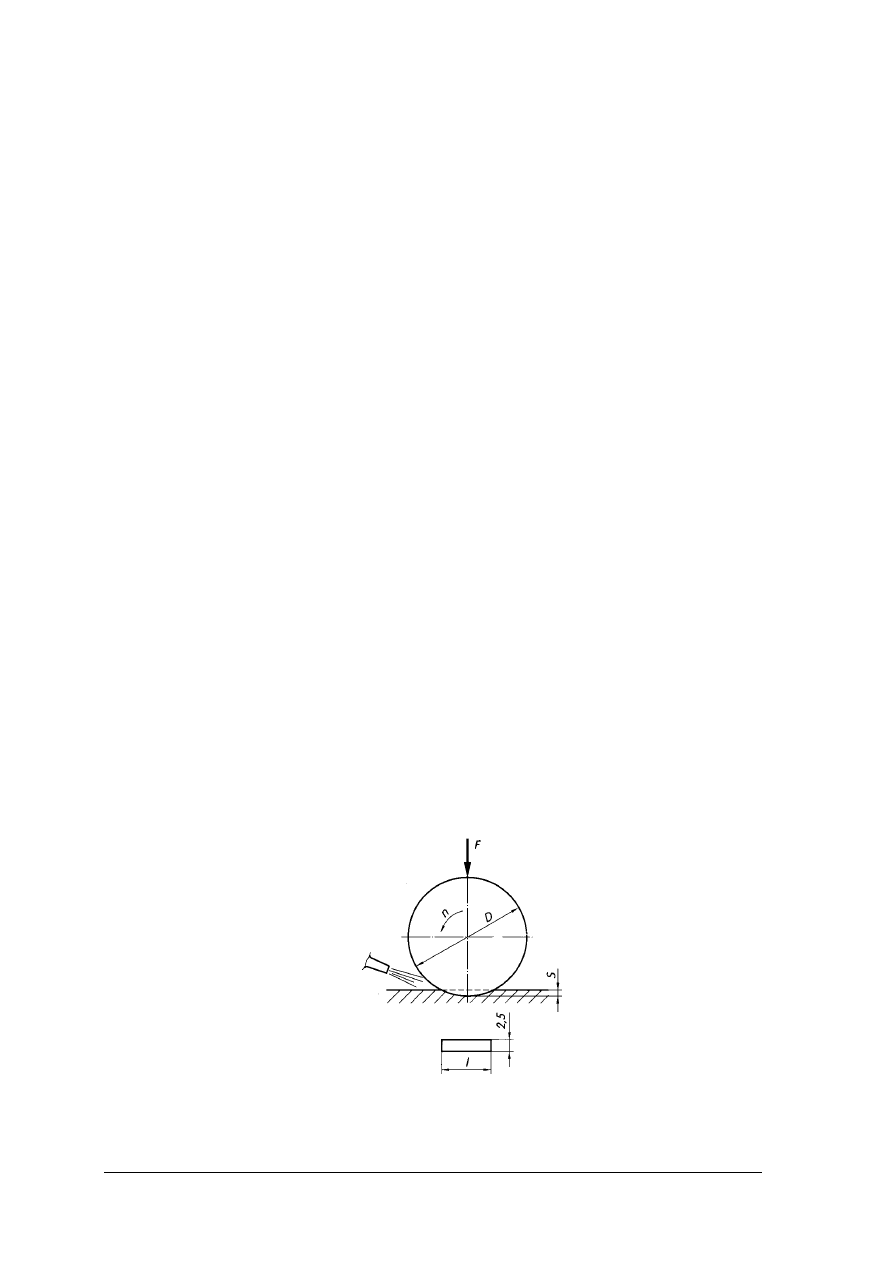
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Na wytrzymałość zmęczeniową mają wpływ takie czynniki, jak chropowatość
powierzchni, kształt przedmiotu, jednorodność i rodzaj struktury oraz korozja materiału.
Badania technologiczne mają na celu określenie cech materiału charakteryzujących jego
zachowanie w procesach wytwarzania lub eksploatacji produktu. Wykonywane próby
technologiczne są związane z:
−
kształtowaniem części maszyn różnymi sposobami, np.: skrawaniem, obróbką plastyczną,
odlewaniem;
−
łączeniem elementów za pomocą: nitowania, spawania, zgrzewania;
−
zużywaniem się współpracujących części podczas eksploatacji.
Do celów obróbki skrawaniem wykonuje się badania skrawalności materiałów
i skrawności narzędzi. Skrawalność materiału określa stopień podatności materiału na
obróbkę wiórową i uzyskiwanie pozytywnych właściwości obrobionej powierzchni.
Skrawność narzędzia to stopień zdolności do zdejmowania naddatku skrawaniem i nadawania
korzystnych właściwości powierzchni obrobionej. Oceny skrawalności i skrawności dokonuje
się za pomocą wskaźników, które porównuje się ze wskaźnikami wzorcowymi: wskaźniki
skrawalności – ze wskaźnikami materiału wzorcowego, wskaźniki skrawności – ze
wskaźnikami narzędzia wzorcowego. Główne wskaźniki skrawalności to: trwałość ostrza przy
określonych warunkach skrawania i kryterium stępienia, moc skrawania, opory właściwe
skrawania, temperatura skrawania, parametry chropowatości powierzchni obrobionej, rodzaj
wiórów. Wskaźniki skrawności to: twardość ostrza i jej zależność od temperatury, odporność
na zużycie, odporność na pękanie.
Badanie ścieralności dotyczy współpracy stykających się ze sobą części będących
w ruchu. Jedną z ważnych form zużycia jest zużycie ścierne. Polega ono na oddzielaniu
małych cząstek materiału warstwy wierzchniej najczęściej w warunkach tarcia ślizgowego.
Mechanizm tego zużycia polega na: ścinaniu nierówności, bruzdowaniu, odkształceniach
sprężysto-plastycznych itp.
Jedną z prób ścieralności materiałów jest metoda Savina (rys. 20).
Polega ona na wyznaczaniu odporności przeciwko ścieraniu materiału przez obracający się
krążek wykonany z węglików spiekanych. Krążek o średnicy 30 mm i szerokości 2,5 mm
obraca się z prędkością obrotową n = 675 obr/min i jest dociskany siłą 150 N do materiału
badanego przez 4,5 minuty oraz poddany działaniu strumienia 1–2% roztworu chromianu
potasu K
2
CrO
4
. Jako materiał wzorcowy zaleca się płytkę Johanssona. Objętość wytartego
rowka wyrażona w setnych częściach mm
3
jest miarą ścieralności. Im mniejsza objętość
wytartego materiału, tym większa odporność na ścieranie. Metoda może być stosowana do
powierzchni płaskich, wklęsłych i wypukłych o określonym promieniu krzywizny.
Rys. 20.
Schemat badania ścieralności metodą Sayina (metoda porównawcza)[12, s. 42]
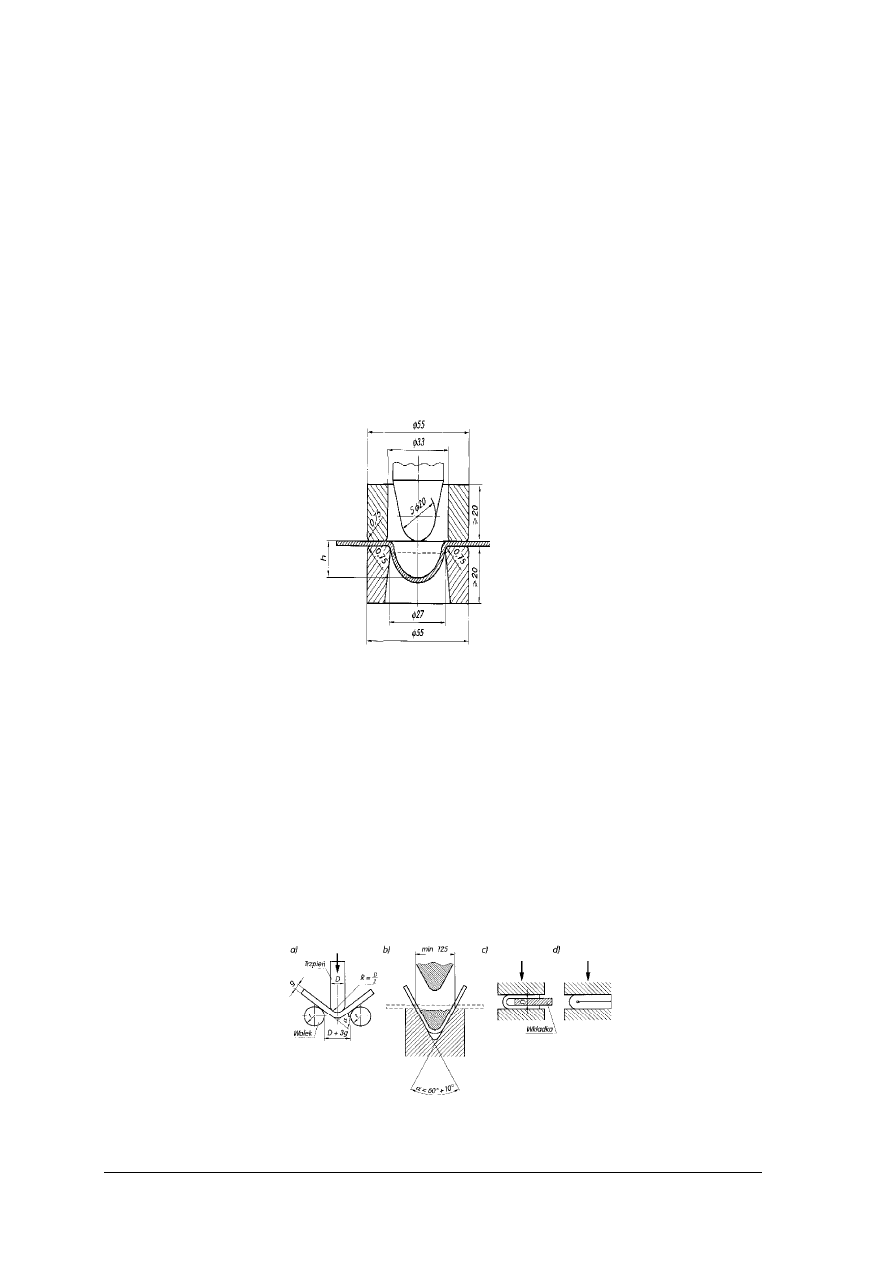
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Metody badań właściwości plastycznych polegają na wyznaczeniu podatności materiału
na odkształcenia plastyczne w określonych warunkach. Stosuje się różne sposoby badań
w zależności od postaci materiału i celu technologicznego badań. Do podstawowych prób
określających właściwości plastyczne materiałów należą próby: tłoczności blach metodą
Erichsena, technologicznego zginania, przeginania blach, taśm i bednarki, podwójnego
zginania, zawijania ze zginaniem cienkich blach, spęczania metali, przeginania drutu
i walcówki, skręcania i nawijania drutu, zginania, spłaszczania i roztłaczania rur, wywijania
kołnierzy rur itp.
Jedną z ważniejszych prób jest próba tłoczności blach metodą Erichsena określona przez
PN – EN ISO 20482:2004. Polega ona na powolnym wciskaniu kulki lub stempla
zakończonego półkulą w próbkę zamocowaną między matrycą a dociskaczem (rys. 21).
Nacisk jest wywierany do chwili powstania pęknięcia na wskroś. Głębokość h wytłoczonego
wgłębienia określa podatność na tłoczenie blach, taśm i innych wyrobów w zakresie grubości
0,1–2 mm. Tłoczność oznacza się symbolem IE z indeksem oznaczającym średnicę kulki lub
stempla.
Rys. 21. Próba tłoczności blach metodą Erichsena [12, s. 43]
Drugą powszechnie stosowaną próbą jest technologiczna próba zginania metali.
Najczęściej poddaje się półfabrykaty walcowane na zimno i gorąco o przekroju okrągłym,
kwadratowym, prostokątnym oraz blachy i taśmy. Do badań wykorzystuje się próbki
znormalizowane.
Próba polega na zginaniu próbki umieszczonej na dwóch nastawnych podporach. Nacisk
jest wywierany przez symetrycznie umieszczony trzpień (rys. 22) aż do wystąpienia pęknięcia
lub uzyskania wymaganego kąta – wówczas kąt jest miarą właściwości plastycznych.
W innych przypadkach (rys. 22b, c, d) próbki poddaje się zginaniu w zależności od celu
badań:
−
do określonej wartości kąta α przy zadanym trzpieniu,
−
do równoległości ramion z użyciem: trzpienia lub wkładki dystansowej oraz przy
stykających się ramionach.
Rys. 22.
Technologiczne próby zginania na zimno: a) zginanie do określonego kąta, b) zginanie przy
określonym kącie, c) zginanie do równoległości blach, d) zginanie do styku blach
[12, s. 44]
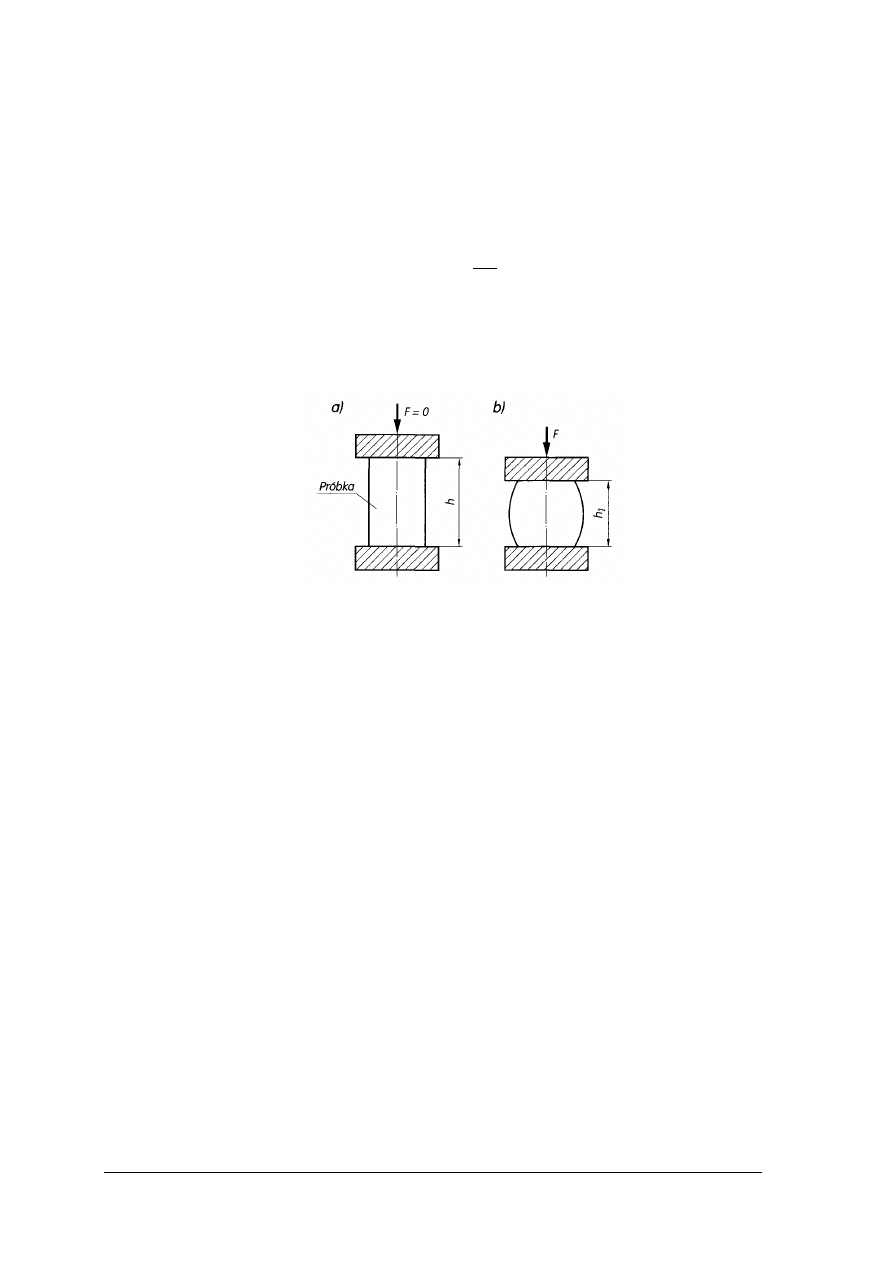
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Podatność
na
odkształcenia
plastyczne
drutu
określa
się
podczas
próby
jednokierunkowego lub dwukierunkowego skręcania. Badaniu poddaje się próbki z drutu
znormalizowanego.
Próbę spęczania materiałów wykonuje się pod obciążeniem statycznym oraz
dynamicznym (rys. 23) w celu określania podatności materiału na odkształcenia plastyczne
oraz wykrycia wad powierzchniowych i podpowierzchniowych. Względne odkształcenie
plastyczne X jest miarą poszukiwanej podatności:
h
h
h
X
1
100
−
=
%
gdzie:
h – wysokość próbki przed spęczeniem, w mm,
h
1
– wysokość próbki po spęczeniu, w mm.
Próba może być przeprowadzona na zimno lub na gorąco.
Rys. 23.
Schemat próby spęczania a) przed obciążeniem, b) po obciążeniu[12, s. 44]
Właściwości odlewnicze charakteryzują przydatność metalu lub stopu do wykonywania
odlewów. Podstawowymi właściwościami odlewniczymi są:
−
lejność, czyli właściwość decydująca o dobrym wypełnieniu formy ciekłym metalem
i otrzymaniu odlewu o korzystnych właściwościach. Lejność zależy od temperatury
ciekłego metalu, jego rzadkopłynności po roztopieniu, rozpuszczalności gazów i od
składu chemicznego; miarą lejności jest odległość na jaką popłynie ciekły metal
w znormalizowanej formie mającej kształt spirali,
−
skurcz odlewniczy, czyli właściwość decydująca o powstawaniu w odlewie naprężeń
mogących spowodować jego pęknięcia, odkształcenia, powstawanie jam skurczowych,
porowatości itp.
Spawalność jest miarą przydatności do zastosowania połączeń spawanych i stopnia
trudności wykonania spoiny. Stale niskowęglowe o normalnej wytrzymałości mają dobrą
spawalność. Spawanie stali wysokowęglowych i stopowych jest trudniejsze i brak znajomości
tego faktu pociągnął za sobą w przeszłości wiele poważnych awarii konstrukcji spawanych.
Ocena spawalności odbywa się na podstawie wielu różnorodnych technologicznych prób
pękania oraz odkształceń materiału w miejscach spoin.
Badania makrostruktury metali i stopów
Badania makroskopowe polegają na obserwacji badanych elementów nieuzbrojonym
okiem lub przy niewielkim powiększeniu (do 30 razy). Przedmiotem badań są rzeczywiste
elementy konstrukcyjne, wykonane za pomocą różnych technik wytwarzania, określone
przełomy lub specjalnie przygotowane próbki. Urządzeniami wspomagającymi obserwację są
lupy, mikroskopy stereoskopowe lub metalograficzne. Badania umożliwiają wykrywanie wad
w elementach wytworzonych różnymi technikami i sposobami obróbki.
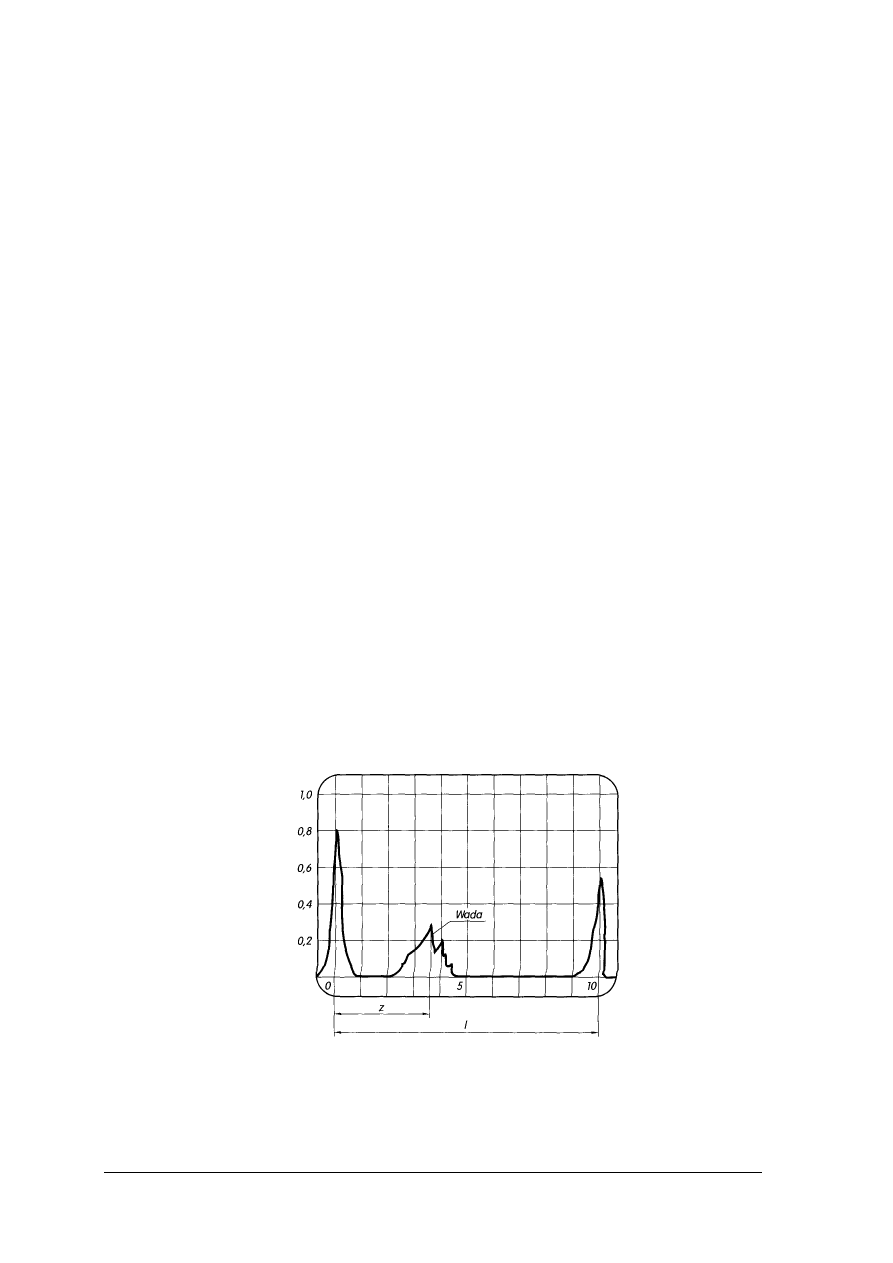
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Wadami tymi są:
−
w częściach odlewanych – pęknięcia, wtrącenia, pęcherze gazowe, jamy skurczowe,
rzadzizny;
−
w przedmiotach wykonanych metodami obróbki plastycznej – wtrącenia niemetalowe,
zawalcowania, pęknięcia, niejednorodność przebiegu włókien;
−
po obróbce cieplnej i cieplno-chemicznej – pęknięcia hartownicze, spaczenia, zmiany
strukturalne, niejednakowość grubości i brak jednorodności utwardzonych warstw;
−
po szlifowaniu – przypalenia szlifierskie, pęknięcia, niejednorodności struktury.
Na przełomach można zaobserwować strukturę przełomu, kierunek propagacji
przełomów zmęczeniowych itd.
Badania mikroskopowe polegają na obserwacji próbek przy powiększeniu od 50 do
2500 razy za pomocą mikroskopów metalograficznych. Celem badań z użyciem próbek
trawionych jest identyfikacja struktury materiałów, Obserwacje próbek nietrawionych stosuje
się do określenia rozmieszczenia i wielkości wtrąceń niemetalicznych, mikropęknięć,
rzadzizn. Podstawowe zastosowanie badań mikroskopowych to: badania granic ziaren,
błędów ułożenia atomów, granic faz, zarodków ziaren. Mikroskopy skaningowe umożliwiają
powiększenie rzędu 20
5
razy przy 300 – krotnie większej głębi ostrości w porównaniu
z mikroskopami świetlnymi. Zaletą tego typu mikroskopu jest możliwość badania
powierzchni o złożonej topografii. Układy pomiarowe mikroskopów elektronowych są na
ogół skomputeryzowane. Jednym z głównych zastosowań mikroskopów skaningowych jest
badanie składu faz stopów zaawansowanej technologii.
Badaniom ultradźwiękowym poddaje się materiały zdolne do przenoszenia fal
ultradźwiękowych o częstotliwości 0,5–25 MHz. Urządzeniami do badań są najczęściej
defektoskopy ultradźwiękowe, a źródłem fał ultradźwiękowych –generatory piezoelektryczne.
Główne elementy defektoskopu to: generator drgań, głowice nadawcza i odbiorcza,
wzmacniacz i oscyloskop. W powszechnie stosowanej metodzie echa głowice nadawcza
i odbiorcza są umieszczone po tej samej stronie przedmiotu. Jeżeli nie ma wad, to na ekranie
oscyloskopu obserwuje się impuls wejścia fali w materiał i impuls odbity od dna przedmiotu
(rys. 24). Jeżeli wewnątrz materiału jest wada, to pojawi się trzeci impuls między impulsami
wejścia i wyjścia. Położenie tego impulsu określa głębokość zalegania wady, a jego wysokość
reprezentuje jej wielkość.
Rys. 24. Przykład obrazu wady na ekranie defektoskopu z – głębokość zalegania wady,
I – grubość badanego materiału [12, s. 48]
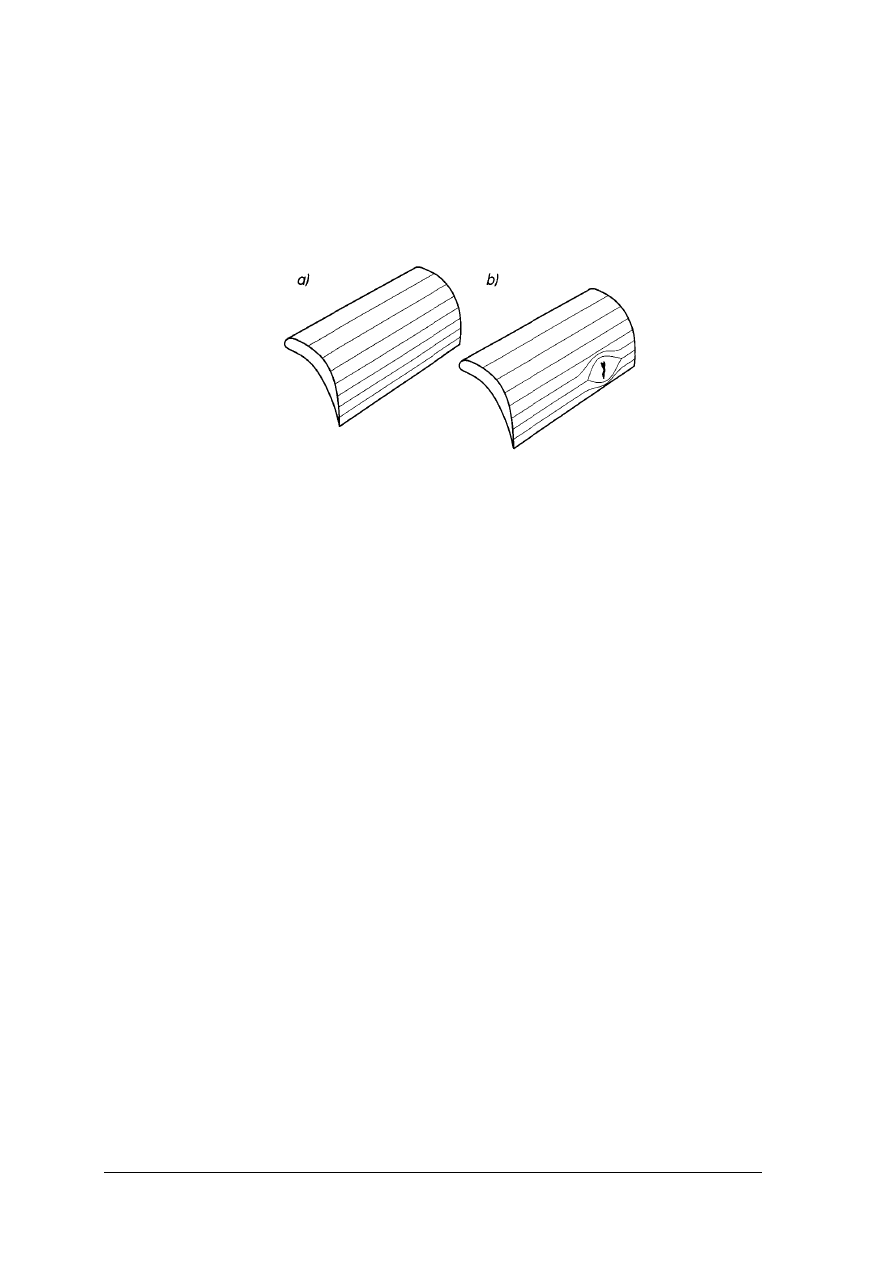
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Badania magnetyczne stosuje się do wykrywania wad w materiałach przewodzących
pole magnetyczne (ferromagnetycznych) dzięki wykorzystaniu różnic w przenikalności
magnetycznej materiału badanego i wad, np.: pęcherzy gazowych, wtrąceń, pęknięć. W celu
uwidocznienia przebiegu linii pola magnetycznego przedmiot pokrywa się zawiesiną proszku
ferromagnetycznego Fe
3
O
4
w nafcie lub oleju, a następnie wprowadza go w pole
magnetyczne.
P
roszek ferromagnetyczny (opiłki stalowe) układa się wzdłuż Układ linii
charakteryzuje stopień jednorodności materiału przedmiotu (rys. 25).
Rys. 25.
Badanie magnetyczne przedmiotu: a) b) obraz linii poła magnetycznego z wadą
obraz linii pola magnetycznego
bez wad,[12, s. 49]
Wykrywanie wad w metalu przez oględziny
Metoda oględzin nie wymaga w zasadzie żadnych przedmiotów i ma szerokie
zastosowanie ze względu na prostotę wykonania. Nie daje wprawdzie dokładnych wyników,
mimo to jest bardzo pomocna w określaniu wad, szczególnie przedmiotów mało
odpowiedzialnych. Zaobserwowane wady zewnętrzne mogą być przyczyną np. późniejszych
pęknięć lub nieprzydatności przedmiotu w pracy. O jakości materiału można też wnioskować
na podstawie dźwięku, jaki wydaje próbka pod wpływem uderzenia młotkiem. Oględziny
można stosować do materiału wyjściowego lub półfabrykatów, do przedmiotów gotowych lub
po pewnych fazach obróbki.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynniki mają wpływ na właściwości wytrzymałościowe materiału?
2. W jaki sposób wzrost temperatury stali wpływa na jej wytrzymałość na rozciąganie?
3. Omów podstawowe rodzaje i cele badań właściwości plastycznych?
4. Na czym polegają podstawowe metody pomiaru twardości?
5. Dlaczego pomiar twardości jest wykonywany kilkoma metodami?
6. Podaj rodzaje i cechy badań wad materiałowych?
7. Jakie materiały odznaczają się dobrą skrawalnością?
8. Jaki jest cel badań technologicznych?
9. Przedstaw metody badań ścieralności materiałów konstrukcyjnych?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykorzystując dane z poradników,(układ okresowy pierwiastków) wykonaj tabelę:
—
w kolumnach pionowych uporządkuj metale (żelazo, aluminium, miedź, ołów, chrom,
nikiel, tytan, cyna, cynk, magnez, srebro, molibden, wolfram) wg wzrostu ich masy
właściwej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
—
w wierszach podaj nazwę, symbol chemiczny pierwiastka, masę właściwą, masę
atomową, temperaturę topnienia, wytrzymałość na rozciąganie, twardość w stopniach
Brinella, współczynnik rozszerzalności liniowej, oporność właściwą.
Na podstawie danych, które zgromadziłeś w tabeli spróbuj odpowiedzieć na pytanie, czy
istnieje zależność między temperaturą topnienia metali a ich twardością, a jeśli tak, to jaka
i dlaczego?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko do pracy,
2) dobrać materiały i przybory rysunkowe,
3) z układu okresowego pierwiastków odczytać symbole podanych w ćwiczeniu metali,
4) odszukać w poradniku właściwości podanych w ćwiczeniu metali,
5) wykonać tabelkę wypełniając kolumny i wiersze zgodnie z treścią ćwiczenia,
6) pogrupować dane metale w tabelce na łatwotopliwe, trudnotopliwe i bardzo
trudnotopliwe,
7) określić zależność między temperaturą topnienia metali a ich twardością,
8) przedstawić wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
układ okresowy pierwiastków,
−
Poradnik dla ucznia,
−
przybory rysunkowe,
−
komputer z dostępem do Internetu,
−
literatura z rozdziału 6 Poradnika dla ucznia.
Ćwiczenie 2
Wykryj wady, metodą oględzin, w otrzymanych próbkach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) określić rodzaj materiału otrzymanej próbki,
3) określić stan przeróbki i obróbki materiału,
4) zastanowić się nad typowymi wadami występującymi w danej fazie przeróbki i obróbki
materiału i wskazać je na przedmiocie,
5) określić rodzaj zaobserwowanych wad,
6) na podstawie wykrytych wad, określić przydatność materiału lub przedmiotu do
produkcji.
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
Próbki: odlew, półfabrykat, materiał walcowany, kuty, frezowany, toczony szlifowany.
−
literatura z rozdziału 6 Poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Ćwiczenie 3
Oblicz masę płyty stalowej o wymiarach 500x200x50 mm, jeżeli gęstość stali
d = 7,7 g/cm
3
. Jaka musiałaby być grubość płyty o takiej samej powierzchni z aluminium
(d = 2,7 g/cm
3
), aby miała taką samą masę jak płyta stalowa?
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) przeanalizować dane podane w ćwiczeniu,
3) określić zależność masy od gęstości danego materiału,
4) wykonać potrzebne obliczenia,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
literatura z rozdziału 6 Poradnika dla ucznia.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić badania właściwości plastycznych?
2) scharakteryzować metody pomiaru twardości?
3) wyjaśnić pojęcie plastyczność metalu?
4) wykazać wpływ temperatury na plastyczność metali?
5) wyjaśnić przebieg badań zmęczeniowych?
6) scharakteryzować badania do wykrywania wad materiałowych?
7) sklasyfikować badania metali i stopów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.5. Stopy żelaza
4.5.1. Materiał nauczania
Stopami żelaza są to: stale, staliwa i żeliwo. Stal jest przerobionym plastycznie,
technicznym stopem żelaza z węglem i innymi pierwiastkami, o umownej zawartości węgla
do 2%. Stalą nazywamy stop żelaza z węglem i innymi pierwiastkami o zawartości węgla do
2%, który po odlaniu i skrzepnięciu jest poddany obróbce plastycznej.
W praktyce udział węgla rzadko przekracza 1,5%. Jeżeli stal krzepnąca w formie
odlewniczej uzyskuje właściwy kształt użytkowy (bez przeróbki plastycznej), to nosi ona
nazwę staliwa. Staliwo jest więc stopem żelaza z węglem o zawartości do 2% C i innymi
pierwiastkami, w stanie lanym. Staliwa są używane na odlewy elementów bardziej
obciążonych oraz w zależności od zastosowanych składników stopowych na elementy
pracujące w podwyższonej temperaturze i w środowiskach korozyjnych.
Odlewnicze stopy żelaza z węglem i innymi dodatkami zawierające 2–6,7% węgla
nazywamy żeliwami. Ze względu na bardzo dobre właściwości odlewnicze, żeliwa stosuje się
do odlewania różnorodnych części maszyn i pojazdów samochodowych.
Ilość węgla w stopach ma zasadniczy wpływ na twardość materiału. Wraz
ze zwiększeniem zawartości procentowej węgla w stopie rośnie twardość materiału, a więc
również odporność na ścieranie, a maleje odporność na uderzenia (udarność).
W stopach żelaza z węglem ważną rolę odgrywają dodatkowe pierwiastki, z których
część jest dodawana do stopu celowo, a część stanowi zanieczyszczenia:
−
siarka i fosfor są domieszkami szkodliwymi, powodują one kruchość materiału
i pogarszają właściwości plastyczne oraz udarność,
−
chrom jako dodatek stopowy w stalach zwiększa wytrzymałość, twardość i odporność na
ścieranie oraz polepsza właściwości antykorozyjne, a ponadto uodparnia on materiał na
działanie czynników chemicznych i wysokiej temperatury,
−
dodatek niklu w stalach działa podobnie jak chrom oraz zwiększa ciągliwość stali,
−
krzem jest pierwiastkiem, który zwiększa sprężystość i wytrzymałość stal oraz zwiększa
oporność elektryczną, z udziałem krzemu (0.5–2.5%) produkowane są stale resorowe
i sprężynowe.
−
wolfram nadaje stali drobnoziarnistość, zwiększa hartowność, twardość i odporność na
zużycie.
Głównymi kryteriami podziału stali są:
−
skład chemiczny: stale niestopowe, nierdzewne, i stopowe,
−
zastosowanie:
stale
konstrukcyjne,
maszynowe,
narzędziowe,
o
specjalnych
właściwościach itp.,
−
sposób wytwarzania; stale martenowskie, elektryczne, konwertorowe i inne,
−
sposób odtleniania: stal uspokojona, półuspokojona, nieuspokojona,
−
rodzaj produktów: blachy, pręty, druty, rury, kształtowniki.
Stale niestopowe to gatunki stali, w których zawartość procentowa pierwiastków jest
mniejsza od pewnej określonej wartości granicznej. Jeżeli ta wartość graniczna jest
przekroczona mamy do czynienia ze stalami stopowymi. Osobną grupę stanowią stale
nierdzewne w których zawartość Cr jest większa od 10,5%, a węgla poniżej 1,2%.
Dla określenia granicy między stalami stopowymi a niestopowymi określono następujące
zawartości poszczególnych pierwiastków:
Al, Co, Cr, Ni, W – 0,3%;
Bi, Se, V – 0,1%;
Cu, Pb – 0,4%;
Si – 0,6%; Mo – 0,06%.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Skład chemiczny stali nie jest jedynym kryterium podziału. Inne kryteria podziału
zamieszczono w tabeli 1:
Tabela 1 Kryteria podziału stali [2, s. 169]
Kryterium podziału
Przykładowe rodzaje i grupy stali
Podstawowe zastosowanie
Konstrukcyjna, maszynowa, narzędziowa,
o szczególnych właściwościach
Jakość (m.in. stężenie S i P)
Jakościowa, specjalna
Sposoby wytwarzania
Martenowska, elektryczna, konwertorowa
i inne
Sposób odtleniania
Uspokojona, półuspokojona, nieuspokojona
Rodzaj produktów
Blachy, pręty, druty, rury, odkuwki itp.
Postać
Lana, kuta, walcowana na gorąco, walcowana
na zimno, ciągniona
Stan kwalifikacyjny
Surowy, wyżarzony normalizująco, ulepszony
cieplnie i inne
Stale stopowe odznaczają się większą głębokością hartowania. Do chłodzenia ich przy
hartowaniu wystarcza zazwyczaj olej, w wyniku czego naprężenia, a więc i odkształcenia są
znacznie mniejsze niż w przypadku stali węgłowych. W stalach stopowych obrabianych
cieplnie można więc uzyskać znacznie lepsze cechy wytrzymałościowe niż w stalach
węglowych, przy jednocześnie łatwiejszej obróbce cieplnej. Poważnym ograniczeniem
stosowania stali stopowych jest ich cena, znacznie wyższa niż stali węglowych oraz
deficytowość większości składników stopowych.
Zależnie od zastosowania czy też składu chemicznego rozróżnia się kilka
charakterystycznych grup stali konstrukcyjnych.
Stale węglowe konstrukcyjne zwykłej jakości ogólnego przeznaczenia. Stale te są
dostarczone zazwyczaj w postaci walcowanych na gorąco lub kutych kęsów, prętów,
kształtowników, bednarki, taśmy ciętej z blach gorąco walcowanych w kręgach oraz blach
grubych i uniwersalnych.
Stale węglowe konstrukcyjne wyższej jakości. Stale te w stosunku do stali zwykłej
jakości ogólnego znaczenia odznaczają się wąskimi granicami zawartości C i Mn oraz
mniejszą zawartością S i P. W zasadzie są dostarczane jako stale uspokojone, w stanie
normalizowanym. Nadają się do obróbki cieplnej. Stosuje się je głównie na części maszyn
i urządzeń zarówno pod postacią wyrobów hutniczych walcowanych, jak i odkuwek
swobodnie kutych. Zależnie od stopnia dopuszczalnych wad powierzchniowych rozróżnia się
3 kategorie odkuwek i prętów:
A – podlegające obróbce skrawaniem na całej powierzchni,
B – podlegające obróbce skrawaniem tylko na niektórych powierzchniach,
C – nie podlegające obróbce skrawaniem.
Właściwości wytrzymałościowe odkuwek są na ogół niższe niż wyrobów walcowanych
i maleją wraz ze wzrostem przekroju odkuwki. Odkuwki są dostarczane w stanie
normalizowanym ulepszonym cieplnie.
Stale niskostopowe o podwyższonej wytrzymałości. Są to stale zawierające niewielkie
datki składników stopowych i wykazujące w stanie dostawy podwyższone właściwości
wytrzymałościowe. stale te w sprzyjających warunkach atmosferycznych odznaczają się 3–5
razy większą odpornością na korozję niż stale węglowe. W warunkach krajowych zakres
stosowania tych stali, jak dotychczas, jest ograniczony wysoką ich ceną.
Stale do nawęglania. Do nawęglania stosuje się stale zarówno węglowe, jak i stopowe,
o zawartości zazwyczaj 0,08–0,25% C i małej zawartości S i P. Przedmiot wykonany z takiej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
stali po nawęglaniu i hartowaniu powinien mieć bardzo twardą powierzchnię (twardość > 60
HRC) i ciągliwy rdzeń dostatecznie wytrzymały na rozciąganie i odporny na uderzenie.
Obecnie w budowie maszyn stosuje się raczej stale o zawartości węgla zbliżonej do
górnej granicy, gdyż przedmioty wykonane z takich stali mają większą wytrzymałość rdzenia,
a przy tym można obniżyć grubość warstwy nawęglonej bez obawy wgniatania jej w czasie
pracy. Spośród stali węglowych konstrukcyjnych nadają się do nawęglania stale wyższej
jakości.
Stale zwykłej jakości o odpowiedniej zawartości węgla w zasadzie nie nadają się do
nawęglania z wyjątkiem stali uspokojonych i specjalnie uspokojonych. Stale nieuspokojone
i półuspokojone cechuje znaczna zawartość P i S, skłonnych do tworzenia segregacji, oraz
skłonnych do tworzenia po nawęglaniu struktury anormalnej.
Przedmioty odpowiedzialne, których rdzeń powinien mieć wyższe właściwości
mechaniczne, a zwłaszcza odporność na uderzenie, wykonuje się ze stali stopowych.
Składniki stopowe oddziałują również na właściwości warstwy nawęglonej i czynią ją mniej
skłonną do błędów powierzchniowych, jak pęknięcia, miękkie plamy itp.
Twardość warstwy nawęglonej w stalach stopowych jest niższa (58–62 HRC) niż
w stalach węglowych (60–64 HRC).
Dzięki większej hartowności stale stopowe są łatwiejsze w obróbce cieplnej – wystarcza
często jednokrotne hartowanie i olej jako środek chłodzący, dzięki czemu przedmioty
hartowane mniej się odkształcają.
Stale do ulepszania cieplnego. Są to stale o zawartości zazwyczaj 0,25–0,50% C,
węglowe lub stopowe, które poddaje się obróbce cieplnej, polegającej na hartowaniu
w wodzie albo w oleju i następnie odpuszczeniu w temp. 500–650°C. Stale ulepszone cieplnie
mają zależnie od gatunku podwyższone R
m
, w granicach od 600 do 1100 MPa, przy
wystarczających cechach plastycznych.
Stale te poddaje się obróbce skrawaniem już po obróbce cieplnej (w stanie ulepszonym
cieplnie) i dlatego twardość ich nie powinna przekraczać ok. 325 HB (czemu odpowiada
R
m
= 1100 MPa). Po obróbce skrawaniem przedmioty nie są już następnie obrabiane cieplnie;
wyjątek stanowi hartowanie indukcyjne, w czasie którego nagrzewanie warstwy
powierzchniowej odbywa się tak szybko, że środek przedmiotu nie nagrzewa się i nie traci
właściwości wytrzymałościowych, danych mu przez ulepszenie cieplne i azotowanie, które
przeprowadza się w temperaturze niższej od temperatury odpuszczania przy ulepszaniu
cieplnym. Spośród stali węglowych do ulepszania cieplnego nadają się stale wyższej jakości
o zawartości węgla 0,30–0,60% (35, 45, 55). Ze względu na niewielką głębokość
przehartowywania, jeżeli przedmiot ma mieć jednakowe cechy wytrzymałościowe w całym
przekroju, to mogą być one stosowane tylko przy średnicy lub grubości ścianek do – 25 mm.
Zalety stali stopowych uwidaczniają się dopiero po obróbce cieplnej i dlatego należy je
stosować wyłącznie w stanie obrobionym cieplnie.
Stale sprężynowe. Resory samochodowe, duże sprężyny śrubowe, różne sprężyny
płaskie itp. wykonuje się z tzw. stali sprężynowych. Są to stale węglowe o zawartości
0,65–0,85% C lub stopowe o zawartości 0,45–0,70% C; jako składniki stopowe występują:
krzem, mangan, chrom i wanad. Resory i duże sprężyny są formowane z materiału
miękkiego, po czym dopiero hartowane i odpuszczane.
Stale specjalne
Odporność na korozję polega zasadniczo na tworzeniu się na powierzchni stali cieniutkiej
warstewki tlenków, która chroni przed dalszym oddziaływaniem ośrodka, w którym
przedmiot się znajduje; warstewka taka tworzy się na stalach zawierających chrom, krzem
i glin; mówi się, że stale te wykazują skłonność do pasywacji (tworzenie się na powierzchni
metalu np. chromu, cieniutkiej warstwy tlenków, często niewidocznej, która chroni metal
przed dalszą korozją).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Zależnie od stopnia i charakteru odporności na działanie korozyjne rozróżnia się stale
nierdzewne, kwasoodporne, żarowytrzymałe i żaroodporne.
Stale nierdzewne – to stale odporne na działanie wód naturalnych, czynników
atmosferycznych, pary wodnej, roztworów alkalicznych i rozcieńczonych kwasów
organicznych; natomiast na działanie większości kwasów nieorganicznych, stężonych
roztworów niższych kwasów organicznych (np. octowego lub mrówkowego) i kwaśnych
roztworów solnych stale te nie są odporne. Stale nierdzewne są to zasadniczo stale chromowe
(zawartość do 12% C
r
). Nierdzewność zależy również od zawartości węgla – im mniej węgla,
tym większa odporność stali na korozję. Podstawowym warunkiem nierdzewności jest
metalicznie czysta polerowana powierzchnia. Stale nierdzewne stosuje się zasadniczo
w stanie hartowanym i odpuszczonym. Zabiegi te przeprowadza się głównie w celu uzyskania
korzystnych właściwości mechanicznych.
Stale kwasoodporne są to zasadniczo stale chromowo-niklowe o zawartości 17–20% Cr
i 8–14% Ni, o jak najmniejszej zawartości węgla. Mają one strukturę austenityczną niezbędną
dla zapewnienia kwasoodporności. Mała zawartość węgla ma na celu uniknięcie wydzielania
się
na
granicach
ziarn
austenitu
węglików
chromu,
które
sprzyjają
korozji
międzykrystalicznej. Dodatek Ti ma na celu związanie węgla i uniknięcie w ten sposób
tworzenia się węglików.
W celu uzyskania jednorodnego austenitu i zwiększenia w ten sposób odporności na
korozję stosuje się przesycanie. Przesycanie obok zwiększenia jednorodności austenitu
zwiększa również jego plastyczność i obniża twardość, dzięki czemu stale przesycone
poddają się dobrze obróbce plastycznej na zimno. Stale kwasoodporne dają się również
dobrze polerować. Przy spawaniu niektórych stali kwasoodpornych w wyniku podgrzania do
temp.
500–700°C
mogą
się
wydzielać
węgliki
chromu
sprzyjające
korozji
międzykrystalicznej.
Stale żarowytrzymałe i żaroodporne to stale, które w wysokich temperaturach odznaczają
się dobrymi właściwościami mechanicznymi (żarowytrzymałość) i dużą odpornością na
korozyjne działanie gazów spalinowych (żaroodporność). Są to zasadniczo stale
chromowo-niklowe o dużej zawartości chromu (5–30%) i niklu (4–30%).
Żaroodporność zawdzięcza stal obecności chromu, który przeciwdziała utlenianiu – im
wyższa temperatura pracy, tym większa musi być zawartość chromu. Nikiel sprzyja tworzeniu
się struktury austenitycznej i podnosi wytrzymałość w wysokich temperaturach. Graniczna
temperatura robocza stali żaroodpornych wynosi zależnie od składu stali 800–l200°C, przy
czym górna granica dotyczy stali o zawartości ok. 25% Cr.
Ze stali żaroodpornych wykonuje się: tygle do pieców solnych, osłony pirometrów,
przenośniki pieców zmechanizowanych, wentylatory do gorących gazów, skrzynki do
nawęglania, części aparatury kotłowej itd. Przy projektowaniu urządzeń pracujących
w wysokich temperaturach (600–1100°C), wykonywanych ze stali żarowytrzymałych, należy
pamiętać, że ich wytrzymałość w tej temperaturze jest wielokrotnie niższa niż w temperaturze
otoczenia.
Oznaczenia stali
W ostatnich latach w związku z wstąpieniem Polski do Unii Europejskiej szereg norm
krajowych zostało zastąpionych przez normy europejskie co w przypadku oznaczeń stali
i innych materiałów skutkuje innym sposobem ich oznaczania niż dotychczas.
Zgodnie z normami europejskimi obowiązują dwa systemy oznaczania stali:
−
znakowy (według PN–EN 10027–1:2007); znak stali składa się z symboli literowych
i cyfr,
−
cyfrowy (według PN–EN 10027–2:1994); oznaczenie składa się z pięciu cyfr. Numer
gatunku stali nadaje Europejskie Biuro Rejestracyjne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
W systemie znakowym znaki stali dzieli się na dwie grupy:
−
znaki z symbolami wskazującymi na zastosowanie oraz właściwości mechaniczne lub
fizyczne stali,
−
znaki z symbolami wskazującymi na skład chemiczny stali.
W pierwszej grupie znaków stali oznaczenie składa się z liter i cyfr. Litery oznaczają
zastosowanie stali zaś liczby odpowiednie właściwości wytrzymałościowe np.:
S235 S – stal konstrukcyjna o minimalnej granicy plastyczności 235 MPa,
E295 E – stal maszynowa o minimalnej granicy plastyczności 295 MPa,
L360 L – stal na rury przewodowe o minimalnej granicy plastyczności 360 MPa,
P460 P – stale na urządzenia ciśnieniowe o minimalnej granicy plastyczności 460 MPa.
W grupie znaków z symbolami wskazującymi na skład chemiczny wyróżniamy cztery
grupy:
−
stale niestopowe, o średnim stężeniu Mn poniżej 1%, oznaczane literą C oraz liczbą
oznaczającą średnie stężenie węgla w stali w setnych częściach % np. C45,
−
stale niestopowe, o średnim stężeniu Mn równym i wyższym od 1%, oznaczane liczbą
informującą o średnim stężeniu węgla w setnych częściach % symbolami chemicznymi
pierwiastków stopowych oraz liczbami wskazującymi na ich stężenie procentowe np.
33MnCrB5–2,
−
stale stopowe (bez szybkotnących) o stężeniu przynajmniej jednego pierwiastka
stopowego powyżej 5%, oznaczane symbolem X oraz liczbą informującą o średnim
stężeniu węgla w setnych częściach %, symbolami pierwiastków stopowych oraz
liczbami wskazującymi na ich stężenie procentowe np. X8CrNiMoAl15–7–2
−
stale szybkotnące, oznaczane symbolem HS oraz liczbami podającymi średnie stężenie
procentowe pierwiastków w kolejności W, Mo, V, Co np. HS2–9–8.
W związku z niedokończonym procesem dostosowania polskich norm do systemu
europejskiego w Polsce obowiązują równocześnie różne zasady oznaczania stali.
Np. oznaczenie St3S (zgodne z polskimi normami PN) odpowiada oznaczeniu S235JR
(według norm unijnych EN), oznaczenie 45 (zgodne z PN) odpowiada oznaczeniu C45
(normy EN).
Oznaczanie postaci i stanu obróbki cieplnej. Postać stali uzyskana w wyniku przeróbki
technologicznej oznacza się następującymi literami (PN – 76 /H – O1001):
a) lana (staliwo) – L,
b) kuta – K,
c) walcowana na gorąco – W,
d) walcowana na zimno – Z,
e) ciągniona na zimno – C.
Stan kwalifikacyjny, określony według ostatniej obróbki cieplnej jakiej podlegała stal po
nadaniu jej postaci, oznacza się również literami:
a) wyżarzony rekrystalizująco – R,
b) wyżarzony odprężająco – O,
c) wyżarzony ujednorodniająco – J,
d) sferoidyzowany – Sf,
e) zmiękczony – M,
f) normalizowany – N,
g) hartowany – H,
h) odpuszczony – O,
i) ulepszony cieplnie – T,
j) przesycony – P,
k) starzony – S,
l) utwardzony dyspersyjnie – D.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Żeliwo
Żeliwem nazywamy odlewnicze stopy żelaza z węglem i innymi pierwiastkami. Żeliwo
otrzymuje się przez przetopienie w żeliwiakach, piecach elektrycznych surówki (zazwyczaj
kilku gatunków) z dodatkiem złomu żeliwnego i stalowego, żelazostopów i topników oraz
odlanie do odpowiedniej formy. Skład chemiczny praktycznie stosowanego żeliwa mieści się
w granicach:
C – 2,5+3,6%,
Si – 0,4–3,0%,
Mn – 0,4+1,2%,
P – 0,05+1,2%,
S – 0,02+0,12%.
Węgiel jest podstawowym składnikiem kształtującym strukturę i właściwości żeliwa. Ze
wzrostem jego zawartości w żeliwie obniża się temperatura topnienia, maleje skurcz
odlewniczy, rośnie lejność, maleje wytrzymałość na rozciąganie i twardość. Węgiel w żeliwie
może występować w dwóch postaciach: wolnej jako grafit i związanej w cementycie (Fe
3
C).
Postać grafitu w żeliwie zależy od doboru materiału wsadowego zarówno do wielkiego pieca,
jak i do żeliwiaka, sposobu prowadzenia wytopu i warunków chłodzenia podczas
krystalizacji. W zależności od postaci węgla żeliwo może być białe, gdy węgiel występuje
tylko w postaci związanej w Fe
3
C, lub szare, gdy węgiel w postaci związanej w Fe
3
C
występuje tylko w perlicie, a reszta jest w postaci grafitu. Żeliwo o strukturze pośredniej nosi
nazwę połowicznego lub pstrego.
Krzem odgrywa decydującą rolę w procesie krzepnięcia żeliwa, ułatwia i przyspiesza
wydzielanie się grafitu. Obok węgla jest on pierwiastkiem najczęściej branym pod uwagę
przy ustalaniu składu żeliwa. Na proces krzepnięcia żeliwa silny wpływ wywiera szybkość
chłodzenia metalu w formie. Powolne chłodzenie sprzyja wydzielaniu się grafitu, czyli
powstawaniu struktury żeliwa szarego, natomiast szybkie chłodzenie sprzyja tworzeniu się
cementytu, czyli powstawania struktury żeliwa białego.
Żeliwo szare
Istotnym składnikiem strukturalnym żeliwa szarego jest grafit (rys. 26). W zwykłych
żeliwach szarych wydziela się on w postaci płatków o różnej wielkości i różnym
rozmieszczeniu. To zróżnicowanie odzwierciedla się oczywiście we właściwościach żeliwa
szarego. Właściwości żeliwa szarego powodują, iż są one często i szeroko stosowanym
materiałem konstrukcyjnym. Możemy je spotkać w takich wyrobach, jak: kaloryfery, rury
kanalizacyjne i wodociągowe, kadłuby maszyn, łoża obrabiarek, odlewy artystyczne i różne
części stosowane w budowie maszyn.
Rys. 26. Grafit płatkowy w żeliwie szarym: [9, s.112]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
W celu podwyższenia odporności żeliwa na działanie czynników atmosferycznych,
chemikaliów, wysokich temperatur oraz ścieranie stosuje się dodatki stopowe, jak krzem,
nikiel, chrom, aluminium i molibden, dodawane w dużych ilościach. Dodatki te albo
zwiększają odporność na korozję, powodując powstawanie jednorodnej struktury
austenitycznej (nikiel molibden), albo sprzyjają tworzeniu się danym ośrodku pasywnej, nie
podlegającej korozji, warstewki (krzem, chrom, aluminium). Zależnie od składu i warunków
pracy dane żeliwo może być odporne na te lub inne czynniki np. żeliwo
krzemowe jest bardzo
odporne na kwas azotowy, fosforowy, octowy, a zwłaszcza siarkowy, natomiast podlega
łatwo korozji w kwasie solnym.
W PN – 88/H – 83144 „Żeliwa stopowe” są przewidziane 3 typy żeliw:
—
żaroodporne (9 gatunków),
—
odporne na korozję (8 gatunków),
—
odporne na ścieranie (33 gatunki).
Dla wszystkich gatunków podano: skład chemiczny, właściwości wytrzymałościowe,
twardość HB oraz główne zastosowanie.
Żeliwo białe
Jak już wiemy w żeliwie białym węgiel występuje w postaci cementytu. Taka struktura
jest bardzo twarda, krucha i trudna do obróbki mechanicznej. Żeliwo to ma niską lejność
i duży skurcz odlewniczy (do 2%). Właściwości takie ograniczają znacznie jego bezpośrednie
stosowanie w budowie maszyn do: śrutu do czyszczenia, klocków hamulcowych i niektórych
typów ciągadeł. Praktycznie, żeliwa białego używa się głównie jako surowca do produkcji
żeliwa ciągliwego.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są kryteria podziału stali stopowych?
2. Wymień i scharakteryzuj stale przeznaczone do obróbki cieplnej?
3. Dlaczego stal w porównaniu ze staliwem o takim samym składzie chemicznym będzie
miała wyższe właściwości wytrzymałościowe?
4. Jaki symbol stosuje się do oznaczania stali narzędziowych: niestopowych, stopowych do
pracy na zimno, stopowych do pracy na gorąco, szybkotnących?
5. Jaka jest różnica między stalą a żeliwem?
6. W jaki sposób z twardych i kruchych żeliw białych można otrzymać materiał
konstrukcyjny konkurujący niekiedy ze staliwem?
4.5.3. Ćwiczenia
Ćwiczenie 1
Na podstawie norm zidentyfikuj stopy żelaza o oznaczeniach: C15: S235JR; E320;
P235S; C80U; 54SiCrV6; L30H. Podaj ich właściwości mechaniczne oraz maksymalne
stężenia pierwiastków.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) odszukać w katalogach podane oznaczenia,
3) zapisać w zeszycie przedmiotowym skład chemiczny oraz właściwości mechaniczne
odczytywanych materiałów
.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
normy wyrobów metalowych,
−
literatura z rozdziału 6 Poradnika dla ucznia.
Ćwiczenie 2
Określ stal jakiej używa się do wykonania formy stosowanej w procesie prasowania
tworzyw sztucznych.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować warunki prasowania tworzyw sztucznych,
2) dobrać stal na formę,
3) przedstawić wynik ćwiczenia oraz uzasadnić wybór rodzaju stali.
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
normy wyrobów metalowych,
−
literatura z rozdziału 6 Poradnika dla ucznia.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić właściwości stali narzędziowej?
2) scharakteryzować stale szybkotnące?
3) scharakteryzować żeliwa?
4) wskazać różnicę między żeliwem a stalą?
5) scharakteryzować stale żarowytrzymałe i żaroodporne?
6) scharakteryzować stale kwasoodporne?
7) scharakteryzować stale nierdzewne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
4.6. Metale nieżelazne i ich stopy
4.6.1. Materiał nauczania
Poznane już przez nas stopy żelaza są podstawowym tworzywem stosowanym
w technice, jednak nie można już wyobrazić sobie rozwoju wielu dziedzin bez metali
nieżelaznych i ich stopów. Spośród stopów metali nieżelaznych największe znaczenie
przemysłowe mają stopy konstrukcyjne na bazie miedzi i metali lekkich – aluminium, tytanu
i magnezu, a w następnej grupie – stopy cynku, niklu, kobaltu, ołowiu i cyny oraz innych
metali i stopów do szczególnych (najczęściej) zastosowań.
Można dokonać podziału i klasyfikacji stopów metali nieżelaznych ze względu na:
−
metal bazowy: stopy miedzi, aluminium, niklu itd.,
−
gęstość: stopy lekkie i ciężkie,
−
temperaturę topnienia: stopy nisko – i wysokotopliwe,
−
technologię wytwarzania: stopy do przeróbki plastycznej i odlewnicze.
Miedź jest metalem (barwa czerwonozłota) plastycznym, dobrze przewodzącym ciepło
i prąd elektryczny, odpornym na korozję. Jest ona stosowana na przewody elektryczne,
elementy chłodnic, elementy aparatury chemicznej oraz jako składnik stopów. Wadą czystej
miedzi ograniczającą jej zastosowanie na przewody elektryczne jest stosunkowo mała
wytrzymałość mechaniczna. Może ona zostać zwiększona przez stopienie miedzi ze srebrem,
miedzi z kadmem, miedzi z manganem. Miedziane druty, taśmy lub rurki stosuje się na
uzwojenia cewek.
Do najważniejszych stopów miedzi należą: mosiądze (stop miedzi z cynkiem oraz
innymi pierwiastkami) oraz brązy. W zależności od głównego składnika stopowego brązy
dzieli się na: cynowe, aluminiowe, berylowe, krzemowe i inne. Zarówno brązy jak i mosiądze
w zależności od dodatków stopowych i przeznaczenia dzieli się na odlewnicze oraz do
obróbki plastycznej. Na wilgotnym powietrzu miedź, brązy i mosiądze pokrywają się
ciemnobrązową patyną, przechodzącą z latami w zieloną tzw. patynę szlachetną (np.
miedziane pokrycia starych dachów, stare pomniki brązowe itp.)
Miedź można obrabiać plastycznie na zimno i na gorąco. W wyniku obróbki na zimno
występuje zgniot, objaw się utwardzeniem, który można usunąć przez wyżarzanie
rekrystalizujące w 400–600°C. Właściwości wytrzymałościowe miedzi niskie. W celu ich
podwyższenia lub nadania specjalnych właściwości, jak np. odporność na korozję,
żarowytrzymałość itd., stosuje się dodatki stopowe. Miedź można lutować, zależnie od
przeznaczenia przedmiotu lutowanego, zarówno lutem twardym, mosiężnym, jak i miękkim,
ołowiowo – cynowym. Na odlewy miedź słabo się nadaje ze względu na gęstopłynność i duży
skurcz odlewniczy. Stosowana jest w elektrotechnice, dzięki wysokiej przewodności
elektrycznej, na przewody; w przemyśle maszynowym wyzyskuje się wysoką przewodność
cieplną i odporność na korozję przy budowie aparatury chemicznej; w architekturze na
pokrycia dachów zabytkowych budowli. Stosuje się przeważnie pod postacią blach, rur,
prętów i drutu, których wymiary i właściwości ujęte są w PN.
Duże ilości miedzi zużywa się w galwanotechnice na wytwarzanie na stali powłok
miedzianych. Nowoczesne metody umożliwiają otrzymanie bezpośrednio z kąpieli, bez
polerowania, powłok miedzianych z palnym połyskiem. Z miedzi metodą galwanoplastyczną
wykonuje się matryce (negatywy) do wytwarzania płyt gramofonowych.
Magnez jest bardzo lekkim metalem lecz o niskich właściwościach mechanicznych
i dużej aktywności chemicznej. Ze względu na te właściwości ma on ograniczone
zastosowanie w technice. Głównie jest on stosowany do wyrobu stopów oraz jako dodatek
stopowy. Z uwagi na to, że stopy magnezu w połączeniu z tlenem tworzą substancję

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
wybuchową, nie można tych stopów podczas obróbki chłodzić wodą, a przy ich szlifowaniu
należy stosować urządzenia do pochłaniania pyłu. Stopy magnezu dzielimy na odlewnicze
oraz do obróbki plastycznej. Głównym składnikiem stopów magnezu jest aluminium, cynk,
mangan. Stopy magnezu są najlżejszymi ze znanych i ta cecha wyznacza zakres stosowania
tych materiałów (głównie w konstrukcjach lotniczych i przemyśle motoryzacyjnym). Magnez
odznacza się wybitnie małą odpornością na korozję. Powłoka tlenkowa tworząca się
w wilgotnym powietrzu jest mało trwała i nie chroni przed dalszą korozją, jak w przypadku
aluminium. Szczególnie szybko magnez utlenia się, a nawet zapala, w temperaturze topnienia,
i dlatego topi się go pod warstwą topnika lub sproszkowanej siarki. Mała odporność na
korozję i niskie właściwości wytrzymałościowe są powodem, że magnez w stanie czystym ma
ograniczone zastosowanie. Stopy magnezu z aluminium, manganem i cynkiem, tzw.
elektrony; mają one dobre właściwości mechaniczne, zarówno w stanie lanym, jak
i przerobionym plastycznie, powoduje szerokie ich stosowanie w przemyśle lotniczym,
samochodowym, włókienniczym, precyzyjnym itd. Magnez jest również stosowany jako
składnik stopowy stopów aluminium. Stopy magnezu z aluminium i cynkiem naszą nazwę
elektronów.
Cynk jest metalem o dobrych właściwościach plastycznych i niskiej temperaturze
topnienia. Stosuje się go głównie na powłoki przeciwkorozyjne na pokrycia blach i drutów,
również jest wykorzystywany do produkcji baterii elektrycznych. Stopy cynku nazywamy
znalami, zawierają one oprócz cynku aluminium i miedź. Jest metalem odpornym na wpływy
atmosferyczne i działanie wody. Z tego powodu powszechne zastosowanie znalazły na
cynkowe powłoki ochronne na stali nakładane na gorąco. Powłoki galwaniczne, nakładane
zazwyczaj jako półbłyszczące lub błyszczące, są przeważnie zabezpieczane dodatkowo za
pomocą pasywacji w kąpielach chromianowych, dającej nalot bezbarwny, niebieskawy lub
żółtawy (najgrubszy).
Ochronna powłoka cynku na stali ma charakter anodowy, tzn. że w przypadku tworzenia
się lokalnych ogniw (przetarcie lub inne uszkodzenie powłoki), rozpuszcza się cynk, chroniąc
w ten sposób stalowy podkład. Stopień odporności na korozję zależy w dużym stopniu od
czystości cynku.
Cynk jest metalem plastycznym – w temp. 100÷160°C daje się łatwo obrabiać na blachy,
druty, pręty, folie. Rekrystalizacja następuje już w temperaturze otoczenia. Cynk jest dobrym
metalem odlewniczym. W podwyższonej temperaturze cynk traci szybko twardość
i właściwości wytrzymałościowe. Największe ilości cynku zużywa się do cynkowania (na
gorąco i galwanicznie) wyrobów stalowych oraz jako składnik wielu stopów przemysłowych,
jak mosiądze, stopy typu znal itd.
Cyna ma właściwości mechaniczne tak niskie, że nie nadaje się jako materiał
konstrukcyjny. W czystej postaci cynę stosuje się cynowania blach oraz jako dodatek
stopowy. Szeroko stosowanym stopem cyny z ołowiem jest cyna lutownicza stosowana jako
spoiwo podczas lutowania. Cyna jest odporna na działanie czynników atmosferycznych
i wody, rozpuszcza się natomiast w kwasach nieorganicznych i ługach. Kwasy organiczne
i większość produktów spożywczych na cynę nie działają i stąd zastosowanie do pobielania
naczyń kuchennych i do wytwarzania blachy cynowanej na puszki do konserw.
Cyna jest miękka i kowalna, przy zginaniu wydaje charakterystyczny chrzęst. Cyna daje
się łatwo walcować na zimno, można otrzymywać z niej folie (cynofolię) o grubości do 0,01
mm. Zanieczyszczenie żelazem lub glinem powoduje obniżenie zdolności do obróbki
plastycznej.
Aluminium i jego stopy
Glin, czyli aluminium, jest metalem bardzo łatwo reagującym z tlenem. W wyniku
utleniania tworzy się cienka, zwarta warstwa tlenku Al
2
0
3
. Warstwa ta chroni wyroby
z aluminium przed korozją atmosferyczną, działaniem wody, stężonego HNO
3
.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Działają natomiast na aluminium, kwas solny, siarkowy oraz bardzo intensywnie – ług.
Aluminium daje się dobrze kuć, walcować i przeciągać aż do najcieńszych wymiarów
(np. folie aluminiowe). Aluminium lutuje się za pomocą specjalnych lutów, zarówno
miękkich (najczęściej stopy cynku, > 60%, z cyną, kadmem, aluminium), jak i twardych
(stopy aluminium z krzemem i cyną, czasem jeszcze z miedzią i niklem).
W stanie czystym stosowane jest w przemyśle chemicznym i spożywczym na zbiorniki,
przewody, armaturę, na naczynia kuchenne i sprzęt gospodarstwa domowego, do wyrobu folii
i opakowań, w przemyśle elektrotechnicznym, ze względu na dobrą przewodność elektryczną,
na przewody. Mikronowa warstwa aluminium, naniesiona na tkaninę, zatrzymuje strumień
cieplny, przepuszczając jedynie światło. Z takich tkanin szyje się namioty, ubrania ochronne
i kombinezony. Aluminium używamy także na pokrycia tylnej części luster i do wytwarzania
antykorozyjnych farb miniowych. Według obowiązującej normy PN – EN 573–3–4:2005 oraz
– EN 573–1:20056 wyróżnia się 17 gatunków aluminium, które oznacza się z użyciem
symboli chemicznych, na przykład:
EN AW – A199,0Cu, gdzie:
EN – oznacza kodowanie tylko na podstawie symboli chemicznych,
A – aluminium,
W – wyroby oraz wlewki przeznaczone do obróbki plastycznej,
99,0 – liczba wyrażająca czystość aluminium w %
Cu – symbol pierwiastka stanowiącego niewielką domieszkę.
Gatunki aluminium do zastosowań elektrycznych są wyróżnione literą E, np. EN AW –
E99,5.
Stopy aluminium uzyskane w wyniku wprowadzenia pierwiastków stopowych wykazują
znaczny wzrost wytrzymałości przy zachowaniu dobrych właściwości plastycznych. Stopy
aluminium dzieli się na odlewnicze i do przeróbki plastycznej.
Norma PN – EN 573 – 1:2006 dotyczy aluminium i jego stopów w zakresie: składu
chemicznego, rodzaju wyrobów przerabianych plastycznie oraz czterocyfrowego systemu
oznaczeń numerycznych XXXX. Pierwsza cyfra w tym systemie może oznaczać aluminium
niestopowe lub określoną grupę stopów aluminium, charakteryzowaną przez główny
pierwiastek stopowy o największej zawartości procentowej. Grupy stopów opisane pierwszą
cyfrą są następujące:
−
lxxx – aluminium niestopowe, zawierające 99,0% Al i więcej – grupa 1000.
Pozostałe grupy stopów zawierają następujące główne składniki stopowe:
−
2xxx – miedź Cu – grupa stopów 2000,
−
3xxx – mangan Mn – grupa stopów 3000,
−
4xxx – krzem Si – grupa stopów 4000,
−
5xxx – magnez Mg – grupa stopów 5000,
−
6xxx – magnez i krzem Mg2Si – grupa stopów 6000,
−
7xxx – cynk Zn – grupa stopów 7000,
−
8xxx – inne pierwiastki – grupa stopów 8000,
−
xxx – przyszłe zastosowania grupa stopów 9000.
Druga cyfra w numerze oznaczenia xXxx wskazuje na modyfikację aluminium. Wartość
O oznacza brak modyfikacji, natomiast cyfry od 1 do 9 – modyfikację aluminium według
ograniczeń średniej arytmetycznej zawartości składników stopowych w czystym aluminium.
Ostatnie dwie cyfry xxXX w grupie 1000 oznaczają zawartość procentową czystego
aluminium. W pozostałych grupach cyfry nie mają specjalnego znaczenia; tylko identyfikują
różne stopy aluminium w danych grupach.
Miedź i jej stopy
Miedź należy do droższych materiałów konstrukcyjnych i dlatego jej zastosowanie
wymaga racjonalnego uzasadnienia. Ze względu na dużą masę właściwą można wykluczyć te

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
rozwiązania, gdzie wymaga się od materiałów wysokiej wytrzymałości właściwej. W tym
lepsze są stopy aluminium, kompozyty, a nawet stale. Stopy miedzi znajdują zastosowanie
w częściach pracujących na powietrzu, np. w urządzeniach napinających kolejową lub
tramwajową sieć trakcyjną, w zasuwach zaworów parowych i wodnych. Bardzo ważna jest
miedź w urządzeniach pracujących w kontakcie z roztworami jonów chloru. Konkurencyjne
stale chromowoniklowe są w tych środowiskach narażone na działanie korozji naprężeniowej.
Dużo miedzi zużywa się do produkcji różnego typu elektrod do zgrzewania. Natomiast
przeciwwskazaniem stosowania miedzi i jej stopów są wszelkie środowiska zawierające
amoniak. Na stopy odlewnicze stosuje się miedź Cu99 i Cu99,5, a na przewody elektryczne
czystsze gatunki.
W zależności od sposobu wytwarzania wyróżnia się miedź:
−
katodową – M0KSA, M0KS, M0K;
−
katodową przetopioną – M1E, stosowaną na wyroby elektrotechniczne;
−
beztlenową – M00B, M01B, M0B, stosowaną do produkcji przewodów elektrycznych
i lamp elektronowych;
−
odtlenioną – M1R, M2R, M3R, stosowaną na wyroby ogólnego przeznaczenia;
−
rafinowaną ogniowo – M2G, M3G;
−
odlewniczą – M4, stosowaną na odlewy.
Jednym z bardzo ważnych zastosowań technologicznych miedzi jest wytwarzanie powłok
galwanicznych podkładowych na częściach stalowych, poprzedzające nakładanie powłok
chromowych lub niklowych, a także zabezpieczanie powierzchni stali przed nawęglaniem.
Mosiądze
Mosiądze są to stopy miedzi z cynkiem jako głównym składnikiem stopowym.
M
osiądz
o zawartości 6–20% Zn to tzw. tombak, który ze względu na barwę podobną do złota jest
często używany do wyrobu przedmiotów ozdobnych. Mosiądze są odporne na korozję,
ścieranie, podatne na obróbkę plastyczną i dobrze się lutują. Mosiądze do przeróbki
plastycznej, zawierające 11–19% niklu, to mosiądze wysokoniklowe. Norma PN – 93/H –
87027 przedstawia grupę mosiądzów wysokoniklowych, zwanych nowym srebrem: MZN18
(CuNil8Zn27), MZ2ON18 (CuNil8Zn2O), MZN15, MZN12 (CuNil2Zn24), MZN181,
MZN101.
Norma PN – EN 12420:2002 Miedź i stopy miedzi – odkuwki zawiera grupy i kategorie
materiałów przeznaczonych do obróbki plastycznej oraz zasady ich oznaczania symbolami
chemicznymi i cyframi, np. CuZn39Pb3 lub CW614N, CuA16Si2Fe lub CW301G, CuA17Si2
albo CW302G. Oznaczenia symbolami chemicznymi mogą być uzupełnione znakami
charakteryzującymi rodzaje procesów obróbki plastycznej.
Brązy, są to stopy miedzi z innymi metalami, z wyjątkiem cynku i niklu. Nazwa brązu
pochodzi od głównego pierwiastka stopowego; np. brązy cynowe, krzemowe, ołowiowe itd.
Brązy cynowe należą do najstarszych znanych stopów metali. Już w starożytności
stosowano je do wyrobu broni, ozdób i przedmiotów codziennego użytku. W dalszym ciągu –
mimo wysokiej ceny – cieszą się one dużą popularnością. Obecnie typowym brązem
maszynowym jest brąz CuSni0. Dzięki dobrym właściwościom mechanicznym
i trybologicznym często stosuje się go do produkcji przekładni ślimakowych. Dawniej był to
materiał na lufy armatnie. Oprócz brązu cynowych najszersze zastosowanie znalazły brązy
aluminiowe, krzemowe, ołowiowe i berylowe.
Dzieli się je na brązy odlewnicze i do
przeróbki plastycznej. Norma PN – BN 1982:2002 wyszczególnia skład chemiczny
i właściwości mechaniczne brązów odlewniczych: Bl0, B101, B102, B1010, B815, B555,
B476, B520, BA93, BA1032, BA1044, BK331 Znak stopu odlewniczego może być
uzupełniony symbolem rodzaju procesu odlewniczego: GS – odlewanie w formach
piaskowych, GM – w kokilach, GZ – w procesie ciągłym, GP – pod ciśnieniem. Na przykład

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
w symbolu CuA111Fe6Ni6 – C – GM litery oznaczają: C – odlew, GM – odlewanie
w kokilach.
Tytan należy do metali stosunkowo obficie występujących w skorupie ziemskiej
i zajmuje czwarte miejsce – po aluminium, żelazie i magnezie. Został odkryty w 1791 roku,
jednak jego produkcja w postaci metalu plastycznego datuje się dopiero od połowy XX
wieku. Wiąże się to z bardzo dużym powinowactwem tytanu do tlenu i azotu, czyniącym ten
metal trudnym metalurgicznie i technologicznie. Ze stopów Ti wykonuje się profile lotek
samolotów naddźwiękowych, silniki strumieniowe, głowice obrotowe helikopterów, korpusy
rakiet, obudowy żyrokompasów. Tytanowe poszycia statków morskich nie obrastają glonami
i muszelkami. W kontakcie z żywnością stopy tytanu nie zmieniają jej barwy, smaku
i zapachu. Są więc dopuszczone do stosowania w przemyśle spożywczym. Dzięki trwałości
i łatwej przyswajalności przez organizm ludzki używa się ich w medycynie. Swoją
obojętnością biologiczną stopy te przewyższają wszystkie znane stale i stopy nierdzewne oraz
kwasoodporne.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są właściwości i zastosowanie miedzi?
2. Jakie są zasady podziału i klasyfikacji stopów nieżelaznych?
3. Jakie właściwości aluminium zadecydowały o jego zastosowaniu w stopach metali
nieżelaznych?
4. Jakie są definicje następujących stopów: brązy, mosiądze?
5. Na czym polega zasada wytwarzania stopów niskotopliwych?
6. Jakie są cechy charakterystyczne mosiądzów odlewniczych i do przeróbki plastycznej?
7. Jakie są właściwości czystego aluminium?
4.6.3. Ćwiczenia
Ćwiczenie 1
Na podstawie norm zidentyfikuj stopy metali nieżelaznych o oznaczeniach:
CuA111Fe6Ni6 – C – GM, EN AW – 5251: M4. Określ ich właściwości mechaniczne i podaj
stężenie pierwiastków.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) odszukać w normach podane oznaczenia,
3) zapisać w zeszycie przedmiotowym skład chemiczny oraz właściwości mechaniczne
odczytywanych materiałów
.
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
katalogi wyrobów metalowych,
−
literatura z rozdziału 6 Poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Ćwiczenie 2
Na podstawie otrzymanej dokumentacji technicznej urządzenia mechanicznego dobierz
materiał na jego obudowę. Przy doborze materiału należy uwzględnić warunki w jakich
pracuje urządzenie oraz sposób wykonania obudowy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować dokumentację techniczną urządzenia,
2) wybrać materiał na obudowę posługując się katalogami materiałowymi,
3) uzasadnić pisemnie wybór materiału
.
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
katalogi materiałów.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować mosiądze?
2) scharakteryzować brązy odlewnicze i do przeróbki plastycznej?
3) wyjaśnić oznaczenie brązów i mosiądzów wg PN?
4) scharakteryzować właściwości i zastosowanie aluminium?
5) dokonać podziału i klasyfikacji stopów metali nieżelaznych?
6) wyjaśnić oznaczenie stopu Al wg PN?
7) omówić zastosowanie tytanu?
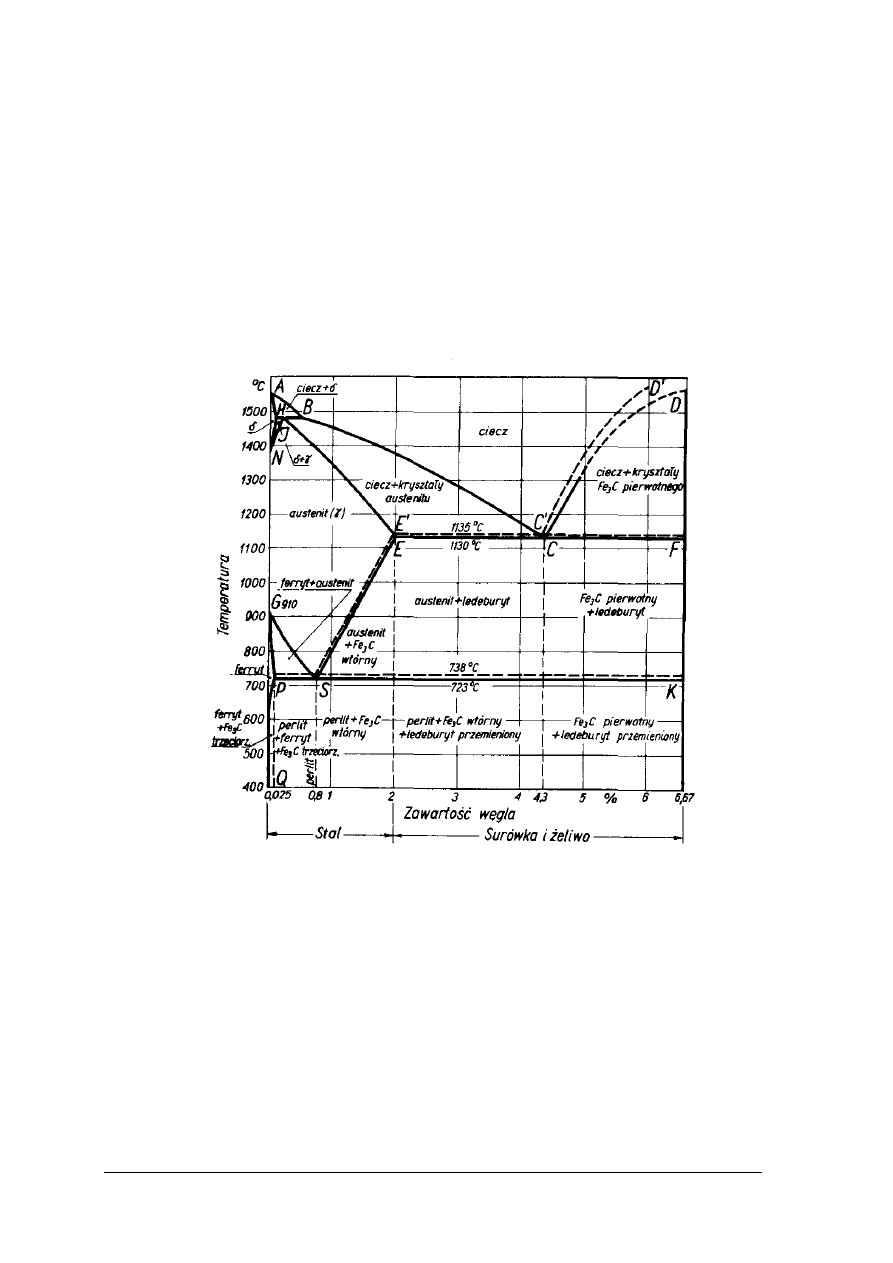
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
4.7. Obróbka cieplna i cieplno-chemicznea
4.7.1. Materiał nauczania
Żelazo występuje w przyrodzie pod postacią związków chemicznych, najczęściej
z tlenem. W technice, poza nielicznymi wyjątkami, stosuje się stopy żelaza z różnymi
składnikami, z których najważniejszym jest węgiel. Oprócz węgla, techniczne stopy żelaza
zawierają zawsze pewne ilości krzemu, manganu, siarki i fosforu, przedostające się do stopu
w czasie procesów metalurgicznych.
W czasie nagrzewania (lub chłodzenia) stopów żelaza zachodzi w nich szereg przemian,
aż do topnienia włącznie; obrazuje je tzw. wykres żelazo – węgiel (rys. 27).
Rys. 27. Wykres żelazo – węgiel[12, s. 68]
Linie ciągłe dotyczą tzw. układu żelazo – cementyt, to znaczy stopów, w których węgiel
występuje pod postacią cementytu (węglika żelaza, Fe
3
C), linie przerywane – układu żelazo –
grafit, a więc stopów, w których węgiel występuje pod postacią grafitu.
Wykres można podzielić na dwie części:
a) część górna (linie ABCD i AHJECF) przedstawia przebieg topnienia przy nagrzewaniu
albo krzepnięcia przy stygnięciu,
b) część dolna (linie HNJ, GSE, GPSK, PQ) przedstawia przebieg tzw. przemian w stanie
stałym.
Jeżeli ciekły stop żelaza z węglem zacznie stygnąć, to początek krzepnięcia (w zależności
od zawartości węgla) będzie się znajdował na krzywej ABCD (tzw. linia likwidusu – od
łacińskiego słowa liquidus = płynny), a koniec krzepnięcia na linii AHJECF (tzw. linia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
solidusu od łacińskiego słowa solidus = stały, mocny). W temperaturach powyżej linii
likwidusu występuje więc stop w stanie ciekłym,
w obszarze między liniami likwidusu
i solidusu – stop w stanie częściowo ciekłym (ciecz z wydzielonymi z niej kryształami),
poniżej linii solidusu – stop całkowicie zestalony.
Stopy żelaza stosowane w praktyce i określane jako surówki i żeliwa zawierają
zazwyczaj węgiel w granicach 2,0–4,3%, a więc jeżeli nie ma oddziaływania dodatków
stopowych, to wszystkie one zaczynają topić się w temp. 1130°C (1135°C), a kończą się topić
różnie, zależnie od zawartości węgla, zgodnie z linią BC wykresu żelazo – węgiel.
W stopach żelaza określanych jako stale, o zawartości do 2,0% C, temperatura początku
topnienia przy ogrzewaniu (lub końca krzepnięcia przy chłodzeniu) jest zmienna, zależnie od
zawartości węgla (krzywa AHJE).
Jeżeli skrzepnięty, gorący stop żelazo – węgiel będzie stygnął dalej poniżej temperatury.
1130°C lub zimny stop będziemy nagrzewać do tej temperatury, to będą w nich zachodzić
tzw. przemiany w stanie stałym.
Przemiany te są spowodowane występowaniem odmian alotropowych żelaza, różniących
się budową krystalograficzną, właściwościami fizycznymi, chemicznymi i mechanicznymi.
Rozróżnia się odmiany alotropowe żelaza: α, γ,
δ
(α) przy czym odmiana α do 768°C jest
ferromagnetyczna (ma właściwości magnetyczne), zaś powyżej 768°C – paramagnetyczna
(niemagnetyczna). Poszczególne odmiany odznaczają się różną rozpuszczalnością węgla.
Żelazo rozpuszcza węgiel tylko w bardzo niewielkim stopniu, żelazo γ odznacza się dużą
rozpuszczalnością węgla.
W stopach żelaza z węglem przemiana alotropowa α
↔
γ i związane z tym rozpuszczanie
lub wydzielanie węgla nie zachodzi w stałej temperaturze, lecz w zakresie temperatur od
723°C do temperatury określonej linią GSE.
Temperaturę początku przemiany α
↔
γ oznacza się literą A
1
– jest to tzw. punkt A
1
stali.
Przy stygnięciu następuje pewne przechłodzenie i przemiana następuje poniżej 723°C, przy
nagrzewaniu – nieco powyżej 723°C. Dlatego też punkt A
1
oznacza się przy nagrzewaniu
przez A
c1
.
Temperaturę końca przemiany α
↔
γ oznacza się literą A
3
– punkt A
3
stali. Rozróżnia
się: przy nagrzewaniu – Ac
3
, zaś przy stygnięciu – A
r3
. Temperaturę tej przemiany, zależnie
od zawartości węgla, określa krzywa GSK. Dla stali o zawartości węgla większej niż 0,8%
punkty A
1
i A
3
pokrywają się.
Temperaturę końca rozpuszczania cementytu dla stali o zawartości powyżej 0,8% C
oznacza się literami A
cm
(linia SE).
Dla stali o zawartości 0,8% C przemiana rozpoczyna się i kończy w tej samej temp.
723°C – stal taką nazywa się eutektoidalną (przez analogię do stopów eutektycznych, które
topią się i krzepną w stałej temperaturze).
Pojęcie obróbki cieplnej
Obróbka cieplna jest to proces technologiczny, którego celem jest zmiana właściwości
metali i stopów przez zmianę struktury wywołaną działaniem temperatury i czasu.
Obróbka cieplna jest to zabieg pod wpływem którego zmienia się w stanie stałym
strukturę stopów, a tym samym ich właściwości chemiczne, fizyczne i mechaniczne
w dostosowania ich do wymaganych warunków. Terminologię poszczególnych zabiegów
obróbki cieplnej ujmuje PN – 76 /H – 01200. Rozróżnia się obróbkę cieplną i obróbkę
cieplno-chemiczną.
W procesach obróbki cieplnej istnieją trzy główne grupy operacji cieplnych: wyżarzanie,
hartowanie i odpuszczanie, przesycanie i starzenie. Bardzo ważne znaczenie ma tzw.
ulepszanie cieplne oraz utwardzanie cieplne, które polega na hartowaniu martenzytycznym
i odpuszczaniu stali. Ulepszanie cieplne znacznie polepsza właściwości mechaniczne stali.
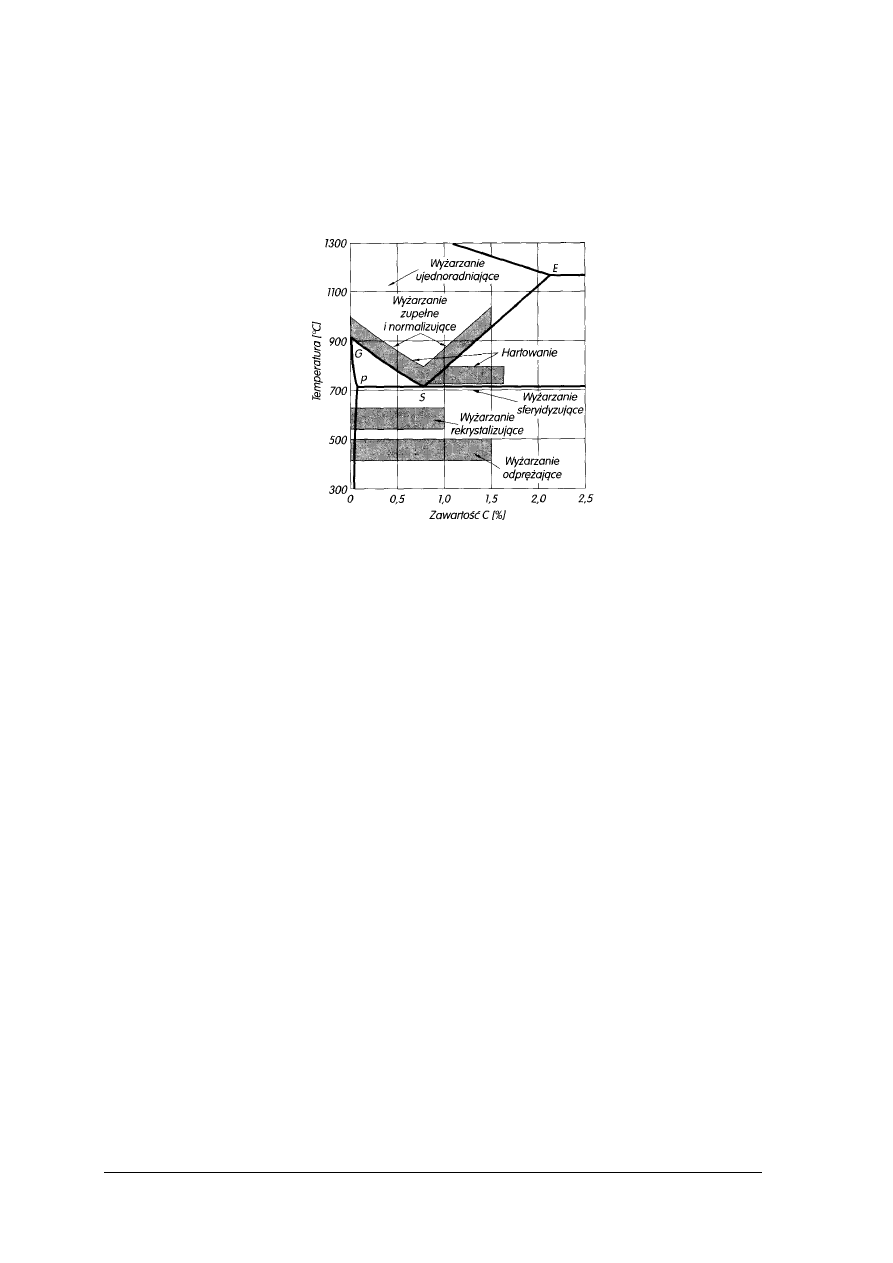
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Wyżarzanie jest operacją obróbki cieplnej, która polega na nagrzaniu stali do określonej
temperatury, wygrzaniu w tej temperaturze i powolnym chłodzeniu. Celem wyżarzania jest
otrzymanie określonej struktury zapewniającej wymagane właściwości materiału.
W zależności od określonego celu wyróżnia się następujące rodzaje wyżarzania:
ujednorodniające,
normalizujące,
zupełne,
izotermiczne,
niezupełne,
sferoidyzujące,
zmiękczające, rekrystalizujące i odprężające.
Rys. 28.
Zakresy temperatury wyżarzania stali niestopowych (węglowych) [11, s.100]
Wyżarzanie zupełne polega na nagrzaniu przedmiotów o 30–50°C powyżej linii GSE),
wygrzaniu w tej temperaturze i następnie powolnym studzeniu, najczęściej razem z piecem.
Wyżarzanie to ma na celu nadanie stali budowy drobnoziarnistej odznaczającej się znaczną
ciągliwością i małą twardością, usunięcie naprężeń własnych oraz czasem polepszenie
obrabialności.
Przykłady zastosowania: wyżarzane odlewów staliwnych w celu rozdrobnienia ziarna,
regenerowanie struktury przegrzanej itd.
Wyżarzanie normalizujące (normalizowanie) polega na nagrzaniu przedmiotu
o 30–50°C powyżej linii GSE, wygrzaniu w tej temperaturze i następnie studzeniu
w spokojnym powietrzu. Wyżarzanie normalizujące ma na celu usunięcie naprężeń własnych,
polepszenie właściwości wytrzymałościowych i przygotowanie struktury przed ostateczną
obróbką cieplną, a niekiedy i mechaniczną. Stal otrzymuje przy tym strukturę drobnoziarnistą,
typową dla danych warunków chłodzenia i jednolitą dla całej partii wyrobów. Różnica
między wyżarzaniem zupełnym, a normalizującym polega na sposobie studzenia – powolnym
studzeniu (z piecem lub w skrzynce) przy wyżarzanie zupełnym i szybszym w spokojnym
powietrzu przy normalizowaniu.
Wyżarzanie zmiękczające – zmiękczanie (sferoidyzacja, wyżarzanie na cementyt
kulkowy) ma na celu otrzymanie struktury cementytu kulkowego na tle ferrytycznym. W ten
sposób uzyskuje się obniżenie twardości i polepszenie obrabialności stali narzędziowych,
powiększenie plastyczności stali przeznaczonych do przeciągania na zimno itd.
Wyżarzanie zmiękczające polega na nagrzaniu przedmiotu do temperatur zbliżonych do
A
c1
(ok. 723°C), zazwyczaj nieco poniżej lub z wahaniami temperatury ok. A
c1
, dłuższym
wygrzewaniu w tej temperaturze i następnie studzeniu.
Wyżarzanie rekrystalizujące (rekrystalizowanie) stosuje się do materiału poddanego
uprzednio obróbce plastycznej na zimno. Ma na celu usunięcie objawów zgniotu, a więc
zastąpienie zdeformowanej i twardej struktury przez foremną, miękką i zazwyczaj
drobnoziarnistą. Polega na nagrzewaniu do temperatury wyższej od temperatury
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
rekrystalizacji, lecz niższej od A
c1
(550–650°C), wygrzaniu w tej temperaturze i następnie
studzeniu.
Wyżarzanie odprężające ma na celu usunięcie naprężeń własnych bez wyraźnych zmian
strukturalnych. Polega ono na nagrzewaniu przedmiotu do temperatury z reguły niższej od
A
c1
, natomiast wyższej od temperatury, w której metal traci znaczną część wytrzymałości
i staje się plastyczny, co umożliwia usunięcie naprężeń przez wewnętrzne odkształcenia
plastyczne. Przykłady zastosowania: wyżarzanie odprężające żeliwa w temp. 450–550°C,
staliwa w temp. 500–550°C, wyżarzanie przedmiotów spawanych w temp. 500–600°C,
wyżarzanie przedmiotów kutych i prasowanych na zimno w temp. 400–450°C itd.
Oprócz opisanych sposobów wyżarzania w hutnictwie i odlewnictwie są stosowane
jeszcze, wyżarzanie ujednorodniające (ujednorodnianie, homogenizacja) mające na celu
zmniejszenie miejscowych niejednorodności składu chemicznego, wyżarzanie izotermiczne
stosowane głównie do stali stopowych i mające na celu skrócenie czasu potrzebnego do
wyżarzania zupełnego oraz wyżarzanie grafityzujące (grafityzacja) stosowane zasadniczo do
żeliwa (wyrób żeliwa ciągliwego) i mające na celu przemianę cementytu na grafit.
Hartowanie jest operacją obróbki cieplnej polegającą na nagrzaniu przedmiotu do
temperatury zapewniającej wytworzenie struktury austenitu (o 30–50°C powyżej linii A
c1,3
)
i następnie szybkim chłodzeniu. Celem hartowania jest uzyskanie struktury martenzytycznej
(rys. 29), charakteryzującej się między innymi odpowiednio dużą twardością.
Rys. 29.
Stal węglowa o zawartości 1,3% C hartowana z chłodzeniem w wodzie martenzyt
i ciemne plamy troostytu hartowania [12, s. 103]
Przemiana austenitu w martenzyt rozpoczyna się w określonej temperaturze, zależnej od
składu chemicznego stali. Dla stali węglowych ta temperatura przemiany znajduje się
w granicach 100–300°C zależnie od zawartości węgla. Gwałtowne chłodzenie początkowe
ma celu przetrzymanie (przechłodzenie) austenitu, aż do temperatury przemiany
martenzytycznej. Jeżeli chłodzenie jest zbyt wolne, to zanim zostanie osiągnięta temperatura
przemiany martenzytycznej, austenit zacznie rozkładać się na inne struktury i stal uzyska
niższą twardość.
Zależnie od sposobu chłodzenia rozróżnia się hartowanie: zwykłe, stopniowe
i z przemianą izotermiczną.
Hartowanie zwykłe polega na nagrzaniu przedmiotu do odpowiedniej temperatury (do
stanu austenitycznego – powyżej linii GS) i następnie szybkim ochłodzeniu w kąpieli
chłodzącej do temperatury poniżej temperatury przemiany martenzytycznej, zazwyczaj aż do
temperatury równej lub zbliżonej do temperatury otoczenia, a więc 15–60°C. Hartowanie
takie, najczęściej stosowane w praktyce, umożliwia uzyskanie największej twardości dzięki
zachodzącej przemianie martenzytycznej.
Hartowanie stopniowe polega na nagrzaniu (jak przy hartowaniu zwykłym), szybkim
chłodzeniu w kąpieli nagrzanej do temperatury pośredniej powyżej początku przemiany
martenzytycznej (np. 300–350°C), przetrzymaniu przez krótki czas w tej temperaturze, aby
nastąpiło wyrównanie temperatur w przekroju, i dalszym chłodzeniu w oleju lub na
powietrzu. Jako kąpiel stosuje się zazwyczaj stopioną saletrę lub kąpiel chlorkową.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
Naprężenia i odkształcenia zmniejszają się przy tym sposobie znacznie. Wadą metody jest
trudność ustalenia krótkiego czasu przetrzymywania (wymagana duża wprawa).
Hartowanie z przemianą izotermiczną polega na nagrzaniu jak przy hartowaniu zwykłym,
a następnie chłodzeniu w nagrzanej kąpieli saletrzanej lub ołowiowej. Przemiana austenitu,
jaka przy tym zachodzi, przebiega do końca w stałej temperaturze i stąd nazwa – z przemianą
izotermiczną, tzn. w stałej temperaturze. Temperaturę kąpieli (300–500°C) dobiera się
w zależności od tego jakie są żądane właściwości, ale w każdym razie wyższą niż temperatura
początku przemiany martenzytycznej. Podczas stygnięcia w stałej temperaturze następuje
rozpad austenitu na różne struktury (bainit górny i dolny) zależnie od temperatury kąpieli,
o właściwościach zbliżonych do stali zahartowanej i odpuszczonej w sposób zwykły.
Zaletą hartowania izotermicznego jest to, że daje ono twardość, strukturę i inne
właściwości podobne do stali zahartowanej w sposób zwykły i odpuszczonej, jednak
z pominięciem przemiany martenzytycznej, która powoduje naprężenia, odkształcenia
i
pęknięcia. Ograniczeniem jest to, że daje się stosować tylko do stali o większej zawartości
węgla i tylko do małych przedmiotów. Dla dużych przedmiotów chłodzenie w saletrze jest
zbyt wolne, aby uzyskać zahartowanie.
Właściwości stali zahartowanej określają dwie cechy: hartowność i utwardzalność.
Utwardzalność jest to zdolność stali do utwardzania się przy hartowaniu. Miarą
utwardzalności jest maksymalna twardość mierzona na powierzchni. Twardość zależy od
ilości węgla i rośnie do zawartości ok. 0,9% C. Hartowność określa głębokość, na jaką stal
daje się zahartować. Miarą hartowności jest głębokość strefy zahartowanej. Głębokość
warstwy zahartowanej określa się od powierzchni zewnętrznej do początku strefy, której
struktura składa się z 50% martenzytu. Po hartowaniu martenzytycznym stale konstrukcyjne
wykazują duże naprężenia własne i strukturalne oraz małą plastyczność, co uniemożliwia ich
bezpośrednie użycie. W celu zmniejszenia tych niekorzystnych skutków stosuje się
odpuszczanie.
Odpuszczanie jest zabiegiem cieplnym stosowanym zasadniczo do stali hartowanych,
ma ono na celu usunięcie naprężeń hartowniczych i zmianę właściwości mechanicznych,
a więc obniżenie twardości i wytrzymałości na rozciąganie. Odpuszczanie polega na tym, że
przedmiot zahartowany nagrzewa się (zależnie od tego, jaki efekt chce się uzyskać) do temp.
180–650°C, przetrzymuje pewien czas w tej temperaturze i następnie chłodzi.
W czasie odpuszczania następuje zmiana struktury. Zasadniczy składnik zahartowanej
stali węglowej – martenzyt rozpada się przez wydzielenie najdrobniejszych (dyspersyjnych)
ziarenek cementytu. Powstają struktury stali odpuszczonej – trostyt odpuszczania (rys. 30)
i sorbit odpuszczania.
Rys. 30. Stal węglowa o zawartości 0,5% C hartowana z chłodzeniem w wodzie i odpuszczona.
Troostyt odpuszczania [5,s 105]
W zależności od temperatury rozróżnia się odpuszczanie: niskie, średnie i wysokie.
Odpuszczanie niskie polega na nagrzaniu przedmiotu do temperatury 150–200°C i następnie
chłodzeniu. Głównym jego celem jest usunięcie naprężeń hartowniczych, z zachowaniem
wysokiej twardości i odporności na zużycie (ścieranie).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Przykłady zastosowania: narzędzia, sprawdziany, sprężyny śrubowe z drutu
patentowanego i niektóre taśmowe, przedmioty nawęglane itd.
Odpuszczanie średnie – w temp. 250–500°C ma na celu uzyskanie dużej wytrzymałości
i sprężystości przy dostatecznej odporności na uderzenie, twardość obniża się przy tym
znacznie. Przykłady zastosowania: sprężyny, matryce, wszelkiego rodzaju resory, części
mechanizmów pracujących na uderzenie, młotki pneumatyczne, części broni maszynowej,
samochodowe itd.
Od puszczanie wysokie – w temp. powyżej 500°C, a poniżej A
c1
przeprowadza się w celu
uzyskania wysokich cech wytrzymałościowych, przy niewiele tylko obniżonych cechach
plastycznych. Stal odpuszczona w ten sposób ma twardość 250–350 HB i daje się już
obrabiać przez skrawanie.
W czasie odpuszczania następuje zmiana struktury. Zasadniczy składnik zahartowanej
stali węglowej – martenzyt – rozpada się przez wydzielanie najdrobniejszych (dyspersyjnych)
ziarenek cementytu. Powstają struktury stali odpuszczonej – troostyt odpuszczania i sorbit
odpuszczania.
Obróbka cieplno-chemiczna
Obróbka cieplno-chemiczna stali polega na wygrzewaniu stali w określonym środowisku
chemicznym w celu dyfuzyjnego wprowadzenia do warstwy przypowierzchniowej przedmiotu
obcego pierwiastka (a nawet dwóch lub trzech pierwiastków). Celem dyfuzyjnego
wprowadzenia pierwiastków do warstwy przypowierzchniowej jest uzyskanie określonych,
korzystnych właściwości użytkowych, np.: wysokiej twardości warstwy wierzchniej części
przy zachowaniu ciągliwości rdzenia, wysokiej odporności na ścieranie, zmniejszenie
współczynnika tarcia, podwyższenia odporności na korozję itp.
Obróbka cieplno-chemiczna dzieli się na dyfuzyjne nasycanie :
−
niemetalami: nawęglanie, azotowanie, siarkowanie, utlenianie, borowanie, krzemowanie,
−
metalami: aluminiowanie, chromowanie, cynkowanie, tytanowanie,
−
wieloskładnikowe:
węgloazotowanie,
tlenoazotowanie,
węglotytanowanie,
siarkowęgloazotowanie.
Obróbka cieplno-chemiczna w zależności od rodzaju pierwiastka nasycającego może
przebiegać w środowisku stałym, ciekłym lub gazowym, bogatym w pierwiastek dyfundujący
do stali. W wielu przypadkach jest to środowisko gazowe, w którym mogą zachodzić procesy:
dysocjacji, adsorpcji i dyfuzji. W wyniku tych procesów powstaje warstwa dyfuzyjna
wykazująca największe stężenie dyfundującego pierwiastka na powierzchni. Stężenie to
maleje w miarę zwiększenia głębokości warstwy przypowierzchniowej.
Zespół operacji polegający na nawęglaniu. hartowaniu i niskim odpuszczaniu nazywa się
węgloutwardzaniem cieplnym. Wynikiem tego procesu jest otrzymanie odpornej na ścieranie
warstwy powierzchniowej o twardości 60–64 HRC z zachowaniem ciągliwości rdzenia
o twardości 25–35 HRC. W produkcji jednostkowej i małoseryjnej stosuje się nawęglanie
w proszkach, w produkcji masowej – nasycanie gazowe.
Nawęglanie w proszkach przeprowadza się w temperaturze 900–950°C w szczelnie
zamkniętych
żaroodpornych
skrzynkach
wypełnionych
węglem
drzewnym
z intensyfikatorami (np. BaCO
3
, Na
2
CO
3
). Proces jest długotrwały i nie można go w pełni
kontrolować. Nawęglanie gazowe polega na wygrzewaniu przedmiotów w komorach pieca,
przez które przepływa gaz nawęglający (np. gaz: ziemny, świetlny, generatorowy,
koksowniczy). Najsilniej działający jest gaz ziemny, który stosuje się z produktami
niezupełnego spalania gazu ziemnego, otrzymując główne składniki mieszaniny (nie
tworzącej sadzy): CH
4
, CO i N
2
. W temperaturze nawęglania 900 ÷ 950°C zachodzą reakcje:
CH
4
= 2H
2
+ C
2CO = CO
2
+ C
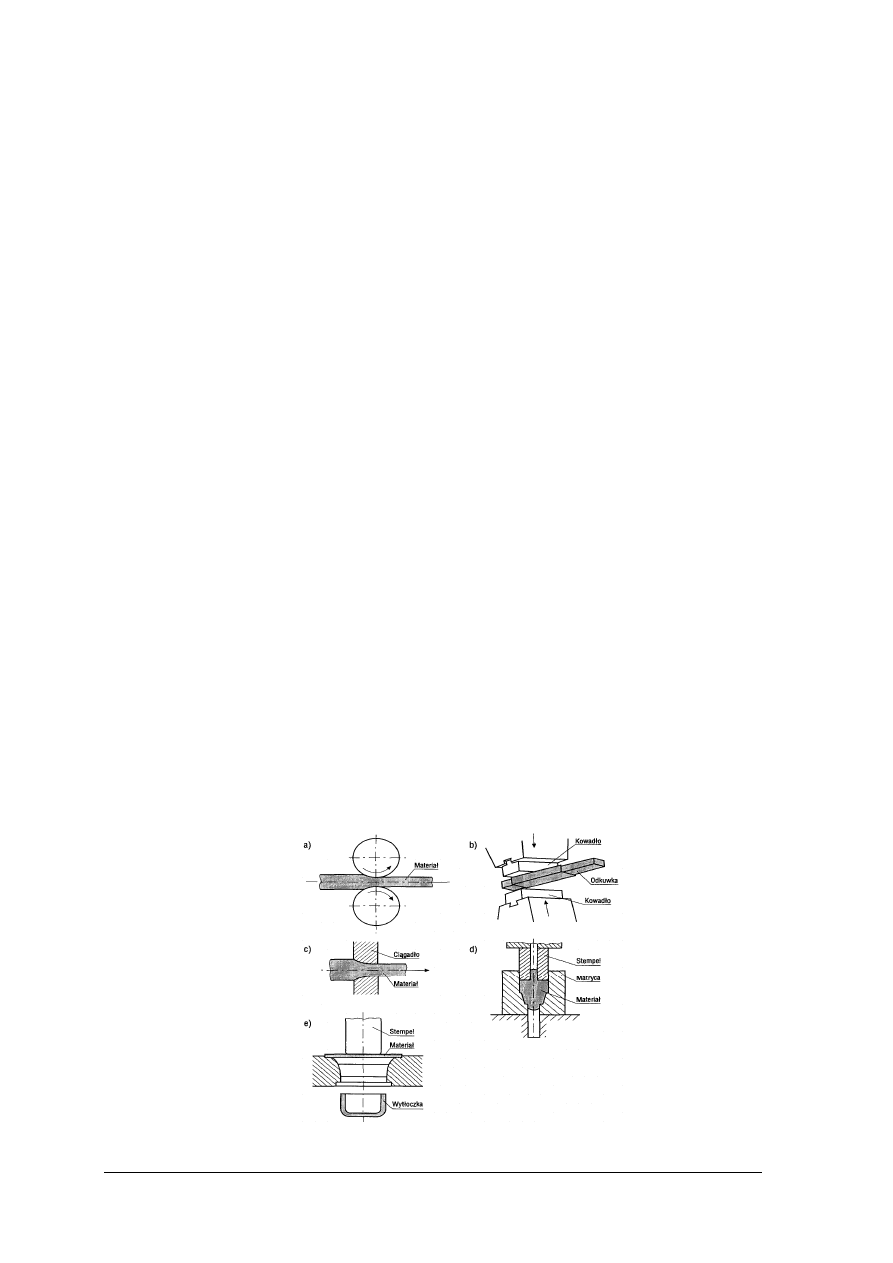
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
w wyniku których powstaje węgiel dyfundujący do stali. Stężenie węgla C w warstwie
przypowierzchniowej stali, które można regulować od wart. 1,2–1,3% na powierzchni do
stężenia węgla w stali nienawęglonej. Powierzchnie nienawęglane zabezpiecza się przez
galwaniczne pokrywanie miedzią lub za pomocą specjalnych past złożonych z glinki,
boraksu, szkła wodnego itp. Głębokości warstw nawęglonych wynoszą 0,6–2 mm. Stale
niestopowe do nawęglania zawierają 0,1–0,25% C, a stale niskostopowe 0,07–0,24% C. Po
nawęglaniu należy przeprowadzić właściwy proces hartowania z niskim odpuszczaniem.
Twardość po nawęglaniu zostaje zachowana przy odpuszczaniu do ok. 200°C.
Azotowanie jest dyfuzyjnym procesem nasycania stali w warstwie przypowierzchniowej.
Istnieją dwa rodzaje azotowania: utwardzające i przeciwkorozyjne. Azotowaniu poddaje się
specjalne stale stopowe po ulepszaniu cieplnym, tj. hartowaniu i wysokim odpuszczaniu.
Stale te mają temperaturę odpuszczania wyższą od temperatury azotowania utwardzającego.
Pierwiastki stopowe tych sta]i tworzą trwałe azotki zapewniające zachowanie bardzo
wysokiej twardości (900–1200 HV) podczas długotrwałej pracy w temperaturze do okołp
500°C oraz odporność na ścieranie. Inne stale poddaje się azotowaniu w celu wytworzenia
warstwy antykorozyjnej lub zwiększeniu wytrzymałości zmęczeniowej. Proces azotowania
utwardzającego przebiega najczęściej w temperaturze 500–520°C w ciągu 10–100 godzin.
W praktyce grubości warstw azotowanych wynoszą 0,1+0,6 mm. Maksymalna twardość
występuje na głębokości ok. 0,05 mm. Azotowanie przeciwkorozyjne prowadzi się
w temperaturze 600–700°C w ciągu 0,5 do kilku godzin, w celu uzyskania bardzo szczelnej
umiarkowanie twardej warstwy o dobrej odporności na korozję i grubości do 0,02 mm,
a nawet do 0,04 mm.
Obróbka plastyczna jest to taka obróbka, podczas której ukształtowanie materiału
uzyskuje się w wyniku odkształcenia plastycznego. Umożliwia ona również zmianę
właściwości fizykochemicznych, mechanicznych, struktury, gładkości powierzchni albo
wytworzenie naprężeń własnych w materiale.
Odkształcenie plastyczne (trwałe) jest to trwała zmiana kształtu ciała pozostająca po
odciążeniu ciała ze stanu plastycznego. Odkształcenie plastyczne jest możliwe dzięki
plastyczności, stanowiącej zdolność materiału do odkształceń trwałych bez naruszenia jego
spójności (bez występowania pęknięć).
W praktyce przemysłowej spotyka się następujące rodzaje obróbki plastycznej:
walcowanie, ciągnienie, kucie i prasowanie, wyciskanie, tłoczenie, w wyniku których
otrzymuje się blachy, pręty o różnych przekrojach, rury, druty, szyny, kształtowniki, elementy
maszyn (rys. 31).
Rys. 31. Schematy obróbki plastycznej: a) walcowanie, b) kucie, c) ciągnienie, d) wyciskanie,
e) tłoczenie [s. 113]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Walcowanie polega na odkształceniu metalu między walcami obracającymi się
w przeciwnych kierunkach. W obróbce plastycznej jest to najbardziej wydajny i masowy
proces produkcyjny.
Kucie polega na nadaniu przedmiotowi żądanego kształtu przez ściskanie materiału
między kawałkami lub między odpowiednio przygotowanymi narzędziami, zwanymi
matrycami.
Ciągnienie polega na przeciąganiu (zazwyczaj na zimno), uprzednio walcowanego
materiału, przez ciągadła.
Wyciskanie polega na wywieraniu na metal nacisku, pod wpływem którego wypływa on
przez otwór matrycy, przyjmując kształt wyznaczony jego zarysem.
Tłoczenie jest to proces stosowany do wyrobu różnego rodzaju elementów z blach i taśm.
W zależności od wymaganych właściwości wyrobów oraz rodzaju obrabianego metalu
lub stopu obróbka plastyczna może odbywać się na zimno lub na gorąco. Obróbka plastyczna
na zimno jest wykonywana w temperaturze niższej od temperatury rekrystalizacji. Cechą
charakterystyczną obróbki plastycznej na zimno jest to, że metal zachowuje w sposób trwały
strukturę i właściwości nadane mu przez odkształcenie. Do niepożądanych zmian właściwości
należy zmniejszenie zdolności do odkształceń plastycznych. W celu przywrócenia
plastycznych właściwości metalu i umożliwienia dalszej jego obróbki plastycznej należy
poddać go wyżarzaniu rekrystalizującemu, tj. nagrzać do odpowiednio wysokiej temperatury
(powyżej temperatury rekrystalizacji), przetrzymać w tej temperaturze, a następnie wolno
schłodzić.
W wyniku obróbki plastycznej na zimno uzyskuje się zmianę struktury metalu,
polepszenie jego właściwości wytrzymałościowych, wysoką gładkość powierzchni wyrobów
i dużą dokładność wymiarów. Obróbkę na zimno stosuje się wtedy, gdy podczas obróbki na
gorąco zachodzi bardzo szybkie stygnięcie wyrobów o małych przekrojach lub o dużym
stosunku powierzchni do objętości (np. blachy we wstęgach i taśmy o grubościach
mniejszych niż 1, 5 mm, druty o średnicach mniejszych niż 5 mm), co uniemożliwia lub
bardzo utrudnia obróbkę na gorąco. Stosuje się ją również do przetwórczej obróbki
plastycznej, np. tłoczenie wyrobów z blach cienkich. Możliwość jej stosowania ograniczają
bardzo duże naciski potrzebne do odkształcenia metalu na zimno.
Podczas obróbki plastycznej na gorąco zachodzą równocześnie dwa przeciwne sobie
procesy, tj. umocnienie, wywołane odkształceniem oraz rekrystalizacja eliminująca skutki
umocnienia. Praktycznie obróbkę plastyczną stali na gorąco prowadzi się w temperaturach
850–1250°C. Całkowita wielkość odkształcenia jest ograniczona wyłącznie szybkością
stygnięcia obrabianego metalu. Do zalet obróbki plastycznej na gorąco zalicza się:
−
znaczne zmniejszenie granicy plastyczności (dla stali około 10 razy), co powoduje
zmniejszenie nacisków potrzebnych do odkształceń,
−
brak umocnienia, w wyniku czego właściwości odkształcanego materiału nie ulegają
zmianie,
−
znaczną odkształcalność.
Podstawową operacją poprzedzającą obróbkę plastyczną na gorąco jest nagrzewanie
wsadu. Od wysokości temperatury, do której nagrzewa się metal przed obróbką, zależy jego
plastyczność, tzn. zdolność do odkształcenia pod działaniem sił zewnętrznych (np. stal
nagrzana do 1200°C jest cztery razy elastyczniejsza niż nagrzana do 1000°C). Stal do dróbki
plastycznej na gorąco nagrzewa się do temperatury 100–150°C poniżej inii solidusu.
Temperatura nagrzewania stali jest uzależniona od procentowej zawartości węgla. Stal
o mniejszej zawartości węgla obrabia się plastycznie w znacznie szerszym zakresie
temperatur, niż stal o podwyższonej zawartości węgla. Jeże stal nagrzeje się powyżej
temperatury początku obróbki plastycznej na gorąco, następuje przegrzanie, które
charakteryzuje się gwałtownym rozrostem ziarn. Jest to zjawisko niepożądane i może
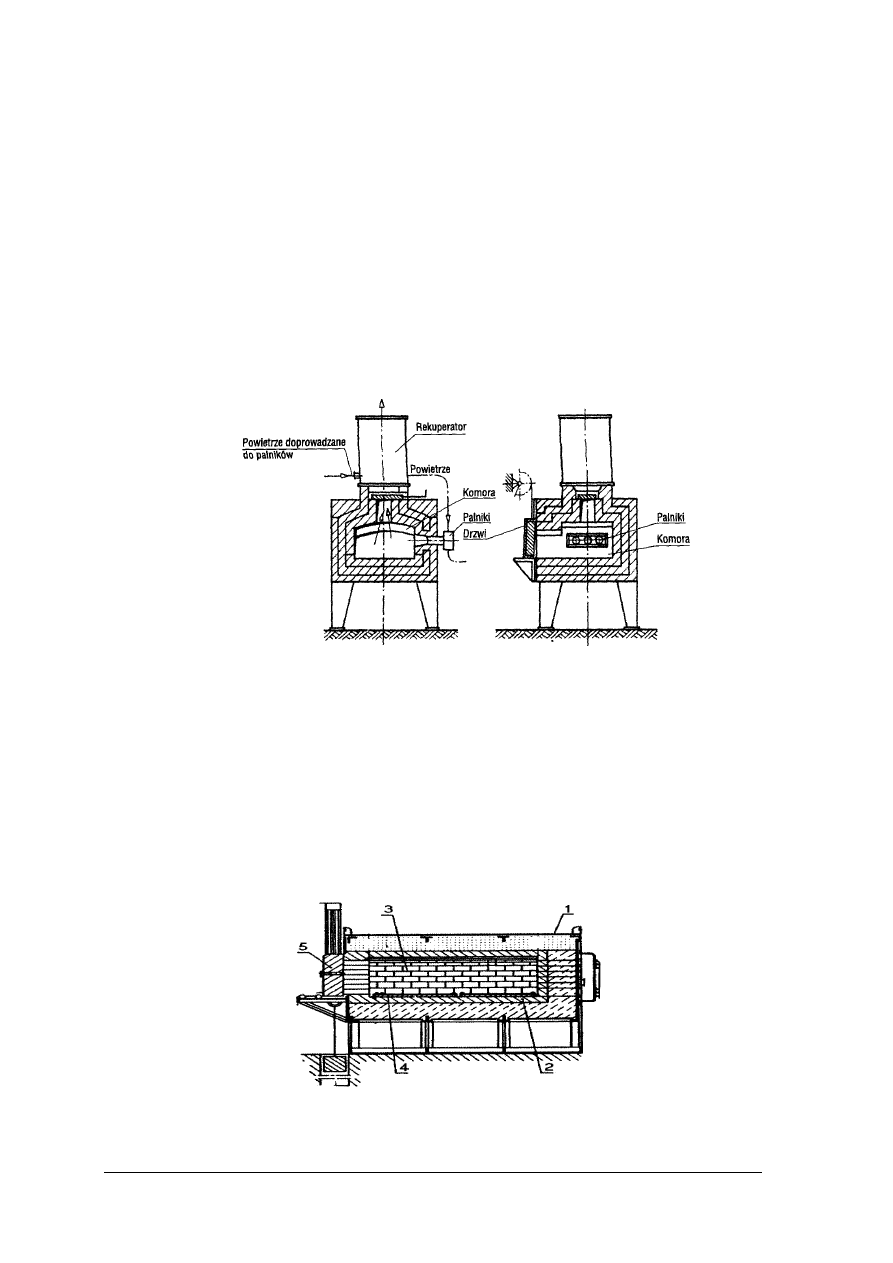
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
doprowadzić do powstania pęknięć materiału, stal staje się krucha i mało odporna na
uderzenia. Skutki przegrzania można usunąć poddając stal obróbce cieplnej. Podczas
nagrzewania w bardzo wysokiej temperaturze możliwe jest przepalenie stali. Przepalenie
polega na wytworzeniu się tlenków żelaza na granicach ziarn. Stal przepalona nadaje się
jedynie na złom, do przetopu. Na przegrzanie i przepalenie ma wpływ temperatura i czas
przetrzymywania metalu w wysokiej temperaturze. Parametry nagrzewania stali przed
obróbką plastyczną na gorąco powinny zapewniać otrzymanie żądanej temperatury wsadu
i równomierne nagrzanie w całym przekroju.
Urządzenia do nagrzewania
Wsad do obróbki plastycznej na gorąco nagrzewa się w piecach płomieniowych,
elektrycznych i elektrycznych urządzeniach grzewczych. Piece płomieniowe mogą być
ogrzewane paliwem stałym, ciekłym i gazowym. Ze względu na konstrukcję i rozkład
temperatury w roboczej części pieca dzieli się je na komorowe i tunelowe. Schemat pieca
komorowego gazowego przedstawiono na rys. 32.
Rys. 32. Piec komorowy gazowy [s.116]
Przedmioty w czasie obróbki cieplnej nagrzewane są w specjalnych piecach.
W zależności od sposobu ogrzewania rozróżnia się piece gazowe, elektryczne z kąpielą. Piece
gazowe buduje się jako piece komorowe lub muflowe. W piecach muflowych spaliny
nagrzewają zewnętrzne ściany ogniotrwałej komory zwanej muflą. Przedmioty umieszczone
w mufli nagrzewają się przez promieniowanie.
W piecach elektrycznych (rys. 33) ciepło wytwarza się podczas przepływu prądu
elektrycznego przez elementy grzewcze, które wykonane są z materiałów o dużej rezystancji.
Piece takie nie wytwarzają spalin i utrzymują stałą temperaturę.
Wadą ich jest znaczny koszt
wytworzenia i eksploatacji.
Rys. 33. Piec elektryczny komorowy do nagrzewania stali przy hartowaniu; 1 – obudowa,
2 – kształtownik szamotowy, 3 – komora grzejna, 4 – płyta żaroodporna, 5 – drzwi [4, s. 87]
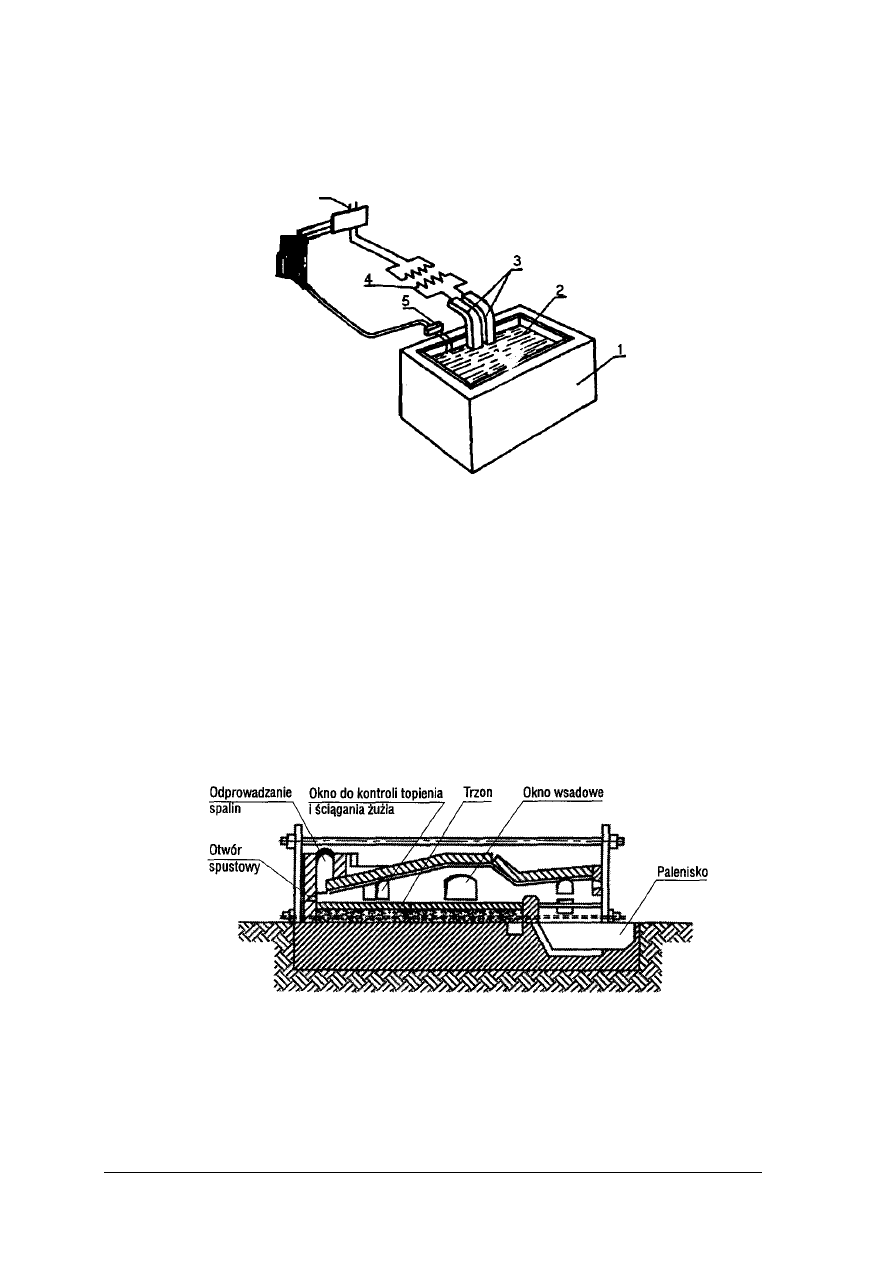
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Piec z kąpielą solną stanowi (rys. 34) tygiel, wypełniony solami, które pod wpływem
ciepła topią się tworząc kąpiele grzewcze. Przedmioty nagrzewa się zamaczając je w gorącej
kąpieli solnej.
Rys. 34. Schemat urządzenia do nagrzewania w kąpieli solnej. 1 – wanna, 2 – sól, 3 – elektrody,
4 – transformator, 5 – termoelement [4, s. 88]
W wannie (1) znajduje się kąpiel grzewcza (2), nagrzewana bezpośrednio prądem za
pomocą dwóch elektrod (3). Prąd jest doprowadzony z sieci (6) przez transformator (4).
Temperaturę kąpieli mierzy się za pomocą termoelementu (5). Piec powinien być
wyposażony w urządzenie usuwające niebezpieczne dla zdrowia pary soli.
Do wytapiania stopów metali nieżelaznych stosuje się piece: tyglowe, płomienne,
elektryczne indukcyjne i oporowe. Najpopularniejsze są piece tyglowe, które zajmują mało
miejsca, są tanie i przystosowane do topienia w nich różnych ilości metalu. Mogą być opalane
koksem, ropą lub gazem. Piece płomienne w których występuje bezpośredni kontakt
topionego metalu z płomieniem lub gazami spalinowymi dzielą się na trzonowe (rys. 35)
i
bębnowe (obrotowe).
Rys. 35. Piec płomienny trzonowy [12, s. 91]
Piece elektryczne indukcyjne nie różnią się od pieców do wytapiania żeliwa czy staliwa.
Piece elektryczne oporowe (rys. 36) są budowane jako stałe lub przechylne.
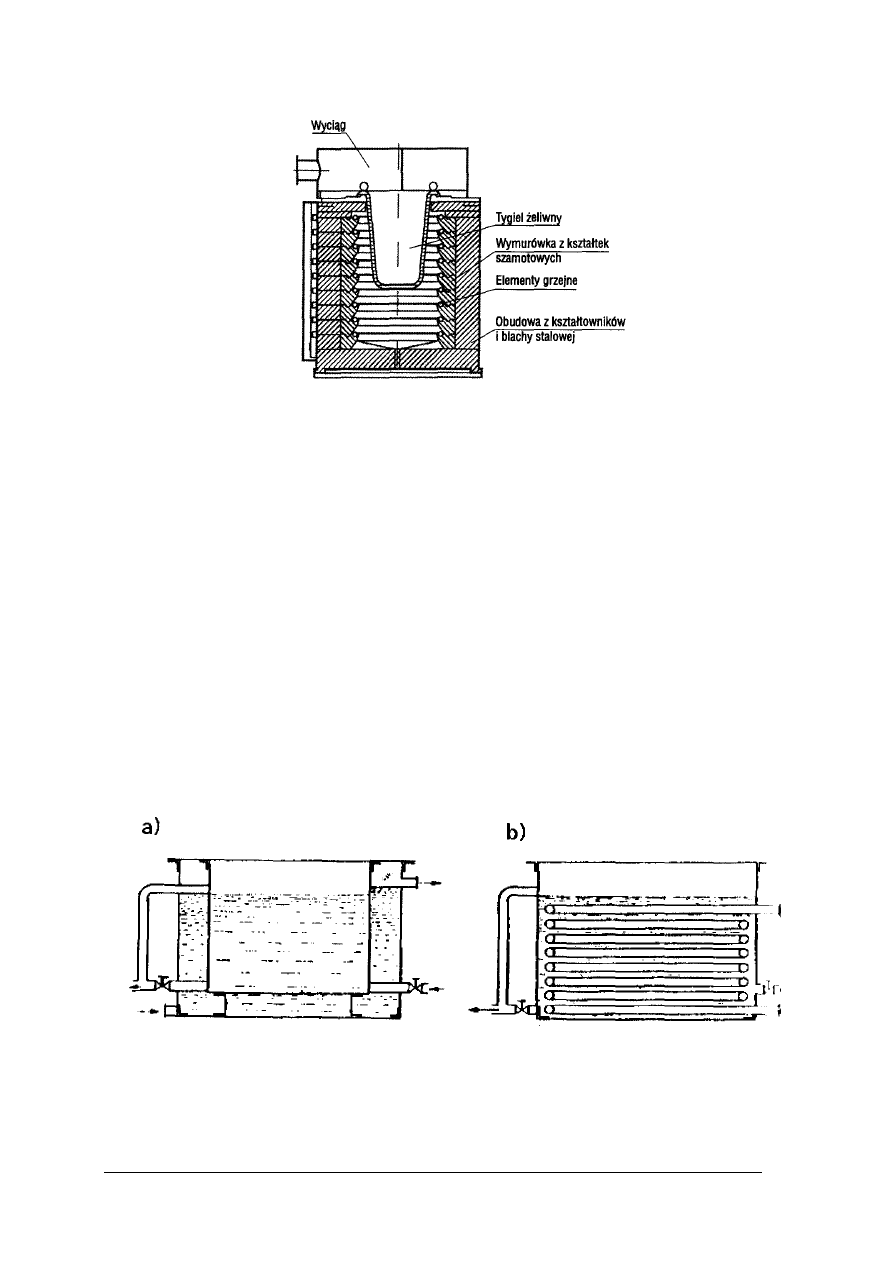
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
Rys. 36. Piec elektryczny oporowy tyglowy [12, s. 91]
Stosowane są przede wszystkim do topienia i przegrzewania stopów aluminium,
magnezu, miedzi i niklu. Umożliwiają topienie w dowolnej atmosferze, jak również
zapewniają dokładną regulację temperatury, małe straty topienia, czystość, bezpieczeństwo
pracy i dogodną obsługę. Wadą ich jest duża bezwładność cieplna, czyli długi czas topienia
i wynikający stąd duży koszt energii elektrycznej, tygli oraz elementów grzejnych. Ze
względu na konstrukcje piece oporowe można podzielić na bębnowe, trzonowe i tyglowe.
W piecach bębnowych i trzonowych promieniowanie ciepła odbywa się bezpośrednio na
wsad, a w piecach tyglowych przez ściankę tygla. Elementem grzejnym są spirale lub taśmy
metalowe oraz pręty grafitowe lub litowe.
Urządzenia do chłodzenia
Urządzenia do chłodzenia w kąpielach nazywają się wannami hartowniczymi (rys. 37).
Są to zbiorniki z blachy stalowej, wypełnione cieczą. Na skutek ciągłej pracy (chłodzenia)
temperatura kąpieli wzrasta, co przeszkadza w procesie hartowania. Przeciwdziała się temu
stosując płaszcz wodny. Taki sposób utrzymywania stałej temperatury kąpieli wymaga
stosowania zbiornika o podwójnych ścianach. Lepsze konstrukcyjnie jest rozwiązanie wanny
chłodzącej z wężownicą umieszczoną w samym zbiorniku.
Rys. 37.
Wanny chłodzone: a) płaszczem wodnym, b) wężownicą.[4, s. 88]
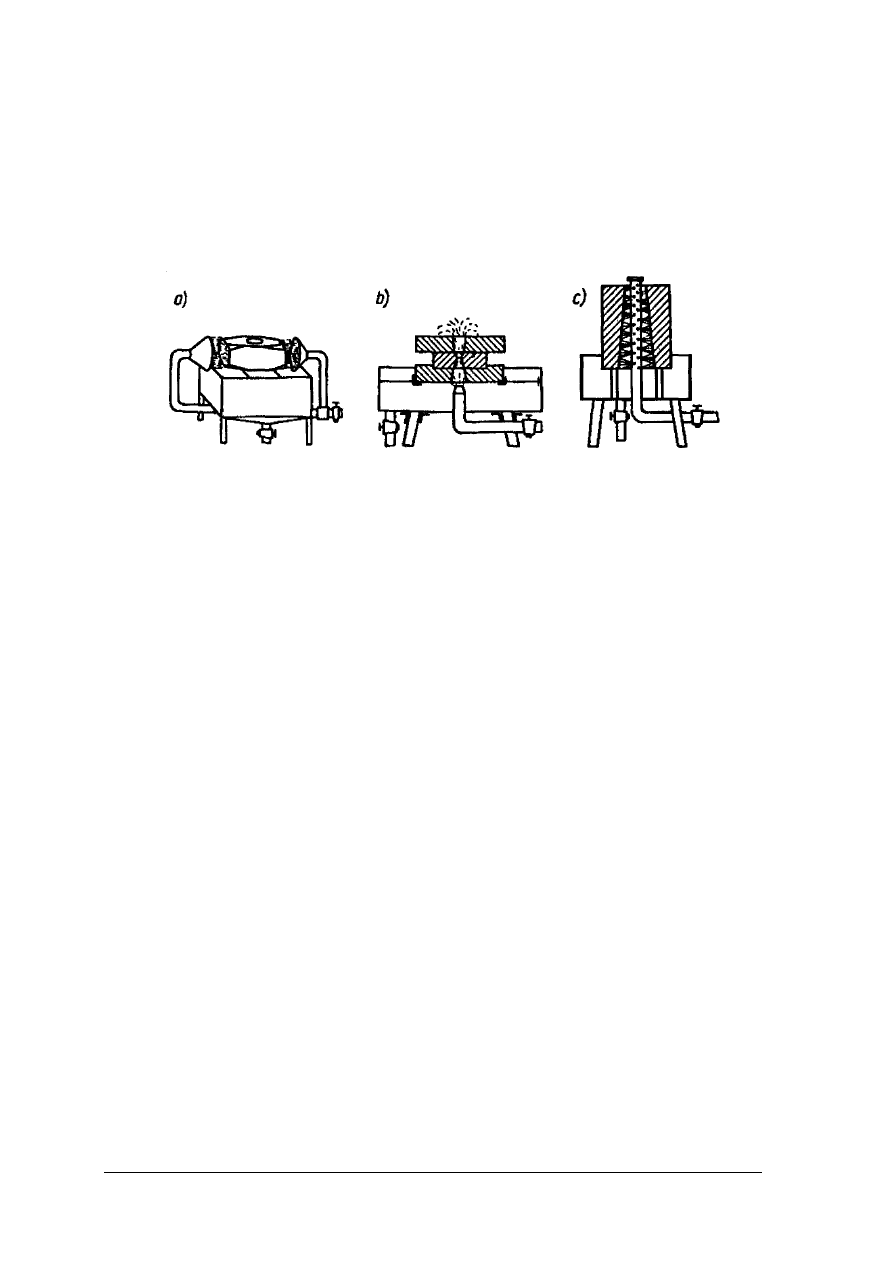
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
Dopływ wody zimnej do obu typów chłodnic powinien być u dołu, a dopływ wody
ogrzanej u góry.
Poza sposobem chłodzenia w wannach stosuje się sposób chłodzenia natryskiem
(rys. 38). Jest on stosowany przy hartowaniu częściowym narzędzi lub dużych przedmiotów.
Najprostsze urządzenie natryskowe składa się z podstawy, na której kładzie się chłodzony
przedmiot i odpowiednio do jego kształtu dopasowanej dyszy chłodzącej. Cieczą chłodzącą
jest zwykle woda.
Rys. 38. Urządzenia do chłodzenia natryskiem cieczy: młota, b) otworu ciągadła, c) tulei.[4, s.88]
Bhp przy obróbce cieplnej
Ze względu na występowanie wielu zagrożeń podczas grzania produktów, przenoszenia,
manipulowania przedmiotami nagrzanymi i chłodzenia, dla wydziałów obróbki cieplnej są
stawiane specjalne wymagania:
−
wydziały obróbki cieplnej winny być usytuowane w oddzielnych pomieszczeniach bez
możliwości kontaktu osób postronnych,
−
podłogi hal w wydziałach obróbki cieplnej winny być wykonane z klinkieru lub
ryflowanych płyt żeliwnych,
−
drogi transportowe muszą być krótkie i proste,
−
przewody dostarczające i odprowadzające wodę, oleje itp. należy prowadzić
w wydzielonych kanałach pod podłogą; kanały te wykłada się cegłą lub elementami
betonowymi i pokrywa lekkimi płytami żelbetowymi; przykrycia kanałów winny
otwierać się bez trudu i umożliwiać przejazd środków transportowych,
−
między urządzeniami należy zapewnić właściwy transport technologiczny – jak
przenośniki rolkowe, szynowe, łańcuchowe, suwnice – uwzględniając fakt, że najczęściej
będzie to transport materiałów niebezpiecznych, które należy przemieścić w krótkim
czasie.
Do charakterystycznych zagrożeń należą poparzenia rozpryskującą się gorącą solą lub
metalem. Mogą one wystąpić w przypadkach dosypywania soli hartowniczej o dużej
wilgotności lub zanurzaniu w kąpieli mokrych przedmiotów, ponieważ istnieje możliwość
rozprysku, a nawet wyrzucenia całej zawartości kąpieli na zewnątrz. Bardzo często występują
przypadki poparzeń przy rozładowywaniu gorących skrzynek po nawęglaniu, utrzymujących
bardzo długo wysoką temperaturę. Zabezpieczenia pracowników i środki ochrony obowiązują
analogicznie, jak w omówionych poprzednio rozdziałach.
Przy obróbce cieplnej, ze względu na specyficzny charakter pracy, istnieje możliwość
nieszczęśliwych wypadków, a przede wszystkim poparzenia, zatrucia oraz urazów
mechanicznych (przez upadek ciężkiego przedmiotu). W związku z tym każdy nowo przyjęty
pracownik musi być przeszkolony z zakresu przepisów bhp ogólnych i szczegółowych.
Przepisy ogólne bhp winny dotyczyć: norm oświetlenia, ogrzewania i wentylacji, wymiarów
powierzchni dla danych urządzeń, szerokości przejść i przejazdów, wysokości pomieszczeń,
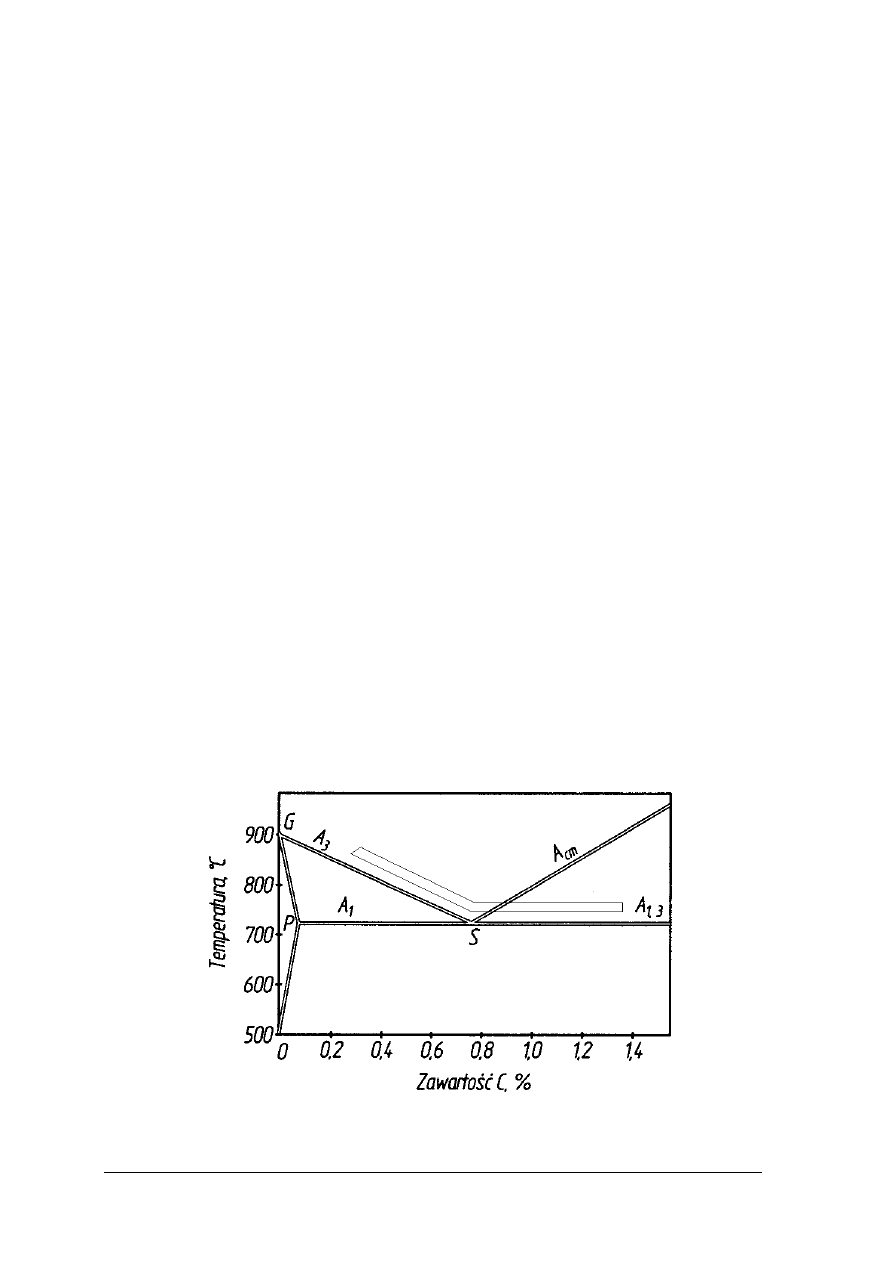
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
stanu podłóg, ścian i sufitów, pomieszczeń sanitarnych, higieny osobistej (trujące substancje),
odżywiania, odzieży ochronnej, okresowych badań lekarskich itp.
Przepisy szczegółowe winny dotyczyć: bezpieczeństwa i higieny pracy przy obsłudze
poszczególnych urządzeń, a więc: pieców, palników (hartowanie płomieniowe), wanien,
piaskownic itp.
W oddziale obróbki cieplnej musi się znajdować apteczka zawierająca pełny zestaw
środków pierwszej pomocy oraz instrukcję postępowania w razie wypadków zatruć (np.
cyjankami), poparzeń itp.
Pracownicy mający do czynienia z cyjankami lub kąpielami solnymi i metalowymi
muszą być co pewien okres czasu szkoleni z zakresu szkodliwości tych substancji i sposobów
zapobiegania wypadkom oraz udzielania pierwszej pomocy zatrutym.
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel i zakres stosowania obróbki cieplnej?
2. Jaki jest cel i zakres stosowania hartowania?
3. Na czym polega hartowanie na wskroś i hartowanie powierzchniowe?
4. Jakie struktury uzyskuje się po hartowaniu?
5. Jakie są urządzenia do nagrzewania i urządzenia do chłodzenia?
6. Na czym polega odpuszczanie?
7. Na czym polega ulepszanie cieplne i kiedy się go stosuje?
8. Jaki jest cel i zakres stosowania wyżarzania?
9. Jaki jest istota nawęglania?
10. Na czym polega nawęglanie w środowisku stałym?
4.7.3. Ćwiczenie
Ćwiczenie 1
Wyznacz, na podstawie uproszczonego wykresu Fe – Fe
3
C, temperaturę hartowania stali
niestopowej o zawartości 0,5% C.
Rysunek do ćwiczenia 1 [10 cz2, s. 21]
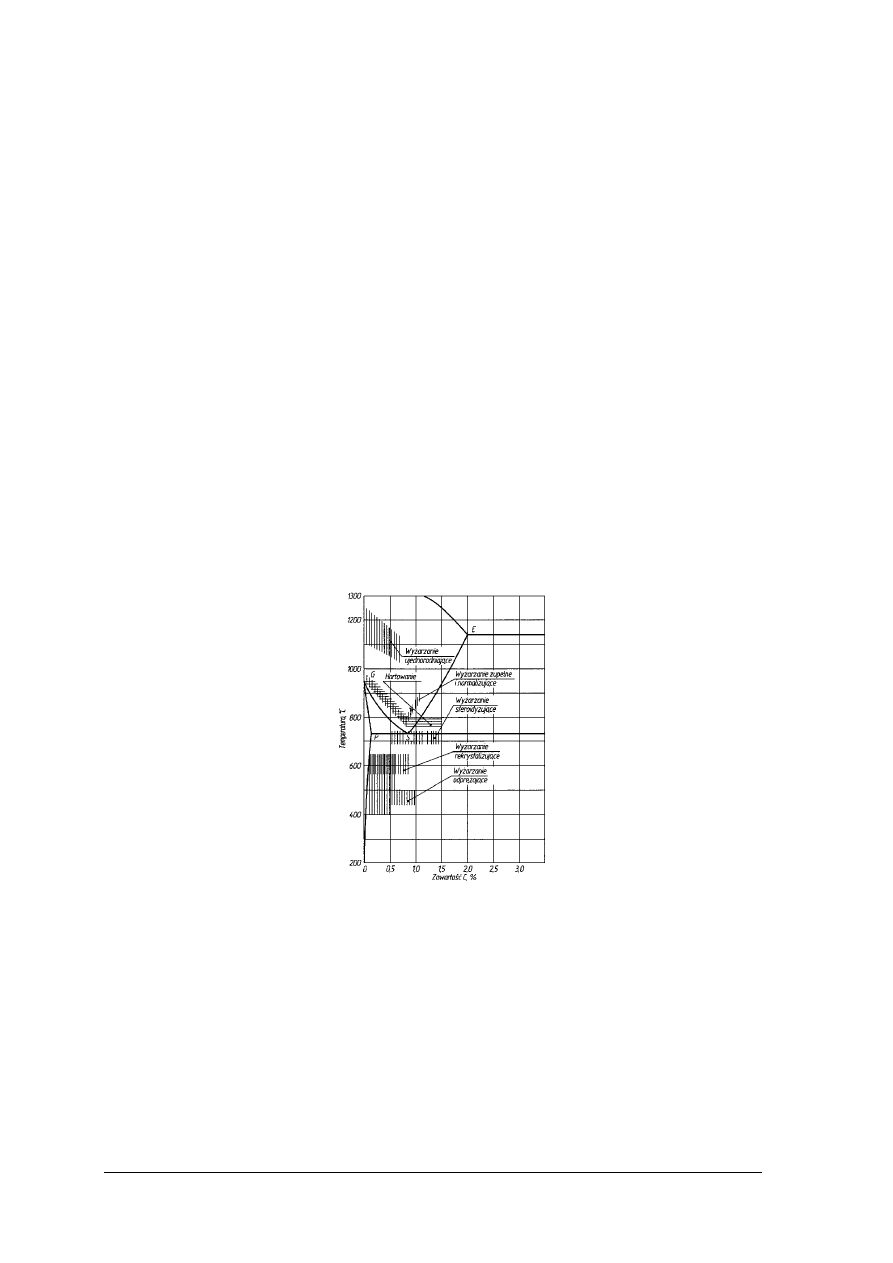
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować stanowisko pracy,
2) odszukać na wykresie Fe – Fe
3
C skład chemiczny stali 0,5% C i poprowadzić od niego,
linię prostopadłą do przecięcia z linią GS,
3) odczytać temperaturę przemiany A
c3
– 760°C (1033 K),
4) do odczytanej temperatury należy dodać 30°C, jest to temperatura do której należy
nagrzać stal, aby uzyskać austenit,
5) wybrać ośrodek chłodzący, (zwrócić uwagę na szybkość chłodzenia) zapewniający
uzyskanie struktury martenzytycznej,
6) przedstawić wynik ćwiczenia.
Wyposażenie stanowiska pracy:
−
uproszczonego wykresu Fe – Fe
3
C,
−
Poradnik dla ucznia,
−
przybory do rysowania,
−
literatura z rozdziału 6 Poradnika dla ucznia.
Ćwiczenie 2
Wyznacz, na podstawie uproszczonego wykresu Fe – Fe
3
C, temperaturę wyżarzania
normalizującego dla stali niestopowej o zawartości 0,4% C i 1,2% C.
Rysunek do ćwiczenia 2 [9, s. 18]
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) przygotować stanowisko do wykonania ćwiczenia,
2) odszukać na osi składników wykresu Fe – Fe
3
C zawartość 0,4% C i poprowadzić od
niego linię prostopadłą do przecięcia z linią GS,
3) odczytać temperaturę przemiany A
3
przez poprowadzenie z punktu przecięcia linii
prostopadłej do skali temperatur – 820° C (1093 K),
4) dodać 30°C (K) i otrzymujemy temperaturę 850°C (1123 K), do której należy nagrzać
stal 0,4%C, aby uzyskać austenit,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
5) podobnie postępować przy odczytywaniu temperatury austenityzacji stali o zawartości
1,2% C,
6) podać temperaturę nagrzewania stali niestopowej o zawartości 0,4% C i 1,2% C
7) przedstawić wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
uproszczonego wykresu Fe – Fe
3
C,
−
Poradnik dla ucznia,
−
przybory do rysowania,
−
literatura z rozdziału 6 Poradnika dla ucznia.
Ćwiczenie 3
Zademonstruj, jak powinien być ubrany pracownik z wydziału obróbki cieplnej
obsługujący urządzenia do hartowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać sprzęt i środki ochrony indywidualnej,
2) włożyć fartuch, nagolenniki, rękawice, buty, okulary i osłonę głowy,
3) wyjaśnić w jaki sposób są zabezpieczane poszczególne części ciała przed zagrożeniami.
Wyposażenie stanowiska pracy:
−
sprzęt i środki ochrony indywidualnej,
−
Poradnik dla ucznia.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować wykres Fe – Fe
3
C?
2) wyjaśnić proces obróbki cieplnej?
3) dobrać do hartowania środek chłodzący?
4) scharakteryzować rodzaje struktur uzyskanych po hartowaniu
5) wyjaśnić proces obróbki cieplno-chemicznej?
6) wykonać nawęglanie w środowisku stałym?
7) opisać
zagrożenia
występujące
na
wydziale
obróbki
cieplno-chemicznej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań wielokrotnego wyboru o różnym stopniu trudności. Tylko jedna
odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Prawidłową odpowiedź
zaznacz X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową),
6. Test składa się z dwóch części o różnym stopniu trudności: I część – poziom
podstawowy, II część – poziom ponadpodstawowy.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny. Trudności mogą
przysporzyć Ci zadania: 16–20, gdyż są one na poziomie trudniejszym niż pozostałe.
Przeznacz na ich rozwiązanie więcej czasu.
9. Na rozwiązanie testu masz 60 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
ZESTAW ZADAŃ TESTOWYCH
1. Stalą nazywamy stop żelaza z węglem
a) o zawartości węgla do 2% poddany obróbce plastycznej.
b) o zawartości węgla powyżej 2% poddany obróbce plastycznej.
c) o dowolnej zawartości węgla poddany obróbce plastycznej.
d) o zawartości węgla 4,6 % nie poddany obróbce plastycznej.
2. Mosiądzem nazywamy stop
a) cynku i aluminium.
b) magnezu i cynku.
c) miedzi i cynku.
d) aluminium, miedzi i magnezu.
3. Tworzywami sztucznymi, które można wielokrotnie przerabiać są
a) tworzywa chemoutwardzalne.
b) tworzywa termoplastyczne.
c) tworzywa termoutwardzalne.
d) wszystkie tworzywa sztuczne.
4. Metalem odpornym na korozję jest
a) platyna.
b) aluminium.
c) cynk.
d) ołów.
5. Metale nieżelazne to
a) żelazo i jego stopy.
b) wszystkie metale oprócz żelaza i jego stopów.
c) stop żelaza z węglem o zawartości węgla do 2%.
d) stop żelaza z węglem o zawartości węgla do 4,5%.
6. Znak literowy BK331 oznacza
a) mosiądz.
b) miedź.
c) brąz.
d) miedzionikiel.
7. Metale dobrze przewodzące prąd elektryczny to
a) ołów i platyna.
b) cyna i bizmut.
c) srebro i miedź.
d) tantal iwolfram.
8. Stop CuPb30 to
a) mosiądz.
b) brąz ołowiowy.
c) brąz krzemowy.
d) brąz manganowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
9. Metale łatwo topliwe to
a) ołów platyna.
b) srebro miedź.
c) wolfram, tantal.
d) cyna bizmut.
10. Łożysko ślizgowe należy wykonać ze stopu o nazwie
a) brąz ołowiowy.
b) duraluminium.
c) brąz berylowy.
d) brąz manganowy.
11. Stop metali nieżelaznych CuZn10 to
a) magnez.
b) silumin.
c) mosiądz.
d) brąz berylowy.
12. Na części maszyn nie mogą być stosowane tworzywa sztuczne z uwagi na ich
a) dobre właściwości przeciwcierne.
b) znaczną odporność na działanie czynników atmosferycznych.
c) małą odporność na działanie podwyższonych temperatur.
d) dobrą plastyczność.
13. Hartowanie zaliczane jest do
a) obróbki cieplnej.
b) obróbki cieplno-chemicznej.
c) obróbki cieplno-magnetycznej.
d) obróbki cieplno-plastycznej.
14. Miedź na dobrą przewodność
a) elektryczną.
b) cieplną.
c) elektryczną i cieplną.
d) elektrostatyczną.
15. Odpuszczanie jest zabiegiem cieplnym stosowanym do stali
a) hartowanych.
b) wyżarzanych.
c) przesycanych.
d) stabilizowanych.
16. Z wymienionych pierwiastków metalami są
a) miedź.
b) żelazo.
c) krzem.
d) węgiel.
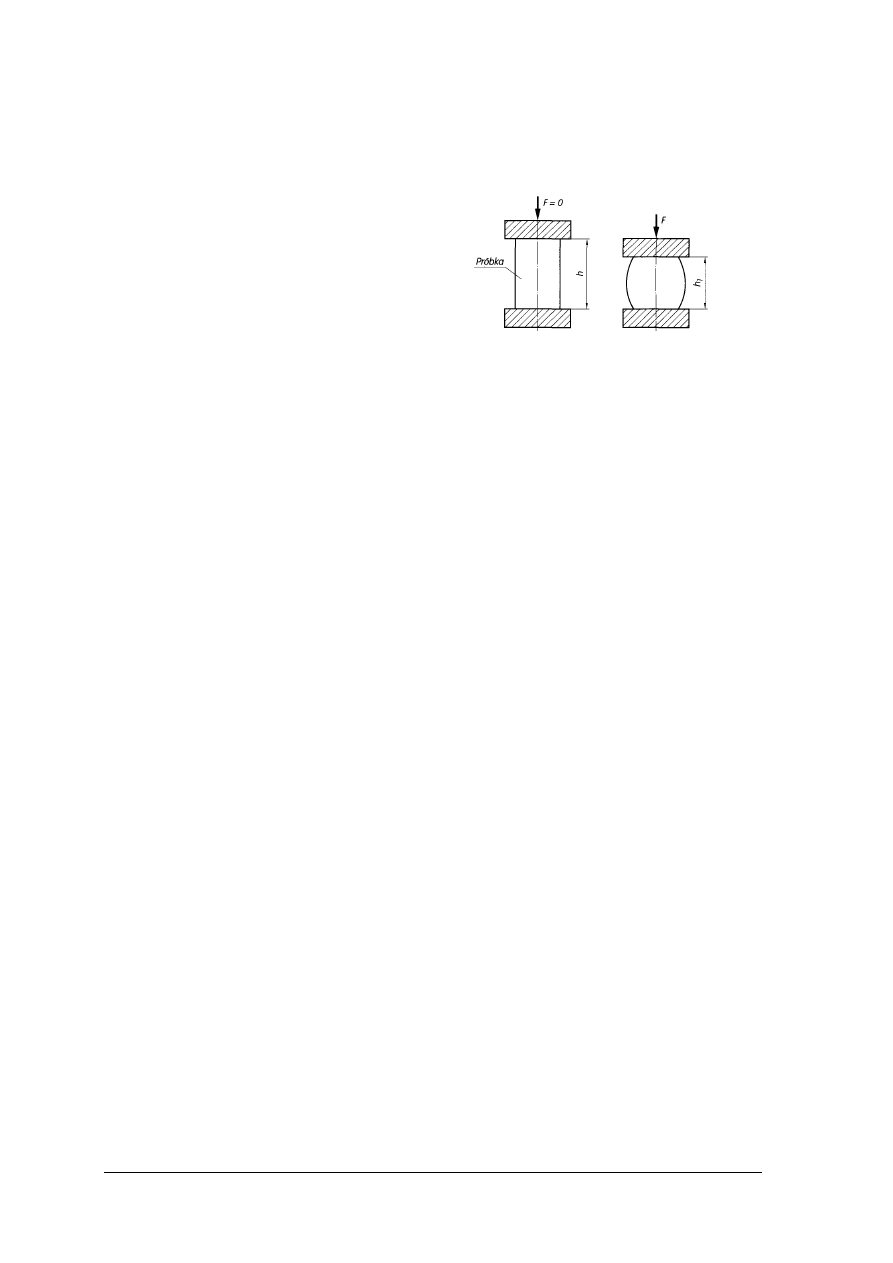
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
17. Doraźną granicę wytrzymałości na rozciąganie oznaczamy symbolem
a) Fm.
b) Fe.
c) Rc.
d) Rm.
18. Rysunek przedstawia próbę
a) rozciągania.
b) zginania.
c) spęczania.
d) udarności.
19. Polimeryzacja to proces podczas którego, małe jednorodne cząsteczki (monomery)
a) dzielą się na cząstki zwane polimerami, a dodatkowo wydzielają się substancje
uboczne np. chlorowodór.
b) tworzą nową substancję o zmienionym składzie chemicznym, a dodatkowo
wydzielają się substancje uboczne np. woda, amoniak.
c) łączą się ze sobą tworząc jedną wielką cząstkę, a powstające substancje mają taki
sam skład chemiczny, jaki miały przed procesem.
d) tworzą pary drobnych cząstek, a powstała substancja ma zmieniony skład
chemiczny.
20. W metodzie Brinella wgłębnikiem jest
a) kulka o średnicy 1,5875 mm.
b) kulka o średnicy 10–5–2,5–2–1 mm.
c) stożek diamentowy o kącie wierzchołkowym 120°.
d) kulka o średnicy 1,5875 mm lub stożka diamentowego o kącie wierzchołkowym
120°.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
KARTA ODPOWIEDZI
Imię i nazwisko……………………………………………………………………………….
Stosowanie materiałów konstrukcyjnych i narzędziowych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
6. LITERATURA
1. Bożenko L.: Maszynoznawstwo. Wydawnictwo Szkolne i Pedagogiczne, Warszawa 1990
2. Dobrzanski L.: Metalowe materiały inżynierskie. Wydawnictwo Naukowo – Techniczne,
Warszawa 2004
3. Domke W.: Vademecum materiałoznawstwa. Wydawnictwo Naukowo – Techniczne,
Warszawa 1982
4. Dretkiewicz – Więch J.: Materiałoznawstwo Ośrodek Badawczo Rozwojowy Pomocy
Naukowych, Warszawa 1993
5. Drętkiewicz – Więch J.: Technologia mechaniczna WSiP, Warszawa 2000
6. Kassube W.: Materiałoznawstwo. WSiP, Warszawa 1974
7. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1973
8. Swat K.: Bezpieczeństwo i higiena pracy dla mechaników. WSiP Warszawa 1992
9. Wojtkun F, Bukała W.: Materiałoznawstwo część 1 i 2 WSiP, Warszawa 1999
10. Zając B.: Materiałoznawstwo WSiP, Warszawa 1997
11. Zawora J.: Podstawy technologii maszyn WSiP, Warszawa 2001
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 03 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 03 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 03 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 05 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 06 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 03 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 01 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 02 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 06 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 06 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 01 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 06 n
więcej podobnych podstron