„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Piotr Masłoń
Określanie właściwości materiałów konstrukcyjnych
311[15].O1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Janusz Makówka
dr inż. Sylwester Rajwa
Opracowanie redakcyjne:
mgr inż. Danuta Pawełczyk
Konsultacja:
mgr inż. Gabriela Poloczek
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[15]O1.02
„Określanie właściwości materiałów konstrukcyjnych”, zawartego w modułowym programie
nauczania dla zawodu technik górnictwa podziemnego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1. Materiały stosowane w budowie maszyn. Właściwości metali i ich stopów
7
4.1.1.
Materiał nauczania
7
4.1.1.
Pytania sprawdzające
18
4.1.3.
Ćwiczenia
18
4.1.4.
Sprawdzian postępów
20
4.2. Metalurgia stali i metali nieżelaznych oraz technologia proszków
21
4.2.1.
Materiał nauczania
21
4.2.2.
Pytania sprawdzające
33
4.2.3.
Ćwiczenia
33
4.2.4.
Sprawdzian postępów
34
4.3. Stopy techniczne
35
4.3.1.
Materiał nauczania
35
4.3.2.
Pytania sprawdzające
43
4.3.3.
Ćwiczenia
43
4.3.4.
Sprawdzian postępów
44
4.4. Materiały niemetalowe
45
4.4.1.
Materiał nauczania
45
4.4.2.
Pytania sprawdzające
56
4.4.3.
Ćwiczenia
56
4.4.4.
Sprawdzian postępów
57
4.5. Obróbka cieplna i cieplno-chemiczna
58
4.5.1.
Materiał nauczania
58
4.5.2.
Pytania sprawdzające
64
4.5.3.
Ćwiczenia
64
4.5.4.
Sprawdzian postępów
65
4.6. Korozja metali i ochrona przed korozją
66
4.6.1.
Materiał nauczania
66
4.6.2.
Pytania sprawdzające
69
4.6.3.
Ćwiczenia
70
4.6.4.
Sprawdzian postępów
71
5.
Sprawdzian osiągnięć
72
6.
Literatura
77

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1.
WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o podstawowych układach
sterowania i regulacji automatycznej i kształtowaniu umiejętności montowania i sprawdzania
układów automatyki.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
311[15].O1
Podstawy konstrukcji mechanicznych
311[15].O1.01
Stosowanie przepisów Kodeksu pracy,
Prawa geologicznego i górniczego
311[15].O1.02
Określanie właściwości
materiałów
konstrukcyjnych
311[15].O1.03
Wykonywanie rysunków
części maszyn
311[15].O1.04
Wykonywanie obliczeń w układach
statycznych, dynamicznych i kinetycznych
311[15].O1.05
Projektowanie części maszyn
i połączeń

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
stosować jednostki układu SI,
−
przeliczać jednostki,
−
przekształcać wzory,
−
korzystać z różnych źródeł informacji,
−
posługiwać się podstawowymi pojęciami z zakresu mechaniki,
−
rozróżniać podstawowe wielkości mechaniczne i ich jednostki,
−
odczytać dane z układu współrzędnych,
−
odczytać podstawowe równania reakcji chemicznych,
−
obsługiwać komputer,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
−
wyjaśnić podstawowe pojęcia z zakresu technologii metali i materiałoznawstwa,
−
określić właściwości metali i ich stopów
−
rozróżnić gatunki stali, staliwa, żeliwa, metali nieżelaznych i ich stopów,
−
określić gatunki materiałów konstrukcyjnych na podstawie oznaczenia,
−
scharakteryzować metody otrzymywania stali, staliwa, żeliwa, metali nieżelaznych i ich
stopów,
−
określić właściwości materiałów niemetalowych,
−
określić przeznaczenie materiałów niemetalowych,
−
zastosować materiały konstrukcyjne uwzględniając warunki eksploatacji i wpływ na
trwałość urządzenia,
−
dobrać materiał na wskazane części maszyn,
−
rozróżnić rodzaje obróbki cieplnej i cieplno-chemicznej,
−
zanalizować zmiany właściwości w zależności od rodzaju obróbki cieplnej i cieplno-
-chemicznej,
−
dobrać rodzaj obróbki cieplnej i cieplno-chemicznej do żądanych właściwości,
−
rozpoznać zjawiska korozyjne i ich skutki,
−
ocenić stosowane sposoby ochrony przed korozją w procesach wytwarzania i eksploatacji,
−
dobrać sposoby ochrony przed korozją.
−
posłużyć się: tablicami, normami, poradnikami i inną literaturą techniczną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Materiały stosowane w budowie maszyn. Właściwości metali
i ich stopów
4.1.1. Materiał nauczania
Materiałami w pojęciu technicznym nazywane są ciała stałe o własnościach
umożliwiających ich stosowanie przez człowieka do wytwarzania produktów. Materiałami
inżynierskimi natomiast, nazywamy materiały konstrukcyjne, które są wykorzystywane do
budowy maszyn i urządzeń.
Najogólniej wśród materiałów o znaczeniu technicznym można wyróżnić: materiały
naturalne, wymagające jedynie nadania kształtu, do technicznego zastosowania Materiały
inżynierskie, nie występujące w naturze, lecz wymagające zastosowania złożonych procesów
wytwórczych do ich przystosowania do potrzeb technicznych, po wykorzystaniu surowców
dostępnych w naturze.
Przykładami materiałów naturalnych są:
1)
drewno,
2)
niektóre kamienie,
3)
skały,
4)
minerały.
Do podstawowych grup materiałów inżynierskich tradycyjnie zaliczamy: metale i ich stopy,
polimery i materiały ceramiczne. Istotną rolę odgrywają również materiały kompozytowe.
Właściwości metali i ich stopów
Metale to materiały, które w stanie stałym charakteryzują się następującym
właściwościami: są to przede wszystkim: połysk, zwany metalicznym, dobra plastyczność,
nieprzezroczystość oraz dobra przewodność cieplna i elektryczna (malejąca ze wzrostem
temperatury).
Metale w stanie stałym i ciekłym przewodzą prąd elektryczny za pośrednictwem
elektronów. W stanie ciekłym i stałym atomy substancji znajdują się w bliskim ze sobą
sąsiedztwie, a elektrony walencyjne (wartościowości) mogą przemieszczać się swobodnie
w obrębie fazy metalicznej tworząc gaz elektronowy. Atomy pozbawione pewnej liczby
swobodnych elektronów stają się jonami dodatnimi (rdzeniami atomowymi). Dodatnie jony
w stanie stałym są w określony sposób rozmieszczone względem siebie, tworząc sieć krystaliczną.
Wzajemne oddziaływanie elektrodynamiczne rdzeni atomowych i swobodnych elektronów
utrzymuje w stanie spójności fazę metaliczną. Podobnie utrzymywana jest w stanie spójności faza
ciekła. Jednakże wówczas rdzenie atomowe nie mają określonych położeń względem siebie
i z tego powodu nie tworzą sieci krystalicznej. W licznych przypadkach metale w stanie
stałym wykazują dobrą plastyczność, umożliwiając zmianę kształtu przedmiotu pod wpływem
działania na niego sił zewnętrznych. Zespół cech charakterystycznych metali określa się
mianem cech stanu metalicznego, a o pierwiastkach wykazujących cechy metaliczne mówi się,
że znajdują się one w stanie metalicznym. Za główną przy tym cechę stanu metalicznego uznaje się
przewodnictwo elektryczne o malejącym współczynniku temperaturowym. W stanie stałym
rozłożenie atomów jest ściśle określone. Tworzą one sieci przestrzenne wyznaczone przez środki
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
ciężkości atomów, stanowiących ich węzły. W przypadkach struktur bardziej skomplikowanych
węzły sieci przestrzennej są utworzone przez środki ciężkości większego ugrupowania atomów, np.
cząsteczki.
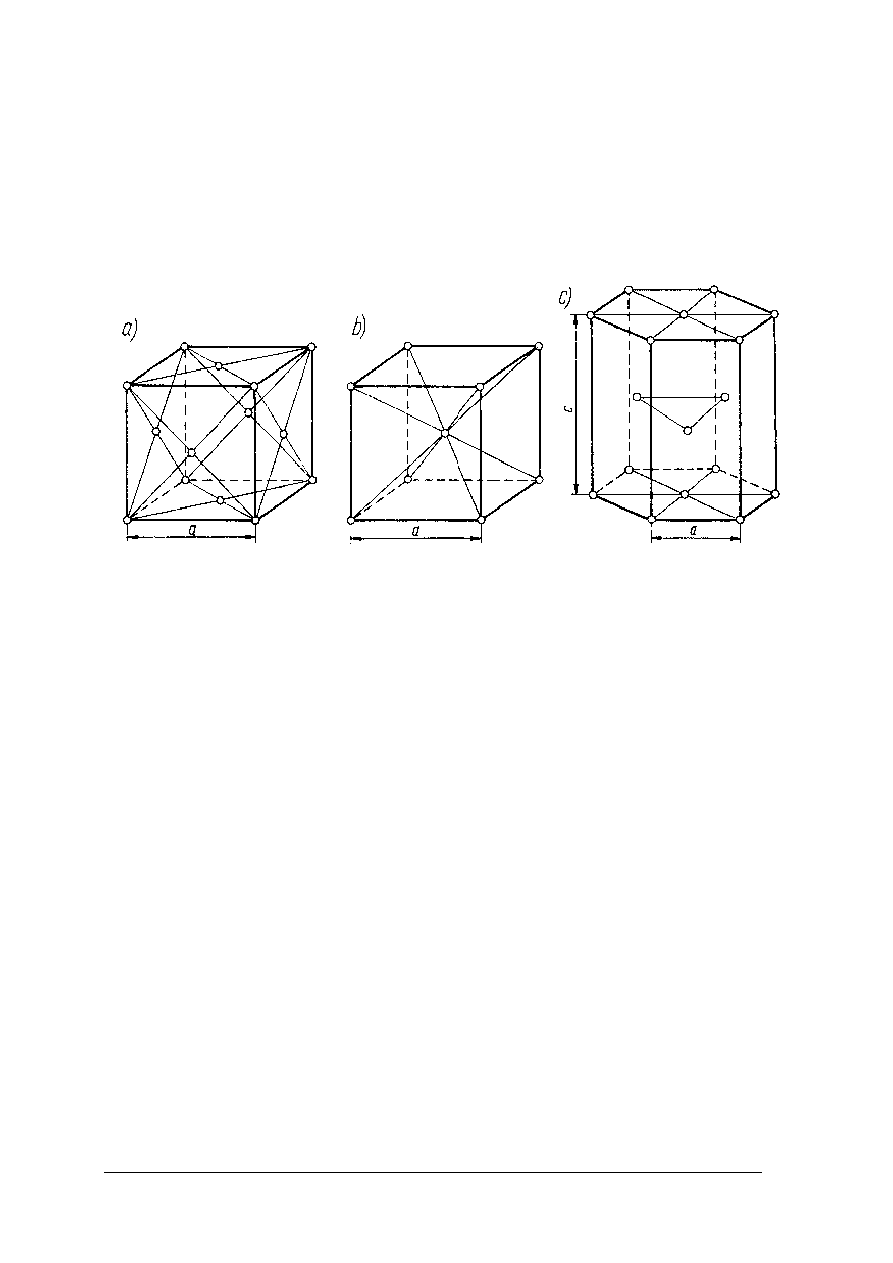
Najczęściej występujące komórki strukturalne metali: przedstawiono na rys. 1. Są to:
−
komórka strukturalna sieci regularnej płasko centrycznej – rys. 1a,
−
komórka strukturalna sieci regularnej przestrzennie centrycznej – rys. 1b,
−
komórka strukturalna sieci heksagonalnej zwarcie wypełnionej – rys. 1c.
Rys. 1 Komórki strukturalne metali [1, s. 195]
Niektóre substancje, zależnie od warunków, mogą występować w różnych postaciach
krystalicznych różniących się budową i własnościami. Są to odmiany alotropowe tej samej
substancji. Z takimi odmianami ma się często do czynienia w praktyce. Na przykład żelazo, które
do temperatury 9IO°C występuje w układzie regularnym przestrzennie centrycznym, powyżej
tej temperatury zmienia swą sieć na regularną płasko centryczną. Również inne metale
przechodzą przemiany alotropowe, np. kobalt, cyna, mangan i tytan.
Własności mechaniczne metali i ich stopów
Własności mechaniczne stanowią zespół cech określających odporność metali na
działanie na nie sił zewnętrznych. Mają one podstawowe znaczenie dla trwałości wszelkich
konstrukcji oraz stanowią podstawę wyboru najwłaściwszych metod obróbki materiału w celu
uzyskania zaprojektowanego wyrobu. Poznanie cech metali, występujących w ustalonych
warunkach, nie jest wystarczające do oceny przydatności tych materiałów do określonego celu.
Niezbędne jest tu jeszcze poznanie wpływu różnych czynników, np. temperatury, sposobu
i wielkości obciążenia oraz kształtu i wymiarów przedmiotu na zmiany tych własności.
Dla celów technicznych wykonuje się różne próby, określone normami, które
umożliwiają sprawdzenie, czy badany materiał odpowiada ustalonym warunkom. Najczęściej
bada się: wytrzymałość na rozciąganie, wytrzymałość na ściskanie, wytrzymałość na pełzanie,
wytrzymałość zmęczeniową, twardość i udarność.
Wytrzymałość na rozciąganie
W próbie rozciągania badany materiał mający kształt pręta o stałym przekroju S, poddaje
się działaniu siły rozciągającej F, skierowanej wzdłuż osi pręta. Wówczas w dowolnym
przekroju prostopadłym do kierunku działania siły powstają naprężenia rozciągające
σ (sigma), których wartość wyraża się wzorem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
0
S
F
σ
=
σ – naprężenie rozciągające, F – siła rozciągająca, S
0
– przekrój poprzeczny próbki
W początkowym okresie próby obserwuje się znaczny wzrost siły rozciągania przy
nieznacznym przyroście długości. Odkształcenia te mają charakter sprężysty, to znaczy że po
usunięciu siły powodującej wydłużenie próbka wróci do poprzednich wymiarów. Jeżeli jednak
siła wzrośnie ponad pewną wartość, to odkształcenia będą trwale, czyli po usunięciu siły
działającej na próbkę pewne odkształcenia pozostaną. Mówi się wówczas, że została
przekroczona granica sprężystości i że powstały w materiale odkształcenia trwałe, czyli
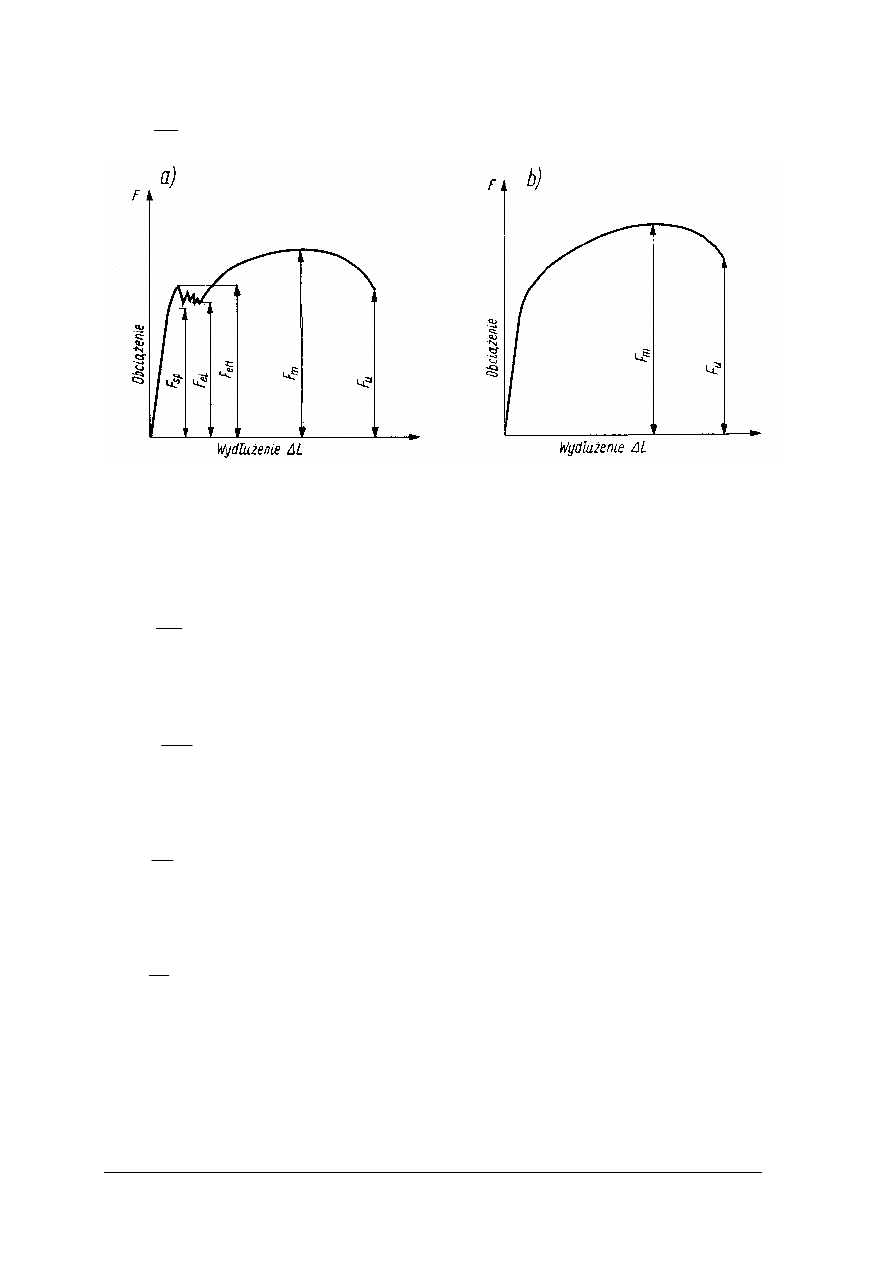
plastyczne. Poczynając od pewnej wartości siły, przyrostowi długości próbki ze stali miękkiej nie
towarzyszy dalszy wzrost siły. Przeciwnie, czasem obserwuje się nawet jej zmniejszenie. Tylko
niektóre materiały dają na wykresach rozciągania gwałtowne załamanie krzywej. Wiele
materiałów daje wykresy, na których zmiany pochylenia krzywej następują łagodnie, bez
ostrych załamań. Dalej więc wydłużenie próbki wzrasta szybko, mimo że przyrosty siły nie są
wielkie. W pewnej chwili siła osiąga największą wartość. Od tego momentu jej wartość maleje
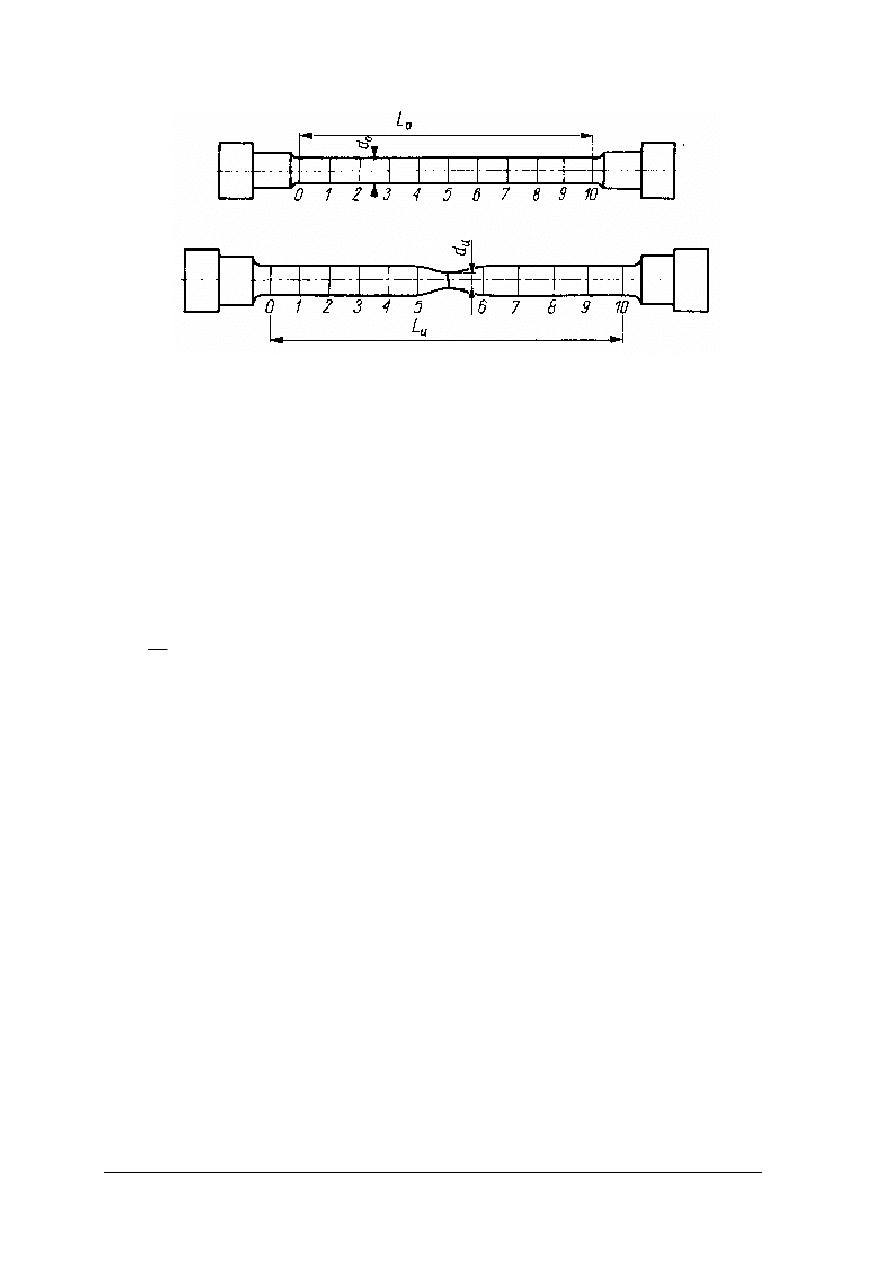
do chwili, gdy nastąpi zerwanie próbki. Podczas rozciągania próbka wydłuża się kosztem
równomiernego zmniejszania się średnicy. Po osiągnięciu największego obciążenia w pewnym
miejscu próbki zaczyna się tworzyć przewężenie, zwane szyjką. Dalsze rozciąganie powoduje
szybkie wydłużenie się próbki w miejscu zwężenia i następnie jej rozerwanie.Zgodnie
z PN–91/H–04310 w celu scharakteryzowania zachowania się metalu pod wpływem
obciążenia rozciągającego wyznacza się m.in. następujące parametry: wydłużenie A
p
,
wydłużenie równomierne Ą
r
. przewężenie Z, górną granicę plastyczności R
eH
i dolną R
eL
,
umowną granicę plastyczności R
0.2
, umowną granicę sprężystości R
0
,
05
wytrzymałość na
rozciąganie R
m
, naprężenie rozrywające R
u
Wydłużenie A
p
to stosunek trwałego wydłużenia ∆L, próbki po rozerwaniu do długości
pomiarowej L
0
, próbki, wyrażony w procentach
100%
L
∆L
A
0
p
⋅
=
gdzie: L
0
– początkowa długość pomiarowa próbki. ∆L – przyrost długości próbki po
rozerwaniu
.
Przewężenie Z to zmniejszenie pola powierzchni przekroju poprzecznego próbki, odniesione
do pola jej pierwotnego przekroju.
100%
d
d
d
100
S
S
S
Z
2
0
2
u
2
0
0
u
0
⋅
−
=
⋅
−
=
gdzie: S
0
– pole powierzchni przekroju poprzecznego próbki przed rozerwaniem,
S
u
– pole powierzchni przekroju poprzecznego próbki w miejscu rozerwania.
d
0
– początkowa średnica próbki (przed rozerwaniem),
d
u
– średnica najmniejszego przekroju poprzecznego próbki po rozerwaniu.
Górna granica plastyczności R
eH
to naprężenie rozciągające w chwili nagłego wydłużenia, od
której następuje krótkotrwały spadek wartości siły rozciągającej
0
eH
eH
S
F
R
=
Dolna granica plastyczności R
eL
jest to najmniejsze naprężenie rozciągające, występujące
po przekroczeniu górnej granicy plastyczności .
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
0
eL
eL
S
F
R
=
Rys. 2. Krzywe rozciągania metali a) z wyraźną granicą plastyczności
b) bez wyraźnej granicy plastyczności [1, s. 208]
Umowna granica plastyczności R
0.2
to naprężenie rozciągające wywołujące w próbce umowne
wydłużenie trwałe 0,2%
0
0,2
0,2
S
F
R
=
Umowna granica sprężystości R
0.05
to naprężenie rozciągające wywołujące w próbce wydłużenie
trwałe 0,05%
0
0,05
0,05
S
F
R
=
Wytrzymałość na rozciąganie R
m
to naprężenie rozciągające odpowiadające największej sile
obciążającej uzyskanej w czasie próby
0
m
m
S
F
R
=
Naprężenie rozrywające R
u
to naprężenie rzeczywiste występujące w przekroju poprzecznym
próbki S
u
w miejscu przewężenia w chwili rozerwania
u
u
u
S
F
R
=
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 3. Próbka przed i po zerwaniu. [1, s. 209]
Próbę rozciągania wykonuje się na maszynach zwanych zrywarkami. Obecnie najczęściej
są używane maszyny wytrzymałościowe, które mogą służyć do wykonywania różnych prób
wytrzymałościowych , oprócz próby rozciągania, również prób ściskania, zginania i ścinania.
Wytrzymałość na ściskanie
Wytrzymałość na ściskanie wyznacza się głównie dla materiałów kruchych, np. żeliwa.
Próbka w kształcie walca lub sześcianu jest poddawana działaniu siły w kierunku
prostopadłym do przekroju poprzecznego. Po przekroczeniu pewnego obciążenia próbka
ulega zniszczeniu. Obciążenie to R
0
, zwane wytrzymałością na ściskanie, wyraża się zależnością
0
c
0
S
F
R
=
F
c
– najmniejsza siła powodująca zniszczenie próbki
S
0
– pole początkowego przekroju próbki
Kształt próbki wpływa na wartość wytrzymałości i z tego powodu próba ściskana jest
wykonywana na próbkach, których kształt i wymiary określają normy. Najczęściej stosuje się
próbki walcowe, których wysokość jest 2,5 raza większa od średnicy próbki.
Wytrzymałość na pełzanie
Wytrzymałość metali i stopów w podwyższonej temperaturze zależy od szybkości narastania
obciążenia. Z doświadczeń wynika, że wytrzymałość jest tym mniejsza, im dłuższe jest
działanie siły. Zerwanie materiału w podwyższonej temperaturze może nastąpić nawet wówczas,
gdy naprężenia w materiale są mniejsze od naprężeń określonych jako wytrzymałość na
rozciąganie w takiej samej temperaturze.
Podczas długotrwałego działania siły materiał pod jej wpływem bardzo wolno ulega
wydłużeniu. Jest
to pełzanie, prowadzące zazwyczaj do pęknięcia materiału po dłuższym czasie.
Wytrzymałość zmęczeniowa
Jeżeli na materiał działają siły zmieniające swą wartość okresowo w czasie, to
w materiale tym mogą powstać pęknięcia, chociaż naprężenia nie osiągnęły nigdy wartości,
które przy stałym obciążeniu mogłyby spowodować zniszczenie materiału. Naprężenia
powstające w takich warunkach nazywa się zmęczeniowymi. Pęknięcia są zazwyczaj
spowodowane w mniejszym lub większym stopniu działaniem karbu. Zjawisko karbu powstaje
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
w konstrukcjach, w których występują ostre podcięcia lub wycięcia. Pęknięcia zaczynają się
w pewnym punkcie przekroju zwykle przy powierzchni, i z wolna postępują w głąb materiału.
Ponieważ przekrój zostanie w ten sposób dostatecznie osłabiony, następuje nagle pękniecie
obciążonego
elementu.
Pęknięcia
wywołane
naprężeniami
zmęczeniowymi
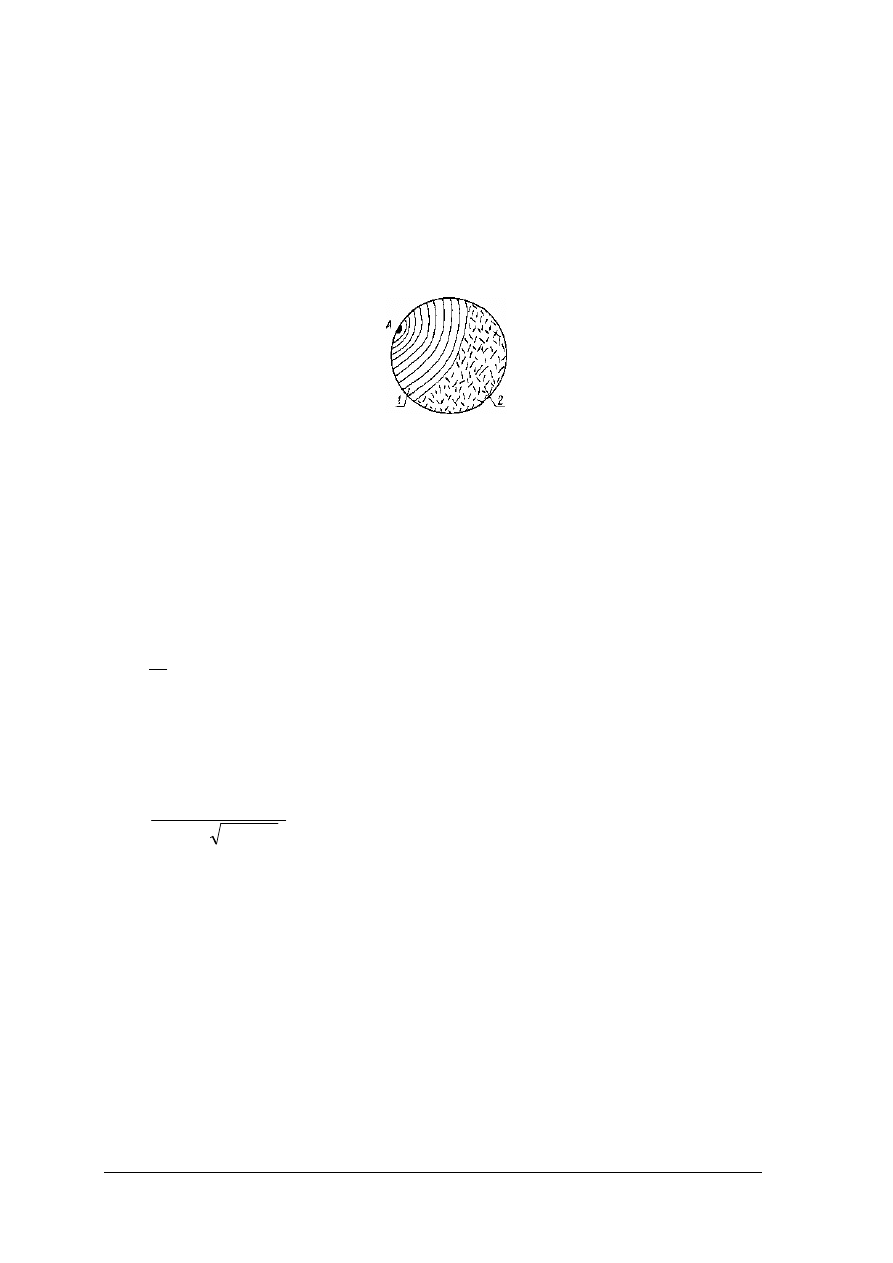
mają
charakterystyczny przełom. Jedna cześć przełomu ma wygląd muszlowy gładki – 1, a druga –
krystaliczny 2 (rys. 4).
Określenie wytrzymałości zmęczeniowej odbywa się na znormalizowanych próbkach
poddawanych obciążeniom okresowo zmiennym.
Rys. 4. Przełom zmęczeniowy [1, s. 212]
Twardość
Twardością nazywa się odporność materiału na odkształcenia trwałe powstające wskutek
wciskania weń wgłębnika. Do pomiaru stosuje się najczęściej metody: Brinella, Rockweila,
i Vickersa.
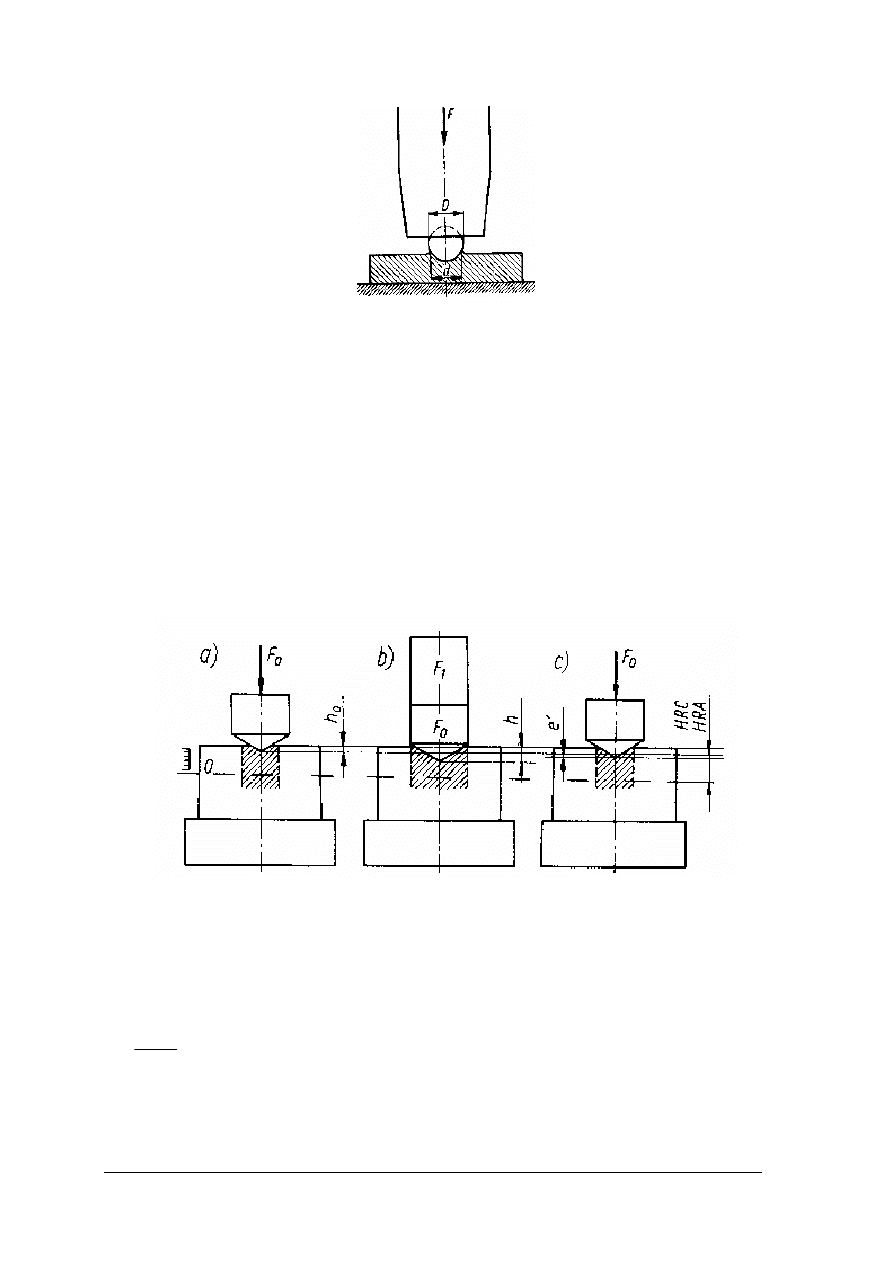
Pomiar twardości metodą Brinella (PN–9I/H–04350) polega na wgniataniu w badany materiał
pod obciążeniem F kulki hartowanej o średnicy D. Miarą twardości w tej metodzie jest
stosunek siły F do pola powierzchni S trwałego odcisku, który w postaci czaszy kulistej utworzy
się na powierzchni metalu.
S
F
HB
=
S – pole odcisku [mm
2
]; F – siła obciążająca [N]
Po podstawieniu wzoru na powierzchnię odcisku
)
d
D
πD(D
2F
0,102
HB
2
2
−
−
⋅
=
D – średnica wgniatanej kulki, [mm]; d – średnica odcisku, [mm]; F – siła obciążająca, [N]
Do pomiaru twardości metodą Brinella służy twardościomierz. Jest to w zasadzie ręczna
prasa hydrauliczna, za pomocą której można wywrzeć na próbkę nacisk o określonej wartości.
Następnie za pomocą lupy pomiarowej należy zmierzyć średnicę odcisku i określić twardość,
posługując się wzorem lub tablicami dołączonymi do twardościomierza Brinella. Twardość
Brinella jest wielkością bezwymiarową.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 5. Twardościomierz Brinella [1, s. 213]
Twardość metodą Rockwella (PN–91/H–043 55) określa się na podstawie głębokości
odcisku powstałego w materiale w wyniku wciskania diamentowego stożka o kącie rozwarcia
120° lub kulki stalowej hartowanej o średnicy 1,5875 mm. Obciążenie dwustopniowe wgłębnika
stosuje się w celu zmniejszenia błędów pomiaru i wyeliminowania wpływu stanu powierzchni
próbki. Zasadę pomiaru twardości metodą Rockwella wyjaśnia rys. 6. W położeniu pierwszym
wgłębnik obciążony obciążeniem wstępnym F
0
= 98 N wgłębia się na głębokość h
0
(rys. 6a)
i ustawia się czujnik pomiarowy w położenie zerowe. W położeniu na rys. 6b, wgłębnik, obciążony
wstępnie siłą F
0
i siłą główną F
1
wgłębia się na głębokość h. W położeniu trzecim (rys. 6c), po
usunięciu obciążenia głównego F
1
wgłębnik podnosi się (zostają usunięte sprężyste odkształcenia
materiału) i w tym położeniu odczytuje się wskazania czujnika, który określa odkształcenia trwałe
e' mm wywołane obciążeniem wstępnym F
0
(rys. 6c).
Rys. 6. Zasada pomiaru twardości metodą Rockwella [1, s. 214]
Bezpośrednie wskazania czujnika nie mogą być miarą twardości, gdyż twardszym materiałom
odpowiadałyby mniejsze twardości. Z tego powodu twardość wg RockweJla oznacza się jako różnicę
między stałą wartością K a wartością trwałego przyrostu głębokości odcisku e, wyrażoną
w jednostkach równych 0,002 mm.
0,002
e
e
,
=
Do pomiaru za pomocą stożka używa się skal C i A o 100 działkach, a twardość mierzoną wg tych
skal oznacza się symbolami HRC i HRA. Do pomiaru za pomocą kulki używa się skal B i F o 130
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
działkach, a twardość mierzoną wg nich oznacza się symbolami HRB i HRF. Przy pomiarze
stożkiem twardość Rockwella w skalach C i A wynosi:
HRC = 100 – e
a przy pomiarze kulką w skalach B i F.
HRB = 130 – e
i jest wielkością bezwymiarową.
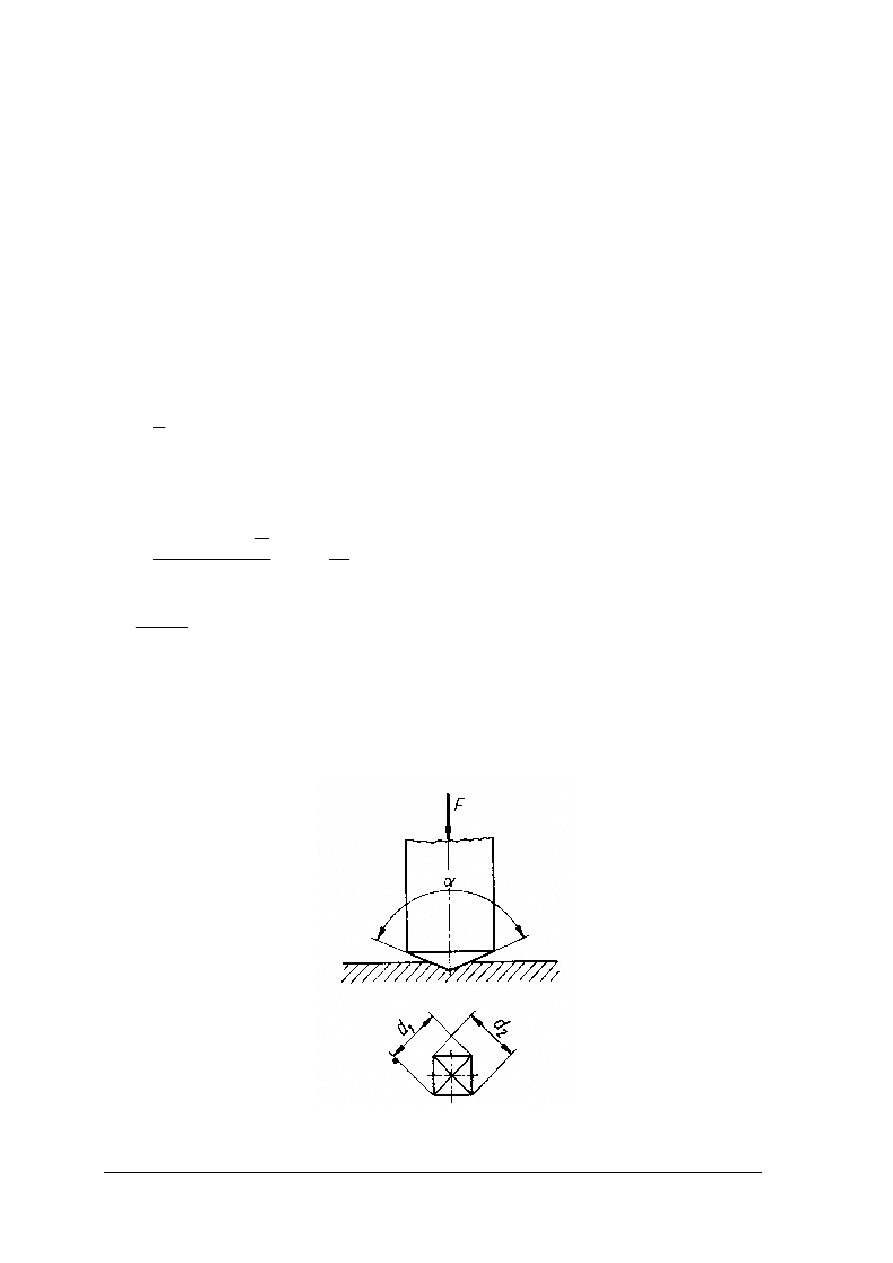
Pomiar twardości metodą Vickersa polega na wciskaniu w badany materiał diamentowego
ostrosłupa przy obciążeniu 9,8 N i większym (rys. 7). Miarą twardości Vickersa jest stosunek siły
F, wciskającej diament, do powierzchni S pobocznicy trwałego odcisku
S
F
HV
=
Dla siły
F w [N] wzór ten przybierze postać
2
2
d
F
189
,
0
d
2
sin
F
2
0,102
HV
≈
⋅
⋅
=
α
d – średnia wartość przekątnej [mm]
S
d
+
d
d
2
1
=
α – kąt wierzchołkowy między przeciwległymi powierzchniami pobocznicy odcisku
(α = 136°), odpowiadający kątowi między przeciwległymi ścianami diamentowego ostrosłupa.
Znając siłę i przekątną, twardość Vickersa można bezpośrednio odczytać z tablic
stanowiących wyposażenie przyrządu.
Rys. 7. Pomiar twardości metodą Vickersa [1, s. 215]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Udarność
Na podstawie badania wytrzymałości materiałów pod obciążeniem powoli wzrastającym nie
możemy określić, jak będą się one zachowywać wówczas, gdy obciążenie będzie wzrastać bardzo
szybko. Na to pytanie dają odpowiedź próby, w których obciążenie materiału wzrasta gwałtownie,
uderzeniowo.
Odporność na uderzenie, czyli udarność, zależy od rodzaju materiału, temperatury oraz kształtu
próbki, którą poddano badaniu. Zwykle stosuje się próbki w postaci prętów o przekroju
kwadratowym. Na jednym z boków próbki jest nacięty karb, który ma za zadanie ułatwienie
i zlokalizowanie pęknięcia próbki w czasie badania. Przyrząd używany do określania udarności
nazywa się młotem udarnościowym. Najczęściej stosuje się młot typu Charpy (czyt. Szarpi),
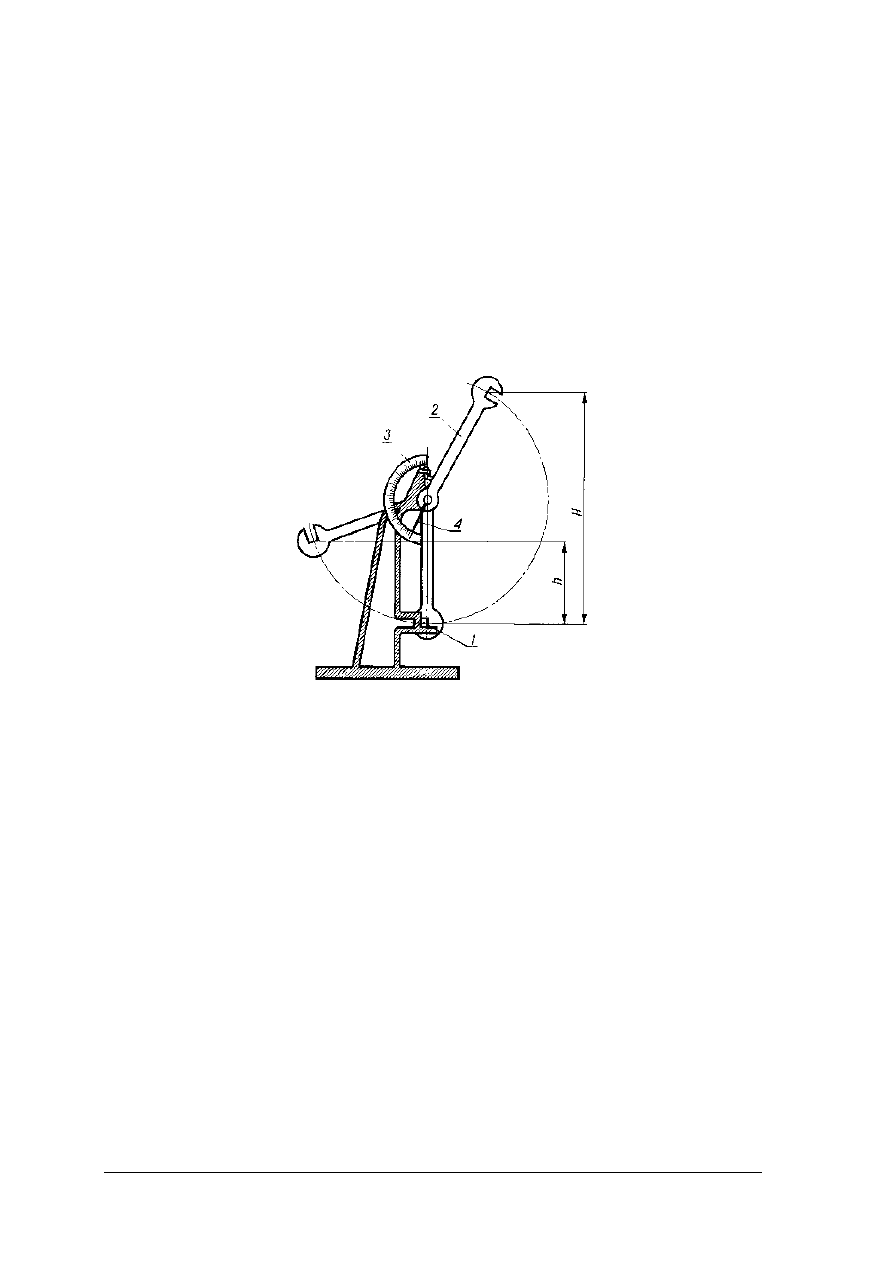
przedstawiony na rys. 8.
Rys. 8. Młot Charpy’ego: 1 – próbka, 2 – wahadło, 3 – podziałka kątowa, 4 – wskaźnik, [1, s. 216]
W celu wykonania pomiaru umieszcza się próbkę na podporach, a wahadło podnosi się na
wysokość H. Opuszczone z tej wysokości uderza ono w próbkę, a po jej zniszczeniu unosi się
jeszcze na wysokość h mniejszą od H. Jeżeli ciężar wahadła wynosi G, to w położeniu górnym
energia potencjalna młota L
1
wynosi
L
1
= G · H
Po złamaniu próbki wahadło ma jeszcze energię, dzięki której mogło się wznieść na wysokość h.
Energia ta L
2
wynosi
L
2
= G · h
Energia zużyta na zniszczenie (złamanie) próbki L wynosi
L = L
1
– L
2
= G · ( H – h )
Jeżeli pole powierzchni przekroju poprzecznego próbki mierzone przed próbą wynosi S
0
cm
2
,
to praca jednostkowa zużyta na złamanie wynosi

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
0
0
S
h)
G(H
S
L
KC
−
=
=
Wartość KC jest miarą udarności materiału.
Własności technologiczne metali i ich stopów
Pojęcie własności technologicznych zawiera w sobie zespół cech materiału
charakteryzujących jego zachowanie się w czasie procesów produkcyjnych. Z tego powodu przy
doborze materiału należy uwzględnić nie tylko jego cechy eksploatacyjne, lecz również jego
podatność na wpływ określonych procesów technologicznych. Podstawą oceny własności
technologicznych są próby materiału wykonane w warunkach zbliżonych do stosowanych
w procesach obróbkowych, mających na celu wytworzenie określonego produktu
z zastosowaniem najbardziej racjonalnych metod produkcji. Najczęściej bada się własności
odlewnicze, skrawalność, własności plastyczne oraz zgrzewalność i spawalność.
Własności odlewnicze
Podstawowymi własnościami charakteryzującymi przydatność metalu lub stopu do celów
odlewniczych są lejność, czyli zdolność do wypełniania form, oraz skurcz metalu podczas
stygnięcia. Lejność zależy od płynności materiału w temperaturze zalewania formy i decyduje
nie tylko o łatwości wypełnienia formy, lecz ma również wpływ na makrostrukturę odlewu.
Miarą lejności jest odległość, na jaką popłynie ciekły metal w znormalizowanej formie,
mającej kształt pręta lub spirali i ustawionej poziomo. Skurcz metalu podczas odlewania ma
wpływ na powstawanie w przedmiocie naprężeń mogących spowodować jego pęknięcie lub
odkształcenia. Ponadto jest on przyczyną powstawania jam skurczowych, porowatości itp.
Skrawalność
Podatność materiału do obróbki skrawaniem nazywa się skrawalnością. Określa się ją na
podstawie kilku wskaźników (zużycia narzędzia, sił i energii skrawania, jakości warstwy
wierzchniej, wydajności skrawania, rodzaju i łatwości usuwania wiórów). Dobrą skrawalnością
najczęściej charakteryzują się materiały, które nie odznaczają się dobrymi własnościami
mechanicznymi. Stal wykazująca dobrą skrawalność ma mniejszą od innych wytrzymałość na
rozciąganie oraz odznacza się kruchością, którą powoduje zawartość siarki i fosforu. Cechą
podobną do skrawalności jest ścieralność; określa ona skłonność materiału do zużywania się
wskutek tarcia. Miarą ścieralności jest zmniejszenie masy badanej próbki powodowane tarciem
twardej tarczy o badany materiał. Próbę ścieralności stosuje się do badania elementów, które
w czasie pracy są szczególnie narażone na ścieranie.
Własności plastyczne
Oceny technologicznych własności plastycznych dokonuje się na podstawie prób
mających wykazać podatność materiału na odkształcenia trwałe, niezbędne do nadania
właściwych kształtów produktom, przy czym jako najważniejsze należy wymienić: próbę
zginania, próbę nawijania drutu oraz próbę tłoczności.
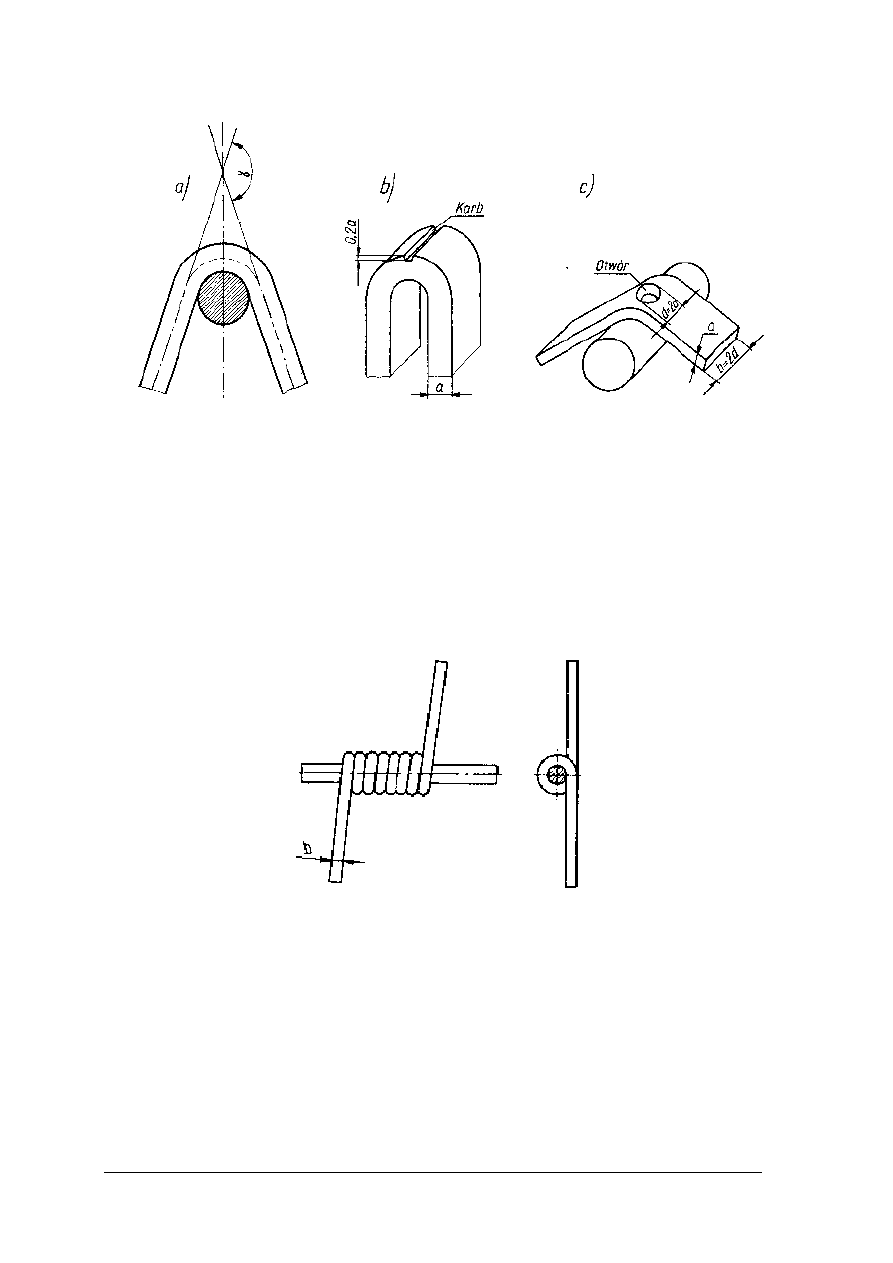
Próbę zginania wykonuje się na prętach o przekrojach kołowym, kwadratowym lub
prostokątnym. Polega ona na powolnym zginaniu próbki wokół innego pręta, którego
wymiary określają przepisy (rys. 9a). W niektórych przypadkach stosuje się obostrzoną próbę
zginania. Poddaje się wówczas zginaniu płaskowniki z naciętym piłką karbem (rys. 9b) lub
płaskowniki z wywierconym w nich otworem o średnicy równej podwójnej grubości próbki
(rys. 9c). W próbie zginania miarą plastyczności jest wartość kąta, o jaki próbkę można zgiąć
bez spowodowania pęknięcia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 9. Próba zginania [1, s. 219]
Materiały bardzo plastyczne poddaje się próbie wielokrotnego przeginania. Miarą
plastyczności jest liczba określonych przegięć, wykonanych do chwili pojawienia się pierwszych
pęknięć.
Próbę nawijania stosuje się do drutów o średnicach mniejszych od 6 mm. Określa się
własności plastyczne drutu oraz umożliwia wykrycie niejednorodności materiału. Próba polega
na nawinięciu drutu na trzpień o określonej średnicy (rys. 10). Sposób nawinięcia, liczbę
zwojów oraz średnice trzpienia określają właściwe przepisy odbiorcze.
Rys. 10. Próba nawijania drutu [1, s. 219]
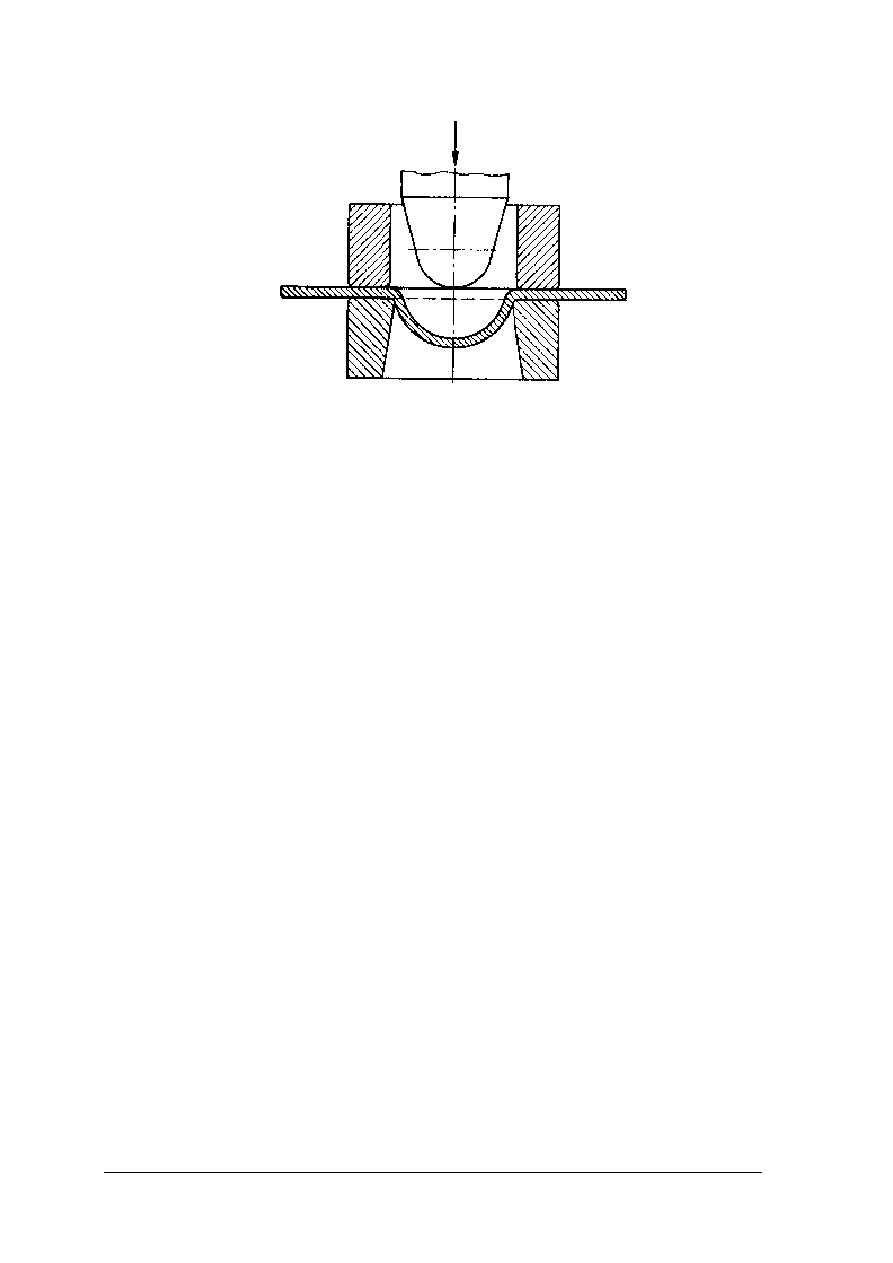
Próbę tłoczności cienkich blach i taśm wykonuje się metodą Erichsena. Polega ona na
powolnym wtłaczaniu kulisto zakończonego stempla stalowego lub kulki w próbkę z blachy
umocowanej w odpowiednio ukształtowanej matrycy (rys. 11). Miarą tłoczności jest
głębokość wytłoczonego w blasze wgłębienia do chwili wystąpienia w niej pęknięcia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 11. Próba tłoczności [1, s. 219]
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz własności mechaniczne metali i ich stopów?
2.
Jakie znasz własności technologiczne metali i ich stopów?
3.
Co nazywamy twardością materiałów konstrukcyjnych?
4.
Co nazywamy udarnością metali iich stopów?
5.
Na czym polega rozciąganie materiałów?
6.
Jakie znasz metody badania twardości?
7.
Jakie parametry można wyznaczyć w metalu pod wpływem obciążenia rozciągającego?
8.
Na czym polega proces pełzania?
9.
Co nazywamy wytrzymałością na zmęczenie?
10.
Jakie są różnice między twardością HRB i HRC?
11.
Co to jest lejność?
12.
Co powoduje skurcz podczas odlewania metalu?
13.
Co to jest skrawalność?
14.
Jakim próbom poddaje się metale i stopy w celu określenia ich własności plastycznych?
15.
Na czym polega próba zginania?
16.
Na czym polega próba nawijania drutu?
17.
Na czym polega próba tłoczenia?
4.1.3. Ćwiczenia
Ćwiczenie 1
Oblicz wydłużenie i przewężenie próbki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zmierzyć długość i średnicę początkową próbki w ustalonych jednostkach miary,
2)
zapisać wyniki pomiaru:
długość L
0
....................
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
średnica początkowa d
0
.................
3)
zmierzyć długość i średnicę próbki po zerwaniu,
4)
zapisać wyniki pomiaru:
długość próbki po zerwaniu L
u
....................
średnica próbki po zerwaniu d
u
.................
5)
obliczyć przyrost długości próbki ∆L,
6)
obliczyć wydłużenie próbki A
p
,
7)
obliczyć pole przekroju początkowego S
0
i po zerwaniu S
u
,
8)
obliczyć przewężenie Z,
9)
zapisać otrzymane wyniki i wnioski.
Wyposażenie stanowiska pracy:
−
próbki do rozciągania,
−
zrywarka,
−
suwmiarka uniwersalna.
Ćwiczenie 2
Określ twardość próbek metodą Brinella.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wykonać badanie twardościomierzem,
2)
zmierzyć średnicę odcisku w dwóch prostopadłych do siebie kierunkach (d
1
i d
2
):
zapisać wyniki,
pierwszy pomiar d
1
,
drugi pomiar d
2
.
3)
obliczyć wartość średnią średnicy odcisku d = (d
1
+ d
2
)/2:
zapisać wynik,
średnica pomiarowa d,
4)
obliczyć twardość HB dla wszystkich próbek,
5)
porównać wyniki i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
twardościomierz Brinella,
−
próbki do badania twardości,
−
suwmiarka uniwersalna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić własności fizyczne metali?
2)
wymienić własności mechaniczne metali?
3)
wymienić własności technologiczne metali?
4)
wyjaśnić pojęcie wytrzymałość na rozciąganie?
5)
wyjaśnić pojęcie wytrzymałość na ściskanie?
6)
wyjaśnić pojęcie twardość?
7)
wyjaśnić pojęcie udarność?
8)
wyjaśnić pojęcie wytrzymałość zmęczeniowa?
9)
wyjaśnić pojęcie plastyczność?
10)
sklasyfikować metody badania własności technologicznych?
11)
określić własności metalu na podstawie przeprowadzonych badań?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.2. Metalurgia stali i metali nieżelaznych
oraz technologia
proszków
4.2.1. Materiał nauczania
Metalurgia żelaza
Produkcja stali to proces dwustopniowy. Pierwszy etap polega na redukcji rudy. W jej
wyniku otrzymuje się surówkę zawierającą znaczne ilości domieszek i zanieczyszczeń. W drugim
etapie otrzymuje się stal pozbawioną częściowo zanieczyszczeń. Proces redukcji rud żelaza odbywa
się w wielkim piecu, do którego ładuje się rudę, koks i topniki oraz tłoczy powietrze niezbędne
do spalania paliwa. Materiały te nazywamy materiałami wsadowymi. Proces utleniania odbywa się
w konwertorach lub piecach martenowskich.
Rudy żelaza
Wszystkie rudy są w mniejszym lub większym stopniu są zanieczyszczone. W procesie
wytwarzania surówki trzeba zredukować związki żelaza i usunąć zanieczyszczenia. Skład
chemiczny skały płonnej ma duże znaczenie dla procesu metalurgicznego. Jeżeli w skale
płonnej przeważa krzemionka (SiO
2
), to ruda jest kwaśna. Jeżeli przeważają składniki
zasadowe (CaO, MgO), to ruda jest zasadowa. Do rud kwaśnych dodajemy topniki zasadowe,
a do zasadowych – topniki kwaśne. Większość rud występujących w przyrodzie jest kwaśna
i wymaga znacznych ilości topników zasadowych. Niektóre związki chemiczne znajdujące się
w rudzie mogą i przechodzić w czasie procesu wielkopiecowego do surówki. Zależnie od ich
wpływu na własności surówki rozróżniamy domieszki pożyteczne, jak mangan, chrom, krzem,
oraz zanieczyszczenia szkodliwe, jak siarka, fosfor i arsen.
Rudami, które mają największe znaczenie przemysłowe, są:
−
magnetyt lub żelaziak magnetyczny (Fe
3
O
4
– tlenek żelaza II – żelaza III), zawierający
zwykle ok. 70% Fe;
−
hematyt lub żelaziak czerwony (Fe
2
O
3
– tlenek żelaza III), zawierający 50÷60% żelaza;
−
limonit lub żelaziak brunatny (2Fe
2
O
3
· 3H
2
O – uwodniony tlenek żelaza III), zawierający
średnio 30 ÷
52% żelaza (bywa barwy żółtej, brunatnej, a nawet czarnej),
−
syderyt lub żelaziak szpatowy (FeCO
3
– węglan żelaza II), zawierający średnio 30÷40% żelaza
(bywa barwy żółtawoszarej lub żółtawobrunatnej).
Koks
W procesie wytapiania surówki zadaniem koksu jest dostarczenie ciepła oraz zredukowanie
tlenków żelaza.
Topniki
Zadaniem topników jest stopienie skały płonnej i oddzielenie zanieczyszczeń metalowych od
żelaza. Skład chemiczny topników zależy od składu chemicznego skały płonnej towarzyszącej
rudzie. Do rud kwaśnych należy stosować topniki zasadowe najczęściej węglan wapnia
(CaCO
3
). Do rud zasadowych stosuje się topniki kwaśne. Najczęściej są to ubogie rudy kwaśne,
lub żużel kwaśny pochodzący z procesów stalowniczych.
Wielki piec
Schemat wielkiego pieca przedstawia (rys. 12). Materiały wsadowe ładowane są do
wielkiego pieca górnym otworem. Dzięki rozszerzonemu szybowi mogą łatwo przesuwać się
w dół, mimo że objętość ich początkowo wzrasta. Poniżej przestronu objętość wsadu maleje,
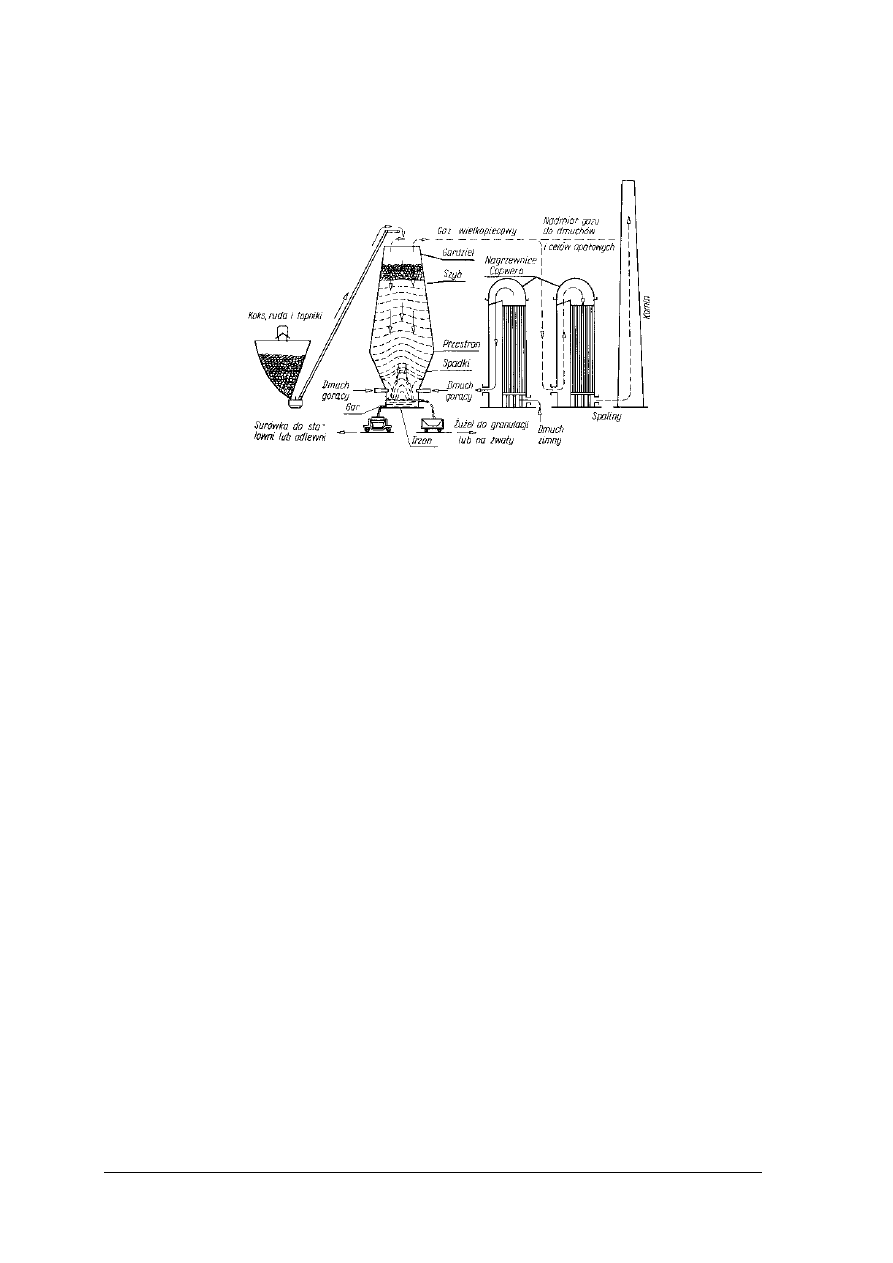
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
ponieważ następuje tutaj topnienie skały płonnej oraz żelaza. Z tego powodu spadki zwężają się
u dołu. Stopione produkty wielkiego pieca zbierają się w garze i stąd są okresowo pobierane.
Rys. 12. Schemat wielkiego pieca [1, s. 64]
Wnętrze wielkiego pieca jest wykonane z cegieł ogniotrwałych. Dolne części pieca, tzn.
trzon, gar i spadki, powinny być wykonane z cegieł, które oprócz odporności na działanie
wysokiej temperatury muszą być odporne na chemiczne działanie roztopionego żelaza. Wielki
piec jest osłonięty płaszczem stalowym.. Wielki piec jest chłodzony wodą przepływającą
kanałami w ścianach pieca.
Gar i spadki tworzą całość i spoczywają na trzonie pieca. Pozostałe części są oddzielone od
poprzednich tzw. szczeliną dylatacyjną. Umożliwia to niezależne rozszerzanie się części pieca
podczas ogrzewania ich do różnych temperatur.
W dolnej części garu znajduje się otwór służący do spuszczania surówki. Podczas wytopu
otwór surówkowy jest zalepiony gliną ogniotrwałą. Odbija się ją co kilka godzin w celu
dokonania spustu surówki. Nieco wyżej znajduje się drugi otwór – do spuszczania żużla.
W górnej części garu na jego obwodzie znajdują się dysze doprowadzające gorące
powietrze do pieca. z nagrzewnic. Od góry wielki piec jest zamknięty urządzeniem
umożliwiającym załadunek materiałów wsadowych. Wydajność wielkich pieców wynosi do
2000 ton surówki na dobę.
Proces wielkopiecowy
Głównym procesem chemicznym jest redukcja tlenków żelaza za pomocą tlenku węgla lub
węgla. Procesom chemicznym towarzyszą procesy fizyczne, jak parowanie wilgoci, topienie
żelaza, topienie skały płonnej.
Proces redukcji przebiega zgodnie z reakcjami
3Fe
2
O
3
+ CO = 2Fe
3
O
4
+ CO
2
Fe
3
O
4
+ CO = 3FeO + CO
2
FeO + CO = Fe + CO
2
Nazywamy je redukcją pośrednią.
W miarę przesuwania się w dół ruda dochodzi w pobliże dysz i tu redukuje się bezpośrednio węglem
wg reakcji
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
FeO + C = Fe + CO
Ten etap nazywamy redukcją bezpośrednią.
Z materiałów wsadowych w wyniku procesów wielkopiecowych otrzymuje się jako główny
produkt surówkę ,a ponadto żużel oraz gazy wielkopiecowe.
Wytopiona w wielkim piecu surówka zawiera do 4,5% węgla i pewne ilości krzemu, manganu,
siarki oraz fosforu. Znaczna zawartość domieszek, zwłaszcza węgla, powoduje kruchość surówki.
Podczas przerobu surówki na stal składniki domieszkowe ulegają częściowemu wypalaniu.
Proces wypalania domieszek nazywa się świeżeniem. Otrzymany po wypaleniu domieszek produkt
użyty na odlewy to staliwo, a przerobiony plastycznie – stal. Zawartość węgla w staliwie i w stali
nie przekracza teoretycznie 2%. W praktyce jest zwykle znacznie mniejsza. Odlewnicze stopy
żelaza z węglem i innymi dodatkami zawierające 2,06–6,67% węgla, najczęściej do 4,3%,
nazywamy żeliwami. śeliwo otrzymuje się przez przetopienie surówki po raz wtórny ze
złomem żeliwnym lub stalowym i dodatkami.
Współcześnie do wyrobu stali stosuje się metody: konwertorowe, Siemensa-Martina oraz do
oczyszczania, czyli rafinacji stali – metodę elektryczną.
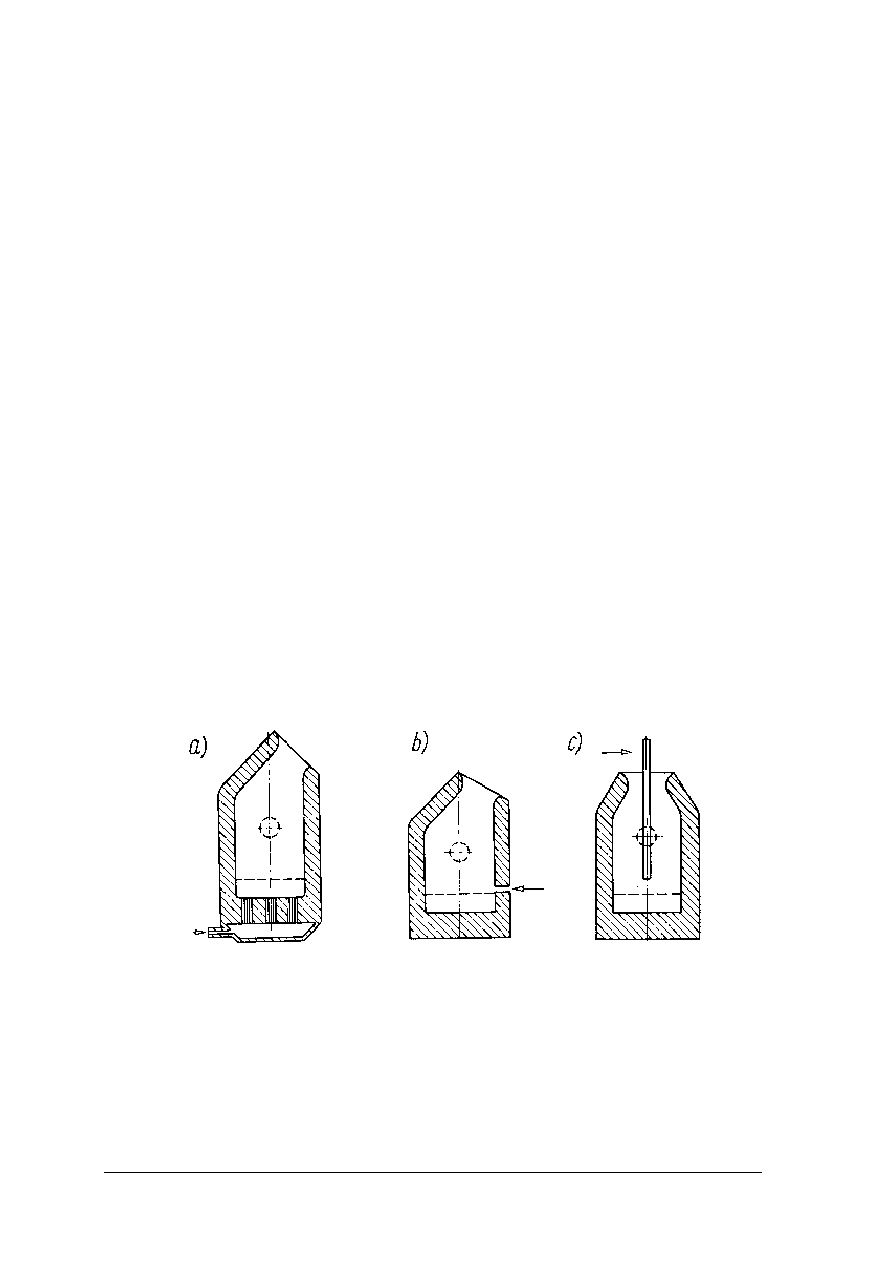
Metody konwertorowe
Wytapianie stali metodami konwertorowymi polega na przedmuchiwaniu utleniającego
gazu (powietrza lub tlenu) przez roztopioną surówkę. Utleniają się wówczas krzem, mangan
i węgiel, zawarte w surówce, oraz niekiedy siarka i fosfor.
Reakcje utleniające mają charakter egzotermiczny – wydzielające się ciepło umożliwia
utrzymanie zawartości konwertora w stanie ciekłym.
Schematy konwertorów przedstawiono na rys. 13. W konwertorach pokazanych na
rys. 13a i b gazem utleniającym jest powietrze, a w konwertorze z rys. 13c – tlen.
Konwertory składają się ze stalowego płaszcza oraz wyłożenia ogniotrwałego kwaśnego
lub zasadowego.
Rys. 13. Doprowadzanie gazu do konwertora [1, s. 68]
Metoda Bessemera
Pierwszy opracowany przez Henryka Bessemera (l856 r.) proces był procesem kwaśnym.
Do przerobu w konwertorze Bessemera nadają się surówki zawierające do: 2% krzemu, 1,5%
manganu. 0,05% siarki i 0,1% fosforu. Zawartość węgla wynosi 3,5 + 4,5%.
Do rozgrzanego konwertora doprowadza się ciekłą surówkę, w której pod wpływem
dmuchu powietrza dostarczanego od spodu utleniają się domieszki Reakcje utleniania są

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
źródłem ciepła. W procesie Bessemera nie można przerabiać surówek zawierających
znaczniejsze ilości fosforu, gdyż pozostaje on w stali po świeżeniu i powoduje jej kruchość.
Metoda Thomasa
Zmiany, jakie w konwertorze Bessemera wprowadził w 1878 r. inny Anglik – S.G. Thomas,
usunęły tę wadę. Ulepszenie polegało na wprowadzeniu wyłożenia zasadowego. Zasadowe
wyłożenie umożliwia doprowadzenie do konwertora wapna, które w końcowej fazie świeżenia
wiąże się z fosforem.
W konwertorze Thomasa przerabia się surówki zawierające 3–4% węgla. 0,4–1,5%
manganu, 0,2–0,6% krzemu, 1,7–2,5% fosforu i mniej niż 0,l % siarki. Surówka przeznaczona
do przeróbki w procesie Thomasa zawiera znacznie więcej fosforu i znacznie mniej krzemu niż
besemerowska.
Przebieg procesu świeżenia w tej metodzie jest podobny do świeżenia w metodzie Bessemera.
Metoda konwertorowo-tlenowa (LD)
Doprowadzenie dmuchu od góry umożliwia zastosowanie do świeżenia czystego tlenu,
dzięki czemu nie wprowadza się do stali azotu i nie zwiększa zużycia wyłożenia konwertora.
Metoda ta. polega ona na wdmuchiwaniu do konwertora tlenu w celu wykonania
świeżenia. Tlen doprowadza się do konwertora o wyłożeniu zasadowym przez gardziel rurą
intensywnie chłodzoną wodą. Dzięki spalaniu węgla zawartego w surówce w konwertorze
osiąga się temperaturę przekraczającą I700°C. Umożliwia to przerabianie tą metodą surówek
o dowolnym składzie chemicznym. Proces świeżenia trwa 12–15 min.
Wydajność metody LD jest znacznie większa niż innych i wynosi do 400 ton na godzinę.
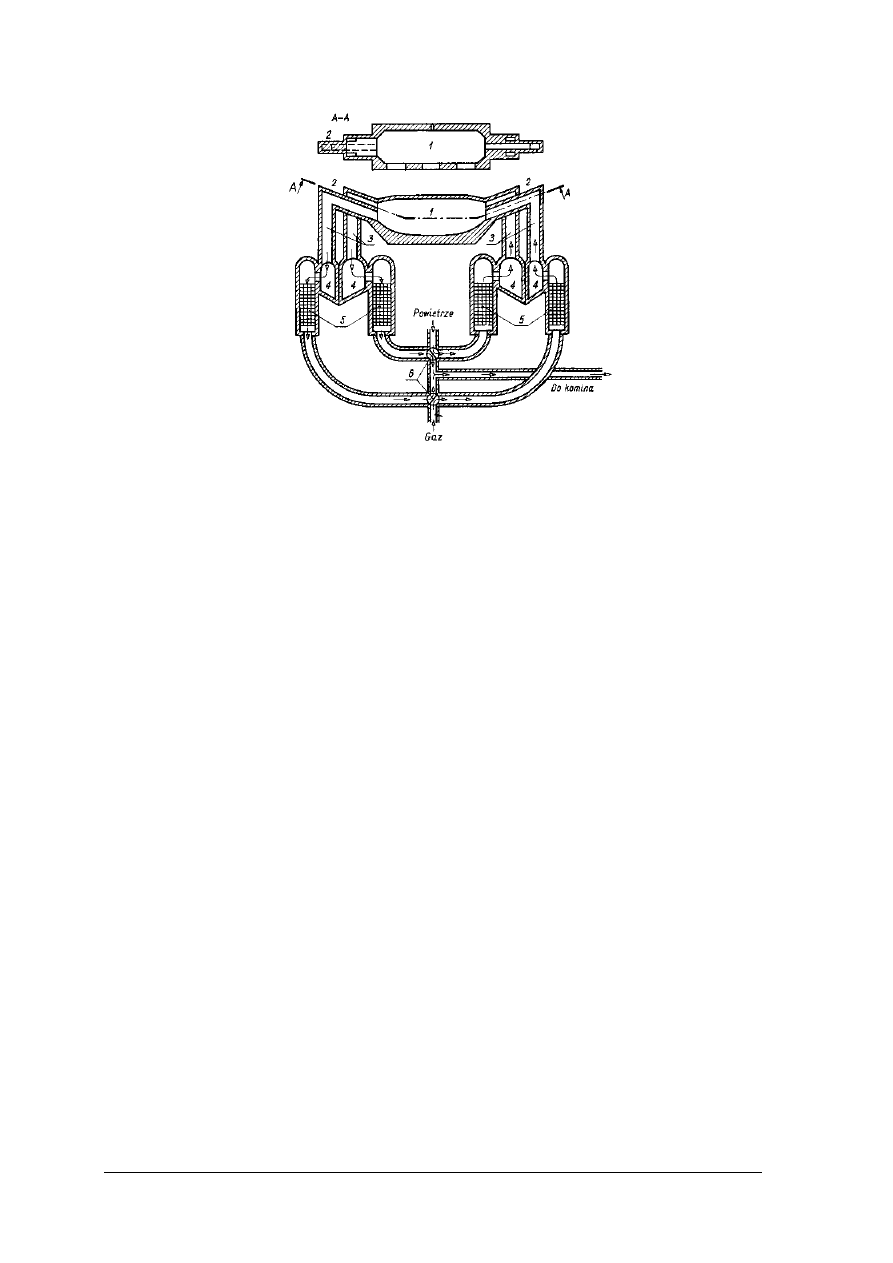
Wytwarzanie stali w piecach martenowskich
Piec martenowski (rys. 14) składa się z przestrzeni roboczej 1, głowic 2, kanałów 3,
komór żużlowych 4, regeneratorów 5 i zaworów rozrządczych 6. Przestrzeń robocza jest
ograniczona od spodu trzonem pieca – z boków – głowicami oraz ścianą przednią i ścianą tylną,
a od góry – sklepieniem. Materiały, z których jest zbudowany piec muszą mieć dużą odporność
na działanie temperatury i na chemiczne działanie metalu. W połowie ściany tylnej znajduje
się otwór spustowy, zatykany materiałem ogniotrwałym na czas wytopu stali. W ścianie
przedniej znajdują się okna wsadowe. Przez te okna doprowadza się do pieca materiały do
wytopu stali.
Głowice pieców martenowskich służą do doprowadzenia do przestrzeni roboczej paliwa
i powietrza oraz odprowadzania spalin. Regeneratory służą do odzyskiwania części ciepła, które
zawierają uchodzące spaliny. Urządzenie rozrządcze ma za zadanie okresową zmianę kierunku
przepływu powietrza i gazu oraz spalin w regeneratorach.
W piecu martenowskim przerabia się surówkę i złom. Jako materiały pomocnicze są
jeszcze używane topniki, ruda oraz żelazostopy. Surówka używana do przerobu w piecu
martenowskim zawiera 3,8–4,2% węgla, ponad 0,75–1,5% krzemu, l,5–2,5% manganu, do
0.5% fosforu oraz do 0,06% siarki. Można ją dostarczać w stanie ciekłym lub w stanie
stałym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 14. Schemat pieca martenowskiego [1, s. 71]
Przebieg wytopu w piecu martenowskim
Zasadowy proces martenowski dzieli się na następujące okresy:
1)
naprawa pieca,
2)
ładowanie pieca,
3)
topienie wsadu,
4)
świeżenie, odfosforzanie i odsiarczanie metalu,
5)
odtlenianie,
6)
spust stali.
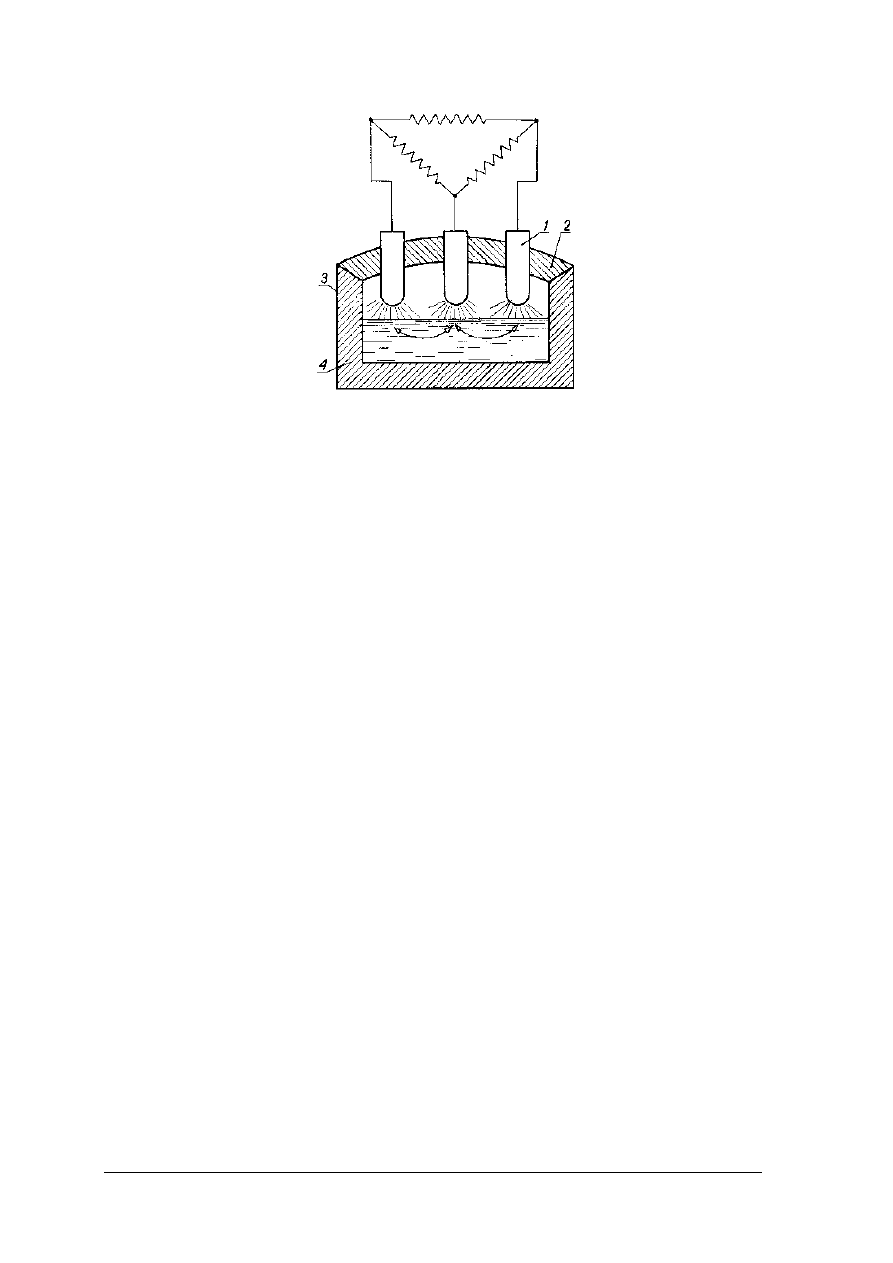
Rafinacja stali w piecach elektrycznych
Wytopiona w piecu martenowskim stal zawiera jeszcze pewne ilości siarki i fosforu.
Dalsze oczyszczanie odbywa sic w piecach elektrycznych. Najczęściej stosuje się do tego celu
piece elektrodowe (łukowe). Oprócz pieców elektrodowych używa się pieców indukcyjnych.
Schemat pieca elektrodowego typu Heroulta (czytaj Herulta) stosowanego w hutnictwie
przedstawiono na rys. 15. Są wyposażone w trzy elektrody grafitowe 1, wprowadzone do
przestrzeni roboczej przez sklepienie pieca 2. Płaszcz pieca 3 jest wykonany z grubej blachy
stalowej. Wyłożenie pieca 4 może być kwaśne lub zasadowe. Spust stali następuje przy
przechylaniu pieca. Najczęściej piece elektrodowe służą do rafinacji stali wytopionej
uprzednio np. w piecu martenowskim.
Po rafinacji zawartość siarki i fosforu w stali jest mniejsza niż 0,03%. Po zakończeniu
odsiarczania stal odtlenia się za pomocą żelazomanganu lub żelazokrzemu i następnie zlewa
do kadzi odlewniczej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 15. Piec Heroulta [1, s. 73]
Metalurgia aluminium
Aluminium jest metalem mającym duże zastosowanie techniczne. Podstawowym
surowcem do produkcji aluminium jest minerał zwany boksytem. Zawiera on do 60%
wodorotlenku aluminium A1(OH)
3
oraz zanieczyszczenia takimi tlenkami, jak Fe
2
O
3
, CaO,
SiO
2
. Produkcja aluminium przebiega w dwu odrębnych procesach. Pierwszym z nich jest
otrzymywanie czystego tlenku aluminium, drugim – otrzymywanie aluminium metodą
elektrolityczną.
Wytwarzanie tlenku aluminium
Istnieje wiele sposobów otrzymywania tlenku aluminium. Najbardziej rozpowszechniony
jest sposób K.J. Bayera. Jest on szeroko stosowany w przemyśle światowym w przypadku
surowców nie zawierających większych ilości krzemionki. Metoda Bayera polega na
oddziaływaniu roztworem wodorotlenku sodu na rozdrobniony boksyt.
Proces rozpuszczania wodorotlenku aluminium w wodorotlenku sodu odbywa się
w zamkniętych naczyniach, zwanych autoklawami, pod ciśnieniem kilkuset kPa
w podwyższonej temperaturze. W celu oddzielenia osadu od roztworu przepuszcza się go
przez filtry pracujące pod ciśnieniem. Z oczyszczonego roztworu wydziela się przez
krystalizację, czysty wodorotlenek aluminium Otrzymany wodorotlenek aluminium jest
prażony w temperaturze około I200°C.
Uzyskany czysty tlenek glinu jest materiałem wyjściowym do produkcji aluminium
metodą elektrolizy.
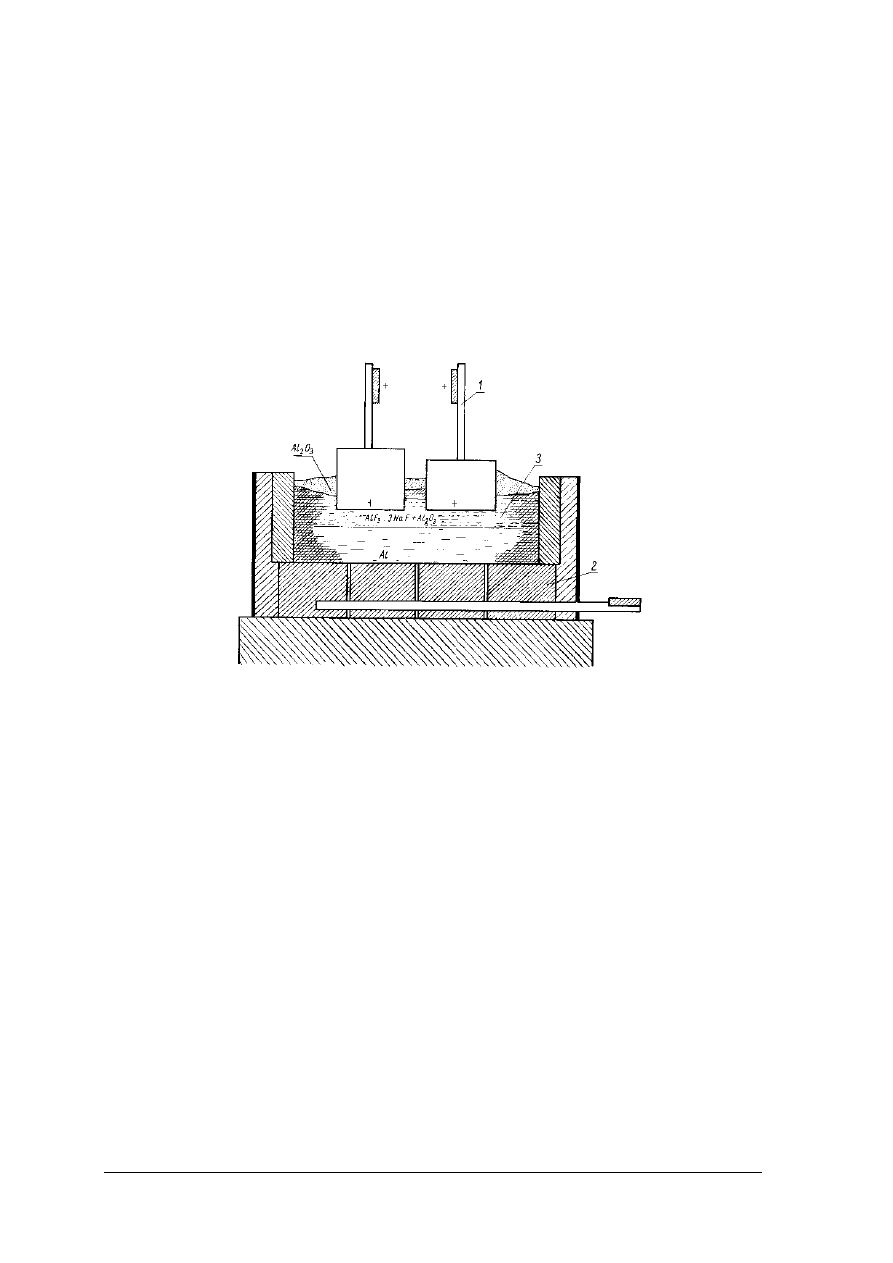
Elektroliza tlenku aluminium
Metaliczne aluminium otrzymuje się metodą elektrolizy stopionego tlenku aluminium
(A1
2
O
3
) z kriolitem (A1F
3
• 3 NaF) w elektrolizerze. Elektrolizer (rys. 16) to metalowa
wanna wyłożona materiałem ogniotrwałym.. Na warstwie szamotowej wspiera się warstwa
węglowa, która jest elektrodą ujemną, (katodą) 2. Prąd jest doprowadzany do tej elektrody
prętami metalowymi wprasowanymi w masę węglową. Nad elektrolizerem znajduje się
kilkanaście węglowych elektrod dodatnich zasilanych prądem przez metalowe pręty.
Elektrody węglowe nad wanną są anodą l elektrolizera.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Wydzielające się na katodzie aluminium jest od czasu do czasu spuszczane z wanny.
Proces elektrolizy odbywa się w temperaturze 950°C pod napięciem około 4,5V.
W wyniku elektrolizy otrzymujemy aluminium hutnicze zawierające do 1%
zanieczyszczeń. Zanieczyszczenia wpływają niekorzystnie za własności aluminium i z tego
powodu aluminium hutnicze jest poddawane oczyszczaniu, czyli rafinacji.
Rafinacja aluminium polega na przepuszczaniu chloru przez stopiony metal. Powstające
chlorki zanieczyszczeń wypływają na powierzchnię metalu w postaci żużla. Drugi sposób to
elektroliza aluminium stopionego z miedzią.
Rafinacja aluminium metodą elektrolityczną zmniejsza ilość zanieczyszczeń do 0,1%,
niekiedy nawet do 0,01%.
Rys. 16. Elektrolizer; 1 – anoda, 2 – katoda, 3 – elektrolit [1, s. 77]
Metalurgia cynku
Cynk znalazł on zastosowanie w wielu stopach technicznych, takich jak mosiądz, stopy
cynku z aluminium i innych. Cynk jest także stosowany do powlekania warstwą ochronną
przedmiotów stalowych narażonych na korozję.
Głównym surowcem do produkcji cynku jest blenda cynkowa (ZnS) zawierająca zwykle
liczne zanieczyszczenia siarczkami żelaza, kadmu i ołowiu oraz niekiedy związkami arsenu,
antymonu i miedzi.
Wzbogacanie rud cynku
Zawartość cynku w rudach – w porównaniu z zanieczyszczeniami – jest niewielka
i dlatego są poddawane wzbogacaniu. Rudy siarczkowe wzbogaca się najczęściej metodą
flotacji a rudy węglanowe wzbogaca się przez prażenie.
Redukcja cynku
Otrzymane w procesie wzbogacania rud koncentraty cynkowe są przerabiane na
metaliczny cynk metodą ogniową lub elektrolityczną.
W metodzie ogniowej koncentraty cynku, zawierające głównie tlenek cynku
zanieczyszczony niewielkimi ilościami różnych krzemianów, siarczków, ulegają redukcji.
Redukcja tlenku cynku jest wykonywana obecnie w piecach szybowych (podobnych do
wielkiego pieca).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Cynk surowy zawiera niekiedy do 2,5% zanieczyszczeń, takich jak ołów. kadm, żelazo
oraz arsen, antymon i inne. Tak znaczna ilość zanieczyszczeń pogarsza własności cynku
i z tego powodu poddaje się go rafinacji. Pozostałe produkty procesu zawierają jeszcze
znaczne ilości cynku i inne cenne składniki. Dlatego przerabia się je metodą rektyfikacji lub
hydrometalurgiczną w celu odzyskania wchodzących w ich skład metali.
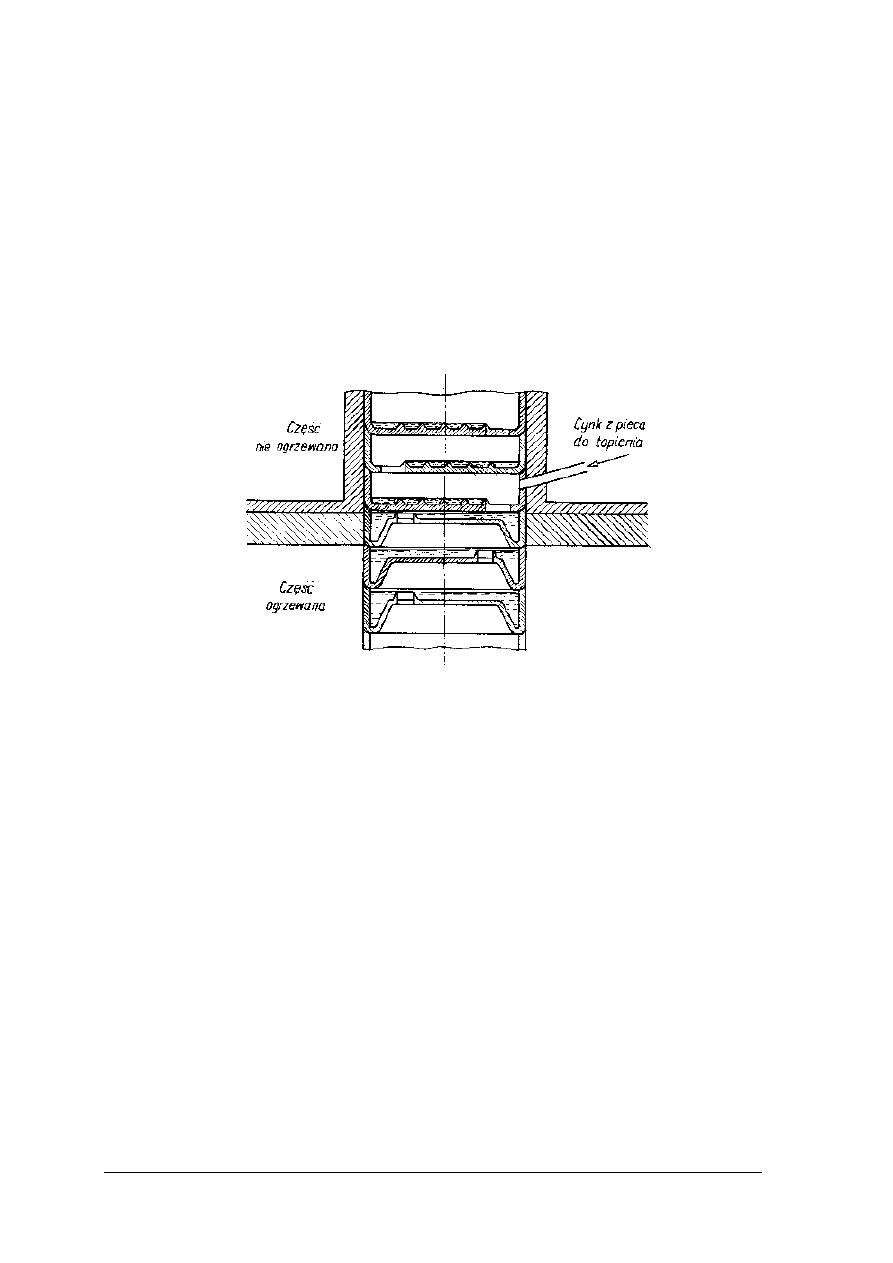
Rektyfikacja cynku
Rektyfikacja cynku przebiega w kolumnie rektyfikacyjnej. Kolumna taka (rys. 17) składa
się z szeregu skrzynek wykonanych z karborundu (węglika krzemu), ustawionych szczelnie jedna na
drugiej. W dnach skrzynek znajdują się otwory przelewowe zestawione niewspółosiowo ze sobą.
Dolna część kolumny jest ogrzewana.
Rys. 17. Kolumna rektyfikacyjna [1, s. 81]
Jeżeli zanieczyszczony cynk po stopieniu wprowadzimy przez odpowiedni otwór
kolumny, zacznie on wypełniać wgłębienia w skrzynkach. Po wypełnieniu jednej skrzynki
otworem przelewowym cynk zacznie ściekać na niższe piętra znajdujące się już w ogrzewanej
części pieca. Tutaj najbardziej lotne składniki zaczną parować i otworami w dnach skrzynek
przedostawać się do wyższej części kolumny, gdzie ulegną skropleniu. Tam wypełnią
skrzynki górnych pięter oraz spowodują ściekanie w dół składników o wyższej temperaturze
parowania. W taki sposób następuje oddzielanie składników lotnych, zbierających się
w górnej części kolumny, od składników mniej lotnych, które będą spływać ku dołowi
kolumny. Na tej zasadzie następuje oddzielanie prawie wszystkich zanieczyszczeń cynku. Po
rektyfikacji cynk zawiera jeszcze zanieczyszczenia w ilości nie przekraczającej 0,01%.
Metalurgia miedzi
Miedź jest jednym z najstarszych metali znanych człowiekowi. Odegrała ona doniosłą
rolę w rozwoju kultury i cywilizacji ludzkości. W starożytności służyła w stanie czystym lub
w stopach z cyną do wyrobu broni oraz wszelkiego rodzaju ozdób. Obecnie ma zupełnie inny
zakres zastosowań. Najczęściej wykorzystujemy jej doskonałą przewodność elektryczną
i cieplną w urządzeniach elektrycznych oraz do budowy aparatury w przemyśle chemicznym
i spożywczym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Miedź występuje w skorupie ziemskiej najczęściej w postaci związków z siarką lub tlenem.
Niekiedy jednak można ją spotkać w postaci wolnej, jako tzw. miedź rodzimą. Zawartość
miedzi w rudach wynosi średnio około 3%. Często przerabia się również rudy uboższe,
w których zawartość miedzi nie przekracza 1%.
Miedź do celów przemysłowych wytwarza się metodą ogniową przez prażenie i wytapianie
lub metodą elektrolityczną. W celu otrzymania lepszych gatunków miedzi poddaje się ją
dalszemu oczyszczaniu.
Rafinację miedzi wykonuje się metodą ogniową lub elektrolityczną. Bardzo czyste gatunki
miedzi otrzymuje się przez przetapianie jej w próżni.
Wzbogacanie rud miedzi
Ubogie rudy siarczkowe miedzi wzbogaca się najczęściej, podobnie jak rudy cynku, przez
flotację. Uzyskuje się wówczas koncentraty, w których zawartość miedzi wynosi 15–30%.
Koncentraty miedzi zawierające oprócz siarczków miedzi również siarczki żelaza są
poddawane prażeniu.
Proces wytapiania kamienia miedziowego ma na celu dalsze wzbogacenie produktu
w miedź. Odbywa się on w piecu szybowym o konstrukcji podobnej do wielkiego pieca.
Paliwem jest w nim koks i siarka zawarta we wsadzie. Powietrze niezbędne do spalenia paliwa
jest doprowadzane, podobnie jak w wielkim piecu, za pomocą dysz.
Załadowane do pieca materiały wsadowe ulegają stopnieniu pod wpływem wysokiej
temperatury. Zachodzą wówczas między składnikami skomplikowane reakcje chemiczne,
w których wyniku powstają siarczki miedzi i tlenki żelaza
Otrzymany w tych reakcjach siarczek miedzi i pozostały siarczek żelaza zbierają się na
dnie pieca. Dolna warstwa po wypuszczeniu z pieca krzepnie, tworząc kamień miedziowy,
w którym zawartość miedzi wynosi około 40%. Kamień miedziowy jest przerabiany następnie
w konwertorach na miedź surową.
Wytwarzanie miedzi surowej
Wytwarzanie miedzi surowej polega na świeżeniu. Świeżenie odbywa się w konwertorze.
Do konwertora wlewa się roztopiony kamień miedziowy oraz doprowadza krzemionkę w celu
wytworzenia żużla. Wskutek usunięcia z kamienia siarczków żelaza zmienia się jego
zabarwienie. Powstaje tzw. biały kamień miedziowy zawierający wyłącznie czysty siarczek
miedziawy Cu
2
S.
W drugim okresie, po usunięciu siarczków żelaza, powstaje w trakcie dalszego świeżenia
miedź surowa, zawiera średnio 99% Cu.
Rafinacja miedzi
Miedź rafinuje się metodą ogniową lub elektrolityczną. Rafinacja ogniowa odbywa się
w poziomych piecach płomieniowych. Polega ona na utlenianiu zanieczyszczeń i usuwaniu ich
wraz z żużlem. Po usunięciu zanieczyszczeń należy zmienić charakter chemiczny procesu
i spowodować redukcję tlenku miedziawego. W tym celu wykonuje się tzw. żerdziowanie,
tj. mieszanie miedzi drągami ze świeżo ściętego drzewa. Po żerdziowaniu posypuje się
powierzchnię metalu węglem drzewnym, który redukuje zawarte w metalu tlenki.
W wyniku tych zabiegów otrzymuje się miedź rafinowaną, którą odlewa się następnie we
wlewki. Rafinacja elektrolityczna odbywa się w elektrolizerach, w których elektrolitem jest
wodny roztwór siarczanu miedzi (CuSO
4
). Pod wpływem napięcia elektrycznego następuje
w elektrolicie dysocjacja siarczanu miedzi. Jony miedzi wędrują następnie do katody i tam się
osadzają, tworząc zwartą, pogrubiającą się powłokę. Tymczasem z anody w obecności SO
4
przechodzi do elektrolitu równoważna ilość miedzi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Domieszki wchodzące w skład zanieczyszczonej miedzi przechodzą do elektrolitu lub
w postaci szlamu opadają na dno wanny elektrolitycznej. Oczyszczona miedź wydzielona na
katodzie zawiera powyżej 99,5% Cu. Po wyjęciu z elektrolizera poddaje się katody
przetopieniu i odlewa z nich wlewki różnych kształtów w zależności od celu, któremu ma
służyć.
Technologia proszków
Metodę wytwarzania metali z ich proszków, bez przechodzenia przez stan ciekły,
nazywamy metalurgią proszków. Połączenie ze sobą oddzielnych ziarn proszków w jednolitą
masę następuje podczas wygrzewania silnie sprasowanych kształtek w atmosferze redukującej
lub obojętnej.
Najczęściej spiekanie proszków stosuje się wtedy, gdy metody topnienia i odlewania
zawodzą. Z tego powodu metodami metalurgii proszków wytwarzamy:
−
metale trudno topliwe, jak wolfram, molibden, tantal, iryd, ponadto spiekane węgliki
wolframu, tytanu i inne,
−
spieki metali, czasem i niemetali, które wykazują znaczne różnice temperatury topnienia,
jak,
−
materiały na styki elektryczne z wolframu i srebra lub szczotki do maszyn elektrycznych
z grafitu i miedzi,
−
materiały porowate na łożyska samosmarujące,
−
materiały, które w stanie ciekłym są gęstopłynne i trudne do odlewania, jak materiały na
specjalne magnesy trwałe.
Dzięki zastosowaniu spiekania proszków można otrzymywać materiały o ściśle określonym
składzie chemicznym i wysokim stopniu czystości. Produkcja spieków dzieli się na trzy etapy:
1)
wytwarzanie proszków metali,
2)
prasowanie,
3)
spiekanie.
Metody wytwarzania proszków metali
Zależnie od przeznaczenia proszków i rodzaju surowców wyjściowych stosuje się różne
sposoby wytwarzania, które dzieli się zasadniczo na dwie grupy:
−
mechaniczne sposoby wytwarzania, polegające na rozdrobnieniu materiałów przez
mielenie, piłowanie, rozpylanie itp.;
−
procesy chemiczne i fizykochemiczne, jak kondensacja par metalu, redukcja chemiczna
tlenków, elektroliza itp.
Niejednokrotnie stosuje się metody mieszane, np. proszki uzyskane metodą chemiczną
mogą być jeszcze rozdrobnione mechanicznie lub proszki wykonane mechanicznie mogą
w dalszym ciągu podlegać oczyszczaniu chemicznemu .
Własności proszków metali
Proszki metali stosowane do wyrobu przedmiotów użytkowych powinny się odznaczać
znaczną czystością. Rodzaj i postać zanieczyszczeń są uzależnione od czystości surowców
wyjściowych
oraz
metody
wytwarzania
proszków.
Najczęściej
spotykanymi
zanieczyszczeniami są: tlen. węgiel, żelazo, mangan, krzem, czasem siarka i fosfor.
Bardzo drobne proszki ze względu na dużą powierzchnię wykazują zwiększoną skłonność
do utleniania się, które czasem przebiega gwałtownie. Dla pojedynczych ziaren
charakterystyczne są kształt i wielkość. Masę ziaren określa się rozkładem wielkości ziaren,
objętością zasypu, objętością zasypu z usadem, gęstością zasypu z usadem, sypkością,
prasowalnością i stopniem zagęszczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
W zależności od rodzaju metalu i metody wytwarzania ziarna proszków metali mogą
mieć różne kształty. Metodami mechanicznymi w młynach, otrzymuje się ziarna płytkowe
o brzegach zaokrąglonych lub ostrych. Przy rozpylaniu uzyskuje się ziarna kuliste. Proszki
wytwarzane metodami chemicznymi mają zwykle ziarna o ostrych krawędziach. Metoda
kondensacji par metali i metoda karbonylkowa dają ziarna o kształcie kulistym. Metodą zaś
elektrolityczną wytwarza się proszki iglaste i dendrytyczne.
Wielkość ziarna wyznacza się przez bezpośredni pomiar za pomocą mikroskopu,
analizą sitową itp.
Objętość zasypu V określa się przez luźne nasypanie do cylindra pomiarowego
ustalonej ilości (100 g) proszku. Objętość zasypu odczytuje się bezpośrednio na podziałce
w cm
3
.
Objętość zasypu z usadem V
u
określa się w podobny sposób, z tą różnicą, że proszek
zostaje zagęszczony za pomocą wstrząsania ręcznego lub mechanicznego.
Gęstość zasypu
V
m
d
=
i gęstość zasypu z usadem
u
u
V
m
d
=
oblicza się w obu przypadkach jako stosunek masy proszku do jego objętości i wyraża się
w g/cm
3
.
Sypkość jest określana jako stosunek ilości proszku wysypanego przez znormalizowany
otwór z naczynia o pochylonych ścianach do czasu wysypywania. Pomiar ten ma znaczenie przy
obliczaniu automatycznych urządzeń do napełniania proszkiem matryc przed prasowaniem.
Prasowalność proszków to zdolność do zachowania trwałych krawędzi i kształtów nadanych
w czasie prasowania w matrycach pod ustalonym ciśnieniem.
Stopień zagęszczenia to stosunek gęstości kształtki do gęstości metalu litego, wyznaczany
w procentach. Rozkład wielkości ziaren ma duży wpływ na stopień zagęszczenia proszków.
Proszek o jednolitej ziarnistości – niezależnie od wielkości ziaren – wykazuje większą
porowatość niż proszki o różnej ziarnistości. W tych ostatnich mniejsze ziarna wypełniają
przestrzenie utworzone między ziarnami większymi.
Prasowanie proszków metali
Czyste, pozbawione powłok tlenkowych i dostatecznie płaskie ziarna mogą łączyć się
w temperaturze pokojowej. W praktyce nie daje się zrealizować takich warunków, nawet przy
największych ciśnieniach, wskutek czego łączenia proszków dokonuje się w innych
warunkach.
Wytrzymałość wykonywanych w taki sposób kształtek jest jednak niewielka. Wyniki
procesu prasowania są uzależnione od wielu właściwości proszku oraz od sposobu
prasowania i kształtu matryc. Ciśnienie wywierane na proszek – na skutek znacznego tarcia
ziarn o siebie i matryce – nie rozchodzi się równomiernie w całej masie proszku, co powoduje
również nierównomierny rozkład gęstości w kształtce i jest przyczyną nierównomiernego
skurczu w czasie spiekania. Skurcz liniowy, zależnie od warunków technologicznych
przygotowania spieku, dochodzi do 30%, a objętościowy – do 50%.
W celu zmniejszenia różnic gęstości dodaje się do prasowanych mas składniki
zmniejszające tarcie w ilościach nie przekraczających 1% oraz stosuje się prasowanie
dwustronne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
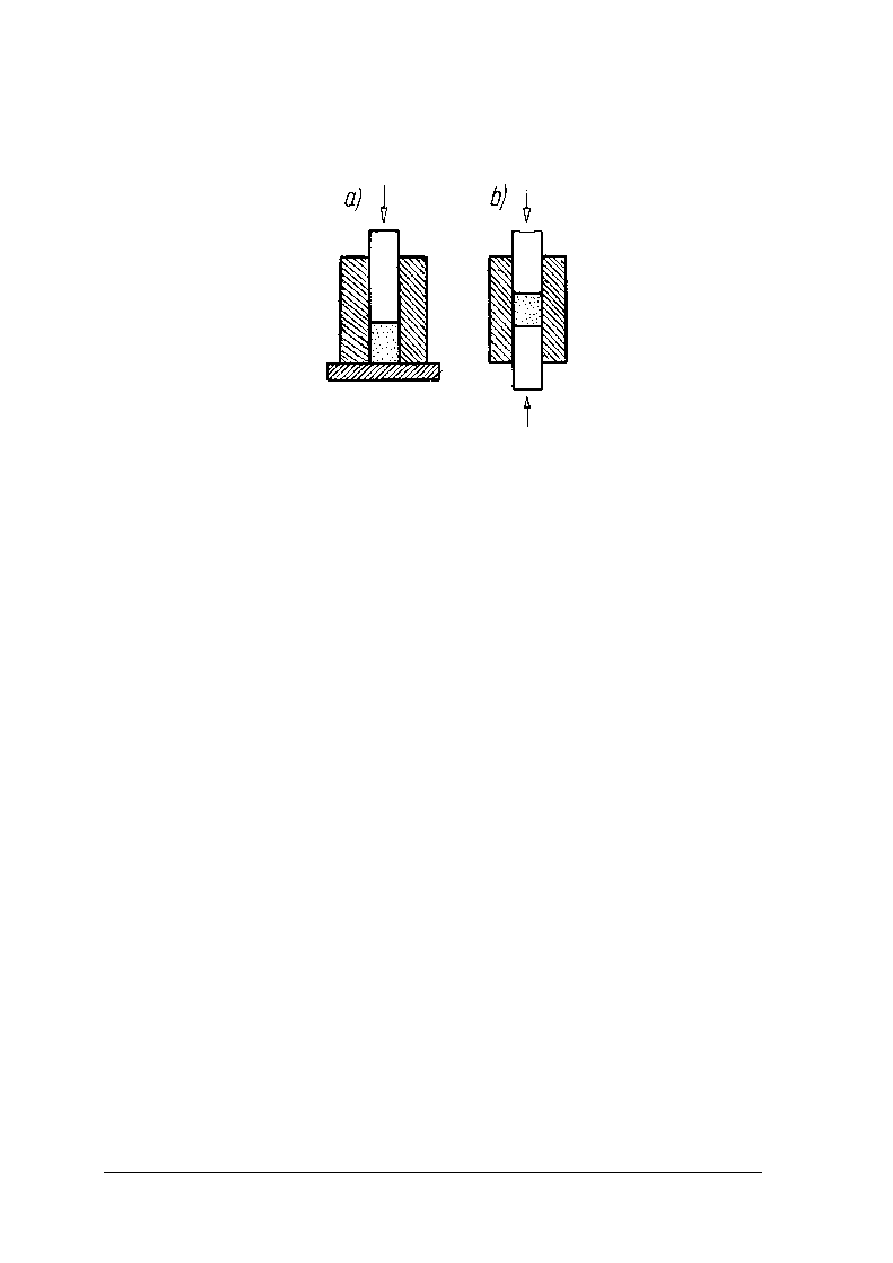
32
Z proszków formuje się kształtki – najczęściej za pomocą pras, pod znacznym ciśnieniem.
Rozróżniamy przy tym prasowanie jednostronne (rys. 18a) i dwustronne (rys. 18b).
Rys. 18. Prasowanie proszków metali; a – jednostronne, b – dwustronne [1, s. 93]
W celu określenia własności proszków w zależności od warunków prasowania dokonuje się
pomiarów gęstości, twardości, przewodności elektrycznej itp.
Proszki metali podlegają bezpośrednio przed procesem zagęszczania zabiegom polepszającym
stan ich powierzchni, a nawet zmniejszającym stopień zanieczyszczeń, np. przemywa sieje wodą
destylowaną i następnie redukuje wodorem w podwyższonej temperaturze. Przygotowane
w taki sposób proszki przechodzą następnie operacje mechanicznego mieszania
w mieszalnikach lub młynach kulowych. Uzyskuje się wtedy, w przypadku kilku składników,
masy o jednorodnym składzie. Operacja taka jest długotrwała, a czas jej trwania może
dochodzić do kilku dni.
Ciśnienie stosowane w procesach technologicznych wynosi zwykle 100 ÷ 1000 MPa,
czasem dochodzi do 1500 MPa, jednak wysokie ciśnienie prasowania jest przyczyną szybkiego
zużywania się matryc.
Spiekanie proszków metali
Uformowane w matrycach kształtki poddaje się obróbce cieplnej, mającej na celu trwałe
powiązanie poszczególnych ziarn proszku słabo dotychczas ze sobą zespolonych. Proces taki
nazywa się spiekaniem.
Układy jednoskładnikowe spiekają się w temperaturze wynoszącej 2/3 ÷ 4/5 bezwzględnej
temperatury topnienia. Łączenie ziarn następuje bez przechodzenia przez fazę ciekłą.
Układy wieloskładnikowe można spiekać bez udziału fazy ciekłej lub z jej udziałem.
Ważnym warunkiem dobrego spiekania jest dobór atmosfery ochronnej, w której
przeprowadza się proces.
W celu uproszczenia i przyspieszenia procesów technologicznych w pewnych
przypadkach łączy się prasowanie i spiekanie w jedną operację. Jest to prasowanie
w podwyższonej temperaturze lub spiekanie pod ciśnieniem. Uzyskany w taki sposób materiał
jest w małym stopniu porowaty, a jego własności fizyczne i wytrzymałościowe są znacznie
lepsze niż w przypadku stosowania rozdzielnych operacji prasowania i spiekania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
W jakim celu stosuje się topniki do wsadu wielkopiecowego?
2.
Jaki jest główny proces chemiczny zachodzący w wielkim piecu?
3.
Jakie procesy fizyczne zachodzą w wielkim piecu?
4.
Jaki główny produkt otrzymuje się w wyniku procesu wielkopiecowego?
5.
Co nazywamy świeżeniem?
6.
Na czym, polega metoda konwertorowo-tlenowa?
7.
Do czego służą regeneratory w piecu martenowskim?
8.
Na czym polega rafinacja stali?
9.
W jakim procesie otrzymuje się aluminium hutnicze?
10.
Na czym polega rektyfikacja cynku?
11.
Co to jest miedź surowa?
12.
Dlaczego stosujemy metalurgię proszków?
13.
Jakie materiały uzyskujemy stosując metalurgię proszków?
14.
Jak przebiega spiekanie kształtek?
4.2.3.
Ćwiczenia
Ćwiczenie 1
Opisz proces otrzymywania surówki. Zastosuj wiadomości nabyte na temat procesu
wielkopiecowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
narysować i opisać schemat wielkiego pieca,
2)
wypisać materiały wsadowe,
3)
napisać reakcje redukcji pośredniej,
4)
napisać reakcje redukcji bezpośredniej,
5)
opisać produkty procesu wielkopiecowego,
6)
zapisać wnioski.
Wyposażenie stanowiska pracy:
−
schemat wielkiego pieca
−
poradnik dla ucznia,
Ćwiczenie 2
Przyporządkuj produkty do procesów, w wyniku których powstają. Zastosuj wiadomości
nabyte na temat metalurgii. Do dyspozycji masz następujące produkty: surówka, stal, stal
pozbawiona zanieczyszczeń, aluminium hutnicze, miedź surowa, staliwo, żeliwo.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wypisać wymienione produkty w punktach od 1 do 7,
2)
wyszukać w poradniku dla ucznia wiadomości na temat metalurgii,
3)
wypisać znane procesy metalurgii,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4)
przyporządkować procesy do podanych produktów,
5)
sprawdzić poprawność wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
opisać proces otrzymywania surówki?
2)
rozróżnić metody konwertorowe?
3)
wyjaśnić różnice między surówką besemerowską i tomasowską?
4)
opisać proces martenowski?
5)
rozróżnić metody wzbogacania rud?
6)
wyjaśnić pojęcie świeżenia?
7)
wyjaśnić pojęcia: rafinacja i rektyfikacja?
8)
wyjaśnić pojęcia: rafinacja ogniowa i rafinacja elektrolityczna?
9)
opisać etapy metalurgii aluminium?
10)
opisać etapy metalurgii cynku?
11)
opisać etapy metalurgii miedzi?
12)
opisać proces prasowania proszków?
13)
opisać proces formowania kształtek?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.3. Stopy techniczne
4.3.1. Materiał nauczania
Stopy żelaza z węglem
Stopy żelaza z węglem są podstawowymi stopami od dawna stosowanymi w technice.
Dlatego są one przedmiotem licznych badań i to zarówno własności, jak i budowy.
Stopy żelaza z węglem tworzą układ równowagi, który został opracowany dla stopów
zawierających do 6,67% węgla. śelazo, będące podstawą tych stopów, występuje w dwóch
odmianach alotropowych. Jedna z nich, trwała do 910°C, jest tzw. żelazem α o sieci regularnej
przestrzennie centrycznej. śelazo α w temperaturze 910°C przechodzi przemianę alotropową. Jego
sieć regularna przestrzennie centryczna zmienia się na regularną płasko centryczną. Tę nową
odmianę nazywamy żelazem γ. Odmiana żelaza γ jest trwała do temperatury 1390°C. W tej
temperaturze żelazo zmienia się ponownie w żelazo α, trwałe do temperatury topnienia.
W praktyce ta odmiana, oznaczana także symbolem δ, nie ma istotnego znaczenia
W żelazie w stanie stałym rozpuszcza się węgiel. Roztwór stały węgla w żelazie α nazywa się
ferrytem. Największa rozpuszczalność węgla w żelazie α nie przekracza 0,02% C. Jest to prawie
czyste żelazo, odznaczające się dobrą plastycznością. Roztwór węgla w żelazie γ nazywa się
austenitem. W płasko centrycznej sieci żelaza γ może się zmieścić znacznie więcej węgla n i ż
w sieci γ. Największa procentowa zawartość węgla w austenicie wynosi 2,06%.
Temperatura powstawania austenitu zależy od zawartości węgla. Jej najniższą wartość
723°C osiąga się w stopie o zawartości 0,80% C .
Stopy żelaza dzielimy na stale, staliwa i żeliwa. Własności stali zależą od jej składu
chemicznego i charakteru budowy. Stale zawierające mniejsze ilości węgla odznaczają się
większą plastycznością i mniejszą wytrzymałością. W miarę wzrostu zawartości węgla
plastyczność stali maleje, a wzrasta wytrzymałość.
Stal jest przerobionym plastycznie stopem żelaza z węglem oraz innymi pierwiastkami,
zawierającym do 2% węgla i otrzymywanym w procesach stalowniczych w stanie ciekłym.
Takie stopy przed obróbką plastyczną, a więc tylko odlane, nazywamy staliwami. Staliwo
znajduje zastosowanie na odlewy niektórych części maszyn i urządzeń.
Gatunek stali określa się na podstawie składu chemicznego. W niektórych przypadkach nie
jest to wystarczające i wtedy do określenia gatunku podaje się, oprócz składu chemicznego,
również własności wytrzymałościowe, chemiczne oraz fizyczne.
Podstawa klasyfikacji stali
Przyjmując jako podstawę podziału skład chemiczny, wszystkie stale można podzielić na
dwie zasadnicze grupy – stale niestopowe (węglowej) i stale stopowe.
Do stali węglowych zalicza się takie, w których zawartość poszczególnych pierwiastków
stopowych nie osiąga umownych ilości. Dla poszczególnych pierwiastków ustalono
następujące wartości, poniżej których stale zalicza się do węglowych: Mn 0,8%, Si – 0,4%, Ni
– 0,3%, Cr – 0,3%, W – 0,2%, Co – 0,2%, Cu – 0,2%, A1 – 0,1%, Mo – 0,05%, V – 0,05%
i Ti – 0,05%. Stale niestopowe nie powinny ponadto zawierać innych celowo wprowadzonych
składników.
Jeżeli zawartość przynajmniej jednego składnika stopowego w stali osiągnie podaną wyżej
umowną graniczną wartość lub ją przekroczy, taką stal nazywamy stopową Jeżeli w stali
oprócz węgla występują jeden lub więcej składników stopowych, znajduje to odpowiedni wyraz
w nazwie stali, np. stal chromowa, stal niklowa, stal niklowo-chromowa, stal manganowo-
-chromowa lub stal manganowo-chromowo-krzemowa.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
W zależności od zastosowania rozróżnia się stale:
−
konstrukcyjne (węglowe i stopowe);
−
narzędziowe (węglowe i stopowe);
−
szczególnych własnościach (stopowe).
Do stali konstrukcyjnych zaliczamy tylko te gatunki, które są przeznaczone do wyrobu
części maszyn i urządzeń pracujących w zwykłych warunkach, tj. w temperaturze nie
wywołującej zmiany własności wytrzymałościowych (zwykle około 200°C) oraz
w środowiskach nie działających szkodliwie na materiał ich części.
Stali konstrukcyjnych węglowych używa się zwykle w stanie surowym lub obrobionym
cieplnie albo cieplnochemicznie. Natomiast do stali konstrukcyjnych stopowych stosuje się
zawsze obróbkę cieplną lub cieplnochemiczną.
Wpływ różnych zabiegów cieplnych umożliwia zmianę własności stali w bardzo
szerokich granicach. Ta cecha stali jest w praktyce szeroko wykorzystywana do uzyskania
najbardziej pożądanych własności stali, zapewniających możliwość długotrwałej eksploatacji
urządzeń z nich wykonanych.
Rola składników chemicznych w stali
Różne składniki występujące w stali w różnym stopniu wpływają na jej własności. Jedne
z nich poprawiają własności wytrzymałościowe, inne polepszają plastyczność, inne znowu czynią
stal odporną na korozyjne działanie agresywnych czynników, wreszcie niektóre składniki nadają
stali określone własności elektryczne lub magnetyczne albo wpływają na warunki obróbki
cieplnej.
Określony składnik wprowadzony do stali może wywierać równocześnie wpływ na różne
własności. Wpływ ten może być dodatni we wszystkich przypadkach oddziaływania lub
dodatni na niektóre własności stali, a na inne – ujemny.
Główny składnik stali – węgiel – wpływa na polepszenie własności wytrzymałościowych, np.
wytrzymałości stali na rozciąganie, twardości i granicy plastyczności. Węgiel wpływa na
podwyższenie wytrzymałości na rozciąganie stali wyżarzonej tak długo, dopóki jego zawartość
nie przekracza 1%. Zwiększenie ilości węgla ponad tę wartość powoduje wprawdzie dalszy
wzrost granicy plastyczności i twardości, lecz wytrzymałość na rozciąganie zaczyna maleć.
Niektóre składniki umożliwiają zmniejszenie szybkości hartowania, dzięki czemu uzyskuje się
warstwę zahartowaną o większej grubości.
Wprowadzenie niektórych składników stopowych w większych ilościach wpływa na
poprawę własności wytrzymałościowych oraz w pewnych przypadkach może wpływać na
zwiększenie odporności stali na działanie podwyższonej temperatury. Ma to istotne znaczenie
w stalach nagrzewających się podczas pracy.
Składniki stopowe decydują również o twardości. Spośród wszystkich składników najczęściej
występujących w stali krzem i mangan mają największy wpływ.
Składniki stopowe, których wpływ objawiał się znacznym polepszeniem własności
wytrzymałościowych, powodują jednocześnie pogorszenie własności plastycznych, np. przewężenia.
Stale konstrukcyjne
Większość stali stanowią stale węglowe stosowane w przemyśle w stanie surowym. Niewielka
procentowo ilość stali niestopowych i stale stopowe konstrukcyjne są poddawane obróbce
cieplnej, zmierzającej do poprawy ich własności wytrzymałościowych. Stale konstrukcyjne –
zgodnie z wymaganiami polskich norm – dzieli się na:
−
stale węglowe konstrukcyjne zwykłej jakości,
−
stale węglowe konstrukcyjne wyższej jakości,
−
stale konstrukcyjne stopowe do nawęglania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
−
stale konstrukcyjne do azotowania,
−
stale konstrukcyjne stopowe do ulepszania cieplnego,
−
stale sprężynowe (resorowe),
−
stale na łożyska toczne.
Stale narzędziowe
Stale te dzieli się na węglowe i stopowe. Podziału stali węglowych dokonuje się
w zależności od ich właściwości, a stali stopowych – od ich zastosowania. Materiały
przeznaczone na narzędzia powinny odznaczać się odpowiednią wysoką twardością. Duża
twardość uzyskiwana w wyniku obróbki cieplnej wiąże się jednak zwykle ze wzrostem
kruchości. Twardość stali zależy głównie od zawartości węgla. Składniki stopowe
odgrywają tu drugorzędną rolę i wpływają głównie na podatność stali na obróbkę cieplną
oraz mogą wpływać na inne własności stali, jak np. odporność na odpuszczanie lub
odporność na ścieranie.
W niektórych przypadkach staramy się uzyskiwać grube warstwy zahartowane, np.
w matrycach do pras. Ma to również znaczenie w narzędziach, które w ciągu swej pracy
podlegają szlifowaniu. Istotną dla pracy wielu narzędzi własnością stali jest odporność na
działanie podwyższonej temperatury. Wysoka temperatura nie powinna wpływać na zmianę
własności użytkowych narzędzi. Odnosi się to szczególnie do stali narzędziowych
przeznaczonych do pracy na zimno, które wskutek tarcia mogą się znacznie nagrzewać
i mimo to muszą obrabiać materiał zimny o nie zmniejszonych własnościach
wytrzymałościowych.
Stale narzędziowe stopowe do pracy na zimno – oprócz różnych składników stopowych –
zawierają większe ilości węgla, zwykle około 1%.
Głównymi składnikami stali narzędziowych stopowych do pracy na zimno są chrom,
wolfram i wanad oraz – w pewnych przypadkach – krzem i mangan. Zawartość siarki i fosforu
nie powinna przekraczać 0,03% każdego z tych szkodliwych zanieczyszczeń.
Ze względu na rodzaj pracy stali narzędziowych stopowych przeinaczonych do pracy na
zimno można je podzielić na trzy grupy. Pierwszą, największą, grupę stanowią stale
przeznaczone na narzędzia skrawające, drugą – stale na narzędzia do obróbki plastycznej,
a trzecią – stale na przyrządy pomiarowe.
Stale stopowe narzędziowe do pracy na gorąco powinny się odznaczać dużą twardością,
która nie zmniejszałaby się nadmiernie w miarę wzrostu temperatury, odpornością na
uderzenia, odpornością na częste zmiany temperatury, dużą przewodnością cieplną i małą
rozszerzalnością podczas nagrzewania.
Za najważniejsze uważa się wymagania dotyczące twardości i plastyczności stali.
Większość stali do pracy na gorąco zawiera średnie ilości węgla (0,4÷0,6%) oraz chrom,
wolfram, molibden, wanad, nikiel, mangan i krzem.
Narzędzia, które pracują udarowo, należy wykonywać ze stali o mniejszej hartowności,
gdyż plastyczny rdzeń lepiej znosi nagłe obciążenia. Z tego powodu na narzędzia tego typu
należy stosować stale o mniejszej zawartości składników stopowych. Natomiast narzędzia
pracujące przy nacisku wzrastającym powoli należy wykonywać ze stali, które przehartowują
się na wskroś, a więc stali o większej zawartości składników stopowych.
Stale szybkotnące są przeznaczone na narzędzia do obróbki skrawaniem o dużej
wydajności. Ich własności są dużo lepsze niż własności stali narzędziowych węglowych
i stopowych. Stale szybkotnące nie zmieniają zbytnio własności skrawających nawet
w temperaturze dochodzącej do 600°C. Stale szybkotnące zawierają znaczne ilości
składników stopowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Stale o specjalnych własnościach fizycznych i chemicznych
Stale te zawierają zwykle duże ilości składników stopowych. W tej grupie stali wymienia
się stale odporne na korozję (nierdzewne i kwasoodporne), stale żaroodporne
i żarowytrzymałe i inne – o specjalnych własnościach.
Stale odporne na korozję zawierają znaczną ilość chromu – do 12%. Są odporne na
korozję atmosferyczną, na działanie wód naturalnych, pary wodnej, roztworów alkalicznych
i rozcieńczonych kwasów organicznych.
Stale nierdzewne poddaje się przesycaniu, zależnie od składu chemicznego w zakresie
temperatury 950÷1100°C. W stalach kwasoodpornych głównymi składnikami stopowymi są
chrom i nikiel. Zawartość chromu jest większa niż w stalach nierdzewnych i wynosi 16÷20%,
a ilość niklu zawiera się w granicach 8÷12%. Większość stali kwasoodpornych należy do stali
o międzynarodowym znaku 18/8. Pierwsza z liczb określa procentową zawartość chromu,
a druga – niklu.
Stale kwasoodporne poddaje się przechładzaniu od temperatury 1100"C w wodzie. Ich
główne zastosowanie to budowa aparatury chemicznej narażonej na działanie kwasów.
Większość tych stali daje się spawać.
Stale żaroodporne. Przez żaroodporność rozumie się odporność materiału na utlenianie w
wysokiej temperaturze. Materiały żaroodporne nie odpowiadają specjalnym wymaganiom pod
względem wytrzymałości, mogą więc być stosowane jedynie na części nie pracujące pod
większym obciążeniem.
Stale o specjalnym składzie chemicznym stają się żaroodporne w wyniku tworzenia się na
ich powierzchni warstwy tlenków, które następnie nie dopuszczają tlenu do głębszych warstw
stali. Najczęściej stosuje się żaroodporne stale chromowe lub chromowe z dodatkiem niklu,
krzemu, aluminium tub tytanu. Stale tego typu są zazwyczaj poddawane obróbce cieplnej,
polegającej na przesycaniu od odpowiedniej dla każdej stali temperatury (na ogół
800÷1000°C). Własności wytrzymałościowe tych stali w temperaturze przekraczającej 500°C
ulegają obniżeniu, jednocześnie polepszają się własności plastyczne.
Stale żaroodporne dzieli się na dwie grupy. Pierwszą stanowią stale odporne do 900°C,
a drugą – odporne do 1100°C. Stale pierwszej grupy zawierają chrom do około 14% i ponadto
– w mniejszych ilościach krzem, aluminium lub molibden. Zawartość węgla 0,37% nie
przekracza. Z wyjątkiem stali zaworowych, w których ilość węgla dochodzi do 0,57%.
Stale drugiej grupy zawierają większe ilości chromu, za/wyczaj 20÷28% i niklu
10÷20%, ponadto mangan, krzem, niekiedy wolfram oraz molibden.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Tabela 1. - Stale konstrukcyjne wg EN 10027-1:2005
Symbole główne
Symbole
dodatkowe
gatunków stali
G
S
n
n
n
an
Symbole główne
Symbole dodatkowe
Dla stali
Litery
Własności
mechaniczne
Grupa 1
Grupa 2
G = staliwo (jeżeli to
potrzebne)
S
=
stal
konstrukcyjna
nnn
=
minimalna
granica
plastyczności
Re
w
MPa
dla
najmniejszego zakresu
wymiarowego
A = utwardzone wydzieleniowo
M - walcowane termomechanicznie
N = normalizowane lub walcowane
normalizujące
Q = ulepszane cieplnie
G = inne cechy (jeżeli potrzebne)
oznaczania dalej jedną cyfrą lub
dwiema cyframi
Udarność (praca
łamania) w dżulach
[J]
Temperatura
a próby
[° C]
27 J
4OJ
60J
P
C
JR
KR
LR
20
JO
KO
L 0
0
J2
K2
L2
-20
J3
K3
L3
-30
J4
K4
L4
-40
J5
K5
L5
-50
J6
K6
L6
-60
C = do specjalnego kształtowania na
zimno
D = do powlekania zanurzeniowego na
gorąco
E = do emaliowania
F = do kucia
H = na kształtownik zamknięte
L
=
so
stosowania
w
niskich
temperaturach
M = walcowanie termomechaniczne
N = normalizowane lub walcowane
normalizująco
P = na kształtowniki grodziowe
S = do budowy statków
T = na rury
W = odporne na korozję atmosferyczną
an = symbole chemiczne wymaganych
dodatkowych pierwiastków np. Cu z
jedną,
jeżeli
to
potrzebne
cyfrą
oznaczającą 10 x średnią wymaganą
zawartość pierwiastka (zaokrągloną do
0,1 %)
Staliwa
Stopy żelaza z węglem o zawartości 0,02–2,06 % i innymi pierwiastkami poddane
obróbce plastycznej po odlaniu i skrzepnięciu nazywamy stalami. Natomiast takie same stopy
żelaza z węglem otrzymane przez odlanie i krzepnięcie bez obróbki plastycznej nazywa się
staliwami. Ze względu na skład chemiczny staliwa również dzielimy na: węglowe i stopowe.
Staliwa węglowe
Podstawą klasyfikacji staliwa węglowego jest zawartość węgla oraz odpowiadająca danej
zawartości węgla minimalna wytrzymałość na rozciąganie (tabela 2).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Tabela 2. Staliwa węglowe konstrukcyjne. Klasyfikacja i własności mechaniczne (wg PN-85/H-83152)
Własności mechaniczne
Znak
gatunku
Zawartość
węgla
1)
%
R
m
Mpa
min
R
e
Mpa
min
As
%
min
KC
kJ/m
2
min
HB
L400
L450
L500
L600
L650
0,10–0,20
0,15–0,30
0,30–0,40
0,40–0,50
0,50–0,60
400
450
500
600
650
250
260
320
360
380
25
22
18
16
15
600
500
450
400
350
144–156
126–170
140–197
160–212
170–223
1)
Pozostałe składniki: Mn – 0,40–0,90%, Si – 0,20–0,50%, P max i S max po 0,04%. Suma zawartości Cr,
Ni, Mo i Cu nie powinna przekraczać 0,8%, przy czym zawartość Cr – max 0,40%, Ni – max 0,40%, Mo
– max 0,15%, Cu – max 0,30%. Dla wszystkich gatunków jakości I skład chemiczny nie obowiązuje.
Odlewy staliwa są poddawane zasadniczo obróbce cieplnej, zazwyczaj normalizowaniu
i odprężaniu, rzadziej ulepszaniu cieplnemu (tabela 3 ).
Tabela 3. Staliwo węglowe konstrukcyjne. Obróbka cieplna (wg PN-85/H-83152)
Znak
gatunku
Rodzaj obróbki cieplnej
Zakres temp.
0
C
Sposób chłodzenia
L400
L450
L500
L600
L650
normalizowanie
wyżarzanie odprężające
normalizowanie
wyżarzanie odprężające
wyżarzanie zupełne
normalizowanie
wyżarzanie zupełne
normalizowanie
wyżarzanie zupełne
normalizowanie
930–950
400–600
930–950
400–600
870–890
910–930
860–880
890–910
850–870
890–910
w powietrzu
z piecem
w powietrzu
z piecem
z piecem
w powietrzu
z piecem
w powietrzu
z piecem
w powietrzu
śeliwa
Dobre własności odlewnicze i niektóre mechaniczne oraz niski koszt produkcji
spowodowały, że żeliwo znalazło szerokie zastosowanie w przemyśle. Do własności, które
o tym zadecydowały, należą ponadto: łatwa obrabialność, duża odporność na ścieranie, duża
stałość wymiarów, zdolność tłumienia drgań i inne.
Głównym składnikiem żeliwa – oprócz żelaza – jest węgiel. Ponadto w żeliwie znajduje
się zawsze pewna ilość innych domieszek pochodzących z procesu hutniczego. Są to: krzem,
mangan, fosfor i siarka. Niekiedy do żeliwa wprowadza się dodatkowo składniki stopowe, np.
chrom, nikiel, miedź, w celu uzyskania specjalnych własności.
Węgiel może występować w postaci związanej z żelazem lub w postaci nie związanej.
W połączeniu z żelazem tworzy on cementyt nadający żeliwu w przełomie barwę białą,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
błyszczącą. Z tego powodu żeliwo zawierające węgiel w postaci związanej nazywamy
żeliwem białym. Węgiel nie związany występuje w żeliwie w postaci grafitu. Nadaje on
żeliwu w przełomie barwę szarą. Dlatego żeliwo zawierające węgiel w postaci nie związanej
nazywamy żeliwem szarym.
Bardzo często tylko cześć węgla w żeliwie jest związana z żelazem. Jeżeli w żeliwie
obok miejsc o budowie żeliwa szarego występują miejsca o budowie żeliwa białego,
nazywamy je żeliwem połowicznym lub pstrym..
Struktura żeliwa zależy głównie od składu chemicznego oraz od szybkości chłodzenia.
śeliwa zawierające małe ilości krzemu oraz żeliwa szybko chłodzone uzyskują strukturę
żeliwa białego.
Stopy miedzi
Stosowana w technice miedź jest zanieczyszczona różnymi domieszkami. Głównymi jej
zanieczyszczeniami są: bizmut, antymon, arsen, żelazo, nikiel, ołów, cyna, cynk, siarka, fosfor
i tlen. Wszystkie prawie domieszki wpływają ujemnie na przewodność elektryczną miedzi.
Arsen, znajdujący się w miedzi w niewielkich ilościach, do 0,1%, nie wpływa na
pogorszenie jej własności mechanicznych. Gdy zależy nam na poprawieniu żaroodporności
oraz zmniejszeniu wpływu tlenu na miedź, stosuje się pewien niewielki dodatek arsenu
(0,3÷0,5%).
Pozostałe domieszki, jak żelazo, cyna, cynk i nikiel, poprawiają własności
wytrzymałościowe miedzi, lecz jednocześnie pogarszają jej własności plastyczne.
Stopy miedzi z cynkiem noszą nazwę mosiądzów. Rozróżnia się mosiądze odlewnicze
i mosiądze do przeróbki plastycznej.
Mosiądze odlewnicze zawierają 30 ÷ 40% cynku i niekiedy pewne ilości manganu,
krzemu, aluminium oraz ołowiu, który ułatwia obróbkę skrawaniem, czyniąc wiór kruchym.
Dzięki dobrej lejności mosiądze te dobrze wypełniają formę i można je odlewać w kokilach
pod ciśnieniem lub w formach piaskowych. Mosiądze do przeróbki plastycznej zawierają
20 ÷ 40% cynku oraz niekiedy również inne składniki stopowe. Mosiądze produkuje się
w postaci prętów, rur, blach, taśm, kształtowników oraz odkuwek. Odpowiednio do ich
własności stosuje się je na części podlegające obróbce skrawaniem, części kute i wytłaczane
nie poddawane obróbce skrawaniem, śruby z wygniatanym gwintem, części odporne na
ścieranie, rury do skraplaczy, wężownice itp.
Oprócz mosiądzów zwykłych w przemyśle stosuje się również tzw. mosiądze specjalne.
Otrzymuje się je przez wprowadzenie do mosiądzów zwykłych dodatkowo innych składników
stopowych, takich jak nikiel, krzem, cyna, aluminium, mangan i inne. W zależności od
składnika stopowego nadaje się im nazwy, np. mosiądz niklowy, mosiądz krzemowy itd.
Składniki stopowe są dodawane do mosiądzów w celu poprawy niektórych ich własności.
Stopy miedzi z cyną noszą nazwę brązów. Do obróbki plastycznej nadają się tylko brązy
o zawartości cyny nie przekraczającej 7%. Obróbka plastyczna jest wykonywana zawsze na
zimno, gdyż na gorąco brązy nie dają się obrabiać plastycznie.
Brązy o zawartości do 6% cyny odznaczają się dużą plastycznością i dobrymi
własnościami wytrzymałościowymi. Zgniot powoduje zwiększenie wytrzymałości i twardości.
Z takich brązów wykonuje się sprężyny i oprawki stosowane w precyzyjnych urządzeniach
elektrycznych i mechanicznych.
Dodatek cyny podwyższa własności wytrzymałościowe i sprężyste stopu. Z tego powodu
brązy zawierające do 10% cyny są stosowane na koła zębate.
Brązów o zawartości cyny przekraczającej 10% używa się na odlewy. Aby poprawić
własności odlewnicze, do brązów dodaje się w niewielkiej ilości cynk, który poprawia
własności wytrzymałościowe.
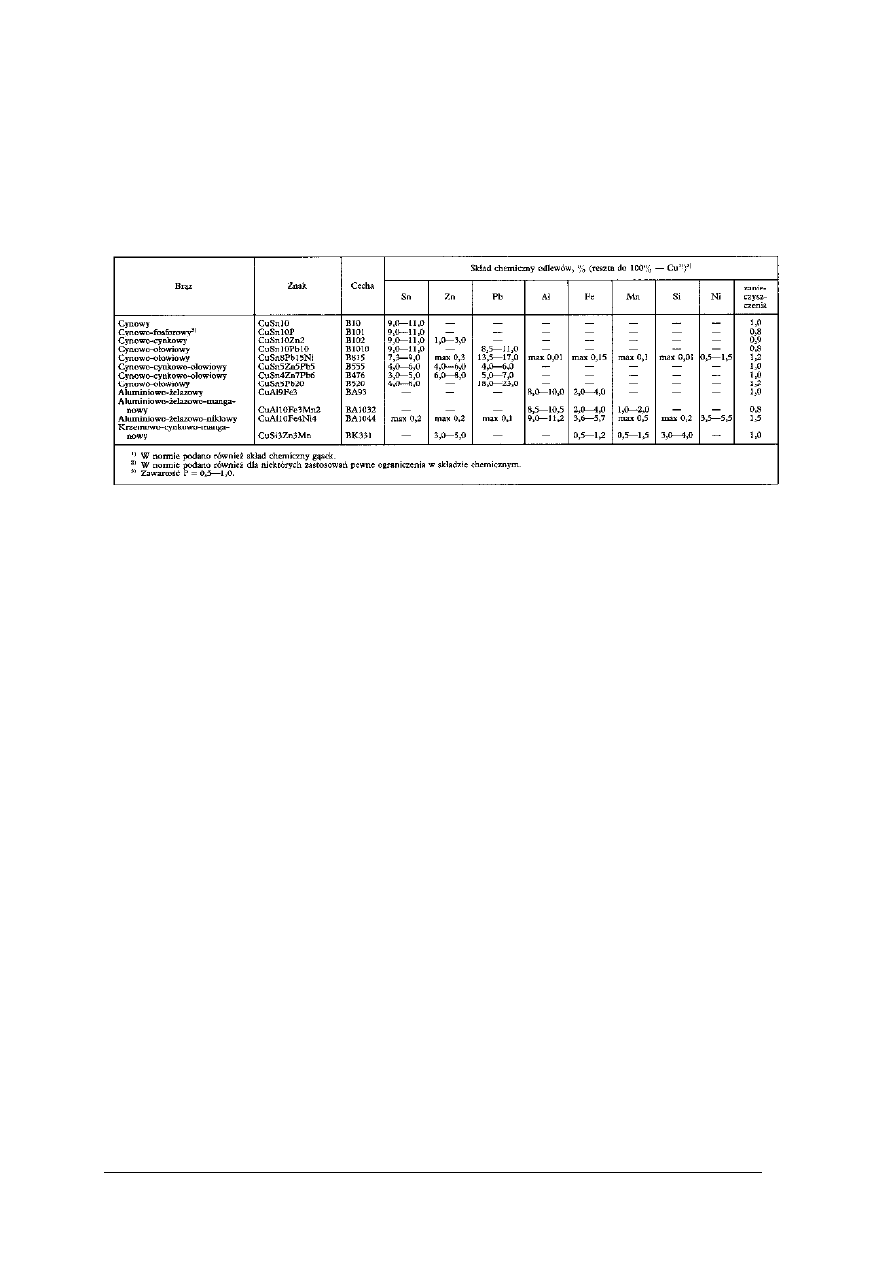
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Oprócz cyny w skład brązów wchodzą niekiedy również cynk, ołów, nikiel i fosfor. Częściej
jednak miedź z innymi składnikami tworzy stopy bez cyny. Wszystkie te stopy nazywa się
brązami. Dla odróżnienia ich jednak od brązów cynowych wymienia się zawsze nazwę
charakterystyczną składnika, np. brązy aluminiowe, brązy niklowe, brązy berylowe itd.
Tabela 4. Oznaczenia brązów odlewniczych. Skład chemiczny (wg PN-91/H-87026)
Stopy aluminium
Aluminium odznacza się małym ciężarem właściwym, dobrą przewodnością elektryczną,
dobrym przewodnictwem cieplnym. Ponadto z niektórymi metalami tworzy stopy o dobrych
własnościach odlewniczych oraz stopy o dobrych własnościach plastycznych.
Zależnie od stopnia czystości rozróżnia się wiele rodzajów aluminium. Aluminium
hutnicze,
otrzymywane
zwykle
metodą
elektrometalurgiczną,
zawiera
zazwyczaj
zanieczyszczenia przekraczające w sumie 0,5%. Po rafinacji elektrolitycznej ilość
zanieczyszczeń w aluminium można zmniejszyć do 0,1%, niekiedy nawet do 0,02%.
Głównymi zanieczyszczeniami aluminium są: żelazo, krzem i miedź.
Miedź wprawdzie poprawia wytrzymałość aluminium na rozciąganie, lecz równocześnie
zmniejsza jego zdolność do wydłużania się. Podobnie na własności stopów aluminium
wpływa krzem.
Jako główne składniki stopów aluminiowych należy wymienić miedź i krzem oraz
magnez, mangan i cynk. W stopach aluminium spotyka się również i inne domieszki. Do
rzadziej stosowanych w stopach aluminium domieszek zalicza się nikiel, żelazo oraz chrom,
kobalt i tytan.
Stopy niklu
Nikiel wytwarza się sposobami hutniczymi, chemicznymi i elektrolitycznymi. Głównymi
zanieczyszczeniami niklu, wpływającymi na pogorszenie własności mechanicznych, są siarka,
węgiel i tlenki niklu.
W stanie czystym nikiel jest stosowany do powlekania powierzchni narażonych na korozję:
w przemyśle spożywczym i chemicznym – do wyrobu zbiorników, armatury i ponadto
urządzeń parowych, różnych przyrządów itd. Najczęściej nikiel jest używany jako składnik
stopowy wielu stali oraz różnych innych stopów.
Liczne zastosowania znajdują stopy niklu z miedzią o różnej zawartości niklu. Z tej grupy
stopów należy wymienić nikielinę o zawartości około 20% niklu, konstantan zawierający około
40% niklu i stop Monela o zawartości około 70% niklu.
Nikielina odznacza się dobrą plastycznością, odpornością na korozję i ładnym wyglądem
po wypolerowaniu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Konstantan odznacza się stałością oporu elektrycznego w dużym zakresie temperatur.
Znajduje zastosowanie głównie na termoelementy z żelazem lub miedzią.
Stop Monela jest bardzo odporny na działanie korozyjne czynników chemicznych.
Stosuje się go przede wszystkim do budowy łopatek niektórych turbin parowych, niekiedy
i wodnych.
Luty
Do łączenia metali używa się stopów zwanych lutami lub lutowiami o niższej
temperaturze topnienia niż temperatura topnienia metali, które mają być połączone. Luty,
których temperatura topnienia nie przekracza 450°C, nazywa się lutami miękkimi, a luty
o temperaturze topnienia przekraczającej 450°C – lutami twardymi.
Luty miękkie
Luty miękkie stosuje się do łączenia stopów żelaza, stopów miedzi oraz widu innych
stopów. Wytrzymałość mechaniczna połączeń wykonanych z użyciem lutów miękkich jest
niewielka. Również niewielki jest zakres temperatury ich pracy. Łatwość jednak wykonania
takich połączeń decyduje o szerokim ich stosowaniu.
Luty twarde
Luty twarde stosuje się w przypadkach, gdy połączenia powinny charakteryzować się
znaczną wytrzymałością. Niektóre luty odznaczają się znaczną wytrzymałością nie tylko
w temperaturze otoczenia, lecz również w temperaturach podwyższonych.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz stopy żelaza?
2.
Co to jest stal?
3.
Jaka może być zawartość węgla w stali?
4.
Co to jest żeliwo?
5.
Jaka może być zawartość węgla w żeliwie?
6.
Od czego zależy twardość stali?
7.
Jak odczytać oznaczenia stopów żelaza?
8.
Co nazywamy mosiądzem?
9.
Jak nazywamy stop miedzi z cyną?
10.
Jakie są najważniejsze stopy niklu?
11.
Co to jest konstantan?
12.
Jakie są rodzaje lutów?
4.3.3. Ćwiczenia
Ćwiczenie 1
Na podstawie tablic z Polskiej Normy PN–EN 10027–1 odczytaj parametry
i przeznaczenie stali oznaczonej symbolami S 235 J0W, P355Q, S460Q, R320Cr.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w Polskiej Normie PN – EN 10027 – 1 tablice dla odpowiednich stali,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
2)
na podstawie tablic odczytać parametry i przeznaczenie stali,
3)
zapisać odczytane parametry.
Wyposażenie stanowiska pracy:
−
Polska Norma PN – EN 10027 – 1.
Ćwiczenie 2
Na podstawie tablic zamieszczonych w Poradniku Mechanika odczytaj skład chemiczny
brązu odlewniczego o znaku CuSn10Pb10.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w Poradniku Mechanika tablice dla brązu odlewniczego,
2)
na podstawie tablic odczytać skład chemiczny brązu odlewniczego o znaku CuSn10Pb10,
3)
zapisać odczytane wartości Cu, Sn, Pb.
Wyposażenie stanowiska pracy:
−
Poradnik Mechanika,
−
Polska Norma PN–91/H–87026.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić najważniejsze gatunki stali?
2)
określić zastosowanie gatunków stali?
3)
rozpoznać rodzaj stali po jej oznaczeniu?
4)
sklasyfikować żeliwa?
5)
wyjaśnić różnicę między stalą i żeliwem?
6)
sklasyfikować stopy miedzi?
7)
wymienić składniki stopowe mosiądzu?
8)
wymienić składniki stopowe brązu?
9)
określić zastosowanie stopów niklu?
10)
omówić przeznaczenie lutów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.4. Materiały niemetalowe
4.4.1. Materiał nauczania
Drewno
Budowa drzewa
W drzewie rozróżnia się zasadnicze trzy jego części składowe: korzenie, pień i koronę.
Każda z nich ma inną wartość techniczną. Pod tym względem największą wartość przedstawia
drewno pochodzące z pnia. Pień drzew iglastych wyróżnia się zwykle wyraźnie od szyi
korzeniowej do wierzchołka. Gałęzie tych drzew są rozmieszczone wieńcem w pewnych od
siebie odstępach wzdłuż pnia. Tak ukształtowany pień nazywa się strzałą. Pień drzew
liściastych, poczynając od pewnej wysokości, najczęściej rozwidla się i tworzy konary oraz
gałęzie. Pień tego typu nazywamy kłodą.
W pniu rozróżnia się: rdzeń, drewno, promienie rdzeniowe, przewody żywiczne, miazgę
i korę. Wytrzymałość rdzenia jest mała. Z tego powodu tarcica często ulega pękaniu wzdłuż
rdzenia. Rdzeń jest otoczony drewnem, które zajmuje największą część objętości pnia.
Pod względem budowy i własności drewno jest materiałem niejednorodnym. Zależnie od
szerokości słoja można rozróżnić drewno wąskosłoiste od szerokosłoistego.
Na przekroju poprzecznym i podłużnym można niekiedy w starszych drzewach
zaobserwować w środkowej części przekroju obszar ciemniej zabarwiony. Jest to tzw.
twardziel, która nie zawiera już żywych komórek. Ta część pnia nie bierze udziału
w procesach przewodzenia wody i w gromadzeniu materiałów odżywczych. Otaczający
twardziel obszar o zabarwieniu jaśniejszym nazywa się bielem.
Związki żywiczne zawarte w twardzieli w znacznym stopniu wpływają na twardość
drewna. Powstawanie twardzieli jest zjawiskiem korzystnym z technicznego punktu widzenia,
ponieważ twardziel ulega naturalnej impregnacji, która czyni drewno trwalszym i bardziej
wytrzymałym. Dąb i sosna wykazują twardziel zabarwioną. Twardziel jodły i świerka nie
wykazuje różnic w zabarwieniu. Nieco inny odcień twardzieli, odróżniający ją od bieli, jest
spowodowany różnicą wilgotności. Biel zawiera znacznie więcej wody niż twardziel.
W miarę wysychania ściętego drzewa różnice w zabarwieniu drewna maleją. Niektóre gatunki
drzew, np. brzoza, grab, jawor, osika, nie tworzą twardzieli. Są to tzw. drzewa
beztwardzielowe.
Własności drewna
Własnościami fizycznymi nazywamy te cechy drewna, które występują pod wpływem
czynników zewnętrznych nie zmieniających jego składu chemicznego ani nie naruszających
całości materiału. Jako główne cechy fizyczne należy wymienić: wygląd drewna, zapach,
wilgotność, gęstość, własności cieplne, własności akustyczne, własności elektryczne.
Charakterystycznymi cechami wyglądu drewna są: barwa, połysk i rysunek. Drewno,
zależnie od gatunku, może mieć barwę zbliżoną do białej, żółtej, brunatnej, czerwonej,
zielonej, może mieć nawet barwę zbliżoną do czarnej.
Wilgotność drewna ma wpływ na wiele własności fizycznych i mechanicznych.
Rozróżnia się wilgotność bezwzględną i względną. Wilgotność bezwzględna drewna wyraża
się stosunkiem masy wody zawartej w drewnie do masy drewna całkowicie suchego.
Wilgotność względna drewna wyraża się stosunkiem masy wody zawartej w drewnie do masy
drewna wilgotnego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Pewna ilość wody w drzewie jest niezbędna do utrzymania go w stanie aktywności
życiowej. Jest to tzw. woda związana. Pewien nadmiar wody występujący w drzewie
nazywamy wodą wolną. Zależnie od stopnia wilgotności rozróżnia się drewno mokre,
drewno załadowczo-suche, drewno powietrzno-suche i drewno całkowicie suche.
Zarówno zbyt mokre, jak i nadmiernie suche drewno nie powinno być używane do
celów konstrukcyjnych, gdyż łatwo ulega odkształceniom i pęka. Zarówno wydzielanie, jak
i pochłanianie wody przez drewno powoduje zawsze mniejsze lub większe odkształcenia
spowodowane nierównomiernością wysychania lub nawilgocenia oraz dużą kurczliwością
drewna w różnych kierunkach. Skłonność do kurczenia się jest różna w różnych gatunkach
drewna. Najmniejszą skłonność do kurczenia się wykazują: świerk, lipa, olcha, średnią –
jodła, sosna, dąb, klon. dużą – brzoza, grusza i grab. Im większą kurczliwość wykazuje
drewno, tym bardziej jest ono skłonne do pękania.
Gęstość drewna jest stosunkiem masy badanej próbki do jej objętości. Na masę drewna
składa się masa substancji drzewnej oraz woda zawarta w próbce w chwili pomiaru.
Objętość próbki obejmuje objętość substancji drzewnej i objętość porów nie wypełnionych
substancją drzewną.
Gęstość substancji drzewnej jest to gęstość drewna pozbawionego wody i po
wyeliminowaniu porowatości. Gęstość substancji drzewnej wszystkich gatunków drewna
wynosi około 1,50 g/cm
3
. Z tego wynika, że różnice gęstości różnych gatunków drewna są
wynikiem różnic w ich budowie wewnętrznej.
Własności cieplne drewna obejmują: ciepło właściwe drewna, przewodnictwo cieplne
oraz rozszerzalność temperaturową. Wymienione własności są scharakteryzowane przez
odpowiednie współczynniki, których wartość jest różna dla różnych gatunków drewna.
Ogólnie można przyjąć przez porównanie z innymi materiałami, że ciepło właściwe
drewna jest trzykrotnie mniejsze niż wody, przewodnictwo cieplne w porównaniu
z metalami jest również wielokrotnie mniejsze, a współczynnik rozszerzalności
temperaturowej jest zależny od kierunku pomiaru.
Własności chemiczne
Głównymi składnikami chemicznymi drewna są węgiel w ilości 48%, tlen i azot około
44%, wodór 6%. a ponadto składniki głównie o charakterze mineralnym. Wszystkie te
składniki występują w drewnie w postaci skomplikowanych związków organicznych, które
pod wpływem różnych czynników zewnętrznych mogą ulegać zmianom. Jako najważniejsze
należy wymienić celulozę, ligninę, hemocelulozę, żywice, garbniki oraz gumę.
Drewno wykazuje dużą odporność na wpływy atmosferyczne i działanie czynników
chemicznych pod warunkiem, że czynniki te nie będą ulegać zmianom. Głównymi
czynnikami, których zmiany mogą ujemnie wpływać na trwałość drewna, są wilgotność
i temperatura. Częste zmiany wilgotności powodują pękanie drewna. Nasłonecznienie sprzyja
procesom niszczenia drewna. Objawia się ono jako zmiana barwy drewna, ubytek masy oraz
kruszenie warstw zewnętrznych. W drewnie nasłonecznionym objawy zniszczenia występują
wcześniej niż w drewnie pozostającym stale w cieniu.
Własności mechaniczne
Wytrzymałość drewna na zginanie, ściskanie, skręcanie, ścinanie, twardość, oraz
udarność bada się tak jak wytrzymałość metali. Ponadto niekiedy określa się wytrzymałość
drewna na rozłupywanie.
Wielki wpływ na wytrzymałość ma wilgotność drewna. Drewno całkowicie suche
wykazuje największą wytrzymałość. W miarę wzrostu wilgotności do stanu nasycenia
wytrzymałość bardzo szybko maleje. Dalszy wzrost wilgotności ponad stan nasycenia nie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
powoduje już zmiany własności wytrzymałościowych. Dlatego ustalono dla celów
pomiarowych wilgotność normalną, przy której należy wykonywać pomiary. Najczęściej jako
wilgotność bezwzględną normalną przyjmuje się 15%.
Drewno pochodzące z różnych gatunków drzew poddaje się zazwyczaj obróbce
mechanicznej mającej na celu nadanie mu kształtu najdogodniejszego do dalszego
zastosowania. Spośród zasadniczych gałęzi przemysłu drzewnego zajmujących się
wytwarzaniem półfabrykatów z surowców drzewnych na pierwszym miejscu należy wymienić
tartacznictwo, które przerabia największe ilości drewna na deski, bale, listwy, belki i inne.
Zabezpieczanie drewna przed zniszczeniem
Zarówno drewno składowe, jak użytkowane w postaci gotowych konstrukcji lub urządzeń
ulega niszczącym wpływom otoczenia. Zdolność do przeciwdziałania szkodliwym wpływom
otoczenia nazywamy trwałością drewna. Określa się ją długością okresu, w którym własności
drewna nie ulegają zasadniczym zmianom.
Liczne czynniki wpływające na niszczenie drewna mogą mieć charakter fizyczny,
chemiczny lub biologiczny. Najczęściej przyczyną niszczenia drewna są wszystkie trzy
rodzaje czynników.
Trwałość drewna można znacznie zwiększyć za pomocą różnych zabiegów, które czynią
je bardziej odpornym na szkodliwe działanie otoczenia. Sposób utrwalania drewna zależy od
zastosowania drewna oraz warunków, w jakich drewno ma przebywać.
Najczęściej stosowaną metodą mającą na celu zwiększenie trwałości drewna jest
pokrywanie powłokami ochronnymi. Drewno budowlane maluje się zwykle różnego rodzaju
farbami olejnymi lub pokrywa się je lakierami celulozowymi, które w większym stopniu niż
farby zwiększają trwałość drewna.
Drewno można chronić nie tylko przed wpływem warunków klimatycznych i czynników
biologicznych, lecz również przed niebezpieczeństwem pożaru. W tym celu pokrywa się je
specjalnymi powłokami przeciwpożarowymi. Powłoki przeciwpożarowe nie mogą wpływać
ujemnie na trwałość drewna, nie mogą też działać szkodliwie na organizm ludzki. Ich
trwałość na chronionym drewnie powinna być również znaczna. Jako warstwy
przeciwpożarowe stosuje się liczne substancje chemiczne, np. chlorki, węglany lub związki
amonowe, które w podwyższonej temperaturze wydzielają niepalne gazy lub pary (CO
2
, NH
3
i inne). Niekiedy drewno powleka się wapnem gaszonym lub szkłem wodnym, które
w wysokiej temperaturze tworzą na powierzchni drewna niepalną powłokę.
Przed wpływem czynników atmosferycznych i biologicznych chroni się niekiedy drewno
metodą nasycania, tj, impregnowania. Nasycanie drewna bywa stosowane głównie do
podkładów kolejowych oraz słupów telefonicznych i energetycznych, a niekiedy również do
kopalniaków.
Jako substancje przeciwgnilne stosuje się: wodne roztwory fluorku sodu, chlorku sodu,
chlorku cynku; substancje antyseptyczne organiczne, jak np. karbolineum. Olej kreozotowy,
smołę drzewną, pochodne fenolu; substancje antyseptyczne mieszane, w których skład
wchodzą zarówno antyseptyki organiczne, jak i nieorganiczne.
Tworzywa sztuczne
Budowa i rodzaje tworzyw sztucznych
Tworzywami sztucznymi nazywamy wielkocząsteczkowe organiczne substancje, które
mogą wykazywać właściwości plastyczne tylko przejściowo podczas ich wytwarzania lub
przechodzić w stan plastyczny w przypadku ich podgrzewania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Tworzywa sztuczne są materiałami pochodzenia organicznego o złożonej budowie
chemicznej, jak żywice syntetyczne lub żywice naturalne modyfikowane, celulozy oraz wiele
innych związków chemicznych.
Pojęcie żywicy obejmuje różne związki chemiczne zbudowane pod względem
chemicznym w sposób jednolity z prostych cząstek, tzw. monomerów. Stanowią one
powtarzające się elementy strukturalne składające się na duże cząstki, tzw. polimery. Liczba
monomerów wchodzących w skład polimeru określa stopień polimeryzacji.
W praktyce na ogól używa się czystych żywic. Tworzywa sztuczne to przeważnie
kompozycje żywic, wypełniaczy, plastyfikatorów, utwardzaczy, barwników i innych
substancji, które w określony sposób wpływają na własności tych materiałów.
Zależnie od własności chemicznych żywic wchodzących w skład tworzyw sztucznych
rozróżniamy tworzywa termoplastyczne i termoutwardzalne oraz chemoutwardzalne
(tworzywa termo i chemoutwardzalne noszą wspólną nazwę duroplastów).
śywice termoplastyczne i materiały z nich zbudowane miękną pod wpływem
podwyższonej temperatury, po obniżeniu której z powrotem stają się sztywne i twarde.
śywice termoutwardzalne. i materiały z nich utworzone przechodzą pod działaniem
podwyższonej temperatury przejściowo w stan plastyczny. W tym stanie zachodzą, w nich
reakcje powodujące utratę plastyczności. Stają się one substancją twardą, sztywną, nietopliwą
i przeważnie nierozpuszczalną w temperaturze otoczenia.
W przypadku żywic chemoutwardzalnych proces utwardzania jest wynikiem działania
katalizatorów lub specjalnych dodatków zwanych utwardzaczami.
śywice dzielimy na naturalne i sztuczne. śywice naturalne występujące w przyrodzie to
bursztyn i szelak oraz żywice otrzymywane z naturalnych surowców w wyniku
nieskomplikowanej przeróbki, jak asfalty, bituminy, kalafonia i inne produkty tego typu.
śywice sztuczne otrzymuje się w wyniku polimeryzacji lub polikondensacji substancji
prostych.
Polimeryzacją nazywamy proces, podczas którego wielka liczba małych jednorodnych
cząstek (monomerów) łączy się ze sobą, tworząc jedną wielką cząstkę zwaną polimerem.
Proces ten nie powoduje równoczesnego powstawania innych produktów reakcji, a powstające
substancje (żywice) mają taki sam skład chemiczny, jaki miały przed polimeryzacją.
Polikondensacją nazywamy proces, podczas którego powstaje nowa substancja wyniku
oddziaływania na siebie dwóch lub więcej rodzajów małych cząstek różnych substancji.
Powstająca substancja ma większą masę cząsteczkową niż każdy ze składników wchodzących
w jej skład oraz różni się składem chemicznym od składu reagentów. W procesie
polikondensacji powstają ponadto substancje uboczne, jak np. woda, amoniak lub alkohole.
Tworzywa sztuczne wykazują szereg cech fizykochemicznych, mechanicznych
i technologicznych, które decydują o coraz szerszym ich zastosowaniu w wielu dziedzinach
techniki. Najważniejsze cechy to: mała gęstość – l÷2 g/cm
3
, znaczna wytrzymałość
mechaniczna, np. wytrzymałość na rozciąganie dochodzi niekiedy do 60 MPa, a w niektórych
przypadkach nawet tę wartość przekracza; dobre własności przeciwścierne (mała ścieralność),
duża odporność na działanie czynników atmosferycznych, dobre własności elektroizolacyjne,
dobre własności dielektryczne, dobra plastyczność, estetyczny wygląd.
Tworzywa sztuczne wytwarzane przez polikondensację mają w nowoczesnej technice
najszersze zastosowanie spośród materiałów tego typu. Prawie wszystkie materiały tej grupy
są termoutwardzalne. Umożliwia to wytwarzanie z nich przedmiotów odpornych na wpływ
temperatury.
Najważniejsze żywice otrzymywane przez polikondensację to:
śywice fenolowo-aldehydowe (fenoplasty. bakelity) otrzymuje się przez polikondensację
fenoli i aldehydów. Zależnie od zawartości składników i warunków, w jakich przebiega

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
reakcja, oraz od rodzaju katalizatora można otrzymywać żywice fenolowo-aldehydowe
zarówno w postaci materiałów termoutwardzalnych, jak i termoplastycznych. Materiały te pod
wpływem wysokiej temperatury ulegają stopieniu. W tym stanie żywica może się rozpuszczać
w rozpuszczalnikach organicznych.
Dalsze ogrzewanie prowadzi do powstawania produktu trudno się rozpuszczającego
w rozpuszczalnikach i nie ulegającego topnieniu. Ogrzewanie żywicy do temperatury około
250°C powoduje jej utwardzenie oraz wyraźnie zmienia własności substancji. Po
odpowiednich zabiegach staje się ona nieodwracalnie twarda, wytrzymała i ponadto odporna
na wpływ otoczenia.
śywice epoksydowe (np. epidian) odznaczają się doskonałą przyczepnością do metali
i szkła, odpornością chemiczną i własnościami elektroizolacyjnymi. Stosuje się je jako kleje
do metali, jako warstwy chroniące metale przed korozją oraz w postaci arkuszy laminatów
epoksydowo - szklanych w przemyśle aparatury elektronicznej.
śywice
mocznikowo-formaldehyduwe
(aminoplasty)
wykazują
własności
termoplastyczne. Są bezbarwne, lecz dają się zabarwiać na różne kolory. Ich techniczne
znaczenie jest mniejsze niż żywic fenolowo - aldehydowych, gdyż nie są odporne na wpływy
atmosferyczne i łatwo ulegają pękaniu. Jedną z ważniejszych cech żywic mocznikowo-
-formaldehydowych są własności elektroizolacyjne i z tego powodu znajdują one
zastosowanie na powłoki przewodów elektrycznych wysokiego napięcia.
śywice
melaminowo-formaldehydowe
mają
własności
fizyczne
i
chemiczne
przewyższające nieco własności żywic fenolowo-aldehydowych. Są one używane głównie do
celów elektrotechnicznych jako powłoki izolacyjne w przewodach elektrycznych.
śywice
anilinowo-formaldehydowe
wykazują
w
pewnym
stopniu
własności
termoplastyczne. Podczas nagrzewania powstaje półprzeźroczysta substancja podobna do
masy rogowej. śywice tego typu mają bardzo dobre własności elektroizolacyjne oraz znaczną
odporność na działanie wilgoci. Wykorzystuje się je do wytwarzania części urządzeń
elektrotechnicznych.
śywice silikonowe wykazują doskonale własności elektroizolacyjne i dużą odporność na
działanie podwyższonej temperatury. Niektóre żywice silikonowe wytrzymują temperaturę do
300°C. Z żywic silikonowych wytwarza się substancje ciekłe o bardzo dobrych własnościach
fizycznych. Są one używane jako smary i oleje. Ponadto wytwarza się z nich lakiery
elektroizolacyjne i ogniotrwałe oraz materiały prasowane.
Jako ważniejsze materiały otrzymywane przez polimeryzację można wymienić
polichlorek winylu, polistyren i metakrylan metylu.
Polichlorek winylu (winidur) ma postać białego proszku. W czystym stanie z trudem
poddaje się prasowaniu, W celu otrzymania wyrobów metodą prasowania do sproszkowanego
polichlorku winylu dodaje się plastyfikatorów, niekiedy również wypełniaczy.
Polichlorek winylu odznacza się doskonałą odpornością chemiczną, zwłaszcza
w stosunku do wody i różnego rodzaju olejów. Wykazuje on również dobre własności
mechaniczne – przede wszystkim udarność.
Jedną z cech polichlorku winylu jest zdolność do spajania się w podwyższonej
temperaturze pod wpływem nacisku. Opisane własności polichlorku winylu decydują
o szerokim stosowaniu tego materiału w wielu dziedzinach techniki. Bywa używany do
wyrobu kajaków, materiałów podłogowych, płyt gramofonowych, naczyń do przemysłu
chemicznego, płaszczy, teczek, itp.
Polistyren odznacza się dobrymi własnościami mechanicznymi, elektroizolacyjnymi oraz
optycznymi. Jako wadę należy wymienić małą odporność na wpływ podwyższonej
temperatury. Wyroby z polistyrenu nie mogą być używane w temperaturze powyżej 80°C bez

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
obawy utraty własności mechanicznych. Polistyren stosuje się często w elektrotechnice,
radiotechnice i przemyśle samochodowym.
Metakrylan metylu znany jest pod nazwą pleksiglas. Jest to substancja bezbarwna
o doskonałej przezroczystości i dobrych własnościach mechanicznych w niższej temperaturze
(do 80° C). Stosuje się go w wielu dziedzinach zamiast szkła oraz do wyrobu różnych
drobnych części wielu urządzeń technicznych. Można go przerabiać przez prasowanie,
odlewanie i skrawanie. Podobnie jak inne wymienione tworzywa otrzymywane metodą
polimeryzacji, wykazuje własności termoplastyczne.
Materiały ceramiczne
Ceramiką nazywa się obecnie zarówno klasyczne, znane od dawna, wypalane
z naturalnych glin wyroby, jak i wyroby nowoczesne, wypalane z materiałów ogniotrwałych
wytwarzanych np. z tlenków glinu lub z tlenków berylu, tlenków cyrkonu oraz niektórych
węglików, borków, azotków i innych.
Pomijając w rozważaniach ceramikę artystyczną i specjalną (np. radiotechniczną),
pozostałe wyroby ceramiczne można podzielić na ceramikę budowlaną oraz ceramikę
ogniotrwałą.
Ceramika budowlana
Termin ceramika budowlana obejmuje cegły, różnego rodzaju kafle, wyroby porcelanowe
oraz wyroby kamionkowe.
Podstawowym surowcem w produkcji ceramiki budowlanej jest glina. Daje się ona łatwo
modelować w stanie wilgotnym. Suche gliny nie mają właściwości plastycznych, gdyż
płytkowe cząstki, z których się one składają, są ze sobą luźno i przypadkowo powiązane,
wobec czego przy dużym istniejącym wewnętrznym oporze tarcia trudno je względem siebie
przemieścić.
Doprowadzenie do gliny pewnej ilości wody jest niezbędnym warunkiem jej
uplastycznienia. Woda bowiem tworzy cienką warstewkę wokół płytkowych cząstek gliny,
przez co ułatwia ich równolegle względem siebie ustawienie pod naciskiem.
Niezbędna do utrzymania plastycznych własności minimalna ilość wody wyznacza
granicę plastyczności gliny. Zwiększenie ilości wody może spowodować przejście gliny
w stan ciekły. Minimalna ilość wody wystarczająca do przejścia gliny w stan ciekły wyznacza
jej granicę płynności.
Procentowa różnica w zawartości wody między granicą płynności a granicą plastyczności
jest wskaźnikiem plastyczności, który określa zakres plastyczności gliny.
W zakresie plastyczności, zależnie od zawartości wody, gliny są mniej lub bardziej
wytrzymałe. Przy małej zawartości wody otrzymuje się masę o stosunkowo wysokiej
wytrzymałości na rozciąganie. Wiąże się to jednak z ograniczoną zdolnością do odkształceń.
Próbki z gliny o średnim wskaźniku plastyczności wykazują w stosunku do poprzednich
znacznie mniejsza wytrzymałość, lecz jednocześnie znacznie większą zdolność do
odkształceń.
Ten szeroki zakres zmian właściwości gliny w zależności od ilości zawartej w niej wody
jest okolicznością korzystną ze względu na wymagania określonej metody formowania.
Przy formowaniu maszynowym najlepiej stosować glinę o bardzo małej zawartości wody,
wykazującą minimalne własności plastyczne lub nawet masy półsuche nie wykazujące
własności plastycznych. Formowanie ręczne wymaga stosowania mas o dobrej plastyczności,
które jednak nie odkształcają się pod własnym ciężarem.
Do odlewania używa się glin o konsystencji półpłynnej, umożliwiającej łatwe
wypełnianie formy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Podstawowymi surowcami ceramiki są: gliny, kaolin, skaleń oraz kwarc. Surowce te
dzieli się na surowce plastyczne, surowce schudzajace oraz topniki. Surowce plastyczne
ułatwiają formowanie wyrobów. Surowce schudzajace zmniejszają skurczliwość wyrobów
podczas suszenia i wypalania, a topniki ułatwiają spieczenie wyrobu.
Glina lub kaolin należą do surowców plastycznych, kwarc jest głównym surowcem
schudzającym, a skaleń oraz związki sodu, potasu i litu odgrywają rolę topników.
Produkcję różnych wyrobów ceramicznych dzieli się na kilka następujących po sobie
czynności: przygotowanie masy, formowanie, suszenie, wypalanie oraz – ewentualnie –
szkliwienie.
Przygotowanie masy ma na celu wymieszanie składników masy oraz nadanie jej właściwości
umożliwiających formowanie. Osiąga się to przez długotrwałe rozdrabnianie składników,
oddzielenie zanieczyszczeń stałych nie rozdrobnionych (np. kamieni), suszenie oraz odpowiednie
nawilżenie i następnie wymieszanie dobranych składników. Wszystkie te zabiegi zmierzają do
ujednorodnienia masy pod względem składu chemicznego oraz właściwości, głównie
plastycznych, niezbędnych przy formowaniu wyrobów z. mas ceramicznych.
Formowanie wyrobów z mas ceramicznych może się odbywać ręcznie lub mechanicznie.
Formowanie ręczne stosuje się przy produkcji małoseryjnej, gdyż wydajność pracy ręcznej jest
w porównaniu z pracą mechaniczną bardzo mała. Formowanie mechaniczne może polegać na
prasowaniu suchej masy, prasowaniu masy wilgotnej, toczeniu podsuszonej masy oraz
odlewaniu.
Ukształtowane przedmioty poddaje się suszeniu w celu usunięcia nadmiaru wody przed
wypaleniem wyrobu. Woda otaczająca cząsteczki masy ceramicznej podczas suszenia paruje,
wskutek czego zbliżają się one do siebie, wywołując zmniejszenie objętości wyrobu.
Kurczenie spowodowane odparowaniem wilgoci może wywołać pękanie wyrobu lub jego
deformację. Ma to miejsce, gdy szybkość parowania jest zbyt duża.
Stosowanie wilgotnej atmosfery chroni powierzchnie wyrobu przed szybkim
i nadmiernym wysychaniem, a podwyższona temperatura ułatwia wydostawanie się wody
z wnętrza przedmiotu. Temperaturę w komorze pieca oraz wilgotność atmosfery dobiera się
tak, aby szybkość parowania wody z powierzchni przedmiotu była równa szybkości dyfuzji
w jego wnętrzu. Dzięki temu, mimo stopniowego zmniejszania objętości wyrobu, nie powstają
w nim pęknięcia.
Wysuszone przedmioty poddaje się następnie wypalaniu. W pierwszym okresie wypalania
stosuje się temperatury niewiele przekraczające 100°C. Ma to na celu odparowanie wody, która
jest rozmieszczona w mikroszczelinach składników masy ceramicznej. Ta druga faza
odparowania wilgoci nie wywołuje skurczu, gdyż ubytek wody nie powoduje powstawania
obszarów wolnych miedzy cząsteczkami masy. które mogłyby być przez nie zajęte.
Po odparowaniu wody temperaturę należy podnieść do wartości 430 ÷ 650°C. W tym
zakresie temperatury składniki mineralne masy ulegają rozpadowi, w wyniku czego uwalnia się
woda w nich związana.
W zakresie temperatury 800 ÷ 900°C, w atmosferze utleniającej, ulegają spaleniu wszelkie
substancje organiczne stanowiące zanieczyszczenia masy ceramicznej oraz zachodzą inne
reakcje podczas których wydzielają się gazy. Po przekroczeniu temperatury 900°C rozpoczyna
się spiekanie oraz częściowe stapianie składników masy. Nie należy przekraczać temperatury
spiekania przed zakończeniem się reakcji gazotwórczych, gdyż wydzielające się gazy
przeciwdziałają procesowi spiekania i stapiania.
Proces stapiania kończy się w temperaturze około 1300 ÷ 1400°C. Po ochłodzeniu stopione
składniki tworzą szkliwo wiążące trwale pozostałe składniki masy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Ceramika ogniotrwała
Ceramika ogniotrwała stanowi specjalną grupę wyrobów odpornych na wpływy otoczenia
w wysokich temperaturach.
Stosowane powszechnie w technice materiały ogniotrwałe są substancjami złożonymi
z wysokotopliwych tlenków krzemu, glinu, wapnia, magnezu. Rzadziej są stosowane
materiały zbudowane z węglików, borków lub azotków.
Ogniotrwałość materiałów określa ich temperatura mięknięcia.
Ze względu na charakter oddziaływania chemicznego materiały ogniotrwałe dzieli się na
kwaśne, zasadowe i obojętne. Do materiałów kwaśnych należą wyroby krzemionkowe,
szamotowe i pokrewne. Reagują one w wysokiej temperaturze z materiałami zasadowymi. Do
materiałów zasadowych zalicza się wyroby magnezytowe, dolomitowe itd. Do materiałów
obojętnych należą substancje, które nie reagują w wysokiej temperaturze ani z materiałami
zasadowymi, ani z kwaśnymi, jak np. wyroby węglowe, chromitowe i inne.
Wyroby ogniotrwałe dzieli się ponadto według surowców, z których są wykonane.
W związku z tym rozróżnia się wyroby krzemionkowe, szamotowe, magnezytowe,
dolomitowe, chromitowe, węglanowe, karborundowe i inne.
Wyroby krzemionkowe, są wykonywane z rozdrobnionych kwarcytów (SiO
2
),
z dodatkiem mleka wapiennego i melasy lub ługu posiarczynowego i następnie wypalane.
Wyroby szamotowe składają się z kaolinu (A1
2
O
3
• 2SiO
2
• 2H
2
O) lub gliny ogniotrwałej
plastycznej oraz szamotu, piasku itp. jako materiału schudzającego. Szamot jest wypaloną
i mieloną gliną ogniotrwałą. Wyroby kwarcowo-szamotowe odznaczają się małym skurczem.
Jest to spowodowane zwiększeniem całkowitej zawartości krzemionki w masie wyrobu.
Wyroby szamotowe kwasoodporne, jakkolwiek różnią się nieznacznie składem
chemicznym od zwykłych wyrobów szamotowych, to jednak ze względu na znaczny stopień
spieczenia i zwartą nieporowatą budowę odznaczającą się odpornością w wysokiej
temperaturze na chemiczne działanie kwasów, a nawet zasad. Ognioodporność tych
materiałów jest jednak mniejsza niż normalnych wyrobów szamotowych.
Wyroby magnezytowe wykonuje się z rozdrobnionego magnezytu (MgCO
3
) z dodatkiem
melasy. Nie są one odporne na nagłe zmiany temperatury, co objawia się pękaniem
i rozsypywaniem obmurza wykonanego z tego materiału.
Wyroby dolomitowe należą również do grupy materiałów zasadowych. Wykonuje się je
z wypalonego i następnie rozdrobnionego dolomitu (CaCO
3
· MgCO
3
).
Wyroby węglowe zalicza się z punktu widzenia oddziaływania chemicznego do grupy
materiałów obojętnych. Podstawowym składnikiem wyrobów węglowych jest węgiel lub
grafit wiązany ceramicznie gliną ogniotrwałą, smołą itp. Zastosowanie wyrobów węglowych
ogranicza się jedynie do atmosfery redukującej lub obojętnej. Atmosfera utleniająca bowiem
powoduje utlenienie się węgla, a więc zniszczenie materiału.
Guma
Guma jest produktem wulkanizacji kauczuku naturalnego lub syntetycznego. Własności
gumy zależą od ilości i rodzaju dodatków, głównie od zawartości siarki związanej
z kauczukiem. W skład gumy wchodzą:
−
kauczuk w postaci skoagulowanej lub lateksu,
−
zmiękczacze lotne oraz zmiękczacze nielotne, które ułatwiają przetwórstwo, ponadto
nadają, gumie trwałą elastyczność,
−
wypełniacze,
−
pigmenty,
−
antyutleniacze,
−
siarka i przyspieszacze wulkanizacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Proces wulkanizacji ma na celu przekształcenie kauczuku w utwardzoną gumę lub ebonit.
Rozróżnia się wulkanizację siarkową i bezsiarkową.
Wulkanizacja siarkowa jest wykonywana w temperaturze podwyższonej (110 ÷ 160°C)
i wówczas kauczuk naturalny lub syntetyczny reaguje z siarką, bądź w temperaturze
pokojowej i wówczas na kauczuk działa dwuchlorek dwusiarki.
Wulkanizacja bezsiarkowa polega na ogrzewaniu kauczuku (syntetycznego) z tlenkiem
cynku.
W wyniku odpowiedniego doboru składników otrzymuje się gumy o różnych
własnościach, np. termiczne odporne (na wysokie temperatury, na niskie temperatury),
olejoodporne, półprzewodzące i inne.
Własności i rodzaje smarów
W wielu konstrukcjach technicznych niektóre części urządzenia przesuwają się względem
siebie lub toczą jedne po drugich. Między współpracującymi że sobą częściami występują
siły, które przeciwstawiają się tym ruchom. Siły takie nazywamy tarciem.
Stosowane w celu zmniejszenia tarcia substancje, określane niekiedy ogólną nazwą smarów,
dzieli się – zależnie od konsystencji – na oleje oraz smary stałe.
Głównymi cechami charakteryzującymi smary są lepkość, czepność i trwałość.
Lepkością substancji nazywamy opór wewnętrzny powodowany tarciem o siebie substancji
podczas ich wzajemnego przesuwania się. Charakteryzuje on stopień płynności oleju.
Rozróżnia się lepkość bezwzględną oraz lepkość względną.
Lepkość bezwzględna dynamiczna, oznaczona symbolem η, jest wyznaczana
w niutonosekundach na metr kwadratowy – N • s/m
2
. Lepkość kinematyczna wyraża stosunek
lepkości dynamicznej do gęstości cieczy. Jednostką lepkości kinematycznej jest metr
kwadratowy na sekundę (m
2
/s).
Lepkością względną nazywamy stosunek czasu wypływu określonej ilości badanej cieczy
przez znormalizowany otwór przyrządu pomiarowego do czasu wypływu przez ten sam otwór
takiej samej ilości wody. Lepkość względną wyraża się w stopniach Englera (°E).
Lepkość względna wg Englera można określić jedynie w odniesieniu do smarów
ciekłych, czyli olejów. W odniesieniu do smarów stałych określa się tzw. penetracje. Miarą
penetracji jest zdolność zagłębiania się stożka o znormalizowanych wymiarach w badany
smar w ciągu 5 sekund pod odpowiednim obciążeniem.
Czepność jest to zdolność cząstek smaru do przyczepiania do powierzchni smarowanej
części.
Im większa jest zdolności przylegania smaru do powierzchni, tym trwalsza jest
warstewka smaru rozdzielająca obie współpracujące ze sobą powierzchnie.
Oprócz dobrej czepności smary powinny wykazywać znaczną trwałość, tzn. nie powinny
ulegać zepsuciu pod wpływem działania czynników zewnętrznych. Czynnikami działającymi
na smary najbardziej szkodliwie są podwyższona temperatura, sprzyjająca utlenianiu się
smarów, oraz wilgoć, powodująca powstawanie różnego rodzaju kwasów, związków
żywicznych i asfaltów. Substancje te obniżają własności smarownicze smarów i ponadto
działają szkodliwie na powierzchnie metali.
W przemyśle stosuje się głównie oleje:
−
produkowane z ropy naftowej;
−
pochodzenia roślinnego i zwierzęcego.
Stosuje się również smary przerobione i złożone.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Przez dobór warunków wytwarzania można w dużym zakresie wpływać na własności
olejów. Dzięki temu. zależnie od potrzeby, dobiera się najodpowiedniejszy do każdego celu
rodzaj smaru.
Większość olejów stosowanych w przemyśle krajowym otrzymuje się przez destylację
lub rafinację ropy naftowej. Odznaczają się w porównaniu z innymi olejami duża odpornością
chemiczną i – co za tym idzie – niezmiennością własności smarowniczych.
Spośród olejów pochodzenia roślinnego największe znaczenie ma olej rycynowy,
stosowany do smarowania maszyn pracujących pod znacznym obciążeniem w wysokiej
temperaturze i przy dużych prędkościach przesuwania się powierzchni. Oleje rycynowe
najczęściej są stosowane do smarowania silników lotniczych, Kolejnym olejem tej grupy jest
olej rzepakowy, który ma dobre własności smarownicze i dużą czepność. Nadaje się on do
smarowania łożysk. Inne oleje roślinne, jak olej słonecznikowy, kokosowy, sojowy i wiele
innych stosuje się głównie jako domieszki do innych rodzajów smarów.
Olej pochodzenia zwierzęcego, jak olej kostny oraz tłuszcze zwierzęce, są używane jako
dodatki w produkcji smarów wysokogatunkowych.
Oleje mineralne otrzymuje się z destylacji ropy naftowej. Skład chemiczny olejów jest
zmienny i zależy zarówno od surowca wyjściowego (ropy naftowej), jak i od sposobu
przeróbki (destylacji i rafinacji) oraz od zawartości dodatków. Udział dodatków uszlachetnia-
jących wykazuje stałą tendencje rosnącą i obecnie w niektórych przypadkach dochodzi nawet
do kilkudziesięciu procent. Stosowane dodatki uszlachetniające i się w zależności od sposobu
działania na:
−
inhibitory utleniania,
−
inhibitory korozji,
−
detergenty,
−
dyspergatory,
−
dodatki podwyższające smarność i odporność na wysokie obciążenia,
−
deaktywatory metali,
−
środki polepszające przyczepność filmu olejowego,
−
wypieracze wody,
−
depresatory (środki przyczyniające się do obniżenia temperatury krzepnięcia),
−
środki zagęszczające,
−
środki przeciwpienne itp.
Oleje syntetyczne znajdują coraz szersze zastosowanie w technice smarowniczej. Oleje
syntetyczne są oparte głównie na związkach typu:
−
węglowodorów,
−
połączeń zawierających węgiel, wodór i tlen,
−
połączeń krzemu, fosforu i chlorowców.
Oleje ze względu na przeznaczenie dzielimy na :
−
oleje silnikowe,
−
oleje przekładniowe,
−
oleje przemysłowe,
−
oleje hydrauliczne,
−
oleje elektroizolacyjne,
−
oleje do obróbki metali,
−
oleje do sprężarek,
−
oleje konserwacyjne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Oddzielną grupę stanowią smary przerobione i złożone. Do tej grupy środków
smarujących zalicza się smary stałe otrzymywane z olejów pochodzenia naftowego
i substancji zagęszczających. Najczęściej do zagęszczania używa się różnego rodzaju mydeł,
parafiny i cerezyny. Zależnie od rodzaju domieszki dzieli się smary na wapniowe, sodowe,
potasowe, glinowe i ołowiowe.
Do produkcji smarów stałych używa się olejów rafinowanych. Substancje zagęszczające
rozpuszcza się na gorąco w olejach. Po ostygnięciu smar staje się gęsty.
Najbardziej znany jest smar wapniowy Tovotte’a (Towota). Odznacza się on dużą
odpornością na działanie wilgoci.
Dalszym produktem z grupy smarów złożonych są oleje grafitowe. Ilość grafitu zawarta
w tych smarach wynosi l–2%. Oleje tego rodzaju stosuje się do smarowania maszyn
pracujących pod dużym obciążeniem lub np. podczas docierania silników spalinowych. Grafit
znajdujący się w smarze wypełnia nierówności i tworzy tzw. lustro grafitowe, ułatwiające
ślizganie się współpracujących części.
Do grupy smarów złożonych należą tzw. emulsje wodno-olejowe, wytwarzane przez
mechaniczne wymieszanie tych dwóch składników. Stosowanie do smarowania emulsji, tam
gdzie to jest technicznie uzasadnione, zmniejsza znacznie zużycie olejów. Wykorzystuje się je
również do chłodzenia narzędzi podczas obróbki skrawaniem i do smarowania cylindrów
maszyn parowych.
Rola substancji smarujących nie ogranicza się tylko do zmniejszania tarcia. Mają one za
zadanie chłodzenie maszyn i narzędzi podczas pracy, konserwację maszyn, a ponadto
uszczelnienie i izolację. Zazwyczaj smar spełnia jednocześnie kilka zadań, np. zmniejsza
tarcie, chłodzi i konserwuje maszynę.
Do smarowania maszyn i mechanizmów należy stosować smary polecone przez
producenta. Gdy sposób smarowania trzeba rozwiązać samodzielnie, należy uwzględnić
warunki, w jakich urządzenie pracuje, i do nich dostosować własności smarów
z uwzględnieniem zaleceń mających na celu zapewnienie dobrej pracy urządzeń.
Oleje o dużej lepkości należy stosować, gdy:
−
ciśnienie między współpracującymi częściami jest duże,
−
temperatura pracy urządzenia jest stosunkowo wysoka,
−
smarowanie wykonuje się okresowo,
−
powierzchnie współpracujące są ustawione pionowo,
−
występuje ruch prostoliniowo-zwrotny.
Oleje o niskiej lepkości należy stosować, gdy:
−
prędkość ślizgania się po sobie powierzchni współpracujących jest znaczna,
−
smarowaniu podlegają mechanizmy precyzyjne.
Smary stałe stosuje się, gdy:
−
ze względu na położenie powierzchni współpracujących ze sobą, inny smar się nie
utrzyma,
−
trudno jest uszczelnić smarowane powierzchnie,
−
urządzenie pracuje pod znacznym obciążeniem,
−
urządzenie pracuje w podwyższonej temperaturze.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz cechy fizyczne drewna?
2.
Podaj definicję wilgotności względnej i bezwzględnej drewna?
3.
Jakie znasz cechy własności mechaniczne drewna?
4.
Co nazywamy tarcicą?
5.
Przed jakiego rodzaju zniszczeniami zabezpiecza się drewno?
6.
Jaki jest podstawowy surowiec do produkcji ceramiki?
7.
Jak można sklasyfikować ceramikę ze względu na zastosowanie?
8.
Jakie substancje stosuje się do smarowania części maszyn?
9.
Jakie cechy charakteryzują smary?
10.
Co to jest lepkość smaru?
11.
Co nazywamy czepnością smaru?
12.
Kiedy należy stosować oleje o dużej lepkości?
13.
Kiedy należy stosować oleje o niskiej lepkości?
14.
Jakie surowce stosuje się do produkcji smarów stałych?
15.
Kiedy stosuje się smary stałe?
16.
Jaką postać mogą mieć materiały ścierne?
4.4.3.
Ćwiczenia
Ćwiczenie 1
Mając do dyspozycji materiały przyporządkuj je do wykonania wymienionych
przedmiotów. Do dyspozycji masz następujące materiały: drewno, cegła, polimer, glina,
guma. Wykonane produkty to: pustak ceramiczny, ściana murowana, uszczelka, rura PCV,
deska.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wypisać wymienione produkty w punktach od 1 do 5,
2)
wyszukać w poradniku dla ucznia wiadomości na temat materiałów niemetalowych,
3)
przyporządkować materiały do podanych produktów,
4)
sprawdzić poprawność wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
Ćwiczenie 2
Dobierz rodzaj środka smarującego do pracy następujących części maszyn: silnik,
łożyska, przekładnia, sprężarka chłodnicza, turbina.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wypisać wymienione części maszyn w punktach od 1 do 5,
2)
wyszukać w poradniku dla ucznia wiadomości na temat smarów i olejów,
3)
przyporządkować środki smarujące do części maszyn,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4)
sprawdzić poprawność wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
poradnik mechanika.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować materiały niemetalowe?
2)
zdefiniować pojęcia: drzewo, drewno?
3)
opisać właściwości fizyczne i mechaniczne drewna?
4)
wymienić sposoby przeróbki tworzyw sztucznych?
5)
sklasyfikować materiały ceramiczne?
6)
rozróżnić ceramikę budowlaną i ogniotrwałą?
7)
zdefiniować pojęcie smaru?
8)
wymienić cechy charakteryzujące smary?
9)
rozróżnić lepkość względną i lepkość bezwzględną ?
10)
zdefiniować pojęcia: trwałość smaru, czepność smaru?
11)
określić zadania materiałów ściernych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
4.5. Obróbka cieplna i cieplno-chemiczna
4.5.1. Materiał nauczania
Obróbka cieplna jest zabiegiem lub połączeniem zabiegów cieplnych, pod wpływem
których zmienia się w stanie stałym struktura stopów, a tym samym ich własności
mechaniczne, fizyczne i chemiczne. Pozwala na zmianę własności stopów i nawet –
w pewnym zakresie – czystych metali.
Zabieg cieplny to cykl zmian temperatury rozpoczynający i kończący się w temperaturze
otoczenia. Składa się z trzech okresów: nagrzewania, wygrzewania i chłodzenia. Zabiegi
cieplne mogą się różnić miedzy sobą szybkością ogrzewania i chłodzenia oraz wysokością
temperatury wygrzewania.
Wyżarzanie
Wyżarzanie jest zabiegiem cieplnym polegającym na nagrzaniu stopu do odpowiedniej
temperatury, wygrzaniu w tej temperaturze i chłodzeniu do temperatury otoczenia. Szybkość
chłodzenia po wyżarzaniu w temperaturze wyższej od temperatury przemian powinna być
niewielka. Szybkie chłodzenie uniemożliwiałoby bowiem powstanie odpowiedniej struktury
stopu. Po wyżarzeniu w zakresie temperatury poniżej przemiany alotropowej szybkość
chłodzenia może być dowolna.
W
praktyce
rozróżniamy
następujące
rodzaje
wyżarzania:
ujednorodniające,
normalizujące, odprężające, zmiękczające, rekrystalizujące i odpuszczające.
Wyżarzanie ujednorodniające (homogenizacja)
Wyżarzanie ujednorodniające najczęściej jest stosowane do wlewków stali stopowych,
które po odlaniu wykazują niejednorodność składu chemicznego powstałą podczas
krzepnięcia stali. Ujednorodnienie stali osiąga się poprzez wygrzewanie wlewków
w temperaturze 1000÷1250°C w ciągu 12÷15 godzin. Po wyżarzaniu ujednorodniającym,
które jest wykonywane w hucie, wlewek jest poddawany obróbce plastycznej, np. kuciu lub
walcowaniu.
Wyżarzanie normalizujące
Wyżarzanie normalizujące ma na celu otrzymanie równomiernej budowy drobnoziarnistej
stopu zapewniającej lepsze własności mechaniczne niż struktura gruboziarnista.
Przebieg procesu normalizowania stali zależy od jej składu chemicznego. Stal nagrzewa
się podczas wyżarzania normalizującego do temperatury wyższej o około 50°C od
temperatury powstawania austenitu. Następnie wyjęte z pieca przedmioty chłodzi się na
powietrzu. Odmianą wyżarzania normalizującego jest wyżarzanie zupełne, które różni się od
poprzedniego sposobem chłodzenia. Podczas wyżarzania zupełnego chłodzenie, do takiej
samej temperatury jak przy wyżarzaniu normalizującym, odbywa się w piecu bardzo wolno
stygnącym. Dzięki temu przemiany fazowe przebiegają w stali zgodnie ze stanem równowagi.
W wyniku takiego wyżarzania uzyskuje się dobrą plastyczność stali, małą twardość i dobrą
obrabialność.
Wyżarzanie zupełne jest stosowane głównie do stali stopowych, które przy większych
szybkościach chłodzenia wykazują skłonność do powstawania struktur twardych.
Wyżarzanie zmiękczające
Wyżarzanie zmiękczające stosuje się głównie do stali o twardej strukturze. Polega na
nagrzaniu stali do temperatury określonej w przybliżeniu przemianą alotropową,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
długotrwałym (kilkunastogodzinnym) wygrzewaniu i następnie studzeniu. Czasem podczas
zmiękczania stosuje się tzw. wygrzewanie wahadłowe polegające na kilkukrotnym
ogrzewaniu stali do temperatury przekraczającej temperaturę przemiany alotropowej oraz na
studzeniu do temperatury niższej od temperatury tej przemiany.
Wyżarzanie odprężające
Wyżarzanie odprężające stosuje się w celu usunięcia lub zmniejszenia naprężeń własnych
powstałych w materiale wskutek zgrubnej obróbki skrawaniem, odlewania, spawania lub
obróbki plastycznej odbywającej się na zimno. Wyżarzanie wykonywane w celu usunięcia
naprężeń własnych stosowane najczęściej do stali, prowadzi się w temperaturach 550÷650°C.
Usunięcie naprężeń zależy od czasu i temperatury zabiegu. Im wyższa jest temperatura, tym
krótszy może być czas trwania procesu wyżarzania.
Hartowanie
Hartowanie jest zabiegiem cieplnym polegającym na nagrzaniu stali do temperatury
wyższej o około 30°C od temperatury przemiany alotropowej, wygrzaniu jej w tej
temperaturze i oziębieniu z dużą szybkością. Otrzymujemy w ten sposób bardzo twardą
strukturę – martenzyt. W praktyce w celu uzyskania właściwych szybkości chłodzenia do
oziębiania stali podczas hartowania stosuje się głównie wodę, olej lub sprężone powietrze.
Spośród wymienionych środków chłodzących najszybciej chłodzi woda, najwolniej –
strumień sprężonego powietrza. Intensywnych środków chłodzących używa się najczęściej do
stali węglowych. Stale stopowe z dodatkiem chromu, wolframu i innych, chłodzi się
zazwyczaj w oleju. Stale o bardzo dużej zawartości chromu i wolframu można chłodzić
w strumieniu sprężonego powietrza. Szybkość chłodzenia w hartowanym przedmiocie jest
coraz mniejsza w kierunku jego wnętrza. Zdolność do hartowania się stali w głąb materiału
nazywamy hartownością. Niektóre stale hartują się na znaczną głębokość, inne nie wykazują
takiej własności. Stale dające po hartowaniu grubą warstwę zahartowaną nazywamy stalami
głęboko hartującymi się. Stale, w których po hartowaniu powstaje cienka warstwa
zahartowana, noszą nazwę płytko hartujących się. W praktyce przyjęto uważać za
zahartowaną warstwę, w której martenzyt występuje przynajmniej w 50%.
Hartowanie powierzchniowe polega na nagrzewaniu materiału do właściwej temperatury
tylko na jego powierzchni. Rdzeń materiału nie jest nagrzewany, zatem podczas obróbki nie
zmieni swych własności. Celem takiego hartowania jest uzyskanie materiału o twardej
powierzchni i dość miękkim plastycznym rdzeniu.
Hartowaniu poddawane są głównie stale węglowe narzędziowe. Zasadnicze cechy,
których wymaga się od różnych stali narzędziowych, to: duża twardość po zahartowaniu,
odporność na ścieranie, ciągliwość, niewrażliwość na przegrzanie, mała odkształcalność po
hartowaniu. Główne ich zastosowanie przedstawia tabela 5.
Tabela 5. Stale węglowe narzędziowe (wg PN-84/H-85020).
Znak stali
Główne zastosowanie
N 13E
N 13
N 12E
N 12
pilniki, narzędzia do obróbki metali przy małych szybkościach skrawania,
narzędzia do obróbki kamieni młyńskich i kamieni do ostrzy noży, pierścienie
do przeciągania rur, noże do papieru, narzędzia grawerskie, znaczniki,
skrobaki itp
N 11E
N 11
N 10E
N 10
na wiertła, frezy, rozwiertaki, gwintowniki, narzynki i narzynaki, narzynki do
pilników, wykrojniki, noże krążkowe, piłki do metali, matryce, szczęki i noże
do maszyn do wyrobu gwoździ, pióra do pisania, noże szewskie, kły do
tokarek itp.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
N 9 E
N 9
przebijaki, duże rozwiertaki i gwintowniki, przebijaki do ciągadeł, matryce do
pracy na zimno, narzędzia do obróbki twardego drewna itp.
N 8E
N 8
matryce do pracy na zimno, przebijaki, dłuta zwykłe i krzyżowe, piły taśmowe
do drewna, noże do nożyc pracujących na zimno, przecinaki, zagłowniki
i dłuta pracujące w młotkach pneumatycznych, stemple itp.
N 7E
N 7
młotki kowalskie, wykrojniki, ręczne zagłowniki, narzędzia do obróbki
drewna, narzędzia do obróbki miękkich kamieni itp.
N 6
siekiery, narzędzia kowalskie, narzędzia do obróbki drewna i skóry itp.
N 5
młoty kowalskie, młoty zagłowniki, siekiery, oskardy, narzędzia do obróbki
drewna itp.
Odpuszczanie
Zahartowane przedmioty ze stali, poddaje się jeszcze dalszej obróbce cieplnej –
odpuszczaniu. Polega ona na nagrzaniu hartowanej stali do temperatury niższej od
temperatury przemiany alotropowej, wygrzaniu w tej temperaturze i chłodzeniu najczęściej na
powietrzu, czasem w oleju. Zasadniczym celem wyżarzania odpuszczającego jest
zmniejszenie naprężeń hartowniczych, kruchości i twardości, oraz poprawa własności
plastycznych. Rozróżniamy trzy rodzaje wyżarzania odpuszczającego: niskie – do 300°C,
średnie – 300÷500°C i wysokie – od 500°C do temperatury przemiany alotropowej.
Następujące bezpośrednio po sobie hartowanie i wysokie odpuszczanie nazywamy
ulepszaniem
cieplnym.
Stale
ulepszone
cieplnie
mimo
lepszych
własności
wytrzymałościowych dają się obrabiać skrawaniem. Następujące bezpośrednio po sobie
hartowanie i niskie odpuszczanie to utwardzanie cieplne.
Przesycanie i starzenie
Przesycanie to obróbka stosowana do stopów wykazujących zmniejszający się wraz
z temperaturą zakres istnienia roztworów stałych. Polega ono na nagrzaniu stopu do
temperatury, w której rozpuszczalność w stanie stałym jest dostatecznie duża i umożliwia
otrzymanie stopu jednofazowego. Szybkie chłodzenie od tej temperatury umożliwia
zatrzymanie składnika stopowego w roztworze stałym. Roztwór stały, w którym znajduje się
więcej składnika rozpuszczonego niż to wynika z warunków równowagi, nazywa się
roztworem przesyconym. Przesycenie stali niskoweglowych w praktyce jest stosowane do
blach przeznaczonych do głębokiego tłoczenia. Powoduje ono poprawę własności
plastycznych. Przesycanie stosuje się również i do innych stopów, np. przesyca się stale
stopowe kwasoodporne w celu uzyskania struktury bardziej odpornej na korozję. Przesycony
stop po pewnym czasie ma tendencje do powrotu do stanu równowagi. Wówczas zmieniają
się jego własności fizyczne i chemiczne. Jest to spowodowane wydzielaniem się z roztworu
bardzo rozdrobnionej fazy przesycającej. Zjawisko to nazywa się starzeniem naturalnym.
Można je przyspieszyć przez podwyższenie temperatury. Takie starzenie nazywa sic
sztucznym. Przesycanie i starzenie stosowane kolejno nazywa się utwardzaniem
dyspersyjnym, gdyż powoduje wzrost twardości i wytrzymałości stopu.
Obróbka cieplno-chemiczna
Obróbką cieplno-chemiczną nazywamy zabiegi cieplne powodujące zmianę składu
chemicznego zewnętrznych warstw metalu, osiągane wskutek oddziaływania aktywnego
środowiska chemicznego na jego powierzchnię. Podstawą procesów zachodzących podczas
obróbki cieplno-chemicznej jest zjawisko dyfuzji. Polega ono na ruchu atomów, jonów lub
cząsteczek spowodowanym różnicą stężenia i prowadzącym do wyrównania stężeń
wewnętrznych faz. Dyfuzja występująca w gazach i cieczach przebiega szybko, gdyż atomy,
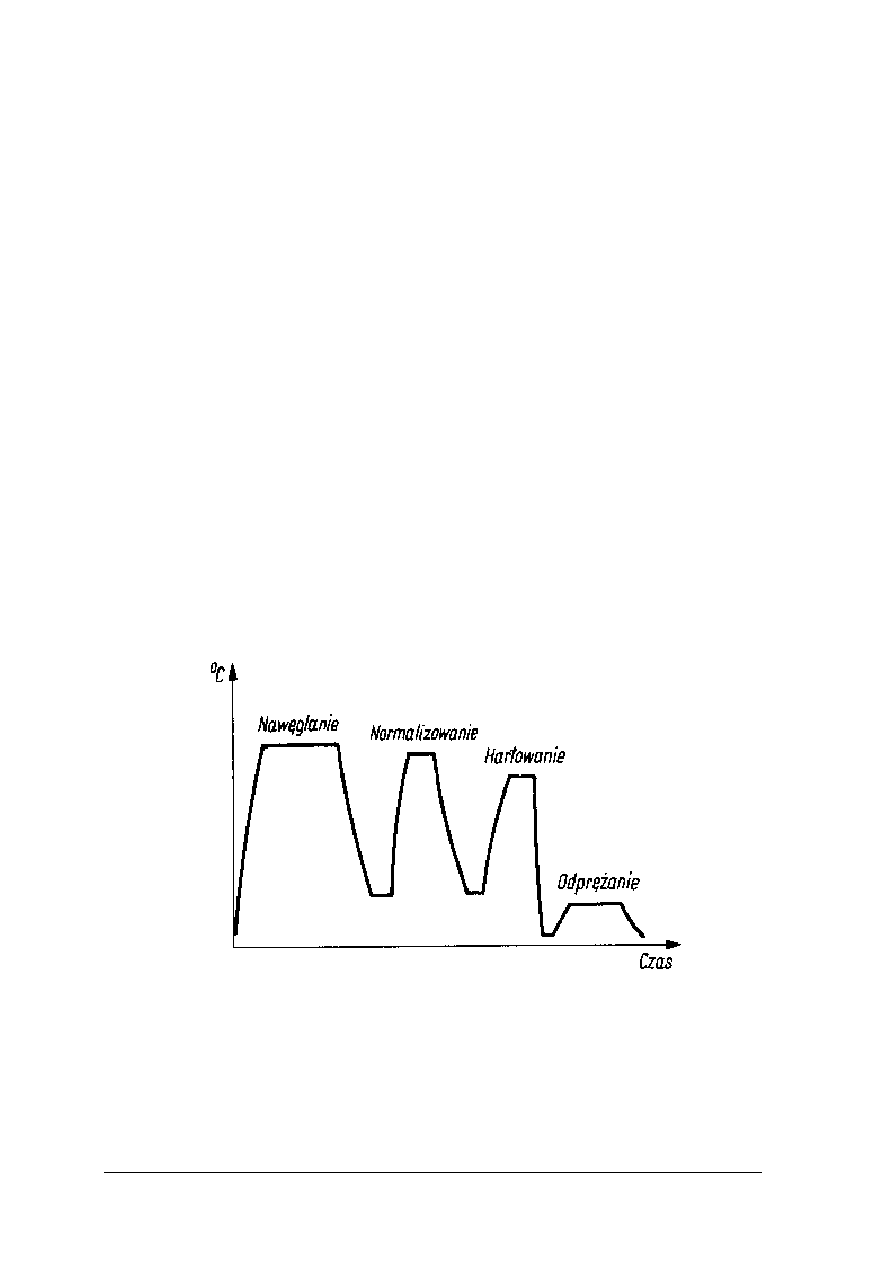
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
jony lub cząsteczki nie napotykają większych oporów na swej drodze. W ciałach stałych ruch
atomów, jonów lub cząstek jest utrudniony ze względu na krystaliczną budowę tych ciał.
Dyfuzja polega w nich na względnych przesunięciach atomów lub cząsteczek wewnątrz sieci
krystalicznej. Wędrówka atomów, jonów lub cząsteczek może się odbywać przez
bezpośrednią zamianę miejsc w sieci krystalicznej, dyfuzję międzywęzłową lub dyfuzję za
pośrednictwem defektów sieci krystalicznej. Zjawisko dyfuzji jest wykorzystywane do zmiany
składu chemicznego zewnętrznych warstw stali w celu zmiany jej własności, głównie
poprawy twardości, wytrzymałości na ścieranie oraz odporności na korozyjne działanie
środowiska. W celach technicznych do stali są dodawane węgiel, azot, aluminium, krzem,
chrom, itd. Najczęściej stosowane rodzaje obróbki cieplno-chemicznej to: nawęglanie,
azotowanie i cyjanowanie.
Nawęglanie
Nawęglanie polega na wprowadzeniu węgla do warstw powierzchniowych stali. Atomy
węgla wprowadzone dyfuzyjnie do stali zajmują w strukturalnych sieciach miejsce między
węzłami utworzonymi z atomów żelaza. Stal nawęglaną nagrzewa się do temperatury,
w której istnieje żelazo γ, czyli powyżej temperatury przemiany alotropowej. Zbytnie
podwyższenie temperatury podczas nawęglania nie jest wskazane, gdyż powoduje rozrost
ziarna stali i zwiększenie zawartości węgla w warstwie powierzchniowej powyżej technicznie
uzasadnionej wartości. Nawęglaniu poddawane są stale o małej zawartości węgla, tj. nie
przekraczającej 0,25% C, czasem z niewielkim dodatkiem chromu, manganu lub molibdenu.
Środowisko służące do nawęglania nazywa się karboryzatorem. Środowisko to może być
stałe, ciekłe lub gazowe. Czas nawęglania stali zależy od aktywności środowiska, temperatury
i założonej grubości warstwy nawęglanej. Zwykle nawęgla się stale do grubości warstwy 0,5 ÷
2,5 mm. Nawęgloną powierzchniowo stal poddaje się następnie obróbce cieplnej.
Rys. 19 schemat nawęglania [1, s. 259]
Dłuższy czas przebywania stali w podwyższonej temperaturze powoduje rozrost jej
ziarna. W celu zmniejszenia wielkości ziarna stal po nawęgleniu trzeba przeprowadzić
wyżarzanie normalizujące. Po normalizowaniu przeprowadza się hartowanie, najczęściej
w temperaturze ok. 750°C. Po nagrzaniu stal nawęgloną chłodzi się w wodzie lub w oleju. Po
hartowaniu stosuje się odpuszczanie w temperaturze około 180°C, mające na celu odprężenie
stali.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Nawęglanie w środowiskach stałych
Najstarszą metodą nawęglania jest nawęglanie w środowiskach stałych. Podstawowym
składnikiem karboryzatora stałego jest węgiel drzewny. Do niego dodaje się pewną ilość
węglanów, jak np. węglanu baru BaCO
3
lub węglan sodu Na
2
CO
3
. W podwyższonej
temperaturze procesu węglany ulegają rozpadowi. Część węgla drzewnego ulega spaleniu na
dwutlenek węgla, a następnie reaguje z węglem tworząc tlenek węgla. śelazo działa na tlenek
węgla, który ulega rozkładowi na węgiel i tlen. Powstający podczas tej reakcji węgiel
atomowy jest bardzo aktywny chemicznie i szybko dyfunduje do austenitu.
Nawęglanie w środowiskach ciekłych
Nawęglanie w środowiskach ciekłych odbywa się w piecach wannowych, w których
znajdują się roztopione sole nawęglające. Podczas nagrzewania zachodzą między składnikami
soli reakcje, w których wyniku powstaje węgiel atomowy. Dyfunduje on do austenitu, podob-
nie jak w środowisku stałym. Nawęglanie w środowisku ciekłym ma w porównaniu
z nawęglaniem w środowisku stałym wiele zalet takich jak:
−
uproszczenie czynności przygotowanych do procesu nawęglania,
−
szybkie i równomierne nagrzewanie stali,
−
łatwość regulowania temperatury,
−
zmniejszenie odkształceń powodowanych nierównomiernością ogrzewania,
−
uzyskiwanie czystych powierzchni po nawęgleniu,
−
mniejszy rozrost ziaren ze względu na krótszy czas trwania procesu.
Nawęglanie w środowiskach gazowych
Nawęglanie w gazach wymaga stosowania specjalnych, hermetycznych pieców z aktywną
atmosferą gazową. W skład gazów do nawęglania wchodzą tlenek węgla oraz węglowodory
nasycone i nienasycone. W praktyce stosuje się najczęściej gaz ziemny, gaz świetlny lub pary
pirobenzolu wtryskiwanego kroplami do gorącej komory pieca. W nagrzanej komorze pieca
następuje dysocjacja składników gazu i powstaje aktywny węgiel, który dyfunduje do
austenitu. Proces nawęglania w gazach przebiega, podobnie jak w środowisku ciekłym lub
stałym, ale musi on przebiegać w ściśle określonych warunkach, gdyż ich zmiana powoduje
zaburzenia w procesie nawęglania. Na przykład zbyt intensywna dysocjacja powoduje
osadzanie się węgla w postaci sadzy na przedmiotach poddawanych nawęglaniu. Zwolnienie
procesu dysocjacji poniżej zdolności absorbowania węgla przez stal powoduje jej
niedostateczne nawęglanie.
Azotowanie
W procesie azotowania stal poddawana jest działaniu azotu aktywnego chemicznie. Azot
atmosferyczny (cząsteczkowy) nie działa na żelazo. Dlatego stosuje się azot atomowy
wytwarzany w reakcji dysocjacji amoniaku.. Gdy w stali znajdują się jeszcze inne dodatki
stopowe wiążące się z azotem, jak np. aluminium, chrom, molibden lub tytan, w takiej stali
powstają jeszcze azotki tych składników. Azotki żelaza i azotki wymienionych składników
stopowych są bardzo twarde. Ich twardość jest większa od twardości martenzytu. Proces
azotowania odbywa się w specjalnych piecach, przez które przepływa amoniak.
W temperaturze pracy pieca, zwykle w zakresie 520÷540°C, amoniak ulega dysocjacji wg
reakcji 2NH
3
→ 2N + 3H
2
Azotowanie jest procesem długotrwałym. Czas azotowania wynosi średnio około 30 h.
W niektórych przypadkach stale azotuje się nawet w ciągu około 100 h. Grubość warstwy
uzyskanej w tak długotrwałym procesie nie jest jednak zbyt duża i zależy od wielu czynników
takich jak temperatura procesu, stopień dysocjacji amoniaku, skład chemiczny stali itp.
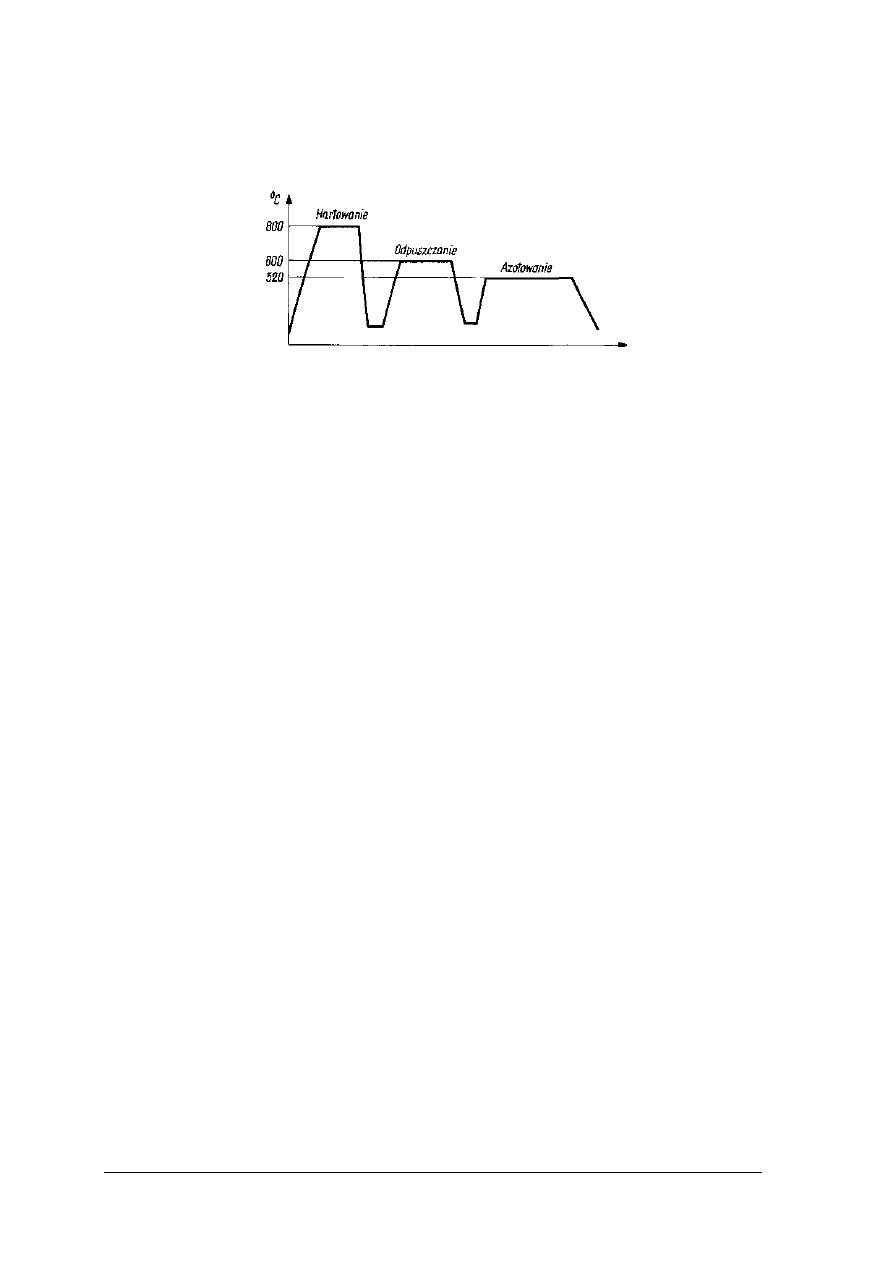
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Przedmioty przeznaczone do azotowania są uprzednio ulepszane cieplnie i szlifowane na
ostateczny wymiar. Azotowanie prawie zupełnie nie wpływa na zmianę wymiarów
przedmiotów, a ich powierzchnia nie ulega w tym procesie uszkodzeniu.
Rys. 20 schemat procesu azotowania [1, s. 263]
Po azotowaniu nie stosuje się już innej obróbki cieplnej, gdyż wytworzone na
powierzchni przedmiotu warstwy azotków są twarde, a naprężenia własne uległy likwidacji
podczas azotowania. Azotowanie ma na celu otrzymanie bardzo twardych powierzchni
odpornych na ścieranie. Niekiedy stosuje się azotowanie krótkotrwałe wykonywane
kilkakrotnie w różnej temperaturze. Celem takiego azotowania jest utworzenie cienkiej
warstwy azotków odpornych na korozję.
Cyjanowanie
Podczas cyjanowania zachodzą jednocześnie dwa znane nam już procesy, nawęglanie
i azotowanie. W wyniku cyjanowania zewnętrzne warstwy stali wzbogacają się w węgiel
i azot. Czynnikiem decydującym o tym, który z tych dwóch procesów będzie przebiegał
intensywnie, jest temperatura. Cyjanowanie w temperaturze powyżej 800°C powoduje niemal
wyłącznie nawęglanie stali. Obniżenie temperatury procesu do około 500°C całkowicie
zatrzymuje proces nawęglania, a przyspiesza azotowanie. Do cyjanowania nadają się
w zasadzie wszystkie rodzaje stali, lecz najlepsze wyniki uzyskuje się w stali zawierającej
chrom. Cyjanowanie może się odbywać w środowiskach: stałym, ciekłym i gazowym.
Najczęściej stosuje się jednak cyjanowanie w kąpielach zawierających związki cyjanowe.
Do cyjanowania w niższej temperaturze, tj. do około 600°C, stosuje się roztopiony cyjanek
sodu, natomiast w wyższej temperaturze, tj. do około 800°C, w skład kąpieli cyjanującej
oprócz cyjanku sodu wchodzą jeszcze sól kuchenna i soda. W wysokiej temperaturze procesu
zachodzą reakcje, w wyniku których wydziela się azot i węgiel. Dyfundują one w chwili
tworzenia do stali. Stale cyjanowane w wyższej temperaturze są poddawane hartowaniu,
zazwyczaj bezpośrednio po kąpieli cyjanującej. Cyjanowanie w wysokiej temperaturze stosuje
się do części przyrządów precyzyjnych i pomiarowych, które powinny odznaczać się wielką
odpornością na ścieranie. Czasem cyjanuje się koła zębate, sworznie tłokowe, niektóre części
sprzęgieł i inne. Czas przebywania przedmiotów w kąpieli cyjanującej wynosi 2÷3 h.
Uzyskuje się wówczas warstwy nawęglone grubości około 0,8 mm. Stale cyjanowane
w niższej temperaturze nie podlegają już żadnej obróbce cieplnej. W wyniku takiego
cyjanowania uzyskuje się warstwy bardzo cienkie o grubości nie przekraczającej 0,05 mm.
Cyjanowanie w niższej temperaturze stosuje się najczęściej do narzędzi wykonanych ze stali
szybkotnącej lub wysokochromowej. Czas cyjanowania narzędzi zależy od ich wielkości.
Narzędzia małe cyjanuje się w ciągu około 10 minut, a duże – około 40 minut.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Głównymi zaletami cyjanowania są:
−
skrócenie czasu procesu w stosunku do czasu nawęglania,
−
uzyskanie bardzo twardych powłok odpornych na ścieranie,
−
stosunkowo niska temperatura procesu.
Cyjanowanie ma również wiele wad, z których najważniejsze to: niebezpieczeństwo zatrucia
parami soli cyjanowych i konieczność częstego kontrolowania składu kąpieli cyjanującej.
Aluminiowanie
Aluminiowanie polega na wprowadzeniu glinu ( aluminium ) do stali. Proces nasycania
glinem odbywa się w mieszaninie sproszkowanego aluminium, tlenku aluminium i chlorku
amonu w temperaturze około 900°C. Grubość warstwy wzbogaconej w glin zależy od czasu
trwania procesu. Po 24 godzinach osiąga się warstwę grubości l mm. zawierającą około 50%
aluminium Aluminiowaniu poddaje się przedmioty przeznaczone do pracy w podwyższonej
temperaturze w atmosferze utleniającej. Utworzona na warstwie aluminium warstwa tlenków
chroni metal podłoża przed dalszym utlenianiem. Wadą tych warstw jest ich kruchość.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Czym charakteryzuje się wyżarzanie?
2.
Czym charakteryzuje się hartowanie?
3.
Wymień znane ci rodzaje wyżarzania?
4.
Kiedy stosujemy wyżarzanie normalizujące?
5.
Co nazywamy hartownością?
6.
Na czym polega proces starzenia?
7.
Co to jest utwardzanie dyspersyjne?
8.
Jakie stale poddajemy nawęglaniu?
9.
Co ma na celu azotowanie?
10.
Jakie przedmioty poddaje się aluminiowaniu?
11.
Jakie przedmioty poddaje się cyjanowaniu?
4.5.3. Ćwiczenia
Ćwiczenie 1
Na podstawie obserwacji pod mikroskopem określ rodzaj obróbki cieplnej jakiej zostały
poddane próbki stali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wypolerować powierzchnię próbki,
2)
obserwować poszczególne próbki stali pod mikroskopem,
3)
przerysować na kartkę zaobserwowaną strukturę poszczególnych próbek,
4)
porównać obraz pod mikroskopem z fotografiami struktur stali poddanej obróbce
cieplnej,
5)
nazwać rodzaj obróbki cieplnej jakim zostały poddane poszczególne próbki stali.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Wyposażenie stanowiska pracy:
−
mikroskop,
−
próbki stali poddane różnym obróbkom cieplnym,
−
fotografie struktur stali poddanej różnym obróbkom cieplnym,
−
papier ścierny drobnoziarnisty
Ćwiczenie 2
Dobierz rodzaj stali węglowej narzędziowej do wykonania następujących narzędzi:
pilnik, frezy, siekiera, przebijak, gwintowniki, narzynki, piłki do metali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wypisać wymienione narzędzia w punktach od 1 do 7,
2)
wyszukać w poradniku dla ucznia wiadomości na temat zastosowania stali węglowej
narzędziowej,
3)
przyporządkować rodzaj stali do narzędzia z jakiej powinno zostać wykonane,
4)
sprawdzić poprawność wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
poradnik mechanika.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcie obróbki cieplnej?
2)
wymienić rodzaje wyżarzania?
3)
określić efekty poszczególnych rodzajów wyżarzania?
4)
opisać proces hartowania?
5)
wyjaśnić co to jest martenzyt?
6)
wyjaśnić pojęcie ulepszania cieplnego?
7)
opisać proces utwardzania dyspersyjnego
8)
zdefiniować pojęcie obróbki cieplno-chemicznej?
9)
wyjaśnić pojęcie dyfuzji?
10)
opisać przebieg i cel procesu nawęglania?
11)
opisać przebieg i cel procesu azotowania?
12)
opisać przebieg i cel procesu cyjanowania?
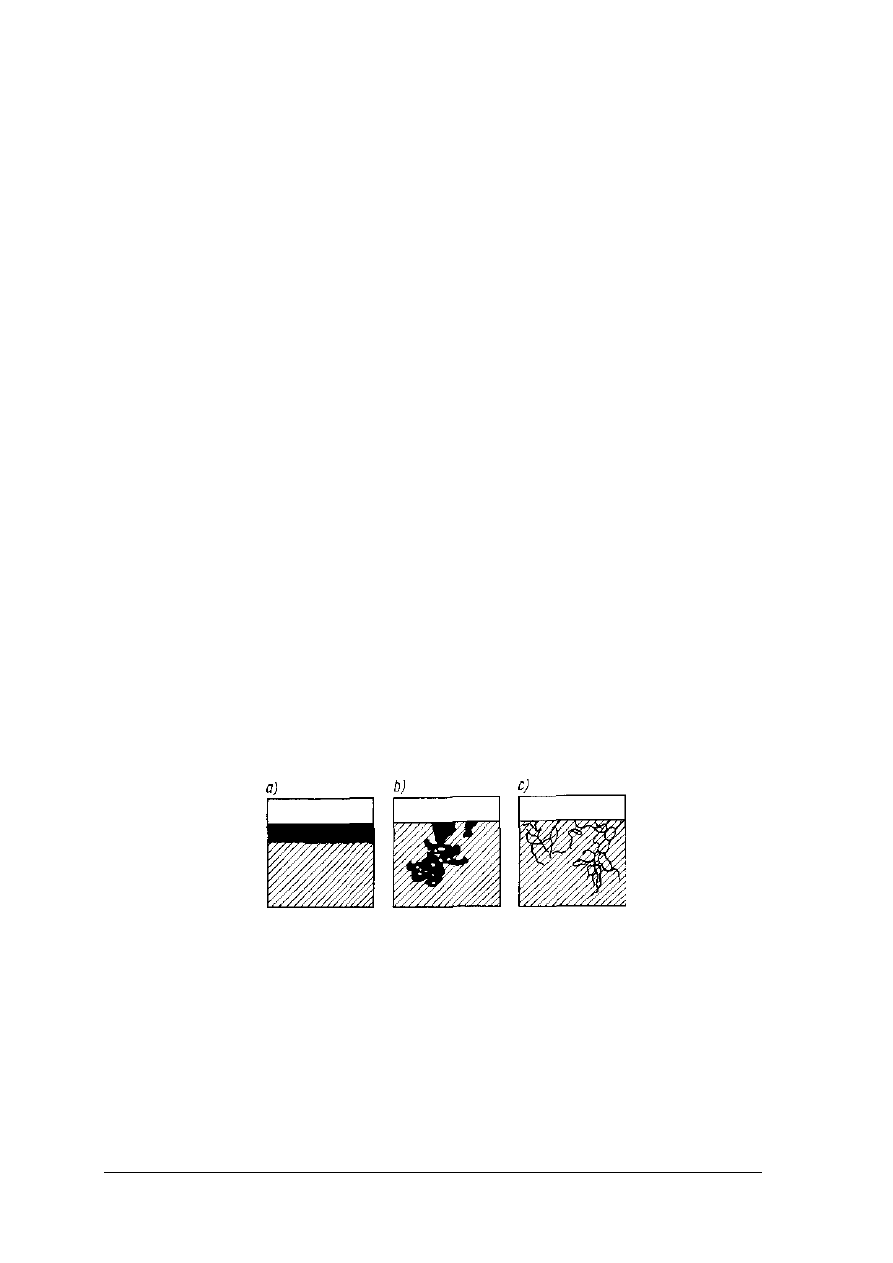
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
4.6. Korozja metali i ochrona przed korozją
4.6.1. Materiał nauczania
Rodzaje i skutki korozji
Zależnie od rodzaju działających czynników procesy niszczenia materiałów
konstrukcyjnych dzieli się na mechaniczne, spowodowane przekroczeniem wytrzymałości
elementu, chemiczne i elektrochemiczne. Spośród wielu odmian niszczenia tworzyw
konstrukcyjnych korozja metali stanowi problem podstawowy, gdyż znaczna liczba
wyprodukowanych wyrobów metalowych jest wycofywana z użycia z
powodu zniszczenia ich
przez korozję. Rozróżnia się korozję chemiczną i elektrochemiczną. Korozja chemiczna
obejmuje reakcje miedzy metalami i cieczami nie będącymi elektrolitami i podlega
podstawowym prawom reakcji chemicznych. Korozja elektrochemiczna zachodzi w obecności
elektrolitu i podlega prawom kinetyki elektrochemicznej. Podział korozji na chemiczną
i elektrochemiczną ma w wielu przypadkach znaczenie formalne, gdyż reakcje chemiczne
zachodzące miedzy metalem i środowiskiem mogą ułatwiać lub utrudniać przebieg procesów
elektrochemicznych. Niszczące działanie może objąć całą powierzchnię przedmiotu
równomiernie. W takim przypadku proces niszczenia jest powierzchniowy (korozja
powierzchniowa) i nie wpływa na zmianę wytrzymałości całej konstrukcji. Niekiedy spotyka
się korozje nierównomierną, która obejmuje jedynie niewielki obszar powierzchni metalu,
lecz rozprzestrzenia się w głąb materiałów (korozja wżerowa). W wyniku takiego procesu
powstają wżery sięgające w materiał na znaczną głębokość, co w znacznym stopniu zmniejsza
wytrzymałość konstrukcji i może spowodować jej uszkodzenie. W pewnych przypadkach
proces korozji obejmuje jedynie granice ziarn. Korozję taką nazywa się korozją
międzykrystaliczną. Jej skutki są bardzo niebezpieczne, gdyż sięgając daleko w głąb materiału
są z zewnątrz praktycznie niewidoczne. Korozja międzykrystaliczna, rozwijając się wzdłuż
granic ziarn, może znacznie zmniejszyć wytrzymałość konstrukcji i spowodować nawet
niespodziewane jej zniszczenie, gdy naprężenia w obszarach objętych korozją przekroczą
granice wytrzymałości. Korozji międzykrystalicznej ulegają szczególnie łatwo niektóre stopy
aluminium.
Rys. 21. skutki korozji a) równomiernej, b) nierównomiernej, c) międzykrystalicznej [1, s. 352]
Korozja chemiczna najczęściej jest wywoływana przez suche gazy wykazujące
powinowactwo z metalem. Metal ulegający korozji chemicznej pokrywa się warstwą
związków chemicznych, będących produktami korozji. Dalszy postęp tego procesu zależy od
szczelności warstwy powstałej na powierzchni. która utrudnia zetknięcie się agresywnego
środowiska z czystą powierzchnia metalu. Szczelność warstwy powstałej w wyniku korozji
zależy od stosunku objętości powstałych związków do objętości korodującego metalu Jeżeli
stosunek ten jest mniejszy od jedności, to hamująca rola produktów korozji jest znikoma,
gdyż powstała na powierzchni metalu warstwa jest porowata. Jeżeli podany stosunek ma
wartość większą od jedności, to tworzą się warstwy szczelne, w znacznym stopniu hamujące

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
postęp korozji. Powstawanie na metalu warstw korozyjnych rozpoczyna się od
zaabsorbowania gazu, który następnie ulega dysocjacji dzięki powinowactwu do metalu lub
wskutek podwyższenia temperatury. Zdysocjowany gaz wchodzi w reakcję z metalem,
tworząc na jego powierzchni cienką warstwę związku chemicznego. Pogrubienie tej warstwy
może nastąpić wskutek:
1)
dyfuzji jonów metalu i ruchu elektronów od metalu do zewnętrznej powierzchni związku,
2)
dyfuzji cząsteczek tlenu do granicy faz „metal – związek”,
3)
dyfuzji jonów gazu do granicy „metal – związek" i jednoczesnego ruchu elektronów
w przeciwnym kierunku.
Możliwe są również kombinacje przypadku pierwszego z drugimi drugiego z trzecim.
Narastanie więc warstw korozyjnych zależy w znacznej mierze od dyfuzji atomów lub jonów
w warstwie skorodowanej . Wędrówka dyfuzyjna atomów lub jonów w ciele stałym może
polegać, zależnie od jego struktury i stanu energetycznego, na: wymianie miejsc miedzy
sąsiadującymi ze sobą atomami lub jonami w sieci krystalicznej; poruszaniu się atomów lub
jonów miedzy węzłami sieci krystalicznej; poruszaniu się atomów lub jonów po pustych
węzłach sieci. Szybkość narastania warstw utworzonych w wyniku utleniania powierzchni
metalu jest zależna od rodzaju zjawisk zachodzących podczas korozji oraz od struktury
wytworzonej warstwy. Powstające z produktów korozji warstwy mogą szczelnie i trwale
przylegać do metalu lub łatwo od jego powierzchni odpryskiwać. W pierwszym przypadku
produkty korozji stanowią ochronę przed dalszym agresywnym działaniem środowiska.
W drugim przypadku metal szybko ulega zniszczeniu, ponieważ odpryskujące warstwy
produktów odsłaniają coraz to nowe powierzchnie metalu, które następnie ulegają korozji.
Korozja elektrochemiczna przebiega w zupełnie innych warunkach niż korozja chemiczna.
Powstaje wówczas, gdy w elektrolicie występuje różnica potencjałów miedzy różnymi
obszarami metalu lub stopu. Przyczyną powstawania różnicy potencjałów może być
niejednorodność chemiczna lub fizyczna na powierzchni metalu lub stopu spowodowana
występowaniem w metalu obcych wtrąceń, niejednorodności składu chemicznego
w poszczególnych kryształach, odkształceń trwałych oraz naprężeń. Zanurzenie dowolnego
metalu w wodnym roztworze powoduje natychmiastowe przechodzenie do roztworu
dodatnich jonów metali, czyli kationów. Przejście kationów do roztworu powoduje
naładowanie metalu ładunkami ujemnymi. Po pewnym czasie na granicy metalu i cieczy
ustala się w określonych warunkach potencjał elektrochemiczny, którego wartość jest dla
różnych metali różna. Uporządkowane według wzrastającej wartości potencjały
elektrochemiczne tworzą szereg napięciowy metali, przy czym metale szlachetne mają
względem elektrody wodorowej dodatni potencjał elektrochemiczny. Im mniej szlachetny jest
metal, tym większą wartość ujemną przybiera jego potencjał elektrochemiczny, tzn. więcej
jonów tego metalu może przejść do roztworu. Dwa różne metale o różnym potencjale
elektrochemicznym zanurzone w elektrolicie tworzą ogniwo, w którym metal o mniejszym
potencjale jest anodą, a metal o większym potencjale katodą. Elektrodę anodową oznacza się
znakiem (–) a katodową (+). O odporności metali na korozję elektrochemiczną decyduje
położenie metali tworzących ogniwo lokalne w szeregu napięciowym. Im bardziej różnią się
ich potencjały elektrochemiczne, tym silniej ulega korozji metal o niższym potencjale.
W stopach technicznych powstają również ogniwa galwaniczne. Elektrodami takiego ogniwa
mogą być położone w sąsiedztwie kryształy różniące się składem chemicznym, granice ziaren,
miejsca o różnym stanie naprężeń, miejsca połączenia części wykonanych z różnych
materiałów, rysy, pęknięcia i inne. Jako elektrolit działa najczęściej woda, w której rozpuściły
się gazy, np. dwutlenek węgla, dwutlenek siarki lub inne.
Siła elektromotoryczna ogniwa utworzonego przez połączenie dwóch elektrod jest równa
różnicy ich potencjałów. Siła ta jednak w miarę pracy ogniwa maleje, gdyż na powierzchniach

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
jego elektrod zachodzą procesy przeciwstawiające się przepływowi prądu, zwane polaryzacją
ogniwa. Przebieg polaryzacji zależy od rodzaju materiału elektrody, składu elektrolitu,
stężenia jonów wodorowych w elektrolicie oraz gęstości prądu. Polaryzacja ogniw
korozyjnych jest więc zjawiskiem pożytecznym, gdyż zmniejsza intensywność niszczącego
procesu korozji. Polaryzację ogniw zmniejsza usuwanie wodoru z katody, strącanie
produktów korozji oraz doprowadzanie tlenu do katody. Zmniejszanie skutków polaryzacji
nazywa się depolaryzacją, a czynniki, które ja powodują, noszą nazwę depolaryzatorów.
Depolaryzacja ogniw jest w procesach korozyjnych zjawiskiem szkodliwym, gdyż przyspiesza
niszczenie konstrukcji. Niektóre metale w pewnych przypadkach nie ulegają korozji, gdyż na
ich powierzchniach powstaje cienka warstwa tlenków. Metale takie nazywa się pasywnymi.
Do najłatwiej pasywujących się metali należą chrom, nikiel i tytan. Wprowadzenie do stopu
metali łatwo się pasywujących w środowiskach utleniających powoduje pasywacje stopu pod
warunkiem, że dodatek stopowy nie utworzy odrębnej fazy, lecz wejdzie w skład roztworu
stałego.
Ochrona przed korozją
Konstrukcję metalową można chronić przed korozją przez stosowanie metalu
pozbawionego zanieczyszczeń i nałożenie lub wytworzenie powłoki ochronnej,
Wprowadzenie do metalu nieodpornego na korozję składników stopowych odpornych na
korozję, zabezpiecza w znacznym stopniu stop przed niszczącym działaniem ośrodka
korozyjnego. Na przykład wprowadzenie do stali chromu i niklu w ilości 13–25% – przy
odpowiednio małej zawartości węgla – czyni ją odporną na korozję. Powłoki ochronne
nakładane utrzymują się na powierzchni metalu siłami adhezji. Rozróżnia się powłoki
nakładane metalowe i niemetalowe. Na powłoki metalowe o dużej odporności na korozję
używa się niklu, chromu, miedzi, srebra, cyny, cynku, ołowiu, kadmu, aluminium, czasem –
złota. Grubość powłoki ochronnej jest zwykle nieznaczna i wynosi 0,00÷0,025 mm. Powłoka
powinna dobrze przylegać do podłoża, nie łuszczyć się i być ścisła. Powłoki ochronne nakłada
się przez zanurzenie, natrysk, platerowanie oraz galwanicznie. Zanurzanie w stopionym
metalu stosuje się zazwyczaj do pokrywania cyną lub cynkiem blach żelaznych oraz cyną
naczyń miedzianych lub mosiężnych. Metalizacja natryskowa polega na natryskiwaniu
ciekłego metalu pistoletem rozpylającym. Metoda ta znajduje obecnie szerokie zastosowanie
nie tylko do wytwarzania powłok ochronnych, lecz również do regeneracji zużytych części
maszyn lub do pokrywania warstwą metalową przedmiotów niemetalowych.
Platerowanie (nawalcowywanie) polega na walcowaniu na gorąco grubszej blachy
z metalu mniej odpornego na korozje z nałożoną na nią cienką blachą metalu ochronnego.
W wyniku platerowania otrzymuje się blachę pokrytą cienką, dobrze przylegająca warstwa
ochronną. Platerowanie można wykonać po obu stronach blachy.
Metody galwaniczne polegają na elektrolitycznym nałożeniu warstwy metalu ochronnego
na przedmiot zanurzony w elektrolicie zawierającym w odpowiednim stężeniu sole
nakładanego metalu. Metodą tą wykonuje się najczęściej niklowanie, chromowanie,
miedziowanie oraz kadmowanie, cynowanie, cynkowanie i mosiądzowanie.
Warstwy ochronne nakładane galwanicznie maja na celu nie tylko ochronę przed korozją,
lecz również nadanie przedmiotom estetycznego wyglądu.
Warstwy ochronne są niekiedy nakładane w celu zwiększenia odporności przedmiotów
na ścieranie. Na przykład pokrycie warstwą chromu powoduje utwardzenie narażonych
na ścieranie części maszyn, narzędzi i sprawdzianów. W takim przypadku warstwę
chromu nakłada się na powierzchnie przedmiotu uprzednio zahartowanego tzw.
chromowanie techniczne. Powłoki niemetalowe oddzielają metale od agresywnego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
ośrodka. Stosuje się powłoki pochodzenia organicznego; nakładane materiały to farby, oleje,
lakiery szybko schnące i lakiery piecowe, ponadto smoły i asfalty oraz różnego rodzaju smary.
Ostatnio do tego celu są stosowane tworzywa sztuczne.
W
przypadku powłok wytwarzanych
połączenie ich z materiałem chronionym ma charakter chemiczny, tzn. na granicy warstw
powstają związki chemiczne lub roztwory. Rozróżnia się powłoki wytwarzane metalowe
i niemetalowe. Powłoki metalowe uzyskuje się w wysokiej temperaturze na zasadzie dyfuzji
metalu ochronnego w głąb metalu chronionego. Przebieg procesu jest podobny do nawęglania
lub azotowania. Najbardziej znane są procesy wprowadzania do stali aluminium, tj.
aluminowania, wprowadzanie cynku oraz nachromowywanie. Powłoki niemetalowe wytwarza
się metodami chemicznymi lub elektrochemicznymi. Najbardziej rozpowszechnione są
metody oksydowania i fosforanowania stali. Oksydowanie (czernienie) polega na wytwarzaniu
na powierzchni stali czarnych tlenków żelaza. Proces ten odbywa się w temperaturze około
130°C w specjalnych kąpielach. Czerni się broń i niektóre przyrządy.
Fosforowanie polega na wytwarzaniu na powierzchni stali warstwy krystalicznych
fosforanów żelaza, powstających w roztworze wodnym w temperaturze 100°C. Warstwa
otrzymanych fosforanów ma budowę porowatą i zabarwienie szare. Wymaga ona nasycenia
olejem lub odpowiednim lakierem – najlepiej piecowym – w celu zaimpregnowania warstwy
ochronnej. Warstwy fosforanowe są bardziej odporne na korozyjne działanie ośrodka niż
powłoki oksydowane.
Stopy magnezu zabezpiecza się przed korozją przez zanurzenie ich w roztworze
dwuchromianu sodu i kwasu solnego.
Na stopach aluminium wytwarza się warstwy tlenkowe przez zanurzenie przedmiotów
w roztworze kwasu chromowego. Powstająca na powierzchni szczelna warstwa tlenków
o zabarwieniu jasnożółtym dobrze chroni metal przed korozją.
Bardzo dobrą metodą stosowaną w celu wytworzenia powłok ochronnych na aluminium
i jego stopach jest tzw. eloksalacja. tj. anodowe utlenianie. W procesie eloksalacji przedmiot
podlegający utlenianiu stanowi anodę. Elektrolitem jest najczęściej kwas siarkowy.
Temperatura elektrolitu wynosi 10÷20°C, napięcie 8÷30 V, a gęstość prądu 0,5÷3 A/dm
2
.
Grubość wytworzonej galwanicznie warstwy tlenków aluminium zależy od czasu i dochodzi
do 40 mikrometrów.
W zależności od warunków procesu można uzyskać nieporowate lub porowate warstwy
tlenków. Zazwyczaj warstwy porowate podlegają malowaniu lub lakierowaniu
.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest korozja?
2.
Jakie znasz rodzaje korozji?
3.
Jaki materiał najczęściej ulega korozji międzykrystalicznej?
4.
Od czego zależy szczelność warstwy skorodowanej?
5.
W jaki sposób przebiega korozja chemiczna?
6.
W jaki sposób przebiega korozja elektrochemiczna?
7.
Co decyduje, o odporności metalu na korozję elektrochemiczną?
8.
Co znaczy określenie – metal pasywny?
9.
Jakie znasz metody ochrony przed korozją?
10.
Jakie powłoki zaliczamy do powłok ochronnych nakładanych?
11.
Na czym polega platerowanie?
12.
Jakie powłoki zaliczamy do powłok ochronnych wytwarzanych?
13.
Na czym polega oksydowanie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
4.6.3. Ćwiczenia
Ćwiczenie 1
Sprawdź wpływ środowiska na korozję próbek metali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
ćwiczenie podziel na trzy zestawy próbek poddanych obserwacji:
a)
dwie próbki stali niezabezpieczonej przed korozją – jedną próbkę umieść w wodzie
drugą na powietrzu,
b)
jedna próbka stali niezabezpieczonej przed korozją, druga próbka zabezpieczona np.
lakierem – obie próbki umieść w wodzie,
c)
jedna próbka stali nie zabezpieczonej przed korozją, druga próbka aluminium – obie
umieść w wodzie,
2)
po upływie określonego czasu przez nauczyciela oceń stan próbek,
3)
zapisz wnioski z obserwacji.
Wyposażenie stanowiska pracy:
−
próbki stali niezabezpieczonej przed korozją,
−
próbki stali pomalowanej lakierem,
−
próbki aluminium.
Ćwiczenie 2
Dobierz sposób ochrony przed korozją do zabezpieczenia następujących części maszyn
i elementów konstrukcji: blachy stalowe, łożyska, cylindry układu hamulcowego,
kształtowniki walcowane, rury stalowe, liny maszyn wyciągowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wypisać wymienione części maszyn w punktach od 1 do 6,
2)
wyszukać w poradniku dla ucznia wiadomości na temat ochrony metali przed korozją,
3)
przyporządkować sposoby ochrony do części maszyn i elementów konstrukcyjnych,
4)
sprawdzić poprawność wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcia korozji chemicznej i elektrochemicznej?
2)
rozróżnić korozję równomierną, wżerową i międzykrystaliczną?
3)
wyjaśnić mechanizm powstawania korozji?
4)
wyjaśnić określenie metal pasywny?
5)
określić zadania powłok ochronnych?
6)
rozróżnić rodzaje powłok ochronnych?
7)
wyjaśnić pojęcia: platerowanie i oksydowanie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań dotyczących określania właściwości materiałów konstrukcyjnych.
Wszystkie zadania są zadaniami wielokrotnego wyboru i tylko jedna odpowiedź jest
prawidłowa.
5.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi: zaznacz prawidłową
odpowiedź X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową).
6.
Test składa się z zadań o różnym stopniu trudności: poziom podstawowy, poziom
ponadpodstawowy.
7.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8.
Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci czas wolny. Na rozwiązanie testu masz 45
min.
Powodzenia
!
ZESTAW ZADAŃ TESTOWYCH
1.
Jedną najczęściej badanych własności mechanicznych metali jest
a)
twardość.
b)
lejność.
c)
skrawalność.
d)
tłoczność.
2.
W badaniu twardości metali metodą Vickersa wgłębnik ma kształt
a)
kulki.
b)
ostrosłupa .
c)
stożka.
d)
czworościanu foremnego.
3.
Jedną z najczęściej badanych własności technologicznych metali jest
a)
wytrzymałość na rozciągania.
b)
plastyczność.
c)
wytrzymałość zmęczeniowa.
d)
hartowność.
4.
Własności plastycznych materiału nie określa próba
a)
zginania.
b)
tłoczności.
c)
udarności.
d)
nawijania drutu.
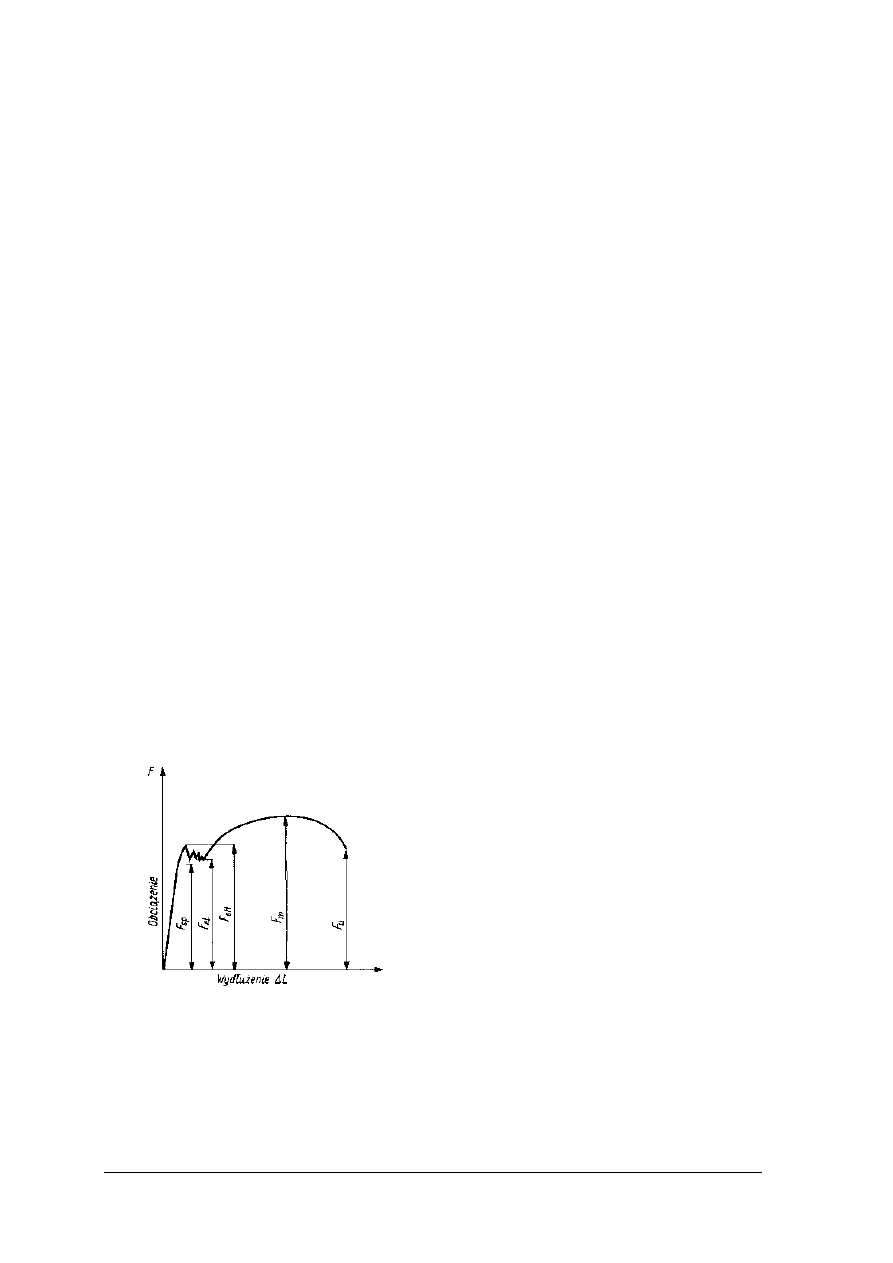
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
5.
Wyżarzanie to proces polegający na nagrzaniu stopu
a)
i powolnym chłodzeniu.
b)
i szybkim chłodzeniu.
c)
do stanu ciekłego i chłodzeniu.
d)
do określonej temperatury, wygrzaniu przez określony czas w tej temperaturze
i powolnym chłodzeniu.
6.
Azotowanie ma na celu uzyskanie powierzchni metalu odpornej na
a)
uderzenia.
b)
wysoką temperaturę.
c)
ścieranie.
d)
działanie kwasów.
7.
Nawęglaniu poddawane są
a)
żeliwa.
b)
stale o niskiej zawartości węgla.
c)
stale zahartowane.
d)
mosiądze do przeróbki plastycznej.
8.
W procesie nawęglania nie występuje etap
a)
wyżarzanie normalizujące.
b)
hartowanie.
c)
wyżarzanie ujednoradniające.
d)
odprężanie.
9.
Zamieszczony poniżej rysunek przedstawia
a)
wykres rozciągania metali nie wykazujących granicy plastyczności.
b)
wykres pełzania.
c)
krzywa zmęczeniowa materiałów.
d)
wykres rozciągania metali wykazujących granicę plastyczności.
10.
Cechą charakteryzującą smary jest
a)
płynność.
b)
masa.
c)
lejność.
d)
czepność.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
11.
Oleje o dużej lepkości należy stosować gdy
a)
ciśnienie między współpracującymi częściami jest duże.
b)
smarowaniu podlegają mechanizmy precyzyjne.
c)
trudno jest uszczelnić smarowane powierzchnie.
d)
urządzenie pracuje pod znacznym obciążeniem.
12.
Wilgotność względna drewna jest wyrażana stosunkiem masy
a)
drewna do objętości wody zawartej w drewnie.
b)
wody zawartej w drewnie do masy drewna wilgotnego.
c)
wody zawartej w drewnie do masy drewna całkowicie suchego.
d)
wody zawartej w drewnie do objętości drewna.
13.
Wytrzymałość elementów metalowych najbardziej osłabia korozja
a)
powierzchniowa.
b)
nierównomierna.
c)
międzykrystaliczna.
d)
równomierna.
14.
Platerowanie to metoda zapobiegania korozji polegająca na
a)
walcowaniu na gorąco grubszej blachy z metalu mniej odpornego na korozję
z nałożoną na nią cienką blachą metalu ochronnego.
b)
elektrolitycznym nałożeniu warstwy metalu ochronnego.
c)
natryskiwaniu ciekłego metalu na metal chroniony.
d)
zanurzeniu metalu chronionego w roztopionym metalu ochronnym.
15.
Stal oznaczona symbolem S355J0W jest przeznaczona do wykonania elementów
a)
odpornych na niskie temperatury.
b)
kształtowanych na zimno.
c)
odpornych na korozję atmosferyczną.
d)
kształtowania na gorąco.
16.
Mosiądz to stop dwóch podstawowych metali, miedzi z
a)
aluminium.
b)
cynkiem.
c)
niklem.
d)
cyną.
17.
Zawartość węgla w stali wynosi
a)
0–2%.
b)
2–4%.
c)
0,5–1,5%.
d)
0–3%.
18.
Główny proces chemiczny zachodzący w wielkim piecu to
a)
utlenianie zanieczyszczeń przy pomocy tlenu.
b)
redukcja tlenków węgla przez tlenki żelaza.
c)
odsiarczanie żelaza za pomocą manganu.
d)
redukcja tlenków żelaza przez tlenek węgla.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
19.
Świerzenie to proces metalurgiczny polegający na
a)
redukcji tlenków metali przy pomocy tlenku węgla.
b)
przedmuchiwaniu ciekłego metalu powietrzem lub tlenem.
c)
chłodzenie ciekłej surówki do stanu stałego.
d)
przedmuchiwaniu ciekłego metalu azotem.
20.
Metodą spiekania proszków wytwarzamy
a)
brązy.
b)
konstantan.
c)
węgliki wolframu.
d)
nowe srebro.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
KARTA ODPOWIEDZI
Imię i nazwisko ................................................................................................
Określanie właściwości materiałów konstrukcyjnych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
6.
LITERATURA
1.
Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1998
2.
Polska Norma: PN–EN 10027–1. Systemy oznaczeń stali. Część 1: Znaki stali. PKN 2007
3.
Praca zbiorowa: Mały poradnik mechanika. WNT, Warszawa 1994
4.
Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 1991
Wyszukiwarka
Podobne podstrony:
Określanie właściwości materiałów konstrukcyjnych
02 Określanie właściwości materiałów do produkcji
Określanie właściwości materiałów konstrukcyjnych i eksploatacyjnych stosowanych w drogownictwie
WŁASCIWOŚCI MATERIAŁÓW, Konstrukcje drewniane i murowe
02 Okreslanie wlasciwosci mater Nieznany (2)
02 Określanie właściwości drewna
02 Okreslanie wlasciwosci mater Nieznany
311[15] O1 02 Okreslanie wlasci Nieznany
09 Określanie właściwości materiałów odzieżowych
02 Określanie właściwości smarów, olejów i wody
09 Określanie właściwości materiałów odzieżowych
Materiały filtracyjne, Materiały filtracyjne- dobór właściwego materiału filtracji do określonych wa
STALI O OKREŚLONYCH WŁAŚCIWOŚCIACH FIZYCZNYCH I CHEMICZNYCH - Lab 10, Studia, Materiałoznastwo, Meta
13-02-20-list-otwarty-smieci, Nauka, materialy z Konstrukcji betonowych
2005-09-02 Czy właściciele nieruchomości wyrugują miasto, materiały, Z PRASY
04 Określanie właściwości surowców i materiałów
ćw 7 synteza oraz właściwości materiałów określanych jako syntetyczne metale
LABORATORIUM 2 [Badanie właściwości stali zbrojeniowej], LABORATORIA ĆWICZENIA MATERIAŁY, KONSTRUKCJ
Struktura-wpływ na właściwości, Studia, Materiały Konstrukcyjne - PNOM
więcej podobnych podstron